EP3144618B2 - Gefriertrocknungsanlage - Google Patents
Gefriertrocknungsanlage Download PDFInfo
- Publication number
- EP3144618B2 EP3144618B2 EP16191639.0A EP16191639A EP3144618B2 EP 3144618 B2 EP3144618 B2 EP 3144618B2 EP 16191639 A EP16191639 A EP 16191639A EP 3144618 B2 EP3144618 B2 EP 3144618B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- freeze
- drying
- drying system
- guides
- carriage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images













Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B25/00—Details of general application not covered by group F26B21/00 or F26B23/00
- F26B25/001—Handling, e.g. loading or unloading arrangements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B5/00—Drying solid materials or objects by processes not involving the application of heat
- F26B5/04—Drying solid materials or objects by processes not involving the application of heat by evaporation or sublimation of moisture under reduced pressure, e.g. in a vacuum
- F26B5/06—Drying solid materials or objects by processes not involving the application of heat by evaporation or sublimation of moisture under reduced pressure, e.g. in a vacuum the process involving freezing
Definitions
- the invention relates to a freeze dryer with a freeze dryer carriage.
- Freeze-drying systems are designed for discontinuous operation in many cases and mainly consist of a drying chamber and a condenser chamber connected to it via a closable opening, the material to be dried being held in a large number of drying vessels, vials, ampoules or trays that are to be carried out drying on a footprint within a drying chamber.
- a large number of such shelves are arranged in a frame vertically displaceable one above the other.
- a freeze drying system in which the drying vessels stand up on a conveyor belt in a position in front of the entrance opening of the housing of this system are transported in order to be subsequently introduced into the housing in rows in a direction perpendicular to the feed direction of the conveyor belt for the purpose of carrying out the drying process.
- a device for moving the drying vessels, consists of two slides, which are supported on both sides of a loading surface in a loading position and are connected to one another by a sliding bar, the sliding bar being set up both for pushing in the drying vessels and for pushing out the drying vessels after drying is.
- the sliding bar can be pivoted between a lowered active position, that is to say it is intended to rest against the drying vessels, and an inactive raised position, that is to say, to drive over the drying vessels standing on the standing surface, about an axis extending parallel to the standing surface.
- the sliding bar is first pivoted into the inactive position, retracted into the housing above the drying vessels and finally pivoted back into its active position on the back of the group of drying vessels opposite the entrance opening, in which it is available for being pushed out . Maintaining aseptic conditions is problematic due to running over the drying vessels, in particular due to unavoidable abrasion.
- a slide is provided in a row perpendicular to the direction of advance of the conveyor belt for sliding in the housing of the drying vessels initially standing on a conveyor belt, a slide bar also being arranged which extends parallel to the slide and by means of two Chain hoists guided laterally along the shelf in the loading or unloading position can be moved into and out of the housing.
- the sliding bar can in turn be pivoted about a horizontal axis between a lowered active position, that is to say that it rests against the group of standing drying vessels, and a raised inactive position that is intended for driving over the group.
- a further freeze-drying system in which a slide which can be inserted into the housing through its inlet opening is provided for the series insertion of drying vessels into the system, the group of drying vessels inserted into the housing being inserted during the insertion abuts a bar that can also be moved into the housing and stabilizes the standing position of the drying vessels.
- the bar is supported at both ends on a carriage and can be pivoted at this between a lower active position in contact with the drying vessels and an upper inactive position intended for driving over the group of drying vessels.
- the slide and the bar can be completely moved out of the housing.
- the bar acts as an ejector when the drying vessels are pushed out, whereas the slide acts as a stabilizer
- WO 2011/015453 A1 discloses a ventilated and temperature-controlled transport vehicle with which drying vessels can be transported between individual stations of a freeze-drying system.
- the transport vehicle has a substructure which can be moved via a battery-powered drive and a cabinet-like storage device in which the drying vessels can be arranged during transport.
- To transfer the drying vessels to a drying chamber of a freeze dryer the transport vehicle is moved in front of the freeze dryer and the drying vessels are pushed into the drying chamber of the freeze dryer via a telescopic loading device of the transport vehicle.
- Fig. 1 denotes a freeze-drying system, which consists, inter alia, of a drying chamber 2 arranged in a housing 3 and a structural unit 6 carrying a loading and unloading device and slidably arranged on rails 4 in the direction of the arrows 5.
- the assembly 6 together with rails and the housing 3 are arranged on a common base plate 7 and the assembly 6 - aside from maintenance work - is generally firmly docked to the housing.
- Further rails 11 extend on the top 10 of the structural unit, namely parallel to the rails 4 or the arrows 5, in the direction of an opening 13 of the housing 3 provided with a closable door 12.
- a drive is provided for closing and opening the door 12.
- a guide unit 14 is slidably supported on the rails 11 in the direction of the arrows 5 and carries two guides 16 on the top side which are parallel to one another and accommodate a carriage 15 which will be described in more detail below.
- On the rails 11 is also slidably supported in the direction of arrows 5 is a loading bridge 17 which also carries guides 18 on the upper side, the function of which will be explained below.
- the carriage 15 can be moved along the guides 16, 18, which are of identical design to one another.
- the guides 16, 18 are dimensioned and arranged in connection with the displaceability of the guide unit 14 and the loading bridge 17 in the direction of the arrows 5 with the proviso that the carriage 15 is in a front limit position or loading position on the side of the conveyor belt facing away from the housing 3 8 is displaceable.
- the drying chamber 2 is equipped in a known manner with an arrangement of mutually parallel, horizontally extending shelves 19, which are held vertically movable in a frame 20 and each serve to set up drying vessels containing a substance to be dried, and which after the drying process has been completed from the Drying chamber 2 are to be led out.
- the drying chamber 2 there is a height position, which corresponds to the loading and unloading position of a shelf 19, hereinafter referred to as the shifting plane, wherein each of the shelves can be moved into this shifting plane.
- This is the height position within the drying chamber in which, when the door 12 is open, drying vessels can be inserted or executed in the drying chamber 2 in a manner to be explained below, by means of the slide 15.
- the top view according to Fig. 2 as well as the representation according to Fig. 3 show a positioning plate 19 which is in the loading position.
- this plane of displacement there are further guides 21, 22, the nature of which corresponds to that of the guides 16, 18.
- the guides 21, 22 are arranged displaceably in their longitudinal direction within the housing 3, whereas their height position is fixed.
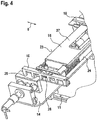
- Carriage 15, shown laterally held in the guides 16, is characterized on its front side 23 and on the rear side 24 opposite it in the direction of the arrows 5 by mutually identical guide surfaces which are intended for contact with the drying vessels to be pushed in or out.
- the support of the slide 15 in the guides 16 is carried out by running wheels 25, which are connected to one another by a toothed belt 26, the toothed belt 26 additionally having an external toothing, which with a corresponding profiling of the guides 16 and other guides 18, 21, 22 in Intervention stands. All drive and control components of the carriage 15 are accommodated in a flat housing 27, the height of which corresponds approximately to that of the guides 16 and is thus less than that of a drying vessel.
- a battery-powered electric drive can be used within the carriage 15, a non-contact, for. B. inductively effective charging station 28 is set up. ( Fig. 1 )
- the width of the area available for standing up should correspond to an integral multiple of the diameter or a comparable dimension of a drying vessel.
- the individual rows of drying vessels pushed onto the loading bridge 17 should be laterally offset with respect to one another by half a diameter in order to to achieve optimal packing density. In this way, a mutual support effect of the drying vessels with one another can be represented.
- the loading bridge 17 equipped with side guides 29 and the footprint 19 with side guides 30, 31.
- These each form lateral guide edges for the drying vessels and are arranged transversely to the direction of insertion, thus displaceably in the direction of arrows 32, so that adjustment to different dimensions of the drying vessels is possible.
- Drives are provided for the lateral adjustment of the side guides 29 to 31.
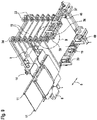
- Each of the shelves 19 is provided in the corner region of its rectangular base with protruding likewise rectangular lugs 33 which extend in the plane of the respective shelf 19, each of which is provided with an approximately semicircular recess 34 which is open toward the peripheral outside.
- these recesses 34 serve to guide the shelves 19 vertically. In this way, an exact vertical guidance of the shelves 19 is shown.
- the longitudinal displaceability of the guides 21, 22 given in this way is set up with the proviso that in a Fig. 6 First limit position shown, the mutually opposite end faces of two successive guides 21, 22 are spaced apart, whereas in a second limit position these end faces are directly adjacent to one another, thus forming a continuous, approximately continuous guide path for the carriage 15.
- the first limit position is characterized in that the shelves 19 are freely movable vertically.
- the second limit position is characterized in that a footprint 19 is in the loading and unloading position or shifting plane mentioned at the outset and is positively secured in this.
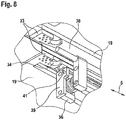
- the in Fig. 7 left-hand end plates 39, 40 ( Fig. 7 , 8th ) the carriage 36, 37 is equipped with horizontally extending bolts 41 which fulfill a supporting function.
- Fig. 8 shows the carriage 36 in the first limit position, wherein it can be seen that a vertical movement of the shelves 19 is not hindered by the bolt 41.
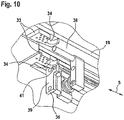
- Fig. 10 shows the carriage in the second limit position, wherein it can be seen that a section of an extension 33 facing the bolt 41 now lies on the bolt 41, thus preventing a further downward movement of the adjusting plate 9.
- Fig. 11 the door 12 of the housing 3 has been moved vertically into its open position, whereby how Fig. 12 shows, the guides 21, 22 are shifted into their second limit position, thus abutting one another on the end face and forming a continuous guide for the slide 15 within the drying chamber 2.
- the guide unit 14 is also displaced together with the loading bridge 17 in the direction of the arrows 5 with the proviso that the loading bridge 17 and thus its guides 18 abut the guides 21 inside the drying chamber 2 on the end face, so that the loading bridge 17 partially into the drying chamber 2 has been moved into it.
- a first row of drying vessels 42 moves via the conveyor belt 8 into a position in front of the carriage 15, which is thus located on the side of the conveyor belt 8 facing away from the housing 3.
