EP3127614B2 - Walzenstuhl mit schneiden-schneiden-betriebsart und rücken-rücken-betriebsart - Google Patents
Walzenstuhl mit schneiden-schneiden-betriebsart und rücken-rücken-betriebsart Download PDFInfo
- Publication number
- EP3127614B2 EP3127614B2 EP16182798.5A EP16182798A EP3127614B2 EP 3127614 B2 EP3127614 B2 EP 3127614B2 EP 16182798 A EP16182798 A EP 16182798A EP 3127614 B2 EP3127614 B2 EP 3127614B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- roller
- roll
- corrugating
- electric machine
- frame according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C4/00—Crushing or disintegrating by roller mills
- B02C4/02—Crushing or disintegrating by roller mills with two or more rollers
- B02C4/08—Crushing or disintegrating by roller mills with two or more rollers with co-operating corrugated or toothed crushing-rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C4/00—Crushing or disintegrating by roller mills
- B02C4/28—Details
- B02C4/42—Driving mechanisms; Roller speed control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C9/00—Other milling methods or mills specially adapted for grain
- B02C9/02—Cutting or splitting grain
Definitions
- the invention relates to a roller mill according to the preamble of claim 1.
- a roller mill was already in use for training purposes in the commercial school Im Hoppenlau in Stuttgart before the priority date of the present application.
- roller mills are used in mills for grinding ground material of vegetable origin, for example for grinding grain (for example wheat, barley, rye, oats, spelled) or other products (for example maize, cassava, cocoa beans, coffee beans, nuts).
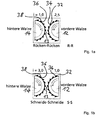
- a back-to-back and a cut-to-cut operating mode (RR and SS operating mode, respectively) are described with reference to FIG Figure 1a and Figure 1b briefly explained below.
- a first roller (front roller) 12 and a second roller (rear roller) 14 are each rotatably mounted about their axis of rotation, the two axes of rotation running parallel to each other and between the two rollers 12, 14 a gap 13 for receiving the ground material.
- the circumferential surface of the front roller 12 is provided with a plurality of elevations (corrugations), each corrugation having a cutting surface (corrugating blade) 32 and a back surface (corrugated back) 34.
- the corrugated ridges are each aligned approximately tangentially to the outer surface of the front roller 12.
- the corrugated cutting edges 32 are approximately perpendicular to the jacket surface of the front roller 12. The same applies accordingly to the corrugating cutting edges 36 and the corrugated back 38 of the rear roller 14.
- the two rollers are driven so that they rotate at opposite speeds. This has the effect that the corrugation of the front roller 12 and the corrugation of the rear roller 14 in the region of the gap 13 move in the transport direction of the ground material (for example from top to bottom).
- the front roller is that roller in which the rear surface of each corrugation, viewed in the direction of movement of the respective corrugation, is in front of the cutting surface of the respective corrugation. That is, in the case of the front roller, the rear surface and then the cutting surface of the corrugation always enter the gap 13 first. In other words, in the front roller, the back surface of a corrugation is forward in the direction of movement and the cutting surface of the corrugation is behind. In the case of the rear roller, on the other hand, the cutting surface of a corrugation is in the front in the direction of movement and the rear surface of the corrugation is behind. In other words: the corrugated cutting edges 32 of the front roller 12 are each facing backwards, while the corrugating cutting edges 36 of the rear roller 14 are each facing forward.
- a change from an RR mode to an SS mode can in principle be achieved in two different ways.
- One possibility is to make the rear roller 14 rotate faster than the front roller 14 in the SS mode.
- Such a change in the speeds is generally not easy to achieve in the roller mills customary today, since the front and rear rollers are controlled by a common motor a common transmission can be driven.
- the transmission usually has little or no setting options.
- the speed ratio between the rear and front rollers is fixed.
- the change from RR to SS mode succeeds in that the two rollers 12, 14 are removed from their respective bearings with the motor at a standstill, then rotated 180 ° about their respective suitable transverse axis and in this rotated position back into their respective storage used to be stored.
- the front roller 12 thus becomes the new rear roller 12 and the rear roller 14 becomes the new front roller 14.
- the US 8,113,447 B1 relates to a process for grinding grain, but it also shows a roller frame, with all four possible operating modes (cutting-cutting, cutting-back, back-cutting, back-back) being possible for the process.
- all four possible operating modes cutting-cutting, cutting-back, back-cutting, back-back
- a method and not Regarding roller mill it cannot be deduced from the naming of the four possible operating modes that one and the same roller mill should control the respective operating modes.
- it is about optimizing the speed difference to maximize the oil yield achieved by the method, whereby it is stated that a maximum oil yield is obtained when the speed difference is in the range of 1.1: 1 and 1.4: 1 and in particular 1 , 3: 1.
- the US 8,480,019 B1 relates to a roller for use in processing grain. It also discloses a corresponding arrangement with two rollers (see there Figure 2 ).
- the cutting-cutting or spine-spine operating modes are not discussed in more detail there. It is only stated that one roller should rotate between 10 and 200% faster than the other roller. For those in there Figure 2 The arrangement shown, this means that it remains within the stated range in any case with back-to-back operation if the left roller is the faster roller. Accordingly, it remains with the cutting-cutting operation if the right roller is the faster.
- the WO 2009/067828 A1 discloses a roller mill which can optionally be equipped with corrugated rollers. It is stated, among other things, that the speed of the first grinding roller and the speed of the second grinding roller can be set independently of one another.
- the above-mentioned roller mill in the commercial school Im Hoppenlau in Stuttgart already provides that the change during operation by changing the speed of the first corrugated roller and / or the speed of the second corrugated roller is changed.
- the drive mechanism of the roller frame is designed so that the speed of the first corrugating roller and / or the speed of the second corrugating roller is possible during operation, that is, while both rollers are rotating normally. There is thus no need to stop the rollers and turn them by 180 ° in order to switch from S-S mode to R-R mode or vice versa.
- the invention is based on the object of lowering the manufacturing and operating costs of the roller mill without restricting functionality.
- the invention provides that the first electrical machine and the second electrical machine have different power ratings. For example, for many applications (for example grinding grain) it can be sufficient if the electrical machine for driving the rear roller has a lower rated power than the electrical machine for driving the front roller. Since motors with a lower nominal power are more cost-effective than comparable motors with a higher nominal power, the manufacturing costs can be reduced. Furthermore, the energy consumption of motors with a lower rated power is lower, so that there is also a reduction in operating costs.
- the ratio of the rated powers of the two electrical machines can be in the range between 1: 1.2 and 1: 5, for example. It is preferably in the range from 1: 2 to 1: 4. This achieves a good compromise between manufacturing costs on the one hand and versatility in use on the other.
- the electrical machine that drives the front corrugated roller has the higher nominal power.
- R-R mode the front roller is the faster of the two corrugated rollers.
- S-S mode the rear roller is the faster, but even in S-S mode, relatively low power is sufficient to drive the rear roller, since relatively low speeds are typically selected in S-S mode.
- a first frequency converter is assigned to the first electrical machine and a second frequency converter is assigned to the second electrical machine.
- the first electrical machine can be connected to an electrical voltage source via the first frequency converter.
- the second electrical machine can be connected to a second voltage source via the second frequency converter.
- the first and second electrical machines are preferably each connected to the same voltage source, for example to a private or public power grid, via the respective frequency converter.
- the voltage source can be an AC voltage source or a DC voltage source.
- the frequency of the voltage supplied by the AC voltage source can be between 20 Hz and 100 Hz, for example.
- Power supply networks generally supply an alternating voltage with an effective voltage of 110 V (for example in the USA) or 220 V (for example in Europe);
- the first and second frequency converters are advantageously suitable for connection to such an alternating voltage network.
