EP2907881A2 - Ligne moulée à chaud et procédé de fabrication de produits de tôle moulés à chaud - Google Patents
Ligne moulée à chaud et procédé de fabrication de produits de tôle moulés à chaud Download PDFInfo
- Publication number
- EP2907881A2 EP2907881A2 EP15154074.7A EP15154074A EP2907881A2 EP 2907881 A2 EP2907881 A2 EP 2907881A2 EP 15154074 A EP15154074 A EP 15154074A EP 2907881 A2 EP2907881 A2 EP 2907881A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- heating
- station
- plate
- line according
- plate body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 152
- 239000002184 metal Substances 0.000 title claims abstract description 152
- 238000003856 thermoforming Methods 0.000 title claims description 28
- 238000000034 method Methods 0.000 title claims description 20
- 238000010438 heat treatment Methods 0.000 claims abstract description 338
- 239000004020 conductor Substances 0.000 claims abstract description 63
- 238000001816 cooling Methods 0.000 claims description 47
- 230000001360 synchronised effect Effects 0.000 claims description 19
- 238000012546 transfer Methods 0.000 claims description 17
- 238000004519 manufacturing process Methods 0.000 claims description 16
- 239000000463 material Substances 0.000 claims description 12
- 239000000919 ceramic Substances 0.000 claims description 5
- 238000011144 upstream manufacturing Methods 0.000 claims description 4
- 208000004221 Multiple Trauma Diseases 0.000 claims 1
- 238000009413 insulation Methods 0.000 description 10
- 238000010292 electrical insulation Methods 0.000 description 9
- 229910000831 Steel Inorganic materials 0.000 description 6
- 238000009826 distribution Methods 0.000 description 6
- 239000010959 steel Substances 0.000 description 6
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 5
- 238000013461 design Methods 0.000 description 3
- 229910010271 silicon carbide Inorganic materials 0.000 description 3
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 2
- YXTPWUNVHCYOSP-UHFFFAOYSA-N bis($l^{2}-silanylidene)molybdenum Chemical compound [Si]=[Mo]=[Si] YXTPWUNVHCYOSP-UHFFFAOYSA-N 0.000 description 2
- 239000000788 chromium alloy Substances 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000003750 conditioning effect Effects 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 230000001939 inductive effect Effects 0.000 description 2
- 239000011810 insulating material Substances 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 229910021343 molybdenum disilicide Inorganic materials 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 239000010703 silicon Substances 0.000 description 2
- 230000006641 stabilisation Effects 0.000 description 2
- 238000011105 stabilization Methods 0.000 description 2
- 238000005496 tempering Methods 0.000 description 2
- 238000009966 trimming Methods 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910000963 austenitic stainless steel Inorganic materials 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- VNNRSPGTAMTISX-UHFFFAOYSA-N chromium nickel Chemical compound [Cr].[Ni] VNNRSPGTAMTISX-UHFFFAOYSA-N 0.000 description 1
- -1 chromium-iron-aluminum Chemical compound 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 239000000615 nonconductor Substances 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000007669 thermal treatment Methods 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/16—Heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
- B21D22/022—Stamping using rigid devices or tools by heating the blank or stamping associated with heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/208—Deep-drawing by heating the blank or deep-drawing associated with heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/06—Surface hardening
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/34—Methods of heating
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0068—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for particular articles not mentioned below
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/20—Heating elements having extended surface area substantially in a two-dimensional plane, e.g. plate-heater
- H05B3/22—Heating elements having extended surface area substantially in a two-dimensional plane, e.g. plate-heater non-flexible
- H05B3/24—Heating elements having extended surface area substantially in a two-dimensional plane, e.g. plate-heater non-flexible heating conductor being self-supporting
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/673—Quenching devices for die quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2221/00—Treating localised areas of an article
Definitions
- the invention relates to a thermoforming line with a heating station and a forming station for the production of hot-formed and in particular press-hardened sheet metal products from metal blanks and a method for the production of hot-formed sheet metal products.
- Press hardening is a process for producing high-strength complex vehicle components with high manufacturing accuracy. It combines deep drawing with a heat treatment with the goal of increasing the strength in one process. This manufacturing process requires a relatively high outlay because it involves heating and subsequent defined cooling of the formed sheet metal products in addition to the forming. The individual sub-processes exert a significant influence on the component properties.
- the heating of the metal blanks in series production is currently for the most part in passage ovens, especially roller hearth furnaces, by convection and thermal radiation. Chamber furnaces are also used.
- Furnace heating is an established heating process that allows homogeneous heating regardless of geometry.
- the furnace systems are usually heated electrically or with gas.
- the temperatures required for hot forming are between 780 ° C to about 1,000 ° C for steel sheets.
- the residence time in the furnace plant must be designed accordingly. This is technically complex and makes a relatively large amount of space necessary.
