EP2804450A2 - Ein- oder mehrteiliges Isolierteil für einen Plasmabrenner, insbesondere einen Plasmaschneidbrenner, sowie Anordnungen und Plasmabrenner mit demselben - Google Patents
Ein- oder mehrteiliges Isolierteil für einen Plasmabrenner, insbesondere einen Plasmaschneidbrenner, sowie Anordnungen und Plasmabrenner mit demselben Download PDFInfo
- Publication number
- EP2804450A2 EP2804450A2 EP13004796.2A EP13004796A EP2804450A2 EP 2804450 A2 EP2804450 A2 EP 2804450A2 EP 13004796 A EP13004796 A EP 13004796A EP 2804450 A2 EP2804450 A2 EP 2804450A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- nozzle
- plasma
- conductive
- heat
- nozzle cap
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



















Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05H—PLASMA TECHNIQUE; PRODUCTION OF ACCELERATED ELECTRICALLY-CHARGED PARTICLES OR OF NEUTRONS; PRODUCTION OR ACCELERATION OF NEUTRAL MOLECULAR OR ATOMIC BEAMS
- H05H1/00—Generating plasma; Handling plasma
- H05H1/24—Generating plasma
- H05H1/26—Plasma torches
- H05H1/32—Plasma torches using an arc
- H05H1/34—Details, e.g. electrodes, nozzles
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05H—PLASMA TECHNIQUE; PRODUCTION OF ACCELERATED ELECTRICALLY-CHARGED PARTICLES OR OF NEUTRONS; PRODUCTION OR ACCELERATION OF NEUTRAL MOLECULAR OR ATOMIC BEAMS
- H05H1/00—Generating plasma; Handling plasma
- H05H1/24—Generating plasma
- H05H1/26—Plasma torches
- H05H1/32—Plasma torches using an arc
- H05H1/34—Details, e.g. electrodes, nozzles
- H05H1/3436—Hollow cathodes with internal coolant flow
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05H—PLASMA TECHNIQUE; PRODUCTION OF ACCELERATED ELECTRICALLY-CHARGED PARTICLES OR OF NEUTRONS; PRODUCTION OR ACCELERATION OF NEUTRAL MOLECULAR OR ATOMIC BEAMS
- H05H7/00—Details of devices of the types covered by groups H05H9/00, H05H11/00, H05H13/00
- H05H7/001—Arrangements for beam delivery or irradiation
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05H—PLASMA TECHNIQUE; PRODUCTION OF ACCELERATED ELECTRICALLY-CHARGED PARTICLES OR OF NEUTRONS; PRODUCTION OR ACCELERATION OF NEUTRAL MOLECULAR OR ATOMIC BEAMS
- H05H1/00—Generating plasma; Handling plasma
- H05H1/24—Generating plasma
- H05H1/26—Plasma torches
- H05H1/32—Plasma torches using an arc
- H05H1/34—Details, e.g. electrodes, nozzles
- H05H1/3442—Cathodes with inserted tip
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05H—PLASMA TECHNIQUE; PRODUCTION OF ACCELERATED ELECTRICALLY-CHARGED PARTICLES OR OF NEUTRONS; PRODUCTION OR ACCELERATION OF NEUTRAL MOLECULAR OR ATOMIC BEAMS
- H05H1/00—Generating plasma; Handling plasma
- H05H1/24—Generating plasma
- H05H1/26—Plasma torches
- H05H1/32—Plasma torches using an arc
- H05H1/34—Details, e.g. electrodes, nozzles
- H05H1/3457—Nozzle protection devices
Definitions
- the present invention relates to a mono- or multi-part insulating part for a plasma torch, in particular a plasma cutting torch, for electrical insulation between at least two electrically conductive components of the plasma torch, arrangements and plasma torch with such an insulating part, plasma torch with such an arrangement and method for machining a workpiece a thermal plasma, plasma cutting and plasma welding.
- Plasma torches are generally used for the thermal processing of electrically conductive materials, such as steel and non-ferrous metals.
- Plasma welding torches are used for welding and plasma cutting torches for cutting electrically conductive materials such as steel and non-ferrous metals.
- Plasma torches usually consist of a torch body, an electrode, a nozzle and a holder for it. Modern plasma torches also have a nozzle cap mounted above the nozzle. Often a nozzle is fixed by means of a nozzle cap.
- the components which wear out due to the high thermal load caused by the operation of the plasma torch are, in particular, the electrode, the nozzle, the nozzle cap, the nozzle protection cap Nozzle cap holder and the plasma gas guide and secondary gas guide parts. These components can be easily changed by an operator and thus be referred to as wear parts.
- the plasma torches are connected via lines to a power source and a gas supply, which supply the plasma torch. Furthermore, the plasma torch may be connected to a cooling means for a cooling medium, such as a cooling liquid.
