EP3243614B1 - Schneideinheit für eine etikettiermaschine - Google Patents
Schneideinheit für eine etikettiermaschine Download PDFInfo
- Publication number
- EP3243614B1 EP3243614B1 EP16305535.3A EP16305535A EP3243614B1 EP 3243614 B1 EP3243614 B1 EP 3243614B1 EP 16305535 A EP16305535 A EP 16305535A EP 3243614 B1 EP3243614 B1 EP 3243614B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- stationary blade
- cutting
- blade
- web
- rotary
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/12—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis
- B26D1/25—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member
- B26D1/34—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis parallel to the line of cut
- B26D1/38—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis parallel to the line of cut and coacting with a fixed blade or other fixed member
- B26D1/385—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis parallel to the line of cut and coacting with a fixed blade or other fixed member for thin material, e.g. for sheets, strips or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/26—Means for mounting or adjusting the cutting member; Means for adjusting the stroke of the cutting member
- B26D7/2628—Means for adjusting the position of the cutting member
Definitions
- the present invention relates to a cutting unit for labelling machines, particularly for the type of labelling machines comprising a reel from which a web of labelling material is cut into lengths (labels) of a predetermined size and applied on articles, namely on containers filled with a pourable product.
- Known labelling machines of the above-mentioned type basically comprise a carousel for advancing the articles along an article path towards a labelling station, and a labelling unit fed with a web of labelling material, progressively advancing such web along a label path towards the labelling station as well as cutting the web itself into a plurality of labels to be applied onto the articles moving along the article path.
- the labelling unit comprises:
- a layer of adhesive is typically applied on its surface for subsequently securing it to the surface of one respective article being fed to the labelling station.
- the labels are transferred from the cutting unit in order to be wound about rotating mandrels carried by a carousel for forming tubular lengths of labelling material which shall subsequently be applied on the articles.
- Known cutting units typically comprise:
- Both the stationary and rotary blades are arranged adjacent to the vacuum drum.
- the web of labelling material is advanced between the stationary and the rotary blades of the cutting unit, the leading edge of the web being picked, by suction, by the vacuum drum.
- the vacuum drum is typically driven to rotate at a speed higher than the speed at which the web of labelling material is advanced along the label path, whereby the vacuum drum applies a pulling force on the leading edge of the web.
- the rotary blade becomes opposed to the stationary blade, the web is cut.
- EP0319894A2 and DE19933497A1 is a cutting unit as defined in the preamble of claim 1.
- the applicant has observed that, in order to achieve a proper cut of the web of labelling material as well as to safeguard the life of the blades, it is preferable to maintain the stationary blade very close to the rotary blade at the cutting position without any interference between them; in other words, the minimum gap compatible with the performance of a proper cutting action on the web of labelling material should be established and maintained between the stationary blade and the rotary blade at the cutting position.
- the web of labelling material (generally a thin, polymeric film) is weakened along the cutting line and the label is "torn" off the rest of the web by means of the pulling force applied by the vacuum drum.
- a working cycle with a first type of web only engaging a portion of the height of the stationary blade may produce different levels of wear on different zones of the blade itself (the working zone may be subjected to a higher wear than the non-working zone); in a subsequent working cycle with a higher web engaging the whole height of the stationary blade, the cutting action may be negatively affected by the non-uniform wear of the stationary blade itself.
- the gap between the stationary blade and the rotary blade can change during the operation, due to the inevitable wear of the blades.
- An increase or decrease in such gap of one or two micrometres may result in a big difference in the quality of the cutting.
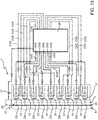
- the cutting unit claimed in claim 1 has piezoelectric elements used as sensors and as actuator means as illustrated in figures 12 and 13 , while the embodiment of figures 1 to 11 shows an example of a different type of cutting unit.