- thermoforming line with an inductively heated heater counts, for example by the DE 10 2012 110 650 B3 to the state of the art.
- a method and apparatus for conductive heating of metal sheets is in the DE 10 2006 037 637 A1 described. There, the metal sheet is heated by a gripper-heating system, via which the energy is introduced, placed in a press tool consisting of a lower tool and an upper tool and reshaped.
- thermoforming line for producing a hot-formed and press-hardened sheet steel product, in particular a motor vehicle component of the prior art.
- the thermoforming line has a tempering station, wherein in the tempering station locally different areas can be tempered to different temperatures.
- the temperature control is carried out by conductive conditioning, wherein for this purpose Temperierplatten be used, which are interchangeable.
- a heating device with a lower heating unit and an upper heating unit for heating a metal circuit board is further from the EP 2 216 417 A2 out.
- Each heating unit has a heatable plate coming into contact with the board.
- the heating plate of the lower and / or the upper heating unit has a plurality of heating segments, which are arranged in a predetermined grid relative to each other and which are displaceable relative to each other in the plane defined by a contact surface between the heating segments and the board.
- the heating segments each have an integrated heating element in the form of a resistance heater.
- the hot forming line according to the invention for the production of hot-formed and press-hardened sheet metal products from metal blanks comprises a heating station and a forming station.
- the heating station has a lower tool and an upper tool, between which a metal plate is accommodated for heating.
- the heating or heating of a metal plate in the heating station takes place conductively by indirect or indirect resistance heating.
- the heat is generated outside the metal plate and passes through its surface in the metal plate itself.
- the lower tool and / or the upper tool has an electrical resistance heating with at least one surface heating element.
- the heat transfer from the surface heating element to the metal plate takes place by heat conduction as a result of the at least indirect contact between the surface heating element and the metal plate to be heated.
- the surface heating element is a heating plate with a plate body of an electrically conductive material, wherein the plate body is formed as a heating conductor.
- the plate body itself forms directly the heating conductor.
- the heating conductor defines a current path in the plate body. The heating element converts electrical energy into heat.
- the heating conductor is preferably configured to release from it the proper amount of heat for heating the metal board, which is supplied by heat transfer to the metal boards.
- a heating conductor is formed in the plate body through at least one slot extending across the thickness of the plate body.
- the heating element is formed by at least one horizontal slot in the plate body.
- the horizontal slot extends almost over the entire length or width of the plate body. The electrical line or the current path takes place over the region of the plate body which is not separated by the slot.
- the heating conductor is configured through the slot guide in the plate body.
- the heating element is wound several times.
- the heating element may meander or spiral.
- the heating conductor has a length which is longer than the shortest distance between the electrical contacts of the heating conductor. It can also be arranged or designed in a suitable heating circuit in a hotplate more than one heating element.
- the metallic heating conductor materials also include chromium-nickel alloys (CrNi). These can be used up to 1,200 ° C. Furthermore, ferritic chromium-iron-aluminum alloys (CrFeAl) can be used for temperatures up to 1400 ° C.
- the ceramic heating conductor materials include silicon carbide (SiC). This is usually used up to temperatures of 1,600 ° C. Molybdenum disilicide (MoSi2) is also available for applications up to 1,850 ° C.
- a ceramic heating conductor material in the form of silicon-infiltrated silicon carbide is considered to be advantageous.
- This is silicon carbide with embedded in the crystal metallic silicon.
- This heating conductor material can be used for operating temperatures of over 1,300 ° C. Furthermore, it has a very high compressive strength of about 2000 MPa, even at high temperatures.
- the heating conductor material is characterized by its good corrosion resistance and wear resistance. Furthermore, the high heat capacity and the low thermal expansion are advantageous.
- the heating plate is provided on its contacting the metal plate heating surface with an electrical insulation.
- This alternative aspect provides to avoid direct contact between the heating plate and the metal plate by interposing an electrical insulation.
- the electrical insulation can be realized by a coating of the heating surface of the heating plate or a separate insulating layer or plate.
- the electrical current flow can be maintained even during the closing time or phase and thus during the heating of a metal plate.
- the resistance heating on a number of selectively controllable, for example, on and / or turn-off, surface heating on. This makes it possible to heat different areas of the metal board or not to heat areas of the metal board.
- the cross section of the heat conductor varies over its length.
- the heating conductor varies in its width.
- a temperature or heating control is possible. Since the resistance in the heating conductor changes in proportion to its cross section, the desired amount of heat and the temperature in the course or over the length of the heat conductor or in sections of the heating element can be adjusted via the variation of the cross section.
- the forming and press hardening can be carried out in one tool.
- a two-stage cooling or a two-stage hardening process for this purpose, the heated metal plate in the forming station transformed and already cooled in the particular actively cooled forming station.
- the setting of the final temperature and / or the holding of the formed sheet metal product can be realized in a second cooling stage.
- the forming station is followed by a separate cooling station.
