EP2907881A2 - Thermoforming line and method for the preparation of thermoformed sheet metal products - Google Patents
Thermoforming line and method for the preparation of thermoformed sheet metal products Download PDFInfo
- Publication number
- EP2907881A2 EP2907881A2 EP15154074.7A EP15154074A EP2907881A2 EP 2907881 A2 EP2907881 A2 EP 2907881A2 EP 15154074 A EP15154074 A EP 15154074A EP 2907881 A2 EP2907881 A2 EP 2907881A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- heating
- station
- plate
- line according
- plate body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 152
- 239000002184 metal Substances 0.000 title claims abstract description 152
- 238000003856 thermoforming Methods 0.000 title claims description 28
- 238000000034 method Methods 0.000 title claims description 20
- 238000010438 heat treatment Methods 0.000 claims abstract description 338
- 239000004020 conductor Substances 0.000 claims abstract description 63
- 238000001816 cooling Methods 0.000 claims description 47
- 230000001360 synchronised effect Effects 0.000 claims description 19
- 238000012546 transfer Methods 0.000 claims description 17
- 238000004519 manufacturing process Methods 0.000 claims description 16
- 239000000463 material Substances 0.000 claims description 12
- 239000000919 ceramic Substances 0.000 claims description 5
- 238000011144 upstream manufacturing Methods 0.000 claims description 4
- 208000004221 Multiple Trauma Diseases 0.000 claims 1
- 238000009413 insulation Methods 0.000 description 10
- 238000010292 electrical insulation Methods 0.000 description 9
- 229910000831 Steel Inorganic materials 0.000 description 6
- 238000009826 distribution Methods 0.000 description 6
- 239000010959 steel Substances 0.000 description 6
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 5
- 238000013461 design Methods 0.000 description 3
- 229910010271 silicon carbide Inorganic materials 0.000 description 3
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 2
- YXTPWUNVHCYOSP-UHFFFAOYSA-N bis($l^{2}-silanylidene)molybdenum Chemical compound [Si]=[Mo]=[Si] YXTPWUNVHCYOSP-UHFFFAOYSA-N 0.000 description 2
- 239000000788 chromium alloy Substances 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000003750 conditioning effect Effects 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 230000001939 inductive effect Effects 0.000 description 2
- 239000011810 insulating material Substances 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 229910021343 molybdenum disilicide Inorganic materials 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 239000010703 silicon Substances 0.000 description 2
- 230000006641 stabilisation Effects 0.000 description 2
- 238000011105 stabilization Methods 0.000 description 2
- 238000005496 tempering Methods 0.000 description 2
- 238000009966 trimming Methods 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910000963 austenitic stainless steel Inorganic materials 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- VNNRSPGTAMTISX-UHFFFAOYSA-N chromium nickel Chemical compound [Cr].[Ni] VNNRSPGTAMTISX-UHFFFAOYSA-N 0.000 description 1
- -1 chromium-iron-aluminum Chemical compound 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 239000000615 nonconductor Substances 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000007669 thermal treatment Methods 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/16—Heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
- B21D22/022—Stamping using rigid devices or tools by heating the blank or stamping associated with heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/208—Deep-drawing by heating the blank or deep-drawing associated with heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/06—Surface hardening
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/34—Methods of heating
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0068—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for particular articles not mentioned below
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/20—Heating elements having extended surface area substantially in a two-dimensional plane, e.g. plate-heater
- H05B3/22—Heating elements having extended surface area substantially in a two-dimensional plane, e.g. plate-heater non-flexible
- H05B3/24—Heating elements having extended surface area substantially in a two-dimensional plane, e.g. plate-heater non-flexible heating conductor being self-supporting
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/673—Quenching devices for die quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2221/00—Treating localised areas of an article
Definitions
- the invention relates to a thermoforming line with a heating station and a forming station for the production of hot-formed and in particular press-hardened sheet metal products from metal blanks and a method for the production of hot-formed sheet metal products.
- Press hardening is a process for producing high-strength complex vehicle components with high manufacturing accuracy. It combines deep drawing with a heat treatment with the goal of increasing the strength in one process. This manufacturing process requires a relatively high outlay because it involves heating and subsequent defined cooling of the formed sheet metal products in addition to the forming. The individual sub-processes exert a significant influence on the component properties.
- the heating of the metal blanks in series production is currently for the most part in passage ovens, especially roller hearth furnaces, by convection and thermal radiation. Chamber furnaces are also used.
- Furnace heating is an established heating process that allows homogeneous heating regardless of geometry.
- the furnace systems are usually heated electrically or with gas.
- the temperatures required for hot forming are between 780 ° C to about 1,000 ° C for steel sheets.
- the residence time in the furnace plant must be designed accordingly. This is technically complex and makes a relatively large amount of space necessary.
- thermoforming line with an inductively heated heater counts, for example by the DE 10 2012 110 650 B3 to the state of the art.
- a method and apparatus for conductive heating of metal sheets is in the DE 10 2006 037 637 A1 described. There, the metal sheet is heated by a gripper-heating system, via which the energy is introduced, placed in a press tool consisting of a lower tool and an upper tool and reshaped.
- thermoforming line for producing a hot-formed and press-hardened sheet steel product, in particular a motor vehicle component of the prior art.
- the thermoforming line has a tempering station, wherein in the tempering station locally different areas can be tempered to different temperatures.
- the temperature control is carried out by conductive conditioning, wherein for this purpose Temperierplatten be used, which are interchangeable.
- a heating device with a lower heating unit and an upper heating unit for heating a metal circuit board is further from the EP 2 216 417 A2 out.
- Each heating unit has a heatable plate coming into contact with the board.
- the heating plate of the lower and / or the upper heating unit has a plurality of heating segments, which are arranged in a predetermined grid relative to each other and which are displaceable relative to each other in the plane defined by a contact surface between the heating segments and the board.
- the heating segments each have an integrated heating element in the form of a resistance heater.
- the hot forming line according to the invention for the production of hot-formed and press-hardened sheet metal products from metal blanks comprises a heating station and a forming station.
- the heating station has a lower tool and an upper tool, between which a metal plate is accommodated for heating.
- the heating or heating of a metal plate in the heating station takes place conductively by indirect or indirect resistance heating.
- the heat is generated outside the metal plate and passes through its surface in the metal plate itself.
- the lower tool and / or the upper tool has an electrical resistance heating with at least one surface heating element.
- the heat transfer from the surface heating element to the metal plate takes place by heat conduction as a result of the at least indirect contact between the surface heating element and the metal plate to be heated.
- the surface heating element is a heating plate with a plate body of an electrically conductive material, wherein the plate body is formed as a heating conductor.
- the plate body itself forms directly the heating conductor.
- the heating conductor defines a current path in the plate body. The heating element converts electrical energy into heat.
- the heating conductor is preferably configured to release from it the proper amount of heat for heating the metal board, which is supplied by heat transfer to the metal boards.
- a heating conductor is formed in the plate body through at least one slot extending across the thickness of the plate body.
- the heating element is formed by at least one horizontal slot in the plate body.
- the horizontal slot extends almost over the entire length or width of the plate body. The electrical line or the current path takes place over the region of the plate body which is not separated by the slot.
- the heating conductor is configured through the slot guide in the plate body.
- the heating element is wound several times.
- the heating element may meander or spiral.
- the heating conductor has a length which is longer than the shortest distance between the electrical contacts of the heating conductor. It can also be arranged or designed in a suitable heating circuit in a hotplate more than one heating element.
- the metallic heating conductor materials also include chromium-nickel alloys (CrNi). These can be used up to 1,200 ° C. Furthermore, ferritic chromium-iron-aluminum alloys (CrFeAl) can be used for temperatures up to 1400 ° C.
- the ceramic heating conductor materials include silicon carbide (SiC). This is usually used up to temperatures of 1,600 ° C. Molybdenum disilicide (MoSi2) is also available for applications up to 1,850 ° C.
- a ceramic heating conductor material in the form of silicon-infiltrated silicon carbide is considered to be advantageous.
- This is silicon carbide with embedded in the crystal metallic silicon.
- This heating conductor material can be used for operating temperatures of over 1,300 ° C. Furthermore, it has a very high compressive strength of about 2000 MPa, even at high temperatures.
- the heating conductor material is characterized by its good corrosion resistance and wear resistance. Furthermore, the high heat capacity and the low thermal expansion are advantageous.
- the heating plate is provided on its contacting the metal plate heating surface with an electrical insulation.
- This alternative aspect provides to avoid direct contact between the heating plate and the metal plate by interposing an electrical insulation.
- the electrical insulation can be realized by a coating of the heating surface of the heating plate or a separate insulating layer or plate.
- the electrical current flow can be maintained even during the closing time or phase and thus during the heating of a metal plate.
- the resistance heating on a number of selectively controllable, for example, on and / or turn-off, surface heating on. This makes it possible to heat different areas of the metal board or not to heat areas of the metal board.
- the cross section of the heat conductor varies over its length.
- the heating conductor varies in its width.
- a temperature or heating control is possible. Since the resistance in the heating conductor changes in proportion to its cross section, the desired amount of heat and the temperature in the course or over the length of the heat conductor or in sections of the heating element can be adjusted via the variation of the cross section.
- the forming and press hardening can be carried out in one tool.
- a two-stage cooling or a two-stage hardening process for this purpose, the heated metal plate in the forming station transformed and already cooled in the particular actively cooled forming station.
- the setting of the final temperature and / or the holding of the formed sheet metal product can be realized in a second cooling stage.
- the forming station is followed by a separate cooling station.
- the movement and the clock control can be further improved by the fact that the heating station and / or the forming station and / or the cooling station of the thermoforming line are mounted in a machine frame.
- a station or all stations are necessarily mounted elastically within the machine frame.
- the flexible storage of the stations or moving tools of the stations extends the closing time or heating time in the heating of the metal plate and / or the forming and cooling in the forming stage and / or in the cooling stage. In particular, this results in a contact time between the upper tool and the lower tool which is extended relative to the cycle time.
- a downstream cooling station is then carried out a further cooling or holding the sheet metal product at the cooling temperature.
- the cooling can be done for example in a plunge pool.
- cooling may also be carried out in a press hardening tool or a contact cooling station. This is in particular made of light metal with a high thermal conductivity and has cooling channels for Duchtechnisch a cooling medium.
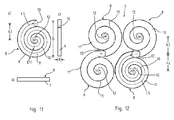
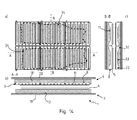
- FIG. 12 Another variant is by the FIG. 12 shown, in which a plurality of spirally extending heating plates 8 are arranged side by side, wherein the heating conductor 11 of each heating plate 8 is formed in each case by a slot 10.
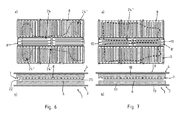
- FIG. 2 shows the heating plate 8 with its side edges 14, 15 enclosing enclosure 16.
- the enclosure 16 is used for mechanical stabilization and / or the thermal insulation of the heating plate. 8
- a load distribution plate 19, 20 is provided both in the lower tool 3 and in the upper tool 4.
- the upper insulating plate 18 forms a heat insulation for the back 21 and the side edges 14, 15 of the or the heating plates 8.
- the metal plate 6 to be heated for the heating process rests on the lower insulating plate 17 of the lower tool 3.
- the directed to the metal plate 6 heating surface 22 of the heating plates 8 is separated by an electrical insulation in the form of an insulating layer 23 of the metal plate 6.
- the electrical insulating layer 23 may be designed as a coating of the heating surfaces 22 of the heating plate 8.
