EP2957673B1 - A method of drying a web of cigarette paper, and cigarette paper obtained thereby - Google Patents
A method of drying a web of cigarette paper, and cigarette paper obtained thereby Download PDFInfo
- Publication number
- EP2957673B1 EP2957673B1 EP15172300.4A EP15172300A EP2957673B1 EP 2957673 B1 EP2957673 B1 EP 2957673B1 EP 15172300 A EP15172300 A EP 15172300A EP 2957673 B1 EP2957673 B1 EP 2957673B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- drying
- cigarette paper
- strip
- section
- felt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000001035 drying Methods 0.000 title claims description 237
- 235000019504 cigarettes Nutrition 0.000 title claims description 91
- 238000000034 method Methods 0.000 title claims description 12
- 238000004804 winding Methods 0.000 claims description 6
- 239000012764 mineral filler Substances 0.000 claims description 2
- 239000004744 fabric Substances 0.000 description 44
- 238000004519 manufacturing process Methods 0.000 description 10
- 238000009434 installation Methods 0.000 description 9
- 238000004513 sizing Methods 0.000 description 6
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 238000004026 adhesive bonding Methods 0.000 description 2
- 239000002689 soil Substances 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000001627 detrimental effect Effects 0.000 description 1
- 235000021183 entrée Nutrition 0.000 description 1
- 229910052500 inorganic mineral Inorganic materials 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 239000011707 mineral Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images




Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F5/00—Dryer section of machines for making continuous webs of paper
- D21F5/02—Drying on cylinders
- D21F5/04—Drying on cylinders on two or more drying cylinders
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/02—Cigars; Cigarettes with special covers
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H25/00—After-treatment of paper not provided for in groups D21H17/00 - D21H23/00
- D21H25/005—Mechanical treatment
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H25/00—After-treatment of paper not provided for in groups D21H17/00 - D21H23/00
- D21H25/04—Physical treatment, e.g. heating, irradiating
- D21H25/06—Physical treatment, e.g. heating, irradiating of impregnated or coated paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
Definitions
- the present invention relates to the technical field of the manufacture of cigarette paper and more specifically to the operation of drying cigarette paper during its manufacture in order to improve its mechanical characteristics.
- a paper making line and in particular a cigarette line, comprises, at the outlet of the headbox, a drainage section through a fabric followed by a press section followed by a paper drying section. leading to a winding section.
- the state of the art has proposed many solutions to ensure the manufacture of paper and in particular the drying of paper.
- the patent US 6,001,421 discloses a machine for drying a paper web comprising in particular a pre-drying section and a coating station followed by a post-drying section.
- Each pre-dryer section or post-dryer section has a series of dryer drum groups.
- Each group of dryer drums has a plurality of dryer drums and a dryer fabric mounted to press the paper web against the dryer drums and support the paper web in relation to the transfer rollers.
- patent US 4,882,854 discloses a guide roller apparatus for a drying section of a paper machine comprising in particular a drying cloth pressing the paper web against drying drums and supporting the paper web as it passes around the transfer rollers. This patent does not provide relevant instruction for drying a cigarette paper.
- the cigarette paper receives an additional treatment via a sizing press, so that the drying section divides upstream and downstream of the sizing press, respectively in a pre-drying section and a post-drying section.
- a cigarette paper has a basis weight between 12 and 45 g / m 2 and more precisely between 12 and 35 g / m 2 .
- the cigarette paper has a relative fragility leading to limit the speed of travel of the paper web to avoid breaking during its manufacture.
- the improvement of the cost of production of cigarette paper passes including an increase in the speed of travel of the paper web.
- the present invention aims at remedying the drawbacks of the state of the art by proposing a new technique for manufacturing cigarette paper that makes it possible to increase the speed of travel of the paper web while at the same time making it possible to obtain a cigarette paper with very good mechanical characteristics adapted to its subsequent implementation.
- the invention aims at providing a method of drying a strip of cigarette paper in a drying section of a cigarette paper production line, this drying section being broken down between a section of pre-drying located between the exit of a press section and the inlet of a sizing press, and a post-drying section located between the exit of the sizing press and the entrance of a winding section, this section of drying comprising drying drums, transfer rollers and at least one drying cloth consisting of at least the pre-drying section, to continuously support the strip of cigarette paper with at least one drying cloth scrolling around all the dryer drums and transfer rollers located in the pre-drying section to form exclusively in this pre-drying section, a drying train "UNORUN" for driving the paper strip to cigarettes at a substantially constant speed with a speed variation of less than or equal to 0.1% so as to obtain a cigarette paper with an elongation value at break of at least 2.0% and a TEA index of at least equal to 2.0 kN.m
- the drying process consists, for the post-drying section, in continuously supporting the strip of cigarette paper using at least one drying cloth running around all the drying drums and transfer rollers located in the post-drying section to form exclusively in this post-drying section, a "UNORUN" drying train driving the cigarette paper web at a substantially constant speed of in order to obtain a cigarette paper with an elongation value at break of at least 2.5% and an index TEA of at least 2.5 kN.m / m 2 , said drying train "UNORUN” comprising one or more groups of associated dryer drums for continuously supporting the cigarette paper web, each group of dryer drums comprising at least one dryer drum, at least one transfer roll and a single drying cloth continuously supporting the cigarette paper web, the drying cloth being arranged in the form of an endless belt forming a fabric circuit and being mounted so that all the dryer drums of said group are located at the outside the circuit of the fabric and all the transfer rollers of said group are located inside the circuit of the fabric.
- the drying process consists of the pre-dryer section and / or the post-dryer section to continuously support the cigarette paper web with a single continuous drying cloth running around the drying drums and the transfer rollers. 'a section.
- this method consists in causing the strip of cigarette paper to scroll on a suction transfer roller located between the exit of the size press and the first drying drum of the post-drying section.
- Another object of the invention is to propose a novel cigarette paper having improved mechanical characteristics, in particular with regard to its elongation value at break and its TEA index, relative to known cigarette paper.
- Another object of the invention is therefore to propose a cigarette paper which has an elongation value at break of at least 2.0% and a TEA index of at least 2.0 kN.m / m 2. .
- Another object of the invention is therefore to propose a cigarette paper having an elongation value at break of between 2.5% and 3.5% and a TEA index of between 2.5 kN.m / m 2. and 3.0 kN.m / m 2 .
- Fig. 1 illustrates a first embodiment of a drying section 2 of this strip of cigarette paper 1, part of a manufacturing machine not shown but known per se.
- this drying section 2 is interposed between the outlet of the press section and the inlet of the winding section, these press and winding sections are not described more precisely because they are well known to the man of the profession and are not part of the subject of the invention.
- This drying section 2 comprises a sizing press 3 for treating the cigarette paper web 1.
- the drying section 2 is broken down between a pre-drying section 4 situated between the exit of the press section and the inlet of the gluing press 3 and a post-drying section 5 located between the exit of the gluing press 3 and the inlet of a not shown winding section.
- the pre-drying section 4 comprises exclusively a "UNORUN" drying train in order to obtain at least 80% of the necessary drying of the cigarette paper strip.
- the pre-drying section 4 comprises a first series of drying drums 6 , transfer rollers 7 and at least one and in the example illustrated in FIG. Fig. 1 , several drying cloths 8 each arranged in the form of an endless belt forming a fabric circuit and moving between rolls of fabric circuits 9.