- drying vessels 42 By subsequently providing rows of drying vessels 42 cyclically via the conveyor belt 8, possibly with the guide unit 14 being moved back on the rails 11 in the direction away from the housing 3, these rows are formed by means of the Slide slides 15 one after the other over the loading bridge 17 onto the topmost shelf 19 of the plurality of shelves 19 in the drying chamber 2, which is in the loading position, until the drying chamber 2 has reached its full capacity for drying vessels 42.
- the drying vessels are placed in a manner known per se with the proviso that successive rows are positioned offset in the direction of insertion perpendicular to this direction, namely by cyclical transverse displacement by means of an offset 43, so that an optimal packing density is achieved.
- This state of the complete loading of the shelf 19 in the loading position is shown in FIG Fig. 14 shown.
- Fig. 15 the carriage 15 is then moved in the rearward direction, that is to say from that on the last-mentioned footprint 19, this process then being repeated after transferring the next footprint 19 into the loading position until all of the shelves 19 are loaded up to the initially lowest and after Withdrawal of the loading bridge 17 from the drying chamber 2 and closing the door 12 the method of freeze-drying can be carried out in a manner known per se.
- an empty shelf level is set up in the loading position, which corresponds to the unloading position, namely below the loaded shelves 9, if necessary after their vertical displacement, after opening the door 12 and moving the guide unit 14 and inserting the loading bridge 17 into the drying chamber 2 the guides 18, 21, 22 are pushed against one another in the longitudinal direction thereof, again establishing a continuous displacement possibility for the slide 15.
- This is then moved into this empty insertion level, thereby passing underneath the loaded shelves 19, to its rear limit position opposite the door 12 within the drying chamber 2.
- the loaded shelf 19 located immediately above the initially empty insertion level is moved into the Lowered level of displacement and secured in this position in a form-fitting manner by moving the guides 16, 18 in their second limit position.
- the carriage 15 is located now on the back of the group of drying vessels 42, which is opposite the door 12. This position of the slide is in Fig. 16 shown.
- the carriage 15 is now driven for the purpose of pushing out the drying vessels via the loading bridge 17 onto the conveyor belt 8, on which the drying vessels 42 treated by freeze-drying are discharged in the direction of the arrow 9.
- the carriage 15 is then moved along an now empty shelf 19 again into the drying chamber 2 to its rearward end position, passing under the next shelf 19 to be unloaded.
- the latter footprint is then lowered into the unloading position and secured in a form-fitting manner, whereupon the unloading process is continued with the cooperation of the carriage 15 and the conveyor belt 8.
- the shelves 19 are thus unloaded one after the other by means of only one carriage, the carriage 15 always passing under the loaded shelves 19, so that aseptic conditions are maintained.
- the freeze-drying system has a drying chamber 2 arranged in a housing 3 and an arrangement in the drying chamber 2 of shelves 19 which are arranged displaceably in the height position in a frame 20 and are intended for setting up drying vessels 42 containing a drying substance.
- the housing 3 has at least one opening 13 which can be closed by a door 12.
- the height position of the opening 13 defines at least one horizontal displacement plane in which the guides 16, 18, 21, 22 extend, assuming a fixed height.
- the arrangement of the setting plates 19 can be displaced vertically within the drying chamber 2 such that the carriage 15 is inserted in the shifting plane by moving under loaded loading areas 19, thus avoiding direct or indirect driving over loaded loading areas 19 into a rear limit position in the drying chamber 2 and after lowering the next higher loaded shelf 19 into the shifting plane a possibility of pushing out of the drying vessels 42 is shown via the opening 13 out of the drying chamber 2 by means of the front side 23 of the carriage 15 forming a second movable leading edge.
- the displacement plane in the drying chamber 2 and on the loading and unloading device is preferably defined by the fixed height of the guides 16, 18, 21, 22.
- the loading and unloading device may comprise a conveyor belt 8, the conveying direction of which extends transversely to a direction in which the drying vessels 42 are pushed in or out of the drying vessels 42 from the drying chamber 2.
- the loading and unloading device preferably has a loading bridge 17 carrying the guides 18, which can be inserted into the drying chamber 2 for the purpose of connection to the guides 21.
- a front limit position of the carriage 15 is arranged on the loading and unloading device.
- the front limit position is on a side of the conveyor belt 8 opposite the drying chamber 2.
- a power supply and / or control of the drive is set up via the guides 16, 18, 21, 22.
- side guides 29, 30, 31 are provided for the drying vessels 42 which are to be pushed into or out of the drying chamber 2 and which are arranged such that they can be displaced perpendicularly to the direction of pushing in or pushing out, the guides 16, 18, 21 , 22 are fixedly arranged in this direction.
- the loading and unloading device prefferably supported on a structural unit 6, which is arranged to be movable in a direction away from the drying chamber 2 or in the direction of the latter.
- the drying vessels 42 containing the substance to be dried are pushed one after the other onto the shelf 19 to be loaded in rows by means of the rear side 24 of the carriage 15 until the loading process of this shelf 19 is complete.
- the loading process of the following shelves 19 is continued until the loading of the drying chamber 2 is completed.
- the carriage 15 in the displacement plane is moved into the drying chamber 2 into its rear limit position by driving under loaded shelves 19.
- the parking space 19 under which it is driven is lowered into the displacement plane.
- the drying vessels 42 standing on the shelf 19 located in the displacement plane are pushed out via the opening 13 by means of the front 23 of the slide 15.
- the process of inserting the carriage 15 in the shifting plane into the drying chamber 2 by moving under a loaded loading area 19 located above the shifting level into the rear limit position, lowering the loaded standing area 19 into the shifting plane and pushing out the drying vessels 42 via the Opening 13 is then repeated cyclically until the unloading process of drying chamber 2 is completed.
- the carriage is moved into the drying chamber at the beginning and during the successive unloading of the shelves in a shifting plane, which can be an empty shelf, the pressure plate of the arrangement of shelves or the space below the pressure plate.
- a shifting plane which can be an empty shelf, the pressure plate of the arrangement of shelves or the space below the pressure plate.
- the floor space to be unloaded is always passed under and then lowered into the shifting plane, whereupon the unloading process follows.
- the guides intended for mounting the slide may be arranged in a fixed height position and define the position of the displacement plane.
- a conveyor belt forms part of the loading and unloading device, the direction of conveyance of which extends transversely to the direction of insertion and removal.
- a transport carriage can also be used, the size of which depends on the footprint and which, in addition to the guides mentioned, also has a parking position intended for the carriage.
- a trolley has no conveyor belt.
- the loading and unloading device comprises a loading bridge, the guides of which cooperate with the guides within the drying chamber when the carriage is supported.
- the carriage preferably has a second limit position located outside the drying chamber. This position can be used as a parking position during the drying process. Starting from the drying chamber, it is set up on the other side of the conveyor belt if it is also to be used for loading. In other cases, it can also be set up on the loading bridge.
- An electric drive is used here, which can also be a linear drive.
- a preferably inductive charging station can be arranged in the second limit position.
- Further configurations relate to the drive including the guides assigned to it.
- a frictional connection with the guides is then preferably via a toothed belt mediates, which surrounds several wheels and in this way is also suitable for driving over gaps in segments of the guides.
- the drive has a flat construction housing all components including a control, the overall height of which corresponds to that of the guides.
- the housing of the slide is preferably designed as a hermetically sealed, in particular watertight unit, which is accessible to a CIP cleaning process (clean in place) within the drying chamber.
- a second carriage which fulfills a counter-holding function and is otherwise of identical design, is provided, which is also included in the guides. Both carriages can have a parking position on the loading and unloading device and one of the two carriages can always be brought into a sliding position and the other into a position suitable for performing a counter-holding function in the displacement plane.
- the exercise of a counter-holding function in drying vessels with a low level of security can be advantageous.
- Another embodiment relates to the guides intended for receiving the carriage. These are segmented in the longitudinal direction and can be displaced relative to one another. At the same time, they can be designed as lateral leading edges for the drying vessels, so that in conjunction with an additional displaceable arrangement perpendicular to their longitudinal extension, simple adaptation to different dimensions of the drying vessels is possible, thus providing them with a safe stand-up position in the transverse direction for insertion or removal and at the same time preventing jamming and wedging, thus producing fewer rejects in the drying vessels.
- the guides therefore do not necessarily have to be moved into a front-side contact position.
- the carriage as has already been explained above, is also suitable to a certain extent for driving over spaces between segments of the guides.
- vacuum-tight encapsulated gear units are provided, which are connected to drive units arranged outside the drying chamber.
- the displacement movement of the segments mentioned can also be represented constructively in another way, for example linked to the drive of the carriage.
- An intermediate space between two segments can also be bridged by moving intermediate elements which can be extended telescopically in these intermediate spaces.
- special side guides can also be provided, which are arranged to be displaceable independently of the guides intended for receiving the slide.
- a structural unit intended for supporting the loading and unloading device can be provided, which is arranged to be movable in the direction of the drying chamber and away from it, thus parallel to the direction of pushing in or pushing out.
- This configuration can be used particularly advantageously for maintenance purposes.
- This unit can be arranged, for example, on rails.
- freeze drying system has been described above in connection with a drying chamber which is loaded and unloaded via only one opening.
- the subject of the invention can also be used in such a system, which is designed for pass-through operation and is therefore provided with two mutually opposite openings, each of which is assigned a loading and unloading device.
- the further configuration of the freeze drying system is directed to the known representation of a system of supports for the storage space located in the shifting plane. This enables the height of the sliding plane to be positioned independently in the drying chamber and is exemplified by an arrangement of bolts that are located between an active position in which a support function is fulfilled and an inactive position in which no support function is fulfilled relative to the footprint in the plane of movement are movable.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Molecular Biology (AREA)
- Drying Of Solid Materials (AREA)
Description
- Die Erfindung bezieht sich auf eine Gefriertrocknungsanlage mit einem Gefriertrocknungsanlagen-Schlitten.