- the electrical Insulating layer 23 may be embodied as an insulating layer of an electrical insulating material.
- the heating station 1 as in the FIG. 4 shown, both in the lower tool 3 and in the upper tool 4, an electrical resistance heater 7 with surface heating elements in the form of heating plates 8.
- both the heating surface or the heating surfaces 22 of the upper heating plates 8 and the heating surfaces 22 of the lower heating plates 8 are provided with a non-puncture insulating layer 23.
- the lower insulating plate 17 receives the heating plates 8 and forms a thermal insulation of the back sides 21 and the side edges 14, 15 of the heating plates 8.
- the heating station 1 in the embodiment according to FIG. 4 is suitable due to its design with a double resistance heater 7 in particular for the heating of thicker metal blanks 6.
- the different zones or areas are in the FIG. 13b ) with> Ac3, ⁇ Ac1 and> Ac1.
- a metal plate 6 is heated to a temperature above the austenitizing temperature Ac3.
- the heating plate 8 in this zone has a higher temperature (overtemperature) compared to the target temperature of the metal plate 6.
- the excess temperature is preferably> 1050 ° C, but in particular not more than 1350 ° C.
- a temperature below the austenitizing temperature Ac1 and in the area or zone> Ac1 a temperature above the austenitizing temperature Ac1 is achieved.
- the heating plate 8 has in the zone ⁇ Ac1 a temperature of for example ⁇ 800 ° C, whereas in the zone> Ac1 it has a temperature of> 800 ° C, but preferably a maximum of 950 ° C.
- the heating station 1 as shown by FIG. 14 comprises a lower tool 3 and an upper tool 4, wherein in the upper tool 4 surface heating elements in the form of heating plates 8 are provided.
- FIG. 14c The cross-sectional view of FIG. 14c ), who cut the BB through the Figure 14a ) shows that the thickness of a heating conductor 11 varies. Edge portions 32 of the heat conductor 11 are thicker than the central portion 33 of the heat conductor 11. Since the resistance of the heat conductor 11 in the middle section with a smaller cross-section is greater than in the edge portions 32 with a larger cross-section of the heating element 11 is heated in the edge portions 32 less. Accordingly, edge regions 34 of the metal plates 6 are heated less strongly by this heating conductor configuration. As a result, no complete curing occurs at the edge portions 34 of the hot-formed and press-hardened components from the metal blanks 6.
- a heater 27 connected upstream of the heating station 1 is provided outside the synchronous drive unit 26, a heater 27 connected upstream of the heating station 1 is provided. Here, a homogeneous preheating of the metal plates before they are transferred to the heating station 1.
- the metal plate 6 is then heated in the heating station 1 to forming temperature and then transferred by a not shown here board transfer system in the forming station 2.
- the metal plate 6 can be heated homogeneously, that is, in total to the same forming temperature. It is possible, as described above, also a partially different heating of a metal plate 6.
- the metal plate 6 is hot-formed.
- the deformed metal plate 6 can be at least partially cooled and hardened.
- a further cooling station 28 downstream of the forming station 2 is integrated.
- the still hot sheet metal product formed in the forming station 2 from the metal plate 6 is transferred by means of a transfer system, also not shown here, into the cooling station 28 and further hardened here either by further cooling.
- the cooling station 28 opens and closes in time, preferably synchronously with the heating station 1 and the forming station. 2
- a variant of a hot forming line in which two heating stations 1a and 1b, a forming station 2 and a cooling station 28 are arranged within a synchronous drive unit 26, shows the illustration of FIG. 9 .
- the heating station 1a a particularly homogeneous heating of a metal plate to a certain preheating temperature takes place.
- the metal plate is then transferred to the heating station 1 b and partially heated there further in certain areas or partially cooled by conditioning with non-heated heating plates 8.
- the temperature-controlled that is, set in the temperature set metal plate is transferred to the forming station 2 and formed into a sheet metal product.
- trimming operations such as punching operations on the sheet metal product can be made. Transfer systems then transfer the sheet product into the cooling station 28.
- further perforation or trimming operations are carried out and the sheet metal product is press-hardened.
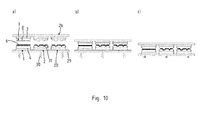
- FIG. 10 shows a technical schematic representation of a heating station 1, a forming station 2 and a cooling station 28, which are arranged together in a synchronous drive unit 26.
- the upper tools and lower tools of heating station 1, forming station 2 and cooling station 28 are moved relative to each other.
- the heating station 1 and the forming station 2 and the cooling station 28 are elastically mounted on spring elements 30 in a machine frame 29 of the synchronous drive unit 26 shown only schematically here.
- the FIG. 10a shows the synchronous drive unit 26 in the open position. Accordingly, the heating station 1, the forming station 2 and the cooling station 28 are opened.
- FIG. 17 schematically an electrical resistance heating of a heating station is shown.
- the resistance heating has a surface heating element in the form of a heating plate 35 both in the lower tool (not shown here) and in the upper tool.
- a heating plate 35 has a plate body 36 made of an electrically conductive material.
- the plate body 36 is separated by a horizontal slot 37 over most of its length. Through the horizontal slot 37, the plate body 36 is formed as a heating conductor 38, which defines a current path.
- the current path is indicated by the arrows P. It can be seen that the slot 37 does not completely separate the plate body 36, so that at the end 39 of the plate body 36 it is not interrupted.
- the slot 37 may be filled with an electrical insulating material.
- FIG. 18 An alternative embodiment of a heating plate 40 is shown in FIG FIG. 18 shown.
- the plate body 41 of the heating plate 40 has two superimposed plate body layers 42, 43. Between the plate body layers 42, 43 an electrical insulation 44 is provided. The electrical insulation 44 extends over the substantial part of the length L of the plate body 41, so that they are partially isolated from each other electrically.
- a contact portion 46 is formed at the end 45 of the plate body 41.
- the plate body layers 42, 43 contact each other and are electrically conductive with each other connected.
- a U-shaped heating conductor 47 is formed in the plate body 41. Again, the current path is indicated by the arrows P.
- the shortest distance between the electrical contacts is marked k4.
- the heating conductor 38 as well as the heating conductor 47 have a length which is longer than the shortest distance k4 between the electrical contacts "+" and "-".
- the metal blanks are heated in a heating station 1 to forming temperature, then removed from the heating station 1 and transferred to the forming station 2 within a time T1 of less than 3 seconds.
- the transformation takes place to the sheet metal product.
- the hot sheet product is cooled at a cooling rate which is above the critical cooling rate of the metal material and cured in this way. The cooling takes place in a time T K of less than or equal to ( ⁇ ) 10 seconds, in particular in a time between 3 and 6 seconds.
- the sheet product is cooled to a temperature T E of less than or equal to ( ⁇ ) 250 ° C.
- the transfer of the erKindlemten metal plate from the heating station 1 in a downstream cooling station 28 takes place in a time t T2 of a maximum of 3 seconds.
- An advantageous aspect of the inventive method provides that a heating plate 8 of the heating station 1 is at least partially heated to a plate temperature T P between 1050 ° C and 1350 ° C.
- a metal plate is then at least partially heated in the heating station 1, specifically from an initial temperature T1 to a target temperature T2, in that the metal plate comes into contact with the heating plate 8 of the upper and / or lower tool.
- the target temperature T2 is between 850 ° C and 900 ° C.
- the heating of the metal plate to the target temperature T2 takes place in a time t E of less than or equal to ( ⁇ ) 10 seconds, in particular in a time between 4 and 6 seconds.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Abstract
Eine Warmformlinie zur Herstellung von warmumgeformten und pressgehärteten Blechprodukten aus Metallplatinen 6 umfasst eine Heizstation 1 und eine Umformstation 2. Die Heizstation 1 weist ein Unterwerkzeug 3 und ein Oberwerkzeug 4 auf, zwischen denen eine Metallplatine 6 zum Erwärmen aufgenommen wird. Die Erwärmung bzw. Aufheizung einer Metallplatine 6 in der Heizstation 1 erfolgt durch mittelbare Widerstandserwärmung. Die Wärme wird außerhalb der Metallplatine 6 erzeugt und gelangt durch Wärmeleitung in die Metallplatine 6 selber. Hierzu weist das Unterwerkzeug 3 und/oder das Oberwerkzeug 4 eine elektrische Widerstandsheizung 7 mit zumindest einem Flächenheizelement auf. Erfindungsgemäß ist das Flächenheizelement eine Heizplatte 8 mit einem Plattenkörper 9 aus einem elektrisch leitfähigen Material, wobei der Plattenkörper 9 als Heizleiter 11 ausgebildet ist. Hierzu ist der Plattenkörper 9 geschlitzt und beispielsweise mit einem Schlitz 10 versehen, welcher sich über die Dicke d des Plattenkörpers 9 erstreckt.A hot forming line for producing hot-formed and press-hardened sheet metal products from metal blanks 6 comprises a heating station 1 and a forming station 2. The heating station 1 has a lower tool 3 and an upper tool 4, between which a metal plate 6 is accommodated for heating. The heating or heating of a metal plate 6 in the heating station 1 by indirect resistance heating. The heat is generated outside the metal plate 6 and passes through heat conduction into the metal plate 6 itself. For this purpose, the lower tool 3 and / or the upper tool 4 has an electrical resistance heater 7 with at least one surface heating element. According to the invention the surface heating element is a heating plate 8 with a plate body 9 made of an electrically conductive material, wherein the plate body 9 is formed as a heating element 11. For this purpose, the plate body 9 is slotted and provided for example with a slot 10 which extends over the thickness d of the plate body 9.
Description
Die Erfindung betrifft eine Warmformlinie mit einer Heizstation und einer Umformstation zur Herstellung von warmumgeformten und insbesondere pressgehärteten Blechprodukten aus Metallplatinen sowie ein Verfahren zur Herstellung von warmumgeformten Blechprodukten.The invention relates to a thermoforming line with a heating station and a forming station for the production of hot-formed and in particular press-hardened sheet metal products from metal blanks and a method for the production of hot-formed sheet metal products.
Das Presshärten ist ein Verfahren zur Herstellung höchstfester komplexer Fahrzeugkomponenten mit großer Fertigungsgenauigkeit. Es verbindet das Tiefziehen mit einer Wärmebehandlung mit dem Ziel der Festigkeitssteigerung in einem Prozess. Dieses Fertigungsverfahren erfordert einen relativ hohen Aufwand, da es zusätzlich zu der Formgebung ein Erwärmen und ein anschließendes definiertes Abkühlen der umgeformten Blechprodukte beinhaltet. Die einzelnen Teilprozesse üben einen signifikanten Einfluss auf die Bauteileigenschaften aus.Press hardening is a process for producing high-strength complex vehicle components with high manufacturing accuracy. It combines deep drawing with a heat treatment with the goal of increasing the strength in one process. This manufacturing process requires a relatively high outlay because it involves heating and subsequent defined cooling of the formed sheet metal products in addition to the forming. The individual sub-processes exert a significant influence on the component properties.
Durch die
Die Erwärmung der Metallplatinen in der Serienfertigung erfolgt derzeit zum weitüberwiegenden Teil in Durchgangsöfen, insbesondere Rollenherdöfen, durch Konvektion und Wärmestrahlung. Auch Kammeröfen kommen zum Einsatz.The heating of the metal blanks in series production is currently for the most part in passage ovens, especially roller hearth furnaces, by convection and thermal radiation. Chamber furnaces are also used.