- Plasma cutting torches are subject to particularly high thermal loads. This is due to the strong constriction of the plasma jet through the nozzle bore. In comparison to plasma welding, small holes are used in relation to the cutting current, so that high current densities of 50 to 150 A / mm 2 in the nozzle bore, high energy densities of approx. 2x10 6 W / cm 2 and high temperatures of up to 30,000 K are generated , Furthermore, in the plasma cutting torch higher gas pressures, usually up to 12 bar, used. The combination of high temperature and high kinetic energy of the plasma gas flowing through the nozzle bore leads to melting of the workpiece and expulsion of the melt. The result is a kerf and the workpiece is separated. In plasma cutting, oxidizing gases are often used to cut unalloyed steels. This also leads to a high thermal load on the wearing parts and the plasma cutting torch.
- the plasma gas is passed through a gas guide part, which may also be multi-part. As a result, the plasma gas can be targeted. Often it is offset by a radial and / or axial displacement of the openings in the plasma gas guide part in rotation about the electrode.
- the plasma gas guide member is made of electrically insulating material because of the electrode and the nozzle must be electrically insulated from each other. This is necessary because the electrode and the nozzle have different electrical potentials during operation of the plasma cutting torch. To operate the plasma cutting torch, an arc is generated between the electrode and the nozzle and / or the workpiece which ionizes the plasma gas.
- a high voltage can be applied between the electrode and the nozzle, which ensures a pre-ionization of the distance between the electrode and nozzle and thus the formation of an arc.
- the arc burning between the electrode and the nozzle is also called a pilot arc.
- the pilot arc exits through the nozzle bore and strikes the workpiece, ionizing the distance to the workpiece. As a result, the arc can form between the electrode and the workpiece. This arc is also called the main arc.
- the pilot arc can be switched off. But he can also continue to operate. In plasma cutting, this is often switched off so as not to burden the nozzle even more.
- the electrode and the nozzle are subjected to high thermal stress and must be cooled. At the same time, they must also conduct the electrical current needed to form the arc. Therefore, for good heat and electrically conductive materials, usually metals, for example copper, silver, aluminum, tin, zinc, iron or alloys, in which at least one of these metals is included, are used.
- the electrode often consists of an electrode holder and an emissive insert made of a material having a high melting temperature (> 2000 ° C) and a lower electron work function than the electrode holder.
- materials for the emission use when non-oxidizing plasma gases, such as argon, hydrogen, nitrogen, helium and mixtures thereof, tungsten and the use of oxidizing gases, such as oxygen, air and mixtures thereof, nitrogen-oxygen mixture and mixtures used with other gases, hafnium or zirconium.
- the high-temperature material can be fitted into an electrode holder, which consists of good heat and good electrical conductivity material, for example, be pressed with positive and / or adhesion.
- the cooling of the electrode and nozzle can be effected by gas, for example the plasma gas or a secondary gas flowing along the outside of the nozzle. More effective, however, is the cooling with a liquid, for example water.
- the electrode and / or nozzle are often cooled directly with the liquid, i. the liquid is in direct contact with the electrode and / or the nozzle.
- To guide the cooling liquid around the nozzle there is a nozzle cap around the nozzle, the inner surface of which forms with the outer surface of the nozzle a coolant space in which the coolant flows.
- a secondary or inert gas exits the bore of the nozzle cap and envelops the plasma jet and provides for a defined atmosphere around it.
- the secondary gas protects the nozzle and the nozzle cap from arcs that may form between it and the workpiece. These are called double arcs and can damage the nozzle.
- the nozzle and the nozzle cap are heavily loaded by hot high-spraying of material.
- the secondary gas whose volume flow during piercing can be increased compared to the value during cutting, keeps the high-spraying material away from the nozzle and the nozzle cap and thus protects against damage.
- the nozzle cap is also subjected to high thermal loads and must be cooled. Therefore, for good heat and electrically conductive materials, usually metals, for example copper, silver, aluminum, tin, zinc, iron or alloys, in which at least one of these metals is included, are used.
- metals for example copper, silver, aluminum, tin, zinc, iron or alloys, in which at least one of these metals is included, are used.
- the electrode and the nozzle can also be cooled indirectly. They stand with a component which consists of a good heat and good electrical conductivity material, usually a metal, for example copper, silver, aluminum, tin, zinc, iron or alloys in which at least one of these metals is included , by contact in contact. This component in turn is cooled directly, that is, it is in direct contact with the most-flowing coolant. These components can simultaneously serve as a holder or receptacle for the electrode, the nozzle, the nozzle cap or the nozzle cap and remove the heat and the current.
- a component which consists of a good heat and good electrical conductivity material usually a metal, for example copper, silver, aluminum, tin, zinc, iron or alloys in which at least one of these metals is included , by contact in contact.
