EP2894014B1 - Messer, insbesondere Oszilliermesser, zum Einsatz in einem maschinellen Schneideverfahren, zum Schneiden von Sandwichplatten - Google Patents
Messer, insbesondere Oszilliermesser, zum Einsatz in einem maschinellen Schneideverfahren, zum Schneiden von Sandwichplatten Download PDFInfo
- Publication number
- EP2894014B1 EP2894014B1 EP14150776.4A EP14150776A EP2894014B1 EP 2894014 B1 EP2894014 B1 EP 2894014B1 EP 14150776 A EP14150776 A EP 14150776A EP 2894014 B1 EP2894014 B1 EP 2894014B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cutting
- cutting machine
- blade
- edge
- stroke
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005520 cutting process Methods 0.000 title claims description 240
- 238000000034 method Methods 0.000 title description 5
- 239000002131 composite material Substances 0.000 claims description 52
- 239000000463 material Substances 0.000 claims description 20
- 239000006260 foam Substances 0.000 claims description 5
- 239000011087 paperboard Substances 0.000 claims 2
- 230000035515 penetration Effects 0.000 claims 1
- 241000985128 Cladium mariscus Species 0.000 description 6
- 239000010410 layer Substances 0.000 description 5
- 239000013598 vector Substances 0.000 description 3
- 238000007654 immersion Methods 0.000 description 2
- 239000011229 interlayer Substances 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 235000021184 main course Nutrition 0.000 description 1
- 230000010355 oscillation Effects 0.000 description 1
- 238000006748 scratching Methods 0.000 description 1
- 230000002393 scratching effect Effects 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/0006—Cutting members therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/04—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a linearly-movable cutting member
- B26D1/06—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a linearly-movable cutting member wherein the cutting member reciprocates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/56—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which travels with the work otherwise than in the direction of the cut, i.e. flying cutter
- B26D1/58—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which travels with the work otherwise than in the direction of the cut, i.e. flying cutter and is mounted on a movable arm or the like
- B26D1/585—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which travels with the work otherwise than in the direction of the cut, i.e. flying cutter and is mounted on a movable arm or the like for thin material, e.g. for sheets, strips or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/0006—Cutting members therefor
- B26D2001/0053—Cutting members therefor having a special cutting edge section or blade section
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/0006—Cutting members therefor
- B26D2001/006—Cutting members therefor the cutting blade having a special shape, e.g. a special outline, serrations
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/465—Cutting motion of tool has component in direction of moving work
- Y10T83/4749—Tool mounted on oscillating standard
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/929—Tool or tool with support
- Y10T83/9454—Reciprocable type
Definitions
- the invention relates to a knife, in particular oscillating knife, for use in a particular oscillating cutting tool of a cutting machine according to the preamble of the independent claim 1.
- Maschinueller Oszillierschneidebacter and cutting machines with, for example, oscillating - that is driven - cutting tool and suitable for this oscillating, so that especially the cutting of a multi-wall composite panel - in particular sandwich panel - is provided, are known in the art.
- a multi-wall composite panel is understood to be a sandwich panel, in particular of cardboard or cardboard material or plastic, which is constructed from at least one upper and one spaced apart lower comparatively strong, heavy-walled wall and has a comparatively light-weighted intermediate layer therebetween, in particular in the form of an intermediate wall five and 60 mm high intermediate structure, the example from thin-walled cardboard or cardboard material - such as honeycomb structure - or lightweight plastic - such as foam - exists.
- the cutting machine and a correspondingly designed cutting tool for this purpose can provide a stroke stitching mode in which the plates can be cut or cut to size as desired.
- a knife inserted into a knife holder of the cutting tool by the cutting tool and the cutting machine in a stroke direction oscillating lowering and lifting substantially perpendicular to the composite sheet to be cut moves and guided in a feed direction along the composite plate.
- the stroke stitch mode may include a stroke of between about 0.2 and about 12 millimeters, a stroke frequency of between about 50 and about 800 Hz (with a sinusoidal linear sweep), and a feed rate of between about 0.1 and about 4 meters per inch Second.
- the oscillating movement of the knife reduces the pushing force in the direction of travel (also called the feed direction).
- the field of application for pointed knives is aimed in particular at the machining of fine radii and small parts.
- the feed rate should generally be reduced compared to the use of flat knives in order to achieve a sufficient cutting result.
- the subject invention relates to a cutting machine blade for use in a cutting tool of a cutting machine, designed and precisely provided for cutting a multi-wall composite panel - in particular sandwich panel - of cardboard or cardboard material or plastic, the at least one upper and a lower spaced respectively comparatively strong sheared wall and an intervening comparatively light interlayer, in particular in the form of a structure of between five and 60 millimeters high of material with cavities, in particular designed as a repeating cell pattern structure or foam.
- the cutting machine knife is intended for use in an automatic cutting mode in which the cutting machine knife is guided by the cutting machine in a feed direction along the composite board.
- the cutting blade is designed as a flat knife and provided for use in a cutting mode in which at relatively high speeds (feed speeds) large radii or straight lines or large parts are cut from composite panels.
- the cutting machine blade has a holding section for use of the cutting machine blade in a knife holder of the cutting tool and a blade with cutting edge.
- the cutting edge in the region of the intermediate zone may advantageously in particular in such a way - relative to the feed direction - extends obliquely behind, that the curves of the cutting edge within the first and the second zone - respectively orthogonally projected on the feed direction - overlap at least partially, in particular substantially completely overlap, in particular so that the progressions of the cutting edge within the first and second zones are substantially offset in parallel only in the direction orthogonal to the feed direction.
- the first zone of the cutting edge in the context of this invention is formed by that portion of the cutting edge, which is intended and made just to cut in a defined and then for this knife exactly intended cutting mode, the bottom wall of the composite plate.
- the second zone of the cutting edge in the context of this invention is formed by that portion of the cutting edge, which is intended and made just to cut in a defined and then for this knife exactly intended cutting mode, the upper wall of the composite plate.
- angles are to be understood that form a respective main course direction of the respective profiles in the respective zones with the feed direction (respectively smaller of the two angles formed between the vectors, considered when the respective vector suspension points of the two vectors are superposed). If a profile in a zone does not run straight, then a main profile of the profile is to be considered or a direction in which the profile in the corresponding zone extends substantially in the middle (thereby away from the blade tip corner in the direction of the knife neck).
- the course direction of a profile within a respective zone is therefore considered to be in the same direction as the cutting edge extends away from its origin in the blade tip (ie away from the blade tip in the direction of the blade neck or holding region of the blade which the blade point corner (bottom point) is not on the
- the back of the blade is located and between the blade tip and blade back a "reverting" tip section is formed - possibly also away from the blade tip corner in the direction of the back]).
- the intermediate region is now aligned suboptimally with respect to its cutting angle to the intermediate structure of the composite panel, which is likewise to be cut through.
- this drawback overall does not significantly affect the cutting result, since the intermediate structure consists of precisely cut material (in particular with cavities) and thus can be cut sufficiently well even with a suboptimal cutting angle.
- the invention may in particular be an oscillating blade for use in an oscillating cutting tool.
- the Oszilliermesser should then be designed so that it is specially designed and predestined for use in a defined Hubstichmodus in which the knife - in addition to the guide along the feed direction - by the cutting tool in a stroke direction oscillating up and down substantially perpendicular to cutting composite plate is moved.
- the stroke movement itself can be carried out in particular linearly sinusoidal, so that combined from the two movements results in a sinusoidal curve as a combined path of movement.
- the stroke stitch mode for which the knife is made may have a stroke of between about 0.2 and about 12 millimeters, a stroke frequency of between about 50 and about 800 Hz, and a feed rate of between about 0.1 and about 4 meters per inch Second.
- the oscillating cutting offers, for example, the advantage of cutting, which is carried out using a non-self-driven cutting tool with inserted pulling knife - for example, the advantages that the main cutting direction is substantially vertical instead of horizontal and thus the horizontal cutting forces are reduced (so that Technique is typically used for composite panels with comparatively thick, firm upper and lower walls).
- a knife which is specially designed and provided for cutting a multi-sandwich plate can also be designed such that the teaching of the invention has a plurality of wall cutting zones and a respective plurality of "receding" intermediate zones such that one adjoins an intermediate zone upwards Wall cutting zone (in comparison to downwardly adjoining wall cutting zone) by the course of the cutting edge within the intermediate zone to the rear (viewed in the feed direction) is added, in the sense of the teaching of the invention described above.
- the invention also relates to a cutting machine with cutting tool having a knife holder, in which a cutting machine blade according to the invention - as described above - is used.
- the cutting machine thereby provides a cutting mode in which the cutting machine blade is guided by the cutting machine in a feed direction along the composite plate.
- the cutting machine with the cutting machine blade used is then precisely designed and provided for cutting a multi-wall composite panel - in particular sandwich panel - of cardboard or cardboard material or plastic, which has at least one upper and a lower spaced comparatively strong heavy wall and at least one between them lying comparatively light interlayer, especially in the form of one between five and 60 millimeter high structure of material with cavities, specifically designed as a repeating cell pattern structure or foam.
- the invention relates to the use of the cutting machine blade according to the invention - as described above - used in a cutting machine with cutting tool and also a method for cutting composite panels of the aforementioned type using a cutting machine with cutting tool and inserted therein cutting machine blade (as described above).
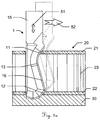
- FIG. 1 shows an embodiment of a sharp oscillating knife according to the prior art in oscillating cutting a composite plate 20.
- the blade 10 in this case has a cutting edge 16 extending over its entire extent straight (obliquely upward in the drawing) and thus over the entire edge profile a single common angle with the feed direction 52 includes, in which the knife is guided in the context of a Hubstichmodus along the composite plate.
- the composite panel 20 has an upper and a lower, respectively comparatively strong, heavy-walled wall 21, 22 and a comparatively light-weight intermediate layer 23 located therebetween Composite panel during the cutting process with its bottom wall 22 typically on a cutting pad 30 on.
- the cutting edge 16 forms zones within which, in the context of the stroke stitching mode, in particular only the bottom wall 22, especially essentially only the top wall 21 and especially essentially only the intermediate structure 23, are cut.
- the zones are identical in their course and the angles of intersection of the profiles within the zones are each optimized for cutting the material in the corresponding stroke stitching mode and in the corresponding field of application (as regards the operating speeds and sectional shapes of the parts).
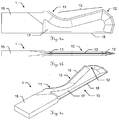
- FIGS 2a-2h show four further embodiments of oscillating blades according to the prior art, each shown in two different views.
- FIG. 3a shows an oscillating according to a first inventive embodiment in oscillating cutting a composite plate of the aforementioned type with upper comparatively heavy-wall 21, lower comparatively heavy-wall 22 and comparativelytownroughiger intermediate structure 23.
- the composite plate is - as is known in the art and probably also typical in this application - on a cutting pad 30 on.
- the knife 1 according to the first exemplary embodiment is, for example, for composite panels of medium thickness (eg, having a thickness of about 16 mm in total) tuned.