- the Control by controlling the first or second frequency converter, the Control the output frequency of the frequency converter concerned and thus the speed of the first or second electrical machine.
- the speed of the first or second electrical machine is identical to the frequency of the output voltage (output frequency) of the first or second frequency converter.
- a first or a second control unit can be provided to control the first or second frequency converter.
- the frequency of the output voltage of the first or second frequency converter can be set by means of the first or second control unit.
- the first and second control units preferably have an operating unit, for example in the form of a rotary knob, for setting the desired output frequency.
- the first and the second control unit can have a common housing.
- one of the two electrical machines is operated as a motor and the other as a generator.
- This case can occur if the faster of the two rollers drives the slower one by frictional engagement and / or frictional engagement via the grist between the two rollers so strongly that the slower roller supplies a net electrical power that can be fed into the power grid or directly back into the electric machine of the faster roller flows.
- the case can also arise that the slower roller is driven partly via the electrical machine assigned to it and partly via frictional engagement and / or frictional engagement with the faster roller.
- the energy generated by the electrical machine operated as a generator is at least partially used to drive the electrical machine operated as a motor.
- This can be implemented, for example, in that the first electrical machine and the second electrical machine are coupled to one another via a power coupler.
- the first corrugated roller and the second corrugated roller have the same roller diameter. This means that the roller mill is equally suitable for both the RR mode and the SS mode.
- the first and the second corrugated roller are preferably identical in construction. This simplifies the manufacture, maintenance and, if necessary, repair of the roller frame.
- the ratio of the speed of the first roller and the speed of the second roller can be varied in the range of 7: 1 and 1: 4.5. This area is considered to be sufficiently large to meet the current requirements with regard to different grist and different required properties of the meal or flour produced.
- a stepless change in a differential speed and a corrugating action number can be brought about.
- a continuously adjustable first or second operating unit is provided for setting the speed of the first corrugating roller and / or for setting the speed of the second corrugating roller.
- FIG 2 shows schematically an example of a roller frame 10 with a first corrugated roller (first roller) 12 and a second corrugated roller (second roller) 14.
- the first roller 12 has a multiplicity of first corrugated blades 32 and first corrugated ridges 34.
- the second roller 14 has a plurality of second corrugated cutting edges 36 and second corrugated ridges 38.
- the roller mill 10 is designed to be operated either in a cutting-edge operating mode or in a back-and-back operating mode. In In the SS mode, the first cutting edges 32 and the second cutting edges 36 are brought closer to one another. In the RR mode of operation, the first ridges 34 and the second ridges 38 are brought closer to one another.
- a change between the SS operating mode and the RR operating mode can take place during ongoing operation by changing the speed of the first roller 12 and / or by changing the speed of the second roller 14.
- the first roller 12 operated as the front roller and the second roller 14 as the rear roller.
- the roller mill 10 comprises a first electrical machine 16 and a second electrical machine 18.
- the first roller 12 is mechanically and / or electromagnetically coupled or can be coupled to the first electrical machine 16, so that the first electrical machine generates a torque (in the example parallel to Y-axis, which is perpendicular to the plane of the drawing) can exert on the first roller 12 in order to cause a rotation of the first roller 12 about its axis of rotation (in the example parallel to the Y-axis).
- the second electrical machine 18 is mechanically or electromagnetically coupled or can be coupled to the second roller 14 and is thus able to exert a torque (in the example parallel to the Y-axis) on the second roller 14 in order to rotate the second roller 14 about it To cause rotation axis (in the example parallel to the Y-axis).
- the first roller 12 and the second roller 14 are operated in opposite directions. That is, the rotation speed vector of the second roller 14 is opposite to the rotation speed vector of the first roller 12.
- the rotational speed vector of the first roller 12 points against the Y direction (out of the plane of the drawing), while the rotational speed vector of the second roller 14 points in the positive Y direction (into the plane of the drawing).
- the two electrical machines 16, 18 can each be an alternating current, a three-phase or a direct current motor, for example.
- the maximum power (or the nominal power) of the first electric machine 16 is higher than the maximum power or the nominal power of the second electric machine 18.
- the maximum speed or the nominal speed of the first electric machine 16 is higher than the maximum speed or the nominal speed of the second electrical machine 18.
- the maximum power and / or the maximum speed of the first machine 16 is usually required in the RR mode.
- the maximum power and / or the maximum speed of the second electrical machine 18 is usually required in SS mode and is less than the maximum power or speed required by the first machine 16.
- the first electrical machine 16 has a nominal power of 7.5 kW and a maximum speed of 1000 revolutions per minute
- the second electrical machine 18 has a nominal power of 2.2 kW and a maximum speed of 200 revolutions per minute.
- the first electrical machine 16 is connected or can be connected to a voltage source 26, for example an alternating current source, via a first frequency converter 20.
- the second electrical machine 18 is connected or can be connected to the voltage source 26 via a second frequency converter 22.
- the voltage source 26 can, for example, be a connection point to an extensive power supply network.
- the voltage source 26 can provide an alternating voltage of 220 V and 50 Hz, for example.
- Each of the two frequency converters 20, 22 uses the input voltage applied to its voltage input (for example the supply voltage supplied by the voltage source 26) to provide an output voltage with a suitable voltage output (which is connected to the first or second electrical machine 16, 18) To generate effective value and suitable frequency.
- the first frequency converter 20 thus supplies the first electrical machine 16 with an alternating voltage with a first frequency F1.
- the second frequency converter 22 supplies the second electrical machine 18 with an alternating voltage with a second frequency F2.
- the roller mill 10 further comprises a first control unit 40 for setting the output frequency F1 generated by the first frequency converter 20 and a second control unit 42 for setting the output frequency F2 generated by the second frequency converter 22.
- the first control unit 40 and the second control unit 42 can each be coupled mechanically, electrically, electromagnetically or electromechanically to the corresponding first or second frequency converter 20, 22.
- the two control units 40, 42 can each have a user and / or a computer interface 44 or 46 in order to enable a user or computer to set the output frequencies F1 and F2 of the frequency converters 20, 22.
- the first frequency converter 20 and the first electrical machine 16 connected to it have a transmission ratio of 1: 1.
- the output voltage of the first frequency converter 20 with frequency F1 generates a corresponding rotation of the first roller 12 with the same frequency, that is to say rotational speed, F1.
- the control units 40, 42 set the speeds D1 and D2 of the first and second rollers 12, 14 individually, in particular during operation, that is, while the rollers 12, 14 are rotating and while they are being supplied with energy by the frequency converters 20, 22. In particular, it is possible in this way to change from an SS mode (in which D2> D1) to an RR mode (in which D1> D2) and vice versa during operation.
- the faster rotating roller transfers energy to the ground material (e.g. grain) through mechanical contact with the slower rotating roller slower roller and thus partially or even completely drives it.
- the electric machine of the slower roller acts as an electric generator.
- the electrical machine acting as a generator (either the first electrical machine 16 or the second electrical machine 18) then supplies electrical energy to the frequency converter (20 or 22) connected to it. In a simple embodiment (not shown), this energy flows at least largely back into the voltage source 26, for example into a power supply network.
- a power coupler 24 is provided, which electrically couples the two frequency converters 20, 22 to one another and thus returns the generated electrical energy to the frequency converter (20 or 22) of the faster rotating roller (12 or 14).
- the voltage source 26 is thus relieved.
- a suitable power coupler is offered by the company Eaton (formerly Moeller), for example. When using the power coupler 24, the speeds of the two rollers 12, 14 can be changed almost arbitrarily and independently of one another, without any major loss of energy.