- the drying drums 6, the transfer rollers 7 and the drying cloths 8 do not are not described more precisely because they are well known to those skilled in the art and can be made in any suitable manner.
- each drying cloth 8 passes around a group of drying drums 6 and at least one transfer roll 7 so that the drying cloth 8 extends in contact with the cigarette paper strip 1 externally with respect to the drying drums 6 and internally with respect to the transfer rollers 7.
- the drying train "UNORUN" comprises in the pre-drying section 4 a series of four groups of drying drums each comprising a drying cloth 8 and a group of two drying drums 6.
- the pre-drying section 4 may comprise a lower or higher number of groups of drying drums 6.
- groups of drying drums with a number of drying drums which may vary from one to more than two.
- the number of drying drums 6 is equal to the number of transfer rollers 7 which are placed so that two drying drums 6 are separated by a transfer roll 7.
- the input roll is not a transfer roll.
- the number of transfer rollers is equal to n-1.
- a "UNORUN" drying train has a series of associated dryer drum groups for continuously supporting the cigarette paper web 1.
- Each drum drum unit has at least one dryer drum 6 and at least one transfer roller. 7 for a drying cloth continuously supporting the strip of cigarette paper 1, on the outer face of said strip as it passes over each drying drum 6 and on the inside of said strip as it passes over a roll transfer 7.
- each drying drum group of a "UNORUN" drying train comprises a single drying cloth continuously supporting the cigarette paper web and mounted so that all drying drums are located outside the drying belt.
- circuit of the drying cloth 8 and all the transfer rollers 7 are located inside the circuit of the drying cloth 8 .
- the strip of cigarette paper 1 is in direct contact with all the drying drums 6 so that it is interposed between all the drying drums 6 and the drying cloth while the strip of cigarette paper 1 is in contact indirectly with the transfer rollers since the drying cloth 8 is interposed between the transfer rollers 7 and the cigarette paper strip 1.
- the "UNORUN" drying train in the pre-drying section 4 ensures, during the continuous support of the cigarette paper web 1, at least 80% of the necessary drying thereof and preferably 100% so as to limit sufficiently the stretching of the paper web while it is still deformable by its moisture (cause of loss of elongation at break and TEA index).
- the drying fabric circuits 8 are mounted to extend above the drying drums 6. It follows that all the elements constituting the pre-drying section 4 can rest directly on a solid floor S of the building receiving the production line, without requiring the development of a basement.
- the cigarette paper strip 1 is continuously supported on the whole of the pre-drying section 4 by means of at least one drying cloth 8 running around the assembly.
- the pre-drying section 4 includes only or exclusively a "UNORUN" drying train adapted to obtain at least 80% of the drying of the cigarette paper strip 1.
- the exclusive use of a "UNORUN" drying train in the pre-drying section makes it possible to support the strip of cigarette paper 1 throughout its passage through the pre-drying section 4, thus having the advantage to reduce or even eliminate the breakage of the band and to eliminate the differences in speed called draws between the drying drums 6.
- the drive of the cigarette paper web 1 is performed at a substantially constant speed.
- the scrolling speed is considered substantially constant insofar as the speed variation is less than or equal to 0.1%.
- the TEA (Tensile Energy Absorption) index is determined in accordance with the T494 om-01 TAPPI standard, while the elongation at break is defined according to the "Stretch" size of this same standard.
- the post-drying section 5 is composed of drying drums 6 organized in one upper row and a lower row between which scrolls the strip of paper 1.
- the paper strip 1 is supported externally in relation to each drying drum 6 with the aid of webs drying 8 arranged above and below the drying drums.
- the Fig. 2 illustrates a preferred embodiment of the invention wherein the post-drying section 5 also comprises only a second series of drying drums 6 and transfer rollers 7 forming exclusively a second drying train "UNORUN” around which scrolls at least a drying cloth 8 for continuously supporting the paper web in this post-drying section 5 to obtain at least 80% of the necessary drying of the cigarette paper web.
- this second drying train "UNORUN” may be carried out in any appropriate manner, as explained above for the first drying train "UNORUN” with the use of a system 10 of trajectory deviation of the sheet 1.
- a "UNORUN" drying train has a series of associated dryer drum groups for continuously supporting the cigarette paper web 1.
- Each drum drum unit has at least one dryer drum 6 and at least one transfer roller. 7 for a drying cloth continuously supporting the strip of cigarette paper 1 , on the outer face of said strip as it passes over each drying drum 6 and on the inside of said strip as it passes over a roll 7.
- the number of drying drums 6 is equal to the number of transfer rollers 7 which are placed so that two drying drums 6 are separated by a transfer roller 7.
- the input roller is not a transfer roller.
- the number of transfer rollers is equal to n-1.
- each drying drum group of a "UNORUN" drying train comprises a single drying cloth continuously supporting the cigarette paper web and mounted so that all drying drums are located outside the drying belt.
- circuit of the drying cloth 8 and all the transfer rollers 7 are located inside the circuit of the drying cloth 8.
- the strip of cigarette paper 1 is in direct contact with all the drying drums 6 so that it is interposed between all the drying drums 6 and the drying cloth while the strip of cigarette paper 1 is in contact indirectly with the transfer rollers since the drying cloth 8 is interposed between the transfer rollers 7 and the cigarette paper strip 1 .
- the exclusive use of a "UNORUN" drying train in the post-drying section 5 makes it possible to continuously support the strip of cigarette paper 1 over its entire path in the post-drying section 5.
- the strip Cigarette paper is driven at a substantially constant speed making it possible to virtually eliminate the differences in speed at the draw between the different drying drums.
- the "UNORUN" drying train in the post-drying section 5 ensures, during the continuous support of the cigarette paper strip, at least 80% of the necessary drying thereof and preferably 100% so that to limit sufficiently the stretching of the paper web while it is still deformable by its moisture (cause of loss of elongation at break and TEA index).
- the reduction of the prints when the paper web is still wet over the entire drying section allows to obtain elongations at break and TEA indices greater than those obtained with devices of the prior art.
- the implementation of a drying section 2 comprising in the pre-drying section 4 exclusively a "UNORUN” drying train and in the post-drying section 5 exclusively a "UNORUN” drying train as illustrated in FIG. the Fig. 2 , allows to obtain an elongation value at break of between 2.5% and 3.5% and a TEA index of between 2.5 kN.m / m 2 and 3.0 kN.m / m 2 .
- Cigarette paper is understood to mean a paper having a porosity of between 10 and 200 CU, a basis weight of between 12 and 45 g / m 2 and preferably between 20 and 35 g / m 2 and a level of mineral fillers between 20 and 40%, typically 30% calcium carbonate.
- the porosity, grammage and charge rate values are respectively determined according to the following techniques: Porosity: ISO 2965 standard / Weight: TAPPI T410 standard / Charge rate: TAPPI T413 standard.
- the drying wires 8 are mounted to extend above the dryer drums. It follows that all the components of the pre-dryer section 4 and post-dryer 5 can rest directly on a solid soil S thus avoiding making a sub-soil below at least the section drying 2.
- the post-drying section includes a suction transfer roll 15 at its input.
- the suction cylinder 15 is placed between the outlet of the milling press 3 and the first drying drum 6 of the post-drying section 5.
- the use of a suction drum 15 at the outlet of the sizing press makes it possible to further reduce stretching the wet paper web.
