EP3248919A1 - Procédé et dispositif de séparation de produits plats pliables individuels de la face inférieure d'une pile - Google Patents
Procédé et dispositif de séparation de produits plats pliables individuels de la face inférieure d'une pile Download PDFInfo
- Publication number
- EP3248919A1 EP3248919A1 EP17171237.5A EP17171237A EP3248919A1 EP 3248919 A1 EP3248919 A1 EP 3248919A1 EP 17171237 A EP17171237 A EP 17171237A EP 3248919 A1 EP3248919 A1 EP 3248919A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- light signal
- stack
- product
- time window
- sensor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H7/00—Controlling article feeding, separating, pile-advancing, or associated apparatus, to take account of incorrect feeding, absence of articles, or presence of faulty articles
- B65H7/02—Controlling article feeding, separating, pile-advancing, or associated apparatus, to take account of incorrect feeding, absence of articles, or presence of faulty articles by feelers or detectors
- B65H7/14—Controlling article feeding, separating, pile-advancing, or associated apparatus, to take account of incorrect feeding, absence of articles, or presence of faulty articles by feelers or detectors by photoelectric feelers or detectors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H1/00—Supports or magazines for piles from which articles are to be separated
- B65H1/04—Supports or magazines for piles from which articles are to be separated adapted to support articles substantially horizontally, e.g. for separation from top of pile
- B65H1/06—Supports or magazines for piles from which articles are to be separated adapted to support articles substantially horizontally, e.g. for separation from top of pile for separation from bottom of pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/58—Article switches or diverters
- B65H29/62—Article switches or diverters diverting faulty articles from the main streams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H3/00—Separating articles from piles
- B65H3/08—Separating articles from piles using pneumatic force
- B65H3/0808—Suction grippers
- B65H3/085—Suction grippers separating from the bottom of pile
- B65H3/0858—Suction grippers separating from the bottom of pile this action resulting merely in a curvature of each article being separated
- B65H3/0875—Suction grippers separating from the bottom of pile this action resulting merely in a curvature of each article being separated the final separation being performed by mechanical grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/26—Duplicate, alternate, selective, or coacting feeds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/20—Belts
- B65H2404/26—Particular arrangement of belt, or belts
- B65H2404/261—Arrangement of belts, or belt(s) / roller(s) facing each other for forming a transport nip
- B65H2404/2613—Means for changing the transport path, e.g. deforming, lengthening
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/50—Occurence
- B65H2511/51—Presence
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/50—Occurence
- B65H2511/515—Absence
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/50—Occurence
- B65H2511/52—Defective operating conditions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/50—Occurence
- B65H2511/52—Defective operating conditions
- B65H2511/524—Multiple articles, e.g. double feed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2553/00—Sensing or detecting means
- B65H2553/40—Sensing or detecting means using optical, e.g. photographic, elements
- B65H2553/41—Photoelectric detectors
- B65H2553/414—Photoelectric detectors involving receptor receiving light reflected by a reflecting surface and emitted by a separate emitter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/19—Specific article or web
- B65H2701/1932—Signatures, folded printed matter, newspapers or parts thereof and books
Definitions
- the invention is in the field of conveying flat, bendable products, in particular of printed products.
- the invention relates to a method for the cyclic separation and separation of flat, bendable products from the bottom of a stack of such products and for conveying the separated products from the stack, comprising the steps of: grasping the bottom product of the stack, separating the bottom product from the bottom of the stack and Carrying away the product from the pile.
- the invention also relates to a device for the cyclically controlled separation and separation of flat, bendable products from the underside of a stack of such products and for conveying away the separated products from the stack, with a control device for the clock-controlled operation of the device.
- the flat, bendable products are in particular printed products such as newspapers, magazines, periodicals, brochures, advertising inserts, individual sheets, sheets, flyers and advertising leaflets in the broadest sense.
- the devices mentioned are used, inter alia, in so-called collection facilities, in which various printed products along a collection route to collections are compiled.
- the device is formed in such a collecting device as a so-called investor, which is arranged along the collecting route and the collection line each promotes separated from a stack printed products.