- the movement and the clock control can be further improved by the fact that the heating station and / or the forming station and / or the cooling station of the thermoforming line are mounted in a machine frame.
- a station or all stations are necessarily mounted elastically within the machine frame.
- the flexible storage of the stations or moving tools of the stations extends the closing time or heating time in the heating of the metal plate and / or the forming and cooling in the forming stage and / or in the cooling stage. In particular, this results in a contact time between the upper tool and the lower tool which is extended relative to the cycle time.
- a downstream cooling station is then carried out a further cooling or holding the sheet metal product at the cooling temperature.
- the cooling can be done for example in a plunge pool.
- cooling may also be carried out in a press hardening tool or a contact cooling station. This is in particular made of light metal with a high thermal conductivity and has cooling channels for Duchtechnisch a cooling medium.
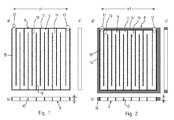
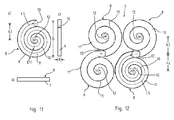
- FIG. 12 Another variant is by the FIG. 12 shown, in which a plurality of spirally extending heating plates 8 are arranged side by side, wherein the heating conductor 11 of each heating plate 8 is formed in each case by a slot 10.
- FIG. 2 shows the heating plate 8 with its side edges 14, 15 enclosing enclosure 16.
- the enclosure 16 is used for mechanical stabilization and / or the thermal insulation of the heating plate. 8
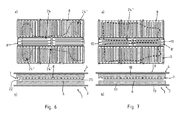
- a load distribution plate 19, 20 is provided both in the lower tool 3 and in the upper tool 4.
- the upper insulating plate 18 forms a heat insulation for the back 21 and the side edges 14, 15 of the or the heating plates 8.
- the metal plate 6 to be heated for the heating process rests on the lower insulating plate 17 of the lower tool 3.
- the directed to the metal plate 6 heating surface 22 of the heating plates 8 is separated by an electrical insulation in the form of an insulating layer 23 of the metal plate 6.
- the electrical insulating layer 23 may be designed as a coating of the heating surfaces 22 of the heating plate 8.
- the electrical Insulating layer 23 may be embodied as an insulating layer of an electrical insulating material.
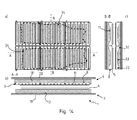
- the heating station 1 as in the FIG. 4 shown, both in the lower tool 3 and in the upper tool 4, an electrical resistance heater 7 with surface heating elements in the form of heating plates 8.
- both the heating surface or the heating surfaces 22 of the upper heating plates 8 and the heating surfaces 22 of the lower heating plates 8 are provided with a non-puncture insulating layer 23.
- the lower insulating plate 17 receives the heating plates 8 and forms a thermal insulation of the back sides 21 and the side edges 14, 15 of the heating plates 8.
- the heating station 1 in the embodiment according to FIG. 4 is suitable due to its design with a double resistance heater 7 in particular for the heating of thicker metal blanks 6.
- the different zones or areas are in the FIG. 13b ) with> Ac3, ⁇ Ac1 and> Ac1.
- a metal plate 6 is heated to a temperature above the austenitizing temperature Ac3.
- the heating plate 8 in this zone has a higher temperature (overtemperature) compared to the target temperature of the metal plate 6.
- the excess temperature is preferably> 1050 ° C, but in particular not more than 1350 ° C.
- a temperature below the austenitizing temperature Ac1 and in the area or zone> Ac1 a temperature above the austenitizing temperature Ac1 is achieved.
- the heating plate 8 has in the zone ⁇ Ac1 a temperature of for example ⁇ 800 ° C, whereas in the zone> Ac1 it has a temperature of> 800 ° C, but preferably a maximum of 950 ° C.
- the heating station 1 as shown by FIG. 14 comprises a lower tool 3 and an upper tool 4, wherein in the upper tool 4 surface heating elements in the form of heating plates 8 are provided.
- FIG. 14c The cross-sectional view of FIG. 14c ), who cut the BB through the Figure 14a ) shows that the thickness of a heating conductor 11 varies. Edge portions 32 of the heat conductor 11 are thicker than the central portion 33 of the heat conductor 11. Since the resistance of the heat conductor 11 in the middle section with a smaller cross-section is greater than in the edge portions 32 with a larger cross-section of the heating element 11 is heated in the edge portions 32 less. Accordingly, edge regions 34 of the metal plates 6 are heated less strongly by this heating conductor configuration. As a result, no complete curing occurs at the edge portions 34 of the hot-formed and press-hardened components from the metal blanks 6.
- a heater 27 connected upstream of the heating station 1 is provided outside the synchronous drive unit 26, a heater 27 connected upstream of the heating station 1 is provided. Here, a homogeneous preheating of the metal plates before they are transferred to the heating station 1.
- the metal plate 6 is then heated in the heating station 1 to forming temperature and then transferred by a not shown here board transfer system in the forming station 2.