- the respective profiles of the cutting edge 16 in the region of the first and second zones 12, 11 with the feed direction 52 each include a first angle of between approximately 30 ° and approximately 70 ° (in this case approximately 52 °).
- an intermediate zone 13 of the cutting edge 16 between the first and the second zone 12, 11 is present with a profile that includes a second angle with the feed direction 52, which is greater than the first angle, in particular greater than 90 °.
- this second angle 50 is approximately in the range between 100 ° and 120 °.
- the cutting edge 16 thus runs in the region of the intermediate zone 13 in such a manner - relative to the feed direction - obliquely behind, that overlap the progressions of the cutting edge within the first and the second zone 12, 11 - respectively orthogonally projected on the feed direction 52 - at least partially. In the example shown, they overlap This is essentially complete, so that the courses of the cutting edge within the first and second zones 12, 11 are substantially offset in parallel only in the direction orthogonal to the feed direction 52.
- the cutting edge within the first and the second zone 12, 11 can run in an essentially straight manner by way of example in each case.
- the cutting edge viewed in the course of the blade tip in the direction of the holding section, thus forms the first zone 12 in front of the intermediate zone 13 and the intermediate zone 13 in front of the second zone 11.
- FIG. 3b illustrates again exemplified the functional areas of the embodiment FIG. 3a trained knife.
- At least area 19 dives completely into the cutting base at the lowest stroke point.
- a part of area 12 can also dip into the cutting surface.
- the dot-dash line represents the surface of the cutting pad, just as the knife may be in the lowest stroke point configuration in a possible stroke stitch mode configuration.
- the length of the thick line determines with the stroke frequency the maximum feed rate, so that the material to be cut (ie the bottom wall of the composite panel) can still be completely cut.
- Areas 12 and 11 mainly intersect the hard layers (ie, upper wall) of the composite panel.
- Area 13 cuts the soft core.
- Area 15 (the holding section of the knife) is for attaching the knife in the cutting tool.
- FIGS. 4a to 4g show various views of the oscillating blade according to the first embodiment for illustrating various specific features.
- the knife 1 has a holding portion 15 for use desselbigen in a knife holder of a cutting tool and a blade 10 (wherein between holding portion 15 and blade 10 here is a little pronounced knife neck results).
- the blade has blade blade 17, blade 16 (the blade blade converges in a wedge-like manner at certain points in the direction of the blade) and a blade spine 18.
- FIGS. 4a-c shown views of the first inventive embodiment of an oscillating blade 1, in turn, the first zone 12, the intermediate zone 13 and the second zone 11 of the cutting edge 16 are indicated.
- the knife is designed with a flat blade tip.
- the blade extends over the entire blade tip and thus the blade tip has a flatter profile relative to the feed direction (i.e., less inclined to the direction of advance) as compared to the profile within the first zone.
- the cutting edge has a geometry which is axisymmetric in the lifting direction and has two blade tip zones which form a flat corner lying on the symmetry axis and respectively have profiles running less obliquely with respect to the feed direction than the profile within the first zone 12
- the profiles of the two Blade tip zones with the feed direction include angles of between about 2 ° and about 30 ° or of between about 150 ° and 178 °, in particular between about 10 ° and about 20 ° or between about 160 ° and 170 °, in particular as concrete in the example shown here - from about 15 ° or from about 165 °.
- Such a profile of the cutting edge in the region of the blade tip can be advantageous when the knife is immersed in the cutting support, since the knuckle or the symmetry in the blade tip ensures, on the one hand, a slightly oblique cutting edge progression over the entire blade tip area for the immersion and, on the other hand Nevertheless, the immersion depth in the pad - can be kept low (namely, can be halved) compared to an ungeknick slightly oblique tip.
- the knife or its geometry is specially adapted to the traversed feed rate and the stroke frequency, especially what the first angle 41, 42 (ie angle by the respective profiles within the first and second zone of the cutting edge with the feed direction), but also what the width 44 of the flat blade tip (ie extension of the tip in the feed direction) as well as the flatness 43 of the tip (ie extension of the tip in the stroke direction) concerns.
- These blade geometry parameters for the knife are in FIG. 4d specially marked.
- a stroke stitching mode which has a stroke of between about 0.2 and about 12 millimeters, a stroke frequency of between about 50 and about 800 Hz and a cutting speed in the feed direction of between about 0.1 and about 4 may be used for the cutting of corresponding sandwich panels Meters per second.
- the lift stitch mode may have a stroke of between about one and about five millimeters, more preferably between about two and about three millimeters, a stroke frequency of between about 100 and about 500 Hz, more preferably between about 200 and about 300 Hz, and a cutting speed in the feed direction of between about 0.5 and about 2 meters per second, in particular between about 0.75 and about 1.5 meters per second.
- the geometry of the knife according to the invention can thus advantageously be optimized especially for such a stroke stitch mode.
- the blade with the cutting edge can thus be advantageously designed - for example optimized for a lifting mode with a stroke of, for example, about 2.5 mm, a stroke frequency of, for example, about 250 Hz and a feed rate of, for example, about 1 m / s.
- the first angles 41, 42 enclosed by the respective profiles of the cutting edge in the region of the first and second zones are in each case between approximately 30 ° and approximately 70 °, in particular between approximately 45 ° and approximately 60 °, in particular approximately 52 ° ° is.
- the blade tip can be designed such that it has an extent or extension (ie width 44) in the feed direction of about 0.5-10 millimeters, in particular of between approximately 3 and about 6 millimeters, in particular of about 4.5 millimeters.
- Figure 4e Here is a sectional view AA of the blade of the knife shown, with the corresponding section AA in FIG. 4d is indexed. It is evident in this cross-sectional view AA - but in particular in the section Z pointing enlarged Figure 4g - The optional two-stage wedge-like course of the blade from the blade to blade 16 out.
- the first surfaces 48 of the cutting wedge directly forming the cutting edge 16 converge less sharply than converging second surfaces 49 of the wedge extending between the first surfaces 48 and the blade blade, particularly where the first surfaces 48 have a cutting angle 47 of between about 15 ° and 50 ° and the second surfaces 49 converge at an angle 46 that is less than the cutting angle 47 between about 3 ° and 20 °.
- the cutting angle 47 may advantageously be selected to be between about 25 ° and about 35 ° , in particular approximately at 30 °, and the angle 46 so that it is between about 5 and 12.5 ° smaller than the cutting angle 47, in particular at about 20 °.
- the thickness of the blade blade, with the two blade blade surfaces (i.e., front and back surfaces of the blade blade) advantageously aligned parallel to each other, may be, for example, between about 0.4 and about 3 millimeters.
- FIG. 4f is a sectional view BB - where the section BB in FIG. 4d is indicated - the blade of the knife shown.
- the optional one is apparent in this cross-sectional representation BB Characteristic that the two edges, which form the two blade surfaces with the back of the blade, can be chamfered.
- bevels e.g., at an angle of about 45 ° to the spine or blade surfaces
- an extension 45 in the feed direction of between about 0.05 and 2 mm (depending on the thickness of the blade blade).
- Such a chamfered blade back can bring advantages in particular when cutting radii (-> less friction, scratching and / or tilting with the material to be cut on the back of the blade) as well as the first vertical insertion of the blade into the material and pulling the blade at the end of a cutting.
- FIG. 5 shows the oscillating blade according to the first embodiment in the oscillating cutting of a composite plate, wherein the traversed in a special stroke stitching mode with strokes with sinusoidal velocity curve trajectory of the lower end of the first zone of the cutting edge is indicated (see thick sinusoidal line). With a thin sinusoidal line, the traversed travel path 55 of the lower end of the second zone of the cutting edge which intersects the top wall of the composite panel is indicated.
- the lifting movement itself is therefore designed to be linearly sinusoidal, so that combined from the two movements a sinusoidal curve results as a combined movement path 55.
- a lifting movement with uniform movement for lowering and also a uniform movement for lifting so that in Combination with the feed gives a sawtooth curve as the path).
- the cutting machine knife can be precisely provided for cutting the composite plate lying directly on a cutting surface, with the bottom wall, for which the blade with its blade tip - so matched to the composite panel to be cut and the Hubstichmodus provided for application - is designed that In the case of an oscillating cutting, the blade tip - when the cutting machine blade is lowered in stroke embossing mode - is inserted into the cutting surface in a cutting manner.
- FIG. 5 also seen from the course of the movement path 55 in conjunction with the illustrated first and second zones of the cutting edge and the lower and upper wall of the composite material - the blade with its blade tip so accurately matched to the composite panel to be cut and the intended application Hubstichmodus that - with each lowering the Schneidemaschinenmessers in Hubstickmodus - the lower wall is cut substantially exclusively with the first zone of the cutting edge and the blade tip and the upper wall substantially exclusively with the second zone of the cutting edge.
- Figures 6a-c show various views of an oscillating blade 1 according to a second embodiment of the invention.
- the second embodiment is with respect to almost all features identical to the first embodiment, except for the aspect that the knife according to the second embodiment is optimized and specially adapted for cutting relatively less thick composite panels (ie plates with less thick intermediate layer), ie composite panels of overall smaller thickness (eg, a thickness of about 10 mm in total).
- the intermediate zone 13 is - correspondingly shorter - compared to the knife according to the first embodiment. Furthermore, the first zone 12 - compared to the knife according to the first embodiment - be designed slightly shorter.
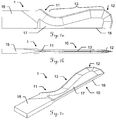
- FIGS. 7a-c show various views of an oscillating blade according to a third embodiment of the invention.
- the third embodiment is identical in almost all features with the first and second embodiments, except for the aspect that the knife according to the third embodiment is optimized and specially adapted for cutting comparatively thick composite panels (ie plates with thick intermediate layer), ie Composite panels of high overall thickness (eg having a total thickness of about 20 mm or more).
- the intermediate zone 13 is formed correspondingly longer in comparison to the knife according to the first embodiment and also has an additional section within this intermediate zone within which the cutting edge first extends at an angle of eg 90 ° relative to the feed direction, before then a section inside the intermediate zone follows with an angle of the local Cutting edge of eg between 105 ° and 120 ° relative to the feed direction.
- Figures 8a-c 8 show coarse sketches of oscillating knives according to a fourth, fifth and sixth embodiment according to the invention, which possible variations of the cutting geometry or the cutting profile, in particular in regions of the cutting edge within the intermediate zone 13 and the blade tip 19, can be taken from the principle.
Description
- Die Erfindung betrifft ein Messer, insbesondere Oszilliermesser, zum Einsatz in ein insbesondere oszillierendes Schneidwerkzeug einer Schneidemaschine nach dem Oberbegriff des unabhängigen Anspruchs 1.
- Maschinelle Oszillierschneideverfahren und Schneidemaschinen mit beispielsweise oszillierendem - also angetriebenem - Schneidwerkzeug sowie dafür geeignete Oszilliermesser, sodass damit speziell das Schneiden von einer mehrwandigen Verbundplatte - insbesondere Sandwichplatte - vorgesehen ist, sind im Stand der Technik bekannt.