- each of these investors each contains a stack of identical printed products.
- the collection line includes a plurality of receiving members movable along the collection line which receive the printed products to be conveyed by the investors along the collection line to form a collection of printed products.
- receiving organs which may be, for example, storage compartments or receiving clips
- collections of advertising supplements are put together.
- the collections are inserted in a subsequent processing step, for example, as a supplement in newspapers or magazines or further processed as a delivery unit.
- faults can occur that cause a collection to be assembled incorrectly or incompletely.
- a possible source of such a disturbance is, for example, the investor.
- the former requires a discharge station for discharging the incomplete collection, and a return device for returning the printed products of the incomplete collection to the processing cycle.
- the second process requires a concentricity, in which the receiving organs with the incomplete collections for the purpose of completing or correcting the collection are returned to the collection line.
- EP-A-2 279 974 a method for controlling a paper-processing machine, according to which from the bottom of a stack individual sheets are deducted.
- an error occurs, it is detected automatically with a detection means.
- a measure is automatically taken to counteract the error.
- only a single process status is determined here.
- any interruptions in operation in the event of irregularities occurring during the singulation and the transport away of the printed products from the stack should be avoided or possibly reduced.
- the invention is characterized in that a first process state is detected by means of a single sensor in conjunction with a control device within a clock-bound measurement time window and a second process state within at least one other clock-bound measurement time window in the same work cycle.
- the first process state relates in particular to the orderly removal of a product within a working cycle.
- the sensor has to detect in the associated measuring time window the task of whether a product is properly transported away in the corresponding working cycle or whether it is a so-called empty cycle.
- the empty cycle is a work cycle in which no product is transported away. This is because, for example, no product has been removed from the stack or no product is present in the stacking space of the device.
- the products in the device are separated from the stack.
- “singulating” is meant that the products individually detached from the bottom of the stack and spaced from each other, that is transported away to form a product gap.
- the stack is arranged in particular standing. That the products are arranged in a stack. The products are transported away in particular down from the stack.
- the products are handed over individually and spaced from each other a Roth hamper- or further processing device.
- the second process state now relates in particular to the product gap between two successive products of two work cycles.
- the sensor has in the associated additional measuring time window, in particular the task of detecting whether the product gap between two consecutive, isolated products is free or is covered by a not properly isolated, in particular surplus products.
- a first cause of a covered product gap may be in a multi-page printed product that has been opened during the separation from the stack. So it can happen that such a multi-sided product is arranged wrongly in the stack and this is not replaced with the federal government but with the flower first from the stack. This has the effect that the product in question when pulled off the stack raised, that is opened. The drawn-up or opened and accordingly enlarged in terms of area printed product now covers the subsequent in the transport direction Products gap. Such an overlap is detected in the further measuring time window.
- Another cause of a covered product gap may be that in a work cycle, multiple products are simultaneously detached from the bottom of the stack. This can occur, for example, if between two products of a stack high electrostatic attraction forces act, which counteract a separation of the products.
- the supernumerary separated product can be carried unguided in the sequence, in particular not held by a transport member, and accordingly transported away uncontrollably in the associated power stroke.
- Such products are also called “vagabond” products.
- the vagabonding product now covers the product gap following in the transport direction and is thus detected in the further measuring time window.
- a third process state can be determined in a further clock-bound measuring time window in the same working cycle. In this case there are a total of three measuring time windows.
- more than three measuring time windows can also be defined within a working cycle within which a further process state is determined in each case.
- At least one measured value is determined by the sensor in the respective measuring time window and evaluated by the control device.
- At least two process states within a work cycle are determined by means of a single sensor.
- the sensor is now arranged in particular relative to the device in particular stationary.
- the sensor is in particular an optical sensor for detecting a light signal.
- the associated measured quantity is accordingly a light signal which can be detected by the sensor.
- the light signal can be transmitted periodically or permanently during operation of the device and in particular in one of the measurement time windows mentioned.
- the acquisition of measured values by the sensor for the purpose of evaluation, in particular by the control device takes place only in one of the predetermined, clock-bound measuring time windows of a working cycle.