- the "UNORUN" drying train of the pre-drying section 4 comprises several drying cloths 8.
- the Fig. 4 illustrates an exemplary embodiment in which a single drying cloth 8 is implemented.
- the single drying cloth 8 continuously carries the strip of cigarette paper 1 over the whole of the pre-drying section 4.
- This drying cloth 8 runs around the set of drying drums 6 and transfer rollers 7. Such an arrangement ensures a constant speed of movement of the cigarette paper strip 1 over the entire pre-drying section 4.
- the second drying train "UNORUN” equipping the post-drying section comprises only a single drying cloth 8.
- This embodiment variant can be implemented while the drying train "UNORUN” equipping the pre-drying section comprises either a single drying cloth 8 or several drying cloths 8.
- the "UNORUN" drying trains of the pre-drying section 4 and / or the post-drying section 5 are composed of groups of drying drums 6 in contact alternately with the lower face and the upper face of the paper web 1. Transfers of paper web 1 between groups of drying drums 6 are provided by a succession of two transfer rollers 7 to continuously support the strip of cigarette paper during its journey.
- the groups of drying drums 6 each having a same fabric circuit 8 are arranged so as to provide a symmetrical drying of the strip of cigarette paper 1 by alternating contacts with the lower face and the upper face of the paper strip. cigarettes 1. Transfers of the cigarette paper web 1 between the groups of drying drums 6 are ensured by a succession of two transfer rollers 7 to continuously support the strip of cigarette paper 1 during its entire journey. This arrangement makes it possible to control the degree of curling (commonly called "curl") of the sheet as defined by the ISO 14968 standard. Such a configuration can be applied to the pre-drying section 4 alone or to the pre-drying section. dryer 4 and the post-drying section 5.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Paper (AREA)
- Drying Of Solid Materials (AREA)
Description
La présente invention concerne le domaine technique de la fabrication du papier à cigarettes et elle vise plus précisément l'opération de séchage du papier à cigarettes lors de sa fabrication afin d'améliorer ses caractéristiques mécaniques.The present invention relates to the technical field of the manufacture of cigarette paper and more specifically to the operation of drying cigarette paper during its manufacture in order to improve its mechanical characteristics.
D'une manière classique, une ligne de fabrication de papier, et notamment à cigarettes, comporte en sortie de la caisse de tête, une section d'égouttage à travers une toile suivie d'une section presse suivie par une section de séchage du papier aboutissant à une section enrouleuse.In a conventional manner, a paper making line, and in particular a cigarette line, comprises, at the outlet of the headbox, a drainage section through a fabric followed by a press section followed by a paper drying section. leading to a winding section.
L'état de la technique a proposé de nombreuses solutions pour assurer la fabrication du papier et en particulier, le séchage du papier. Par exemple, le brevet
De même, le brevet
Typiquement, le papier à cigarettes reçoit un traitement complémentaire par l'intermédiaire d'une presse encolleuse, de sorte que la section de séchage se divise en amont et en aval de la presse encolleuse, respectivement en une section de pré-sécherie et en une section de post-sécherie.Typically, the cigarette paper receives an additional treatment via a sizing press, so that the drying section divides upstream and downstream of the sizing press, respectively in a pre-drying section and a post-drying section.
L'une des caractéristiques du papier à cigarettes est son grammage, c'est-à-dire la grandeur correspondant à sa masse surfacique, c'est-à-dire sa masse par unité de surface. Typiquement, un papier à cigarettes possède un grammage compris entre 12 et 45 g/m2 et plus précisément entre 12 et 35 g/m2.One of the characteristics of cigarette paper is its grammage, that is to say the quantity corresponding to its surface mass, that is to say its mass per unit area. Typically, a cigarette paper has a basis weight between 12 and 45 g / m 2 and more precisely between 12 and 35 g / m 2 .
Le papier à cigarettes présente une relative fragilité conduisant à limiter la vitesse de défilement de la bande de papier pour éviter sa rupture lors de sa fabrication. Or, l'amélioration du coût de production du papier à cigarettes passe notamment par une augmentation de la vitesse de défilement de la bande de papier.The cigarette paper has a relative fragility leading to limit the speed of travel of the paper web to avoid breaking during its manufacture. However, the improvement of the cost of production of cigarette paper passes including an increase in the speed of travel of the paper web.
Cependant, le déposant a mis en évidence que l'augmentation de la vitesse de défilement de la bande de papier à cigarettes conduit à l'obtention d'un papier à cigarettes dont les caractéristiques mécaniques sont dégradées nuisant à la mise en oeuvre ultérieure du papier à cigarettes ainsi fabriqué. Le document
La présente invention vise à remédier aux inconvénients de l'état de la technique en proposant une nouvelle technique de fabrication de papier à cigarettes permettant d'augmenter la vitesse de défilement de la bande de papier tout en permettant d'obtenir un papier à cigarettes avec de très bonnes caractéristiques mécaniques adaptées à sa mise en oeuvre ultérieure.The present invention aims at remedying the drawbacks of the state of the art by proposing a new technique for manufacturing cigarette paper that makes it possible to increase the speed of travel of the paper web while at the same time making it possible to obtain a cigarette paper with very good mechanical characteristics adapted to its subsequent implementation.