- the rollers 12, 14 are driven by the respective electrical machine 16 or 18 via a first gear 17 or a second gear 19.
- the two transmissions 17 and 19 can each be a transmission with a fixed (that is, non-adjustable) transmission ratio, since the speeds of the first and second electrical machines 16, 18 can be varied. Manual transmissions can be dispensed with without any significant disadvantages.
- FIG. 10 illustrates a method 200 of operating a rolling mill, for example, rolling mill 10 of FIG Figure 2 .
- the roller mill is operated in an RR mode. That is, the front roller rotates faster than the rear roller (D1 ⁇ D2).
- the speed D1 of the front roller is reduced and the speed D2 of the rear roller is increased. This can be done during operation by reducing the speed of the first electrical machine and increasing the speed of the second electrical machine.
- the rear roller rotates faster than the front roller. That is, D1 ⁇ D2.
- the rolling mill is now operated in an SS mode.
- phase 208 the speed D1 of the first roller is increased again and the speed D2 of the second roller is reduced again. During operation, this is achieved similarly to phase 204 by increasing the speed of the first electrical machine and reducing the speed of the second electrical machine.
- the rolling mill is now in an RR mode again.
Landscapes
- Engineering & Computer Science (AREA)
- Food Science & Technology (AREA)
- Control Of Multiple Motors (AREA)
- Crushing And Grinding (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Description
- Die Erfindung betrifft einen Walzenstuhl gemäß dem Oberbegriff des Anspruchs 1. Ein derartiger Walzenstuhl war bereits vor dem Prioritätstag der vorliegenden Anmeldung zu Ausbildungszwecken in der gewerblichen Schule Im Hoppenlau in Stuttgart im Einsatz.
- Derartige Walzenstühle werden in Mühlen zum Mahlen von Mahlgut pflanzlichen Ursprungs verwendet, zum Beispiel zum Mahlen von Getreide (zum Beispiel Weizen, Gerste, Roggen, Hafer, Dinkel) oder anderer Erzeugnisse (zum Beispiel Mais, Maniok, Kakaobohnen, Kaffeebohnen, Nüsse). Ein Rücken-Rücken- und ein Schneide-Schneide-Betriebsmodus (R-R- beziehungsweise S-S-Betriebsmodus) werden unter Bezugnahme auf
Figur 1a und Figur 1b nachfolgend kurz erläutert. Eine erste Walze (vordere Walze) 12 und eine zweite Walze (hintere Walze) 14 sind jeweils um ihre Drehachse drehbar gelagert, wobei die beiden Drehachsen parallel zueinander verlaufen und zwischen den beiden Walzen 12, 14 ein Spalt 13 zur Aufnahme des Mahlguts besteht. Die Mantelfläche der vorderen Walze 12 ist mit einer Vielzahl von Erhebungen (Riffeln) versehen, wobei jeder Riffel eine Schneidfläche (Riffelschneide) 32 und eine Rückenfläche (Riffelrücken) 34 aufweist. Die Riffelrücken sind jeweils ungefähr tangential zur Mantelfläche der vorderen Walze 12 ausgerichtet. Die Riffelschneiden 32 stehen hingegen ungefähr senkrecht auf der Manteloberfläche der vorderen Walze 12. Dasselbe gilt entsprechend für die Riffelschneiden 36 und die Riffelrücken 38 der hinteren Walze 14. Die beiden Walzen werden so angetrieben, dass sie mit einander entgegengesetzten Drehgeschwindigkeiten rotieren. Dies hat den Effekt, dass sich die Riffel der vorderen Walze 12 und die Riffel der hinteren Walze 14 im Bereich des Spalts 13 in der Transportrichtung des Mahlguts (zum Beispiel von oben nach unten) bewegen. Bei dem inFigur 1a dargestellten R-R-Modus rotiert die vordere Walze 12 schneller (zum Beispiel um den Faktor 2,5 schneller) als die hintere Walze 14. Damit nähern sich stets zwei einander zugewandte Riffelrücken 34, 38 der vorderen und der hinteren Walze 12, 14 einander beim Einlaufen in den Spalt 13 an, während sich zwei einander zugewandte Riffelschneiden 32, 36 im Bereich des Spalts 13 voneinander entfernen (sieheFigur 1a ). In einem S-S-Modus hingegen nähern sich im Bereich des Spalts 13 zwei einander zugewandte Riffelschneiden 32, 36 der vorderen Walze 12 und der hinteren Walze 14 einander an, während zwei sich einander zugewandte Riffelrücken 34, 38 voneinander entfernen (sieheFigur 1b ). - Als vordere Walze wird diejenige Walze bezeichnet, bei der die Rückfläche eines jeden Riffels in Bewegungsrichtung des betreffenden Riffels betrachtet der Schneidfläche des betreffenden Riffels vorgelagert ist. Das heißt, bei der vorderen Walze tritt stets zunächst die Rückfläche und dann die Schneidfläche des Riffels in den Spalt 13 ein. In anderen Worten liegt bei der vorderen Walze die Rückfläche eines Riffels in Bewegungsrichtung vorn und die Schneidfläche des Riffels liegt hinten. Bei der hinteren Walze hingegen liegt die Schneidfläche eines Riffels in Bewegungsrichtung vorn und die Rückfläche des Riffels liegt hinten. In anderen Worten: die Riffelschneiden 32 der vorderen Walze 12 sind jeweils nach hinten gewandt, während die Riffelschneiden 36 der hinteren Walze 14 jeweils nach vorne gewandt sind.
