EP2957673B1 - Procédé de séchage d'une bande de papier à cigarettes et papier à cigarettes ainsi obtenu - Google Patents
Procédé de séchage d'une bande de papier à cigarettes et papier à cigarettes ainsi obtenu Download PDFInfo
- Publication number
- EP2957673B1 EP2957673B1 EP15172300.4A EP15172300A EP2957673B1 EP 2957673 B1 EP2957673 B1 EP 2957673B1 EP 15172300 A EP15172300 A EP 15172300A EP 2957673 B1 EP2957673 B1 EP 2957673B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- drying
- cigarette paper
- strip
- section
- felt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images




Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F5/00—Dryer section of machines for making continuous webs of paper
- D21F5/02—Drying on cylinders
- D21F5/04—Drying on cylinders on two or more drying cylinders
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES OF CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/02—Cigars; Cigarettes with special covers
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H25/00—After-treatment of paper not provided for in groups D21H17/00 - D21H23/00
- D21H25/005—Mechanical treatment
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H25/00—After-treatment of paper not provided for in groups D21H17/00 - D21H23/00
- D21H25/04—Physical treatment, e.g. heating, irradiating
- D21H25/06—Physical treatment, e.g. heating, irradiating of impregnated or coated paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
Definitions
- the present invention relates to the technical field of the manufacture of cigarette paper and more specifically to the operation of drying cigarette paper during its manufacture in order to improve its mechanical characteristics.
- a paper making line and in particular a cigarette line, comprises, at the outlet of the headbox, a drainage section through a fabric followed by a press section followed by a paper drying section. leading to a winding section.
- the state of the art has proposed many solutions to ensure the manufacture of paper and in particular the drying of paper.
- the patent US 6,001,421 discloses a machine for drying a paper web comprising in particular a pre-drying section and a coating station followed by a post-drying section.
- Each pre-dryer section or post-dryer section has a series of dryer drum groups.
- Each group of dryer drums has a plurality of dryer drums and a dryer fabric mounted to press the paper web against the dryer drums and support the paper web in relation to the transfer rollers.
- patent US 4,882,854 discloses a guide roller apparatus for a drying section of a paper machine comprising in particular a drying cloth pressing the paper web against drying drums and supporting the paper web as it passes around the transfer rollers. This patent does not provide relevant instruction for drying a cigarette paper.
- the cigarette paper receives an additional treatment via a sizing press, so that the drying section divides upstream and downstream of the sizing press, respectively in a pre-drying section and a post-drying section.
- a cigarette paper has a basis weight between 12 and 45 g / m 2 and more precisely between 12 and 35 g / m 2 .
- the cigarette paper has a relative fragility leading to limit the speed of travel of the paper web to avoid breaking during its manufacture.
- the improvement of the cost of production of cigarette paper passes including an increase in the speed of travel of the paper web.
- the present invention aims at remedying the drawbacks of the state of the art by proposing a new technique for manufacturing cigarette paper that makes it possible to increase the speed of travel of the paper web while at the same time making it possible to obtain a cigarette paper with very good mechanical characteristics adapted to its subsequent implementation.
- the invention aims at providing a method of drying a strip of cigarette paper in a drying section of a cigarette paper production line, this drying section being broken down between a section of pre-drying located between the exit of a press section and the inlet of a sizing press, and a post-drying section located between the exit of the sizing press and the entrance of a winding section, this section of drying comprising drying drums, transfer rollers and at least one drying cloth consisting of at least the pre-drying section, to continuously support the strip of cigarette paper with at least one drying cloth scrolling around all the dryer drums and transfer rollers located in the pre-drying section to form exclusively in this pre-drying section, a drying train "UNORUN" for driving the paper strip to cigarettes at a substantially constant speed with a speed variation of less than or equal to 0.1% so as to obtain a cigarette paper with an elongation value at break of at least 2.0% and a TEA index of at least equal to 2.0 kN.m
- the drying process consists, for the post-drying section, in continuously supporting the strip of cigarette paper using at least one drying cloth running around all the drying drums and transfer rollers located in the post-drying section to form exclusively in this post-drying section, a "UNORUN" drying train driving the cigarette paper web at a substantially constant speed of in order to obtain a cigarette paper with an elongation value at break of at least 2.5% and an index TEA of at least 2.5 kN.m / m 2 , said drying train "UNORUN” comprising one or more groups of associated dryer drums for continuously supporting the cigarette paper web, each group of dryer drums comprising at least one dryer drum, at least one transfer roll and a single drying cloth continuously supporting the cigarette paper web, the drying cloth being arranged in the form of an endless belt forming a fabric circuit and being mounted so that all the dryer drums of said group are located at the outside the circuit of the fabric and all the transfer rollers of said group are located inside the circuit of the fabric.