Die Ofenerwärmung ist ein etabliertes Erwärmungsverfahren, die unabhängig von der Geometrie ein homogenes Erwärmen ermöglicht. Die Ofenanlagen werden in der Regel elektrisch oder mit Gas beheizt. Die zur Warmumformung notwendigen Temperaturen liegen bei Stahlblechen zwischen 780 °C bis ca. 1.000 °C. Um generell die hohen Warmformtemperaturen in den Metallplatinen zu erreichen, muss die Verweildauer in der Ofenanlage entsprechend ausgelegt sein. Dies ist anlagentechnisch aufwendig und macht einen relativ hohen Platzbedarf notwendig.Furnace heating is an established heating process that allows homogeneous heating regardless of geometry. The furnace systems are usually heated electrically or with gas. The temperatures required for hot forming are between 780 ° C to about 1,000 ° C for steel sheets. In order to generally achieve the high thermoforming temperatures in the metal blanks, the residence time in the furnace plant must be designed accordingly. This is technically complex and makes a relatively large amount of space necessary.
Wesentlich schneller ist die induktive Erwärmung. Sie kann sowohl flächig als auch lokal angewendet werden. Allerdings ist die Homogenität von der Induktorgeometrie abhängig und deutlich inhomogener als bei der Ofenerwärmung. Der Wirkungsgrad der induktiven Erwärmung basiert vor allem auf dem Abstand des Induktors zum Bauteil. Je größer er ist, desto geringer ist der Wirkungsgrad. Allerdings ist bei geringem Abstand der Energieverlust durch die Wärmeübertragung zum Induktor deutlich höher.Much faster is the inductive heating. It can be used both areal and locally. However, the homogeneity is dependent on the inductor geometry and clearly inhomogeneous than in the furnace heating. The efficiency of inductive heating is based primarily on the distance of the inductor to the component. The larger it is, the lower the efficiency. However, at a short distance, the energy loss due to the heat transfer to the inductor is significantly higher.
Eine Warmformlinie mit einer induktiv beheizten Erwärmungsvorrichtung zählt beispielsweise durch die
Auch Systeme zur konduktiven Erwärmung sind bekannt. In der Technologie der direkten Widerstandserwärmung stellt die Metallplatine oder der zu erwärmende Bereich selbst einen Teil des Stromkreises dar. Ein Verfahren und eine Vorrichtung zum konduktiven Erwärmen von Metallblechen ist in der
Aus der
Durch die
Eine Heizvorrichtung mit einer unteren Heizeinheit und einer oberen Heizeinheit zur Erwärmung einer metallenen Platine geht des Weiteren aus der
Die
Aufgabe der vorliegenden Erfindung ist die Entwicklung einer anlagentechnisch verbesserten Warmformlinie mit einem rational gestalteten konduktiven Erwärmungssystem, welches eine effiziente Erwärmung von Metallplatinen für das Warmumformen innerhalb der Warmformlinie ermöglicht.The object of the present invention is the development of a plant-technically improved thermoforming line with a rationally designed conductive heating system, which enables efficient heating of metal blanks for hot forming within the thermoforming line.
Die Lösung dieser Aufgabe besteht nach der Erfindung in einer Warmformlinie gemäß den Merkmalen von Anspruch 1.The solution of this problem consists according to the invention in a thermoforming line according to the features of
Vorteilhafte Ausgestaltungen und Weiterbildungen der erfindungsgemäßen Warmformlinie sind Gegenstand der abhängigen Ansprüche 2 bis 18.Advantageous embodiments and further developments of the hot-forming line according to the invention are the subject of the dependent claims 2 to 18.
Ein Verfahren zur Herstellung von warmumgeformten Blechprodukten in einer erfindungsgemäßen Warmformlinie ist Gegenstand der Ansprüche 19 bis 22.A method for producing hot-formed sheet metal products in a hot-forming line according to the invention is subject matter of
Die erfindungsgemäße Warmformlinie zur Herstellung von warmumgeformten und pressgehärteten Blechprodukten aus Metallplatinen umfasst eine Heizstation und eine Umformstation. Die Heizstation weist ein Unterwerkzeug und ein Oberwerkzeug auf, zwischen denen eine Metallplatine zum Erwärmen aufgenommen wird. Die Erwärmung bzw. Aufheizung einer Metallplatine in der Heizstation erfolgt konduktiv durch mittelbare bzw. indirekte Widerstandserwärmung. Die Wärme wird außerhalb der Metallplatine erzeugt und gelangt über dessen Oberfläche in die Metallplatine selber. Hierzu weist das Unterwerkzeug und/oder das Oberwerkzeug eine elektrische Widerstandsheizung auf mit zumindest einem Flächenheizelement. Die Wärmeübertragung vom Flächenheizelement auf die Metallplatine erfolgt durch Wärmeleitung in Folge des zumindest mittelbaren Kontaktes zwischen dem Flächenheizelement und der aufzuheizenden Metallplatine.The hot forming line according to the invention for the production of hot-formed and press-hardened sheet metal products from metal blanks comprises a heating station and a forming station. The heating station has a lower tool and an upper tool, between which a metal plate is accommodated for heating. The heating or heating of a metal plate in the heating station takes place conductively by indirect or indirect resistance heating. The heat is generated outside the metal plate and passes through its surface in the metal plate itself. For this purpose, the lower tool and / or the upper tool has an electrical resistance heating with at least one surface heating element. The heat transfer from the surface heating element to the metal plate takes place by heat conduction as a result of the at least indirect contact between the surface heating element and the metal plate to be heated.
Erfindungsgemäß ist das Flächenheizelement eine Heizplatte mit einem Plattenkörper aus einem elektrisch leitfähigen Material, wobei der Plattenkörper als Heizleiter ausgebildet ist. Der Plattenkörper selbst bildet unmittelbar den Heizleiter. Der Heizleiter definiert einen Strompfad im Plattenkörper. Im Heizleiter wird elektrische Energie in Wärme umgewandelt.According to the invention, the surface heating element is a heating plate with a plate body of an electrically conductive material, wherein the plate body is formed as a heating conductor. The plate body itself forms directly the heating conductor. The heating conductor defines a current path in the plate body. The heating element converts electrical energy into heat.
Zur Erwärmung einer Metallplatine wird diese zwischen Oberwerkzeug und Unterwerkzeug aufgenommen. Hierzu ist zwischen Unterwerkzeug und Oberwerkzeug ein entsprechender Aufnahmeraum vorgesehen. Das oder die Flächenheizelemente bzw. Heizplatten können in direkten Kontakt mit einer Metallplatine gelangen. Wenn sich hierbei die Heizfläche der Heizplatte und die Metallplatine unmittelbar berühren, ist die Heizplatte in diesem Betriebszustand stromlos geschaltet. Ein anderer Aspekt der Erfindung sieht vor, dass die Heizplatte indirekt bzw. mittelbar mit der Metallplatine in Kontakt gelangt. Die Heizfläche einer Heizplatte kann mit einer elektrischen Isolierung bzw. einer Isolierschicht versehen sein.To heat a metal plate this is taken up between the upper tool and lower tool. For this purpose is between lower tool and Upper tool provided a corresponding receiving space. The one or more surface heating elements or heating plates can come into direct contact with a metal plate. If in this case the heating surface of the heating plate and the metal plate touch directly, the heating plate is de-energized in this operating condition. Another aspect of the invention provides that the heating plate comes indirectly or indirectly into contact with the metal plate. The heating surface of a heating plate may be provided with an electrical insulation or an insulating layer.
Der Heizleiter ist bevorzugt so konfiguriert, dass von ihm die zweckentsprechende Menge an Wärme für das Erwärmen der Metallplatine freigesetzt wird, die durch Wärmeübertragung den Metallplatinen zugeführt wird. Bei einer vorteilhaften Ausführungsform der Erfindung ist in dem Plattenkörper durch zumindest einen Schlitz, welcher sich über die Dicke des Plattenkörpers erstreckt, ein Heizleiter ausgebildet. Bei einer weiteren vorteilhaften Ausgestaltung ist der Heizleiter durch zumindest einen horizontalen Schlitz im Plattenkörper ausgebildet. Bevorzugt erstreckt sich der Horizontalschlitz nahezu über die gesamte Länge bzw. Breite des Plattenkörpers. Die elektrische Leitung bzw. der Strompfad erfolgt über den Bereich des Plattenkörpers, der nicht durch den Schlitz getrennt ist.The heating conductor is preferably configured to release from it the proper amount of heat for heating the metal board, which is supplied by heat transfer to the metal boards. In an advantageous embodiment of the invention, a heating conductor is formed in the plate body through at least one slot extending across the thickness of the plate body. In a further advantageous embodiment of the heating element is formed by at least one horizontal slot in the plate body. Preferably, the horizontal slot extends almost over the entire length or width of the plate body. The electrical line or the current path takes place over the region of the plate body which is not separated by the slot.
Die Konfiguration des Heizleiters erfolgt durch die Schlitzführung im Plattenkörper. Insbesondere ist der Heizleiter mehrfach gewunden. Beispielsweise kann der Heizleiter mäanderförmig oder spiralförmig verlaufen. Der Heizleiter besitzt eine Länge, die länger ist als der kürzeste Abstand zwischen den elektrischen Kontakten des Heizleiters. Es können auch mehr als ein Heizleiter in zweckentsprechender Schaltungsanordnung in einer Heizplatte angeordnet bzw. ausgebildet sein.The heating conductor is configured through the slot guide in the plate body. In particular, the heating element is wound several times. For example, the heating element may meander or spiral. The heating conductor has a length which is longer than the shortest distance between the electrical contacts of the heating conductor. It can also be arranged or designed in a suitable heating circuit in a hotplate more than one heating element.
Bei einem anderen Aspekt der Erfindung umfasst der Plattenkörper zumindest zwei Plattenkörperlagen. Die Plattenkörperlagen sind nach Art einer Sandwichkonstruktion übereinander angeordnet. Hierbei sind die Plattenkörperlagen durch eine elektrische Isolierung gegeneinander elektrisch isoliert. Über einen Kontaktabschnitt sind die Plattenkörperlagen miteinander elektrisch verbunden, so dass ein den Strompfad definierender Heizleiter ausgebildet ist. Der Kontaktabschnitt kann ein separates Kontaktbauteil sein. Vorzugsweise ist der Kontaktabschnitt unmittelbarer Bestandteil der Plattenkörperlagen. Im Bereich des Kontaktabschnittes sind die Plattenkörperlagen nicht gegeneinander elektrisch isoliert, so dass der Stromfluss von einer Plattenkörperlage über den Kontaktabschnitt in die nächste Plattenkörperlage erfolgt.In another aspect of the invention, the plate body comprises at least two plate body layers. The plate body layers are arranged one above the other in the manner of a sandwich construction. Here, the plate body layers are electrically insulated from each other by an electrical insulation. Via a contact portion, the plate body layers are electrically connected to each other, so that a heating conductor defining the current path is formed. The contact portion may be a separate contact component. Preferably, the contact portion is an immediate component the plate body layers. In the region of the contact section, the plate body layers are not electrically insulated from one another, so that the current flows from one plate body layer over the contact section into the next plate body layer.
Der Plattenkörper besteht aus einem elektrisch leitfähigen Material. Der Werkstoff hat einen hohen spezifischen Widerstand sowie eine hohe Warmfestigkeit. Ein Aspekt der Erfindung sieht vor, dass der Plattenkörper aus einem metallischen Heizleiterwerkstoff besteht. Alternativ kann der Plattenkörper auch aus einem keramischen Heizleiterwerkstoff bestehen.The plate body is made of an electrically conductive material. The material has a high specific resistance as well as a high heat resistance. One aspect of the invention provides that the plate body consists of a metallic Heizleiterwerkstoff. Alternatively, the plate body may also consist of a ceramic Heizleiterwerkstoff.