- Ein Wechsel von einem R-R-Modus in einen S-S-Modus lässt sich prinzipiell auf zwei unterschiedliche Weisen erreichen. Eine Möglichkeit besteht darin, dafür zu sorgen, dass sich die hintere Walze 14 im S-S-Modus schneller als die vordere Walze 14 dreht. Dies ist in
Figur 1b veranschaulicht, wo sich die hintere Walze 14 zum Beispiel dreimal so schnell dreht wie die vordere Walze 12. Eine derartige Änderung der Drehzahlen ist bei heute üblichen Walzenstühlen in der Regel nicht einfach zu bewerkstelligen, da die vordere und die hintere Walze von einem gemeinsamen Motor über ein gemeinsames Getriebe angetrieben werden. Das Getriebe weist in der Regel keine oder nur wenige Einstellmöglichkeiten auf. Typischerweise ist das Drehzahlverhältnis zwischen der hinteren und der vorderen Walze fest. In einem solchen Fall gelingt der Wechsel vom R-R- in den S-S-Modus, indem die beiden Walzen 12, 14 bei stillstehendem Motor aus ihrer jeweiligen Lagerung genommen, dann um 180° um ihre jeweilige geeignete Querachse gedreht und in dieser gedrehten Stellung wieder in ihre jeweilige Lagerung eingesetzt gelagert werden. Damit wird aus der vorderen Walze 12 die neue hintere Walze 12 und aus der hinteren Walze 14 wird die neue vordere Walze 14. - Die
US 8,113,447 B1 betrifft zwar an sich ein Verfahren zum Mahlen von Korn, sie zeigt aber auch einen Walzenstuhl, wobei alle vier möglichen Betriebsarten (Schneiden-Schneiden, Schneiden-Rücken, Rücken-Schneiden, Rücken-Rücken) für das Verfahren in Frage kommen. Da diese Druckschrift jedoch, wie erwähnt, ein Verfahren und keinen Walzenstuhl betrifft, kann aus der Nennung der vier möglichen Betriebsarten nicht abgeleitet werden, dass ein und derselbe Walzenstuhl die jeweiligen Betriebsarten beherrschen soll. Letztlich geht es dort um die Optimierung der Drehzahldifferenz zur Maximierung der durch das Verfahren erzielten Ölausbeute, wobei angegeben ist, dass man eine maximale Ölausbeute erhält, wenn die Drehzahldifferenz im Bereich von 1,1:1 und 1,4:1 liegt und insbesondere 1,3:1 beträgt. - Die
US 8,480,019 B1 betrifft eine Walze zur Verwendung bei der Bearbeitung von Korn. Sie offenbart auch eine entsprechende Anordnung mit zwei Walzen (siehe dortigeFigur 2 ). Auf die Betriebsarten Schneiden-Schneiden beziehungsweise Rücken-Rücken wird dort aber nicht näher eingegangen. Es ist lediglich angegeben, dass sich die eine Walze zwischen 10 und 200 % schneller als die andere Walze drehen soll. Für die in der dortigenFigur 2 gezeigte Anordnung bedeutet dies, dass es innerhalb des genannten Bereiches in jedem Fall beim Rücken-Rücken-Betrieb bleibt, wenn die linke Walze die schnellere Walze ist. Entsprechend bleibt es beim Schneiden-Schneiden-Betrieb, wenn die rechte Walze die schnellere ist. - Die
WO 2009/067828 A1 offenbart einen Walzenstuhl, der gegebenenfalls mit Riffelwalzen ausgestattet sein kann. Dabei ist unter anderem angegeben, dass die Drehzahl der ersten Mahlwalze und die Drehzahl der zweiten Mahlwalze unabhängig voneinander einstellbar sein können. - Um einen komfortablen und schnellen Wechsel zwischen dem S-S-Modus und dem R-R-Modus zu erlauben, ist bei dem eingangs erwähnten Walzenstuhl in der gewerblichen Schule Im Hoppenlau in Stuttgart bereits vorgesehen, dass der Wechsel im laufenden Betrieb durch eine Veränderung der Drehzahl der ersten Riffelwalze und/oder eine Veränderung der Drehzahl der zweiten Riffelwalze erfolgt. In anderen Worten wird der Antriebsmechanismus des Walzenstuhls so gestaltet, dass die Drehzahl der ersten Riffelwalze und/oder die Drehzahl der zweiten Riffelwalze im laufenden Betrieb, das heißt, während sich beide Walzen normal drehen, möglich ist. Es entfällt somit das Erfordernis, die Walzen anzuhalten und um 180° zu drehen, um vom S-S-Modus in den R-R-Modus oder umgekehrt zu schalten.
- Davon ausgehend liegt der Erfindung die Aufgabe zugrunde, die Herstellungs- und Betriebskosten des Walzenstuhls ohne Einschränkungen der Funktionalität zu senken. Zur Lösung dieser Aufgabe ist erfindungsgemäß vorgesehen, dass die erste elektrische Maschine und die zweite elektrische Maschine unterschiedliche Nennleistungen aufweisen. Zum Beispiel kann es für viele Anwendungen (zum Beispiel Mahlen von Getreide) genügen, wenn die elektrische Maschine zum Antreiben der hinteren Walze eine geringere Nennleistung aufweist als die elektrische Maschine zum Antreiben der vorderen Walze. Da Motoren mit geringerer Nennleistung kostengünstiger sind als vergleichbare Motoren mit höherer Nennleistung, lassen sich somit die Herstellungskosten senken. Weiterhin ist der Energieverbrauch von Motoren mit niedrigerer Nennleistung geringer, so dass sich auch eine Verringerung der Betriebskosten ergibt.
- Das Verhältnis der Nennleistungen der beiden elektrischen Maschinen kann zum Beispiel im Bereich zwischen 1:1,2 und 1:5 liegen. Vorzugsweise liegt es im Bereich von 1:2 bis 1:4. Damit gelingt ein guter Kompromiss zwischen Herstellungskosten einerseits und Vielseitigkeit im Einsatz andererseits.
- Insbesondere kann vorgesehen sein, dass diejenige elektrische Maschine die höhere Nennleistung aufweist, die die vordere Riffelwalze antreibt. Im R-R-Modus ist die vordere Walze die schnellere der beiden Riffelwalzen. Im S-S-Modus ist die hintere Walze die schnellere, doch genügt auch im S-S-Modus für den Antrieb der hinteren Walze eine relativ geringe Leistung, da im S-S-Modus typischerweise relativ geringe Drehzahlen gewählt werden.
- Gemäß einer Ausführungsform ist der ersten elektrischen Maschine ein erster Frequenzumrichter und der zweiten elektrischen Maschine ein zweiter Frequenzumrichter zugeordnet. Die erste elektrische Maschine kann über den ersten Frequenzumrichter an eine elektrische Spannungsquelle angeschlossen werden. Die zweite elektrische Maschine kann über den zweiten Frequenzumrichter an eine zweite Spannungsquelle angeschlossen werden. Vorzugsweise werden die erste und die zweite elektrische Maschine über den jeweiligen Frequenzumrichter jeweils an dieselbe Spannungsquelle, zum Beispiel an ein privates oder öffentliches Stromnetz, angeschlossen. Die Spannungsquelle kann eine Wechselspannungsquelle oder aber eine Gleichspannungsquelle sein. Die Frequenz der von der Wechselspannungsquelle gelieferten Spannung kann zum Beispiel zwischen 20 Hz und 100 Hz betragen. Stromversorgungsnetze liefern im Allgemeinen eine Wechselspannung mit einer Effektivspannung von 110 V (zum Beispiel in den USA) oder 220 V (zum Beispiel in Europa); vorteilhafterweise sind der erste und der zweite Frequenzumrichter für den Anschluss an ein derartiges Wechselspannungsnetz geeignet. Im Betrieb lässt sich durch Steuerung des ersten beziehungsweise zweiten Frequenzumrichters die Ausgangsfrequenz des betreffenden Frequenzumrichters und damit die Drehzahl der ersten beziehungsweise zweiten elektrischen Maschine steuern. Im einfachsten Fall ist die Drehzahl der ersten beziehungsweise zweiten elektrischen Maschine identisch mit der Frequenz der Ausgangsspannung (Ausgangsfrequenz) des ersten beziehungsweise zweiten Frequenzumrichters. Zur Steuerung des ersten beziehungsweise zweiten Frequenzumrichters kann eine erste beziehungsweise eine zweite Steuereinheit vorgesehen sein. Mittels der ersten beziehungsweise zweiten Steuereinheit lässt sich die Frequenz der Ausgangspannung des ersten beziehungsweise zweiten Frequenzumrichters einstellen. Die erste beziehungsweise zweite Steuereinheit weisen vorzugsweise eine Bedieneinheit, zum Beispiel in Form eines Drehknopfes, zum Einstellen der gewünschten Ausgangsfrequenz auf. Die erste und die zweite Steuereinheit können ein gemeinsames Gehäuse aufweisen.
- Während des Betriebs ist es möglich, dass eine der beiden elektrischen Maschinen als Motor und die andere als Generator betrieben wird. Dieser Fall kann auftreten, wenn die schnellere der beiden Walzen die langsamere durch Kraftschluss und/oder Reibschluss über das Mahlgut zwischen den beiden Walzen derart stark antreibt, dass die langsamere Walze eine elektrische Nettoleistung liefert, die zum Beispiel in das Stromnetz oder direkt zurück in die elektrische Maschine der schnelleren Walze fließt. Es kann aber auch der Fall auftreten, dass die langsamere Walze zum Teil über die ihr zugeordnete elektrische Maschine und zum restlichen Teil über Kraftschluss und/oder Reibschluss mit der schnelleren Walze angetrieben wird.