- Als mehrwandige Verbundplatte wird in diesem Zusammenhang eine Sandwichplatte insbesondere aus Karton- oder Pappmaterial oder Kunststoff verstanden, die aus mindestens einer oberen und einer dazu beabstandeten unteren jeweils vergleichsweise starken schwerschnittigen Wand aufgebaut ist und eine dazwischen liegende vergleichsweise leichtschnittige Zwischenschicht aufweist, insbesondere in Form einer zwischen fünf und 60 Millimeter hohen ZwischenStruktur, die z.B. aus dünnwandigem Karton- oder Pappmaterial - etwa ausgebildet als Wabenstruktur - oder leichtem Kunststoff - etwa Schaumstoff - besteht.
- Zum Schneiden derartiger Platten ist es bekannt, dass die Schneidemaschine und ein entsprechend ausgebildetes Schneidwerkzeug dafür einen Hubstichmodus bereitstellen können, in welchem die Platten geschnitten bzw. wie gewünscht zugeschnitten werden können. Z.B. kann in einem solchen Hubstichmodus ein in eine Messerhalterung des Schneidwerkzeugs eingesetztes Messer durch das Schneidwerkzeug und die Schneidemaschine in einer Hubrichtung oszillierend senkend und hebend im Wesentlichen senkrecht zur zu schneidenden Verbundplatte bewegt sowie in einer Vorschubrichtung entlang der Verbundplatte geführt werden. Insbesondere kann dabei beispielhaft der Hubstichmodus einen Hub von zwischen etwa 0.2 und etwa 12 Millimeter, eine Hubfrequenz von zwischen etwa 50 und etwa 800 Hz (mit einer sinusartigen linearen Hubbewegung) sowie eine Schneidegeschwindigkeit in Vorschubrichtung von zwischen etwa 0,1 und etwa 4 Metern pro Sekunde aufweisen.
- Das oszillierende Schneiden bietet - gegenüber z.B. dem Ziehschneiden, das unter Anwendung eines nicht selbst angetriebenen Schneidwerkzeugs mit eingesetztem Ziehmesser erfolgt - z.B. folgende Vorteile:
- Die Hauptschneidrichtung ist im Wesentlichen vertikal statt horizontal. Die horizontalen Schneidkräfte sind verringert.
- Wie dem Fachmann bekannt eignet sich die oszillierende Bearbeitung dabei insbesondere zum Schneiden von dicken und zähen Werkstoffen. Durch die oszillierende Bewegung des Messers wird die Schiebekraft in Fahrtrichtung (auch Vorschubrichtung genannt) reduziert.
- Allerdings muss die Vorschubgeschwindigkeit auf die Messergeometrie und die Oszillierfrequenz des eingesetzten Werkzeugs angepasst werden. Die Wahl des richtigen Oszilliermessers hängt vor allem von der Bearbeitungskontur ab:
- Für grosse Radien, Geraden und grosse Teile empfiehlt es sich tendenziell eher abgeflachte Messer zu verwenden.
- Das Einsatzgebiet für spitze Messer richtet sich insbesondere auf die Bearbeitung feiner Radien und kleiner Teile. Die Vorschubgeschwindigkeit sollte dabei in der Regel gegenüber der Verwendung von flachen Messern reduziert werden, um ein hinreichendes Schneidergebnis zu erzielen.
- Vergleichsweise flache Messer (siehe
Figuren 2e-2h ) sind dabei insbesondere für: - Hohe Bearbeitungsgeschwindigkeit
- Grosse Radien, Geraden bzw. grosse Teile
- Vergleichsweise spitze Messer (siehe
Figuren 1 ,2a-2d ) sind dabei insbesondere für: - Geringe Bearbeitungsgeschwindigkeit
- Feine Radien bzw. kleine Teile
- Als Nachteil bei der Verwendung von vergleichsweise flachen Messern - also jenen Messern, die für das Einsatzgebiet mit hohen Bearbeitungsgeschwindigkeiten und grossen Radien, Geraden bzw. grossen Teilen bestimmt sind - hat sich erwiesen, dass - je nach Winkel der Schneide (also "Steile" des Verlaufs der Schneide) entweder der Schnittwinkel suboptimal (da zu steil) gewählt sein muss oder - bei flachem Schneidenverlauf - beim Schneiden von Formteilen aus dicken Verbundplatten (wie Sandwichplatten mit mindestens zwei starken Wänden und zwischenliegender Struktur), welche insgesamt dann z.B. 10, 16 oder 20 mm dick sein können, jeweils unerwünschte Überschnitte im Material erforderlich sind, was u.a. auch die Berechnung der Schneidpfade verkompliziert.
- Es stellt sich somit die Aufgabe, ein verbessertes Messer zum Einsatz in ein Schneidwerkzeug einer Schneidemaschine bereitzustellen, welches bestimmt und vorgesehen ist zum Schneiden von Verbundplatten wie Sandwichplatten, insbesondere wobei das Messer bestimmt ist für hohe Bearbeitungsgeschwindigkeiten und grosse Radien, Geraden bzw. grosse Teile.
- Insbesondere sollen dabei die oben genannten Nachteile der für diesen speziellen Einsatzbereich bisher zur Anwendung kommenden flachen Oszilliermesser verringert bzw. behoben werden. Insbesondere soll dabei eine bessere Zielkonfliktlösung bereitgestellt werden zwischen steilem Verlauf der Schneide mit dann suboptimalem Schnittwinkel (dafür wenig Überschnitt) und flachem (weniger stark gegenüber der Vorschubrichtung geneigtem) Verlauf der Schneide mit optimiertem Schnittwinkel (dafür aber mit erheblichem unerwünschtem Überschnitt).
- Diese Aufgaben werden durch die Verwirklichung der kennzeichnenden Merkmale der unabhängigen Ansprüche gelöst. Merkmale, die die Erfindung in alternativer oder vorteilhafter Weise weiterbilden, sind den abhängigen Patentansprüchen zu entnehmen.
- Der erfindungsgemässe Gegenstand betrifft ein Schneidemaschinenmesser zum Einsatz in ein Schneidwerkzeug einer Schneidemaschine, ausgebildet und genau vorgesehen zum Schneiden von einer mehrwandigen Verbundplatte - insbesondere Sandwichplatte - aus Karton- oder Pappmaterial oder Kunststoff, die mindestens eine obere und eine dazu beabstandete untere jeweils vergleichsweise starke schwerschnittige Wand aufweist und eine dazwischen liegende vergleichsweise leichtschnittige Zwischenschicht, insbesondere in Form einer zwischen fünf und 60 Millimeter hohen Struktur aus Material mit Hohlräumen, im Speziellen ausgebildet als sich wiederholende Zellmusterstruktur oder aus Schaumstoff.
- Das Schneidemaschinenmesser ist dabei vorgesehen zur Verwendung im Rahmen eines automatischen Schneidmodus, in welchem das Schneidemaschinenmesser durch die Schneidemaschine in einer Vorschubrichtung entlang der Verbundplatte geführt wird. Insbesondere ist das Schneidmesser dabei als flaches Messer ausgeführt und zur Verwendung in einem Schneidmodus vorgesehen, in welchem in vergleichsweise hohen Bearbeitungsgeschwindigkeiten (Vorschubgeschwindigkeiten) grosse Radien oder Geraden bzw. grosse Teile aus Verbundplatten geschnitten werden.
- Das Schneidemaschinenmesser weist dabei einen Halteabschnitt zum Einsatz des Schneidemaschinenmessers in eine Messerhalterung des Schneidwerkzeugs und eine Klinge mit Schneide auf.
- Erfindungsgemäss ist die Klinge nun so eingeteilt bzw. die Geometrie der Schneide derart gewählt, dass
- eine erste relativ zur Vorschubrichtung schräg verlaufende Zone der Schneide zum Schneiden der unteren Wand vorgesehen ist,
- eine zweite relativ zur Vorschubrichtung schräg verlaufende Zone der Schneide zum Schneiden der oberen Wand vorgesehen ist, wobei jeweilige Profile der Schneide im Bereich der ersten und zweiten Zone mit der Vorschubrichtung jeweils einen ersten Winkel von zwischen etwa 30° und etwa 70° einschliessen, und dass
- eine Zwischenzone der Schneide zwischen der ersten und der zweiten Zone vorhanden ist mit einem Profil, das einen zweiten Winkel mit der Vorschubrichtung einschliesst, welcher grösser ist als der erste Winkel, insbesondere grösser ist als 90°.
- Dadurch kann nun erfindungsgemäss erreicht werden, dass beim Schneiden von Formteilen aus betreffenden Verbundplatten (wie Sandwichplatten mit mindestens zwei starken Wänden und zwischenliegender Struktur, die beispielsweise insgesamt z.B. 10, 16 oder 20 mm dick sein können), jeweils unerwünschte Überschnitte im Material vermindert oder gar gänzlich vermieden werden können, was u.a. auch die Berechnung der Schneidpfade deutlich vereinfachen kann. Durch die Erfindung können nun die obere und untere Wand der Verbundplatte in Vorschubrichtung mit im Wesentlichen gleichem Schneidefortschritt geschnitten werden, ohne dass die obere Platte zu identischen Zeitpunkten jeweils immer bereits signifikant weiter geschnitten ist als die untere (bzw. der Schnitt in der unteren Wand dem Schnitt in der oberen Wand jeweils signifikant nachhängt).
- Die Schneide im Bereich der Zwischenzone kann vorteilhaft dabei insbesondere derart - relativ zur Vorschubrichtung - nach schräg hinten verläuft, dass sich die Verläufe der Schneide innerhalb der ersten und der zweiten Zone - jeweils orthogonal projiziert auf die Vorschubrichtung - zumindest teilweise überlappen, insbesondere im Wesentlichen vollständig überlappen, im Speziellen sodass die Verläufe der Schneide innerhalb der ersten und zweiten Zone im Wesentlichen parallel nur in zur Vorschubrichtung orthogonalen Richtung versetzt vorliegen.
- Die erste Zone der Schneide im Sinne dieser Erfindung wird dabei durch jenen Abschnitt der Schneide gebildet, der genau dafür vorgesehen und gemacht ist, um in einem definierten und für dieses Messer dann genau vorgesehenen Schneidemodus die untere Wand der Verbundplatte zu schneiden. Die zweite Zone der Schneide im Sinne dieser Erfindung wird dabei durch jenen Abschnitt der Schneide gebildet, der genau dafür vorgesehen und gemacht ist, um in einem definierten und für dieses Messer dann genau vorgesehenen Schneidemodus die obere Wand der Verbundplatte zu schneiden.