Pour atteindre un tel objectif, l'invention vise à proposer un procédé de séchage d'une bande de papier à cigarettes dans une section de séchage d'une ligne de fabrication de papier à cigarettes, cette section de séchage se décomposant entre une section de pré-sécherie située entre la sortie d'une section presse et l'entrée d'une presse encolleuse, et une section de post-sécherie située entre la sortie de la presse encolleuse et l'entrée d'une section enrouleuse, cette section de séchage comportant des tambours sécheurs, des rouleaux de transfert et au moins une toile de séchage consistant pour au moins la section de pré-sècherie, à supporter continûment la bande de papier à cigarettes à l'aide d'au moins une toile de séchage défilant autour de l'ensemble des tambours sécheurs et des rouleaux de transfert situés dans la section de pré-sècherie pour former exclusivement dans cette section de pré-sècherie, un train de séchage « UNORUN » assurant l'entraînement de la bande de papier à cigarettes à une vitesse sensiblement constante avec une variation de vitesse inférieure ou égale à 0,1 % de manière à obtenir un papier à cigarettes avec une valeur d'allongement à la rupture au moins égale à 2,0% et un indice TEA au moins égal à 2,0 kN.m/m2, ledit train de séchage "UNORUN" comportant un ou plusieurs groupes de tambours sécheurs associés pour supporter de manière continue la bande de papier à cigarettes, chaque groupe de tambours sécheurs comprenant au moins un tambour sécheur, au moins un rouleau de transfert et une seule toile de séchage supportant en continu la bande de papier à cigarettes, la toile de séchage étant arrangée sous la forme d'une bande sans fin formant un circuit de toile et étant montée de sorte que tous les tambours sécheurs dudit groupe soient situés à l'extérieur du circuit de la toile et tous les rouleaux de transfert dudit groupe soient situés à l'intérieur du circuit de la toile. Selon une autre caractéristique de l'invention, le procédé de séchage consiste pour la section de post-sécherie, à supporter continûment la bande de papier à cigarettes à l'aide d'au moins une toile de séchage défilant autour de l'ensemble des tambours sécheurs et des rouleaux de transfert situés dans la section de post-sécherie pour former exclusivement dans cette section de post-sécherie, un train de séchage « UNORUN » assurant l'entraînement de la bande de papier à cigarettes à une vitesse sensiblement constante de manière à obtenir un papier à cigarettes avec une valeur d'allongement à la rupture au moins égale à 2,5% et un indice TEA au moins égal à 2,5 kN.m/m2, ledit train de séchage "UNORUN" comportant un ou plusieurs groupes de tambours sécheurs associés pour supporter de manière continue la bande de papier à cigarettes, chaque groupe de tambours sécheurs comprenant au moins un tambour sécheur, au moins un rouleau de transfert et une seule toile de séchage supportant en continu la bande de papier à cigarettes, la toile de séchage étant arrangée sous la forme d'une bande sans fin formant un circuit de toile et étant montée de sorte que tous les tambours sécheurs dudit groupe soient situés à l'extérieur du circuit de la toile et tous les rouleaux de transfert dudit groupe soient situés à l'intérieur du circuit de la toile. Selon une autre caractéristique de l'invention, le procédé de séchage consiste dans la section de pré-sécherie et/ou dans la section de post-sécherie à supporter continûment la bande de papier à cigarettes à l'aide d'une unique toile de séchage défilant continûment autour des tambours sécheurs et des rouleaux de transfert d'une section. Selon une autre caractéristique de l'invention, ce procédé consiste à amener la bande de papier à cigarettes à défiler sur un rouleau de transfert aspirant situé entre la sortie de la presse encolleuse et le premier tambour sécheur de la section de post-sécherie.To achieve such an objective, the invention aims at providing a method of drying a strip of cigarette paper in a drying section of a cigarette paper production line, this drying section being broken down between a section of pre-drying located between the exit of a press section and the inlet of a sizing press, and a post-drying section located between the exit of the sizing press and the entrance of a winding section, this section of drying comprising drying drums, transfer rollers and at least one drying cloth consisting of at least the pre-drying section, to continuously support the strip of cigarette paper with at least one drying cloth scrolling around all the dryer drums and transfer rollers located in the pre-drying section to form exclusively in this pre-drying section, a drying train "UNORUN" for driving the paper strip to cigarettes at a substantially constant speed with a speed variation of less than or equal to 0.1% so as to obtain a cigarette paper with an elongation value at break of at least 2.0% and a TEA index of at least equal to 2.0 kN.m / m 2 , said "UNORUN" drying train having one or more groups of associated dryer drums for continuously supporting the cigarette paper web, each group of dryer drums comprising at least one drum dryer, at least one transfer roll and a single drying cloth continuously supporting the cigarette paper strip, the drying cloth being arranged in the form of an endless band forming a circuit of cloth and being mounted so that all of the drying drums of said group are located outside the circuit of the fabric and all the transfer rollers of said group are located inside the circuit of the fabric. According to another characteristic of the invention, the drying process consists, for the post-drying section, in continuously supporting the strip of cigarette paper using at least one drying cloth running around all the drying drums and transfer rollers located in the post-drying section to form exclusively in this post-drying section, a "UNORUN" drying train driving the cigarette paper web at a substantially constant speed of in order to obtain a cigarette paper with an elongation value at break of at least 2.5% and an index TEA of at least 2.5 kN.m / m 2 , said drying train "UNORUN" comprising one or more groups of associated dryer drums for continuously supporting the cigarette paper web, each group of dryer drums comprising at least one dryer drum, at least one transfer roll and a single drying cloth continuously supporting the cigarette paper web, the drying cloth being arranged in the form of an endless belt forming a fabric circuit and being mounted so that all the dryer drums of said group are located at the outside the circuit of the fabric and all the transfer rollers of said group are located inside the circuit of the fabric. According to another characteristic of the invention, the drying process consists of the pre-dryer section and / or the post-dryer section to continuously support the cigarette paper web with a single continuous drying cloth running around the drying drums and the transfer rollers. 'a section. According to another characteristic of the invention, this method consists in causing the strip of cigarette paper to scroll on a suction transfer roller located between the exit of the size press and the first drying drum of the post-drying section.
Un autre objet de l'invention est de proposer un nouveau papier à cigarettes présentant des caractéristiques mécaniques améliorées notamment en ce qui concerne sa valeur d'allongement à la rupture et son indice TEA, par rapport au papier à cigarettes connu.Another object of the invention is to propose a novel cigarette paper having improved mechanical characteristics, in particular with regard to its elongation value at break and its TEA index, relative to known cigarette paper.
Un autre objet de l'invention est donc de proposer un papier à cigarettes qui possède une valeur d'allongement à la rupture au moins égale à 2,0% et un indice TEA au moins égal à 2,0 kN.m/m2.Another object of the invention is therefore to propose a cigarette paper which has an elongation value at break of at least 2.0% and a TEA index of at least 2.0 kN.m / m 2. .
Un autre objet de l'invention est donc de proposer un papier à cigarettes présentant une valeur d'allongement à la rupture comprise entre 2,5% et 3,5% et un indice TEA compris entre 2,5 kN.m/m2 et 3,0 kN.m/m2.Another object of the invention is therefore to propose a cigarette paper having an elongation value at break of between 2.5% and 3.5% and a TEA index of between 2.5 kN.m / m 2. and 3.0 kN.m / m 2 .
Un autre objet de l'invention est de proposer un papier à cigarettes qui comporte :
- une porosité comprise entre 10 et 200 CU,
- un grammage compris entre 12 et 45 g/m2
- et un taux de charges minérales compris entre 20 et 40%.
- a porosity between 10 and 200 CU,
- a basis weight between 12 and 45 g / m 2
- and a mineral fill rate of between 20 and 40%.
Diverses autres caractéristiques ressortent de la description faite ci-dessous en référence aux dessins annexés qui montrent, à titre d'exemples non limitatifs, des formes de réalisation de l'objet de l'invention.
- La
Figure 1 est une vue en coupe schématique d'un exemple d'une installation de séchage dans laquelle uniquement la section de pré-sécherie forme un train de sécherie « UNORUN ». - La
Figure 2 est une vue en coupe schématique d'un autre exemple d'une installation de séchage dans laquelle la section de pré-sécherie et la section de post-sécherie forment respectivement un train de séchage « UNORUN ». - La
Figure 3 est une vue en coupe schématique d'un autre exemple de réalisation d'une installation de séchage dans laquelle la section de post-sécherie est équipée en entrée d'un rouleau de transfert. - La
Figure 4 est une vue en coupe schématique d'un autre exemple de réalisation d'une installation de séchage dans laquelle la section de pré-sécherie comporte un unique circuit pour la toile de séchage. - La
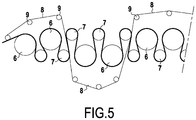
Figure 5 est une vue en coupe schématique d'un autre exemple de réalisation d'une installation de séchage dans laquelle la ou les sections « UNORUN » comportent des groupes de séchage alternativement en contact avec la face inférieure et supérieure de la feuille pour symétriser le séchage de la feuille.
