EP2910133B1 - Filterstabherstellungsmaschine und filterstabherstellungsverfahren - Google Patents
Filterstabherstellungsmaschine und filterstabherstellungsverfahren Download PDFInfo
- Publication number
- EP2910133B1 EP2910133B1 EP12890930.6A EP12890930A EP2910133B1 EP 2910133 B1 EP2910133 B1 EP 2910133B1 EP 12890930 A EP12890930 A EP 12890930A EP 2910133 B1 EP2910133 B1 EP 2910133B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- filter
- thread
- tow
- liquid
- rod
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0204—Preliminary operations before the filter rod forming process, e.g. crimping, blooming
- A24D3/0212—Applying additives to filter materials
Definitions
- the present invention relates to a filter rod manufacturing machine and a filter rod manufacturing method for manufacturing a filter rod several times longer than a filter prior to manufacturing of a filter cigarette including a thread into which an additive liquid is impregnated inside the filter.
- a manufacturing machine of this type includes a wrapping section for wrapping a filter tow with a wrapping material into a rod shape to form a tow rod, a cutting unit so disposed downstream of this wrapping section as to cut the tow rod into filter rods, and a thread feed-out unit for feeding an additive-impregnated thread into the filter tow in a process of conveying the filter tow toward the wrapping section (see FIG. 3 of Patent Document 1, for example).
- each filter rod includes the additive-impregnated thread in its filter tow.
- the thread feed-out unit of Patent Document 1 includes a feed-out path of a thread member extending from a feed reel of the thread toward the wrapping section and a liquid tank disposed in this feed path, an additive liquid is reserved in this liquid tank, and a flavor is dissolved in this additive liquid.
- the thread member is conveyed through the additive liquid in the liquid tank before being fed into the filter tow, thereby impregnating the additive liquid into the thread member to obtain the additive-impregnated thread.
- the above described thread feed-out unit of Patent Document 1 further includes a thread guide and a thread nozzle in the thread feed-out path downstream of the liquid tank, and the thread guide and the thread nozzle enable the additive-impregnated thread to be accurately fed into the filter tow.
- Patent Document 2 describes a filter rod manufacturing machine according to the preamble of claim 1 and a filter rod manufacturing method according to the preamble of claim 6.
- An object of the present invention is to provide a filter rod manufacturing machine and a filter rod manufacturing method capable of effectively reducing variation in impregnated amount in terms of the impregnated amount of an additive liquid contained in an additive-impregnated thread in each filter rod.
- the thread member is fed into the filter tow located more downstream than the merging position between the filter tow and the wrapping material, and the additive liquid is discharged toward this thread member at the same time.
- the additive-impregnated thread made by impregnating the additive liquid into the thread member is not formed outside the filter tow, but inside the filter during conveyance of the filter tow in a web shape; a wrapping section for respectively receiving the converged filter tow and a wrapping material at a merging position defined to be downstream of the tow converging section if viewed in a conveyance direction of the filter tow so as to wrap the filter tow with the wrapping material into a tow rod; a thread feed-out nozzle for guiding a thread member toward the wrapping section, the thread feed-out nozzle including a thread feed-out end located more downstream than the merging position, the thread feed-out nozzle feeding the thread member from the thread feed-out end into the filter tow, thereby forming the tow rod including the thread member there
- the thread member is fed into the filter tow located more downstream than the merging position between the filter tow and the wrapping material, and the additive liquid is discharged toward this thread member at the same time.
- the additive-impregnated thread made by impregnating the additive liquid into the thread member is not formed outside the filter tow, but inside the filter tow; thus it is possible to eliminate the aforementioned thread guider and thread nozzle for leading the additive-impregnated thread into the filter tow.
- the additive-impregnated thread does not slidingly come into direct contact with the thread guide and the thread nozzle; therefore, it is prevented that the thread guide and the thread nozzle squeeze the additive liquid from the additive-impregnated thread, and then the squeezed additive liquid adheres to the thread guide and the thread nozzle. Accordingly, variation in impregnated amount of the additive liquid is suppressed in terms of the impregnated amount of the additive liquid contained in the additive-impregnated thread per filter rod.