- the drying process consists of the pre-dryer section and / or the post-dryer section to continuously support the cigarette paper web with a single continuous drying cloth running around the drying drums and the transfer rollers. 'a section.
- this method consists in causing the strip of cigarette paper to scroll on a suction transfer roller located between the exit of the size press and the first drying drum of the post-drying section.
- Another object of the invention is to propose a novel cigarette paper having improved mechanical characteristics, in particular with regard to its elongation value at break and its TEA index, relative to known cigarette paper.
- Another object of the invention is therefore to propose a cigarette paper which has an elongation value at break of at least 2.0% and a TEA index of at least 2.0 kN.m / m 2. .
- Another object of the invention is therefore to propose a cigarette paper having an elongation value at break of between 2.5% and 3.5% and a TEA index of between 2.5 kN.m / m 2. and 3.0 kN.m / m 2 .
- Fig. 1 illustrates a first embodiment of a drying section 2 of this strip of cigarette paper 1, part of a manufacturing machine not shown but known per se.
- this drying section 2 is interposed between the outlet of the press section and the inlet of the winding section, these press and winding sections are not described more precisely because they are well known to the man of the profession and are not part of the subject of the invention.
- This drying section 2 comprises a sizing press 3 for treating the cigarette paper web 1.
- the drying section 2 is broken down between a pre-drying section 4 situated between the exit of the press section and the inlet of the gluing press 3 and a post-drying section 5 located between the exit of the gluing press 3 and the inlet of a not shown winding section.
- the pre-drying section 4 comprises exclusively a "UNORUN" drying train in order to obtain at least 80% of the necessary drying of the cigarette paper strip.
- the pre-drying section 4 comprises a first series of drying drums 6 , transfer rollers 7 and at least one and in the example illustrated in FIG. Fig. 1 , several drying cloths 8 each arranged in the form of an endless belt forming a fabric circuit and moving between rolls of fabric circuits 9.
- the drying drums 6, the transfer rollers 7 and the drying cloths 8 do not are not described more precisely because they are well known to those skilled in the art and can be made in any suitable manner.
- each drying cloth 8 passes around a group of drying drums 6 and at least one transfer roll 7 so that the drying cloth 8 extends in contact with the cigarette paper strip 1 externally with respect to the drying drums 6 and internally with respect to the transfer rollers 7.
- the drying train "UNORUN" comprises in the pre-drying section 4 a series of four groups of drying drums each comprising a drying cloth 8 and a group of two drying drums 6.
- the pre-drying section 4 may comprise a lower or higher number of groups of drying drums 6.
- groups of drying drums with a number of drying drums which may vary from one to more than two.
- the number of drying drums 6 is equal to the number of transfer rollers 7 which are placed so that two drying drums 6 are separated by a transfer roll 7.
- the input roll is not a transfer roll.
- the number of transfer rollers is equal to n-1.
- a "UNORUN" drying train has a series of associated dryer drum groups for continuously supporting the cigarette paper web 1.
- Each drum drum unit has at least one dryer drum 6 and at least one transfer roller. 7 for a drying cloth continuously supporting the strip of cigarette paper 1, on the outer face of said strip as it passes over each drying drum 6 and on the inside of said strip as it passes over a roll transfer 7.
- each drying drum group of a "UNORUN" drying train comprises a single drying cloth continuously supporting the cigarette paper web and mounted so that all drying drums are located outside the drying belt.