- Gemäß einer Ausführungsform wird die von der als Generator betriebenen elektrischen Maschine erzeugte Energie zumindest teilweise zum Antrieb der als Motor betriebenen elektrischen Maschine verwendet. Dies kann zum Beispiel dadurch realisiert werden, dass die erste elektrische Maschine und die zweite elektrische Maschine über einen Leistungskoppler miteinander gekoppelt werden.
- Gemäß einer Ausführungsform haben die erste Riffelwalze und die zweite Riffelwalze den gleichen Walzendurchmesser. Damit ist der Walzenstuhl gleichermaßen für den R-R-Modus wie den S-S-Modus geeignet. Vorzugsweise sind die erste und die zweite Riffelwalze baugleich. Dies vereinfacht die Herstellung, Wartung und gegebenenfalls Reparatur des Walzenstuhls.
- Es kann vorgesehen sein, dass das Verhältnis der Drehzahl der ersten Walze und der Drehzahl der zweiten Walze im Bereich von 7:1 und 1:4,5 variierbar ist. Dieser Bereich wird als ausreichend groß erachtet, um den gängigen Anforderungen im Hinblick auf unterschiedliches Mahlgut und unterschiedlichen verlangten Eigenschaften des erzeugten Schrots oder Mehls zu genügen.
- Gemäß einer Ausführungsform lässt sich durch die Veränderung der Drehzahl der ersten Riffelwalze und/oder die Veränderung der Drehzahl der zweiten Riffelwalze eine stufenlose Veränderung einer Differentialgeschwindigkeit und einer Riffeleinwirkzahl hervorrufen. Dies gelingt zum Beispiel dadurch, dass zur Einstellung der Drehzahl der ersten Riffelwalze und/oder zur Einstellung der Drehzahl der zweiten Riffelwalze eine stufenlos einstellbare erste beziehungsweise zweite Bedieneinheit zur Verfügung gestellt wird.
- Die Erfindung wird nachfolgend unter Bezugnahme auf die beigefügten Zeichnungen näher erläutert. Dabei bezeichnen gleiche Bezugszeichen gleiche oder ähnliche Komponenten.
-
Figur 1a und Figur 1b veranschaulichen einen R-R-Modus und einen S-S-Modus. -
Figur 2 zeigt schematisch ein Ausführungsbeispiel eines Walzenstuhls. -
Figur 3a und Figur 3b zeigen jeweils schematisch ein Ausführungsbeispiel mit einem Getriebe. -
Figur 4 zeigt ein Flussdiagramm eines Ausführungsbeispiels eines Verfahrens zum Betreiben eines Walzenstuhls. -
Figur 5 zeigt eine Tabelle mit Beispielen typischer Übersetzungsverhältnisse und Riffelstellungen einer Getreidemühle. -
Figur 2 zeigt schematisch ein Beispiel eines Walzenstuhls 10 mit einer ersten Riffelwalze (erste Walze) 12 und einer zweiten Riffelwalze (zweite Walze) 14. Die erste Walze 12 weist eine Vielzahl von ersten Riffelschneiden 32 und ersten Riffelrücken 34 auf. Die zweite Walze 14 weist eine Vielzahl von zweiten Riffelschneiden 36 und zweiten Riffelrücken 38 auf. Der Walzenstuhl 10 ist dazu ausgelegt, wahlweise entweder in einer Schneiden-Schneiden-Betriebsart oder in einer Rücken-Rücken-Betriebsart betrieben zu werden. In der S-S-Betriebsart werden die ersten Schneiden 32 und die zweiten Schneiden 36 gegenseitig angenähert. In der R-R-Betriebsart werden die ersten Rücken 34 und die zweiten Rücken 38 gegenseitig angenähert. Ein Wechsel zwischen der S-S-Betriebsart und der R-R-Betriebsart kann im laufenden Betrieb durch eine Veränderung der Drehzahl der ersten Walze 12 und/oder durch eine Veränderung der Drehzahl der zweiten Walze 14 erfolgen. Wie bereits inFigur 1 wird auch in dem Beispiel vonFigur 2 die erste Walze 12 als vordere Walze und die zweite Walze 14 als hintere Walze betrieben. - Der Walzenstuhl 10 umfasst eine erste elektrische Maschine 16 und eine zweite elektrische Maschine 18. Die erste Walze 12 ist mit der ersten elektrischen Maschine 16 mechanisch und/oder elektromagnetisch gekoppelt oder koppelbar, so dass die erste elektrische Maschine ein Drehmoment (in dem Beispiel parallel zur Y-Achse, die hier senkrecht zur Zeichenebene steht) auf die erste Walze 12 ausüben kann, um eine Rotation der ersten Walze 12 um ihre Drehachse (in dem Beispiel parallel zur Y-Achse) zu bewirken. Die zweite elektrische Maschine 18 ist mit der zweiten Walze 14 mechanisch oder elektromagnetisch gekoppelt oder koppelbar und damit im stande, auf die zweite Walze 14 ein Drehmoment (in dem Beispiel parallel zur Y-Achse) auszuüben, um eine Rotation der zweiten Walze 14 um ihre Drehachse (in dem Beispiel parallel zur Y-Achse) zu bewirken. Im gewöhnlichen Mahlbetrieb werden die erste Walze 12 und die zweite Walze 14 gegenläufig betrieben. Das heißt, der Rotationsgeschwindigkeitsvektor der zweiten Walze 14 ist dem Rotationsgeschwindigkeitsvektor der ersten Walze 12 entgegengerichtet. In dem Beispiel zeigt der Rotationsgeschwindigkeitsvektor der ersten Walze 12 gegen die Y-Richtung (aus der Zeichenebene heraus), während der Rotationsgeschwindigkeitsvektor der zweiten Walze 14 in die positive Y-Richtung (in die Zeichenebene hinein) zeigt. Die beiden elektrischen Maschinen 16, 18 können zum Beispiel jeweils ein Wechselstrom-, ein Drehstrom- oder ein Gleichstrommotor sein. Die Maximalleistung (oder die Nennleistung) der ersten elektrischen Maschine 16 ist höher als die maximale Leistung beziehungsweise die Nennleistung der zweiten elektrischen Maschine 18. Des Weiteren ist die maximale Drehzahl oder die Nenndrehzahl der ersten elektrischen Maschine 16 höher als die maximale Drehzahl beziehungsweise die Nenndrehzahl der zweiten elektrischen Maschine 18. Die maximale Leistung und/oder die maximale Drehzahl der ersten Maschine 16 wird gewöhnlicherweise im R-R-Modus verlangt. Die maximale Leistung und/oder die maximale Drehzahl der zweiten elektrischen Maschine 18 wird gewöhnlicherweise im S-S-Modus verlangt und ist geringer als die maximal von der ersten Maschine 16 verlangte Leistung beziehungsweise Drehzahl. In dem Beispiel hat die erste elektrische Maschine 16 eine Nennleistung von 7,5 kW und eine maximale Drehzahl von 1000 Umdrehungen pro Minute, während die zweite elektrische Maschine 18 eine Nennleistung von 2,2 kW und eine maximale Drehzahl von 200 Umdrehungen pro Minute besitzt.