Ein im Rahmen der Erfindung als besonders vorteilhafter Heizleiterwerkstoff ist der nichtrostende austenitische Stahl mit der Werkstoffnummer 1.4841 (EN Werkstoff Kurzname X15CrNiSi25-21), der in der Norm-DIN EN 10095 normiert ist. Dieser Stahl ist hitzebeständig und zeichnet sich durch seine guten Festigkeitseigenschaften auch bei hohen Temperaturen aus. Der Anwendungsbereich liegt bevorzugt zwischen 900 °C bis 1.120 °C.An austenitic stainless steel with the material number 1.4841 (EN material short name X15CrNiSi25-21), which is standardized in the standard DIN EN 10095, is a particularly advantageous heating conductor material in the context of the invention. This steel is heat resistant and is characterized by its good strength properties even at high temperatures. The range of application is preferably between 900 ° C to 1120 ° C.
Zu den metallischen Heizleiterwerkstoffen gehören ferner Chrom-Nickel-Legierungen (CrNi). Diese sind etwa bis 1.200 °C verwendbar. Weiterhin können ferritische Chrom-Eisen-Aluminium-Legierungen (CrFeAl) für Temperaturen bis 1400 °C Verwendung finden.The metallic heating conductor materials also include chromium-nickel alloys (CrNi). These can be used up to 1,200 ° C. Furthermore, ferritic chromium-iron-aluminum alloys (CrFeAl) can be used for temperatures up to 1400 ° C.
Zu den keramischen Heizleiterwerkstoffen gehört Siliziumkarbid (SiC). Dieses wird üblicherweise bis zu Temperaturen von 1.600 °C verwendet. Ferner stehen Molybdändisilizid (MoSi2) für Anwendungen bis 1.850 °C zur Verfügung.The ceramic heating conductor materials include silicon carbide (SiC). This is usually used up to temperatures of 1,600 ° C. Molybdenum disilicide (MoSi2) is also available for applications up to 1,850 ° C.
Im Rahmen der Erfindung wird ferner ein keramischer Heizleiterwerkstoff in Form von Silizium infiltriertem Siliziumkarbid (SiSiC) als vorteilhaft angesehen. Hierbei handelt es sich um Siliziumkarbid mit im Kristall eingelagertem metallischem Silizium. Dieser Heizleiterwerkstoff ist für Einsatztemperaturen bis über 1.300 °C verwendbar. Ferner weist er eine sehr hohe Druckfestigkeit von ca. 2000 MPa auch bei hohen Temperaturen auf. Zudem zeichnet sich der Heizleiterwerkstoff durch seine gute Korrosionsbeständigkeit und Verschleißfestigkeit aus. Ferner sind die hohe Wärmekapazität und die geringe Wärmeausdehnung vorteilhaft.In the context of the invention, furthermore, a ceramic heating conductor material in the form of silicon-infiltrated silicon carbide (SiSiC) is considered to be advantageous. This is silicon carbide with embedded in the crystal metallic silicon. This heating conductor material can be used for operating temperatures of over 1,300 ° C. Furthermore, it has a very high compressive strength of about 2000 MPa, even at high temperatures. In addition, the heating conductor material is characterized by its good corrosion resistance and wear resistance. Furthermore, the high heat capacity and the low thermal expansion are advantageous.
Besonders zweckmäßig ist die Heizplatte in einer Einfassung aufgenommen. Die Einfassung umgibt bzw. schließt die äußeren Seitenränder der Heizplatte ein. Die Einfassung dient sowohl zur thermischen und elektrischen Isolierung als auch zur mechanischen Stabilisierung. Die Einfassung kann beispielsweise aus einem keramischen Werkstoff bestehen.Particularly useful is the heating plate added in a mount. The skirt surrounds or encloses the outer side edges of the heating plate. The surround serves both for thermal and electrical insulation and for mechanical stabilization. The enclosure may for example consist of a ceramic material.
Sowohl die Seitenränder als auch die Rückseite der Heizplatte sind vorteilhafterweise mit einer Wärmeisolierung versehen. Zudem kann die Einfassung und/oder eine Wärmeisolierung auch zum Ausgleich von Toleranzen in der Dicke oder der Einlegeposition einer Metallplatine dienen.Both the side edges and the back of the heating plate are advantageously provided with a thermal insulation. In addition, the enclosure and / or a thermal insulation can also be used to compensate for tolerances in the thickness or the insertion position of a metal plate.
Bei einer für die Praxis vorteilhaften Ausgestaltung der Heizstation ist im Unterwerkzeug und/oder im Oberwerkzeug eine Lastverteilplatte angeordnet. Hierzu können das Unterwerkzeug und/oder das Oberwerkzeug unter Eingliederung der Lastverteilplatte in das Werkzeuggestell der Heizstation eingegliedert sein. Die Lastverteilplatte kann insbesondere durch Federelemente an einem Pressentisch festgelegt sein.In an advantageous embodiment of the heating station, a load distribution plate is arranged in the lower tool and / or in the upper tool. For this purpose, the lower tool and / or the upper tool can be integrated with incorporation of the load distribution plate in the tool frame of the heating station. The load distribution plate can be fixed in particular by spring elements on a press table.
Zum Aufheizen einer Metallplatine kann die Heizplatte mit ihrer Heizfläche in direkten Kontakt mit der Metallplatine gelangen. Hierzu ist die Heizplatte vorher aufgeheizt worden. Bevor die Heizplatte mit der Metallplatine in Kontakt gelangt, wird der elektrische Stromfluss der Heizplatte unterbrochen. Auf diese Weise wird ein elektrischer Kurzschluss über die Metallplatine verhindert. Diese Vorgehensweise ist mit einer entsprechend ausgelegten Taktsteuerung möglich.For heating a metal plate, the heating plate with its heating surface can come into direct contact with the metal plate. For this purpose, the heating plate has been previously heated. Before the heating plate comes into contact with the metal plate, the electric current flow of the heating plate is interrupted. In this way, an electrical short across the metal board is prevented. This procedure is possible with a correspondingly designed cycle control.
Ein weiterer Aspekt sieht vor, dass die Heizplatte an ihrer die Metallplatine kontaktierenden Heizfläche mit einer elektrischen Isolierung versehen ist. Dieser alternative Aspekt sieht vor, einen unmittelbaren Kontakt zwischen der Heizplatte und der Metallplatine durch Zwischenschaltung einer elektrischen Isolierung zu vermeiden. Die elektrische Isolierung kann durch eine Beschichtung der Heizfläche der Heizplatte oder eine separate Isolationsschicht bzw. -platte realisiert sein. Hierdurch kann auch während der Zuhaltezeit bzw. -phase und damit während der Erwärmung einer Metallplatine der elektrische Stromfluss beibehalten werden. Dies ist vorteilhafter, da ständig wechselnde Schaltzyklen der Elektrik vermieden werden. Vorteilhafterweise weist die Widerstandsheizung eine Anzahl von wahlweise ansteuerbaren, beispielsweise zu- und/oder abschaltbaren, Flächenheizelementen auf. Hierdurch ist es möglich, Bereiche der Metallplatine unterschiedlich zu erwärmen oder auch Bereiche der Metallplatine nicht zu erwärmen. Die Flächenheizelemente können über eine regelbare Spannungs- bzw. Stromversorgung auch unterschiedlich aufgeheizt werden, um eine partiell unterschiedliche Erwärmung einer Metallplatine zu ermöglichen. Wahlweise sind einzelne Flächenheizelemente oder auch in Gruppen zusammengeschaltete Segmente von Flächenheizelementen ansteuerbar. Das Ansteuern schließt auch ein wahlweises Zu- und/oder Abschalten von Heizflächenelementen ein. Auch mehrere verschiedene Bauteile bzw. Metallplatinen sind in derselben Heizstation aufheizbar durch eine bedarfsgerechte Schaltung der Flächenheizelemente. Dies kann einzeln oder in Gruppen erfolgen.Another aspect provides that the heating plate is provided on its contacting the metal plate heating surface with an electrical insulation. This alternative aspect provides to avoid direct contact between the heating plate and the metal plate by interposing an electrical insulation. The electrical insulation can be realized by a coating of the heating surface of the heating plate or a separate insulating layer or plate. As a result, the electrical current flow can be maintained even during the closing time or phase and thus during the heating of a metal plate. This is more advantageous because constantly changing switching cycles of the electrical system are avoided. Advantageously, the resistance heating on a number of selectively controllable, for example, on and / or turn-off, surface heating on. This makes it possible to heat different areas of the metal board or not to heat areas of the metal board. The surface heating elements can also be heated differently via a controllable voltage or current supply in order to enable a partially different heating of a metal plate. Optionally, individual surface heating elements or groups of surface heating elements connected together in groups can be actuated. The driving also includes an optional switching on and / or off of Heizflächenelementen. Also several different components or metal boards can be heated in the same heating station by a demand-based circuit of the surface heating. This can be done individually or in groups.
Ein anderer Aspekt der Erfindung sieht vor, dass der Querschnitt des Heizleiters über seine Länge variiert. Insbesondere variiert der Heizleiter in seiner Breite. Durch eine entsprechende Querschnittsauslegung des Heizleiters ist ebenfalls eine Temperatur- bzw. Heizsteuerung möglich. Da sich der Widerstand im Heizleiter proportional zu seinem Querschnitt ändert, kann über die Variation des Querschnitts die gewünschte Wärmemenge und die Temperatur im Verlauf bzw. über die Länge des Heizleiters bzw. in Abschnitten des Heizleiters eingestellt werden.Another aspect of the invention provides that the cross section of the heat conductor varies over its length. In particular, the heating conductor varies in its width. By a corresponding cross-sectional design of the heating element also a temperature or heating control is possible. Since the resistance in the heating conductor changes in proportion to its cross section, the desired amount of heat and the temperature in the course or over the length of the heat conductor or in sections of the heating element can be adjusted via the variation of the cross section.
Die erfindungsgemäße Warmformlinie ist nicht nur zum Aufheizen von ebenen Metallplatinen geeignet. Auch Metallplatinen mit variierender Dicke bzw. Querschnittsverlauf, beispielsweise sogenannte Tailored Blanks können in der Heizstation auf Umformtemperatur gebracht und anschließend warmumgeformt und pressgehärtet werden. Hierzu sieht ein Aspekt der Erfindung vor, dass zwischen dem Unterwerkzeug und dem Oberwerkzeug ein Aufnahmeraum für die Metallplatine vorgesehen ist und der Aufnahmeraum eine an die Oberflächenkontur der Metallplatine angepasste Geometrie besitzt.The hot forming line according to the invention is not only suitable for heating flat metal blanks. Also metal blanks with varying thickness or cross-sectional profile, for example, so-called tailored blanks can be brought in the heating station to forming temperature and then hot-formed and press-hardened. For this purpose, one aspect of the invention provides that a receiving space for the metal plate is provided between the lower tool and the upper tool and the receiving space has a geometry adapted to the surface contour of the metal plate.
Der Aufnahmeraum zwischen dem Unterwerkzeug und dem Oberwerkzeug kann auch durch bzw. in dem Plattenkörper selbst gebildet sein. Abhängig von der Platinendicke sind unterschiedliche Heiztemperaturen einstellbar.The receiving space between the lower tool and the upper tool can also be formed by or in the plate body itself. Depending on the board thickness, different heating temperatures can be set.