- Gefriertrocknungsanlagen sind in vielen Fällen für einen diskontinuierlichen Betrieb ausgelegt und bestehen überwiegend aus einer Trocknungskammer und einer mit dieser über eine schließbare Öffnung in Verbindung stehenden Kondensatorkammer, wobei das Trocknungsgut in einer Vielzahl von Trocknungsgefäßen, Fläschchen, Ampullen oder auch Schalen aufgenommen ist, die zur Durchführung der Trocknung auf eine Stellfläche innerhalb einer Trocknungskammer gesetzt werden. In der Trocknungskammer sind eine Vielzahl derartiger Stellflächen in einem Gestell mit Abstand vertikal verschiebbar übereinander angeordnet. Nachdem bei einem Trocknungsvorgang in Abhängigkeit von der Größe der Gefriertrocknungsanlage eine große Anzahl an jeweils eine bestimmte Menge Trocknungsgut enthaltenden Trocknungsgefäßen in die Trocknungskammer eingebracht und nach Abschluss des Trocknungsvorgangs wieder entnommen werden muss, ist sowohl für das Beladen als auch für das Entladen der Trocknungsgefäße der Einsatz automatisiert arbeitender Vorrichtungen üblich, wobei bei den Anlagen heute bereits bei der Bestellung festgelegt werden muss, ob das Beladen und/oder das Entladen von Hand oder mittels entsprechender automatisiert arbeitender Vorrichtungen erfolgen soll. Eine Nachrüstung einer manuell zu be- und/oder entladenden Gefriertrocknungsanlage auf ein integriertes automatisiertes Verfahren ist heute nicht bzw. nur unter hohem Aufwand möglich.
- In Anbetracht der Temperaturempfindlichkeit des Trocknungsgutes, besonders jedoch aufgrund der Notwendigkeit der Darstellung aseptisch einwandfreier Bedingungen bei allen Anlagenkomponenten, die mit dem Trocknungsgut in Berührung gelangen, muss bei dem Konzept einer Be- und Entladevorrichtung ein besonderes Augenmerk darauf gerichtet werden, wie sich deren Beschaffenheit und Wirkungsweise unter Gesichtspunkten der aseptischen Herstellung darstellt.
- Aus der
WO 2005/121671 A1 ist eine Gefriertrocknungsanlage bekannt, bei der die Trocknungsgefäße auf einem Förderband aufstehend in eine Position vor die Eingangsöffnung des Gehäuses dieser Anlage transportiert werden, um anschließend reihenweise in einer Richtung senkrecht zur Vorschubrichtung des Förderbandes zwecks Durchführung des Trocknungsvorgangs in das Gehäuse eingeführt zu werden. Zum Bewegen der Trocknungsgefäße wird eine Vorrichtung benutzt, die aus zwei beiderseits einer sich in einer Beladeposition befindlichen Stellfläche verlaufenden Führungen aufgelagerte, durch einen Schiebebalken miteinander verbundenen Schlitten besteht, wobei der Schiebebalken sowohl zum Einschieben der Trocknungsgefäße als auch zum Ausschieben der Trocknungsgefäße nach erfolgter Trocknung eingerichtet ist. Zu diesem Zweck kann der Schiebebalken zwischen einer abgesenkten aktiven, das heißt zur Anlage an den Trocknungsgefäßen bestimmten und einer inaktiven angehobenen, das heißt zum Überfahren der auf der Stellfläche aufstehenden Trocknungsgefäße bestimmten Stellung um eine sich parallel zu der Stellfläche erstreckende Achse verschwenkt werden. Zum Ausschieben der Trocknungsgefäße wird der Schiebebalken somit zunächst in die inaktive Stellung verschwenkt, oberhalb der Trocknungsgefäße in das Gehäuse eingefahren und schließlich auf der der Eingangsöffnung gegenüberliegenden Rückseite der Gruppe aus Trocknungsgefäßen wieder in seine aktive Stellung verschwenkt, in der er für ein Ausschieben zur Verfügung steht. Problematisch aufgrund des Überfahrens der Trocknungsgefäße, insbesondere aufgrund eines unvermeidbaren Abriebs ist die Wahrung aseptischer Bedingungen. - Die aus der
DE 103 07 571 A1 bekannte Gefriertrocknungsanlage ist dadurch gekennzeichnet, dass zum reihenweisen Einschieben in deren Gehäuse der zunächst auf einem Förderband aufstehenden Trocknungsgefäße in einer Richtung senkrecht zur Vorschubrichtung des Förderbandes ein Schieber vorgesehen ist, wobei zusätzlich ein Schiebebalken angeordnet ist, der sich parallel zu dem Schieber erstreckt und mittels zweier seitlich entlang der sich in der Be- bzw. Entladeposition befindlichen Stellfläche geführten Kettenzüge in das Gehäuse ein- sowie aus diesem ausfahrbar ist. Der Schiebebalken ist an seinen Enden wiederum zwischen einer abgesenkten aktiven, das heißt zur Anlage an der Gruppe aus aufstehenden Trocknungsgefäßen anliegenden Stellung und einer angehobenen inaktiven, das heißt zum Überfahren der Gruppe bestimmten Stellung um eine horizontale Achse verschwenkbar. - Aus der
DE 60 2004 003 692 T2 ist eine weitere Gefriertrocknungsanlage bekannt, bei der zum reihenweisen Einschieben von Trocknungsgefäßen in die Anlage ein in das Gehäuse durch deren Eingangsöffnung einfahrbarer Schieber vorgesehen ist, wobei die in das Gehäuse eingeschobene Gruppe aus Trocknungsgefäßen während des Einschiebens an einem ebenfalls in das Gehäuse einfahrbaren Balken anliegt, der eine Stabilisierung der Aufstandposition der Trocknungsgefäße bewirkt. Der Balken ist an beiden Enden auf jeweils einem Schlitten aufgelagert und an diesem zwischen einer unteren aktiven, an den Trocknungsgefäßen anliegenden Stellung und einer oberen inaktiven, zum Überfahren der Gruppe der Trocknungsgefäße bestimmten Stellung verschwenkbar. Der Schieber und der Balken sind vollständig aus dem Gehäuse herausverfahrbar. Während eines Ausschiebens der Trocknungsgefäße fungiert der Balken als Ausstoßer, wohingegen der Schieber eine Stabilisierungsfunktion ausübt -
WO 2011/015453 A1 offenbart ein belüftetes und temperiertes Transportfahrzeug, mit dem Trocknungsgefäße zwischen einzelnen Stationen einer Gefriertrockungsanlage transportiert werden können. Das Transportfahrzeug weist einen über einen batteriegespeisten Antrieb verfahrbaren Unterbau auf und eine schrankartige Vorratseinrichtung, in welcher die Trocknungsgefäße während des Transports angeordnet werden können. Zur Übergabe der Trocknungsgefäße an eine Trocknungskammer eines Gefriertrockners wird das Transportfahrzeug vor den Gefriertrockner gefahren und die Trocknungsgefäße werden über eine teleskopierbare Beladeeinrichtung des Transportfahrzeugs in die Trocknungskammer des Gefriertrockners geschoben. - Es ist Aufgabe der Erfindung, eine Gefriertrocknungsanlage mit einem Gefriertrocknungs-anlagen-Schlitten mit einem verbesserten Antriebskonzept vorzuschlagen.
- Gelöst wird diese Aufgabe bei einer Gefriertrocknungsanlage mit den Merkmalen des Anspruchs 1. Weitere Ausgestaltungen der Erfindung ergeben sich aus den abhängigen Patentansprüchen.
- Die Erfindung wird im Folgenden unter Bezugnahme auf das in den Zeichnungen dargestellte Ausführungsbeispiel näher erläutert werden. Es zeigen:
- Fig. 1
- eine perspektivische teilweise geschnittene Darstellung einer erfindungsgemäßen Gefriertrocknungsanlage;
- Fig. 2
- eine Ansicht der Gefriertrocknungsanlage in einer horizontalen Ebene II-II der
Fig. 1 ; - Fig. 3
- eine perspektivische Darstellung der Gefriertrocknungsanlage gemäß
Fig. 1 ohne deren Gehäuse; - Fig. 4
- eine vergrößerte perspektivische Teildarstellung des zum Ein- und Ausschieben benutzten Schlittens als Teil der Gefriertrocknungsanlage gemäß
Fig. 1 ; - Fig. 5
- eine perspektivische Teildarstellung der seitlichen Führungen der Trocknungs-gefäße der Gefriertrocknungsanlage gemäß
Fig. 1 ; - Fig. 6
- eine perspektivische Teildarstellung der Schlittenführungen der Gefriertrock-nungsanlage gemäß
Fig. 1 ; - Fig. 7
- eine perspektivische unterseitige Teildarstellung der Gefriertrocknungsanlage gemäß
Fig. 1 ; - Fig. 8
- eine vergrößerte Teilansicht einer Einzelheit A der
Fig. 7 ; - Fig. 9
- eine perspektivische unterseitige Teildarstellung der Gefriertrocknungsanlage gemäß
Fig. 1 ; - Fig. 10
- eine vergrößerte Teilansicht einer Einzelheit B der
Fig. 9 ; - Fig. 11-17
- jeweils aufeinanderfolgende Betriebsphasen der Gefriertrocknungsanlage gemäß
Fig. 1 beginnend mit der Öffnung der Tür des Gehäuses bis zum Ausstoßen einer Gruppe von Trocknungsgefäßen zum Ende einer Trocknungsbehandlung. - Mit 1 ist in
Fig. 1 eine Gefriertrocknungsanlage bezeichnet, die u. a. aus einer in einem Gehäuse 3 eingerichteten Trocknungskammer 2 und einer auf Schienen 4 in Richtung der Pfeile 5 verschiebbar angeordneten, eine Be- und Entladevorrichtung tragenden Baueinheit 6 besteht. Die Baueinheit 6 nebst Schienen sowie das Gehäuse 3 sind auf einer gemeinsamen Grundplatte 7 angeordnet und es ist die Baueinheit 6 - von Wartungsarbeiten abgesehen - im Regelfall fest an das Gehäuse angedockt. - Mit 8 ist ein Förderband bezeichnet, über welches Trocknungsgefäße, welche die durch Gefriertrocknung zu behandelnde Substanz enthalten, in Richtung des Pfeiles 9 zuführbar sind, somit senkrecht zu der Richtung der Pfeile 5.
- Auf der Oberseite 10 der Baueinheit, und zwar parallel zu den Schienen 4 bzw. den Pfeilen 5 erstrecken sich weitere Schienen 11, und zwar in Richtung auf eine mit einer schließbaren Tür 12 versehene Öffnung 13 des Gehäuses 3 hin. Zum Schließen und Öffnen der Tür 12 ist ein zeichnerisch nicht dargestellter Antrieb vorgesehen.