- the metal plate 6 can be heated homogeneously, that is, in total to the same forming temperature. It is possible, as described above, also a partially different heating of a metal plate 6.
- the metal plate 6 is hot-formed.
- the deformed metal plate 6 can be at least partially cooled and hardened.
- a further cooling station 28 downstream of the forming station 2 is integrated.
- the still hot sheet metal product formed in the forming station 2 from the metal plate 6 is transferred by means of a transfer system, also not shown here, into the cooling station 28 and further hardened here either by further cooling.
- the cooling station 28 opens and closes in time, preferably synchronously with the heating station 1 and the forming station. 2
- a variant of a hot forming line in which two heating stations 1a and 1b, a forming station 2 and a cooling station 28 are arranged within a synchronous drive unit 26, shows the illustration of FIG. 9 .
- the heating station 1a a particularly homogeneous heating of a metal plate to a certain preheating temperature takes place.
- the metal plate is then transferred to the heating station 1 b and partially heated there further in certain areas or partially cooled by conditioning with non-heated heating plates 8.
- the temperature-controlled that is, set in the temperature set metal plate is transferred to the forming station 2 and formed into a sheet metal product.
- trimming operations such as punching operations on the sheet metal product can be made. Transfer systems then transfer the sheet product into the cooling station 28.
- further perforation or trimming operations are carried out and the sheet metal product is press-hardened.
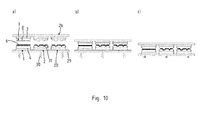
- FIG. 10 shows a technical schematic representation of a heating station 1, a forming station 2 and a cooling station 28, which are arranged together in a synchronous drive unit 26.
- the upper tools and lower tools of heating station 1, forming station 2 and cooling station 28 are moved relative to each other.
- the heating station 1 and the forming station 2 and the cooling station 28 are elastically mounted on spring elements 30 in a machine frame 29 of the synchronous drive unit 26 shown only schematically here.
- the FIG. 10a shows the synchronous drive unit 26 in the open position. Accordingly, the heating station 1, the forming station 2 and the cooling station 28 are opened.
- FIG. 17 schematically an electrical resistance heating of a heating station is shown.
- the resistance heating has a surface heating element in the form of a heating plate 35 both in the lower tool (not shown here) and in the upper tool.
- a heating plate 35 has a plate body 36 made of an electrically conductive material.
- the plate body 36 is separated by a horizontal slot 37 over most of its length. Through the horizontal slot 37, the plate body 36 is formed as a heating conductor 38, which defines a current path.
- the current path is indicated by the arrows P. It can be seen that the slot 37 does not completely separate the plate body 36, so that at the end 39 of the plate body 36 it is not interrupted.
- the slot 37 may be filled with an electrical insulating material.
- FIG. 18 An alternative embodiment of a heating plate 40 is shown in FIG FIG. 18 shown.
- the plate body 41 of the heating plate 40 has two superimposed plate body layers 42, 43. Between the plate body layers 42, 43 an electrical insulation 44 is provided. The electrical insulation 44 extends over the substantial part of the length L of the plate body 41, so that they are partially isolated from each other electrically.
- a contact portion 46 is formed at the end 45 of the plate body 41.
- the plate body layers 42, 43 contact each other and are electrically conductive with each other connected.
- a U-shaped heating conductor 47 is formed in the plate body 41. Again, the current path is indicated by the arrows P.
- the shortest distance between the electrical contacts is marked k4.
- the heating conductor 38 as well as the heating conductor 47 have a length which is longer than the shortest distance k4 between the electrical contacts "+" and "-".
- the metal blanks are heated in a heating station 1 to forming temperature, then removed from the heating station 1 and transferred to the forming station 2 within a time T1 of less than 3 seconds.
- the transformation takes place to the sheet metal product.
- the hot sheet product is cooled at a cooling rate which is above the critical cooling rate of the metal material and cured in this way. The cooling takes place in a time T K of less than or equal to ( ⁇ ) 10 seconds, in particular in a time between 3 and 6 seconds.
- the sheet product is cooled to a temperature T E of less than or equal to ( ⁇ ) 250 ° C.
- the transfer of the erKindlemten metal plate from the heating station 1 in a downstream cooling station 28 takes place in a time t T2 of a maximum of 3 seconds.
- An advantageous aspect of the inventive method provides that a heating plate 8 of the heating station 1 is at least partially heated to a plate temperature T P between 1050 ° C and 1350 ° C.
- a metal plate is then at least partially heated in the heating station 1, specifically from an initial temperature T1 to a target temperature T2, in that the metal plate comes into contact with the heating plate 8 of the upper and / or lower tool.
- the target temperature T2 is between 850 ° C and 900 ° C.