Dickentoleranzen der aufzuheizenden Metallplatinen sind ausgleichbar. Ein Toleranzausgleich kann beispielsweise durch eine federnde Lagerung der Wärmeisolierung von Unterwerkzeug und/oder Oberwerkzeug realisiert werden. Auch eine federnde Lagerung des Plattenkörpers ist denkbar. Weiterhin ist ein Toleranzausgleich über eine elastische Verformbarkeit der Wärmeisolierung selbst möglich.Thickness tolerances of the metal plates to be heated can be compensated. A tolerance compensation can be realized for example by a resilient mounting of the heat insulation of the lower tool and / or upper tool. Also, a resilient mounting of the plate body is conceivable. Furthermore, tolerance compensation via an elastic deformability of the heat insulation itself is possible.
Eine vorteilhafte Ausgestaltung der erfindungsgemäßen Warmformlinie sieht weiterhin vor, dass der Heizstation zumindest eine weitere Heizvorrichtung vor- oder nachgeschaltet sein kann. Insbesondere kann vorgesehen sein, dass eine zusätzliche Heizvorrichtung der Heizstation vorgeschaltet ist. Diese Auslegung der Warmformlinie sieht eine zweistufige Erwärmung einer Metallplatine vor, bei der die Metallplatine zunächst in einer ersten Stufe auf eine bestimmte Temperatur vorgeheizt wird. Danach wird die vorgeheizte Metallplatine in die Heizstation überführt und dort auf Umformtemperatur erwärmt bzw. aufgeheizt.An advantageous embodiment of the hot forming line according to the invention further provides that the heating station can be at least one further heating device upstream or downstream. In particular, it can be provided that an additional heating device of the heating station is connected upstream. This design of the hot forming line provides a two-stage heating of a metal plate, in which the metal plate is first preheated in a first stage to a certain temperature. Thereafter, the preheated metal plate is transferred to the heating station and there heated or heated to forming temperature.
Nach einer weiteren vorteilhaften Ausgestaltung der erfindungsgemäßen Warmformlinie ist die Heizstation und die Umformstation innerhalb einer Synchronantriebseinheit angeordnet. Zwischen Heizstation und Umformstation sind geeignete Transfersysteme integriert. Die Bewegung des Unterwerkzeugs und des Oberwerkzeugs der Heizstation sowie des Unterwerkzeugs und des Oberwerkzeugs der Umformstation erfolgt synchron bevorzugt innerhalb einer gemeinsamen Synchronantriebseinheit mit dem gleichen Takt.According to a further advantageous embodiment of the hot forming line according to the invention, the heating station and the forming station is arranged within a synchronous drive unit. Between heating station and forming station suitable transfer systems are integrated. The movement of the lower tool and the upper tool of the heating station and the lower tool and the upper tool of the forming station is synchronously preferably within a common synchronous drive unit with the same clock.
Wie erwähnt sind innerhalb der Synchronantriebseinheit zwischen Heizstation und Umformstation geeignete Platinen-Transfersysteme vorgesehen. Es versteht sich, dass auch für die Zufuhr der Metallplatine innerhalb der Warmformlinie zur Heizstation Transfereinrichtungen bzw. -systeme vorgesehen sind. Gleiches gilt für die Entnahme der warmumgeformten Blechprodukte aus der Umformstation und/oder einer gegebenenfalls nachgeschalteten zusätzlichen Kühlstation.As mentioned, suitable board transfer systems are provided within the synchronous drive unit between the heating station and the forming station. It is understood that transfer devices or systems are also provided for the supply of the metal plate within the hot forming line to the heating station. The same applies to the removal of the hot-formed sheet metal products from the forming station and / or an optionally downstream additional cooling station.
Generell kann das Umformen und Presshärten in einem Werkzeug durchgeführt werden. Möglich ist auch eine zweistufige Kühlung bzw. ein zweistufiger Härtevorgang. Hierzu wird die aufgeheizte Metallplatine in der Umformstation umgeformt und in der insbesondere aktiv gekühlten Umformstation bereits abgekühlt. Das Einstellen der Endtemperatur und/oder das Halten des umgeformten Blechproduktes kann in einer zweiten Kühlstufe realisiert werden. Hierzu ist der Umformstation eine separate Kühlstation nachgeschaltet.In general, the forming and press hardening can be carried out in one tool. Also possible is a two-stage cooling or a two-stage hardening process. For this purpose, the heated metal plate in the forming station transformed and already cooled in the particular actively cooled forming station. The setting of the final temperature and / or the holding of the formed sheet metal product can be realized in a second cooling stage. For this purpose, the forming station is followed by a separate cooling station.
Die Bewegung und die Taktsteuerung kann weiterhin dadurch verbessert werden, dass die Heizstation und/oder die Umformstation und/oder die Kühlstation der Warmformlinie in einem Maschinengestell gelagert sind. Hierbei sind zwingend eine Station oder alle Stationen federelastisch innerhalb des Maschinengestells gelagert. Die nachgiebige Lagerung der Stationen bzw. von beweglichen Werkzeugen der Stationen verlängert die Zuhaltezeit bzw. Aufheizzeit bei der Aufheizung der Metallplatine und/oder die Umform- und Abkühlzeit in der Umformstufe und/oder in der Kühlstufe. Insbesondere ergibt sich daraus eine relativ zur Taktzeit verlängerte Kontaktzeit zwischen Oberwerkzeug und Unterwerkzeug.The movement and the clock control can be further improved by the fact that the heating station and / or the forming station and / or the cooling station of the thermoforming line are mounted in a machine frame. In this case, a station or all stations are necessarily mounted elastically within the machine frame. The flexible storage of the stations or moving tools of the stations extends the closing time or heating time in the heating of the metal plate and / or the forming and cooling in the forming stage and / or in the cooling stage. In particular, this results in a contact time between the upper tool and the lower tool which is extended relative to the cycle time.
Die erfindungsgemäße Warmformlinie zeichnet sich durch ein rationell gestaltetes konduktives Erwärmungssystem aus, welches eine effiziente Erwärmung von Metallplatinen für das Warmumformen, insbesondere auch einem Presshärten innerhalb der Warmformlinie ermöglicht.The hot forming line according to the invention is characterized by a rationally designed conductive heating system, which enables efficient heating of metal plates for hot forming, in particular also press hardening within the hot forming line.
Ein Verfahren zur Herstellung von warmumgeformten und insbesondere pressgehärteten Blechprodukten in einer erfindungsgemäßen Warmformlinie sieht vor, dass eine Heizplatte der Heizstation zumindest partiell auf eine Plattentemperatur zwischen 1.050 °C und 1.350 °C erwärmt wird. Die Heizplatte hat eine Übertemperatur gegenüber der Zieltemperatur, auf die eine Metallplatine erwärmt werden soll. In der Heizstation erfolgt dann eine zumindest partielle Erwärmung der Metallplatine von deren Ausgangstemperatur auf die Zieltemperatur durch Kontakt der Metallplatine mit der Heizplatte. Die Zieltemperatur liegt bevorzugt zwischen 850 °C und 970 °C. Die Erwärmung der Metallplatine wird in einer Zeit von 10 Sekunden oder weniger durchgeführt. Insbesondere erfolgt die Erwärmung in einer Zeit zwischen 3 und 6 Sekunden.A method for the production of hot-formed and in particular press-hardened sheet metal products in a hot forming line according to the invention provides that a heating plate of the heating station is at least partially heated to a plate temperature between 1050 ° C and 1350 ° C. The hot plate has an overtemperature to the target temperature to which a metal board is to be heated. In the heating station then takes place at least partial heating of the metal plate from its initial temperature to the target temperature by contact of the metal plate with the heating plate. The target temperature is preferably between 850 ° C and 970 ° C. The heating of the metal plate is performed in a time of 10 seconds or less. In particular, the heating takes place in a time between 3 and 6 seconds.
Ein Aspekt der Erfindung sieht vor, dass die Übertemperatur der Heizplatten zwischen 20 % und 30 % oberhalb der Zieltemperatur der Metallplatinen liegt, auf welche die Metallplatinen in der Heizstation erwärmt werden sollen.One aspect of the invention provides that the overtemperature of the hot plates is between 20% and 30% above the target temperature of the metal blanks to which the metal blanks in the heating station are to be heated.
Bei einer verfahrensmäßig vorteilhaften Ausgestaltung erfolgt der Transfer der erwärmten Metallplatine aus der Heizstation in die Umformstation in einer Zeit von maximal 3 Sekunden. Wärmeverluste können infolge der geringen Transferzeit minimiert werden.In a procedurally advantageous embodiment, the transfer of the heated metal plate from the heating station takes place in the forming station in a time of a maximum of 3 seconds. Heat losses can be minimized due to the low transfer time.
Auch der Transfer der umgeformten Metallplatine bzw. des Blechproduktes aus der Umformstation in die Kühlstation wird in einer Zeit von maximal 3 Sekunden durchgeführt. Hierdurch können wiederum Wärmeverluste vermieden und auch ein Verzug des umgeformten Blechproduktes verhindert oder minimiert werden.Also, the transfer of the formed metal plate or the sheet product from the forming station in the cooling station is carried out in a time of a maximum of 3 seconds. As a result, heat losses can be avoided and also a delay of the deformed sheet metal product can be prevented or minimized.
Die erfindungsgemäße Warmformlinie und das Verfahren ist besonders vorteilhaft für die Herstellung von warmumgeformten und pressgehärteten Blechprodukten aus Metallplatinen. Das umgeformte Blechprodukt wird zumindest partiell gehärtet, insbesondere pressgehärtet während es im Umformwerkzeug eingespannt ist. Hierbei wird das Blechprodukt in der Umformstation in einer Zeit von kleiner oder gleich (≤) 10 Sekunden, insbesondere in einer Zeit zwischen 3 und 6 Sekunden zumindest partiell auf eine Temperatur von kleiner oder gleich (≤) 250 °C abgekühlt. Der Umformstation kann eine Kühlstation nachgeschaltet sein. Das Abkühlen und Härten kann dann alleine in der Kühlstation durchgeführt werden. Möglich ist es auch, das warmumgeformte Blechprodukt sowohl in der Umformstation als auch in einer nachgeschalteten Kühlstation zu kühlen. In einer nachgeschalteten Kühlstation erfolgt dann eine weitere Kühlung oder ein Halten des Blechproduktes auf der Abkühltemperatur. Die Kühlung kann beispielsweise in einem Tauchbecken erfolgen. Alternativ kann auch ein Kühlen in einem Presshärtewerkzeug oder einer Kontaktkühlstation erfolgen. Diese ist insbesondere aus Leichtmetall mit einer hohen Wärmeleitfähigkeit ausgeführt und weist Kühlkanäle zur Duchleitung eines Kühlmediums auf.The hot-forming line according to the invention and the method is particularly advantageous for the production of hot-formed and press-hardened sheet metal products from metal blanks. The deformed sheet metal product is at least partially cured, in particular press-hardened while it is clamped in the forming tool. Here, the sheet metal product in the forming station in a time of less than or equal to (≤) 10 seconds, in particular in a time between 3 and 6 seconds at least partially cooled to a temperature of less than or equal to (≤) 250 ° C. The forming station can be connected downstream of a cooling station. The cooling and curing can then be carried out alone in the cooling station. It is also possible to cool the hot-formed sheet metal product both in the forming station and in a downstream cooling station. In a downstream cooling station is then carried out a further cooling or holding the sheet metal product at the cooling temperature. The cooling can be done for example in a plunge pool. Alternatively, cooling may also be carried out in a press hardening tool or a contact cooling station. This is in particular made of light metal with a high thermal conductivity and has cooling channels for Duchleitung a cooling medium.