- Auf den Schienen 11 verschiebbar in Richtung der Pfeile 5 aufgelagert ist eine Führungseinheit 14, die oberseitig zwei zueinander parallele, einen im Folgenden noch näher zu beschreibenden Schlitten 15 aufnehmende Führungen 16 trägt. Auf den Schienen 11 ebenfalls verschiebbar in Richtung der Pfeile 5 aufgelagert ist eine oberseitig ebenfalls Führungen 18 tragende Ladebrücke 17, deren Funktion im Folgenden noch erläutert werden wird. Der Schlitten 15 ist entlang der untereinander gleich beschaffenen Führungen 16, 18 verfahrbar.
- Die Führungen 16, 18 sind in Verbindung mit der Verschiebbarkeit der Führungseinheit 14 sowie der Ladebrücke 17 in Richtung der Pfeile 5 mit der Maßgabe bemessen und angeordnet, dass der Schlitten 15 in eine vorderseitige Grenzposition bzw. Beladeposition auf der dem Gehäuse 3 abgekehrten Seite des Förderbandes 8 verschiebbar ist.
- Die Trocknungskammer 2 ist in an sich bekannter Weise mit einer Anordnung zueinander paralleler, sich horizontal erstreckender Stellflächen 19 ausgerüstet, die in einem Gestell 20 vertikal bewegbar gehalten sind und jeweils dem Aufstellen von eine zu trocknende Substanz enthaltenden Trocknungsgefäßen dienen und die nach abgeschlossenem Trocknungsvorgang aus der Trocknungskammer 2 herauszuführen sind.
- Innerhalb der Trocknungskammer 2 befindet sich eine Höhenposition, die der Be- und Entladestellung einer Stellfläche 19 entspricht, im Folgenden Verschiebeebene genannt, wobei eine jede der Stellflächen in diese Verschiebebene verfahrbar ist. Es ist dies die Höhenposition innerhalb der Trocknungskammer, in der bei geöffneter Türe 12 Trocknungsgefäße in einer im Folgenden noch zu erläuternden Weise in die Trocknungskammer 2 ein- bzw. ausführbar sind, und zwar mittels des Schlittens 15.
- In
Fig. 2 und allen folgenden Zeichnungsfiguren sind übereinstimmende Funktionselemente entsprechend beziffert, so dass insoweit auf wiederholte Beschreibungen verzichtet werden kann. - Die Draufsicht gemäß
Fig. 2 sowie die Darstellung gemäßFig. 3 zeigen eine Stellplatte 19, die sich in der Beladestellung befindet. In dieser Verschiebeebene befinden sich weitere Führungen 21, 22, deren Beschaffenheit derjenigen der Führungen 16, 18 entspricht. Durch Verfahren der Führungseinheit 14 und der Ladebrücke 17 ist somit für den Schlitten 15 ein Verfahrbereich beginnend mit der eingangs genannten vorderseitigen Grenzposition bis in eine rückseitige Grenzposition innerhalb des Gehäuses 3, der Entladeposition, durch Zusammenschieben auch der Führungen 21, 22 darstellbar. Die Führungen 21, 22 sind innerhalb des Gehäuses 3 in ihrer Längsrichtung verschiebbar angeordnet, wohingegen ihre Höhenposition fest vorgegeben ist. - Der in
Fig. 4 dargestellte, seitlich in den Führungen 16 gehaltene Schlitten 15 ist auf seiner Vorderseite 23 und auf der dieser in Richtung der Pfeile 5 gegenüberliegenden Rückseite 24 durch untereinander gleiche Führungsflächen gekennzeichnet, die zur Anlage an den ein- bzw. auszuschiebenden Trocknungsgefäßen bestimmt sind. Die Auflagerung des Schlittens 15 in den Führungen 16 erfolgt durch Laufräder 25, die durch einen Zahnriemen 26 untereinander in Verbindung stehen, wobei der Zahnriemen 26 zusätzlich eine Außenverzahnung aufweist, die mit einer entsprechenden Profilierung der Führungen 16 und sonstiger Führungen 18, 21, 22 im Eingriff steht. Sämtliche Antriebs- und Steuerungskomponenten des Schlittens 15 sind in einem flach bauenden Gehäuse 27 untergebracht, dessen Höhe in etwa derjenigen der Führungen 16 entspricht und damit geringer als diejenige eines Trocknungsgefäßes ausfällt. - Insbesondere kann innerhalb des Schlittens 15 ein batteriegespeister Elektroantrieb eingesetzt werden, wobei zu dessen Aufladung in der Ladeposition eine berührungslose, z. B. induktiv wirksame Ladestation 28 eingerichtet ist. (
Fig. 1 ) - Um eine sichere Aufstandposition der Trocknungsgefäße zu erreichen, sollte die Breite der zum Aufstehen zur Verfügung stehenden Fläche einem ganzzahligen Vielfachen des Durchmessers oder eines vergleichbaren Maßes eines Trocknungsgefäßes entsprechen. Darüber hinaus sollten die einzelnen, auf die Ladebrücke 17 geschobenen Reihen aus Trocknungsgefäßen seitlich um ein halbes Durchmessermaß versetzt zueinander positioniert werden, um eine optimale Packungsdichte zu erreichen. Auf diese Weise ist auch eine gegenseitige Stützwirkung der Trocknungsgefäße untereinander darstellbar.
- Zu diesem Zweck sind gemäß
Fig. 5 die Ladebrücke 17 mit Seitenführungen 29 und die Stellfläche 19 mit Seitenführungen 30, 31 ausgerüstet. Diese bilden jeweils seitliche Führungskanten für die Trocknungsgefäße und sind quer zur Einschieberichtung, somit in Richtung der Pfeile 32 verschiebbar angeordnet, so dass insoweit eine Einstellung auf unterschiedliche Abmessungen der Trocknungsgefäße möglich ist. Für die seitliche Verstellung der Seitenführungen 29 bis 31 sind jeweils Antriebe vorgesehen. - Es befindet sich stets eine Stellfläche 19 in der Verschiebeebene, welche in einer im Folgenden unter Bezugnahme auf die
Figuren 6 bis 10 beschriebenen Weise gesichert ist. - Eine jede der Stellflächen 19 ist im Eckenbereich ihrer rechteckigen Grundfläche mit herausragenden ebenfalls rechteckigen, sich in der Ebene der jeweiligen Stellfläche 19 erstreckenden Ansätzen 33 versehen, deren jeder mit einer in etwa halbkreisförmigen, zur peripheren Außenseite hin offenen Ausnehmung 34 versehen ist. Diese Ausnehmungen 34 dienen in Verbindung mit sich vertikal erstreckenden Stangen 35 des Gestells 20 der vertikalen Führung der Stellflächen 19. Auf diese Weise ist eine exakte vertikale Führung der Stellflächen 19 dargestellt.
- Mit 36, 37 sind zwei, untereinander in Verbindung stehende Schlitten bezeichnet, die parallel zu den Pfeilen 5 motorisch verschiebbar sind und mit den jeweiligen Führungen 21, 22 in Verbindung stehen. Auf diese Weise ist eine Längsverschiebbarkeit der Führungen 21, 22 innerhalb von Ausnehmungen 38 zwischen jeweils zwei Ansätzen 33 dargestellt.
- Die auf diese Weise gegebene Längsverschiebbarkeit der Führungen 21, 22 ist mit der Maßgabe eingerichtet, dass in einer in
Fig. 6 gezeigten ersten Grenzstellung die einander gegenüberliegenden Stirnseiten zweier aufeinanderfolgender Führungen 21, 22 voneinander beabstandet sind, wohingegen in einer zweiten Grenzstellung diese Stirnseiten unmittelbar aneinanderliegen, somit eine durchgängige angenähert stetige Führungsstrecke für den Schlitten 15 bildend. - Die erste Grenzstellung ist dadurch gekennzeichnet, dass die Stellflächen 19 vertikal frei verschiebbar sind. Die zweite Grenzstellung ist dadurch gekennzeichnet, dass eine Stellfläche 19 sich in der eingangs genannten Be- und Entladestellung bzw. Verschiebeebene befindet und in dieser formschlüssig gesichert ist. Zu diesem Zweck sind die in
Fig. 7 linksseitigen Endplatten 39, 40 (Fig. 7 ,8 ) der Schlitten 36, 37 mit sich horizontal erstreckenden, eine Auflagefunktion erfüllenden Bolzen 41 ausgerüstet. -
Fig. 8 zeigt den Schlitten 36 in der ersten Grenzstellung, wobei erkennbar ist, dass eine vertikale Bewegung der Stellflächen 19 durch den Bolzen 41 nicht behindert wird.Fig. 10 hingegen zeigt den Schlitten in der zweiten Grenzstellung, wobei erkennbar ist, dass nunmehr ein dem Bolzen 41 zugekehrter Abschnitt eines Ansatzes 33 auf dem Bolzen 41 aufliegt, eine weitere Abwärtsbewegung der Stellplatte 9 somit verhindernd. - Im Folgenden werden unter Bezugnahme auf die
Figuren 11 bis 17 die Bewegungsabläufe eines Arbeitszyklus der Gefriertrocknungsanlage 1 beginnend mit dem reihenweisen Einschieben von Trocknungsgefäßen in die Gefriertrocknungsanlage und endend mit dem Ausschieben der Trocknungsgefäße nach Abschluss des Trocknungsvorgangs aus der Anlage beschrieben werden. - Gemäß
Fig. 11 ist die Tür 12 des Gehäuses 3 vertikal in ihre Öffnungsstellung bewegt worden, wobei, wieFig. 12 zeigt, die Führungen 21, 22 in ihre zweite Grenzstellung verschoben sind, stirnseitig somit aneinanderliegend und innerhalb der Trocknungskammer 2 eine durchgängige Führung für den Schlitten 15 bildend. - Die Führungseinheit 14 ist ebenfalls zusammen mit der Ladebrücke 17 in Richtung der Pfeile 5 mit der Maßgabe verschoben, dass die Ladebrücke 17 und damit deren Führungen 18 stirnseitig an den Führungen 21 innerhalb der Trocknungskammer 2 anliegen, so dass die Ladebrücke 17 teilweise in die Trocknungskammer 2 hinein bewegt worden ist.