- the heating of the metal plate to the target temperature T2 takes place in a time t E of less than or equal to ( ⁇ ) 10 seconds, in particular in a time between 4 and 6 seconds.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102014101539.8A DE102014101539B9 (de) | 2014-02-07 | 2014-02-07 | Warmformlinie und Verfahren zur Herstellung von warmumgeformten Blechprodukten |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| EP2907881A2 true EP2907881A2 (fr) | 2015-08-19 |
| EP2907881A3 EP2907881A3 (fr) | 2015-09-30 |
| EP2907881B1 EP2907881B1 (fr) | 2019-04-24 |
| EP2907881B2 EP2907881B2 (fr) | 2021-11-10 |
Family
ID=52462183
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15154074.7A Active EP2907881B2 (fr) | 2014-02-07 | 2015-02-06 | Ligne moulée à chaud et procédé de fabrication de produits de tôle moulés à chaud |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20170066030A1 (fr) |
| EP (1) | EP2907881B2 (fr) |
| CN (2) | CN104894352B (fr) |
| DE (1) | DE102014101539B9 (fr) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2993241A1 (fr) * | 2014-08-26 | 2016-03-09 | Benteler Automobiltechnik GmbH | Procede et presse pour fabriquer au moins en partie des composants de tole durcis |
| WO2017134259A1 (fr) * | 2016-02-04 | 2017-08-10 | Voestalpine Stahl Gmbh | Système de fabrication de pièces en acier trempées et procédé de trempe |
| EP3276012A1 (fr) * | 2016-07-29 | 2018-01-31 | Benteler Automobiltechnik GmbH | Station de chauffage avec conducteur chauffant en gaine |
| WO2018039789A1 (fr) | 2016-08-30 | 2018-03-08 | Magna International Inc. | Outil muni d'un dispositif de chauffage destiné à former des pièces présentant des propriétés personnalisées |
| WO2019120857A1 (fr) * | 2017-12-19 | 2019-06-27 | Volkswagen Aktiengesellschaft | Système de presse ainsi que procédé de fabrication d'une pièce en tôle d'acier formée à chaud et trempée à la presse |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015101668A1 (de) * | 2015-02-05 | 2016-08-11 | Benteler Automobiltechnik Gmbh | Zweifach fallendes Heiz- und Formwerkzeug sowie Verfahren zur Herstellung warmumgeformter und pressgehärteter Kraftfahrzeugbauteile |
| DE102015106298B4 (de) * | 2015-04-24 | 2017-01-26 | Semikron Elektronik Gmbh & Co. Kg | Vorrichtung, Verfahren und Anlage zur inhomogenen Abkühlung eines flächigen Gegenstandes |
| DE102015215179A1 (de) * | 2015-08-07 | 2017-02-09 | Schwartz Gmbh | Verfahren zur Wärmebehandlung und Wärmebehandlungsvorrichtung |
| DE102015121842B4 (de) | 2015-12-15 | 2018-11-29 | Benteler Automobiltechnik Gmbh | Verfahren zum Betreiben einer Temperierstation |
| DE102015122796A1 (de) * | 2015-12-23 | 2017-06-29 | Benteler Automobiltechnik Gmbh | Warmformlinie zur Herstellung warmumgeformter und pressgehärteter Stahlblechprodukte sowie Verfahren zu dessen Betreibung |
| DE102016113403B4 (de) | 2016-07-20 | 2018-10-18 | Benteler Automobiltechnik Gmbh | Temperierstation sowie Verfahren zum Betreiben der Temperierstation |
| DE102017113592B4 (de) | 2016-07-20 | 2018-12-06 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung formgehärteter Fahrzeugbauteile mit unterschiedlichen mechanischen Eigenschaften und Temperiervorrichtung |
| CN107052172B (zh) * | 2017-06-12 | 2019-08-09 | 中船黄埔文冲船舶有限公司 | 一种双曲度板加工方法及该方法使用的火工工装 |
| ES2907102T3 (es) * | 2019-08-14 | 2022-04-21 | Automation Press And Tooling Ap & T Ab | Estación de calentamiento intermedia |
| CN110773630B (zh) * | 2019-11-05 | 2022-02-11 | 山东钢铁集团日照有限公司 | 一种解决不规则坯料导电加热温度不均匀的方法 |
| US20210213510A1 (en) * | 2020-01-10 | 2021-07-15 | TE Connectivity Services Gmbh | Heated guide track for a press machine for manufacturing a strip |
| DE102020127057A1 (de) | 2020-10-14 | 2022-04-14 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung einer Stahlplatine sowie Temperierstation |
| CN113967683B (zh) * | 2021-10-22 | 2024-06-21 | 重庆金克罗夫门窗制造有限公司 | 一种用于金属门窗制造的冷压成型装置 |
| WO2024038475A1 (fr) * | 2022-08-16 | 2024-02-22 | M.I.T. S.R.L. | Élément chauffant à résistance électrique, plus particulièrement résistance à élément distribué et procédé de réalisation d'un tel élément chauffant |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2452486A1 (de) | 1973-11-06 | 1975-05-07 | Norrbottens Jaernverk Ab | Verfahren zur herstellung eines werkstueckes aus gehaertetem stahl |