Die Erfindung ist nachfolgend anhand von Ausführungsbeispielen näher beschrieben. Es zeigen:
Figur 1- eine grundlegende Ausführungsform einer Heizplatte in einer Draufsicht sowie in einem Längsschnitt und in einem Querschnitt;
- Figur 2
- eine Heizplatte mit äußerer Einfassung in einer Draufsicht sowie in einem Längsschnitt und einem Querschnitt;
Figuren 3bis 7- unterschiedliche Ausführungsformen von Heizstationen, jeweils mit einer Ansicht von oben auf die Heizplattenanordnung sowie einer Querschnittsansicht auf die Heizstation;
Figur 8- einen Ausschnitt aus einer erfindungsgemäßen Warmformlinie;
Figur 9- einen weiteren Ausschnitt aus einer anderen Ausführungsform einer Warmformlinie;
Figur 10- eine Heizstation, eine Umformstation und eine Kühlstation innerhalb einer Synchronantriebseinheit mit der Darstellung von drei verschiedenen Betriebspositionen;
Figur 11- eine weitere Ausführungsform einer Heizplatte in einer Draufsicht sowie in zwei Seitenansichten;
Figur 12- eine weitere Ausführungsform einer Heizplatte mit der Darstellung eines Heizleiterverlaufs;
Figuren 13bis 16- jeweils Varianten einer Heizstation mit der Darstellung einer Heizplatte bzw. von Heizplatten in einer Draufsicht sowie in einer Seitenansicht auf die Heizstation;
Figur 17- technisch vereinfacht eine Heizplattenanordnung in einer Heizstation, wobei jeweils eine Heizplatte des Unterwerkzeugs und eine Heizplatte des Oberwerkzeugs dargestellt ist und
Figur 18- eine weitere Ausführungsform einer Heizplatte in einer schematisierten Seitenansicht.
- FIG. 1
- a basic embodiment of a heating plate in a plan view and in a longitudinal section and in a cross section;
- FIG. 2
- a heating plate with outer enclosure in a plan view and in a longitudinal section and a cross section;
- FIGS. 3 to 7
- different embodiments of heating stations, each with a top view of the Heizplattenanordnung and a cross-sectional view of the heating station;
- FIG. 8
- a section of a hot forming line according to the invention;
- FIG. 9
- a further section of another embodiment of a thermoforming line;
- FIG. 10
- a heating station, a forming station and a cooling station within a synchronous drive unit with the representation of three different operating positions;
- FIG. 11
- a further embodiment of a heating plate in a plan view and in two side views;
- FIG. 12
- a further embodiment of a heating plate showing a Heizleiterverlaufs;
- FIGS. 13 to 16
- each variants of a heating station with the representation of a hot plate or hot plates in a plan view and in a side view of the heating station;
- FIG. 17
- technically simplifies a Heizplattenanordnung in a heating station, wherein in each case a heating plate of the lower tool and a heating plate of the upper tool is shown and
- FIG. 18
- a further embodiment of a heating plate in a schematic side view.
Eine Warmformlinie zur Herstellung von warmumgeformten und pressgehärteten Blechprodukten aus Metallplatinen umfasst eine Heizstation 1 zur Erwärmung der Metallplatinen und eine Umformstation 2 zur formgebenden Bearbeitung der Metallplatinen im erwärmten Zustand. Die Heizstation ist in den Figuren mit 1 und die Umformstation mit 2 gekennzeichnet. Eine Umformstation 2 ist dargestellt in den
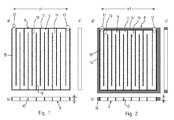
Der grundsätzliche Aufbau einer Heizstation 1 ist anhand der Darstellung von
Die Heizstation 1 weist ein Unterwerkzeug 3 und ein Oberwerkzeug 4 auf. Zwischen Unterwerkzeug 3 und Oberwerkzeug 4 ist ein Aufnahmeraum 5 vorgesehen, zwischen denen eine Metallplatine 6 zum Erwärmen aufgenommen wird. Das Unterwerkzeug 3 und das Oberwerkzeug 4 sind durch Antriebsmittel öffenbar und schließbar. Hierbei werden das Unterwerkzeug 3 und das Oberwerkzeug 4 relativ aufeinander zubewegt oder voneinander wegbewegt. Beim Erwärmen einer Metallplatine 6 gelangen das Unterwerkzeug 3 und das Oberwerkzeug 4 in unmittelbaren oder mittelbaren Kontakt mit der Oberfläche der Metallplatine 6.The
Das Unterwerkzeug 3 und/oder das Oberwerkzeug 4 weisen eine elektrische Widerstandsheizung 7 mit zumindest einem Flächenheizelement auf. Das Flächenheizelement ist eine Heizplatte 8. Die Heizplatte 8 besitzt einen Plattenkörper 9 aus einem elektrisch leitfähigen Material. In dem Plattenkörper 9 ist durch zumindest einen Schlitz 10 ein Heizleiter 11 ausgebildet bzw. der Plattenkörper 9 bildet selbst materialeinheitlich den Heizleiter 11. Der Heizleiter 11 definiert den Strompfad zwischen den elektrischen Kontakten 12, 13 der Heizplatte 8. Der positive Kontakt 12 (Pluspol) ist in den Figuren durch das Zeichen "+" und der negative Kontakt 13 (Minuspol) ist durch das Zeichen "-" gekennzeichnet. Der Schlitz 10 erstreckt sich über die gesamte Dicke d des Plattenkörpers 9. Die Breite eines Schlitzes 10 ist ausreichend bemessen, so dass eine Isolierung zwischen den parallel zueinander verlaufenden Heizleiterabschnitten sichergestellt ist und kein Stromüberschlag erfolgt. Grundsätzlich kann der Schlitz 10 auch durch einen elektrischen Isolatorwerkstoff gefüllt sein.The
Wie insbesondere in den
Der Plattenkörper 9 der Heizplatte 8 kann aus einem metallischen Heizleiterwerkstoff, insbesondere einem nichtrostenden hitzebeständigen austenitischen Chrom-Nickel-Stahl 1.4841 bestehen. Des Weiteren kann der Plattenkörper 9 aus einem keramischen Heizleiterwerkstoff bestehen, insbesondere aus Siliziumkarbid (SiC) oder aus Silizium infiltriertem Siliziumkarbid (SiSiC).The
Die Länge des Heizleiters 11 ist jeweils größer bzw. länger als der kürzeste Abstand k1, k2 zwischen den elektrischen Kontakten 12, 13 des Heizleiters 11.The length of the
Bei der Ausgestaltung einer Heizplatte 8, wie in den
Wie in der Aufsicht der
Weiterhin ist der
Die
Der
Eine weitere Ausgestaltungsvariante wird durch die
Weiterhin wird durch die
Die
Die in der
Sowohl im Unterwerkzeug 3 als auch im Oberwerkzeug 4 ist eine thermische Isolierung in Form einer unteren Isolierplatte 17 und einer oberen Isolierplatte 18 vorgesehen.Both in the
Ferner ist sowohl im Unterwerkzeug 3 als auch im Oberwerkzeug 4 eine Lastverteilplatte 19, 20 vorgesehen. Die obere Isolierplatte 18 bildet eine Wärmeisolierung für die Rückseite 21 sowie der Seitenränder 14, 15 von der bzw. den Heizplatten 8. Wie in der
Die Anordnung der Heizplatten 8 ist auf die Außenkontur bzw. -fläche einer aufzuheizenden Metallplatine 6 abgestimmt. Die Metallplatinen 6 können vollständig auf eine vorbestimmbare Temperatur, beispielsweise die Härtetemperatur des jeweiligen Metallwerkstoffes, insbesondere die Austenitisierungstemperatur Ac3, aufgeheizt werden. Möglich ist es auch, die Metallplatinen 6 partiell unterschiedlich aufzuheizen, so dass die Metallplatine 6 Bereiche bzw. Abschnitte mit voneinander verschiedenen Temperaturen aufweist. Hierzu sind die Heizplatten 8 bzw. die Heizflächenelemente wahlweise ansteuerbar, beispielsweise ein- und ausschaltbar oder aber auch unterschiedlich aufheizbar.The arrangement of the
Die Heizstation 1, wie in der
Bei der Heizstation 1, wie in
Die
Demgegenüber werden in der Ausführungsvariante nach
Bei der Heizstation 1, wie in der
Auch die Heizstation 1 gemäß der Darstellung von
Die
Bei der in der
Die
Außerhalb der Synchronantriebseinheit 26 ist eine der Heizstation 1 vorgeschaltete Heizvorrichtung 27 vorgesehen. Hier erfolgt eine homogene Vorerwärmung der Metallplatinen bevor diese in die Heizstation 1 überführt werden.Outside the
Die Metallplatine 6 wird dann in der Heizstation 1 auf Umformtemperatur erwärmt und anschließend durch ein hier nicht dargestelltes Platinen-Transfersystem in die Umformstation 2 überführt. In der Heizstation 1 kann die Metallplatine 6 homogen, also insgesamt auf eine gleiche Umformtemperatur, erwärmt werden. Möglich ist, wie zuvor beschrieben, auch eine partiell unterschiedliche Erwärmung einer Metallplatine 6. In der Umformstation 2 wird die Metallplatine 6 warmumgeformt. Bereits in der Umformstation 2 kann die umgeformte Metallplatine 6 wenigstens partiell gekühlt und gehärtet werden. In der Synchronantriebseinheit 26 ist weiterhin eine der Umformstation 2 nachgeschaltete Kühlstation 28 integriert. Das in der Umformstation 2 aus der Metallplatine 6 umgeformte noch heiße Blechprodukt wird mittels eines hier ebenfalls nicht dargestellten Transfersystems in die Kühlstation 28 überführt und hier entweder durch weitere Abkühlung weiter gehärtet. Die Kühlstation 28 öffnet und schließt sich im Takt, bevorzugt synchron mit der Heizstation 1 und der Umformstation 2.The
Eine Variante einer Warmformlinie, bei der zwei Heizstationen 1a und 1b, eine Umformstation 2 sowie eine Kühlstation 28 innerhalb einer Synchronantriebseinheit 26 angeordnet sind, zeigt die Darstellung der
Die
Man erkennt eine Metallplatine 6 in der Heizstation 1. In der Umformstation 2 ist die Metallplatine 6 zum Blechprodukt 31 umgeformt. In der Kühlstation 28 wird das heiße Blechprodukt 31 von einer Temperatur oberhalb einer Austenitisierungstemperatur abgekühlt und pressgehärtet. Die
In der
Zum Aufheizen einer Metallplatine wird diese in der Heizstation 1 zwischen den Heizplatten aufgenommen. Hierbei gelangt die Platine in direkten Kontakt mit den Heizplatten 35. Die Heizplatten 35 sind parallel miteinander geschaltet und besitzen gleich große Widerstände. Während des Kontaktes ist weiterer Stromfluss möglich zur Erwärmung der Heizplatten 35 und damit der Metallplatine. Da die sich gegenüberliegenden Bereiche der Heizplatte 35, welche im geschlossenen Zustand durch die Metallplatine miteinander verbunden sind, an jeder Stelle dasselbe elektrische Potential (Spannungsniveau) aufweisen, kommt es zu keinem Kurzschluss.For heating a metal plate, it is received in the
Eine alternative Ausführungsform einer Heizplatte 40 ist in der
Bei einem Verfahren zur Herstellung von warmumgeformten und pressgehärteten Blechprodukten aus Metallplatinen in einer erfindungsgemäßen Warmformlinie werden die Metallplatinen in einer Heizstation 1 auf Umformtemperatur erwärmt, anschließend aus der Heizstation 1 entnommen und innerhalb einer Zeit T1 von weniger als 3 Sekunden in die Umformstation 2 transferiert. Im Umformwerkzeug 2 erfolgt dann die Umformung zum Blechprodukt. In der Umformstation 2 selber oder einer nachgeschalteten Kühlstation 28 wird das heiße Blechprodukt abgekühlt mit einer Abkühlgeschwindigkeit, die oberhalb der kritischen Abkühlgeschwindigkeit des Metallwerkstoffes liegt und auf diese Weise gehärtet. Die Abkühlung erfolgt in einer Zeit TK von kleiner oder gleich (≤) 10 Sekunden, insbesondere in einer Zeit zwischen 3 und 6 Sekunden. Hierbei wird das Blechprodukt auf eine Temperatur TE von kleiner oder gleich (≤) 250 °C abgekühlt.In a method for producing hot-worked and press-hardened sheet metal products from metal blanks in a hot forming line according to the invention, the metal blanks are heated in a