- Number 1 in Figures 1 to 3 indicates as a whole a cutting unit not according to the present invention for cutting material from a web, in particular labels 2 from a web 3 of labelling material.
- Cutting unit 1 is adapted to be incorporated into a labelling machine (known per se and not shown), especially into a roll-fed labelling machine for applying labels 2 to relative articles, in particular containers (known per se and not shown) filled with a pourable product.
- the roll-fed labelling machine substantially comprises:
- the labelling unit comprises:
- Cutting unit 1 cuts labels 2 from web 3 and conveys them towards the carousel.
- cutting unit 1 substantially comprises:
- Axis B of rotary drum 6 is parallel to the axis of vacuum drum D; rotary drum 6 and vacuum drum D are substantially arranged tangential to one another to allow transfer of the cut labels 2 from the rotary drum 6 to the vacuum drum D.
- rotary drum 6 comprises a central shaft 9 supported in a rotating manner about its axis B by a fixed frame 10 through a pair of bearings 11, in particular rolling bearings, and a cylindrical annular main body 12, coaxially coupled onto shaft 9 and delimited by lateral surface 7.
- rotary blade 8 outwardly protrudes slightly from lateral surface 7 of rotary drum 6 and is provided with a cutting edge 15 ( Figures 7 to 11 ) extending parallel to axis B.
- rotary drum 6 may also comprise two or more rotary blades 8 equally spaced angularly about axis B.
- axis of rotary drum 6 extends orthogonally to path A followed by web 3 at the cutting position.
- support structure 5 comprises a vertical prismatic block 16 arranged in a position facing lateral surface 7 of rotary drum 6 and carrying stationary blade 4 on one of its sides.
- stationary blade 4 is defined by a plate having two opposite and parallel flat lateral faces 17, 18, one of which rests, in use, on a relative side of block 16; stationary blade 4 also includes a front wedge-shaped cutting portion 19, protruding from block 16 towards rotary drum 6, and a flat back surface 20 opposite the cutting edge 19. In the particular example shown, back surface 20 abuts against a flange 21 outwardly protruding from the side of block 16 on which stationary blade 4 is arranged.
- Cutting portion 19 of stationary blade 4 has a linear and vertical cutting edge 22 (see in particular Figures 7 to 11 ) extending parallel to axis B of rotary drum 6 and to cutting edge 15 of rotary blade 8.
- block 16 has an internal cavity 23, which opens at a side of the block 16 itself, opposite the rotary drum 6, and is closed by a cover plate 24 secured to said block 16.
- This specific arrangement permits to amplify, in use, the vibrations generated on stationary blade 4 by rotation of the rotary drum 6; the aim of this amplification will be clarified later on.
- Stationary blade 4 and lateral surface 7 of rotary drum 6 define a passage 25 for web 3; at cutting position, i.e. where rotary blade 8 faces stationary blade 4, the passage 25 reaches a minimum value set to allow a cutting action on the web 3.
- cutting unit 1 further comprises:
- actuator means 27 are configured to produce micrometric displacements of stationary blade 4 towards or away from rotary drum 6.
- Cutting unit also comprises ( Figure 3 ) a control unit 28 connected to sensor means 26 and to actuator means 27 and configured to control activation of the actuator means 27 so as to maintain the detected quantity R within a given threshold range R 0 corresponding to a given air gap range between cutting edge 22 of stationary blade 4 and cutting edge 15 of rotary blade 8 at the cutting position (see in particular Figures 7 and 8 ).
- Cutting unit 1 also comprises a temperature sensor 29 arranged on stationary blade 4 and connected to control unit 28.
- sensor means 26 comprise two sensors 30 detecting the quantity R at distinct zones 22a, 22b of cutting edge 22 of stationary blade 4 to give distinct measures of the distances between cutting edge 15 of rotary blade 8 and the zones 22a, 22b of the cutting edge 22 itself.
- zones 22a, 22b are defined by the opposite end portions of cutting edge 22 stationary blade 4.