| DE10212819B4 (de) | 2002-03-22 | 2004-07-08 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines metallischen Bauteils |
| DE102006037637A1 (de) | 2006-08-10 | 2008-02-14 | Müller Weingarten AG | Verfahren und Vorrichtung zum konduktiven Erwärmen von Metallblechen |
| EP2182081A1 (fr) | 2008-10-29 | 2010-05-05 | Neue Materialien Bayreuth GmbH | Procédé et dispositif destinés au traitement thermique d'un corps en tôle d'acier revêtu |
| EP2216417A2 (fr) | 2009-02-07 | 2010-08-11 | Schuler SMG GmbH & Co. KG | Dispositif de chauffage destiné à réchauffer une platine métallique |
| DE102012110649B3 (de) | 2012-11-07 | 2013-11-14 | Benteler Automobiltechnik Gmbh | Warmformlinie sowie Verfahren zur Herstellung eines warmumgeformten und pressgehärteten Kraftfahrzeugbauteils |
| DE102012110650B3 (de) | 2012-11-07 | 2013-11-14 | Benteler Automobiltechnik Gmbh | Warmformlinie zur Herstellung warmumgeformter und pressgehärteter Stahlblechprodukte |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1010211B (de) * | 1954-12-24 | 1957-06-13 | Deutsche Edelstahlwerke Ag | Verfahren und Vorrichtung zum elektrischen Widerstandserhitzen von metallischem Halbzeug zum Zwecke einer unmittelbar anschliessenden Warmverformung |
| US3495328A (en) | 1967-07-07 | 1970-02-17 | Corning Glass Works | Electric heating unit |
| DE10005542A1 (de) | 2000-02-08 | 2001-08-09 | Bsh Bosch Siemens Hausgeraete | Haushaltsbrotröster |
| JP2003053470A (ja) * | 2001-08-17 | 2003-02-26 | Ohbayashi Corp | 鋼板材の成形装置および成形方法 |
| JP2005131665A (ja) * | 2003-10-30 | 2005-05-26 | Komatsu Sanki Kk | プレス加工方法 |
| DE102005045340B4 (de) | 2004-10-05 | 2010-08-26 | Aleris Aluminum Koblenz Gmbh | Verfahren zum Wärmebehandeln eines Aluminiumlegierungselements |
| DE102007010099A1 (de) | 2007-03-02 | 2008-09-04 | Kraussmaffei Technologies Gmbh | Beheizbares Werkzeug |
| US8479552B1 (en) | 2007-05-22 | 2013-07-09 | Temper Ip, Llc | Method and die for forming a tubular blank into a structural component |
| EP2014777B1 (fr) | 2007-07-11 | 2013-01-09 | Neue Materialien Bayreuth GmbH | Procédé et dispositif pour le traitement thermique d'une tôle métallique |
| CN101265515A (zh) * | 2007-12-26 | 2008-09-17 | 上海电气电站设备有限公司 | 汽轮机转子局部去应力热处理方法 |
| JP4812785B2 (ja) | 2008-01-25 | 2011-11-09 | アイシン高丘株式会社 | 被加熱材の加熱装置及び加熱方法 |
| JP4795486B2 (ja) | 2009-06-22 | 2011-10-19 | 新日本製鐵株式会社 | 鋼板の熱間プレス成形方法、鋼板の熱間プレス成形装置、及び鋼成形部材 |
| CN101619383B (zh) * | 2009-08-05 | 2011-06-29 | 吉林诺亚机电科技有限公司 | 一种高强度钢板冲压件的热成形法 |
| JP2011255413A (ja) * | 2010-06-11 | 2011-12-22 | Toyoda Iron Works Co Ltd | 鋼板の加熱装置、プレス成形品の製造方法、およびプレス成形品 |
| DE102010027554A1 (de) * | 2010-07-19 | 2012-01-19 | Thyssenkrupp Umformtechnik Gmbh | Umformwerkzeug und Verfahren zum Warmumformen und partiellen Presshärten eines Werkstückes aus Stahlblech |
| DE102011102167A1 (de) * | 2011-05-21 | 2012-11-22 | Volkswagen Aktiengesellschaft | Verfahren zur Herstellung eines Formbauteils mit mindestens zwei Gefügebereichen unterschiedlicher Duktilität und Erwärmungseinrichtung |
| DE102011053672B4 (de) | 2011-09-16 | 2017-08-10 | Benteler Automobiltechnik Gmbh | Verfahren und Anordnung zum Erwärmen einer Metallplatine |
| DE202013103764U1 (de) | 2013-08-20 | 2013-10-23 | Benteler Automobiltechnik Gmbh | Temperierstation mit Induktorerwärmung |
| EP2842738B1 (fr) | 2013-08-26 | 2020-06-24 | FCT Ingenieurkeramik GmbH | Procédé de fabrication d'un élément de chauffage en céramique |
-
2014
- 2014-02-07 DE DE102014101539.8A patent/DE102014101539B9/de not_active Expired - Fee Related
-
2015
- 2015-02-06 CN CN201510172278.1A patent/CN104894352B/zh active Active
- 2015-02-06 US US14/616,340 patent/US20170066030A1/en not_active Abandoned
- 2015-02-06 CN CN201810242572.9A patent/CN108486325A/zh active Pending
- 2015-02-06 EP EP15154074.7A patent/EP2907881B2/fr active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2452486A1 (de) | 1973-11-06 | 1975-05-07 | Norrbottens Jaernverk Ab | Verfahren zur herstellung eines werkstueckes aus gehaertetem stahl |
| DE10212819B4 (de) | 2002-03-22 | 2004-07-08 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines metallischen Bauteils |