- This component in turn is cooled directly, that is, it is in direct contact with the most-flowing coolant.
- These components can simultaneously serve as a holder or receptacle for the electrode, the
- the nozzle cap is usually cooled only by the secondary gas. Arrangements are also known in which the nozzle protection cap is cooled directly or indirectly by a cooling liquid.
- the gas cooling (plasma gas and / or secondary gas cooling) has the disadvantage that it is not effective and the required gas flow rate is very high in order to achieve acceptable cooling or heat dissipation.
- Plasma cutting torches with water cooling require, for example, gas flow rates of 500 l / h to 4000 l / h, while plasma cutting torches without water cooling require gas flow rates of 5000 to 11000 l / h. These ranges are a function of the cutting currents used, which may, for example, be in a range of 20 to 600 A.
- the volume flow of the plasma gas and / or secondary gas should be selected so that the best cutting results are achieved. Too large volume flows, which are necessary for the cooling but often worsen the cutting result.
- the invention is therefore based on the object to provide for more effective cooling of components, in particular wear parts, a plasma torch.
- this object is achieved by a single- or multi-part insulating part for a plasma torch, in particular a plasma cutting torch, for electrical insulation between at least two electrically conductive components of the plasma torch, characterized in that it consists of an electrically non-conductive and heat-conducting material or at least a part of which consists of an electrically non-conductive and heat-conductive material.
- the expression "electrically non-conductive” should also include that the material of the plasma torch insulating part conducts electricity slightly or negligibly.
- the insulating part may, for example, be a plasma gas guide part, secondary gas guide part or cooling gas guide part.
- this object is achieved according to a second aspect by an arrangement of an electrode and / or a nozzle and / or a nozzle cap and / or a nozzle cap and / or a nozzle cap holder for a plasma torch, in particular a plasma cutting torch, and an insulating part according to one of claims 1 to 12.
- this object is achieved by an arrangement comprising a receptacle for a nozzle cap holder and a nozzle cap holder for a plasma torch, in particular a plasma cutting torch, characterized in that the receptacle as a preferably in direct contact with the Düsenschutzkappenhalterung insulating part according to one of claims 1 to 12 is formed.
- the receptacle and the nozzle cap holder can be connected by a thread.
- this object is achieved by an arrangement of an electrode and a nozzle for a plasma torch, in particular a plasma cutting torch, characterized in that between the electrode and the nozzle designed as a plasma gas guide part insulating part according to one of claims 1 to 12, preferably in direct contact with the same, is arranged.
- this object is achieved according to a further aspect by an arrangement of a nozzle and a nozzle cap for a plasma torch, in particular a plasma cutting torch, characterized in that between the nozzle and the nozzle cap designed as a secondary gas guide member insulating member according to any one of claims 1 to 12, preferably in direct contact with selbigem, is arranged.
- this object is achieved by an arrangement of a nozzle cap and a nozzle cap for a plasma torch, in particular a plasma cutting torch, characterized in that between the nozzle cap and the nozzle cap as an insulating part according to one of claims 1 to 12, preferably in direct contact with the same, is arranged dissolved.
- the present invention provides a plasma torch, in particular plasma cutting torch, comprising at least one insulating part according to one of claims 1 to 12.
- the present invention provides a plasma torch, in particular plasma cutting torch, comprising at least one arrangement according to one of claims 13 to 18 and a method according to claim 24.
- the insulating part can be provided that it consists of at least two parts, wherein one of the parts of an electrically non-conductive and highly heat-conductive material and the other or at least one of the parts of an electrically non-conductive and non-heat conducting material.
- the part of an electrically non-conductive and heat-conductive material has at least one surface acting as a contact surface, which is flush with an immediately adjacent surface of the part of an electrically non-conductive and non-heat conducting material or protrudes beyond this ,
- the insulating part consists of at least two parts, wherein one of the parts of a highly electrically conductive and highly heat-conductive material and the other or at least another of the parts of an electrically non-conductive and heat-conductive material.
- the insulating part consists of at least three parts, wherein one of the parts of a highly electrically conductive and highly heat-conductive material, another of the parts of an electrically non-suffering and heat-conductive material and another of the parts of a electrically non-conductive and heat non-conductive material.
- the electrically non-conductive and heat-conductive material has a thermal conductivity of at least 40 W / (m * K), preferably at least 60 W / (m * K) and more preferably at least 90 W / (m * K), more preferably at least 120 W / (m * K), more preferably at least 150 W / (m * K) and even more preferably at least 180 W / (m * K).
- the electrically non-conductive and heat-conductive material and / or the electrically non-conductive and non-conductive material has a specific electrical resistance of at least 10 6 ⁇ * cm, preferably at least 10 10 ⁇ * cm, and / or a voltage breakdown strength of at least 7 kV / mm, preferably at least 10 kV / mm.