- Unter den zuvor genannten und auch im Folgenden angegebenen Winkeln, die die jeweiligen Profile der Schneide in den jeweiligen Zonen mit der Vorschubrichtung bilden, sind dabei Winkel zu verstehen, die eine jeweilige Hauptverlaufsrichtung der jeweiligen Profile in den jeweiligen Zonen mit der Vorschubrichtung bilden (jeweils der kleinere der beiden zwischen den Vektoren gebildeten Winkel, betrachtet wenn die jeweiligen Vektoraufhängepunkte der zwei Vektoren aufeinander gelegt werden). Verläuft ein Profil in einer Zone dabei nicht gerade, so ist also ein Hauptverlauf des Profils zu betrachten bzw. eine Richtung, in welcher das Profil in der entsprechenden Zone in Wesentlichen im Mittel verläuft (dabei von der Klingenspitzenecke weg in Richtung des Messerhalses). Die Verlaufsrichtung eines Profils innerhalb einer jeweiligen Zone wird hierfür somit dabei in jener Grundrichtung betrachtet, wie die Schneide von ihrem Ursprung in der Klingenspitze weg verläuft (d.h. von der Klingenspitze weg in Richtung des Messerhalses bzw. des Haltebereichs des Messers [sowie - in Ausführungsformen bei welchen die Klingenspitzenecke (unterster Punkt) nicht auf dem Klingenrücken liegt und zwischen Klingenspitze und Klingenrücken ein "rückschneidender" Spitzenabschnitt ausgebildet ist - ggf. auch von der Klingenspitzenecke weg in Richtung des Rückens]).
- Als Folge des erfindungsgemässen Rückversetzens der zweiten Zone des Messers ist dabei zwar nun der Zwischenbereich hinsichtlich seines Schnittwinkels zur ebenso zu durchschneidenden Zwischenstruktur der Verbundplatte suboptimal ausgerichtet. Allerdings wirkt sich dieser Drawback (Kompromissnachteil) insgesamt nicht wesentlich auf das Schneideergebnis aus, da die Zwischenstruktur ja genau aus leichtschnittigem Material (insbesondere mit Hohlräumen) besteht und somit auch mit suboptimalem Schnittwinkel hinreichend gut geschnitten werden kann.
- Bei der Erfindung kann es sich dabei insbesondere um ein Oszilliermesser handeln, zum Einsatz in ein oszillierendes Schneidwerkzeug. Das Oszilliermesser soll dann so ausgebildet sein, dass es speziell vorgesehen und prädestiniert ist zur Verwendung im Rahmen eines definierten Hubstichmodus, in welchem das Messer - zusätzlich zur Führung entlang der Vorschubrichtung - durch das Schneidwerkzeug in einer Hubrichtung oszillierend auf und ab im Wesentlichen senkrecht zur zu schneidenden Verbundplatte bewegt wird. Die Hubbewegung selbst kann dabei insbesondere linear sinusförmig ausgeführt sein, sodass sich aus den beiden Bewegungen kombiniert eine sinusartige Kurve als kombinierter Bewegungspfad ergibt. Alternativ ist jedoch auch eine Hubbewegung mit gleichförmiger Bewegung für das Senken und auch gleichförmiger Bewegung für das Heben (sodass sich in Kombination mit dem Vorschub eine sägezahnartige Kurve als Pfad ergibt).
- Insbesondere kann der Hubstichmodus, für welchen das Messer gemacht ist, dabei einen Hub von zwischen etwa 0.2 und etwa 12 Millimeter, eine Hubfrequenz von zwischen etwa 50 und etwa 800 Hz sowie eine Schneidegeschwindigkeit in Vorschubrichtung von zwischen etwa 0,1 und etwa 4 Metern pro Sekunde aufweisen.
- In spezielleren Ausführungsformen kann der Hubstichmodus, für welchen das Messer gemacht ist, aufweisen
- einen Hub von zwischen etwa einem und etwa fünf Millimeter, insbesondere zwischen etwa zwei und etwa drei Millimeter, im Speziellen etwa 2,5 Millimeter,
- eine Hubfrequenz von zwischen etwa 100 und etwa 500 Hz, insbesondere zwischen etwa 200 und etwa 300 Hz, im Speziellen etwa 250 Hz, sowie
- eine Schneidegeschwindigkeit in Vorschubrichtung von zwischen etwa 0,5 und etwa 2 Metern pro Sekunde, insbesondere zwischen etwa 0,75 und etwa 1,5 Metern pro Sekunde, im Speziellen etwa einen Meter pro Sekunde.
- Wie oben bereits erwähnt bietet das oszillierende Schneiden - gegenüber z.B. dem Ziehschneiden, das unter Anwendung eines nicht selbst angetriebenen Schneidwerkzeugs mit eingesetztem Ziehmesser erfolgt - z.B. die Vorteile, dass die Hauptschneidrichtung im Wesentlichen vertikal statt horizontal ist und somit die horizontalen Schneidkräfte verringert sind (sodass diese Technik bis dato typischerweise für Verbundplatten mit vergleichsweise dicken, festen oberen und unteren Wänden zum Einsatz kommt).
- Allerdings ist durchaus auch ein für Verbundplatten vorgesehenes Ziehmesser erfindungsgemäss mit einer die zweite Zone der Schneide rückversetzenden Zwischenzone zu realisieren.
- Ferner kann auch ein Messer, das speziell zum Schneiden einer Multisandwich-Platte ausgebildet und vorgesehen ist, dem Gedanken der erfindungsgemässen Lehre mit jeweiligen mehreren Wand-Schneidezonen und jeweiligen mehreren "rückversetzenden" Zwischenzonen derart ausgebildet sein, dass eine sich an eine Zwischenzone nach oben anschliessende Wand-Schneidezone (im Vergleich zur sich nach unten anschliessenden Wand-Schneidezone) durch den Verlauf der Schneide innerhalb der Zwischenzone nach hinten (betrachtet in Vorschubrichtung) versetzt wird, im Sinne der vorangehend beschriebenen erfindungsgemässen Lehre.
- Ferner betrifft die Erfindung auch eine Schneidemaschine mit Schneidwerkzeug, das eine Messerhalterung aufweist, in welche ein Schneidemaschinenmesser gemäss der Erfindung - wie zuvor beschrieben - eingesetzt ist. Die Schneidemaschine stellt dabei einen Schneidmodus bereit, in welchem das Schneidemaschinenmesser durch die Schneidemaschine in einer Vorschubrichtung entlang der Verbundplatte geführt wird. In dem Schneidmodus ist die Schneidemaschine mit dem eingesetzten Schneidemaschinenmesser dann genau ausgebildet und vorgesehen zum Schneiden von einer mehrwandigen Verbundplatte - insbesondere Sandwichplatte - aus Karton- oder Pappmaterial oder Kunststoff, die mindestens eine obere und eine dazu beabstandete untere jeweils vergleichsweise starke schwerschnittige Wand aufweist und eine dazwischen liegende vergleichsweise leichtschnittige Zwischenschicht, insbesondere in Form einer zwischen fünf und 60 Millimeter hohen Struktur aus Material mit Hohlräumen, im Speziellen ausgebildet als sich wiederholende Zellmusterstruktur oder aus Schaumstoff.
- Ferner betrifft die Erfindung die Verwendung des Schneidemaschinenmessers gemäss der Erfindung - wie zuvor beschrieben - eingesetzt in einer Schneidemaschine mit Schneidwerkzeug und auch ein Verfahren zum Schneiden von Verbundplatten der vorerwähnten Gattung unter Verwendung einer Schneidemaschine mit Schneidwerkzeug und darin eingesetztem erfindungsgemässem Schneidemaschinenmesser (wie zuvor beschrieben).
- Die erfindungsgemässe Vorrichtung und das erfindungsgemässe Verfahren werden nachfolgend anhand von in den Zeichnungen schematisch dargestellten konkreten Ausführungsbeispielen rein beispielhaft näher beschrieben, wobei auch auf weitere Vorteile der Erfindung eingegangen wird. Im Einzelnen zeigen:
- Fig. 1-2
- Ausführungsformen von Oszilliermessern entsprechend dem Stand der Technik;
- Fig. 3a
- ein Oszilliermesser entsprechend einer ersten erfindungsgemässen Ausführungsform beim oszillierenden Schneiden einer Verbundplatte;
- Fig. 3b
- das Oszilliermesser entsprechend der ersten Ausführungsform mit Indizierung der funktionalen Aufteilung des Messers;
- Fig. 4a-g
- verschiede Ansichten des Oszilliermessers entsprechend der ersten Ausführungsform zur Veranschaulichung diverser spezieller Merkmale;
- Fig. 5
- das Oszilliermesser entsprechend der ersten Ausführungsform beim oszillierenden Schneiden einer Verbundplatte mit Indizierung des Bewegungspfades in einem speziellen Hubstichmodus;
- Fig. 6a-c
- verschiede Ansichten eins Oszilliermessers entsprechend einer zweiten erfindungsgemässen Ausführungsform;
- Fig. 7a-c
- verschiede Ansichten eins Oszilliermessers entsprechend einer dritten erfindungsgemässen Ausführungsform;
- Fig. 8a-c
- Grobskizzen von Oszilliermessern entsprechend einer vierten, fünften und sechsten erfindungsgemässen Ausführungsform.
-
Figur 1 zeigt eine Ausführungsform eines spitzen Oszilliermesser nach dem Stand der Technik beim oszillierenden Schneiden einer Verbundplatte 20. Die Klinge 10 weist dabei eine Schneide 16 auf, die über ihre gesamte Erstreckung hinweg gerade (in der Zeichnung schräg nach oben) verläuft und somit über den gesamten Schneidenverlauf hinweg einen einzigen gemeinsamen Winkel mit der Vorschubrichtung 52 einschliesst, in welcher das Messer im Rahmen eines Hubstichmodus entlang der Verbundplatte geführt wird. - Die Verbundplatte 20 weist dabei eine obere und eine dazu beabstandete untere jeweils vergleichsweise starke schwerschnittige Wand 21, 22 auf sowie eine dazwischen liegende vergleichsweise leichtschnittige Zwischenschicht 23. Wie dargestellt liegt dabei die Verbundplatte beim Schneidevorgang mit ihrer unteren Wand 22 typischerweise auf einer Schneidunterlage 30 auf.
- Die Schneide 16 bildet dabei Zonen aus, innerhalb welcher im Rahmen des Hubstichmodus speziell im Wesentlichen nur die untere Wand 22, speziell im Wesentlichen nur die obere Wand 21 sowie speziell im Wesentlichen nur die Zwischenstruktur 23 geschnitten werden. Die Zonen sind dabei jedoch von ihrem Verlauf her identisch und die Schnittwinkel der Profile innerhalb der Zonen jeweils optimiert zum Schneiden des Materials im entsprechenden Hubstichmodus und im entsprechenden Einsatzgebiet (was die Betriebsgeschwindigkeiten und die Schnittformen der Teile betrifft).
- Im Rahmen eines Hubstichmodus wird dabei das Messer - neben der Fortbewegung in Vorschubrichtung 52 bewirkt durch die Schneidemaschine - auch durch das oszillierende Schneidwerkzeug, in welches das Messer eingesetzt ist, in Hubrichtung 51 senkend und hebend linear ab- und aufwärts bewegt, beispielsweise mit sinusartiger Hubfortbewegung was den Geschwindigkeitsverlauf in Hubrichtung betrifft.