- the wrapping section includes the tong so located downstream of the merging position as to squeeze the filter tow into a rod shape, and in this case, the thread feed-out end and the liquid discharge outlet are preferably disposed inside the tong.
- the thread feed-out end and the liquid discharge outlet are disposed inside the tong as described above, the thread feed-out end and the liquid discharge outlet are surrounded by the filter tow in a process of forming the filter tow into a rod shape. Hence, even if part of the additive liquid discharged from the liquid discharge outlet is not impregnated into the thread member, the part of the additive liquid is prevented from adhering to the adjacent filter tow, and thus the tong and the wrapping material are prevented from being unclean with this additive liquid.
- the liquid discharge outlet is preferably disposed at the front end of the liquid supply nozzle. This configuration minimizes the insertion length of the liquid supply nozzle into the tong.
- the liquid supply nozzle may extend immediately under the thread feed-out nozzle, and the liquid discharge outlet may upwardly open.
- the additive liquid upwardly discharged from the liquid discharge outlet is so applied to the lower surface of the thread member as to be impregnated into the thread member. With the liquid discharge outlet upwardly opening, the additive liquid is prevented from oozing out from the liquid discharge outlet because of gravity even if the additive liquid is stopped to be discharged from the liquid discharge outlet.
- liquid supply nozzle and the thread feed-out nozzle are integrally supported by a common holder plate.
- the present invention also provides a filter rod manufacturing method carried out by the aforementioned manufacturing machine.
- the filter rod manufacturing machine and the filter rod manufacturing method of the present invention form the additive-impregnated thread in the filter tow; therefore, it is possible to effectively suppress variation in impregnated amount of the additive liquid in terms of the impregnated amount of the additive liquid contained in the additive-impregnated liquid per filter rod.
- a filter cigarette FC includes a cigarette C, and a filter F connected to a base end of the cigarette C by wrapping them with a tipping paper TP.
- the filter F includes a flavor-impregnated thread FT thereinside, and the flavor-impregnated thread FT contains a flavor.
- the filter F is produced by cutting a filter rod FR shown in FIG. 2 .
- the filter rod FR includes a filter tow T formed of a bundle of acetate fibers, a wrapping material for wrapping the filter tow T into a rod shape, that is, a wrapping paper WP, and the flavor-impregnated thread FT disposed at a center of the filter tow T.
- FIG. 3 schematically shows a structural outline of a manufacturing machine of the filter rod FR, and a manufacturing method of the filter rod FR carried out by this manufacturing machine will be apparent from the following description according to the manufacturing machine.
- the manufacturing machine includes a tow bale formed of acetate fibers, that is, the filter tow T in a web shape, and the filter tow T forms a pile 12 on a wagon 10.
- a conveyance path 16 of the filter tow T extends from the pile 12 toward a tow converging section 14, and in this conveyance path 16, there are sequentially disposed a ring guide 18, a first banding jet 20, a second banding jet 22, pretension rolls 24, blooming rolls 26, a third banding jet 28, an plasticizer applying unit 30, and conveyance rolls 32 in the order from the pile 12 of the filter tow T.
- the first to third banding jets 20, 22, 28 respectively inject compressed air to the filter tow T, and this injection of the compressed air opens crimped acetate fibers, thus opening the filter tow T.
- the pretension rolls 24 apply a predetermined tension to the filter tow T, and the blooming rolls 26 stretch out the filter tow T incorporation with the pretension rolls 24 therebetween.
- the applying unit 30 evenly applies liquid triacetin as a plasticizer to the filter tow T. Subsequently, the filter tow T is conveyed from the conveyance rolls 32 to the tow converging section 14.
- the tow converging section 14 includes a trumpet jet 34 and a trumpet guide 36, and the trumpet jet 34 and the trumpet guide 36 are disposed sequentially in the order from the conveyance rolls 32 in a manner as to be adjacent to each other.
- the trumpet jet 34 generates a compressed air flow thereinside to flow toward the trumpet guide 36, and this compressed air flow converges the filter tow T conveyed from the conveyance rolls 32 into a cylindrical shape in the trumpet jet 34 (tow converging step) to introduce this filter tow T into the trumpet guide 36.
- the filter tow T in a cylindrical shape entering the trumpet guide 36 once expands in its radial direction, and then is conveyed toward a wrapping section 38.