- an incorrect course of the measuring beam path of the light signal in the associated measuring time window is determined by means of the measured values detected by the sensor.
- the optical sensor is part of a light barrier with a light signal source for emitting a light signal.
- the optical sensor is for receiving the light signal emitted from the light signal source.
- the light signal source and the sensor are arranged according to this development, in particular on a common side.
- the light signal source and the sensor in particular form a structural unit.
- the light signal source and the sensor can be arranged in particular in a common housing.
- the light signal source and the sensor are in particular arranged stationary on the device.
- the sensor is in particular part of a reflection light barrier with a light signal source and at least one reflector.
- the light signal source may comprise a laser diode.
- a laser diode makes it possible to carry out a very reliable measurement within a very narrow time window.
- measurement here means the emission of a light signal by the light signal source and the detection of the reflected light signal or the non-detection of the non-reflected light signal by the sensor for the purpose of evaluation, in particular by the control device.
- a reflector is located in the reflection position within the respective measurement time window. Reflection position means that the reflector is able, with an undisturbed measuring beam path, to reflect a light signal emitted by the light signal source towards the sensor.
- the reflector is arranged opposite in its reflection position of the light signal source and the sensor in particular.
- the measuring beam path is interrupted by a product transported away properly and moved by the measuring beam path, or if at most an empty cycle, that is a working cycle, in which no product is separated from the stack and is transported away.
- the measurement beam path is not interrupted in this measurement time window and detected by the sensor.
- "Properly transported away” means in particular that the product is properly held by a transport organ.
- a reflector is arranged in this measuring time window in such a way that the light signal is reflected towards the sensor in the case of an empty cycle.
- the measuring beam path of the light signal is interrupted and does not reach the sensor.
- the measuring beam path is interrupted in this measuring time window by a wound-up, multi-sided printed product or by a stray product.
- the light signal is not interrupted and reaches the sensor.
- a reflector is arranged in this measuring time window such that a light signal is reflected towards the sensor.
- the invention further relates to a device for the cyclically separating and separating flat, bendable products from the underside of a stack of such products and for conveying the separated products from the stack, with a control device for the clock-controlled operation of the device.
- the device is characterized in that it contains a sensor, which in conjunction with the control device for detecting a first process state is designed within a clock-bound measuring time window and for detecting a second process state within at least one other clock-bound measuring time window in the same working cycle for the purpose of detecting irregularities during the separation and transport away of the products.
- the device in particular forms a stacking space for receiving a stack.
- the device contains at least one transport device for transporting the product away from the stack.
- the transport device is arranged in particular below the stack or the stacking space.
- the sensor and possibly also the light signal source are arranged in particular below the stack or stacking space.
- the sensor and possibly also the light signal source are arranged in particular in the region of the transport device.
- the at least one reflector of a light barrier is arranged in particular on a moving component of the transport device.
- the transport device comprises at least one transport member.
- the transport member is movable in particular along a conveyor track, which leads past the sensor.
- the at least one transport member may be movable along a closed circulation path of a transport circulation.
- the transport member may be a gripper.
- the at least one reflector on the transport member or on a synchronous mitbewegten with the transport member component of the transport device, for. B. be arranged on a transport circulation.
- the device may contain one or more reflectors co-moving with the transport member.
- the reflector (s) may also be arranged stationarily relative to the device.
- Each measuring time window can in particular be assigned a reflector or a section of a reflector.
- one of the measuring time windows may be assigned a first reflector or reflector section, a further measuring time window may be a second reflector or reflector section and possibly also a further measuring time window may be a third reflector or reflector section.
- the light signal source of a light barrier is arranged in particular such that the measurement beam path of a light signal emitted by the light signal source is interrupted by the product during travel away within the measurement time window of a work cycle in which idle strokes are to be detected.
- the emitted light signal is directed in the relevant measuring time window in particular to the transporting device or gripper of the relevant working cycle.
- a reflector or reflector section is in particular arranged in such a way that the light signal is reflected by the reflector to the sensor in the case of an empty cycle in the relevant measuring time window.