- sensor means 26 may even comprise more than two sensors 30.
- quantity R is the acceleration of the vibrations transmitted by stationary blade 4 to block 16 during rotation of rotary drum 4.
- sensors 30 are accelerometers mounted on portions 31 of block 16 adjacent to zones 22a, 22b of cutting edge 22 of stationary blade 4.
- each sensor 30 detects the acceleration of the vibrations transmitted by the corresponding zone 22a, 22b of cutting edge 22 of stationary blade 4 to block 16 during rotation of rotary drum 6; such accelerations reach respective peaks at cutting position (see for example the diagrams of Figures 4 to 6 ).
- each sensor 30 when the peaks detected by each sensor 30 are comprised within the threshold range R 0 , corresponding to a given threshold air gap between cutting edge 15 of rotary blade 8 and the respective zone 22a, 22b of cutting edge 22 of stationary blade 4, the cutting operation is performed in the desired or optimal conditions.
- the diagram of Figure 4 shows the desired condition, wherein the peaks of acceleration are contained within the prescribed threshold range R 0 .
- FIG. 5 shows a condition, wherein, at a certain point, the peaks of acceleration start to be out of the prescribed threshold range Ro, i.e. they start to exceed the upper limit of such range. Activation of actuator means 27 by control unit 28 permits to restore the correct condition.
- FIG. 6 shows a further condition, wherein some of the peaks are within the threshold range R 0 and others are out of such range; there is no repeatability of the values detected.
- this condition corresponds to a failure of bearings 11, which should be replaced.
- control unit 28 generates a warning signal and the cutting unit 1 has to be stopped to permit replacement of bearings 11.
- control unit 28 is configured to generate a warning signal as the quantity R detected by one of the sensors 30 shows no repeatability in a given time interval corresponding to a given plurality of turns of rotary drum 6.
- Figures 7 and 8 show an example of correct air gap between cutting edge 15 of rotary blade 8 and cutting edge 22 of stationary blade 4 at cutting position; the applicant has observed that such gap has to be comprised between 0 and 2 micrometers.
- Figures 9 and 10 show an example wherein there is interference of some micrometers between cutting edge 15 of rotary blade 8 and cutting edge 22 of stationary blade 4 at cutting position; this situation should be corrected to avoid excessive wear of stationary blade 4 and subsequently a non-correct cutting action on the web 3 of labelling material.
- Figure 11 shows a typical situation of failure of bearings 11; the air gap between cutting edge 15 of rotary blade 8 and cutting edge 22 of stationary blade 4 at cutting position continuously varies.
- actuator means 27 preferably comprise a plurality of independent actuator members 31 configured to produce independent micrometric displacements of respective areas 22c of cutting edge 22 of stationary blade 4.
- areas 22c may be distinct from zones 22a, 22b and/or even coincide with the latter.
- Actuator members 31 are configured to adjust the position of the respective areas 22c of cutting edge 22 of stationary blade 4 by direct deformation of the stationary blade 4 itself and/or by deformation of corresponding portions of flange 21 of block 16 directly contacting the stationary blade 4.
- actuator members 31 are linear actuators, in particular screw actuators, externally supported by block 16 and each having an output element 32 directly cooperating with a side of flange 21 opposite the one contacting back surface 20 of stationary blade 4.
- the micrometric displacements of each area 22c of stationary blade 4 are obtained as a result of corresponding deformations produced by the respective actuator member 31 on the portion of flange 21 adjacent to said area 22c.
- cutting unit 1 The operation of cutting unit 1 is described starting from a configuration, in which cutting edge 15 of rotary blade 8 is in the cutting area.
- Web 3 is unwound from label reel and advanced along path A by the motorized roll.
- Web 3 is taken up at its end by suction by vacuum drum D, and advanced within passage 25 which is defined, on its opposite sides, by cutting edge 22 of stationary blade 4 and lateral surface 7 of rotary drum 6.