- The
Figure 1 is a schematic sectional view of an example of a drying installation in which only the pre-drying section forms a "UNORUN" drying train. - The
Figure 2 is a schematic sectional view of another example of a drying plant in which the pre-dryer section and the post-dryer section respectively form a "UNORUN" drying train. - The
Figure 3 is a schematic sectional view of another embodiment of a drying installation in which the post-drying section is fitted at the inlet of a transfer roller. - The
Figure 4 is a schematic sectional view of another embodiment of a drying installation in which the pre-drying section comprises a single circuit for the drying cloth. - The
Figure 5 is a schematic sectional view of another embodiment of a drying installation in which the "UNORUN" section or sections comprise drying groups alternately in contact with the lower and upper face of the sheet to symmetrize the drying of leaf.
Tel que cela ressort des dessins, l'objet de l'invention concerne la fabrication en ligne d'une bande de papier à cigarettes 1. La
De manière classique, cette section de séchage 2 se trouve interposée entre la sortie de la section presse et l'entrée de la section enrouleuse, ces sections presse et enrouleuse n'étant pas décrites plus précisément car elles sont bien connues de l'homme du métier et ne font pas partie précisément de l'objet de l'invention.Conventionally, this
Cette section de séchage 2 comporte une presse encolleuse 3 permettant d'assurer un traitement à la bande de papier à cigarettes 1. Ainsi la section de séchage 2 se décompose entre une section de pré-sécherie 4 située entre la sortie de la section presse et l'entrée de la presse encolleuse 3 et une section de post-sécherie 5 située entre la sortie de la presse encolleuse 3 et l'entrée d'une section enrouleuse non représentée.This
Conformément à l'invention, la section de pré-sécherie 4 comporte exclusivement un train de séchage « UNORUN » afin d'obtenir au minimum 80 % du séchage nécessaire de la bande de papier à cigarettes. Ainsi la section de pré-sécherie 4 comporte une première série de tambours sécheurs 6, des rouleaux de transfert 7 et au moins une et dans l'exemple illustré à la
De manière connue, chaque toile de séchage 8 défile autour d'un groupe de tambours sécheurs 6 et d'au moins un rouleau de transfert 7 de sorte que la toile de séchage 8 s'étend en contact avec la bande de papier à cigarettes 1 extérieurement par rapport aux tambours sécheurs 6 et intérieurement par rapport aux rouleaux de transfert 7. In known manner, each drying
Dans l'exemple illustré à la
Ainsi, un train de séchage « UNORUN » comporte une série de groupes de tambours sécheurs associés pour supporter de manière continue la bande de papier à cigarettes 1. Chaque groupe de tambour sécheur comporte au moins un tambour sécheur 6 et au moins un rouleau de transfert 7 pour une toile de séchage supportant en continu la bande de papier à cigarettes 1, sur la face extérieure de ladite bande lorsque celle-ci passe sur chaque tambour sécheur 6 et sur la face intérieure de ladite bande lorsque celle-ci passe sur un rouleau de transfert 7. Thus, a "UNORUN" drying train has a series of associated dryer drum groups for continuously supporting the cigarette paper web 1. Each drum drum unit has at least one
En d'autres termes, chaque groupe de tambour sécheur d'un train de séchage « UNORUN » comporte une seule toile de séchage supportant continûment la bande de papier à cigarettes et montée de sorte que tous les tambours sécheurs soient situés à l'extérieur du circuit de la toile de séchage 8 et tous les rouleaux de transfert 7 soient situés à l'intérieur du circuit de la toile de séchage 8.In other words, each drying drum group of a "UNORUN" drying train comprises a single drying cloth continuously supporting the cigarette paper web and mounted so that all drying drums are located outside the drying belt. circuit of the drying
Ainsi, la bande de papier à cigarettes 1 est en contact direct avec tous les tambours sécheurs 6 de sorte qu'elle se trouve interposée entre tous les tambours sécheurs 6 et la toile de séchage tandis que la bande de papier à cigarettes 1 est en contact indirect avec les rouleaux de transfert puisque la toile de séchage 8 est interposée entre les rouleaux de transfert 7 et la bande de papier à cigarettes 1. Thus, the strip of cigarette paper 1 is in direct contact with all the drying
Il doit être considéré que le train de séchage « UNORUN » dans la section de pré-sécherie 4 assure, lors du support continu de la bande de papier à cigarettes 1, au moins 80 % du séchage nécessaire de celle-ci et préférentiellement 100 % de manière à limiter suffisamment l'étirage de la bande de papier alors qu'elle est encore déformable par son humidité (cause de la perte en allongement à la rupture et en indice TEA).It must be considered that the "UNORUN" drying train in the
Avantageusement, comme cela apparaît sur la
Comme il ressort de la description qui précède, la bande de papier à cigarettes 1 est supportée continûment sur l'ensemble de la section de pré-sécherie 4 à l'aide d'au moins une toile de séchage 8 défilant autour de l'ensemble des tambours sécheurs 6 et des rouleaux de transfert 7 situés dans la section de pré-sécherie 4 pour former exclusivement dans cette section de pré-sécherie, un train de séchage « UNORUN ». En d'autres termes, la section de pré-sécherie 4 comporte uniquement ou exclusivement un train de séchage « UNORUN » adapté pour obtenir au moins 80 % du séchage de la bande de papier à cigarettes 1. As can be seen from the foregoing description, the cigarette paper strip 1 is continuously supported on the whole of the
La mise en oeuvre exclusivement d'un train de séchage « UNORUN » dans la section de pré-sécherie permet de supporter la bande de papier à cigarettes 1 tout au long de son passage dans la section de pré-sécherie 4 présentant ainsi l'avantage de réduire voire supprimer la casse de la bande et de supprimer les différences de vitesse appelées tirages entre les tambours sécheurs 6. Ainsi, l'entraînement de la bande de papier à cigarettes 1 est réalisé à une vitesse sensiblement constante. La vitesse de défilement est considérée comme sensiblement constante dans la mesure où la variation de vitesse est inférieure ou égale à 0,1%.The exclusive use of a "UNORUN" drying train in the pre-drying section makes it possible to support the strip of cigarette paper 1 throughout its passage through the
La réduction d'étirage de la bande de papier quand la bande de papier est encore humide permet d'obtenir des allongements à la rupture à la traction et des indices TEA (Tensile Energy Absorption) supérieurs à ceux obtenus avec le dispositif de l'état de l'art antérieur.Reduction of stretching of the paper web when the web of paper is still wet allows tensile elongation at break and TEA (Tensile Energy Absorption) indices to be higher than those obtained with the device of the state of the prior art.
Ainsi, il peut être obtenu un papier à cigarettes avec une valeur d'allongement à la rupture au moins égale à 2% et un indice TEA au moins égal à 2.0 kN.m/m2. L'indice TEA (Tensile Energy Absorption) est déterminé conformément à la norme T494 om-01 TAPPI alors que l'allongement à la rupture est défini selon la grandeur « Stretch » de cette même norme.Thus, it is possible to obtain a cigarette paper with an elongation value at break of at least 2% and a TEA index of at least 2.0 kN.m / m 2 . The TEA (Tensile Energy Absorption) index is determined in accordance with the T494 om-01 TAPPI standard, while the elongation at break is defined according to the "Stretch" size of this same standard.