- Wie einleitend bereits erwähnt stellt sich bei der Verwendung von Messern aus dem Stand der Technik mit durchwegs geradem schrägem Verlauf der Schneide als Nachteil heraus, dass beim Schneiden von Formteilen aus dicken Verbundplatten (wie Sandwichplatten mit mindestens zwei starken Wänden und zwischenliegender Struktur), welche insgesamt dann z.B. 10, 16 oder 20 mm dick sein können, jeweils unerwünschte Überschnitte im Material (d.h. die obere Wand wird jeweils weiter geschnitten als die untere) erforderlich sind, was u.a. auch die Berechnung der Schneidpfade verkompliziert.
-
Figuren 2a-2h zeigen dabei vier weitere Ausführungsformen von Oszilliermessern entsprechend dem Stand der Technik, jeweils dargestellt in zwei unterschiedlichen Ansichten. - Wie einleitend bereits erwähnt sind vergleichsweise flache Messer (siehe
Figuren 2e-2h , mit stark abgestumpftem Messerspitzenbereich) dabei insbesondere für: - hohe Bearbeitungsgeschwindigkeit und
- grosse Radien, Geraden bzw. grosse Teile. Vergleichsweise spitze Messer (siehe
Figuren 1 ,2a-2d ) sind dabei insbesondere für: - geringe Bearbeitungsgeschwindigkeit und
- feine Radien bzw. kleine Teile.
-
Figur 3a zeigt ein Oszilliermesser entsprechend einer ersten erfindungsgemässen Ausführungsform beim oszillierenden Schneiden einer Verbundplatte der bereits vorgenannten Art mit oberer vergleichsweise schwerschnittiger Wand 21, unterer vergleichsweise schwerschnittiger Wand 22 und vergleichsweise leichtschnittiger Zwischenstruktur 23. Die Verbundplatte liegt dabei - wie dies dem Fachmann bekannt und wohl auch typisch ist in diesem Einsatzgebiet - auf einer Schneidunterlage 30 auf. Das Messer 1 entsprechend der ersten beispielhaften Ausführungsform ist dabei beispielsweise für Verbundplatten mittlerer Dicke (z.B. eine Dicke von insgesamt ca. 16 mm aufweisend) abgestimmt. - Im Rahmen eines Hubstichmodus wird dabei das Messer - neben der Fortbewegung in Vorschubrichtung 52 bewirkt durch die Schneidemaschine - auch durch das oszillierende Schneidwerkzeug, in welches das Messer eingesetzt ist, in Hubrichtung 51 senkend und hebend linear ab- und aufwärts bewegt.
- Erfindungsgemäss ist die Klinge nun so eingeteilt bzw. die Geometrie der Schneide 16 in ihrem Verlauf derart gewählt, dass
- eine erste relativ zur Vorschubrichtung 52 schräg verlaufende Zone 12 der Schneide 16 zum oszillierenden Schneiden der unteren Wand 22 vorgesehen ist und
- eine zweite relativ zur Vorschubrichtung schräg verlaufende Zone 11 der Schneide 16 zum oszillierenden Schneiden der oberen Wand 21 vorgesehen ist.
- Dabei schliessen die jeweilige Profile der Schneide 16 im Bereich der ersten und zweiten Zone 12, 11 mit der Vorschubrichtung 52 jeweils einen ersten Winkel von zwischen etwa 30° und etwa 70° ein (hier in etwa 52°).
- Ferner ist eine Zwischenzone 13 der Schneide 16 zwischen der ersten und der zweiten Zone 12, 11 vorhanden mit einem Profil, das einen zweiten Winkel mit der Vorschubrichtung 52 einschliesst, welcher grösser ist als der erste Winkel, insbesondere grösser ist als 90°. Im gezeigten Beispiel (siehe hierzu auch
Figur 4d ) liegt dieser zweite Winkel 50 in etwa im Bereich zwischen 100° und 120°. - Die Schneide 16 verläuft also im Bereich der Zwischenzone 13 derart - relativ zur Vorschubrichtung - nach schräg hinten, dass sich die Verläufe der Schneide innerhalb der ersten und der zweiten Zone 12, 11 - jeweils orthogonal projiziert auf die Vorschubrichtung 52 - zumindest teilweise überlappen. Im gezeigten Beispiel überlappen sie sich dabei im Wesentlichen vollständig, sodass die Verläufe der Schneide innerhalb der ersten und zweiten Zone 12, 11 im Wesentlichen parallel nur in zur Vorschubrichtung 52 orthogonaler Richtung versetzt vorliegen.
- Wie ausserdem ersichtlich kann die Schneide innerhalb der ersten und der zweiten Zone 12, 11 beispielhaft jeweils im Wesentlichen gerade verlaufen.
- Die Schneide bildet - betrachtet im Verlauf von Klingenspitze in Richtung des Halteabschnitts - also die erste Zone 12 vor der Zwischenzone 13 aus und die Zwischenzone 13 vor der zweiten Zone 11.
-
Figur 3b veranschaulicht dabei nochmals beispielhaft die Funktionsbereiche des gemäss Ausführungsform ausFigur 3a ausgebildeten Messers. - Mindestens Bereich 19 taucht beim tiefsten Hubpunkt vollständig in die Schneidunterlage ein. Je nach Konfiguration kann auch ein Teil von Bereich 12 in die Schneidunterlage eintauchen. Die Strichpunktlinie stellt die Oberfläche der Schneidunterlage dar, so wie das Messer in einer möglichen Konfiguration des Hubstichmodus im tiefsten Hubpunkt vorliegen kann. Die Länge der dick dargestellten Linie bestimmt mit der Hubfrequenz die maximale Vorschubgeschwindigkeit, damit das zu schneidende Material (also die untere Wand der Verbundplatte) noch vollständig durchgeschnitten werden kann. Bereiche 12 und 11 schneiden hauptsächlich die harten Schichten (also untere bzw. obere Wand) der Verbundplatte. Bereich 13 schneidet den weichen Kern. Bereich 15 (der Halteabschnitt des Messers) ist für die Befestigung des Messers im Schneidwerkzeug.
-
Figuren 4a bis 4g zeigen verschiede Ansichten des Oszilliermessers entsprechend der ersten Ausführungsform zur Veranschaulichung diverser spezieller Merkmale. - Das Messer 1 weist einen Halteabschnitt 15 zum Einsatz desselbigen in eine Messerhalterung eines Schneidwerkzeugs sowie ein Klinge 10 auf (wobei sich zwischen Halteabschnitt 15 und Klinge 10 ein hier wenig stark ausgeprägter Messerhals ergibt).
- Die Klinge weist Klingenblatt 17, Schneide 16 (wobei das Klingenblatt ab bestimmten Stellen jeweils in Richtung der Schneide keilartig zusammenläuft) und einen Klingenrücken 18 auf.
- Auch in diesen in
Figuren 4a-c gezeigten Ansichten der ersten erfindungsgemässen Ausführungsform für ein Oszilliermesser 1 sind wiederum die erste Zone 12, die Zwischenzone 13 und die zweite Zone 11 der Schneide 16 indiziert. - Das Messer ist dabei mit einer flachen Klingenspitze ausgebildet. Die Schneide zieht sich über die gesamte Klingenspitze hinüber und die Klingenspitze weist also - im Vergleich zum Profil innerhalb der ersten Zone - ein gegenüber der Vorschubrichtung flacheres Profil auf (d.h. geringer geneigt gegenüber der Vorschubrichtung).
- Die Schneide weist im Bereich der Klingenspitze eine in Hubrichtung achssymmetrische Geometrie mit zwei Klingenspitzzonen auf, die eine auf der Symmetrieachse liegende flache Ecke bilden und jeweils - im Vergleich zum Profil innerhalb der ersten Zone 12 - weniger schräg gegenüber der Vorschubrichtung verlaufende Profile aufweisen, insbesondere wobei die Profile der zwei Klingenspitzzonen mit der Vorschubrichtung Winkel von zwischen etwa 2° und etwa 30° bzw. von zwischen etwa 150° und 178° einschliessen, insbesondere von zwischen etwa 10° und etwa 20° bzw. von zwischen etwa 160° und 170°, im Speziellen - wie konkret im hier dargestellten Beispiel - von etwa 15° bzw. von etwa 165°.
- Ein solches Profil der Schneide im Bereich der Klingenspitze kann vorteilhaft sein beim Eintauchen des Messers in die Schneidunterlage, da durch den Knick bzw. die Symmetrie in der Klingenspitze einerseits ein für das Eintauchen vorteilhafter leicht schräger Schneidenverlauf im gesamten Klingenspitzen-Bereich gewährleistet werden und andererseits dabei dennoch die Eintauchtiefe in die Unterlage - verglichen mit einer ungeknickt leicht schräg verlaufenden Spitze - gering gehalten werden kann (nämlich halbiert werden kann).
- Wie bereits in Zusammenhang mit
Figur 3b erwähnt bestimmt die Breite 44 (sieheFigur 4d ) des Klingenspitzenbereichs zusammen mit der Hubfrequenz die maximale Vorschubgeschwindigkeit, damit das zu schneidende Material (also die untere Wand der Verbundplatte) noch vollständig durchgeschnitten werden kann. Abhängig vom Hubmodus, in welchem gearbeitet werden soll, ist also das Messer bzw. dessen Geometrie speziell auf die dabei gefahrene Vorschubgeschwindigkeit sowie die Hubfrequenz abzustimmen, insbesondere was die ersten Winkel 41, 42 (also Winkel, die durch die jeweiligen Profile innerhalb der ersten und zweiten Zone der Schneide mit der Vorschubrichtung eingeschlossen werden) betrifft, aber auch was die Breite 44 der flachen Messerspitze (also Ausdehnung der Spitze in Vorschubrichtung) sowie auch die Flachheit 43 der Spitze (also Ausdehnung der Spitze in Hubrichtung) betrifft. Diese Klingengeometrieparameter für das Messer sind inFigur 4d speziell gekennzeichnet. - Für das Schneiden entsprechender Sandwichplatten, kommt dabei konkret beispielsweise ein Hubstichmodus infrage, der einen Hub von zwischen etwa 0.2 und etwa 12 Millimeter, eine Hubfrequenz von zwischen etwa 50 und etwa 800 Hz sowie eine Schneidegeschwindigkeit in Vorschubrichtung von zwischen etwa 0,1 und etwa 4 Metern pro Sekunde aufweist. Im Speziellen kann der Hubstichmodus einen Hub von zwischen etwa einem und etwa fünf Millimeter, insbesondere zwischen etwa zwei und etwa drei Millimeter, eine Hubfrequenz von zwischen etwa 100 und etwa 500 Hz, insbesondere zwischen etwa 200 und etwa 300 Hz, sowie eine Schneidegeschwindigkeit in Vorschubrichtung von zwischen etwa 0,5 und etwa 2 Metern pro Sekunde, insbesondere zwischen etwa 0,75 und etwa 1,5 Metern pro Sekunde, aufweisen. Die Geometrie des erfindungsgemässen Messers kann dabei vorteilhaft also speziell auf einen solchen Hubstichmodus optimiert sein.