- the wrapping section 38 includes a forming bed 40, and this forming bed 40 extends in the horizontal direction, and has a starting end 40a located near the trumpet guide 36 and a terminal end 40b spaced apart from the trumpet guide 36.
- a forming groove (not shown) on an upper surface of the forming bed 40, and this forming groove extends from the starting end 40a to the terminal end 40b.
- the forming groove is configured to be flat at the starting end 40a, but gradually increased in depth toward the terminal end 40b while its width is gradually decreased toward the terminal end 40b. Accordingly, the forming groove has a semi-circular cross section at the terminal end 40b.
- a part of a garniture tape 42 is disposed in the forming groove.
- This garniture tape 42 is formed to be endless, and is wound around a driving drum 44 below the forming bed 40 at a predetermined winding angle, and is guided by plural guide rollers 46 at the same time.
- one of the guide rollers 46 is disposed immediately under the trumpet guide 36.
- a paper web PW is laid over the garniture tape 42, and this paper web PW is led from a web roll WR through plural guide rollers 48 onto the garniture tape 42.
- One of these guide rollers 48 is disposed adjacent to the above described guide rollers 46 immediately under the trumpet guide 36.
- Spray guns 50, 52 are disposed in a feed path of the paper web PW.
- the spray gun 50 applies a rail glue at the center of the paper web PW if viewed in the width direction of the paper web PW, while the spray gun 52 applies a lap glue at one side edge of the paper web PW.
- the filter tow T fed through the trumpet guide 36 is laid over the paper web PW at a merging position MP defined at or in front of the starting end 40a of the forming bed 40, and is bonded to the paper web PW with the rail glue. Thereafter, the paper web PW and the filter tow T travel together with the garniture tape 42 on the forming bed 40 along the forming groove.
- a tong 54, a former 56, a heater 58, and a cooler 60 are disposed sequentially in the order from the starting end 40a.
- the tong 54 squeezes the filter tow T from above (squeezing process) to compressively form the filter tow T into a rod shape in cooperation with the forming groove of the forming bed 40.
- the garniture tape 42 and the paper web PW are bent in a U shape along the forming groove in a manner as to wrap up the filter tow T therewith from below.
- the tong 54 defines a compressive forming passage in cooperation with the forming groove of the forming bed 40, and this compressive forming passage has a ceiling surface defined by the tong 54, and this ceiling surface has a shape of an upside-down forming groove. Accordingly, the compressive forming passage has a circular cross section at the terminal end 40b of the forming bed 40, that is, the terminal end of the compressive forming passage.
- the paper web PW is sequentially bent at its both side edges toward the filter tow T via the garniture tape 42. Accordingly, the both side edges of the paper web PW are laid over each other on the filter tow T in a manner as to be adhesively bonded to each other with the aforementioned lap glue into a lap portion. At this time, the filter tow T is completely wrapped up with the paper web PW (wrapping step) into the tow rod TR.
- the tow rod TR is provided with firm bonding at its lap portion during traveling through the heater 58 and the cooler 60.
- a cutting unit 70 is disposed immediately downstream of the wrapping section 38, and the tow rod TR is conveyed through this cutting unit 70. At this time, the cutting unit 70 cuts the tow rod TR in a predetermined length into individual filter rods FR (cutting step).
- the filter rods FR formed in this manner are received by a receiver 72 from the cutting unit 70, and thereafter, are conveyed toward a manufacturing machine of filter cigarettes, that is, a filter installation machine.
- the filter rod FR is cut into double filters, each having a length twice as long as that of the filter F.
- the double filter is disposed between two cigarettes C, and the cigarettes and the double filter are connected by being wrapped with the tipping paper to be formed into a double filter cigarette. Thereafter, the double filter cigarette is cut into individual filter cigarettes.
- the aforementioned the filter rod FR manufacturing machine further includes a thread feed unit 74 for embedding the flavor-impregnated thread FT in the tow rod TR, and the details of this thread feed unit 74 are shown in FIG. 4 .
- the thread feed unit 74 includes a thread feed-out nozzle 76.
- the thread feed-out nozzle 76 is formed of a pipe member, and extends from the outside of the tow converging section 14 through the tow converging section 14 toward the wrapping section 38.