Dans l'exemple illustré à la
La
Ainsi, un train de séchage « UNORUN » comporte une série de groupes de tambours sécheurs associés pour supporter de manière continue la bande de papier à cigarettes 1. Chaque groupe de tambour sécheur comporte au moins un tambour sécheur 6 et au moins un rouleau de transfert 7 pour une toile de séchage supportant en continu la bande de papier à cigarettes 1, sur la face extérieure de ladite bande lorsque celle-ci passe sur chaque tambour sécheur 6 et sur la face intérieure de ladite bande lorsque celle-ci passe sur un rouleau de transfert 7. Dans chaque groupe de tambours sécheurs, sauf pour le premier groupe de la section de post-sécherie 5, le nombre de tambours sécheurs 6 est égal au nombre de rouleaux de transfert 7 qui sont placés de manière que deux tambours sécheurs 6 soient séparés par un rouleau de transfert 7. Pour le premier groupe de la section de post-sécherie, le rouleau d'entrée n'est pas un rouleau de transfert. Pour ce premier groupe, si le nombre de tambours sécheurs est égal à n, le nombre de rouleaux de transfert est égal à n-1.Thus, a "UNORUN" drying train has a series of associated dryer drum groups for continuously supporting the cigarette paper web 1. Each drum drum unit has at least one
En d'autres termes, chaque groupe de tambour sécheur d'un train de séchage « UNORUN » comporte une seule toile de séchage supportant continûment la bande de papier à cigarettes et montée de sorte que tous les tambours sécheurs soient situés à l'extérieur du circuit de la toile de séchage 8 et tous les rouleaux de transfert 7 soient situés à l'intérieur du circuit de la toile de séchage 8. In other words, each drying drum group of a "UNORUN" drying train comprises a single drying cloth continuously supporting the cigarette paper web and mounted so that all drying drums are located outside the drying belt. circuit of the drying
Ainsi, la bande de papier à cigarettes 1 est en contact direct avec tous les tambours sécheurs 6 de sorte qu'elle se trouve interposée entre tous les tambours sécheurs 6 et la toile de séchage tandis que la bande de papier à cigarettes 1 est en contact indirect avec les rouleaux de transfert puisque la toile de séchage 8 est interposée entre les rouleaux de transfert 7 et la bande de papier à cigarettes 1.Thus, the strip of cigarette paper 1 is in direct contact with all the drying
La mise oeuvre exclusivement d'un train de séchage « UNORUN » dans la section de post-sécherie 5 permet de supporter continûment la bande de papier à cigarettes 1 sur l'ensemble de son parcours dans la section de post-sécherie 5. La bande de papier à cigarettes est entraînée à une vitesse sensiblement constante permettant de quasiment supprimer les différences de vitesse au tirage entre les différents tambours sécheurs.The exclusive use of a "UNORUN" drying train in the
Il doit être considéré que le train de séchage « UNORUN » dans la section de post-sécherie 5 assure lors du support continu de la bande de papier à cigarettes, au moins 80 % du séchage nécessaire de celle-ci et préférentiellement 100 % de manière à limiter suffisamment l'étirage de la bande de papier alors qu'elle est encore déformable par son humidité (cause de la perte en allongement à la rupture et en indice TEA).It must be considered that the "UNORUN" drying train in the
Comme expliqué ci-avant, la réduction des tirages quand la bande de papier est encore humide sur toute la section de séchage, permet d'obtenir des allongements à la rupture et des indices TEA supérieurs à ceux obtenus avec des dispositifs de l'art antérieur. Aussi, la mise en oeuvre d'une section de séchage 2 comportant dans la section de pré-sécherie 4 exclusivement un train de séchage « UNORUN » et dans la section de post-sécherie 5 exclusivement un train de séchage « UNORUN »comme illustré à la
Ainsi, il peut être obtenu un papier à cigarettes présentant des caractéristiques mécaniques améliorées favorisant sa mise en oeuvre.Thus, it is possible to obtain a cigarette paper having improved mechanical characteristics favoring its implementation.
Par papier à cigarettes, il faut entendre un papier présentant une porosité comprise entre 10 et 200 CU, un grammage compris entre 12 et 45 g/m2 et de préférence entre 20 et 35 g/m2 et un taux de charges minérales compris entre 20 et 40%, typiquement 30% de carbonate de calcium. Les valeurs de porosité, de grammage et de taux de charges sont déterminées respectivement selon les techniques suivantes : Porosité : Norme ISO 2965 / Grammage : norme TAPPI T410 / Taux de charges : norme TAPPI T413.Cigarette paper is understood to mean a paper having a porosity of between 10 and 200 CU, a basis weight of between 12 and 45 g / m 2 and preferably between 20 and 35 g / m 2 and a level of mineral fillers between 20 and 40%, typically 30% calcium carbonate. The porosity, grammage and charge rate values are respectively determined according to the following techniques: Porosity: ISO 2965 standard / Weight: TAPPI T410 standard / Charge rate: TAPPI T413 standard.
Dans l'exemple illustré à la
Selon un exemple préféré de réalisation illustré à la
Dans les
Il est à noter qu'il peut être prévu que le deuxième train de séchage « UNORUN » équipant la section de post-sécherie comporte uniquement une unique toile de séchage 8. Cette variante de réalisation peut être mise en oeuvre alors que le train de séchage « UNORUN » équipant la section de pré-sécherie comporte soit une unique toile de séchage 8 soit plusieurs toiles de séchage 8. It should be noted that it can be expected that the second drying train "UNORUN" equipping the post-drying section comprises only a
Selon un autre exemple préféré de réalisation illustré à la
Ainsi, les groupes de tambours sécheurs 6 comportant chacun un même circuit de toile 8 sont disposés de façon à procurer un séchage symétrique de la bande de papier à cigarettes 1 par contacts alternés avec la face inférieure et la face supérieure de la bande de papier à cigarettes 1. Les transferts de la bande de papier à cigarettes 1 entre les groupes de tambours sécheurs 6 sont assurés par une succession de deux rouleaux de transfert 7 afin de supporter continûment la bande de papier à cigarettes 1 pendant tout son parcours. Cette disposition permet de contrôler le degré de tuilage (appelé communément "curl") de la feuille tel que défini par la norme ISO 14968. Une telle configuration peut être appliquée à la section de pré-sécherie 4 seule ou à la section de pré-sécherie 4 et à la section de post-sécherie 5. Thus, the groups of drying
Claims (8)
- A drying method for drying a strip of cigarette paper (1) in a drying section (2) of a cigarette papermaking machine line, the drying section (2) comprising a pre-drying section (4) situated at the exit from a press section and the entry to a size press (3), and a post-drying section (5) situated between the exit from the size press (3) and the entry to a winding section, the drying section (2) having dryer drums (6), the method being characterized in that the drying section further comprises transfer rolls (7), and at least one drying felt (8), and that the method consists, at least for the pre-drying section (4), in continuously supporting the strip of cigarette paper (1) with the help of at least one drying felt (8) traveling around all of the dryer drums (6) and of the transfer rolls (7) situated in the pre-drying section in order to form in this pre-drying section (4) a single "Unorun" drying system for driving the strip of cigarette paper (1) at a speed that is substantially constant with speed variation less than or equal to 0.1° so as to obtain a cigarette paper having a value of elongation at rupture that is not less than 2.0% and a TEA index that is not less than 2.0 kN.m/m2, said "Unorun" drying system having one or more groups of dryer drums (6) that are associated to support the strip of cigarette paper (1) in continuous manner, each dryer drum group (6) having at least one dryer drum (6), at least one transfer roll (7) and only one drying felt (8) continuously supporting the strip of cigarette paper (1), the drying felt (8) being arranged in the form of an endless strip forming a felt circuit and being mounted in such a manner that all of the dryer drums (6) of said group are situated on the outside of the circuit of the felt, and all of the transfer rolls (7) of said group are situated on the inside of the circuit of the felt.