- In dieser Ausgangslage gelangt eine erste Reihe aus Trocknungsgefäßen 42 über das Förderband 8 in eine Stellung vor dem Schlitten 15, der sich somit auf der dem Gehäuse 3 abgekehrten Seite des Förderbandes 8 befindet.
- Indem in der Folge zyklisch Reihen aus Trocknungsgefäßen 42 über das Förderband 8 bereitgestellt werden, gegebenenfalls unter jeweiliger Zurückverschiebung der Führungseinheit 14 auf den Schienen 11 in Richtung von dem Gehäuse 3 fort, werden diese Reihen mittels des Schlittens 15 nacheinander über die Ladebrücke 17 auf die sich in der Beladestellung befindliche, zunächst oberste Stellfläche 19 der Vielzahl von Stellflächen 19 in der Trocknungskammer 2 geschoben, bis diese ihre volle Aufnahmefähigkeit an Trocknungsgefäßen 42 erreicht hat. Die Platzierung der Trocknungsgefäße erfolgt hierbei in an sich bekannter Weise mit der Maßgabe, dass in Einschubrichtung aufeinander folgende Reihen senkrecht zu dieser Richtung versetzt positioniert sind, und zwar durch taktweise Querschiebung mittels eines Versetzers 43, so dass eine optimale Packungsdichte erreicht wird. Dieser Zustand der vollständigen Beladung der sich in der Beladestellung befindlichen Stellfläche 19 ist in
Fig. 14 gezeigt. - Die in
Fig. 15 gezeigte beladene Stellfläche 19 ist somit gegenüber ihrer Position inFig. 14 soweit angehoben worden, dass sich nunmehr unter dieser eine neue Stellfläche 19 in der Beladeposition befindet und der Vorgang des reihenweisen Beladens fortgesetzt werden kann, bis der Ladezustand der Trocknungskammer 2 komplettiert ist. - Gemäß
Fig. 15 wird anschließend der Schlitten 15 in rückwärtiger Richtung, das heißt von der auf der letztgenannten Stellfläche 19 fort bewegt, wobei anschließend dieser Vorgang nach Überführung der nächsten Stellfläche 19 in die Beladeposition wiederholt wird, bis alle Stellflächen 19 bis zu der anfänglich untersten beladen sind und nach Zurückziehung der Ladebrücke 17 aus der Trocknungskammer 2 und Schließung der Tür 12 das Verfahren der Gefriertrocknung in an sich bekannter Weise durchgeführt werden kann. - Nach Abschluss des Gefriertrocknungsverfahrens wird in der Beladestellung, welche der Entladestellung entspricht, nämlich unterhalb der beladenen Stellflächen 9 gegebenenfalls nach deren vertikaler Verschiebung eine leere Einschubebene eingerichtet, wobei anschließend nach Öffnung der Tür 12 und Verschieben der Führungseinheit 14 und Einführen der Ladebrücke 17 in die Trocknungskammer 2 die Führungen 18, 21, 22 in deren Längsrichtung aneinander geschoben werden, wiederum eine durchgängige Verschiebemöglichkeit für den Schlitten 15 begründend. Dieser wird anschließend in diese leere Einschubebene eingefahren, hierbei somit die beladenen Stellflächen 19 unterfahrend, und zwar bis in seine rückwärtige, der Tür 12 gegenüberliegende Grenzposition innerhalb der Trocknungskammer 2. Anschließend wird die sich unmittelbar oberhalb der anfänglich leeren Einschubebene befindliche beladene Stellfläche 19 in die Verschiebeebene abgesenkt und in dieser Position formschlüssig durch Verschieben der Führungen 16, 18 in deren zweite Grenzstellung gesichert. Der Schlitten 15 befindet sich nunmehr auf der Rückseite der Gruppe aus Trocknungsgefäßen 42, welche der Tür 12 gegenüberliegt. Diese Stellung des Schlittens ist in
Fig. 16 gezeigt. - Der Schlitten 15 wird nunmehr zwecks Ausschiebens der Trocknungsgefäße über die Ladebrücke 17 auf das Förderband 8 angesteuert, auf welchem die durch Gefriertrocknung behandelten Trocknungsgefäße 42 in Richtung des Pfeiles 9 ausgetragen werden.
- Der Schlitten 15 wird anschließend nach erfolgter Leerung der untersten Stellfläche 19 entlang einer nunmehr leeren Stellfläche 19 wiederum in die Trocknungskammer 2 bis in seine rückwärtige Endposition eingefahren, hierbei die nächste zu entladende Stellfläche 19 unterfahrend. Die letztgenannte Stellfläche wird anschließend in die Entladeposition abgesenkt und in dieser formschlüssig gesichert, woraufhin der Entladevorgang unter Mitwirkung des Schlittens 15 sowie des Förderbandes 8 fortgesetzt wird. Die Stellflächen 19 werden somit nacheinander mittels lediglich eines Schlittens entladen, wobei der Schlitten 15 stets noch beladene Stellflächen 19 unterfährt, so dass insoweit aseptische Bedingungen gewahrt sind.
- Für eine Ausführungsform der Erfindung weist die Gefriertrocknungsanlage eine in einem Gehäuse 3 eingerichtete Trocknungskammer 2 und eine in der Trocknungskammer 2 befindliche Anordnung von in der Höhenposition in einem Gestell 20 verschiebbar angeordneten, zum Aufstellen von eine Trocknungssubstanz enthaltenden Trocknungsgefäßen 42 bestimmten Stellflächen 19 auf. Das Gehäuse 3 weist zumindest eine, durch eine Tür 12 schließbare Öffnung 13 aufweist. Es ist eine Be- und Entladevorrichtung für die Trocknungsgefäße 42 außerhalb der Trocknungskammer 2 vorhanden, welche zumindest einen in Führungen 16, 18, 21, 22 gelagerten, mittels seiner, eine erste bewegliche Leitkante bildenden Rückseite 24 zum Einschieben der Trocknungsgefäße 42 in die Trocknungskammer 2 eingerichteten Schlitten 15 aufweist. Durch die Höhenposition der Öffnung 13 ist zumindest eine horizontale Verschiebeebene definiert, in der sich die Führungen 16, 18, 21, 22, eine feste Höhenlage einnehmend, erstrecken. Die Anordnung der Stellplatten 19 ist mit der Maßgabe innerhalb der Trocknungskammer 2 vertikal verschiebbar, dass in der Verschiebeebene ein Einführen des Schlittens 15 durch Unterfahren beladener Stellflächen 19, somit unter Vermeidung eines direkten oder indirekten Überfahrens beladener Stellflächen 19 bis in eine rückseitige Grenzposition in der Trocknungskammer 2 und nach Absenken der jeweils nächst höheren beladenen Stellfläche 19 in die Verschiebebene eine Möglichkeit des Ausschiebens der Trocknungsgefäße 42 über die Öffnung 13 aus der Trocknungskammer 2 heraus mittels der eine zweite bewegliche Leitkante bildenden Vorderseite 23 des Schlittens 15 dargestellt ist.
- Vorzugsweise ist die Verschiebeebene in der Trocknungskammer 2 und auf der Be- und Entladevorrichtung durch die feste Höhenlage der Führungen 16, 18, 21, 22 definiert.
- Möglich ist hierbei, dass die Be- und Entladevorrichtung ein Förderband 8 umfasst, dessen Förderrichtung quer zu einer Richtung des Einschiebens der Trocknungsgefäße 42 in bzw. des Ausschiebens der Trocknungsgefäße 42 aus der Trocknungskammer 2 verläuft.
- Vorzugsweise weist die Be- und Entladevorrichtung eine die Führungen 18 tragende Ladebrücke 17 aufweist, die zum Zweck des Anschließens an die Führungen 21 innerhalb der Trocknungskammer 2 in diese einschiebbar ist.
- Für eine Weiterbildung dieses Gedankens ist eine vorderseitige Grenzposition des Schlittens 15 auf der Be- und Entladevorrichtung angeordnet.
- Möglich ist hierbei, dass sich die vorderseitige Grenzposition auf einer der Trocknungskammer 2 gegenüberliegenden Seite des Förderbandes 8 befindet.
- Möglich ist, dass eine Stromversorgung und/oder Steuerung des Antriebs über die Führungen 16, 18, 21, 22 eingerichtet ist.
- Möglich ist, dass Seitenführungen 29, 30, 31 für die in die Trocknungskammer 2 ein- bzw. aus dieser auszuschiebenden Trocknungsgefäße 42 vorhanden sind, die senkrecht zu der Richtung eines Ein- oder Ausschiebens verschiebbar angeordnet sind, wobei die Führungen 16, 18, 21, 22 in dieser Richtung fest angeordnet sind.
- Auch möglich ist, dass die Be- und Entladevorrichtung auf einer Baueinheit 6 aufgelagert ist, die in einer Richtung von der Trocknungskammer 2 fort bzw. in Richtung auf diese hin bewegbar angeordnet ist.
- Alternativ oder kumulativ möglich ist, dass eine Anordnung von durch Bolzen 41 bestimmten Auflagen für eine Stellfläche in der Verschiebeebene vorhanden ist, so dass die Höhenposition der sich in der Verschiebeebene befindlichen Stellfläche 19 unabhängig von dem Gestell 6 darstellbar ist, wobei das System der Auflagen zwischen einer die Stellfläche 19 in der Verschiebeebene untergreifenden aktiven Stellung und einer inaktiven diese nicht untergreifenden Stellung bewegbar ist.
- Bei einem Verfahren zum Betrieb einer Gefriertrocknungsanlage der zuvor erläuterten Art werden zum Beladen der Trocknungskammer 2 die die zu trocknende Substanz enthaltenden Trocknungsgefäße 42 mittels der Rückseite 24 des Schlittens 15 in der Verschiebeebene reihenweise nacheinander auf die zu beladende Stellfläche 19 geschoben, bis der Beladevorgang dieser Stellfläche 19 abgeschlossen ist. Durch zyklisches Anheben, nämlich Überführen der nächsten Stellflächen 19 in die Verschiebeebene wird der Beladevorgang folgender Stellflächen 19 bis zur Komplettierung der Beladung der Trocknungskammer 2 fortgesetzt. Zum Entladen der Trocknungskammer 2 wird nach Abschluss des Trocknungsvorgangs der Schlitten 15 in der Verschiebeebene durch Unterfahren beladener Stellflächen 19 bis in seine rückseitige Grenzposition in die Trocknungskammer 2 eingefahren wird. Die jeweils unterfahrene Stellfläche 19 wird in die Verschiebeebene abgesenkt. Die auf der sich in der Verschiebeebene befindlichen Stellfläche 19 aufstehenden Trocknungsgefäße 42 werden mittels der Vorderseite 23 des Schlittens 15 über die Öffnung 13 ausgeschoben. Der Vorgang des Einführens des Schlittens 15 in der Verschiebeebene in die Trocknungskammer 2 durch jeweiliges Unterfahren einer beladenen, sich oberhalb der Verschiebeebene befindlichen Stellfläche 19 bis in die rückseitige Grenzposition, des Absenkens der beladenen Stellfläche 19 in die Verschiebeebene sowie das Ausschieben der Trocknungsgefäße 42 über die Öffnung 13 zyklisch bis zur Komplettierung des Entladevorgangs der Trocknungskammer 2 wird dann wiederholt.