- the light signal source of a light barrier is also arranged in particular such that the measurement beam path of a light signal emitted by the light signal source within the further measurement time window of the same power stroke in which wound or excess products are to be detected, leads through the product gap of two successive products of two power strokes.
- a further reflector or reflector section is arranged in particular such that, when the product gap is moved through the measuring beam path, it is reflected by the reflector towards the sensor in this further measuring time window.
- the device is operated clock-controlled according to the invention. This means that the products are separated from the bottom of the stack in a predetermined cycle and transported away.
- the device is operated in particular isochronous with a subsequent processing device, such as collecting device.
- the processing device is a collection device with receiving organs for collecting different products into a collection
- the tactical collection ultimately lacks this product.
- the collection is therefore incomplete and must be removed or completed later.
- the sensor which detects an idle cycle already immediately after the separation or just not separating the product, by means of the control device, extraordinary process steps can be initiated early in a subsequent process sequence.
- the extraordinary process steps can be, for example, that devices which follow in the process flow also do not deliver any products to the respective receiving organ which contains the incomplete collection.
- the extraordinary process steps may also lie in the fact that the relevant, incomplete collection is discharged at the next opportunity or, for. B. via a concentricity, is guided back into the collection route.
- the extraordinary process steps in this case can be, for example, that the product in question is discharged at a subsequent discharge station.
- the extraordinary process steps may also be that the control device causes an emergency stop, which allows to manually remove the product in question from the device before it causes an even greater malfunction.
- the extraordinary process step may also be in a warning message addressed to the operating personnel or the technical staff.
- the device according to the invention has the advantage that different process states can be determined with a single sensor, in that the control device determines sensor measured values only within defined measuring time windows, which are each designed to detect a specific process state.
- the inventive device also allows the early detection of irregularities, namely already immediately after the separation of the products. Thus, by means of the control device, appropriate measures can be taken early on.
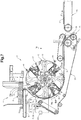
- FIGS. 1 to 8 show a device 1 for separating flat, flexible printed products 2 from a stack 3 of such products.
- the device 1 is controlled by means of a control device 61.
- the device 1 forms a stacking space 4 for receiving a stack 3 of printed products 2.
- the stack 3 is arranged standing, that is, the surface sides of the printed products 2 are oriented perpendicular to the direction of gravity G.
- the lowermost in the direction of gravity G product 2 of the stack 3 rests with a surface side of the support surface of a support means 6, which supports the stack 3 from below.
- the device further comprises a take-over cradle 10 with a carrier wheel 13 rotatable about a rotation axis A in the direction of rotation D.
- the carrier wheel 13 is arranged below the support surface and is driven by a drive.
- the takeover circulation 10 contains separation elements in the form of suction elements 11. These serve to detach the products 2 from the bottom of the stack.
- the suction elements 11 are arranged on the carrier wheel 13 and are moved by the rotating carrier wheel 13 along a closed orbit.
- the suction elements 11 are respectively for the purpose of gripping the lowermost printed product 2 in the stack 3 by the rotating carrier wheel 13 along its orbit clock-controlled to the bottom of the stack 3 every now and then moved away from this again.
- the takeover cask 10 also contains transport members in the form of grippers 12, which are also arranged on the carrier wheel 13.
- the grippers 12, like the suction elements 11 are moved by the rotating carrier wheel 13 along a closed orbit.
- a suction element 11 cooperates with a gripper 12 and forms with this a pairing.
- a total of four pairs of suction elements 11 and grippers 12 along the outer circumference of the carrier wheel 13 are arranged spaced from each other.
- a suction element 11 is brought to the free underside of the lowermost printed product 2 of the stack 3 by rotating the carrier wheel 13.
- the suction member 11 sucks at the front end portion of the lowermost printed product 2 and bends it away from the bottom of the stack down.
- the lowest product 2 is thus replaced by the stack 3.
- the bending away and detachment of the printed product 2 down takes place via a superimposed movement, consisting of a pivoting movement of the suction element 11 about a pivot axis and a rotational movement of the suction element 11 with the further rotating carrier wheel thirteenth
- the suction element 11 now transfers the product 2 to the gripper 12 of the abovementioned pairing, which is also moving along with the carrier wheel 13.