- circuit of the drying cloth 8 and all the transfer rollers 7 are located inside the circuit of the drying cloth 8 .
- the strip of cigarette paper 1 is in direct contact with all the drying drums 6 so that it is interposed between all the drying drums 6 and the drying cloth while the strip of cigarette paper 1 is in contact indirectly with the transfer rollers since the drying cloth 8 is interposed between the transfer rollers 7 and the cigarette paper strip 1.
- the "UNORUN" drying train in the pre-drying section 4 ensures, during the continuous support of the cigarette paper web 1, at least 80% of the necessary drying thereof and preferably 100% so as to limit sufficiently the stretching of the paper web while it is still deformable by its moisture (cause of loss of elongation at break and TEA index).
- the drying fabric circuits 8 are mounted to extend above the drying drums 6. It follows that all the elements constituting the pre-drying section 4 can rest directly on a solid floor S of the building receiving the production line, without requiring the development of a basement.
- the cigarette paper strip 1 is continuously supported on the whole of the pre-drying section 4 by means of at least one drying cloth 8 running around the assembly.
- the pre-drying section 4 includes only or exclusively a "UNORUN" drying train adapted to obtain at least 80% of the drying of the cigarette paper strip 1.
- the exclusive use of a "UNORUN" drying train in the pre-drying section makes it possible to support the strip of cigarette paper 1 throughout its passage through the pre-drying section 4, thus having the advantage to reduce or even eliminate the breakage of the band and to eliminate the differences in speed called draws between the drying drums 6.
- the drive of the cigarette paper web 1 is performed at a substantially constant speed.
- the scrolling speed is considered substantially constant insofar as the speed variation is less than or equal to 0.1%.
- the TEA (Tensile Energy Absorption) index is determined in accordance with the T494 om-01 TAPPI standard, while the elongation at break is defined according to the "Stretch" size of this same standard.
- the post-drying section 5 is composed of drying drums 6 organized in one upper row and a lower row between which scrolls the strip of paper 1.
- the paper strip 1 is supported externally in relation to each drying drum 6 with the aid of webs drying 8 arranged above and below the drying drums.
- the Fig. 2 illustrates a preferred embodiment of the invention wherein the post-drying section 5 also comprises only a second series of drying drums 6 and transfer rollers 7 forming exclusively a second drying train "UNORUN” around which scrolls at least a drying cloth 8 for continuously supporting the paper web in this post-drying section 5 to obtain at least 80% of the necessary drying of the cigarette paper web.
- this second drying train "UNORUN” may be carried out in any appropriate manner, as explained above for the first drying train "UNORUN” with the use of a system 10 of trajectory deviation of the sheet 1.
- a "UNORUN" drying train has a series of associated dryer drum groups for continuously supporting the cigarette paper web 1.
- Each drum drum unit has at least one dryer drum 6 and at least one transfer roller. 7 for a drying cloth continuously supporting the strip of cigarette paper 1 , on the outer face of said strip as it passes over each drying drum 6 and on the inside of said strip as it passes over a roll 7.
- the number of drying drums 6 is equal to the number of transfer rollers 7 which are placed so that two drying drums 6 are separated by a transfer roller 7.
- the input roller is not a transfer roller.
- the number of transfer rollers is equal to n-1.
- each drying drum group of a "UNORUN" drying train comprises a single drying cloth continuously supporting the cigarette paper web and mounted so that all drying drums are located outside the drying belt.
- circuit of the drying cloth 8 and all the transfer rollers 7 are located inside the circuit of the drying cloth 8.
- the strip of cigarette paper 1 is in direct contact with all the drying drums 6 so that it is interposed between all the drying drums 6 and the drying cloth while the strip of cigarette paper 1 is in contact indirectly with the transfer rollers since the drying cloth 8 is interposed between the transfer rollers 7 and the cigarette paper strip 1 .
- the exclusive use of a "UNORUN" drying train in the post-drying section 5 makes it possible to continuously support the strip of cigarette paper 1 over its entire path in the post-drying section 5.