- rotary blade 8 Due to the rotation of rotary drum 6 about axis B, at a certain time, rotary blade 8 faces cutting edge 22 of stationary blade 4 reaching the cutting position ( Figures 2 , 7 and 8 ), in which rotary blade 4 closes passage 25 so as to leave a minimum air gap.
- one label 2 is cut from the remaining part of web 3 by the actions of cutting edges 15, 22 of rotary and stationary blades 8, 4.
- Sensors 30 continuously detect quantity R, in the example shown the acceleration of the vibrations produced on block 16 by stationary blade 4 during rotation of rotary drum 6; when the peaks of the detected quantity R by one of sensors 30 exceeds the threshold range R 0 (as for instance in the conditions of Figures 5 , 9 and 10 ), control unit 28 activates one or more actuator members 31 to produce given displacements of stationary blade 4 at the areas 22c of cutting edge 22 involved in such detection.
- control unit 28 activates the actuator members 31 to maintain the air gap between cutting edge 15 of rotary blade 8 and cutting edge 22 of stationary blade 4 within the desired threshold range.
- control unit 28 If the detected quantity R results in a plurality of peaks having different and not repeatable values, such as shown in the diagram of Figure 6 , control unit 28 generates a warning signal indicating a possible failure of bearings 11, which have to be replaced.
- Each cut label 2 is conveyed by the suction action of vacuum drum D towards the carrousel where it is applied onto a relative article by the labelling group.
- number 1' indicates as a whole an embodiment of a cutting unit according to the present invention; as cutting unit 1' is similar to cutting unit 1, the following description is limited to the differences between them, by using the same references, where possible, for identical or corresponding parts.
- cutting unit 1' basically differs from cutting unit 1 by using piezoelectric actuator members 31' instead of linear actuator member 31.
- piezoelectric actuator members 31' directly act on back surface 20 - which preferably has an arcuate profile - of stationary blade 4.
- piezoelectric actuator members 31' may also act on a portion of support structure 5 directly contacting the stationary blade 4.
- Each piezoelectric actuator member 31' can be selectively deformed under a control voltage signal CVS generated by control unit 28 and selectively transmits its deformations to stationary blade 4 so as to produce corresponding displacements of the respective area 22c of cutting edge 22 of the stationary blade 4 itself towards or away from rotary drum 6.
- Each piezoelectric actuator member 31' is advantageously used as "sensor means” since it selectively transforms impacts of stationary and rotary blades 4, 8 on web 3 into corresponding detected-voltage values DVV correlated to the distance or interference between the stationary and rotary blades 4, 8 themselves at both the cutting position and the respective area 22c of cutting edge 22 on which said piezoelectric actuator member 31' operates.
- the detected-voltage values DVV are transmitted from each piezoelectric actuator member 31' to control unit 28 as a detected-voltage signal DVS; control unit 28 generates a respective control voltage signal CVS for each piezoelectric actuator member 31' as a function of the detected-voltage signal DVS generated in use by the same piezoelectric actuator member 31'.
- control unit 28 of cutting unit 1' is configured to generate a warning signal as the detected-voltage values DVV associated to one or more specific piezoelectric actuator members 31' show no repeatability in a given time interval corresponding to a given plurality of turns of rotary drum 6.
- support structure 5 has no internal cavity to amplify vibrations generated on stationary blade 4 by rotation of the rotary drum 6, as piezoelectric actuator members 31' do not detect accelerations of vibrations.
- This kind of control also applies during the initial transitory time following the start-up of the cutting unit 1, wherein the temperatures of the stationary and rotary blades 4, 8 are lower than the target ones; in this way, any interference between the blades 4, 8 and any consequent undesired wear thereof during this step are avoided.
- the proposed solution also permits to avoid possible problems of non-uniform wear or degradation of the stationary blade 4 due to the use of webs 3 of different heights.