- Möglich ist, dass lediglich ein Schlitten benötigt wird, dessen Vorder- und Rückseite jeweils eine bewegliche Leitkante für die Trocknungsgefäße bilden, um den Vorgang des Einschiebens in die Trocknungskammer und den Vorgang des Ausschiebens aus der Trocknungskammer darzustellen. Möglich ist ferner, dass ein Einführen des Schlittens in die Trocknungskammer mit dem Ziel, die dessen einer Türe des Gehäuses zugekehrte Vorderseite für das Ausschieben der Trocknungsgefäße in die Ausgangsposition zu bringen, welche der rückseitigen Grenzposition entspricht, stets mit einem Unterfahren beladener Stellflächen verbunden ist. Da somit ein Überfahren beladener Stellflächen ausgeschlossen ist, entfallen Probleme, die mit einem unvermeidbaren, durch die Bewegung des Schlittens verbundenen Abrieb entstehen, so dass aseptische Bedingungen gewahrt sind.
- Das Einfahren des Schlittens in die Trocknungskammer zu Beginn und während des aufeinanderfolgenden Entladens der Stellflächen erfolgt in einer Verschiebeebene, bei der es sich um eine leere Stellfläche, die Druckplatte der Anordnung von Stellflächen oder auch den Raum unterhalb der Druckplatte handeln kann. Stets wird die zu entladende Stellfläche zunächst unterfahren und anschließend in die Verschiebeebene abgesenkt, woraufhin sich der Entladevorgang anschließt.
- Möglicherweise sind die zur Lagerung des Schlittens bestimmten Führungen in einer festen Höhenposition angeordnet und definieren die Lage der Verschiebeebene.
- Ein Förderband bildet für eine weitere Ausführungsform einen Teil der Be- und Entladevorrichtung, dessen Förderrichtung quer zu der Ein- bzw. Ausschubrichtung verläuft.
- Anstelle eines Förderbandes kann auch ein Transportwagen eingesetzt sein, dessen Größe sich nach der Stellfläche richtet und der neben den genannten Führungen auch eine für den Schlitten bestimmte Parkposition aufweist. Ein solcher Transportwagen weist kein Förderband auf.
- Die Be- und Entladevorrichtung umfasst für eine weitere Ausführungsform eine Ladebrücke, deren Führungen bei der Lagerung des Schlittens mit den Führungen innerhalb der Trocknungskammer zusammenwirken.
- Vorzugsweise besitzt der Schlitten eine außerhalb der Trocknungskammer gelegene, zweite Grenzposition. Diese Position kann als Parkposition während des Trocknungsvorgangs benutzt werden. Sie ist ausgehend von der Trocknungskammer jenseits des Förderbandes eingerichtet, falls sie gleichzeitig auch zum Beladen benutzt werden soll. In anderen Fällen kann sie auch auf der Ladebrücke eingerichtet sein.
- Unterschiedliche Varianten eines Antriebs des Schlittens sind möglich. Hier kommt ein elektrischer Antrieb zum Einsatz, bei dem es sich auch um einen Linearantrieb handeln kann. Für den Fall eines batteriegespeisten Antriebs kann in der zweiten Grenzposition eine vorzugsweise induktive Ladestation angeordnet sein.
- Weitere Ausgestaltungen betreffen den Antrieb einschließlich der diesem zugeordneten Führungen. Ein Kraftschluss mit den Führungen wird hiernach vorzugsweise über einen Zahnriemen vermittelt, der mehrere Laufräder umgibt und auf diese Weise auch zum Überfahren von Lücken in Segmenten der Führungen geeignet ist. Wesentlich ist, dass der Antrieb ein flach bauendes, alle Komponenten einschließlich einer Steuerung aufnehmendes Gehäuse aufweist, dessen Bauhöhe derjenigen der Führungen entspricht.
- Das Gehäuse des Schlittens ist vorzugsweise als hermetisch geschlossene, insbesondere wasserdichte Einheit ausgebildet, die innerhalb der Trocknungskammer einem CIP-Reinigungsprozess (clean in place) zugänglich ist.
- Möglich ist, dass ein zweiter, eine Gegenhaltefunktion erfüllender und im Übrigen identisch beschaffener Schlitten vorgesehen ist, der ebenfalls in den Führungen aufgenommen ist. Beide Schlitten können eine Parkposition auf der Be- und Entladevorrichtung aufweisen und es kann in der Verschiebeebene stets der eine der beiden Schlitten in eine Schiebeposition und der andere in eine zur Ausübung einer Gegenhaltefunktion geeignete Stellung verbracht werden. Von Vorteil kann die Ausübung einer Gegenhaltefunktion bei Trocknungsgefäßen mit einer geringen Aufstandsicherheit sein.
- Eine weitere Ausführungsform betrifft die zur Aufnahme des Schlittens bestimmten Führungen. Diese sind in Längsrichtung segmentiert ausgebildet und relativ zueinander verschiebbar. Sie können gleichzeitig als seitliche Leitkanten für die Trocknungsgefäße konzipiert sein, so dass in Verbindung mit einer zusätzlichen verschiebbaren Anordnung senkrecht zu ihrer Längserstreckung eine einfache Anpassung an unterschiedliche Abmessungen der Trocknungsgefäße möglich ist, diesen somit in Querrichtung zu einem Ein- oder Ausschieben eine sichere Aufstandposition vermittelnd und gleichzeitig ein Klemmen und Verkeilen verhindernd, somit weniger Ausschuss bei den Trocknungsgefäßen erzeugend.
- Zwischen den Führungen kann abhängig von der Form der Trocknungsgefäße, z. B. bei einer Schalentrocknung, ein Zwischenraum verbleiben, der dem Platzbedarf für die Aufhängung der Stellflächen entspricht. Die Führungen müssen somit nicht notwendigerweise bis in eine stirnseitige Anlageposition verschoben werden. Auch ist der Schlitten, wie vorstehend bereits dargelegt worden ist, in einem gewissen Maße zum Überfahren von Zwischenräumen zwischen Segmenten der Führungen geeignet.
- Zum Verschieben der Segmente der Führungen sind vakuumdicht gekapselte Getriebeeinheiten vorgesehen, die mit außerhalb der Trocknungskammer angeordneten Antriebseinheiten in Verbindung stehen. Grundsätzlich kann die Verschiebebewegung der genannten Segmente auch in anderer Weise konstruktiv dargestellt werden, beispielsweise mit dem Antrieb des Schlittens verknüpft sein. Auch kann ein Zwischenraum zwischen zwei Segmenten dadurch überbrückt werden, dass teleskopartig ausfahrbare Zwischenelemente in diesen Zwischenräumen bewegt werden.
- Alternativ zur Einrichtung einer Querverschiebung der Führungen können auch besondere Seitenführungen vorgesehen sein, die unabhängig von den zur Aufnahme des Schlittens bestimmten Führungen verschiebbar angeordnet sind.
- Es kann eine zur Auflagerung der Be- und Entladevorrichtung bestimmte Baueinheit vorgesehen sein, die in Richtung auf die Trocknungskammer hin sowie von dieser fort, somit parallel zu der Richtung eines Ein- oder Ausschiebens bewegbar angeordnet ist. Diese Ausgestaltung kann insbesondere vorteilhaft für Wartungszwecke benutzt werden. Diese Baueinheit kann beispielsweise auf Schienen verschiebbar angeordnet sein.
- Die Gefriertrocknungsanlage wurde vorstehend in Verbindung mit einer Trocknungskammer beschrieben, die über lediglich eine Öffnung be- und entladen wird. Der Erfindungsgegenstand ist auch bei einer solchen Anlage nutzbar, die für einen Durchreichbetrieb konzipiert ist und demzufolge mit zwei einander gegenüberliegenden Öffnungen versehen ist, denen jeweils eine Be- und Entladevorrichtung zugeordnet ist.
- Die weitere Ausgestaltung der Gefriertrocknungsanlage ist auf die an sich bekannte Darstellung eines Systems von Auflagen für die sich in der Verschiebeebene befindliche Stellfläche gerichtet. Dieses ermöglicht eine unabhängige Höhenpositionierung der Verschiebeebene in der Trocknungskammer und wird beispielhaft durch eine Anordnung von Bolzen verkörpert, die zwischen einer aktiven Stellung, in der eine Auflagefunktion erfüllt ist, und einer inaktiven Stellung, in der keine Auflagefunktion erfüllt ist, relativ zu der Stellfläche in der Verschiebeebene bewegbar sind.
-
- 1
- Gefriertrocknungsanlage
- 2
- Trocknungskammer
- 3
- Gehäuse
- 4
- Schienen
- 5
- Pfeile
- 6
- Baueinheit
- 7
- Grundplatte
- 8
- Förderband
- 9
- Pfeil
- 10
- Oberseite
- 11
- Schienen
- 12
- Tür
- 13
- Öffnung
- 14
- Führungseinheit
- 15
- Schlitten
- 16
- Führung
- 17
- Ladebrücke
- 18
- Führung
- 19
- Stellfläche
- 20
- Gestell
- 21
- Führung
- 22
- Führung
- 23
- Vorderseite
- 24
- Rückseite
- 25
- Laufrad
- 26
- Zahnriemen
- 27
- Gehäuse
- 28
- Ladestation
- 29
- Seitenführung
- 30
- Seitenführung
- 31
- Seitenführung
- 32
- Pfeile
- 33
- Ansatz
- 34
- Ausnehmung
- 35
- Stange
- 36
- Schlitten
- 37
- Schlitten
- 38
- Ausnehmung
- 39
- Endplatte
- 40
- Endplatte
- 41
- Bolzen
- 42
- Trocknungsgefäß
- 43
- Versetzer
Claims (14)
- Gefriertrocknungsanlage (1) mit einer Trocknungskammer und einem Gefriertrocknungsanlagen-Schlitten (15) mit einem elektrischen Antrieb zum Verfahren des Schlittens auf Führungen (21), die innerhalb der Trocknungskammer (2) der Gefriertrocknungsanlage angeordnet sind, dadurch gekennzeichnet, dass der Schlitten eine Batterie aufweist, der Antrieb über die Batterie gespeist ist und die Batterie über eine Ladestation (28) aufladbar ist.