- the thread feed-out nozzle 76 extends through the trumpet jet 34 and the trumpet guide 36, and has its both ends, that is, an inlet end 78 and a thread feed-out end (thread feed-out position) 80.
- the inlet end 78 is located outside the trumpet jet 34, and the thread feed-out end 80 is located more downstream than the above described merging position MP if viewed in the conveyance direction of the filter tow T.
- the thread feed-out end 80 enters the tong 54, and has an opening toward the downstream if viewed in the conveyance direction of the filter tow T.
- a horizontal axial line (not shown) extending through the center of the circular terminal end in the aforementioned compressive forming passage, the thread feed-out end 80 is located on this axial line.
- the thread feed-out nozzle 76 receives a thread member S at the inlet end 78, and guides the received thread member S toward the thread feed-out end 80 so as to feed this thread member S from the thread feed-out end 80 into the tong 54 (thread feed-out step).
- the thread member S is fed from a thread feed source 82, and led to the inlet end 78 of the thread feed-out nozzle 76.
- the thread feed source 82 includes a thread reel around which the thread S is wounded, and a feed roll and the like for feeding the thread member S from the thread reel along a guide path toward the thread feed-out nozzle 76; and
- FIG. 4 shows a guide roller 84 which is one of components defining the guide path, and this guide roller 84 is disposed in the vicinity of the inlet end 78.
- the thread feed unit 74 further includes a liquid supply nozzle 86.
- the liquid supply nozzle 86 is also formed of a pipe member, and extends along the thread feed-out nozzle 76. Specifically, the liquid supply nozzle 86 also extends through the trumpet jet 34 and the trumpet guide 36.
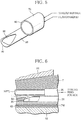
- the liquid supply nozzle 86 is located immediately under the thread feed-out nozzle 76, and has a front end located inside the tong 54, that is, a liquid discharge outlet (liquid discharging position) 88. This liquid discharge outlet 88 upwardly opens more downstream than the thread feed-out end 80.
- the liquid discharge outlet 88 is located immediately under the thread member S fed out from the thread feed-out end 80, and opens toward the lower surface of this thread member S.
- the front end of the liquid supply nozzle 86 is formed as a closed end 90, and the liquid discharge outlet 88 is formed by obliquely cutting off the upper portion of the liquid supply nozzle 86 in a predetermined length from the closed end 90. It should be noted that the lower portion of the closed end 90 still remains.
- the liquid supply nozzle 86 projects from the trumpet jet 34, and is integrally supported together with the thread feed-out nozzle 76 by a holder plate 92.
- this integral support of the liquid supply nozzle 86 and the thread feed-out nozzle 76 relative to the holder plate 92 by simply installing the liquid supply nozzle 86 and the thread feed-out nozzle 76 to the holder plate 92 at respective predetermined installation positions, it is possible to automatically determine positioning of the liquid discharge outlet 88 and the thread feed-out end 80 inside the tong 54, as well as relative positioning between the thread feed-out end 80 and the liquid discharge outlet 88. Accordingly, it is unnecessary to perform subsequent positional adjustment of the thread feed-out end 80 and the liquid discharge outlet 88, and it is possible to reduce variation in addition of the flavor liquid as well as it is effective for enhancement of productivity.
- the liquid supply nozzle 86 is connected to a liquid supply pipe 94 at the holder plate 92, and this liquid supply pipe 94 extends toward a liquid supply source 96 so as to be connected to this liquid supply source 96.
- the liquid supply source 96 is capable of quantitatively supplying the flavor liquid through the liquid supply pipe 94 to the liquid supply nozzle 86.
- the liquid supply source 96 includes a liquid tank for reserving the flavor liquid, and a quantitative pump for supplying the flavor liquid from this liquid tank.
- the flavor liquid contains propylene glycol (PG) as a solvent and menthol (M) as a flavor dissolved in this propylene glycol.