- the control unit 28 to detect whether a web 3 extending along only part of the entire height of the cutting edge 22 is used and to control the actuator members 31, 31' in such a way to take into account of this.
- the proposed solution permits to detect possible failures of bearings 11.
- each cutting unit 1, 1' may also comprise one single actuator member 31, 31' acting on stationary blade 4.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Details Of Cutting Devices (AREA)
- Treatment Of Fiber Materials (AREA)
Claims (7)
- Schneideinheit (1, 1') zum Schneiden von Material (2) aus einer Bahn (3), wobei die Schneideinheit (1, 1') Folgendes umfasst:- eine feststehende Klinge (4), die auf einer feststehenden Trägerstruktur (5) montiert ist;- eine Drehtrommel (6), die sich bei der Verwendung um eine Achse (B) dreht und eine laterale Fläche (7) aufweist, die von der feststehenden Klinge (4) abgewandt ist und die Bahn (3) aufnimmt; und- mindestens eine sich drehende Klinge (8), die von der lateralen Fläche (7) der Drehtrommel (6) gelagert wird und bei der Verwendung zyklisch an der feststehenden Klinge (4) vorbeiläuft, um eine Schneidposition zu definieren, wobei die feststehende Klinge (4) und die sich drehende Klinge (8) bei der Verwendung mit entgegengesetzten Seiten der Bahn (3) zusammenwirken, um Material (2) von der Bahn (3) zu trennen;eine Aktoreinrichtung (27), die dazu ausgelegt ist, als Funktion des erfassten Abstands oder der Interferenz zwischen der feststehenden Klinge (4) und der sich drehenden Klinge (8) in der Schneidposition die Position der feststehenden Klinge (4) zur Drehtrommel (6) hin oder davon weg einzustellen,
wobei die feststehende Klinge (4) und die sich drehende Klinge (8) entsprechende Schneidkanten (22, 15) aufweisen, die bei der Verwendung mit entgegengesetzten Seiten der Bahn (3) zusammenwirken, und wobei
die Aktoreinrichtung (27) mindestens ein Aktorelement (31, 31') umfasst, das dazu ausgelegt ist, die Position der Schneidkante (22) der feststehenden Klinge (4) durch Verformen der feststehenden Klinge (4) selbst und/oder durch Verformen eines Teils (21) der Trägerstruktur (5), der die feststehende Klinge (4) direkt berührt, zur Drehtrommel (6) hin oder davon weg einzustellen, und ferner eine Steuereinheit (28) umfasst, die mit dem Aktorelement (31, 31') verbunden ist und dazu ausgelegt ist, die Aktivierung des Aktorelements (31, 31') zu steuern, um einen gegebenen Luftspaltbereich zwischen der Schneidkante (22) der feststehenden Klinge (4) und der Schneidkante (15) der sich drehenden Klinge (8) in der Schneidposition zu erhalten,
dadurch gekennzeichnet, dass das Aktorelement ein piezoelektrisches Aktorelement (31') ist, das unter einem von der Steuereinheit (28) erzeugten Steuerspannungssignal (control voltage signal, CVS) selektiv verform wird und seine Verformungen selektiv an die feststehende Klinge (4) überträgt, um zugehörige Verschiebungen der Schneidkante (22) der feststehenden Klinge (4) selbst zur Drehtrommel (6) hin oder davon weg zu bewirken, und
wobei das piezoelektrische Aktorelement (31') Einwirkungen der feststehenden und sich drehenden Klinge (4, 8) auf die Bahn (3) selektiv in zugehörige erfasste Spannungswerte (detected-voltage values, DVV) umwandelt, die dem Abstand oder der Interferenz zwischen der feststehenden und der sich drehenden Klinge (4, 8) selbst in der Schneidposition entsprechen. - Schneideinheit nach Anspruch 1, wobei die erfassten Spannungswerte (DVV) als erfasstes Spannungssignal (detected-voltage signal, DVS) vom piezoelektrischen Aktorelement (31') zur Steuereinheit (28) übertragen werden und wobei die Steuereinheit (28) das Steuerspannungssignal (CVS) als Funktion des erfassten Spannungssignals (DVS) für das piezoelektrische Aktorelement (31') erzeugt.