- Die Klinge mit der Schneide kann somit vorteilhaft - etwa optimiert für einen Hubmodus mit einem Hub von bspw. etwa 2,5 mm, einer Hubfrequenz von bspw. etwa 250 Hz und einer Vorschubgeschwindigkeit von bspw. etwa 1 m/s - derart ausgebildet sein, dass die durch die jeweiligen Profile der Schneide im Bereich der ersten und zweiten Zone mit der Vorschubrichtung eingeschlossenen ersten Winkel 41, 42 jeweils zwischen etwa 30° und etwa 70° betragen, insbesondere zwischen etwa 45° und etwa 60°, im Speziellen bei etwa 52° liegt. Ferner kann dabei die Klingenspitze so ausgebildet sein, dass diese eine Erstreckung bzw. Ausdehnung (d.h. Breite 44) in Vorschubrichtung von etwa 0.5-10 Millimetern aufweist, insbesondere von zwischen etwa 3 und etwa 6 Millimetern, im Speziellen von etwa 4.5 Millimetern.
- In
Figur 4e ist dabei eine Schnittsdarstellung A-A der Klinge des Messers gezeigt, wobei der entsprechende Schnitt A-A inFigur 4d indiziert ist. Ersichtlich ist dabei in dieser Querschnittsdarstellung A-A - insbesondere jedoch in der den Ausschnitt Z vergrössert zeigendenFigur 4g - der optional zweistufig keilartige Verlauf der Klinge vom Klingenblatt zur Schneide 16 hin. Die direkt die Schneide 16 ausbildende erste Flächen 48 des Schneidekeils laufen weniger spitz zusammen als zwischen den ersten Flächen 48 und dem Klingenblatt sich erstreckende konvergierende zweite Flächen 49 des Keils, insbesondere wobei die ersten Flächen 48 einen Schneidwinkel 47 von zwischen etwa 15° und 50° bilden und die zweiten Flächen 49 mit einem Winkel 46 konvergieren, der zwischen etwa 3° und 20° kleiner ist als der Schneidwinkel 47. Im Spezielleren kann der Schneidwinkel 47 dabei vorteilhaft so gewählt werden, dass er zwischen etwa 25° und etwa 35° liegt, insbesondere etwa bei 30°, und der Winkel 46 so, dass er zwischen etwa 5 und 12,5° kleiner ist als der Schneidwinkel 47, insbesondere bei etwa 20°. - Die Dicke des Klingenblatts, wobei die beiden Klingenblattoberflächen (d.h. vordere und hintere Oberfläche des Klingenblatts) vorteilhaft parallel zueinander ausgerichtet sind, kann beispielsweise zwischen etwa 0,4 und etwa 3 Millimeter betragen.
- In
Figur 4f ist dabei eine Schnittsdarstellung B-B - wobei der Schnitt B-B inFigur 4d indiziert ist - der Klinge des Messers gezeigt. Ersichtlich ist dabei in dieser Querschnittsdarstellung B-B insbesondere auch das optionale Merkmal, dass die beiden Kanten, welche die beiden Klingenblattoberflächen mit dem Klingenrücken bilden, angefast sein können. - Insbesondere können dabei Fasen (z.B. im Winkel von etwa 45° zum Rücken bzw. den Klingenblattoberflächen) realisiert sein mit einer Ausdehnung 45 in Vorschubrichtung von zwischen etwa 0.05 und 2 mm (je nach Dicke des Klingenblatts).
- Ein solcher angefaster Klingenrücken kann Vorteile bringen insbesondere beim Schneiden von Radien (-> weniger Reibung, Kratzen und/oder Verkantung mit dem zu schneidenden Material am Klingenrücken) sowie auch beim ersten senkrechten Einführen der Klinge in das Material und beim Herausziehen der Klinge am Ende eines Schneidevorgangs.
-
Figur 5 zeigt das Oszilliermesser entsprechend der ersten Ausführungsform beim oszillierenden Schneiden einer Verbundplatte, wobei der in einem speziellen Hubstichmodus mit Hubbewegungen mit sinusartigem Geschwindigkeitsverlauf durchlaufene Bewegungspfad des unteren Endes der ersten Zone der Schneide indiziert ist (siehe dicke sinusförmige Linie). Mit dünner sinusförmiger Linie ist der durchlaufene Bewegungspfad 55 des unteren Endes der zweiten Zone der Schneide, welche die obere Wand der Verbundplatte schneidet, indiziert. - Die Hubbewegung selbst ist hier also linear sinusförmig ausgeführt, sodass sich aus den beiden Bewegungen kombiniert eine sinusartige Kurve als kombinierter Bewegungspfad 55 ergibt. Alternativ kann jedoch auch eine Hubbewegung mit gleichförmiger Bewegung für das Senken und auch gleichförmiger Bewegung für das Heben (sodass sich in Kombination mit dem Vorschub eine sägezahnartige Kurve als Pfad ergibt) angewendet werden.
- Wie aus dem indizierten Bewegungspfad 55 ersichtlich (sowie auch bereits in Zusammenhang mit
Figur 3b erwähnt) kann also das Schneidemaschinenmesser genau vorgesehen sein zum Schneiden der Verbundplatte aufliegend mit der unteren Wand eben direkt auf einer Schneidunterlage, wobei dafür die Klinge mit ihrer Klingenspitze derart - auf die zu schneidende Verbundplatte und den zur Anwendung vorgesehenen Hubstichmodus abgestimmt - ausgebildet ist, dass beim oszillierenden Schneiden die Klingenspitze - bei jeweiligem Senken des Schneidemaschinenmessers im Hubstickmodus - schneidend in die Schneidunterlage eintaucht. - Ferner kann - wie in
Figur 5 ebenso aus dem Verlauf des Bewegungspfads 55 in Verbindung mit den dargestellten ersten und zweiten Zonen der Schneide sowie der unteren und oberen Wand des Verbundmaterials ersichtlich - die Klinge mit ihrer Klingenspitze derart genau auf die zu schneidende Verbundplatte und den zur Anwendung vorgesehenen Hubstichmodus abgestimmt ausgebildet sein, dass - bei jeweiligem Senken des Schneidemaschinenmessers im Hubstickmodus - die untere Wand im Wesentlichen ausschliesslich mit der ersten Zone der Schneide und der Klingenspitze sowie die obere Wand im Wesentlichen ausschliesslich mit der zweiten Zone der Schneide geschnitten wird. -
Figuren 6a-c zeigen verschiede Ansichten eins Oszilliermessers 1 entsprechend einer zweiten erfindungsgemässen Ausführungsform. Die zweite Ausführungsform ist dabei bezüglich fast aller Merkmale identisch mit der ersten Ausführungsform, bis auf den Aspekt, dass das Messer gemäss der zweiten Ausführungsform optimiert und speziell abgestimmt ist zum Schneiden von vergleichsweise weniger dicken Verbundplatten (d.h. Platten mit weniger dicker Zwischenschicht), also von Verbundplatten von insgesamt geringerer Dicke (z.B. eine Dicke von insgesamt ca. 10 mm aufweisend). - Die Zwischenzone 13 ist - im Vergleich zum Messer gemäss der ersten Ausführungsform - entsprechend kürzer ausgebildet. Ferner kann auch die erste Zone 12 - im Vergleich zum Messer gemäss der ersten Ausführungsform - etwas kürzer ausgestaltet sein.
-
Figuren 7a-c zeigen verschiede Ansichten eins Oszilliermessers entsprechend einer dritten erfindungsgemässen Ausführungsform. Die dritte Ausführungsform ist dabei bezüglich fast aller Merkmale identisch mit der ersten und zweiten Ausführungsform, bis auf den Aspekt, dass das Messer gemäss der dritten Ausführungsform optimiert und speziell abgestimmt ist zum Schneiden von vergleichsweise dicken Verbundplatten (d.h. Platten mit dicker Zwischenschicht), also von Verbundplatten von insgesamt hoher Dicke (z.B. eine Dicke von insgesamt ca. 20 mm oder mehr aufweisend). - Die Zwischenzone 13 ist - im Vergleich zum Messer gemäss der ersten Ausführungsform - entsprechend länger ausgebildet und weist ferner einen zusätzlichen Abschnitt innert dieser Zwischenzone auf, innerhalb welchem die Schneide zunächst mit einem Winkel von z.B. 90° relativ zur Vorschubrichtung verläuft, bevor dann ein Abschnitt innert der Zwischenzone folgt mit einem Winkel des dortigen Schneidenverlaufs von z.B. zwischen 105° und 120° relativ zur Vorschubrichtung.
-
Figuren 8a-c zeigen Grobskizzen von Oszilliermessern entsprechend einer vierten, fünften und sechsten erfindungsgemässen Ausführungsform, welchen mögliche erfindungsgemässe Variationen der Schneidengeometrie bzw. des Schneidenverlaufs - insbesondere in Bereichen der Schneide innerhalb der Zwischenzone 13 und der Klingenspitze 19 - dem Prinzip entnommen werden können. - Es versteht sich, dass diese dargestellten Figuren nur mögliche Ausführungsbeispiele schematisch darstellen. Die verschiedenen Ansätze können ebenso miteinander sowie mit Vorrichtungen oder Verfahren des Stands der Technik kombiniert werden.