- Die erste elektrische Maschine 16 ist über einen ersten Frequenzumrichter 20 an eine Spannungsquelle 26, zum Beispiel eine Wechselstromquelle, angeschlossen oder anschließbar. Die zweite elektrische Maschine 18 ist über einen zweiten Frequenzumrichter 22 an die Spannungsquelle 26 angeschlossen oder anschließbar. Die Spannungsquelle 26 kann zum Beispiel ein Anschlusspunkt an ein ausgedehntes Stromversorgungsnetz sein. Die Spannungsquelle 26 kann zum Beispiel eine Wechselspannung mit 220 V und 50 Hz bereitstellen. Jeder der beiden Frequenzumrichter 20, 22 nutzt die an seinem Spannungseingang anliegende Eingangsspannung (zum Beispiel die von der Spannungsquelle 26 gelieferte Versorgungsspannung), um an seinem Spannungsausgang (der mit der ersten beziehungsweise zweiten elektrischen Maschine 16, 18 verbunden ist), eine Ausgangsspannung mit geeignetem Effektivwert und geeigneter Frequenz zu erzeugen. Der erste Frequenzumrichter 20 liefert der ersten elektrischen Maschine 16 somit eine Wechselspannung mit einer ersten Frequenz F1. Der zweite Frequenzumrichter 22 liefert der zweiten elektrischen Maschine 18 eine Wechselspannung mit einer zweiten Frequenz F2.
- Der Walzenstuhl 10 umfasst weiter eine erste Steuereinheit 40 zum Einstellen der vom ersten Frequenzumrichter 20 erzeugten Ausgangsfrequenz F1 sowie eine zweite Steuereinheit 42 zum Einstellen der vom zweiten Frequenzumrichter 22 erzeugten Ausgangsfrequenz F2. Die erste Steuereinheit 40 und die zweite Steuereinheit 42 können jeweils mechanisch, elektrisch, elektromagnetisch oder elektromechanisch mit dem entsprechenden ersten beziehungsweise zweiten Frequenzumrichter 20, 22 gekoppelt sein. Die beiden Steuereinheiten 40, 42 können jeweils eine Benutzer- und/oder eine Computerschnittstelle 44 beziehungsweise 46 aufweisen, um es einem Nutzer oder Computer zu ermöglichen, die Ausgangsfrequenzen F1 und F2 der Frequenzumrichter 20, 22 einzustellen. Der erste Frequenzumrichter 20 und die an ihn angeschlossene erste elektrische Maschine 16 haben in einer einfachsten Ausführungsform ein Übersetzungsverhältnis von 1:1. In diesem Fall erzeugt die Ausgangsspannung des ersten Frequenzumrichters 20 mit Frequenz F1 eine entsprechende Rotation der ersten Walze 12 mit derselben Frequenz, das heißt Drehgeschwindigkeit, F1. Dasselbe gilt entsprechend für den zweiten Frequenzumrichter 22 und die an ihn angeschlossene zweite elektrische Maschine 18. Ausgangsfrequenzen F1 = 1000 Hz und F2 = 200 Hz können somit Drehzahlen D1 = 1000 pro Minute beziehungsweise D2 = 200 pro Minute erzeugen. Mittels der Steuereinheiten 40, 42 lassen sich die Drehzahlen D1 und D2 der ersten beziehungsweise zweiten Walze 12, 14 individuell einstellen, insbesondere im laufenden Betrieb, das heißt, während sich die Walzen 12, 14 drehen und während sie von den Frequenzumrichtern 20, 22 mit Energie versorgt werden. Insbesondere gelingt auf die Weise ein Wechsel von einem S-S-Modus (in welchem D2 > D1 ist) in einen R-R-Modus (in welchem D1 > D2 ist) und umgekehrt im laufenden Betrieb.
- Wenn eine der beiden Walzen 12, 14 schneller als die andere rotiert (also wenn D1 > D2 oder D2 > D1 ist), überträgt die schneller rotierende Walze durch mechanischen Kontakt mit der langsamer rotierenden Walze über das Mahlgut (zum Beispiel Getreide) Energie auf die langsamere Walze und treibt sie somit teilweise oder sogar vollständig an. In diesem Fall verhält sich die elektrische Maschine der langsameren Walze als elektrischer Generator. Die sich als Generator verhaltende elektrische Maschine (entweder die erste elektrische Maschine 16 oder die zweite elektrische Maschine 18) liefert dann elektrische Energie an den mit ihr verbundenen Frequenzumrichter (20 oder 22). In einer einfachen Ausführungsform (nicht dargestellt) fließt diese Energie zumindest größtenteils zurück in die Spannungsquelle 26, zum Beispiel in ein Stromversorgungsnetz. In dem gezeigten Beispiel hingegen ist ein Leistungskoppler 24 vorgesehen, der die beiden Frequenzumrichter 20, 22 miteinander elektrisch koppelt und damit die erzeugte elektrische Energie an den Frequenzumrichter (20 oder 22) der schneller rotierenden Walze (12 oder 14) zurückführt. Die Spannungsquelle 26 wird damit entlastet. Ein geeigneter Leistungskoppler wird zum Beispiel von dem Unternehmen Eaton (ehemals Moeller) angeboten. Bei Einsatz des Leistungskopplers 24 können die Drehzahlen der beiden Walzen 12, 14 nahezu beliebig und unabhängig voneinander verändert werden, ohne dass Energie in größerem Maß verloren geht.
- Bei der in
Figur 3a und Figur 3b schematisch dargestellten Ausführungsform des Walzenstuhles 10 ausFigur 2 werden die Walzen 12, 14 von der jeweiligen elektrischen Maschine 16 beziehungsweise 18 über ein erstes Getriebe 17 beziehungsweise ein zweites Getriebe 19 angetrieben. Die beiden Getriebe 17 und 19 können jeweils ein Getriebe mit festem (das heißt, nicht einstellbarem) Übersetzungsverhältnis sein, da sich die Drehzahlen der ersten und zweiten elektrischen Maschine 16, 18 variieren lassen. Auf Schaltgetriebe kann verzichtet werden, ohne nennenswerte Nachteile in Kauf zu nehmen. - Das Flussdiagramm in
Figur 4 veranschaulicht ein Verfahren 200 zum Betrieb eines Walzstuhls, zum Beispiel des Walzstuhls 10 ausFigur 2 . Während einer ersten Phase 202 wird der Walzstuhl in einem R-R-Modus betrieben. Das heißt, die vordere Walze dreht sich schneller als die hintere Walze (D1 < D2). In einer anschließenden Phase 204 wird die Drehzahl D1 der vorderen Walze reduziert und die Drehzahl D2 der hinteren Walze wird erhöht. Dies kann im laufenden Betrieb durch Reduzieren der Drehzahl der ersten elektrischen Maschine und Erhöhen der Drehzahl der zweiten elektrischen Maschine erfolgen. In einer anschließenden Phase 206 dreht sich die hintere Walze schneller als die vordere Walze. Das heißt, D1 < D2. Damit wird der Walzstuhl nun in einem S-S-Modus betrieben. In einer nachfolgenden Phase 208 wird die Drehzahl D1 der ersten Walze wieder erhöht und die Drehzahl D2 der zweiten Walze wird wieder reduziert. Im laufenden Betrieb gelingt dies ähnlich wie in der Phase 204 durch Erhöhen der Drehzahl der ersten elektrischen Maschine und Reduzieren der Drehzahl der zweiten elektrischen Maschine. Damit befindet sich der Walzstuhl wieder in einem R-R-Modus. - In der Tabelle in
Figur 5 werden Möglichkeiten einer feinstufigen oder stufenlosen Drehzahlverstellung beider Riffelwalzen durch individuelle Einstellung der Drehfrequenzen der beiden elektrischen Maschinen dargestellt. Zum Beispiel kann eine Betriebsart zur schonenden Vermahlung von Weizen im R-R-Modus während der laufenden Produktion in einen S-S-Modus mit intensiver Mahlarbeit, zum Beispiel für die Vermahlung von Roggen, überführt werden. Zum Beispiel können die Übersetzungen stufenlos während des Betriebs über Potentiometer oder durch die Vorgabe von rezepthinterlegten Festfrequenzen verstellt werden. Dies bedeutet, dass fest programmierte Übersetzungsverhältnisse hinterlegt werden können, die bei Rezeptanwahl (zum Beispiel bei Umstellung von Weizen auf Roggen) automatisch geändert werden, zum Beispiel von einem Computer über die Schnittstellen 42, 46 (sieheFigur 2 ). -