- Schneideinheit nach Anspruch 1 oder 2, wobei die Steuereinheit (28) dazu ausgelegt ist, ein Warnsignal zu erzeugen, wenn die erfassten Spannungswerte (DVV) in einem gegebenen Zeitintervall, das gegebenen mehreren Umdrehungen der Drehtrommel (6) entspricht, keine Wiederholbarkeit zeigen.
- Schneideinheit nach Anspruch 1, wobei die Aktoreinrichtung (27) mehrere der Aktorelemente (31, 31') umfasst, die dazu ausgelegt sind, unabhängige Mikrometerverschiebungen jeweiliger Bereiche (22c) der Schneidkante (22) der feststehenden Klinge (4) zu bewirken.
- Schneideinheit nach Anspruch 1, ferner einen Temperatursensor (29) umfassend, der auf der feststehenden Klinge (4) angeordnet ist und mit der Steuereinheit (28) verbunden ist.
- Schneideinheit nach Anspruch 1, wobei die Aktoreinrichtung (27) dazu ausgelegt ist, Mikrometerverschiebungen der feststehenden Klinge (4) zur Drehtrommel (6) hin oder davon weg zu bewirken.
- Schneideinheit nach Anspruch 6, wobei das Aktorelement ein piezoelektrisches Aktorelement (31') ist, das unter einem von der Steuereinheit (28) erzeugten Steuerspannungssignal (CVS) selektiv verformt wird und seine Verformungen selektiv zur feststehenden Klinge (4) überträgt, um zugehörige Verschiebungen der Schneidkante (22) der feststehenden Klinge (4) selbst zur Drehtrommel (6) hin oder davon weg zu bewirken.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16305535.3A EP3243614B1 (de) | 2016-05-09 | 2016-05-09 | Schneideinheit für eine etikettiermaschine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16305535.3A EP3243614B1 (de) | 2016-05-09 | 2016-05-09 | Schneideinheit für eine etikettiermaschine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3243614A1 EP3243614A1 (de) | 2017-11-15 |
| EP3243614B1 true EP3243614B1 (de) | 2019-10-09 |
Family
ID=55970939
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16305535.3A Active EP3243614B1 (de) | 2016-05-09 | 2016-05-09 | Schneideinheit für eine etikettiermaschine |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP3243614B1 (de) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20210252728A1 (en) * | 2018-06-15 | 2021-08-19 | Fabio Perini S.P.A. | Device with rotating blades, machine comprising said device, and related method |
| DE102018127852A1 (de) * | 2018-11-08 | 2020-05-14 | Khs Gmbh | Schneidwerk für ein Etikettieraggregat sowie Etikettieraggregat mit einem solchen Schneidwerk |
| IT201800010637A1 (it) * | 2018-11-28 | 2020-05-28 | Perini Fabio Spa | Dispositivo perforatore e macchina di trasformazione comprendente detto dispositivo |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2782853A (en) * | 1955-08-08 | 1957-02-26 | American Viscose Corp | Precision fiber cutter |
| FI79256C (fi) * | 1987-12-09 | 1989-12-11 | Ahlstroem Valmet | Foerfarande och anordning foer reglering av skaerbettens bettmellanrum i en arkskaermaskin. |
| DE19861021B4 (de) * | 1998-03-25 | 2004-10-28 | Eduard Küsters Maschinenfabrik GmbH & Co. KG | Vorrichtung zum Bearbeiten einer Materialbahn mit Ultraschall |
| DE19933497A1 (de) * | 1999-07-16 | 2001-01-18 | Rieter Automatik Gmbh | Vorrichtung zur Schneidspalteinstellung und Verfahren |
| JP2013518633A (ja) * | 2010-02-08 | 2013-05-23 | エスセーアー・ハイジーン・プロダクツ・アーベー | 製品を加工する装置および方法 |
-
2016
- 2016-05-09 EP EP16305535.3A patent/EP3243614B1/de active Active
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3243614A1 (de) | 2017-11-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3243614B1 (de) | Schneideinheit für eine etikettiermaschine | |
| US10829335B2 (en) | Providing a cutting area with web-like interleaver material | |
| JP5662572B2 (ja) | ウェブ基材を変換するための変換ユニットを保護するための方法、供給ステーション及び梱包材製造機械 | |
| CN111348474B (zh) | 连续标签纸张的去除废纸卷绕装置 | |
| US20130299623A1 (en) | Controller and system for controllably rotating a roll of material | |
| KR20000005850A (ko) | 포일백의제조를위한백제조장치및방법 | |
| EP2358508A1 (de) | Legemaschine für adaptive bahnspannung und verfahren zur einstellung der bahnspannung während des schneidens einer bahn | |
| JP2673657B2 (ja) | ウエブ印刷機の巻付防止装置 | |
| US20210252728A1 (en) | Device with rotating blades, machine comprising said device, and related method | |
| EP2749420B1 (de) | System und Verfahren um zu verhindern, dass Hochspannung eine Druckmaschine beschädigt | |
| JP6006433B2 (ja) | 印刷装置および印刷方法 | |
| JP6054466B2 (ja) | シート製造装置 | |
| US20240109744A1 (en) | Device with rotating blades, machine comprising said device, and related method | |