Claims (15)
- Schneidemaschinenmesser (1) zum Einsatz in ein Schneidwerkzeug einer Schneidemaschine, ausgebildet und genau vorgesehen zum Schneiden von einer mehrwandigen Verbundplatte (20) - insbesondere Sandwichplatte - aus Karton- oder Pappmaterial oder Kunststoff, die mindestens eine obere und eine dazu beabstandete untere jeweils vergleichsweise starke schwerschnittige Wand (21, 22) aufweist und eine dazwischen liegende vergleichsweise leichtschnittige Zwischenschicht (23), insbesondere in Form einer zwischen fünf und 60 Millimeter hohen Struktur aus Material mit Hohlräumen, im Speziellen ausgebildet als sich wiederholende Zellmusterstruktur oder aus Schaumstoff,• wobei das Schneidemaschinenmesser (1) vorgesehen ist zur Verwendung im Rahmen eines automatischen Schneidmodus, in welchem das Schneidemaschinenmesser (1) durch die Schneidemaschine in einer Vorschubrichtung (52) entlang der Verbundplatte (20) geführt wird, aufweisend• einen Halteabschnitt (15) zum Einsatz des Schneidemaschinenmessers (1) in eine Messerhalterung des Schneidwerkzeugs und• eine Klinge (10) mit Schneide, wobei eine erste relativ zur Vorschubrichtung (52) schräg verlaufende Zone (12) der Schneide (16) zum Schneiden der unteren Wand (22) und eine zweite relativ zur Vorschubrichtung (52) schräg verlaufende Zone (11) der Schneide (16) zum Schneiden der oberen Wand (21) vorgesehen ist, wobei jeweilige Profile der Schneide (16) im Bereich der ersten und zweiten Zone (12, 11) mit der Vorschubrichtung (52) jeweils einen ersten Winkel (41, 42) von zwischen etwa 30° und etwa 70° einschliessen,dadurch gekennzeichnet, dass
eine Zwischenzone (13) der Schneide (16) zwischen der ersten und der zweiten Zone (12, 11) vorhanden ist mit einem Profil, das einen zweiten Winkel (50) mit der Vorschubrichtung (52) einschliesst, welcher grösser ist als der erste Winkel (41, 42), insbesondere grösser ist als 90°. - Schneidemaschinenmesser (1) nach Anspruch 1,
dadurch gekennzeichnet, dass
die Schneide (16) im Bereich der Zwischenzone (13) derart - relativ zur Vorschubrichtung (52) - nach schräg hinten verläuft, dass sich die Verläufe der Schneide (16) innerhalb der ersten und der zweiten Zone (12, 11) - jeweils orthogonal projiziert auf die Vorschubrichtung (52) - zumindest teilweise überlappen, insbesondere im Wesentlichen vollständig überlappen, im Speziellen sodass die Verläufe der Schneide (16) innerhalb der ersten und zweiten Zone (12, 11) im Wesentlichen parallel nur in zur Vorschubrichtung (52) orthogonaler Richtung versetzt vorliegen. - Schneidemaschinenmesser (1) nach Anspruch 1 oder 2,
dadurch gekennzeichnet, dass
die Schneide (16) innerhalb der ersten und der zweiten Zone (12, 11) jeweils im Wesentlichen gerade verläuft. - Schneidemaschinenmesser (1) nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet, dass
durch Klingenrücken (18) und jeweils vordere und hintere Oberfläche des Klingenblatts (17) gebildete Kanten angefast sind. - Schneidemaschinenmesser (1) nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet, dass
die Schneide (16) - im Verlauf von Klingenspitze (19) in Richtung des Halteabschnitts (15) betrachtet - die erste Zone (12) vor der Zwischenzone (13) bildet und die Zwischenzone (13) vor der zweiten Zone (11). - Schneidemaschinenmesser (1) nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet, dass
die Klinge (10) vom Klingenblatt (17) zur Schneide (16) hin zweistufig keilartig zusammenläuft, wobei direkt die Schneide (16) ausbildende erste Flächen (48) des Keils weniger spitz zusammenlaufen als zwischen den ersten Flächen (48) und dem Klingenblatt (17) sich erstreckende konvergierende zweite Flächen (49) des Keils, insbesondere wobei die ersten Flächen (48) einen Schneidwinkel von zwischen etwa 15° und 50° bilden und die zweiten Flächen (49) mit einem Winkel konvergieren, der zwischen etwa 3° und 20° kleiner ist als der Schneidwinkel. - Schneidemaschinenmesser (1) nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet, dass
das Schneidemaschinenmesser (1) als Oszilliermesser und zum Einsatz in ein oszillierendes Schneidwerkzeug ausgebildet ist sowie zur Verwendung im Rahmen eines definierten Hubstichmodus vorgesehen ist, in welchem das Schneidemaschinenmesser (1) - zusätzlich zur Führung entlang der Vorschubrichtung (52) - durch das Schneidwerkzeug in einer Hubrichtung (51) oszillierend auf und ab im Wesentlichen senkrecht zur zu schneidenden Verbundplatte (20) bewegt wird, insbesondere wobei der Hubstichmodus einen Hub von zwischen etwa 0.2 und etwa 12 Millimeter, eine Hubfrequenz von zwischen etwa 50 und etwa 800 Hz sowie eine Schneidegeschwindigkeit in Vorschubrichtung (52) von zwischen etwa 0,1 und etwa 4 Metern pro Sekunde aufweist,
im Speziellen wobei der Hubstichmodus einen Hub von zwischen etwa einem und etwa fünf Millimeter, insbesondere zwischen etwa zwei und etwa drei Millimeter, im Speziellen etwa 2,5 Millimeter, eine Hubfrequenz von zwischen etwa 100 und etwa 500 Hz, insbesondere zwischen etwa 200 und etwa 300 Hz, im Speziellen etwa 250 Hz, sowie eine Schrieidegeschwindigkeit in Vorschubrichtung (52) von zwischen etwa 0,5 und etwa 2 Metern pro Sekunde, insbesondere zwischen etwa 0,75 und etwa 1,5 Metern pro Sekunde, im Speziellen etwa einen Meter pro Sekunde, aufweist. - Schneidemaschinenmesser (1) nach Anspruch 7,
dadurch gekennzeichnet, dass
die Schneide (16) sich über die Klingenspitze (19) hinzieht und die Klingenspitze (19) - im Vergleich zum Profil innerhalb der ersten Zone (12) - ein gegenüber der Vorschubrichtung (52) flacheres Profil aufweist. - Schneidemaschinenmesser (1) nach Anspruch 7 oder 8,
dadurch gekennzeichnet, dass
die Schneide (16) im Bereich der Klingenspitze (19) eine in Hubrichtung (51) achssymmetrische Geometrie mit zwei Klingenspitzzonen aufweist, die eine auf der Symmetrieachse liegende flache Ecke bilden und jeweils - im Vergleich zum Profil innerhalb der ersten Zone (12) - weniger schräg gegenüber der Vorschubrichtung (52) verlaufende Profile aufweisen, insbesondere wobei die Profile der zwei Klingenspitzzonen mit der Vorschubrichtung (52) Winkel von zwischen etwa 2° und etwa 30° bzw. von zwischen etwa 150° und 178° einschliessen, insbesondere von zwischen etwa 10° und etwa 20° bzw. von zwischen etwa 160° und 170°, im Speziellen von etwa 15° bzw. von etwa 165°. - Schneidemaschinenmesser (1) nach einem der Ansprüche 7 bis 9,
dadurch gekennzeichnet, dass
die Klingenspitze (19) eine Ausdehnung (44) in Vorschubrichtung (52) von etwa 0.5-10 Millimetern aufweist, insbesondere von zwischen etwa 3 und etwa 6 Millimetern, im Speziellen von etwa 4.5 Millimetern. - Schneidemaschinenmesser (1) nach einem der Ansprüche 7 bis 10,
dadurch gekennzeichnet, dass
das Schneidemaschinenmesser (1) genau vorgesehen ist zum Schneiden der Verbundplatte (20) aufliegend mit der unteren Wand (22) eben direkt auf einer Schneidunterlage (30),
wobei dafür die Klinge (10) mit ihrer
Klingenspitze (19) derart - auf die zu schneidende Verbundplatte (20) und den zur Anwendung vorgesehenen Hubstichmodus abgestimmt - ausgebildet ist, dass beim oszillierenden Schneiden die Klingenspitze (19) - bei jeweiligem Senken des Schneidemaschinenmessers (1) im Hubstickmodus - schneidend in die Schneidunterlage (30) eintaucht,
insbesondere wobei - für den Fall dass die Schneide (16) im Bereich der Klingenspitze (19) eine in Hubrichtung (51) achssymmetrische Geometrie gemäss dem Merkmal aus Anspruch 9 aufweist - eine Eintauchtiefe des Messers in einem tiefsten Punkt der Oszillierbewegung geringer - insbesondere halb so tief - ist als bei einem entsprechenden fiktiven Messer mit nicht geknickt, jedoch analog schräg verlaufender Schneide (16) im Bereich der Klingenspitze (19). - Schneidemaschinenmesser (1) nach einem der Ansprüche 7 bis 11,
dadurch gekennzeichnet, dass
die Klinge (10) derart genau auf die zu schneidende Verbundplatte (20) und den zur Anwendung vorgesehenen Hubstichmodus abgestimmt ausgebildet ist, dass - bei jeweiligem Senken des Schneidemaschinenmessers (1) im Hubstickmodus - die untere Wand (22) im Wesentlichen ausschliesslich mit der ersten Zone (12) der Schneide (16) und der Klingenspitze (19) sowie die obere Wand (21) im Wesentlichen ausschliesslich mit der zweiten Zone (11) der Schneide (16) geschnitten wird. - Schneidemaschinenmesser (1) nach einem der vorangehenden Ansprüche,
dadurch gekennzeichnet, dass
die Klinge (10) mit der Schneide (16) derart ausgebildet ist, dass der durch die jeweiligen Profile der Schneide (16) im Bereich der ersten und zweiten Zone (12, 11) mit der Vorschubrichtung (52) eingeschlossene erste Winkel (41, 42) zwischen etwa 40° und etwa 65° beträgt, insbesondere zwischen etwa 45° und etwa 60°, im Speziellen etwa 52°. - Schneidemaschine mit Schneidwerkzeug, das eine Messerhalterung aufweist, in welche ein Schneidemaschinenmesser (1) nach einem der Ansprüche 1 bis 13 eingesetzt ist, wobei die Schneidemaschine einen Schneidmodus bereitstellt, in welchem das Schneidemaschinenmesser (1) durch die Schneidemaschine in einer Vorschubrichtung (52) entlang der Verbundplatte (20) geführt wird, in welchem die Schneidemaschine mit dem eingesetzten Schneidemaschinenmesser (1) genau ausgebildet und vorgesehen ist zum Schneiden von einer mehrwandigen Verbundplatte (20) - insbesondere Sandwichplatte - aus Karton- oder Pappmaterial oder Kunststoff, die mindestens eine obere und eine dazu beabstandete untere jeweils vergleichsweise starke schwerschnittige Wand (21, 22) aufweist und eine dazwischen liegende vergleichsweise leichtschnittige Zwischenschicht (23), insbesondere in Form einer zwischen fünf und 60 Millimeter hohen Struktur aus Material mit Hohlräumen, im Speziellen ausgebildet als sich wiederholende Zellmusterstruktur oder aus Schaumstoff, insbesondere wobei das Schneidemaschinenmesser (1) als Oszilliermesser und das Schneidwerkzeug als oszillierendes Schneidwerkzeug ausgebildet sind und die Schneidemaschine und das Schneidwerkzeug einen Hubstichmodus bereitstellen, in welchem das Schneidemaschinenmesser (1) - zusätzlich zur Führung entlang der Vorschubrichtung (52) - durch das Schneidwerkzeug in einer Hubrichtung (51) oszillierend auf und ab im Wesentlichen senkrecht zur zu schneidenden Verbundplatte (20) bewegt wird, im Speziellen wobei der Hubstichmodus einen Hub von zwischen etwa 0.2 und etwa 12 Millimeter, eine Hubfrequenz von zwischen etwa 50 und etwa 800 Hz sowie eine Schneidegeschwindigkeit in Vorschubrichtung (52) von zwischen etwa 0,1 und etwa 4 Metern pro Sekunde aufweist.