| DE102006037637A1 (de) | 2006-08-10 | 2008-02-14 | Müller Weingarten AG | Verfahren und Vorrichtung zum konduktiven Erwärmen von Metallblechen |
| EP2182081A1 (fr) | 2008-10-29 | 2010-05-05 | Neue Materialien Bayreuth GmbH | Procédé et dispositif destinés au traitement thermique d'un corps en tôle d'acier revêtu |
| EP2216417A2 (fr) | 2009-02-07 | 2010-08-11 | Schuler SMG GmbH & Co. KG | Dispositif de chauffage destiné à réchauffer une platine métallique |
| DE102012110649B3 (de) | 2012-11-07 | 2013-11-14 | Benteler Automobiltechnik Gmbh | Warmformlinie sowie Verfahren zur Herstellung eines warmumgeformten und pressgehärteten Kraftfahrzeugbauteils |
| DE102012110650B3 (de) | 2012-11-07 | 2013-11-14 | Benteler Automobiltechnik Gmbh | Warmformlinie zur Herstellung warmumgeformter und pressgehärteter Stahlblechprodukte |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2993241A1 (fr) * | 2014-08-26 | 2016-03-09 | Benteler Automobiltechnik GmbH | Procede et presse pour fabriquer au moins en partie des composants de tole durcis |
| WO2017134259A1 (fr) * | 2016-02-04 | 2017-08-10 | Voestalpine Stahl Gmbh | Système de fabrication de pièces en acier trempées et procédé de trempe |
| CN109070172A (zh) * | 2016-02-04 | 2018-12-21 | 奥钢联钢铁有限责任公司 | 用于生产硬化钢部件的设备和硬化方法 |
| EP3276012A1 (fr) * | 2016-07-29 | 2018-01-31 | Benteler Automobiltechnik GmbH | Station de chauffage avec conducteur chauffant en gaine |
| WO2018039789A1 (fr) | 2016-08-30 | 2018-03-08 | Magna International Inc. | Outil muni d'un dispositif de chauffage destiné à former des pièces présentant des propriétés personnalisées |
| CN109689244A (zh) * | 2016-08-30 | 2019-04-26 | 麦格纳国际公司 | 用于形成具有定制特性的部件的具有加热器的工具 |
| US11185906B2 (en) | 2016-08-30 | 2021-11-30 | Magna Iniernational Inc. | Tool with heater for forming part with tailored properties |
| WO2019120857A1 (fr) * | 2017-12-19 | 2019-06-27 | Volkswagen Aktiengesellschaft | Système de presse ainsi que procédé de fabrication d'une pièce en tôle d'acier formée à chaud et trempée à la presse |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102014101539A1 (de) | 2015-08-13 |
| CN104894352A (zh) | 2015-09-09 |
| CN108486325A (zh) | 2018-09-04 |
| US20170066030A1 (en) | 2017-03-09 |
| CN104894352B (zh) | 2018-04-24 |
| EP2907881B1 (fr) | 2019-04-24 |
| EP2907881A3 (fr) | 2015-09-30 |
| DE102014101539B4 (de) | 2016-06-16 |
| DE102014101539B9 (de) | 2016-08-11 |
| EP2907881B2 (fr) | 2021-11-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2907881B1 (fr) | Ligne de moulage à chaud et procédé de fabrication de produits de tôle moulés à chaud | |
| EP2497840B1 (fr) | Système de four et procédé pour le réchauffage partiel d'ébauches métalliques | |
| DE102005032113B3 (de) | Verfahren und Vorrichtung zum Warmumformen und partiellen Härten eines Bauteils | |
| EP2905346B1 (fr) | Procede de traitement de la chaleur | |
| EP2014777A1 (fr) | Procede et dipositif pour le traitement thermique d une tole metallique | |
| DE102005055494B3 (de) | Verfahren zum Herstellen von einem Bauteil aus einem metallischen Flachprodukt durch Pressumformen | |
| EP2726802A1 (fr) | Procédé de réchauffement d'un élément façonné pour une trempe à la presse effectuée par la suite et four continu destiné au réchauffement par endroits d'un élément façonné préchauffé à une température prédéfinie à une température plus élevée | |
| EP2730346B2 (fr) | Ligne moulée à chaud pour la fabrication de produits de tôle d'acier moulés à chaud et durcis à la presse | |
| EP2883967B1 (fr) | Procédé et dispositif de post-traitement d'un élément de formage métallique durci au moyen du chauffage par résistance électrique | |
| DE102015101668A1 (de) | Zweifach fallendes Heiz- und Formwerkzeug sowie Verfahren zur Herstellung warmumgeformter und pressgehärteter Kraftfahrzeugbauteile | |
| DE102009060388A1 (de) | Mehrstufiges direktes Formhärten | |
| DE102011102167A1 (de) | Verfahren zur Herstellung eines Formbauteils mit mindestens zwei Gefügebereichen unterschiedlicher Duktilität und Erwärmungseinrichtung | |
| AT509596B1 (de) | Verfahren zum erwärmen eines formbauteils für ein anschliessendes presshärten sowie durchlaufofen zum bereichsweisen erwärmen eines auf eine vorgegebene temperatur vorgewärmten formbauteils auf eine höhere temperatur | |