| US6979815B2 (en) | Folding apparatus of a web-fed printing press including a conveyor belt monitoring device | |
| US20230202700A1 (en) | Container labeling machine | |
| KR101790253B1 (ko) | logsaw 절단장치 시스템 | |
| EP3992095A1 (de) | Etikettiermaschine und verfahren zum anbringen von etiketten auf artikeln, die zur aufnahme eines rieselfähigen produkts angepasst sind | |
| US3252640A (en) | Web propelling cylinders for high speed web processing machines | |
| US20160217714A1 (en) | Label roll with a blank leader and method of manufacturing | |
| WO2020064436A1 (en) | Cutting unit and labeling machine having said cutting unit | |
| EP2732941A1 (de) | Schneideinheit zum Schneiden eines Blattes oder Filmmaterials in Längen einer vorbestimmten Größe | |
| US4197773A (en) | Device for cutting a web into predetermined sections | |
| JP5832840B2 (ja) | 薬液付与クレープ紙の製造方法 | |
| JP7486394B2 (ja) | 給紙部の部品交換監視装置およびオフセット輪転印刷機 | |
| CN116946790A (zh) | 印刷机中输送带的功能监控 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20180430 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20180614 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20190718 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602016022047 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1188262 Country of ref document: AT Kind code of ref document: T Effective date: 20191115 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20191009 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1188262 Country of ref document: AT Kind code of ref document: T Effective date: 20191009 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191009 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191009 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191009 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191009 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191009 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200109 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200210 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191009 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200109 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191009 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191009 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200224 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191009 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191009 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602016022047 Country of ref document: DE |
|
| PG2D | Information on lapse in contracting state deleted |
Ref country code: IS |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191009 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191009 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191009 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191009 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200209 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20200421 Year of fee payment: 5 Ref country code: FR Payment date: 20200422 Year of fee payment: 5 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191009 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191009 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20200421 Year of fee payment: 5 |
|
| 26N | No opposition filed |
Effective date: 20200710 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191009 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191009 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191009 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200531 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200531 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20200531 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20200509 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200509 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200509 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200509 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200531 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602016022047 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191009 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191009 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210531 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191009 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191009 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200509 |