- Verwendung des Schneidemaschinenmessers (1) nach einem der Ansprüche 1 bis 13 eingesetzt in einer Schneidemaschine mit Schneidwerkzeug.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES14150776T ES2572081T3 (es) | 2014-01-10 | 2014-01-10 | Cuchilla, en particular cuchilla oscilante, destinada al uso en un procedimiento de corte mecánico, para cortar placas sándwich |
| EP14150776.4A EP2894014B1 (de) | 2014-01-10 | 2014-01-10 | Messer, insbesondere Oszilliermesser, zum Einsatz in einem maschinellen Schneideverfahren, zum Schneiden von Sandwichplatten |
| CN201510058173.3A CN104772787B (zh) | 2014-01-10 | 2015-01-08 | 切割夹层板的机械切割法中使用的刀,尤其是振动刀 |
| US14/593,852 US20150266194A1 (en) | 2014-01-10 | 2015-01-09 | Blade, in particular oscillating blade, to be used in a machine cutting method for cutting sandwich plates |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14150776.4A EP2894014B1 (de) | 2014-01-10 | 2014-01-10 | Messer, insbesondere Oszilliermesser, zum Einsatz in einem maschinellen Schneideverfahren, zum Schneiden von Sandwichplatten |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2894014A1 EP2894014A1 (de) | 2015-07-15 |
| EP2894014B1 true EP2894014B1 (de) | 2016-03-23 |
Family
ID=49917010
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14150776.4A Active EP2894014B1 (de) | 2014-01-10 | 2014-01-10 | Messer, insbesondere Oszilliermesser, zum Einsatz in einem maschinellen Schneideverfahren, zum Schneiden von Sandwichplatten |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20150266194A1 (de) |
| EP (1) | EP2894014B1 (de) |
| CN (1) | CN104772787B (de) |
| ES (1) | ES2572081T3 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3488983A1 (de) | 2017-11-24 | 2019-05-29 | Zünd Systemtechnik Ag | Schneidemaschine |
| EP3689537A1 (de) | 2019-02-01 | 2020-08-05 | Zünd Systemtechnik Ag | Schneidmaschine mit werkzeugwechselfunktion |
| EP4000814A1 (de) | 2020-11-20 | 2022-05-25 | Zünd Systemtechnik Ag | Verbesserte lenkung des greiferkopfes eines greifers eines digitalen schneidsystems |
| US11400614B2 (en) | 2017-04-05 | 2022-08-02 | Zünd Systemtechnik Ag | Cutting machine with overview camera |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101650789B1 (ko) * | 2012-09-28 | 2016-08-24 | 야마하하쓰도키 가부시키가이샤 | 부품 공급 유닛 |
| JP2020040176A (ja) * | 2018-09-11 | 2020-03-19 | 宮川工機株式会社 | 断熱材加工装置、断熱材加工装置の制御装置、及び、断熱材加工プログラム |
| AT521720A1 (de) | 2018-10-01 | 2020-04-15 | Gfm Gmbh | Verfahren zum Schneiden von Randfasen plattenförmiger Werkstücke |
| CN110000819A (zh) * | 2019-04-13 | 2019-07-12 | 张家港市文锋机械有限公司 | 一种塑料管材无屑切割的刀具 |
| IT201900006811A1 (it) * | 2019-05-14 | 2020-11-14 | Teseo Spa | Lama di taglio |
| EP3756842A1 (de) * | 2019-06-24 | 2020-12-30 | Zünd Systemtechnik Ag | Kiss-cut-ziehmesser |
| CN111673804B (zh) * | 2020-07-20 | 2021-07-06 | 常州纳捷机电科技有限公司 | 一种坚硬板材的平刃切割方法 |
| CN114311044B (zh) * | 2022-03-14 | 2022-05-27 | 常州纳捷机电科技有限公司 | 一种碳纤维层合板的自动切割方法 |
| CN114523495B (zh) * | 2022-03-29 | 2023-05-26 | 苏州科技大学 | 一种具有曲线刃尖形刀具的超声振动切割刀及其使用方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US245150A (en) * | 1881-08-02 | Assigknoe to | ||
| US2757697A (en) * | 1950-06-07 | 1956-08-07 | Simmons | Slicing blade or band |
| US3033251A (en) * | 1960-07-07 | 1962-05-08 | Black & Decker Mfg Co | Double edged blades for sabre saw |
| US3680610A (en) * | 1971-03-04 | 1972-08-01 | Wallace I Lindgren | Sabre saw blade structure |
| US4131996A (en) * | 1977-06-27 | 1979-01-02 | Janke William R | Blade for cutting wallboard |
| US4133236A (en) * | 1977-11-29 | 1979-01-09 | Gerber Garment Technology, Inc. | Sharpenable cutting blade with skew-cut notches for use in sheet material cutting apparatus |
| US5295426A (en) * | 1992-06-15 | 1994-03-22 | Planchon Paul O | Slot starting sawing method and apparatus |
| US6782781B2 (en) * | 2001-07-23 | 2004-08-31 | Scandus Trading Company, Llc | Saw blade for reciprocating saw apparatus |
| WO2011133864A2 (en) * | 2010-04-22 | 2011-10-27 | Milwaukee Electric Tool Corporation | Saw blade |
| CN203045774U (zh) * | 2012-12-31 | 2013-07-10 | 苏州金纬机械制造有限公司 | 一种管件切割刀 |
| CN103112025B (zh) * | 2013-01-31 | 2015-05-13 | 铜陵格瑞特挤出技术有限公司 | 用于热切割塑料型材的切割刀 |
| CN103182720B (zh) * | 2013-03-26 | 2015-06-17 | 江苏科技大学 | 电磁激振式割刀 |
-
2014
- 2014-01-10 EP EP14150776.4A patent/EP2894014B1/de active Active
- 2014-01-10 ES ES14150776T patent/ES2572081T3/es active Active
-
2015
- 2015-01-08 CN CN201510058173.3A patent/CN104772787B/zh active Active
- 2015-01-09 US US14/593,852 patent/US20150266194A1/en not_active Abandoned
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11400614B2 (en) | 2017-04-05 | 2022-08-02 | Zünd Systemtechnik Ag | Cutting machine with overview camera |
| US11712815B2 (en) | 2017-04-05 | 2023-08-01 | Zünd Systemtechnik Ag | Cutting machine with overview camera |
| EP4302948A2 (de) | 2017-04-05 | 2024-01-10 | Zünd Systemtechnik Ag | Schneidemaschine mit überblickskamera |
| EP4302949A2 (de) | 2017-04-05 | 2024-01-10 | Zünd Systemtechnik Ag | Schneidemaschine mit überblickskamera |
| EP4324609A2 (de) | 2017-04-05 | 2024-02-21 | Zünd Systemtechnik Ag | Schneidemaschine mit überblickskamera |
| EP3488983A1 (de) | 2017-11-24 | 2019-05-29 | Zünd Systemtechnik Ag | Schneidemaschine |
| EP3689537A1 (de) | 2019-02-01 | 2020-08-05 | Zünd Systemtechnik Ag | Schneidmaschine mit werkzeugwechselfunktion |
| US11667000B2 (en) | 2019-02-01 | 2023-06-06 | Zünd Systemtechnik Ag | Cutting machine |
| EP4000814A1 (de) | 2020-11-20 | 2022-05-25 | Zünd Systemtechnik Ag | Verbesserte lenkung des greiferkopfes eines greifers eines digitalen schneidsystems |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2572081T3 (es) | 2016-05-30 |
| EP2894014A1 (de) | 2015-07-15 |
| US20150266194A1 (en) | 2015-09-24 |
| CN104772787A (zh) | 2015-07-15 |
| CN104772787B (zh) | 2019-06-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2894014B1 (de) | Messer, insbesondere Oszilliermesser, zum Einsatz in einem maschinellen Schneideverfahren, zum Schneiden von Sandwichplatten | |
| EP3031998B1 (de) | Paneel mit einem hakenförmigen Verriegelungssystem | |
| EP0487948B1 (de) | Verfahren und Vorrichtung zum Einbringen von Oberflächenkanälen in Plattenmaterial aus weichem Werkstoff und Verwendung einer Vorrichtung | |
| DE3341651A1 (de) | Verfahren und vorrichtung zum herstellen von zuschnitten | |
| DE3623035C1 (de) | Verfahren und Vorrichtung zum Herstellen eines eine scharfe Schneidkante aufweisenden Stanzwerkzeugs | |
| DE102010061321A1 (de) | Verfahren zum Fräsen einer Ausnehmung in einem Werkstück und Werkstück mit einer Ausnehmung | |
| EP2886272B1 (de) | Vorrichtung und Verfahren zum Bearbeiten eines Werkstücks | |
| EP2642137B1 (de) | Klammerstab zur Befestigung von Dämmplatten an Holzständern | |
| DE2228476C3 (de) | Verfahren zum koordinatengesteuerten Schneiden einer mehrschichtigen Flachmaterialauflage | |
| DE3330452C2 (de) | Vorrichtung und Klinge zum Schneiden von Fasern enthaltendem Flachmaterial | |
| EP3885085A2 (de) | Stanzwerkzeug | |
| EP1317974B1 (de) | Verfahren und Maschine zum mehrhubig fortschreitenden Schlitzen von plattenartigen Werkstücken, insbesondere von Blechen | |
| EP3168016B1 (de) | Schneidwerkzeug zum trennen von flachmaterialien | |
| DE2104293A1 (de) | Stanzvorrichtung | |
| EP1239989B1 (de) | Kugelbahnfräser, schneidplatte hierfür und verfahren zur herstellung von kugelbahnen | |
| EP3144076A1 (de) | Werkzeug für eine stanzmaschine zum umformen von abschnitten eines plattenförmigen werkstücks und verfahren dazu | |
| EP0546392B1 (de) | Stanzmesser sowie Vorrichtung mit einem solchen Stanzmesser | |
| DE102010061991B4 (de) | Verfahren zum Stanzen einer aus Fasermaterial bestehenden Fasermatte | |
| DE102018111366B4 (de) | Keiltrieb mit justierbarer Führungsvorrichtung | |
| DE2921176A1 (de) | Schlag- oder stanzeinrichtung | |
| DE202007013402U1 (de) | Schneidlinie | |
| DE3403668A1 (de) | Saege und verfahren zu ihrer herstellung | |
| DE202006021193U1 (de) | Vorrichtung zum Schneiden von plastischem Material | |
| DE2935182C2 (de) | ||
| DE2129261A1 (de) | Filznadel fuer nadelfilzmaschinen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20150309 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20150724 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B23D 61/12 20060101ALI20150713BHEP Ipc: B26D 1/06 20060101AFI20150713BHEP Ipc: B26D 1/00 20060101ALN20150713BHEP |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 782658 Country of ref document: AT Kind code of ref document: T Effective date: 20160415 Ref country code: CH Ref legal event code: NV Representative=s name: KAMINSKI HARMANN PATENTANWAELTE AG, LI |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502014000478 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2572081 Country of ref document: ES Kind code of ref document: T3 Effective date: 20160530 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20160323 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160323 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160624 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160623 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160323 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160323 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160323 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160323 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160323 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160323 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160323 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160323 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160723 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160323 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160323 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160323 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160725 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160323 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502014000478 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 4 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160323 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160623 |
|
| 26N | No opposition filed |
Effective date: 20170102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170131 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160323 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160323 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170110 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 5 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20170131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160323 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160323 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20140110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160323 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160323 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 782658 Country of ref document: AT Kind code of ref document: T Effective date: 20190110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160323 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190110 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20230125 Year of fee payment: 10 Ref country code: ES Payment date: 20230201 Year of fee payment: 10 Ref country code: CH Payment date: 20230125 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230131 Year of fee payment: 10 Ref country code: GB Payment date: 20230122 Year of fee payment: 10 Ref country code: DE Payment date: 20230126 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20240201 Year of fee payment: 11 |