Der Transfer der erwämten Metallplatine aus der Heizstation 1 in eine nachgeschaltete Kühlstation 28 erfolgt in einer Zeit tT2 von maximal 3 Sekunden.The transfer of the erwämten metal plate from the
Ein vorteilhafter Aspekt des erfindungsgemäßen Verfahrens sieht vor, dass eine Heizplatte 8 der Heizstation 1 zumindest partiell auf eine Plattentemperatur TP zwischen 1.050 °C und 1.350 °C erwärmt wird. Eine Metallplatine wird dann in der Heizstation 1 zumindest partiell erwärmt und zwar von einer Ausgangstemperatur T1 auf eine Zieltemperatur T2, indem die Metallplatine mit der Heizplatte 8 von Ober- und/oder Unterwerkzeug in Kontakt gelangt. Die Zieltemperatur T2 liegt zwischen 850 °C und 900 °C. Die Erwärmung der Metallplatine auf die Zieltemperatur T2 erfolgt in einer Zeit tE von kleiner oder gleich (≤) 10 Sekunden, insbesondere in einer Zeit zwischen 4 und 6 Sekunden.An advantageous aspect of the inventive method provides that a
- 11
- - Heizstation- heating station
- 1a1a
- - Heizstation- heating station
- 1b1b
- - Heizstation- heating station
- 22
- - Umformstation- Forming station
- 33
- - Unterwerkzeug- lower tool
- 44
- - Oberwerkzeug- upper tool
- 55
- - Aufnahmeraum- Recording room
- 66
- - Metallplatine- metal plate
- 77
- - Widerstandsheizung- Resistance heating
- 88th
- - Heizplatte- heating plate
- 8'8th'
- - Heizplatte- heating plate
- 99
- - Plattenkörper- Plate body
- 1010
- - Schlitz- slot
- 1111
- - Heizleiter- Heating conductor
- 1212
- - Kontakt- Contact
- 1313
- - Kontakt- Contact
- 1414
- - Seitenrand von 8- margin of 8
- 1515
- - Seitenrand von 8- margin of 8
- 1616
- - Einfassung- Mount
- 1717
- - untere Isolierplatte- lower insulating plate
- 1818
- - obere Isolierplatte- upper insulating plate
- 1919
- - Lastverteilerplatte- Load distribution plate
- 2020
- - Lastverteilerplatte- Load distribution plate
- 2121
- - Rückseite- back side
- 2222
- - Heizfläche von 8- heating surface of 8
- 2323
- - Isolierschicht- Insulating layer
- 2424
- - Mittelabschnitt- middle section
- 24'24 '
- - Platinenabschnitt- Board section
- 24"24 "
- - Flügelabschnitt- wing section
- 2525
- - Temperierplatte- Temperature control plate
- 2626
- - Synchronantriebseinheit- Synchronous drive unit
- 2727
- - Heizvorrichtung- Heating device
- 2828
- - Kühlstation- cooling station
- 2929
- - Maschinengestell- Machine frame
- 3030
- - Federelement- Spring element
- 3131
- - Blechprodukt- sheet metal product
- 3232
- - Randabschnitt- edge section
- 3333
- - Mittelabschnitt- middle section
- 3434
- - Randbereich- border area
- 3535
- - Heizplatte- heating plate
- 3636
- - Plattenkörper- Plate body
- 3737
- - Schlitz- slot
- 3838
- - Heizleiter- Heating conductor
- 3939
- - Ende zu 36- end to 36
- 4040
- - Heizplatte- heating plate
- 4141
- - Plattenkörper- Plate body
- 4242
- - Plattenkörperlagen- Plate body layers
- 4343
- - Plattenkörperlagen- Plate body layers
- 4444
- - Isolierung- insulation
- 4545
- - Ende zu 41- End to 41
- 4646
- - Kontaktabschnitt- Contact section
- 4747
- - Heizleiter- Heating conductor
- dd
- - Dicke von 9- Thickness of 9
- a1a1
- - Abstand- distance
- a2a2
- - Abstand- distance
- a3a3
- - Abstand- distance
- k1k1
- - Abstand- distance
- k2k2
- - Abstand- distance
- k3k3
- - Abstand- distance
- k4k4
- - Abstand- distance
- s1s1
- - Abschnitt- Section
- s2s2
- - Abschnitt- Section
- s3s3
- - Abschnitt- Section
- s4s4
- - Abschnitt- Section
- s5s5
- - Abschnitt- Section
- BB
- - Breite- width
- PP
- - Pfeil- arrow
- LL
- - Länge- length
- LSLS
- - Länge- length
Claims (22)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102014101539.8A DE102014101539B9 (en) | 2014-02-07 | 2014-02-07 | Hot forming line and method of making hot formed sheet metal products |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| EP2907881A2 true EP2907881A2 (en) | 2015-08-19 |
| EP2907881A3 EP2907881A3 (en) | 2015-09-30 |
| EP2907881B1 EP2907881B1 (en) | 2019-04-24 |
| EP2907881B2 EP2907881B2 (en) | 2021-11-10 |
Family
ID=52462183
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15154074.7A Active EP2907881B2 (en) | 2014-02-07 | 2015-02-06 | Thermoforming line and method for the preparation of thermoformed sheet metal products |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20170066030A1 (en) |
| EP (1) | EP2907881B2 (en) |
| CN (2) | CN104894352B (en) |
| DE (1) | DE102014101539B9 (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2993241A1 (en) * | 2014-08-26 | 2016-03-09 | Benteler Automobiltechnik GmbH | Method and press for manufacturing cured sheet metal components, in sections at least |
| WO2017134259A1 (en) * | 2016-02-04 | 2017-08-10 | Voestalpine Stahl Gmbh | Device for producing hardened steel components and hardening method |
| EP3276012A1 (en) * | 2016-07-29 | 2018-01-31 | Benteler Automobiltechnik GmbH | Tempering station with jacket heating conductor |
| WO2018039789A1 (en) | 2016-08-30 | 2018-03-08 | Magna International Inc. | Tool with heater for forming part with tailored properties |
| WO2019120857A1 (en) * | 2017-12-19 | 2019-06-27 | Volkswagen Aktiengesellschaft | Press arrangement and method for producing a hot-formed and press-hardened sheet steel part |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015101668A1 (en) * | 2015-02-05 | 2016-08-11 | Benteler Automobiltechnik Gmbh | Double falling heating and forming tool and method for producing thermoformed and press-hardened motor vehicle components |
| DE102015106298B4 (en) * | 2015-04-24 | 2017-01-26 | Semikron Elektronik Gmbh & Co. Kg | Device, method and system for inhomogeneous cooling of a flat object |
| DE102015215179A1 (en) * | 2015-08-07 | 2017-02-09 | Schwartz Gmbh | Method of heat treatment and heat treatment device |
| DE102015121842B4 (en) * | 2015-12-15 | 2018-11-29 | Benteler Automobiltechnik Gmbh | Method for operating a tempering station |
| DE102015122796A1 (en) * | 2015-12-23 | 2017-06-29 | Benteler Automobiltechnik Gmbh | Hot forming line for the production of hot-formed and press-hardened sheet steel products and method for its operation |
| DE102017113592B4 (en) | 2016-07-20 | 2018-12-06 | Benteler Automobiltechnik Gmbh | Process for the production of shape-hardened vehicle components with different mechanical properties and tempering device |
| DE102016113403B4 (en) | 2016-07-20 | 2018-10-18 | Benteler Automobiltechnik Gmbh | Temperature control station and method for operating the temperature control station |
| CN107052172B (en) * | 2017-06-12 | 2019-08-09 | 中船黄埔文冲船舶有限公司 | Firer's tooling that a kind of Double curve degree plate processing method and this method use |
| PT3778054T (en) * | 2019-08-14 | 2022-02-21 | Automation Press And Tooling Ap & T Ab | Intermediate heating station |
| CN110773630B (en) * | 2019-11-05 | 2022-02-11 | 山东钢铁集团日照有限公司 | Method for solving uneven conductive heating temperature of irregular blank |
| US20210213510A1 (en) * | 2020-01-10 | 2021-07-15 | TE Connectivity Services Gmbh | Heated guide track for a press machine for manufacturing a strip |
| DE102020127057A1 (en) | 2020-10-14 | 2022-04-14 | Benteler Automobiltechnik Gmbh | Process for the production of a steel plate and temperature control station |
| CN113967683B (en) * | 2021-10-22 | 2024-06-21 | 重庆金克罗夫门窗制造有限公司 | Cold press molding device for manufacturing metal doors and windows |
| WO2024038475A1 (en) * | 2022-08-16 | 2024-02-22 | M.I.T. S.R.L. | Electrical resistance heating element, more particularly distributed-element resistance and method for realizing such a heating element |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2452486A1 (en) | 1973-11-06 | 1975-05-07 | Norrbottens Jaernverk Ab | PROCESS FOR MANUFACTURING A WORKPIECE FROM HARDENED STEEL |
| DE10212819B4 (en) | 2002-03-22 | 2004-07-08 | Benteler Automobiltechnik Gmbh | Process for the production of a metallic component |
| DE102006037637A1 (en) | 2006-08-10 | 2008-02-14 | Müller Weingarten AG | Procedures for heating of metal sheets for hot deformation, comprises inserting work pieces by means of a transport device into a forming tool and heating the work pieces during the transportation procedure by a heating device |
| EP2182081A1 (en) | 2008-10-29 | 2010-05-05 | Neue Materialien Bayreuth GmbH | Method and device for thermal treatment of a coated steel sheet body |
| EP2216417A2 (en) | 2009-02-07 | 2010-08-11 | Schuler SMG GmbH & Co. KG | Heater for heating a metal board |
| DE102012110650B3 (en) | 2012-11-07 | 2013-11-14 | Benteler Automobiltechnik Gmbh | Hot forming line for the production of hot-formed and press-hardened sheet steel products |
| DE102012110649B3 (en) | 2012-11-07 | 2013-11-14 | Benteler Automobiltechnik Gmbh | Thermoforming line and method for producing a hot-formed and press-hardened motor vehicle component |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1010211B (en) * | 1954-12-24 | 1957-06-13 | Deutsche Edelstahlwerke Ag | Method and device for electrical resistance heating of metallic semi-finished products for the purpose of an immediately subsequent hot forming |
| US3495328A (en) † | 1967-07-07 | 1970-02-17 | Corning Glass Works | Electric heating unit |
| DE10005542A1 (en) † | 2000-02-08 | 2001-08-09 | Bsh Bosch Siemens Hausgeraete | Household bread toasters |
| JP2003053470A (en) * | 2001-08-17 | 2003-02-26 | Ohbayashi Corp | Forming equipment and forming method for steel plate material |
| JP2005131665A (en) * | 2003-10-30 | 2005-05-26 | Komatsu Sanki Kk | Press-working method |
| DE102005045340B4 (en) † | 2004-10-05 | 2010-08-26 | Aleris Aluminum Koblenz Gmbh | Process for heat treating an aluminum alloy element |
| DE102007010099A1 (en) † | 2007-03-02 | 2008-09-04 | Kraussmaffei Technologies Gmbh | Heated tool for used with a form for molten plastic or metal has core separated from electrical conducting ceramic coating by layer of electrical insulation |
| US8479552B1 (en) † | 2007-05-22 | 2013-07-09 | Temper Ip, Llc | Method and die for forming a tubular blank into a structural component |
| EP2014777B1 (en) † | 2007-07-11 | 2013-01-09 | Neue Materialien Bayreuth GmbH | Method and device for thermal treatment of metal sheet |
| CN101265515A (en) * | 2007-12-26 | 2008-09-17 | 上海电气电站设备有限公司 | Steam turbine rotor local destressing heat treatment method |
| JP4812785B2 (en) † | 2008-01-25 | 2011-11-09 | アイシン高丘株式会社 | Heating apparatus and heating method for heated material |