- PG propylene glycol
- M menthol
- the thread member S is fed from the thread feed-out end 80 of the thread feed-out nozzle 76 (thread feed-out step) into the center of the filter tow T entering the tong 54 (during the squeezing process); meanwhile, in FIG. 6 , the flavor liquid is discharged obliquely upward from the liquid discharge outlet 88 of the liquid supply nozzle 86, that is, toward the thread member S as shown by an arrow L in FIG. 6 (liquid discharging step). The flavor liquid discharged in this manner is applied to the thread member S, and is impregnated into the thread member S during the process of forming the tow rod TR.
- the tow rod TR that is, the filter rod FR formed from the tow rod TR includes the flavor-impregnated thread FT at the center thereof.
- the flavor liquid is applied to the thread member S fed from the thread feed-out end 80 of the thread feed-out nozzle 76, and subsequently, the thread member S to which the flavor liquid is applied, that is, the flavor-impregnated thread FT is surround by the filter tow T; thus the flavor-impregnated thread FT comes into contact with the filter tow T, but out of contact with the thread feed-out nozzle 76 and the peripheral mechanical components, such as the tong 54, the garniture tape 42, and the forming bed 40.
- the flavor liquid once impregnated into the flavor-impregnated thread FT is unlikely to ooze out from the flavor-impregnated thread FT. Even if the flavor liquid oozes out from the flavor-impregnated thread FT, the flavor liquid in this state adheres to only the filter tow T, but is prevented from adhering to the thread feed-out nozzle 76 and the peripheral mechanical components.
- the flavor liquid is discharged from the liquid discharge outlet 88 at a constant discharge rate, it is possible to effectively suppress variation in impregnated amount of the flavor liquid in terms of the amount of the flavor liquid impregnated into the flavor-impregnated thread FT per filter rod FR. As aforementioned, even if part of the flavor liquid adheres to the filter tow T, the content of the flavor liquid per filter rod FR becomes constant.
- the liquid discharge outlet 88 upwardly opens, the flavor liquid is prevented from dropping from the liquid discharge outlet 88 because of gravity even if the operation of the manufacturing machine is stopped, that is, the flavor liquid is stopped to be supplied from the liquid supply source 96.
- the peripheral mechanical components are prevented from becoming unclean with the flavor liquid; therefore, it is possible to reduce load required for cleaning the mechanical components.
- Table 1 shows measurement results of respective average values of the amount of menthol M contained in the flavor-impregnated thread FT and respective CV values thereof.
- Qo and M amount respectively represent a target content and actual impregnated amount of the menthol M per flavor-impregnated thread FT.
- Table 1 also shows results of the same measurement on filter rods of Comparative Examples C1 to C3 manufactured by the manufacturing machine of Patent Document 1.
- the difference between Examples E1 and E2, and the differences among Comparative Examples C1 to C3 represent respective differences in manufacturing date.
- [Table 1] Qo (g/filter rod) Number of filter rods N M amount (g/filter rod)
- Example E1 Average 0.026 10 0.024 CV value(%) 2.81
- Example E2 Average 0.026 10 0.025 CV value(%) 3.60
- Comparative Example C1 Average 0.026 5 0.0245 CV value(%) 9.65 Comparative Example C2 Average 0.026 5 0.0245 CV value(%) 17.57 Comparative Example C3 Average 0.026 5 0.0253 CV value(%) 12.18
- FIG. 7 shows the CV values of the menthol M in Table 1 in a bar graph.
- the CV values of Examples E1, E2 are significantly reduced compared with the CV values of Comparative Examples C1 to C3. This means that the amount of the menthol M contained per filter rod FR, that is, per filter F becomes stable, which enables manufacturing of the filter cigarettes FC in high quality.
- FIG. 8 shows the CV values of the menthol M in Examples E3, E4 with respect to the filter rods FR of Examples E3, E4 manufactured in such a manner that the target impregnated amount Qo of the flavor liquid was changed to 0.056g/filter rod.
- the manufacturing machine of the present embodiment can further reduce the CV value of the menthol M.
- the liquid discharge outlet 88 of the liquid supply nozzle 86 may upwardly open in the vertical direction, or may open toward a side surface of the thread member S. There may be provided multiple liquid supply nozzles 86.
- the thread feed-out nozzle 76 and the liquid supply nozzle 86 extend together through the trumpet jet 34 and the trumpet guide 36 into the tong 54, but at least the thread feed-out nozzle 76 may once enter between the tong 54 and the trumpet guide 36 or between the trumpet guide 36 and the trumpet jet 34 in a direction vertical to the conveyance direction of the filter tow T, and then may be bent to extend into the tong 54 along the conveyance direction of the filter tow T.