- Gefriertrocknunosanlage (1) nach Anspruch 1, dadurch gekennzeichnet, dass ein Kraftschluss des elektrischen Antriebs mit Führungen (16; 18, 21, 22) über einen Zahnriemen (26) vermittelt wird, der mehrere Laufräder (25) umgibt.
- Gefriertrocknungsanlage (1) nach Anspruch 2, dadurch gekennzeichnet, dass der Zahnriemen (26) zum Überfahren von Lücken in Segmenten der Führungen (16; 18, 21, 22) geeignet ist.
- Gefriertrocknungsanlage (1) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Auflagerung des Gefriertrocknungsanlagen-Schlittens (15) in Führungen (16) durch Laufräder (25) erfolgt, die durch einen Zahnriemen (26) untereinander in Verbindung stehen, wobei der Zahnriemen (26) zusätzlich eine Außenverzahnung aufweist, die mit einer entsprechenden Profilierung der Führungen (16; 18, 21, 22) in Eingriff bringbar ist.
- Gefriertrocknungsanlage (1) nach einem der Ansprüche 2 bis 4, dadurch gekennzeichnet, dass die Führungen (16; 18, 21, 22) in Längsrichtung segmentiert ausgebildet und relativ zueinander verschiebbar sind.
- Gefriertrocknungsanlage (1) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass ein Gehäuse (27) des Gefriertrocknungsanlagen-Schlittens (15) als hermetisch geschlossene wasserdichte Einheit ausgebildet ist.
- Gefriertrocknungsanlage (1) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Batterie über eine berührungslose Ladestation (28) aufladbar ist.
- Gefriertrocknungsanlage (1) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die berührungslose Ladestation (28) eine induktiv wirksame Ladestation ist.
- Gefriertrocknungsanlage (1) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Gefriertrocknungsanlagen-Schlitten (15) eine flach bauende, alle Komponenten des elektrischen Antriebs und dessen Steuerung aufnehmende Baueinheit ist, deren Bauhöhe höchstens derjenigen der Führungen (16) entspricht.
- Gefriertrocknungsanlage (1) nach einem der vorhergehenden Ansprüche, gekennzeichnet durch eine zur Steuerung des elektrischen Antriebs eingerichtete Funkstrecke zwischen dem elektrischen Antrieb und einer sich außerhalb einer Trocknungskammer (2) befindlichen Steuerungseinrichtung.
- Gefriertrocknungsanlage (1) nach einem der vorhergehenden Ansprüche dadurch gekennzeichnet, dass die Ladestation (28) in einer Grenzposition des batteriegespeisten elektrischen Antriebs angeordnet ist, die außerhalb einer Trocknungskammer (2) angeordnet ist und als Parkposition während des Trocknungsvorganges genutzt wird.
- Gefriertrocknungsanlage (1) nach Anspruch 11, dadurch gekennzeichnet, dass die Grenzposition ausgehend von der Trocknungskammer (2) jenseits eines Förderbandes (8) eingerichtet ist, wobei diese gleichzeitig auch zum Beladen genutzt wird.
- Gefriertrocknungsanlage (1) nach Anspruch 11, dadurch gekennzeichnet, dass die Grenzposition auf einer Ladebrücke (17) eingerichtet ist.
- Gefriertrocknungsanlage (1) nach einem der vorhergehenden Ansprüche, gekennzeichnet durch einen zweiten, eine Gegenhaltefunktion erfüllenden Schlitten, der in den Führungen (16, 18, 21, 22) aufgenommen ist.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102011117628.8A DE102011117628B4 (de) | 2011-11-04 | 2011-11-04 | Gefriertrockungsanlage mit einer Be- und Entladevorrichtung |
| EP12786840.4A EP2773913B1 (de) | 2011-11-04 | 2012-11-03 | Gefriertrocknungsanlage mit einer be- und entladevorrichtung |
| PCT/EP2012/004595 WO2013064266A1 (de) | 2011-11-04 | 2012-11-03 | Gefriertrocknungsanlage mit einer be- und entladevorrichtung |
Related Parent Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12786840.4A Division EP2773913B1 (de) | 2011-11-04 | 2012-11-03 | Gefriertrocknungsanlage mit einer be- und entladevorrichtung |
| EP12786840.4A Division-Into EP2773913B1 (de) | 2011-11-04 | 2012-11-03 | Gefriertrocknungsanlage mit einer be- und entladevorrichtung |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP3144618A1 EP3144618A1 (de) | 2017-03-22 |
| EP3144618B1 EP3144618B1 (de) | 2017-06-21 |
| EP3144618B2 true EP3144618B2 (de) | 2020-04-01 |
Family
ID=47178567
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16191639.0A Active EP3144618B2 (de) | 2011-11-04 | 2012-11-03 | Gefriertrocknungsanlage |
| EP12786840.4A Active EP2773913B1 (de) | 2011-11-04 | 2012-11-03 | Gefriertrocknungsanlage mit einer be- und entladevorrichtung |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12786840.4A Active EP2773913B1 (de) | 2011-11-04 | 2012-11-03 | Gefriertrocknungsanlage mit einer be- und entladevorrichtung |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US11236942B2 (de) |
| EP (2) | EP3144618B2 (de) |
| CN (1) | CN103857969B (de) |
| DE (2) | DE102011117628B4 (de) |
| ES (2) | ES2638237T5 (de) |
| WO (1) | WO2013064266A1 (de) |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL2003338C2 (en) * | 2009-08-07 | 2011-02-08 | Ima Life Srl | Method and assembly for handling containers in a freeze dryer. |
| CN104302996B (zh) * | 2012-03-14 | 2017-05-17 | I·M·A·工业机械自动装置股份公司 | 用于移动容器的装置 |
| ITMI20121275A1 (it) * | 2012-07-23 | 2014-01-24 | I M A Ind Macchine Automatic He S P A | Apparato di movimentazione di piani di carico per macchine liofilizzatrici |
| ITMI20130841A1 (it) * | 2013-05-23 | 2014-11-24 | I M A Ind Macchine Automatic He S P A | Dispositivo introduttore di flaconi |
| JP6173495B2 (ja) | 2013-05-29 | 2017-08-02 | ゲア・プロセス・エンジニアリング・アクティーゼルスカブ | トロリに収容されたトレイ内の製品の直列滅菌凍結乾燥を実現する方法、方法を実施するためのシステム、および方法の使用 |
| ITMI20131447A1 (it) * | 2013-09-04 | 2015-03-05 | I M A Ind Macchine Automatic He S P A | Macchina liofilizzatrice comprendente almeno un organo di guida per dispositivi di carico |
| ITUA20161823A1 (it) * | 2016-03-18 | 2017-09-18 | I M A Industria Macch Automatiche S P A In Sigla Ima S P A | Apparato per caricare e scaricare un liofilizzatore. |
| US11268759B2 (en) * | 2017-03-24 | 2022-03-08 | Azbil Corporation | Housing device |
| JP7110360B2 (ja) | 2017-10-09 | 2022-08-01 | テルモ ビーシーティー バイオテクノロジーズ,エルエルシー | 凍結乾燥方法 |
| EP3473959B1 (de) | 2017-10-20 | 2020-02-12 | Martin Christ Gefriertrocknungsanlagen GmbH | Verfahren zur druckbasierten ermittlung eines produktparameters in einem gefriertrockner, gefriertrockner und softwareprodukt |
| ES2787019T3 (es) | 2017-12-15 | 2020-10-14 | Martin Christ Gefriertrocknungsanlagen Gmbh | Liofilizador, instalación de liofilización, procedimiento de funcionamiento un liofilizador y nuevo uso de un carro |
| CN113597532B (zh) * | 2019-03-14 | 2023-02-17 | 泰尔茂比司特生物技术有限公司 | 冻干容器填充固定装置、系统及使用方法 |
| CN110159721A (zh) * | 2019-06-04 | 2019-08-23 | 深圳市时代高科技设备股份有限公司 | 传动机构及粉体干燥加热炉 |
| CN110220370B (zh) * | 2019-06-26 | 2023-11-17 | 东莞市德瑞精密设备有限公司 | 货架式锂电池烘烤设备 |
| CN111219978B (zh) * | 2020-03-18 | 2024-09-03 | 无锡先导智能装备股份有限公司 | 中转装置及烘干设备 |
| CN113803984B (zh) * | 2021-08-16 | 2023-02-17 | 上海奥星制药技术装备有限公司 | 一种原料药自动进出料装置 |
| CN114294929B (zh) * | 2022-01-14 | 2023-03-10 | 深圳市信亿德科技有限公司 | 一种具有升降机构的快速均匀烘烤的工业用烤箱 |
| DE102022103429B3 (de) | 2022-02-14 | 2023-05-04 | Martin Christ Gefriertrocknungsanlagen Gmbh | Be- und Entladeeinrichtung für einen Gefriertrockner, Verfahren und Gefriertrocknungsanlage |
| CN116812474A (zh) * | 2023-07-06 | 2023-09-29 | 浙江同景冻干科技有限公司 | 一种冻干自动输送系统 |
| CN117589670B (zh) * | 2024-01-18 | 2024-04-09 | 江苏永成汽车零部件股份有限公司 | 用于汽车门饰板的喷漆表面质量检测系统 |
| CN118776262B (zh) * | 2024-09-12 | 2024-11-19 | 赣州职业技术学院 | 一种宠物饲料自动冻干设备 |
| CN119845009B (zh) * | 2025-03-24 | 2025-05-27 | 山西晋享印刷包装有限公司 | 一种纸浆模塑烘干加热装置 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4781067A (en) † | 1987-04-30 | 1988-11-01 | Sonoscan, Inc. | Balanced scanning mechanism |
| US5014583A (en) † | 1989-08-29 | 1991-05-14 | Webb William J | Push feed system for a saw |
| US20010045785A1 (en) † | 1998-02-10 | 2001-11-29 | Light Sciences Corporation | Contactless energy transfer apparatus |
| US20040194655A1 (en) † | 2003-04-04 | 2004-10-07 | Insana Samuel P. | Carriage assembly for positioning railroad cars |
| US20060016094A1 (en) † | 2004-07-22 | 2006-01-26 | Telstar, S.A. | Device for loading and unloading containers |
| US20090025251A1 (en) † | 2007-07-23 | 2009-01-29 | Accurro Gmbh | Apparatus for loading and unloading a tray of a freeze drying plant and method thereof |
| US20100070108A1 (en) † | 2008-09-18 | 2010-03-18 | Hubert Kluetsch | Transfer means for a freeze drying plant |
| WO2011015453A1 (en) † | 2009-08-07 | 2011-02-10 | Ima Life S.R.L. | Method and assembly for handling containers in a freeze dryer |
| US20110088328A1 (en) † | 2008-09-10 | 2011-04-21 | Sommer Antriebs- Und Funktechnik Gmbh | Operating mechanism for parking brake |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE9001612U1 (de) * | 1989-04-07 | 1990-04-19 | Finn-Aqua Santasalo-Sohlberg GmbH, 50354 Hürth | Vorrichtung zum Beschicken und Entladen einer Gefriertrocknungseinrichtung |
| DE10307571A1 (de) | 2003-02-22 | 2004-09-02 | Steris Gmbh | Einrichtung mit einer Stellfläche |
| EA008205B1 (ru) | 2003-08-25 | 2007-04-27 | Джеффри А. Спрей | Расширяемые трубные изделия для использования в геологических структурах, способы расширения трубных изделий и способы их изготовления |
| GB0413117D0 (en) * | 2004-06-11 | 2004-07-14 | Boc Group Plc | Freeze dryer |