- 10
- Walzenstuhl
- 12
- erste Riffelwalze
- 13
- Spalt
- 14
- zweite Riffelwalze
- 16
- erste elektrische Maschine
- 17
- erstes Getriebe
- 18
- zweite elektrische Maschine
- 19
- zweites Getriebe
- 20
- erster Frequenzumrichter
- 22
- zweiter Frequenzumrichter
- 24
- Leistungskoppler
- 26
- Spannungsquelle
- 32
- erste Riffelschneide
- 34
- erster Riffelrücken
- 36
- zweite Riffelschneide
- 38
- zweiter Riffelrücken
- 40
- erste Steuereinheit
- 42
- zweite Steuereinheit
- 44
- erste Benutzer- und/oder Computerschnittstelle
- 46
- zweite Benutzer- und/oder Computerschnittstelle
- 200
- Verfahren
- 202
- erste Phase
- 204
- zweite Phase
- 206
- dritte Phase
- 208
- vierte Phase
Claims (9)
- Walzenstuhl (10) mit einer ersten Riffelwalze (12), die eine Vielzahl von ersten Riffelschneiden (32) und ersten Riffelrücken (34) aufweist, mit einer zweiten Riffelwalze (14), die eine Vielzahl von zweiten Riffelschneiden (36) und zweiten Riffelrücken (38) aufweist, mit einer ersten elektrischen Maschine (16) zum Antreiben der ersten Riffelwalze und einer zweiten elektrischen Maschine (18) zum Antreiben der zweiten Riffelwalze, wobei der Walzenstuhl dazu ausgelegt ist, entweder in einer Schneiden-Schneiden-Betriebsart, in der die ersten Schneiden und die zweiten Schneiden gegenseitig angenähert werden, oder in einer Rücken-Rücken-Betriebsart, in der die ersten Rücken und die zweiten Rücken gegenseitig angenähert werden, betrieben zu werden, wobei ein Wechsel zwischen der Schneiden-Schneiden-Betriebsart und der Rücken-Rücken-Betriebsart im laufenden Betrieb durch eine Veränderung der Drehzahl der ersten Riffelwalze und/oder eine Veränderung der Drehzahl der zweiten Riffelwalze erfolgt, dadurch gekennzeichnet, dass die erste elektrische Maschine (16) und die zweite elektrische Maschine (18) unterschiedliche Nennleistungen aufweisen.
- Walzenstuhl nach Anspruch 1, dadurch gekennzeichnet, dass das Verhältnis der Nennleistungen der beiden elektrischen Maschinen im Bereich zwischen 1:1,2 und 1:5 und vorzugsweise im Bereich von 1:2 und 1:4 liegt.
- Walzenstuhl nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass diejenige elektrische Maschine die höhere Nennleistung aufweist, die in der Rücken-Rücken-Betriebsart die schnellere der beiden Riffelwalzen antreibt.
- Walzenstuhl nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der ersten elektrischen Maschine ein erster Frequenzumrichter (20) zugeordnet ist und dass der zweiten elektrischen Maschine ein zweiter Frequenzumrichter (22) zugeordnet ist.
- Walzenstuhl nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass von den beiden elektrischen Maschinen eine als Motor und eine als Generator betrieben wird.
- Walzenstuhl nach Anspruch 5, dadurch gekennzeichnet, dass die von der als Generator betriebenen elektrischen Maschine erzeugte Energie zumindest teilweise zum Antrieb der als Motor betriebenen elektrischen Maschine verwendet wird.
- Walzenstuhl nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die erste Riffelwalze und die zweite Riffelwalze gleiche Walzendurchmesser haben.
- Walzenstuhl nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Verhältnis der Drehzahl der ersten Walze und der Drehzahl der zweiten Walze im Bereich von 7:1 und 1:4,5 variierbar ist.
- Walzenstuhl nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass durch die Veränderung der Drehzahl der ersten Riffelwalze und/oder die Veränderung der Drehzahl der zweiten Riffelwalze eine stufenlose Veränderung einer Differentialgeschwindigkeit und einer Riffeleinwirkzahl hervorgerufen wird.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL16182798T PL3127614T5 (pl) | 2015-08-05 | 2016-08-04 | Młyn walcowy z trybem pracy ostrza-ostrza i trybem pracy grzbiety-grzbiety |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102015010157.9A DE102015010157A1 (de) | 2015-08-05 | 2015-08-05 | Walzenstuhl mit Schneiden-Schneiden-Betriebsart und Rücken-Rücken-Betriebsart |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| EP3127614A2 EP3127614A2 (de) | 2017-02-08 |
| EP3127614A3 EP3127614A3 (de) | 2017-04-12 |
| EP3127614B1 EP3127614B1 (de) | 2018-04-18 |
| EP3127614B2 true EP3127614B2 (de) | 2020-11-18 |
Family
ID=56571249
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16182798.5A Active EP3127614B2 (de) | 2015-08-05 | 2016-08-04 | Walzenstuhl mit schneiden-schneiden-betriebsart und rücken-rücken-betriebsart |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP3127614B2 (de) |
| DE (1) | DE102015010157A1 (de) |
| HU (1) | HUE038226T2 (de) |
| PL (1) | PL3127614T5 (de) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108787005A (zh) * | 2018-07-03 | 2018-11-13 | 山东永平再生资源股份有限公司 | 废旧物料粉碎机 |
| CN109062134A (zh) * | 2018-09-20 | 2018-12-21 | 安徽马钢设备检修有限公司 | 一种新型四辊破碎电控系统及控制方法 |
| CN118320907B (zh) * | 2024-04-29 | 2024-09-27 | 上海重衡冶金工程技术有限公司 | 一种金属材料快速粉碎装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB261753A (en) † | 1926-11-17 | 1927-12-01 | Richard Schermann | Improvements relating to the fine grinding of corn |
| DE859558C (de) † | 1949-06-04 | 1952-12-15 | Miag Vertriebs Gmbh | Verbindungstrieb fuer die Walzenpaare von Walzenstuehlen |
| WO2009068921A1 (en) † | 2007-11-26 | 2009-06-04 | Kertesz Andras | High speed roller mill |
| WO2009067828A1 (de) † | 2007-11-27 | 2009-06-04 | Bühler AG | Walzenstuhl |
| US8480019B1 (en) † | 2011-04-01 | 2013-07-09 | Shredlage, L.L.C. | Rolls for use with crop processor, system and method for processing crops |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE174199C (de) | ||||
| DE678825C (de) | 1938-05-29 | 1939-07-26 | Otto Moog Dr Ing | Verfahren und Vorrichtung zum Einstellen von Walzenstuehlen mit stufenlos regelbaren UEbersetzungen |
| DE824290C (de) | 1949-11-26 | 1951-12-10 | Zuendapp Werke G M B H | Mahlanlage zum Schroten und Vermahlen von Getreide und Getreideprodukten |
| DE1033995B (de) | 1953-12-05 | 1958-07-10 | Ludwig Schoeffel | Mehrwalzenmisch- und -reibmaschine |
| DE102007061668A1 (de) | 2007-12-18 | 2009-06-25 | Bühler AG | Walzenstuhl |
| US8113447B1 (en) | 2009-11-05 | 2012-02-14 | Cereal Enterprises, Inc. | Corn milling process |
-
2015
- 2015-08-05 DE DE102015010157.9A patent/DE102015010157A1/de not_active Withdrawn
-
2016
- 2016-08-04 PL PL16182798T patent/PL3127614T5/pl unknown
- 2016-08-04 EP EP16182798.5A patent/EP3127614B2/de active Active
- 2016-08-04 HU HUE16182798A patent/HUE038226T2/hu unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB261753A (en) † | 1926-11-17 | 1927-12-01 | Richard Schermann | Improvements relating to the fine grinding of corn |
| DE859558C (de) † | 1949-06-04 | 1952-12-15 | Miag Vertriebs Gmbh | Verbindungstrieb fuer die Walzenpaare von Walzenstuehlen |
| WO2009068921A1 (en) † | 2007-11-26 | 2009-06-04 | Kertesz Andras | High speed roller mill |
| WO2009067828A1 (de) † | 2007-11-27 | 2009-06-04 | Bühler AG | Walzenstuhl |
| US8480019B1 (en) † | 2011-04-01 | 2013-07-09 | Shredlage, L.L.C. | Rolls for use with crop processor, system and method for processing crops |