- the additive liquid to be impregnated into the thread member may contain other flavors than the menthol, and the solvent is not limited to propylene glycol.
- the combination ratio between the menthol and the solvent may be 9:1 to 5:5.
Landscapes
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
Claims (8)
- Filterstab-Herstellungsmaschine, umfassend:eine Wergkonvergierungssektion (14) zum Konvergieren eines Filterwergs während des Transports des Filterwergs (T) in einer Bahnform;eine Umhüllungssektion (38) zum Empfangen des konvergierten Filterwergs (T) bzw. eines Umhüllungsmaterials (PW) an einer Zusammenführungsposition (MP), die so definiert ist, dass sie sich, beim Blick in einer Transportrichtung des Filterwergs (T), stromabwärts der Wergkonvergierungssektion (14) befindet, um das Filterwerg (T) mit dem Umhüllungsmaterial (PW) zu umhüllen, so dass ein Wergstab (TR) entsteht;eine Fadenaustrittsdüse (76) zum Führen eines Fadenelements (S) in Richtung der Umhüllungssektion (38), um den Wergstab, in dessen Inneren sich das Fadenelement befindet, zu bilden;eine Flüssigkeitszufuhrdüse (86) zum Zuführen einer Additivflüssigkeit, mit der das Fadenelement durchtränkt wird; undeine Schneideinheit (70), die stromabwärts der Umhüllungssektion (38) so angeordnet ist, dass sie den Wergstab (TR) in Filterstäbe (FR) schneiden kann, die jeweils eine zuvor festgelegte Länge haben,dadurch gekennzeichnet, dassdie Fadenaustrittsdüse (76) ein Fadenaustrittsende (80) umfasst, das weiter stromabwärts als die Zusammenführungsposition (MP) angeordnet ist, wobei das Fadenaustrittsende (80) das Fadenelement (S) in das Filterwerg (T) einleitet, und die Flüssigkeitszufuhrdüse (86) einen Flüssigkeitsabgabeauslass (88) umfasst, der weiter stromabwärts als das Fadenaustrittsende (80) so angeordnet ist, dass er die Additivflüssigkeit in Richtung des aus dem Fadenaustrittsende (80) zugeführten Fadenelements (S) abgibt.
- Filterstab-Herstellungsmaschine nach Anspruch 1, wobei
die Umhüllungssektion (38) eine Zange (54) aufweist, die stromabwärts der Zusammenführungsposition (MP) so angeordnet ist, dass sie das Filterwerg (T) zu einer Stabform zusammendrückt,
und das Fadenaustrittsende (80) und der Flüssigkeitsabgabeauslass (88) gemeinsam im Inneren der Zange (54) angeordnet sind. - Filterstab-Herstellungsmaschine nach Anspruch 2, wobei
der Flüssigkeitsabgabeauslass (88) an einem vorderen Ende der Flüssigkeitszufuhrdüse angeordnet ist. - Filterstab-Herstellungsmaschine nach Anspruch 3, wobei
sich die Flüssigkeitszufuhrdüse (86) unmittelbar unter der Fadenaustrittsdüse (76) erstreckt und der Flüssigkeitsabgabeauslass (88) sich nach oben öffnet. - Filterstab-Herstellungsmaschine nach Anspruch 1, wobei
die Flüssigkeitszufuhrdüse (86) und die Fadenaustrittsdüse (76) integral durch eine gemeinsame Halteplatte (92) gestützt werden. - Filterstab-Herstellungsverfahren, umfassend:einen Wergkonvergierungsschritt (14) zum Konvergieren eines Filterwergs während des Transports des Filterwergs (T) in einer Bahnform;einen Umhüllungsschritt (38) zum Empfangen des konvergierten Filterwergs (T) bzw. eines Umhüllungsmaterials (PW) an einer Zusammenführungsposition (MP), um das Filterwerg (T) mit dem Umhüllungsmaterial (PW) zu umhüllen, so dass ein Wergstab (TR) entsteht;einen Fadenaustrittsschritt (76) zum Führen eines Fadenelements (S) in das Filterwerg (T) an einer Fadenaustrittsposition (80), um den Wergstab (TR), in dessen Inneren sich das Fadenelement (S) befindet, zu bilden;einen Flüssigkeitsabgabeschritt (86) zum Ausgeben einer Additivflüssigkeit in Richtung des Fadenelements (S) an einer Flüssigkeitsabgabeposition (88), um das Fadenelement (S) mit der abgegebenen Additivflüssigkeit zu durchtränken; undeinen Schneideschritt (70) zum Schneiden des in dem Umhüllungsschritt (38) gebildeten Wergstabes (TR) zu Filterstäben (FR), die jeweils eine zuvor festgelegte Länge haben,dadurch gekennzeichnet, dassdie Fadenaustrittsposition (80) so definiert ist, dass sie sich weiter stromabwärts als die Zusammenführungsposition (MP) befindet, und die Flüssigkeitsabgabeposition (88) so definiert ist, dass sie sich weiter stromabwärts als die Fadenaustrittsposition (80) befindet.