| CN102458708B (en) * | 2009-06-22 | 2014-07-23 | 新日铁住金株式会社 | Hot press-forming method for steel sheets, hot press-forming device for steel sheets, and steel formed member |
| CN101619383B (en) * | 2009-08-05 | 2011-06-29 | 吉林诺亚机电科技有限公司 | Novel thermal forming method of high-strength steel plate stamping part |
| JP2011255413A (en) * | 2010-06-11 | 2011-12-22 | Toyoda Iron Works Co Ltd | Device for heating steel sheet, method for manufacturing press-formed article, and press-formed article |
| DE102010027554A1 (en) * | 2010-07-19 | 2012-01-19 | Thyssenkrupp Umformtechnik Gmbh | Forming tool and method for hot forming and partial press hardening of a work piece made of sheet steel |
| DE102011102167A1 (en) * | 2011-05-21 | 2012-11-22 | Volkswagen Aktiengesellschaft | Producing molded component with two structural regions of different ductility which are made of flat or preformed circuit board of hardenable steel, comprises heating circuit board in first region, shaping circuit board and partially curing |
| DE102011053672B4 (en) † | 2011-09-16 | 2017-08-10 | Benteler Automobiltechnik Gmbh | Method and arrangement for heating a metal plate |
| DE202013103764U1 (en) † | 2013-08-20 | 2013-10-23 | Benteler Automobiltechnik Gmbh | Temperature control station with induction heating |
| EP2842738B1 (en) † | 2013-08-26 | 2020-06-24 | FCT Ingenieurkeramik GmbH | Method of producing a ceramic heating element |
-
2014
- 2014-02-07 DE DE102014101539.8A patent/DE102014101539B9/en not_active Expired - Fee Related
-
2015
- 2015-02-06 EP EP15154074.7A patent/EP2907881B2/en active Active
- 2015-02-06 CN CN201510172278.1A patent/CN104894352B/en active Active
- 2015-02-06 US US14/616,340 patent/US20170066030A1/en not_active Abandoned
- 2015-02-06 CN CN201810242572.9A patent/CN108486325A/en active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2452486A1 (en) | 1973-11-06 | 1975-05-07 | Norrbottens Jaernverk Ab | PROCESS FOR MANUFACTURING A WORKPIECE FROM HARDENED STEEL |
| DE10212819B4 (en) | 2002-03-22 | 2004-07-08 | Benteler Automobiltechnik Gmbh | Process for the production of a metallic component |
| DE102006037637A1 (en) | 2006-08-10 | 2008-02-14 | Müller Weingarten AG | Procedures for heating of metal sheets for hot deformation, comprises inserting work pieces by means of a transport device into a forming tool and heating the work pieces during the transportation procedure by a heating device |
| EP2182081A1 (en) | 2008-10-29 | 2010-05-05 | Neue Materialien Bayreuth GmbH | Method and device for thermal treatment of a coated steel sheet body |
| EP2216417A2 (en) | 2009-02-07 | 2010-08-11 | Schuler SMG GmbH & Co. KG | Heater for heating a metal board |
| DE102012110650B3 (en) | 2012-11-07 | 2013-11-14 | Benteler Automobiltechnik Gmbh | Hot forming line for the production of hot-formed and press-hardened sheet steel products |
| DE102012110649B3 (en) | 2012-11-07 | 2013-11-14 | Benteler Automobiltechnik Gmbh | Thermoforming line and method for producing a hot-formed and press-hardened motor vehicle component |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2993241A1 (en) * | 2014-08-26 | 2016-03-09 | Benteler Automobiltechnik GmbH | Method and press for manufacturing cured sheet metal components, in sections at least |
| WO2017134259A1 (en) * | 2016-02-04 | 2017-08-10 | Voestalpine Stahl Gmbh | Device for producing hardened steel components and hardening method |
| CN109070172A (en) * | 2016-02-04 | 2018-12-21 | 奥钢联钢铁有限责任公司 | For producing the equipment and method for curing of hardening steel components |
| EP3276012A1 (en) * | 2016-07-29 | 2018-01-31 | Benteler Automobiltechnik GmbH | Tempering station with jacket heating conductor |
| WO2018039789A1 (en) | 2016-08-30 | 2018-03-08 | Magna International Inc. | Tool with heater for forming part with tailored properties |
| CN109689244A (en) * | 2016-08-30 | 2019-04-26 | 麦格纳国际公司 | It is used to form the tool with heater of the component with customization characteristic |
| US11185906B2 (en) | 2016-08-30 | 2021-11-30 | Magna Iniernational Inc. | Tool with heater for forming part with tailored properties |
| WO2019120857A1 (en) * | 2017-12-19 | 2019-06-27 | Volkswagen Aktiengesellschaft | Press arrangement and method for producing a hot-formed and press-hardened sheet steel part |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2907881A3 (en) | 2015-09-30 |
| EP2907881B1 (en) | 2019-04-24 |
| EP2907881B2 (en) | 2021-11-10 |
| DE102014101539B9 (en) | 2016-08-11 |
| CN104894352A (en) | 2015-09-09 |
| US20170066030A1 (en) | 2017-03-09 |
| DE102014101539A1 (en) | 2015-08-13 |
| CN104894352B (en) | 2018-04-24 |
| DE102014101539B4 (en) | 2016-06-16 |
| CN108486325A (en) | 2018-09-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2907881B1 (en) | Hot forming line and method for the preparation of hot formed sheet metal products | |
| EP2497840B1 (en) | Oven system and process for partially heating steel blanks | |
| DE102005032113B3 (en) | Thermal deformation and partial hardening apparatus, e.g. for automobile components, comprises mold of at least two parts, each formed from segments adjustable to different temperatures | |
| EP2905346B1 (en) | Heat treatment process | |
| EP2014777A1 (en) | Method and device for thermal treatment of metal sheet | |
| DE102011078075A1 (en) | Features tailored by heat treatment post-processing | |
| DE102005055494B3 (en) | Production of a metallic flat product, especially a sheet steel blank, used in the construction of chassis components comprises heating the flat product to a deforming temperature using conduction heating directly before deforming | |
| EP2726802A1 (en) | Method for heating a shaped component for a subsequent press hardening operation and continuous furnace for regionally heating a shaped component preheated to a predetermined temperature to a higher temperature | |
| EP2730346B2 (en) | Thermoforming line for producing thermoformed and press-hardened sheet steel products | |
| EP2883967B1 (en) | Method and device for post-treatment of a hardened metallic moulded part by means of electrical resistance heating | |
| DE102015101668A1 (en) | Double falling heating and forming tool and method for producing thermoformed and press-hardened motor vehicle components | |
| DE102009060388A1 (en) | Method for sheet deformation, involves heating zone of work piece at high temperature, and inserting heated work piece into heat insulated or heated deformation device | |
| AT509596B1 (en) | METHOD FOR HEATING A SHAPE COMPONENT FOR A SUBSEQUENT PRESS HARDENING AS WELL AS CONTINUOUS FLOOR HEATING TO A HIGHER TEMPERATURE FORMED TO A PRESERVED TEMPERATURE | |
| DE102014111501A1 (en) | Hot-forming device and method for producing press-hardened molded parts from sheet steel | |
| DE102016202766A1 (en) | Heat treatment process and heat treatment device | |
| EP3108019B1 (en) | Method for conductively heating sheet metal in pairs, and heating device for carrying out said method | |
| EP3411163B1 (en) | Device for producing hardened steel components and hardening method | |
| EP2840153B1 (en) | Tempering station with inductor heating | |
| EP2439289B1 (en) | Method and furnace for treating workpieces | |
| DE202013103764U1 (en) | Temperature control station with induction heating | |
| EP3259377B1 (en) | Method for conductively heating sheet metal and heating device therefor | |
| DE102010053980B4 (en) | deck oven | |
| EP3985133A2 (en) | Method for making a steel plate and temperature control station | |
| WO2023284905A1 (en) | Multi-zone heating process, heating apparatus and process for producing a motor vehicle component | |
| DE102015122390A1 (en) | Process for the conductive heating of a flat metallic component |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: C21D 1/34 20060101AFI20150826BHEP Ipc: C21D 1/673 20060101ALI20150826BHEP Ipc: H05B 6/00 20060101ALI20150826BHEP Ipc: C21D 9/00 20060101ALI20150826BHEP Ipc: B21D 37/16 20060101ALI20150826BHEP |
|
| 17P | Request for examination filed |
Effective date: 20160323 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20171113 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: C21D 9/46 20060101ALI20181219BHEP Ipc: H05B 6/00 20060101ALI20181219BHEP Ipc: B21D 37/16 20060101ALI20181219BHEP Ipc: C21D 1/34 20060101AFI20181219BHEP Ipc: C21D 1/673 20060101ALI20181219BHEP Ipc: C21D 9/00 20060101ALI20181219BHEP Ipc: B21D 22/02 20060101ALI20181219BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20190125 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502015008762 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1124222 Country of ref document: AT Kind code of ref document: T Effective date: 20190515 Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20190424 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190724 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190824 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190724 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190725 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190824 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502015008762 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 |
|
| 26 | Opposition filed |
Opponent name: AUTOTECH ENGINEERING S.L. Effective date: 20200124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20200206 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20200229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200206 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200229 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200206 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200229 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200206 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200229 |
|
| RIC2 | Information provided on ipc code assigned after grant |
Ipc: C21D 1/673 20060101ALI20210226BHEP Ipc: B21D 22/02 20060101ALI20210226BHEP Ipc: C21D 9/00 20060101ALI20210226BHEP Ipc: B21D 22/20 20060101ALI20210226BHEP Ipc: C21D 9/46 20060101ALI20210226BHEP Ipc: B21D 37/16 20060101ALI20210226BHEP Ipc: C21D 1/34 20060101AFI20210226BHEP Ipc: H05B 6/00 20060101ALI20210226BHEP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1124222 Country of ref document: AT Kind code of ref document: T Effective date: 20200206 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200206 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20211110 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 502015008762 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240227 Year of fee payment: 10 |