- A drying method according to claim 1, characterized in that it consists, for the post-drying section (5), in continuously supporting the strip of cigarette paper (1) with the help of at least one drying felt (8) traveling around all of the dryer drums (6) and of the transfer rolls (7) situated in the post-drying section (5) to form, in this post-drying section (5), a single "Unorun" drying system for driving the strip of cigarette paper (1) at a speed that is substantially constant with speed variation less than or equal to 0.1% so as to obtain a cigarette paper having a value of elongation at rupture that is not less than 2.5% and a TEA index that is not less tan 2.5 kN.m/m2, said "Unorun" drying system having one or more groups of dryer drums (6) that are associated to support the strip of cigarette paper (1) in continuous manner, each dryer drum group (6) having at least one dryer drum (6), at least one transfer roll (7) and only one drying felt (8) continuously supporting the strip of cigarette paper (1), the drying felt (8) being arranged in the form of an endless strip forming a felt circuit and being mounted in such a manner that all of the dryer drums (6) of said group are situated on the outside of the circuit of the felt, and all of the transfer rolls (7) of said group are situated on the inside of the circuit of the felt.
- A drying method according to claim 1 or claim 2, characterized in that it consists, in the pre-drying section (4) and/or in the post-drying section (5), in continuously supporting the strip of cigarette paper with the help of only one drying felt (8) traveling continuously around the dryer drums (6) and the transfer rolls (7) of a section.
- A method according to claim 2 or claim 3, characterized in that it consists in causing the strip of cigarette paper (1) to travel on a suction transfer roll (15) situated between the exit from the size press (3) and the first dryer drum (6) of the post-drying section.
- A method according to any one of claims 1 to 4, characterized in that it consists, in the pre-drying section (4) and/or in the post-drying section (5), in procuring symmetrical drying of the strip of cigarette paper (1) by alternating contact via groups of dryer drums (6) with the bottom face and with the top face of the strip of cigarette paper (1).
- Cigarette paper obtained by the method in accordance with any one of claims 1 to 4, characterized in that it possesses a value of elongation at rupture that is not less than 2.0% and a TEA index that is not less than 2.0 kN.m/m2.
- Cigarette paper according to claim 6, characterized in that it possesses a value of elongation at rupture lying in the range 2.5% to 3.5% and a TEA index lying in the range 2.5 kN.m/m2 to 3.0 kN.m/m2.
- Cigarette paper according to claim 6 or claim 7, characterized in that it presents:• porosity lying in the range 10 CU to 200 CU;• weight lying in the range 12 g/m2 to 45 g/m2; and• a mineral filler content lying in the range 20% to 40%.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL15172300T PL2957673T3 (en) | 2014-06-18 | 2015-06-16 | A method of drying a web of cigarette paper, and cigarette paper obtained thereby |
| HRP20180556TT HRP20180556T1 (en) | 2014-06-18 | 2018-04-05 | A method of drying a web of cigarette paper, and cigarette paper obtained thereby |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1455593A FR3022564B1 (en) | 2014-06-18 | 2014-06-18 | METHOD FOR DRYING CIGARETTE PAPER STRIP AND CIGARETTE PAPER THUS OBTAINED |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2957673A1 EP2957673A1 (en) | 2015-12-23 |
| EP2957673B1 true EP2957673B1 (en) | 2018-01-17 |
Family
ID=51862401
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15172300.4A Active EP2957673B1 (en) | 2014-06-18 | 2015-06-16 | A method of drying a web of cigarette paper, and cigarette paper obtained thereby |
Country Status (13)
| Country | Link |
|---|---|
| EP (1) | EP2957673B1 (en) |
| JP (1) | JP6780919B2 (en) |
| CN (1) | CN105200840B (en) |
| BR (1) | BR102015014326B1 (en) |
| DK (1) | DK2957673T3 (en) |
| ES (1) | ES2662607T3 (en) |
| FR (1) | FR3022564B1 (en) |
| HR (1) | HRP20180556T1 (en) |
| LT (1) | LT2957673T (en) |
| PH (1) | PH12015000193A1 (en) |
| PL (1) | PL2957673T3 (en) |
| PT (1) | PT2957673T (en) |
| RU (1) | RU2672638C2 (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110418593B (en) * | 2017-10-20 | 2022-04-19 | 科亚列士信荣株式会社 | Semi-finished roll manufacturing device |
| CN108360281A (en) * | 2017-12-28 | 2018-08-03 | 仙鹤股份有限公司 | Body paper for tobacco-use tipping paper is manufactured paper with pulp equipment and papermaking process |
| CN113175806A (en) * | 2021-04-27 | 2021-07-27 | 仙鹤股份有限公司 | Hot air drying device of cigarette paper indentation production line |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2537129A (en) * | 1945-10-05 | 1951-01-09 | Beloit Iron Works | Structure for web transfers |
| FI59278C (en) * | 1980-05-13 | 1981-07-10 | Valmet Oy | CYLINDERTORK I EN PAPPERSMASKIN ELLER LIKNANDE |
| US4882854A (en) * | 1987-05-26 | 1989-11-28 | Beloit Corporation | Guide roll apparatus for a dryer of a paper machine drying section |
| SU1815559A1 (en) * | 1991-03-29 | 1993-05-15 | Osoboe Kt B I Khim Poverkhnost | Drier for rolled materials |
| DE19543086A1 (en) * | 1995-11-18 | 1997-05-22 | Voith Sulzer Papiermasch Gmbh | Single row paper web drying section giving good low-cost curl control |
| US6001421A (en) * | 1996-12-03 | 1999-12-14 | Valmet Corporation | Method for drying paper and a dry end of a paper machine |
| FI105935B (en) * | 1996-12-03 | 2000-10-31 | Valmet Corp | Method for drying paper and dry end of paper machine |
| FI104001B1 (en) * | 1998-06-26 | 1999-10-29 | Valmet Corp | drying Lot |
| AT412608B (en) * | 2002-02-01 | 2005-05-25 | Tricon Consulting Gmbh & Co Kg | METHOD FOR PRODUCING PATTERN PRINTED PAPER |
| CN101720979B (en) * | 2009-11-11 | 2011-07-27 | 云南烟草科学研究院 | Base paper drying process of papery cigarette filter tip and device thereof |
| CN102154921B (en) * | 2010-12-13 | 2012-08-15 | 云南瑞升烟草技术(集团)有限公司 | Preparation method of ash-coated cigarette paper |
-
2014
- 2014-06-18 FR FR1455593A patent/FR3022564B1/en not_active Expired - Fee Related
-
2015
- 2015-06-05 PH PH12015000193A patent/PH12015000193A1/en unknown
- 2015-06-05 JP JP2015114778A patent/JP6780919B2/en not_active Expired - Fee Related
- 2015-06-15 CN CN201510329056.6A patent/CN105200840B/en active Active
- 2015-06-16 PT PT151723004T patent/PT2957673T/en unknown
- 2015-06-16 DK DK15172300.4T patent/DK2957673T3/en active
- 2015-06-16 ES ES15172300.4T patent/ES2662607T3/en active Active
- 2015-06-16 EP EP15172300.4A patent/EP2957673B1/en active Active
- 2015-06-16 LT LTEP15172300.4T patent/LT2957673T/en unknown
- 2015-06-16 PL PL15172300T patent/PL2957673T3/en unknown
- 2015-06-17 BR BR102015014326-5A patent/BR102015014326B1/en not_active IP Right Cessation
- 2015-06-17 RU RU2015123436A patent/RU2672638C2/en active
-
2018
- 2018-04-05 HR HRP20180556TT patent/HRP20180556T1/en unknown
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| FR3022564B1 (en) | 2017-06-30 |
| DK2957673T3 (en) | 2018-04-30 |
| PH12015000193B1 (en) | 2017-01-09 |
| CN105200840A (en) | 2015-12-30 |
| HRP20180556T1 (en) | 2018-06-01 |
| EP2957673A1 (en) | 2015-12-23 |
| RU2015123436A3 (en) | 2018-09-24 |
| RU2015123436A (en) | 2017-01-10 |
| CN105200840B (en) | 2020-07-03 |
| LT2957673T (en) | 2018-04-25 |
| BR102015014326B1 (en) | 2021-12-21 |
| PL2957673T3 (en) | 2018-07-31 |
| BR102015014326A2 (en) | 2016-08-09 |
| JP2016042013A (en) | 2016-03-31 |
| ES2662607T3 (en) | 2018-04-09 |
| PH12015000193A1 (en) | 2017-01-09 |
| JP6780919B2 (en) | 2020-11-04 |
| FR3022564A1 (en) | 2015-12-25 |
| RU2672638C2 (en) | 2018-11-16 |
| PT2957673T (en) | 2018-04-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2957673B1 (en) | A method of drying a web of cigarette paper, and cigarette paper obtained thereby | |