- the gripper 12 now pulls the captured printed product 2 completely from the stack 3 down.
- the movement of the suction elements 11 and the gripper 12 along its orbit, as well as any pivoting movements of the suction elements 11 and the gripper 12 about a pivot axis and the closing and opening movement of the gripper 12 are each made isochronous.
- the printed products 2 removed from the stack 3 are multi-leaf printed products 2, each with a waistband and a flower, then these are each bent away with the waistband forward and transported away.
- the printed products 2 transported away from the stack 3 are subsequently transferred from the gripper 12 to a belt conveyor 31.
- a discharge device 41 is integrated, via which not properly withdrawn from the stack 3 printed products 2a, 2b, as described further below, can be discharged.
- the discharge device 41 is designed as a clamping conveyor with a first and second conveyor belt, which form a discharge gap.
- the printed products 2 are discharged from the belt conveyor 31 via the discharge gap.
- the discharge gap is now adjustable between at least two positions. In a first position of the discharge gap, a printed product 2 is transferred to the transfer belt conveyor 51 (see FIG FIG. 4 and 5 ). In a second position of the discharge gap, a printed product 2 is discharged downwards (see Figure 1 to 3 ).
- the position of the discharge gap can be adjusted by mechanical means controlled by the controller 61.
- the device 1 further includes a reflection light barrier for detecting irregularities in the separation of the printed products 2 from the stack 3.
- the reflection light barrier is connected to the control device 61.
- the reflection light barrier comprises a light signal source 71 for emitting a light signal and a sensor 72 for detecting the emitted light signal.
- the light signal source 71 and the sensor 72 are formed as a structural unit and arranged in a common housing fixed to the device 1.
- the light signal source 71 and the sensor 72 are arranged below the support surface of the support device 6 and above a leading through the axis of rotation D of the carrier wheel 13 horizontal plane.
- the reflection light barrier further comprises a plurality of first reflectors 73 a, which are arranged on the carrier wheel 13.
- Each gripper 12 is assigned a respective first reflector 73a, wherein the first reflector is arranged in each case in the vicinity of the gripper 12.
- the first reflectors 73a serve to detect an empty clock.
- the light barrier further comprises a plurality of second reflectors 73 b, which are also arranged on the carrier wheel 13. Each gripper 12 is associated with a second reflector 73b nach noteworthyd. As will be explained further below, the second reflectors 73b serve to detect a product gap 9 covered by a printed product 2a, 2b not properly removed from the stack 3.
- the light signal source 71 of the light barrier is arranged such that, within a first clock-bound measuring time window, a product 2 properly transported away by the gripper 12 is moved through the measuring beam path 74 of the light signal and interrupts the same.
- the light signal source 71 of the light barrier is moreover arranged such that in a second clock-bound measuring time window, a product gap 9 formed properly between two successive printed products 2 of two work cycles is moved through the measuring beam path 74 of the light signal.
- the printed product 2a is arranged inverted in the stack 3 so that it is separated from the stack 3 with the flower first and transported away. As a result, the product 2a is pulled up from the stack 3 during separation, i. is opened.
- the photocell now serves to detect at least the three above-mentioned forms of irregularities.
- the product When weggetrport Schlue a separated from the stack 3 printed product 2 by means of the gripper 12, the product is moved down through the measuring beam path 74 of the light barrier. The product interrupts the light signal emitted by the light signal source 71.
- a first clock-bound measuring time window is now determined during this process, in which measured values with respect to the detection of the light signal are determined by the sensor 72.
- the first reflector 73a is now arranged on the carrier wheel 13 such that it is in a reflection position in the first measuring time window. That is, the reflector 73a is in the first measuring time window in the influence of the measuring beam path.
- the control device 61 recognizes that a product 2 from the stack 3 has been duly separated in the relevant working cycle.
- the measuring beam path 74 is guided close to the gripper 12 in the first measuring time window, it can also be deduced from the sensor measurement that the detected product 2 is actually properly held by the gripper 12.