- the strip Cigarette paper is driven at a substantially constant speed making it possible to virtually eliminate the differences in speed at the draw between the different drying drums.
- the "UNORUN" drying train in the post-drying section 5 ensures, during the continuous support of the cigarette paper strip, at least 80% of the necessary drying thereof and preferably 100% so that to limit sufficiently the stretching of the paper web while it is still deformable by its moisture (cause of loss of elongation at break and TEA index).
- the reduction of the prints when the paper web is still wet over the entire drying section allows to obtain elongations at break and TEA indices greater than those obtained with devices of the prior art.
- the implementation of a drying section 2 comprising in the pre-drying section 4 exclusively a "UNORUN” drying train and in the post-drying section 5 exclusively a "UNORUN” drying train as illustrated in FIG. the Fig. 2 , allows to obtain an elongation value at break of between 2.5% and 3.5% and a TEA index of between 2.5 kN.m / m 2 and 3.0 kN.m / m 2 .
- Cigarette paper is understood to mean a paper having a porosity of between 10 and 200 CU, a basis weight of between 12 and 45 g / m 2 and preferably between 20 and 35 g / m 2 and a level of mineral fillers between 20 and 40%, typically 30% calcium carbonate.
- the porosity, grammage and charge rate values are respectively determined according to the following techniques: Porosity: ISO 2965 standard / Weight: TAPPI T410 standard / Charge rate: TAPPI T413 standard.
- the drying wires 8 are mounted to extend above the dryer drums. It follows that all the components of the pre-dryer section 4 and post-dryer 5 can rest directly on a solid soil S thus avoiding making a sub-soil below at least the section drying 2.
- the post-drying section includes a suction transfer roll 15 at its input.
- the suction cylinder 15 is placed between the outlet of the milling press 3 and the first drying drum 6 of the post-drying section 5.
- the use of a suction drum 15 at the outlet of the sizing press makes it possible to further reduce stretching the wet paper web.
- the "UNORUN" drying train of the pre-drying section 4 comprises several drying cloths 8.
- the Fig. 4 illustrates an exemplary embodiment in which a single drying cloth 8 is implemented.
- the single drying cloth 8 continuously carries the strip of cigarette paper 1 over the whole of the pre-drying section 4.
- This drying cloth 8 runs around the set of drying drums 6 and transfer rollers 7. Such an arrangement ensures a constant speed of movement of the cigarette paper strip 1 over the entire pre-drying section 4.
- the second drying train "UNORUN” equipping the post-drying section comprises only a single drying cloth 8.
- This embodiment variant can be implemented while the drying train "UNORUN” equipping the pre-drying section comprises either a single drying cloth 8 or several drying cloths 8.
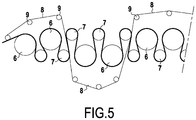
- the "UNORUN" drying trains of the pre-drying section 4 and / or the post-drying section 5 are composed of groups of drying drums 6 in contact alternately with the lower face and the upper face of the paper web 1. Transfers of paper web 1 between groups of drying drums 6 are provided by a succession of two transfer rollers 7 to continuously support the strip of cigarette paper during its journey.