| GB0413115D0 (en) | 2004-06-11 | 2004-07-14 | Boc Group Plc | Freeze dryer |
| JP2006226633A (ja) * | 2005-02-18 | 2006-08-31 | Kyowa Shinku Gijutsu Kk | 凍結乾燥機における小容器のローディング方法とローディング装置 |
| ES2422210T3 (es) * | 2006-07-18 | 2013-09-09 | Telstar Technologies S L U | Aparato para mover recipientes |
| FR2918653A1 (fr) * | 2007-07-13 | 2009-01-16 | Usifroid Sa Sa | Dispositif de dechargement d'une armoire de traitement de produits |
| DE102009049142B4 (de) | 2009-10-12 | 2013-06-27 | Martin Christ Gefriertrocknungsanlagen Gmbh | Be- und Entladevorrichtung für eine Gefriertrocknungsanlage |
-
2011
- 2011-11-04 DE DE102011117628.8A patent/DE102011117628B4/de not_active Expired - Fee Related
-
2012
- 2012-11-03 EP EP16191639.0A patent/EP3144618B2/de active Active
- 2012-11-03 DE DE202012013409.4U patent/DE202012013409U1/de not_active Expired - Lifetime
- 2012-11-03 ES ES16191639T patent/ES2638237T5/es active Active
- 2012-11-03 US US14/345,913 patent/US11236942B2/en active Active
- 2012-11-03 EP EP12786840.4A patent/EP2773913B1/de active Active
- 2012-11-03 CN CN201280046823.7A patent/CN103857969B/zh active Active
- 2012-11-03 ES ES12786840.4T patent/ES2624146T3/es active Active
- 2012-11-03 WO PCT/EP2012/004595 patent/WO2013064266A1/de not_active Ceased
-
2016
- 2016-10-21 US US15/299,803 patent/US11236943B2/en active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4781067A (en) † | 1987-04-30 | 1988-11-01 | Sonoscan, Inc. | Balanced scanning mechanism |
| US5014583A (en) † | 1989-08-29 | 1991-05-14 | Webb William J | Push feed system for a saw |
| US20010045785A1 (en) † | 1998-02-10 | 2001-11-29 | Light Sciences Corporation | Contactless energy transfer apparatus |
| US20040194655A1 (en) † | 2003-04-04 | 2004-10-07 | Insana Samuel P. | Carriage assembly for positioning railroad cars |
| US20060016094A1 (en) † | 2004-07-22 | 2006-01-26 | Telstar, S.A. | Device for loading and unloading containers |
| US20090025251A1 (en) † | 2007-07-23 | 2009-01-29 | Accurro Gmbh | Apparatus for loading and unloading a tray of a freeze drying plant and method thereof |
| US20110088328A1 (en) † | 2008-09-10 | 2011-04-21 | Sommer Antriebs- Und Funktechnik Gmbh | Operating mechanism for parking brake |
| US20100070108A1 (en) † | 2008-09-18 | 2010-03-18 | Hubert Kluetsch | Transfer means for a freeze drying plant |
| WO2011015453A1 (en) † | 2009-08-07 | 2011-02-10 | Ima Life S.R.L. | Method and assembly for handling containers in a freeze dryer |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102011117628B4 (de) | 2015-10-22 |
| US11236942B2 (en) | 2022-02-01 |
| ES2638237T5 (es) | 2021-01-18 |
| EP3144618A1 (de) | 2017-03-22 |
| EP3144618B1 (de) | 2017-06-21 |
| CN103857969B (zh) | 2016-03-09 |
| EP2773913B1 (de) | 2017-03-01 |
| DE202012013409U1 (de) | 2016-11-09 |
| ES2638237T3 (es) | 2017-10-19 |
| EP2773913A1 (de) | 2014-09-10 |
| DE102011117628A1 (de) | 2013-05-08 |
| US20170059246A1 (en) | 2017-03-02 |
| CN103857969A (zh) | 2014-06-11 |
| US11236943B2 (en) | 2022-02-01 |
| US20140230265A1 (en) | 2014-08-21 |
| ES2624146T3 (es) | 2017-07-13 |
| WO2013064266A1 (de) | 2013-05-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3144618B2 (de) | Gefriertrocknungsanlage | |
| DE3320848C2 (de) | ||
| EP2613995B2 (de) | Anlage zur oberflächenbehandlung von fahrzeugkarosserien | |
| EP2488808B1 (de) | Be- und entladevorrichtung für eine gefriertrocknungsanlage | |
| EP1321386B1 (de) | Umlauf-Lagersystem | |
| DE102010047744A1 (de) | Be- und Entladevorrichtung für eine Gefriertrocknungsanlage | |
| EP0359014A2 (de) | Vorrichtung für den Abtransport von Spritzteilen aus einer Kunststoff-Spritzgiessmachine | |
| EP3499160B1 (de) | Gefriertrockner, gefriertrocknungsanlage, verfahren zum betrieb eines gefriertrockners und neue verwendung eines schlittens | |
| EP0098573B1 (de) | Werkstück-Beschickungseinrichtung | |
| DE102009000750B4 (de) | Druckformzuführung und ein Verfahren zum Transport zumindest einer Druckform | |
| EP2707664B1 (de) | Vorrichtung und verfahren zum trocknen von werkstücken | |
| EP0246398A2 (de) | Giessformwechseleinrichtung an einer Gruppe von Kunststoff-Spritzgiessmaschinen | |
| WO1995025688A1 (de) | Verfahren und anlage zum sortieren von zuschnitten | |
| EP1837295B1 (de) | Vorrichtung mit Lagerplätzen, insbesondere zur Aufnahme von Werkstückträgern, sowie System mit einem Förderband und einer Vorrichtung zur Aufnahme von Werkstückträgern | |
| DE102005046821A1 (de) | Horizontal-Umlauflagersystem | |
| DE2409725C3 (de) | Gefrieranlage | |
| DE1286964B (de) | Vorrichtung zum Verschieben stapelweise auf Paletten zu transportierender Kisten od. dgl. | |
| EP4059850A1 (de) | Füllvorrichtung für einen tuben-speicher einer verpackungsmaschine und verfahren zum füllen eines tuben-speichers | |
| EP0890880B1 (de) | Vorrichtung zur Bearbeitung von Druckplatten | |
| DE4435993C2 (de) | Verwendung einer Vorrichtung zum Be- und Entladen eines Brenntischaufbaus mit Brenngut | |
| DE2222599C3 (de) | Vorrichtung zum selbsttätigen Beladen eines Hordenwagens | |
| DE102013003840B4 (de) | Verschiebeplattform | |
| DE2551448A1 (de) | Palettiervorrichtung | |
| DE2330203A1 (de) | Vorrichtung zum foerdern von lackierten gegenstaenden durch eine trocknungsanlage | |
| DE2229108B2 (de) | Einrichtung zum lagenweisen stapeln von gegenstaenden, insbesondere von ziegelsteinen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 2773913 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| 17P | Request for examination filed |
Effective date: 20170224 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20170420 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: CHRIST, MARTIN |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 2773913 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 903342 Country of ref document: AT Kind code of ref document: T Effective date: 20170715 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502012010622 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2638237 Country of ref document: ES Kind code of ref document: T3 Effective date: 20171019 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170621 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170621 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170922 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170921 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170621 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170621 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170621 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170621 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170921 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170621 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170621 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170621 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171021 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170621 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170621 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502012010622 Country of ref document: DE |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: MOLNIA, DAVID Effective date: 20180320 Opponent name: I.M.A. INDUSTRIA MACCHINE AUTOMATICHE SPA Effective date: 20180321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170621 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170621 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171130 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170621 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171103 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20171130 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170621 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171130 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 903342 Country of ref document: AT Kind code of ref document: T Effective date: 20171103 |
|
| PLBP | Opposition withdrawn |
Free format text: ORIGINAL CODE: 0009264 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20121103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170621 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170621 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170621 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170621 |
|
| 27A | Patent maintained in amended form |
Effective date: 20200401 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 502012010622 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170621 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170621 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: DC2A Ref document number: 2638237 Country of ref document: ES Kind code of ref document: T5 Effective date: 20210118 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230529 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20241120 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20241121 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20241120 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250819 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20251128 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20251216 Year of fee payment: 14 |