- the light signal is reflected back to the sensor 72 in the first measuring time window by the first reflector 73a.
- the control device 61 By receiving the reflected light signal within the first measuring time window, the control device 61 detects that there is an empty clock. Accordingly, the control device 61 z. B. cause the removal of a tact-related, incomplete collection of a downstream collection device.
- a second clock-bound measuring time window is generated by the control device during the movement of a product gap 9 through the measuring beam path the photocell is fixed.
- the second reflector 73b is now arranged on the carrier wheel 13 such that it is in the reflection position within the second measuring time window.
- the control device 61 From the reception of the reflected light signal by the sensor 72, the control device 61 recognizes that the product gap 9 between two separated printed products 2 of two successive work cycles is free.
- the measurement beam path is interrupted by this product 2a, 2b. Accordingly, the light signal is not reflected to the sensor 72.
- FIG. 7 2 shows, by way of example, how a drawn-on printed product 2a, which is transported away by a gripper 12 of the transfer run 10, covers the product gap 9 following in the transport direction F and thus covers the measuring beam path 74 of the light signal.
- FIG. 8 2 shows by way of example how a so-called vagabond, redundant printed product 2b, which is transported away together with a printed product 2 of the same working cycle held properly by a gripper 12 of the takeover circulation 10, covers the product intermediate space 9 following in the transport direction F and thus covers the measuring beam path 74 of the light signal.
- the controller 61 detects a malfunction, such as the presence of a surplus printed product 2b or a mounted printed product 2a.
- the control device 61 can now initiate one or more of the steps already mentioned above, such as emergency stop, removal of the relevant printed product 2a, 2b or generation of a warning message.
- further reflectors can be arranged on the carrier wheel 13, which can detect further process states within further measuring time windows in interaction with the light signal source 71 and the sensor 72.
- a continuous reflector can be arranged, wherein in each case a reflector section is associated with a measuring time window of a power stroke.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Controlling Sheets Or Webs (AREA)
- Collation Of Sheets And Webs (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH00681/16A CH712492A1 (de) | 2016-05-26 | 2016-05-26 | Verfahren und Vorrichtung zum Abtrennen von einzelnen, flachen, biegbaren Produkten von der Unterseite eines Stapels. |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP3248919A1 true EP3248919A1 (fr) | 2017-11-29 |
Family
ID=58709880
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17171237.5A Withdrawn EP3248919A1 (fr) | 2016-05-26 | 2017-05-16 | Procédé et dispositif de séparation de produits plats pliables individuels de la face inférieure d'une pile |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20170341891A1 (fr) |
| EP (1) | EP3248919A1 (fr) |
| AU (1) | AU2017203308A1 (fr) |
| CH (1) | CH712492A1 (fr) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITUB20154944A1 (it) * | 2015-10-23 | 2017-04-23 | Ima Spa | Apparato selezionatore-introduttore di stampati e relativo procedimento |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1986004567A1 (fr) * | 1985-02-07 | 1986-08-14 | Brandt, Inc. | Appareil compact de distribution d'un melange preselectionne de papier-monnaie ou autre |
| EP2548825A2 (fr) * | 2011-07-22 | 2013-01-23 | Bell and Howell, LLC | Procédé et système pour alimenter des inserts avec un système de pince indépendant et rotatif |
| EP2700599A2 (fr) * | 2012-08-22 | 2014-02-26 | Ferag AG | Dispositif et méthode de séparation d'objets plats pliables individuels de la face inférieure d'une pile |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4799661A (en) * | 1987-04-21 | 1989-01-24 | Craftsman Printing Company | Apparatus for compiling sheets in a binding line |