- the groups of drying drums 6 each having a same fabric circuit 8 are arranged so as to provide a symmetrical drying of the strip of cigarette paper 1 by alternating contacts with the lower face and the upper face of the paper strip. cigarettes 1. Transfers of the cigarette paper web 1 between the groups of drying drums 6 are ensured by a succession of two transfer rollers 7 to continuously support the strip of cigarette paper 1 during its entire journey. This arrangement makes it possible to control the degree of curling (commonly called "curl") of the sheet as defined by the ISO 14968 standard. Such a configuration can be applied to the pre-drying section 4 alone or to the pre-drying section. dryer 4 and the post-drying section 5.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Paper (AREA)
- Drying Of Solid Materials (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL15172300T PL2957673T3 (pl) | 2014-06-18 | 2015-06-16 | Sposób suszenia wstęgi bibułki papierosowej i bibułka papierosowa uzyskana tym sposobem |
| HRP20180556TT HRP20180556T1 (hr) | 2014-06-18 | 2018-04-05 | Postupak sušenja trake cigaretnog papira, te tako dobiveni cigaretni papir |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1455593A FR3022564B1 (fr) | 2014-06-18 | 2014-06-18 | Procede de sechage d'une bande de papier a cigarettes et papier a cigarettes ainsi obtenu |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2957673A1 EP2957673A1 (fr) | 2015-12-23 |
| EP2957673B1 true EP2957673B1 (fr) | 2018-01-17 |
Family
ID=51862401
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15172300.4A Not-in-force EP2957673B1 (fr) | 2014-06-18 | 2015-06-16 | Procédé de séchage d'une bande de papier à cigarettes et papier à cigarettes ainsi obtenu |
Country Status (13)
| Country | Link |
|---|---|
| EP (1) | EP2957673B1 (pl) |
| JP (1) | JP6780919B2 (pl) |
| CN (1) | CN105200840B (pl) |
| BR (1) | BR102015014326B1 (pl) |
| DK (1) | DK2957673T3 (pl) |
| ES (1) | ES2662607T3 (pl) |
| FR (1) | FR3022564B1 (pl) |
| HR (1) | HRP20180556T1 (pl) |
| LT (1) | LT2957673T (pl) |
| PH (1) | PH12015000193A1 (pl) |
| PL (1) | PL2957673T3 (pl) |
| PT (1) | PT2957673T (pl) |
| RU (1) | RU2672638C2 (pl) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110418593B (zh) * | 2017-10-20 | 2022-04-19 | 科亚列士信荣株式会社 | 半成品卷制造装置 |
| CN108360281A (zh) * | 2017-12-28 | 2018-08-03 | 仙鹤股份有限公司 | 烟用接装纸原纸抄造设备及造纸方法 |
| CN113175806A (zh) * | 2021-04-27 | 2021-07-27 | 仙鹤股份有限公司 | 一种卷烟纸压痕生产线的热风干燥装置 |
| AT527976A1 (de) * | 2024-01-30 | 2025-08-15 | Mondi Ag | Trockenpartie-Abschnitt zur Herstellung von Kraftpapier |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2537129A (en) * | 1945-10-05 | 1951-01-09 | Beloit Iron Works | Structure for web transfers |
| FI59278C (fi) * | 1980-05-13 | 1981-07-10 | Valmet Oy | Cylindertork i en pappersmaskin eller liknande |
| US4882854A (en) * | 1987-05-26 | 1989-11-28 | Beloit Corporation | Guide roll apparatus for a dryer of a paper machine drying section |
| SU1815559A1 (en) * | 1991-03-29 | 1993-05-15 | Osoboe Kt B I Khim Poverkhnost | Drier for rolled materials |
| DE19543086A1 (de) * | 1995-11-18 | 1997-05-22 | Voith Sulzer Papiermasch Gmbh | Trockenpartie |
| US6001421A (en) * | 1996-12-03 | 1999-12-14 | Valmet Corporation | Method for drying paper and a dry end of a paper machine |
| FI105935B (fi) * | 1996-12-03 | 2000-10-31 | Valmet Corp | Menetelmä paperin kuivaamiseksi sekä paperikoneen kuivapää |
| FI104001B1 (fi) * | 1998-06-26 | 1999-10-29 | Valmet Corp | Kuivatusosa |
| AT412608B (de) * | 2002-02-01 | 2005-05-25 | Tricon Consulting Gmbh & Co Kg | Verfahren zur herstellung von musterförmig bedrucktem papier |
| CN101720979B (zh) * | 2009-11-11 | 2011-07-27 | 云南烟草科学研究院 | 一种卷烟纸质滤嘴原纸干燥工艺及其装置 |
| CN102154921B (zh) * | 2010-12-13 | 2012-08-15 | 云南瑞升烟草技术(集团)有限公司 | 一种包灰卷烟纸的制备方法 |
-
2014
- 2014-06-18 FR FR1455593A patent/FR3022564B1/fr not_active Expired - Fee Related
-
2015
- 2015-06-05 JP JP2015114778A patent/JP6780919B2/ja not_active Expired - Fee Related
- 2015-06-05 PH PH12015000193A patent/PH12015000193A1/en unknown
- 2015-06-15 CN CN201510329056.6A patent/CN105200840B/zh active Active
- 2015-06-16 ES ES15172300.4T patent/ES2662607T3/es active Active
- 2015-06-16 DK DK15172300.4T patent/DK2957673T3/en active
- 2015-06-16 LT LTEP15172300.4T patent/LT2957673T/lt unknown
- 2015-06-16 EP EP15172300.4A patent/EP2957673B1/fr not_active Not-in-force
- 2015-06-16 PT PT151723004T patent/PT2957673T/pt unknown
- 2015-06-16 PL PL15172300T patent/PL2957673T3/pl unknown
- 2015-06-17 RU RU2015123436A patent/RU2672638C2/ru active
- 2015-06-17 BR BR102015014326-5A patent/BR102015014326B1/pt not_active IP Right Cessation