- Filterstab-Herstellungsverfahren nach Anspruch 6, wobei
der Umhüllungsschritt (38) einen Quetschprozess (54) zum Zusammendrücken des Filterstabes (T) in eine Stabform an einer Position stromabwärts der Zusammenführungsposition (MP) umfasst und der Fadenaustrittsschritt (76) und der Flüssigkeitsabgabeschritt (86) während des Quetschprozesses (54) ausgeführt werden. - Filterstab-Herstellungsverfahren nach Anspruch 7, wobei
in dem Flüssigkeitsabgabeschritt (86) die Additivflüssigkeit an der Flüssigkeitsabgabeposition (88) nach oben abgegeben wird.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2012/083609 WO2014102926A1 (ja) | 2012-12-26 | 2012-12-26 | フィルタロッドの製造機及びフィルタロッドの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2910133A1 EP2910133A1 (de) | 2015-08-26 |
| EP2910133A4 EP2910133A4 (de) | 2016-06-15 |
| EP2910133B1 true EP2910133B1 (de) | 2020-03-04 |
Family
ID=51020085
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12890930.6A Active EP2910133B1 (de) | 2012-12-26 | 2012-12-26 | Filterstabherstellungsmaschine und filterstabherstellungsverfahren |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2910133B1 (de) |
| JP (1) | JP5888800B2 (de) |
| WO (1) | WO2014102926A1 (de) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015201781A1 (de) * | 2015-02-02 | 2016-08-04 | Hauni Maschinenbau Ag | Verfahren und Vorrichtung zum Herstellen von Filtern der Tabak verarbeitenden Industrie |
| CN105595415A (zh) * | 2016-01-15 | 2016-05-25 | 红云红河烟草(集团)有限责任公司 | 一种利用荔枝花蜜制备蜜香卷烟香线的方法 |
| CN109793276B (zh) * | 2019-03-20 | 2021-02-19 | 红云红河烟草(集团)有限责任公司 | 一种导丝舌凝胶加注装置 |
| KR102393804B1 (ko) * | 2019-12-19 | 2022-05-03 | 주식회사 케이티앤지 | 튜브필터 제조장치 및 튜브필터의 제조방법 |
| KR102533111B1 (ko) * | 2020-02-17 | 2023-05-16 | 주식회사 케이티앤지 | 가향처리된 튜브필터를 포함하는 흡연물품 및 그의 제조 방법 |
| JP2023546029A (ja) * | 2020-10-09 | 2023-11-01 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | シート材料を加熱可能なサセプタを組み込むロッドに成形する際の添加物の適用 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2020158B (en) | 1978-04-21 | 1982-11-24 | Cigarette Components Ltd | Production of tobacco smoke filters |
| US4549875A (en) * | 1983-06-02 | 1985-10-29 | R. J. Reynolds Tobacco Co. | Manufacture of tobacco smoke filters |
| US7074170B2 (en) * | 2002-03-29 | 2006-07-11 | Philip Morris Usa Inc. | Method and apparatus for making cigarette filters with a centrally located flavored element |
| DK1889550T3 (da) * | 2006-08-04 | 2009-11-30 | Philip Morris Prod | Multikomponentfilter, der tilverjebringer flere smagsforbedringer |
| GB0714530D0 (en) * | 2007-07-25 | 2007-09-05 | British American Tobacco Co | New apparatus and method |
| GB0905210D0 (en) * | 2009-03-26 | 2009-05-13 | British American Tobacco Co | Rod for a smoking article and method and apparatus for manufacture |
| WO2012164645A1 (ja) * | 2011-05-27 | 2012-12-06 | 日本たばこ産業株式会社 | フィルター製造装置、フィルター製造方法、およびフィルター |
-
2012
- 2012-12-26 WO PCT/JP2012/083609 patent/WO2014102926A1/ja active Application Filing
- 2012-12-26 EP EP12890930.6A patent/EP2910133B1/de active Active
- 2012-12-26 JP JP2014553933A patent/JP5888800B2/ja not_active Expired - Fee Related
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5888800B2 (ja) | 2016-03-22 |
| EP2910133A4 (de) | 2016-06-15 |
| WO2014102926A1 (ja) | 2014-07-03 |
| JPWO2014102926A1 (ja) | 2017-01-12 |