| DE102014111501A1 (de) | Warmumformvorrichtung und Verfahren zum Herstellen von pressgehärteten Formbauteilen aus Stahlblech | |
| DE102016202766A1 (de) | Wärmebehandlungsverfahren und Wärmebehandlungsvorrichtung | |
| EP3108019B1 (fr) | Procédé de chauffage par conduction de tôles par paire et dispositif de chauffage correspondant | |
| EP3411163B1 (fr) | Système de fabrication de pièces en acier trempées et procédé de trempe | |
| EP2840153B1 (fr) | Station de chauffage dotée de dispositif de chauffage à inducteur | |
| EP2439289B1 (fr) | Procédé et four destinés au traitement de pièces à usiner | |
| DE202013103764U1 (de) | Temperierstation mit Induktorerwärmung | |
| EP3259377B1 (fr) | Procédé de chauffage d'une tôle par conduction et dispositif de chauffage pour ledit procédé | |
| DE102010053980B4 (de) | Etagenofen | |
| EP3985133A2 (fr) | Procédé de fabrication d'une platine d'acier, ainsi que station de thermorégulation | |
| WO2023284905A1 (fr) | Procédé de chauffage multizone, appareil de chauffage et procédé de production d'un composant de véhicule automobile | |
| DE102015122390A1 (de) | Verfahren zur konduktiven Erwärmung eines flächig ausgebildeten metallischen Bauteils |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: C21D 1/34 20060101AFI20150826BHEP Ipc: C21D 1/673 20060101ALI20150826BHEP Ipc: H05B 6/00 20060101ALI20150826BHEP Ipc: C21D 9/00 20060101ALI20150826BHEP Ipc: B21D 37/16 20060101ALI20150826BHEP |
|
| 17P | Request for examination filed |
Effective date: 20160323 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20171113 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: C21D 9/46 20060101ALI20181219BHEP Ipc: H05B 6/00 20060101ALI20181219BHEP Ipc: B21D 37/16 20060101ALI20181219BHEP Ipc: C21D 1/34 20060101AFI20181219BHEP Ipc: C21D 1/673 20060101ALI20181219BHEP Ipc: C21D 9/00 20060101ALI20181219BHEP Ipc: B21D 22/02 20060101ALI20181219BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20190125 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502015008762 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1124222 Country of ref document: AT Kind code of ref document: T Effective date: 20190515 Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20190424 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190724 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190824 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190724 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190725 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190824 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502015008762 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 |
|
| 26 | Opposition filed |
Opponent name: AUTOTECH ENGINEERING S.L. Effective date: 20200124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20200206 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20200229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200206 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200229 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200206 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200229 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200206 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200229 |
|
| RIC2 | Information provided on ipc code assigned after grant |
Ipc: C21D 1/673 20060101ALI20210226BHEP Ipc: B21D 22/02 20060101ALI20210226BHEP Ipc: C21D 9/00 20060101ALI20210226BHEP Ipc: B21D 22/20 20060101ALI20210226BHEP Ipc: C21D 9/46 20060101ALI20210226BHEP Ipc: B21D 37/16 20060101ALI20210226BHEP Ipc: C21D 1/34 20060101AFI20210226BHEP Ipc: H05B 6/00 20060101ALI20210226BHEP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1124222 Country of ref document: AT Kind code of ref document: T Effective date: 20200206 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200206 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20211110 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 502015008762 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190424 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240227 Year of fee payment: 10 |