-
2018
- 2018-04-05 HR HRP20180556TT patent/HRP20180556T1/hr unknown
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN105200840B (zh) | 2020-07-03 |
| PL2957673T3 (pl) | 2018-07-31 |
| HRP20180556T1 (hr) | 2018-06-01 |
| DK2957673T3 (en) | 2018-04-30 |
| JP6780919B2 (ja) | 2020-11-04 |
| CN105200840A (zh) | 2015-12-30 |
| RU2015123436A3 (pl) | 2018-09-24 |
| EP2957673A1 (fr) | 2015-12-23 |
| RU2015123436A (ru) | 2017-01-10 |
| RU2672638C2 (ru) | 2018-11-16 |
| PH12015000193B1 (en) | 2017-01-09 |
| PT2957673T (pt) | 2018-04-20 |
| BR102015014326A2 (pt) | 2016-08-09 |
| LT2957673T (lt) | 2018-04-25 |
| FR3022564B1 (fr) | 2017-06-30 |
| JP2016042013A (ja) | 2016-03-31 |
| ES2662607T3 (es) | 2018-04-09 |
| BR102015014326B1 (pt) | 2021-12-21 |
| FR3022564A1 (fr) | 2015-12-25 |
| PH12015000193A1 (en) | 2017-01-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2957673B1 (fr) | Procédé de séchage d'une bande de papier à cigarettes et papier à cigarettes ainsi obtenu | |
| EP0704561B1 (fr) | Dispositif pour détacher et transporter à grande vitesse un voile fibreux en sortie de carde | |
| FR2484328A1 (fr) | Machine de fabrication de carton ondule | |
| EP2365113B2 (fr) | Chariot mobile d'entrée d'étaleur-nappeur comportant un rouleau de détour avec cannelures ou annelures | |
| EP1300492B1 (fr) | Procédé et installation pour la production d'un non-tissé condensé, et dispositif de condensation d'un non-tissé | |
| FR2643397A1 (fr) | Machine a papier a deux filtres | |
| US4003684A (en) | Apparatus for treating webs of filtering material for tobacco product filters, particularly cigarette filters | |
| FR2578453A1 (fr) | Dispositif d'enduction des deux faces d'une bande de papier | |
| EP0049205B1 (fr) | Assemblage d'une bande sans fin sur une nappe transportée en continu | |
| BE1005562A4 (fr) | Procede et machine pour la production d'un voile de fibres. | |
| FR2553305A1 (fr) | Dispositif de revetement a couteau a air | |
| EP2128314B1 (fr) | Dispositif ou système tampon et système de production d'une bande de non-tissé | |
| FR2677377A1 (fr) | Carde dite "laine". | |
| US1616211A (en) | Method and apparatus for making paper having the appearance op | |
| FR2552453A1 (fr) | Machine textile universelle servant a fabriquer sur option des nappes de fibres orientees longitudinalement ou de maniere aleatoire | |
| FR2515696A1 (fr) | Dispositif de condensation du voile de fibres prelevees sur une carde ou analogue | |
| FR2508505A1 (fr) | Procede et appareil pour enrouler un tissu crepe, devide d'un cylindre de crepage, sur une bobine receptrice | |
| BE1006177A3 (fr) | Dispositif pour la production d'un fil. | |
| CH430578A (fr) | Transporteur à courroie | |
| US1188767A (en) | Tobacco-stemming machine. | |
| FR2660978A1 (fr) | Courroie sans fin cooperant avec au moins un cylindre pour retrecir un materiau en feuille interpose entre courroie et cylindre, et machine a retrecir les tissus equipee de cette courroie. | |
| BE551777A (pl) | ||
| BE556256A (pl) | ||
| BE466687A (pl) | ||
| BE544801A (pl) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20160621 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: A24D 1/02 20060101ALI20170724BHEP Ipc: D21H 25/00 20060101ALI20170724BHEP Ipc: D21H 27/00 20060101ALI20170724BHEP Ipc: D21H 25/06 20060101ALI20170724BHEP Ipc: D21F 5/04 20060101AFI20170724BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20170808 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602015007531 Country of ref document: DE Ref country code: AT Ref legal event code: REF Ref document number: 964510 Country of ref document: AT Kind code of ref document: T Effective date: 20180215 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: TUEP Ref document number: P20180556 Country of ref document: HR |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2662607 Country of ref document: ES Kind code of ref document: T3 Effective date: 20180409 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Ref document number: 2957673 Country of ref document: PT Date of ref document: 20180420 Kind code of ref document: T Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20180411 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 Effective date: 20180426 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: T1PR Ref document number: P20180556 Country of ref document: HR |
|
| REG | Reference to a national code |
Ref country code: EE Ref legal event code: FG4A Ref document number: E015381 Country of ref document: EE Effective date: 20180412 |
|
| REG | Reference to a national code |