| EP2910133A1 (de) | 2015-08-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2910133B1 (de) | Filterstabherstellungsmaschine und filterstabherstellungsverfahren | |
| US10039316B2 (en) | Cigarette filter manufacturing apparatus and cigarette filter manufacturing method | |
| JP4222524B2 (ja) | フィルタロッド製造機 | |
| KR102072382B1 (ko) | 권축 시트 재료의 연속 웨브를 공급하기 위한 장치 및 방법 | |
| JPH11221068A (ja) | フイルタ用トウストリップを処理するための方法および装置 | |
| EP2057908A1 (de) | Stangenformmaschine | |
| EP2606755B1 (de) | Zufuhreinheit zum Zuführen eines Fadens zu einer automatischen Maschine zur Herstellung von Zigarettenfiltern | |
| RU2355265C1 (ru) | Сигаретоделательная машина | |
| JP5640090B2 (ja) | フィルタ製造装置、フィルタ製造方法、およびフィルタ | |
| KR102226828B1 (ko) | 필터 로드 형성 방법 및 필터 로드 형성 장치 | |
| US4575368A (en) | Method and apparatus for making filters | |
| CN107734980B (zh) | 用于处理刚性包装纸幅材料的改进的滤嘴条成型机 | |
| DE10156691A1 (de) | Leimdüse sowie Beleimungseinrichtung | |
| CN104872818B (zh) | 用于制造烟草加工行业的条的方法和装置 | |
| KR20180044351A (ko) | 필터 로드 건조 방법 | |
| KR102614970B1 (ko) | 포장 장치 그리고 복수-세그먼트 필터 봉을 제조하기 위한 기계 및 방법 | |
| US20190328035A1 (en) | A feeding device for feeding a continuous strip into a continuous fibrous band in a tobacco industry machine for manufacturing rod-like elements and a machine for manufacturing rod-like elements | |
| KR20240095453A (ko) | 향미 흡인 물품에 이용하는 충전 요소의 제조 장치 및 제조 방법 | |
| TWI468120B (zh) | 濾嘴香煙製造方法以及濾嘴與濾嘴香煙 | |
| PL241632B1 (pl) | Urządzenie formatowe, maszyna do wytwarzania wielosegmentowych sztabek filtrowych i sposób wytwarzania wielosegmentowych sztabek filtrowych |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20150522 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAX | Request for extension of the european patent (deleted) | ||
| RA4 | Supplementary search report drawn up and despatched (corrected) |
Effective date: 20160512 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: A24D 3/02 20060101AFI20160506BHEP Ipc: A24D 3/04 20060101ALI20160506BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20191017 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1239382 Country of ref document: AT Kind code of ref document: T Effective date: 20200315 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602012068310 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200604 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200304 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200604 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200605 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200704 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1239382 Country of ref document: AT Kind code of ref document: T Effective date: 20200304 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602012068310 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 |
|
| 26N | No opposition filed |
Effective date: 20201207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602012068310 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20201226 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20201231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201226 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201226 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210701 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201226 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200304 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201231 |