Non-Patent Citations (1)
| Title |
|---|
| behauptete offenkundige Vorbenutzung 'Hoppenlau' † |
Also Published As
| Publication number | Publication date |
|---|---|
| HUE038226T2 (hu) | 2018-10-29 |
| PL3127614T3 (pl) | 2018-09-28 |
| EP3127614B1 (de) | 2018-04-18 |
| EP3127614A3 (de) | 2017-04-12 |
| PL3127614T5 (pl) | 2021-08-30 |
| EP3127614A2 (de) | 2017-02-08 |
| DE102015010157A1 (de) | 2017-02-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3127614B2 (de) | Walzenstuhl mit schneiden-schneiden-betriebsart und rücken-rücken-betriebsart | |
| DE102013102603B4 (de) | Verfahren für einen Schwarzstart eines Kraftwerks mit mehreren einem Wechselstromnetz zuschaltbaren Wechselrichtern | |
| DE102012107043B4 (de) | Rollenmühle und Verfahren zum Zerkleinern von Mahlgut mit einer Rollenmühle | |
| DE102008036784B4 (de) | Rollenmühle und Verfahren zur Zerkleinerung von Mahlgut | |
| DE102007021089B3 (de) | Verfahren zur Steuerung parallel geschalteter Ersatzstromquellen und Vorrichtung mit parallel geschalteten Ersatzstromquellen | |
| EP1212549B1 (de) | Antriebsvorrichtung | |
| DE102010014644B4 (de) | Selbstfahrende Arbeitsmaschine mit elektrischem Antriebssystem sowie Verfahren zum Betreiben einer solchen | |
| EP1022123B1 (de) | Verfahren und Vorrichtung zur Herstellung von Polstermaterial sowie Polstermaterial | |
| EP3756260B1 (de) | Mehrkanal-prl: verfahren und system zum erbringen einer regelleistung zum regeln einer netzfrequenz eines stromnetzes sowie stromnetz | |
| DE102014210868A1 (de) | Vorrichtung zur Leistungsübertragung und Maschinenanordnung damit | |
| EP3140041A1 (de) | Walzenmühle und verfahren zur steuerung einer walzenmühle | |
| DE102005037668B4 (de) | Zerkleinerungsvorrichtung mit Drehstrom-Synchronmotor und integrierter Umlaufgetriebestufe | |
| EP3238337B1 (de) | Verfahren zum betreiben eines antriebsstranges | |
| EP2698207B1 (de) | Mehrbereichs-Zweiwellen-Schneidsystem | |
| WO2019091679A1 (de) | Antriebsachse für eine elektrisch angetriebene arbeitsmaschine | |
| DE1293110B (de) | Gruppenantrieb fuer ein kontinuierliches Streckreduzierwalzwerk | |
| AT15388U1 (de) | Triebstrang und Verfahren zum Betreiben eines Triebstranges | |
| WO2022152446A1 (de) | Getriebe und antriebsvorrichtung für ein zumindest teilweise elektrisch angetriebenes fahrzeug | |
| EP4410432A1 (de) | Leistungsverzweigung für eine zerkleinerungsvorrichtung | |
| DE102005019609A1 (de) | Verfahren und Einrichtung zur Nutzung von Windenergie | |
| DE102005022378A1 (de) | Walzenreibmaschine | |
| DE102008040089A1 (de) | Müllereimaschine | |
| EP1358941A1 (de) | Schneidwerkzeug für einen Dokumentenvernichter | |
| DE102011015749A1 (de) | Rotor für eine Zerkleinerungsmaschine und Zerkleinerungseinheit mit einem solchen | |
| CH229941A (de) | Wechselstromerzeugungsanlage für konstante Ausgangsfrequenz bei wechselnder Antriebsdrehzahl. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B02C 4/08 20060101AFI20170309BHEP Ipc: B02C 4/42 20060101ALI20170309BHEP Ipc: B02C 9/02 20060101ALI20170309BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20171011 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B02C 9/02 20060101ALI20171114BHEP Ipc: B02C 4/42 20060101ALI20171114BHEP Ipc: B02C 4/08 20060101AFI20171114BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20171220 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 989860 Country of ref document: AT Kind code of ref document: T Effective date: 20180515 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502016000910 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20180418 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 3 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: RIEDERER HASLER AND PARTNER PATENTANWAELTE AG, CH |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E038226 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180718 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180718 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180719 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180820 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502016000910 Country of ref document: DE |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 |
|
| 26 | Opposition filed |
Opponent name: BAUERMEISTER ZERKLEINERUNGSTECHNIK GMBH Effective date: 20190118 Opponent name: RUECKERT MUEHLEN- UND ANLAGENTECHNIK GMBH & CO. KG Effective date: 20190117 Opponent name: BUEHLER AG Effective date: 20190118 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180804 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180804 |
|
| PLAY | Examination report in opposition despatched + time limit |
Free format text: ORIGINAL CODE: EPIDOSNORE2 |
|
| PLBP | Opposition withdrawn |
Free format text: ORIGINAL CODE: 0009264 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20190822 Year of fee payment: 4 Ref country code: CZ Payment date: 20190725 Year of fee payment: 4 |
|
| PLBP | Opposition withdrawn |
Free format text: ORIGINAL CODE: 0009264 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: HU Payment date: 20190726 Year of fee payment: 4 Ref country code: BE Payment date: 20190821 Year of fee payment: 4 |
|
| PLBP | Opposition withdrawn |
Free format text: ORIGINAL CODE: 0009264 |
|
| PLBC | Reply to examination report in opposition received |
Free format text: ORIGINAL CODE: EPIDOSNORE3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180418 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180818 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: AELC |
|
| 27A | Patent maintained in amended form |
Effective date: 20201118 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 502016000910 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20200804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200805 Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200804 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20200831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200831 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200804 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20220826 Year of fee payment: 7 Ref country code: AT Payment date: 20220818 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20220802 Year of fee payment: 7 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230622 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 989860 Country of ref document: AT Kind code of ref document: T Effective date: 20230804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230804 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250820 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20250829 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20250901 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502016000910 Country of ref document: DE Representative=s name: PUSCHMANN BORCHERT KAISER KLETTNER PATENTANWAE, DE Ref country code: DE Ref legal event code: R082 Ref document number: 502016000910 Country of ref document: DE Representative=s name: PATCARE PATENTANWAELTE PARTNERSCHAFT MBB, DE |