| US6082724A (en) * | 1997-08-01 | 2000-07-04 | Heidelberger Druckmaschinen Ag | Variable speed signature collating apparatus |
-
2016
- 2016-05-26 CH CH00681/16A patent/CH712492A1/de not_active Application Discontinuation
-
2017
- 2017-05-16 EP EP17171237.5A patent/EP3248919A1/fr not_active Withdrawn
- 2017-05-17 AU AU2017203308A patent/AU2017203308A1/en not_active Abandoned
- 2017-05-24 US US15/603,931 patent/US20170341891A1/en not_active Abandoned
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1986004567A1 (fr) * | 1985-02-07 | 1986-08-14 | Brandt, Inc. | Appareil compact de distribution d'un melange preselectionne de papier-monnaie ou autre |
| EP2548825A2 (fr) * | 2011-07-22 | 2013-01-23 | Bell and Howell, LLC | Procédé et système pour alimenter des inserts avec un système de pince indépendant et rotatif |
| EP2700599A2 (fr) * | 2012-08-22 | 2014-02-26 | Ferag AG | Dispositif et méthode de séparation d'objets plats pliables individuels de la face inférieure d'une pile |
Also Published As
| Publication number | Publication date |
|---|---|
| AU2017203308A1 (en) | 2017-12-14 |
| CH712492A1 (de) | 2017-11-30 |
| US20170341891A1 (en) | 2017-11-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69609227T2 (de) | Vorrichtung zum korrekten Zuführen von dünnen Gegenständen wie Banknoten, Schecks, usw. | |
| EP2586730B1 (fr) | Distributeur de lignes | |
| EP3116787B1 (fr) | Procédé de commande des paramètres d'un système de banderolage | |
| DE202011110784U1 (de) | Vorrichtung zum Transport von Artikeln | |
| EP3512788B1 (fr) | Procédé et dispositif de tri d'objets en forme de disque | |
| EP0186152B2 (fr) | Dispositif et procédé pour la séparation de feuilles | |
| DE102013111088A1 (de) | Verfahren und System zum Abführen von auf einer Horizontalfördereinrichtung kontinuierlich bewegten und in parallelen Reihen geführten Getränkebehältnissen | |
| EP3678964A1 (fr) | Dispositif et procédé d'orientation de lots de produits | |
| EP0987179B1 (fr) | Procédé et installation pour transférer des emballages à une station d'empilage | |
| DE102014001741A1 (de) | Etikettiereinrichtung, Etikettiersystem und Verfahren zum Bestücken eines Produkts mit einem Etikett | |
| EP3549879B1 (fr) | Dispositif d'emballage pour articles et procédé de fourniture des découpages d'emballage plans pour articles | |
| DE1934390C3 (de) | Vorrichtung zur Kontrolle der Verschließung von Schachteln und zur nachfolgenden Ausscheidung fehlerhafter Schachteln | |
| EP3248919A1 (fr) | Procédé et dispositif de séparation de produits plats pliables individuels de la face inférieure d'une pile | |
| DE69013450T2 (de) | Sortierfehleranzeigesystem für eine Sortiermaschine. | |
| EP2316766A2 (fr) | Station de déviation pour sections de carton et procédé de fabrication et déviation de sections de carton | |
| DE102014103336A1 (de) | Steuerung der Hauptwelle einer Umreifungsmaschine | |
| EP2279974B1 (fr) | Procédé et dispositif de commande d'une machine de traitement du papier | |
| EP2551224B1 (fr) | Procédé de fonctionnement d'un dispositif de collecte de produits d'impression | |
| DE3905808C2 (de) | Vorrichtung zur Vereinzelung, Wegführung und Weiterverarbeitung von Klemmenrohlingen | |
| DE10341451A1 (de) | Verfahren und Vorrichtung zum Handhaben von Blisterstreifen | |
| EP1992580A2 (fr) | Procédé et dispositif destinés à l'ouverture de produits d'impression | |
| EP3678792B1 (fr) | Dispositif et procédé de rejet des récipients incorrectement imprimés dans une presse directe | |
| EP0479717A1 (fr) | Dispositif pour mesurer l'épaisseur de produits imprimés en formation d'écailles de poisson | |
| DE1254581B (de) | Maschine zum satzweisen Zusammentragen unterschiedlicher Bogen | |
| EP1999047B1 (fr) | Dispositif et procede de retournement d'element en forme de disque |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20180525 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20191203 |