Ref country code: NO Ref legal event code: T2 Effective date: 20180117 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180517 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180117 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602015007531 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180117 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180117 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180117 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180117 |
|
| 26N | No opposition filed |
Effective date: 20181018 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180117 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: ODRP Ref document number: P20180556 Country of ref document: HR Payment date: 20190515 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20190515 Year of fee payment: 5 Ref country code: LU Payment date: 20190516 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20190524 Year of fee payment: 5 Ref country code: PL Payment date: 20190522 Year of fee payment: 5 Ref country code: MC Payment date: 20190520 Year of fee payment: 5 Ref country code: DK Payment date: 20190523 Year of fee payment: 5 Ref country code: IE Payment date: 20190523 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20190514 Year of fee payment: 14 Ref country code: EE Payment date: 20190514 Year of fee payment: 5 Ref country code: BE Payment date: 20190624 Year of fee payment: 5 Ref country code: LV Payment date: 20190520 Year of fee payment: 5 Ref country code: HR Payment date: 20190515 Year of fee payment: 5 Ref country code: SE Payment date: 20190618 Year of fee payment: 5 Ref country code: BG Payment date: 20190619 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20190620 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20190620 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20150616 Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180117 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: PBON Ref document number: P20180556 Country of ref document: HR Effective date: 20200616 |
|
| REG | Reference to a national code |
Ref country code: EE Ref legal event code: MM4A Ref document number: E015381 Country of ref document: EE Effective date: 20200630 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20200630 Ref country code: NO Ref legal event code: MMEP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200630 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20200701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200616 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20200616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200616 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MM4D Effective date: 20200616 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20200630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200616 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200616 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200630 Ref country code: NO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200630 Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210118 Ref country code: LT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200616 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200630 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200701 Ref country code: EE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200617 Ref country code: BG Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200630 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200616 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: UEP Ref document number: 964510 Country of ref document: AT Kind code of ref document: T Effective date: 20180117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200616 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20220622 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20220705 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20230512 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20230522 Year of fee payment: 9 Ref country code: AT Payment date: 20230522 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602015007531 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230630 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20240801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230617 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230617 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240616 Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240616 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 964510 Country of ref document: AT Kind code of ref document: T Effective date: 20240616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240616 |