| EP0704561B1 (en) | Device for taking off and transporting, with a high speed, a fibre web at the exit of a carding machine | |
| FR2484328A1 (en) | MACHINE FOR MANUFACTURING CORRUGATED CARDBOARD | |
| EP2365113B2 (en) | Inlet carriage of a cross layer with grooved web reversal roller | |
| FR2643397A1 (en) | PAPER MACHINE WITH TWO FILTERS | |
| EP1300492B1 (en) | Process and installation for the production of a condensed non-woven and device for condensing a non-woven | |
| US4003684A (en) | Apparatus for treating webs of filtering material for tobacco product filters, particularly cigarette filters | |
| FR2578453A1 (en) | DEVICE FOR COATING BOTH SIDES OF A PAPER BAND | |
| FR2894600A1 (en) | Non-woven material strip conveyor uses electrostatic charge to hold strip on conveyor belt where it slopes or varies in speed | |
| FR2553305A1 (en) | Travelling strip coating machine | |
| BE1005562A4 (en) | Method and machine for the production of fibre sail. | |
| EP0049205B1 (en) | Joining an endless web to a continuously transported mat | |
| EP2128314B9 (en) | Buffer device or system and system for producing a non-woven strip | |
| US1616211A (en) | Method and apparatus for making paper having the appearance op | |
| FR2552453A1 (en) | UNIVERSAL TEXTILE MACHINE FOR OPTIONAL MANUFACTURE OF LONGITUDINALLY ORIENTED OR RANDOM ORIENTED FABRICS | |
| FR2515696A1 (en) | DEVICE FOR CONDENSING THE VEIL OF FIBERS TAKEN FROM A CARD OR THE LIKE | |
| FR2508505A1 (en) | METHOD AND APPARATUS FOR WINDING A CREPE FABRIC, DRIVEN FROM A CREWING CYLINDER, ON A RECEIVING COIL | |
| BE1006177A3 (en) | Device for the production of a wire. | |
| CH430578A (en) | Belt conveyor | |
| FR2660978A1 (en) | ENDLESS BELT COOPERATING WITH AT LEAST ONE CYLINDER FOR RETRACING A SHEET MATERIAL INTERPOSED BETWEEN BELT AND CYLINDER, AND TISSUE RETRACTING MACHINE EQUIPPED WITH SAID BELT. | |
| BE551777A (en) | ||
| BE556256A (en) | ||
| BE544801A (en) | ||
| BE715540A (en) | ||
| FR2586171A1 (en) | Cigarette making machine and method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20160621 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: A24D 1/02 20060101ALI20170724BHEP Ipc: D21H 25/00 20060101ALI20170724BHEP Ipc: D21H 27/00 20060101ALI20170724BHEP Ipc: D21H 25/06 20060101ALI20170724BHEP Ipc: D21F 5/04 20060101AFI20170724BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20170808 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602015007531 Country of ref document: DE Ref country code: AT Ref legal event code: REF Ref document number: 964510 Country of ref document: AT Kind code of ref document: T Effective date: 20180215 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: TUEP Ref document number: P20180556 Country of ref document: HR |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2662607 Country of ref document: ES Kind code of ref document: T3 Effective date: 20180409 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Ref document number: 2957673 Country of ref document: PT Date of ref document: 20180420 Kind code of ref document: T Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20180411 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 Effective date: 20180426 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: T1PR Ref document number: P20180556 Country of ref document: HR |
|
| REG | Reference to a national code |
Ref country code: EE Ref legal event code: FG4A Ref document number: E015381 Country of ref document: EE Effective date: 20180412 |
|
| REG | Reference to a national code |
Ref country code: NO Ref legal event code: T2 Effective date: 20180117 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180517 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180117 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602015007531 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180117 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180117 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180117 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180117 |
|
| 26N | No opposition filed |
Effective date: 20181018 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180117 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: ODRP Ref document number: P20180556 Country of ref document: HR Payment date: 20190515 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20190515 Year of fee payment: 5 Ref country code: LU Payment date: 20190516 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20190524 Year of fee payment: 5 Ref country code: PL Payment date: 20190522 Year of fee payment: 5 Ref country code: MC Payment date: 20190520 Year of fee payment: 5 Ref country code: DK Payment date: 20190523 Year of fee payment: 5 Ref country code: IE Payment date: 20190523 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20190514 Year of fee payment: 14 Ref country code: EE Payment date: 20190514 Year of fee payment: 5 Ref country code: BE Payment date: 20190624 Year of fee payment: 5 Ref country code: LV Payment date: 20190520 Year of fee payment: 5 Ref country code: HR Payment date: 20190515 Year of fee payment: 5 Ref country code: SE Payment date: 20190618 Year of fee payment: 5 Ref country code: BG Payment date: 20190619 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20190620 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20190620 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20150616 Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180117 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: PBON Ref document number: P20180556 Country of ref document: HR Effective date: 20200616 |
|
| REG | Reference to a national code |
Ref country code: EE Ref legal event code: MM4A Ref document number: E015381 Country of ref document: EE Effective date: 20200630 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20200630 Ref country code: NO Ref legal event code: MMEP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200630 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20200701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200616 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20200616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200616 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MM4D Effective date: 20200616 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20200630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200616 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200616 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200630 Ref country code: NO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200630 Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210118 Ref country code: LT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200616 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200630 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200701 Ref country code: EE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200617 Ref country code: BG Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200630 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200616 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: UEP Ref document number: 964510 Country of ref document: AT Kind code of ref document: T Effective date: 20180117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200616 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20220622 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20220705 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20230512 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20230522 Year of fee payment: 9 Ref country code: AT Payment date: 20230522 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602015007531 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230630 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20240801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230617 |