- the electrically non-conductive and heat-conducting material is a ceramic, preferably from the group of nitride ceramics, in particular aluminum nitride, boron nitride and silicon nitride ceramics, carbide ceramics, in particular silicon carbide ceramics, oxide ceramics, in particular alumina, zirconium oxide and beryllium oxide ceramics , and the silicate ceramics, or plastic, for example, plastic film.
- nitride ceramics in particular aluminum nitride, boron nitride and silicon nitride ceramics
- carbide ceramics in particular silicon carbide ceramics
- oxide ceramics in particular alumina, zirconium oxide and beryllium oxide ceramics
- plastic for example, plastic film.
- an electrically non-conductive and heat-conductive material for. As ceramic, and another electrically non-conductive material, for. As plastic, in a material, a so-called compound material to use.
- a so-called compound material can be produced, for example, from powder of both materials by sintering.
- this compound material must be electrically non-conductive and heat good conductive.
- the electrically non-conductive and non-conductive material has a thermal conductivity of at most 1 (W / m * K).
- the parts are positively or non-positively connected by gluing or by a thermal process, for example soldering or welding.
- the insulating part has at least one opening and / or at least one recess and / or at least one groove. This may be the case, for example, when the insulating part is a gas guide part, such as a plasma gas or secondary gas guide part.
- the at least one opening and / or the at least one recess and / or the at least one groove in the electrically non-conductive and heat-conducting material and / or electrically non-conductive and non-heat conducting material and / or electrically well conductive and heat well conductive material is located / located.
- the insulating part is designed to guide a gas, in particular a plasma, secondary or cooling gas.
- the insulating part is in direct contact with the electrode and / or the nozzle and / or the nozzle cap and / or the nozzle protection cap and / or the nozzle protection cap holder.
- the insulating part with the electrode and / or the nozzle and / or the nozzle cap and / or the nozzle cap and / or nozzle protective cap holder positively and / or non-positively, by gluing or by a thermal process, for example, soldering and welding, connected.
- the insulating part or a material which is electrically nonconductive and conducts heat well existing part of the same at least one surface acting as a contact surface, preferably two surfaces, which is in direct contact at least with a surface of a highly electrically conductive component, in particular an electrode, nozzle, nozzle cap, nozzle cap or nozzle cap holder, the plasma torch.
- the insulating part or a part consisting of electrically nonconducting and heat-conducting material has at least two surfaces acting as contact surfaces, at least with a surface of a highly electrically conductive component, in particular an electrode, nozzle, nozzle cap, Nozzle protection cap or nozzle cap holder, the plasma torch and another surface of another electrically good conductive component of the plasma torch is in direct contact.
- the insulating part is a gas guide part, in particular a plasma gas, secondary gas or cooling gas guide part.
- the insulating part has at least one surface which, during operation, has direct contact with a cooling medium, preferably a liquid and / or a gas and / or a liquid-gas mixture.
- a cooling medium preferably a liquid and / or a gas and / or a liquid-gas mixture.
- the laser may be a fiber laser, diode reader and / or diode-pumped laser.
- the invention is based on the surprising finding that by using a material which not only does not conduct electricity electrically but also conducts heat well, a more effective one and cost-effective cooling is possible and smaller and simpler designs of plasma torches are possible and lower temperature differences and thus lower mechanical stresses can be achieved.
- the invention provides cooling, at least in one or more particular embodiments, of components, particularly consumables, of a plasma torch that is more effective and / or less expensive and / or results in lower mechanical stresses and / or enables smaller and / or simpler plasma torch designs to simultaneously provide electrical isolation between components of a plasma torch.
- FIG. 1 shows a liquid-cooled plasma cutting torch 1 according to a particular embodiment of the present invention. It comprises an electrode 2, an insulating part designed as a plasma gas guide part 3 for guiding plasma gas PG and a nozzle 4.
- the electrode 2 consists of an electrode holder 2.1 and an emissive insert 2.2.
- the electrode holder 2.2 consists of a good electrical and heat well conductive material, here of a metal, for example copper, silver, aluminum or an alloy in which at least one of these metals is included.
- the emissive insert 2.2 is made of a material having a high melting temperature (> 2000 ° C).
- the emission insert 2.2 is introduced into the electrode holder 2.1.
- the electrode 2 is shown here as a flat electrode, in which the emission insert 2.2 does not protrude beyond the surface of the front end of the electrode holder 2.1.
- the electrode 2 protrudes into the hollow interior 4.2 of the nozzle 4.
- the nozzle is screwed with a thread 4.20 in a nozzle holder 6 with internal thread 6.20.
- the plasma gas guide part 3 is arranged between the nozzle 4 and the electrode 2.
- Plasma gas guide part 3 are bores, openings, grooves and / or recesses (not shown), through which the plasma gas PG flows.
- the plasma gas PG can be set in rotation. It serves to stabilize the arc or the plasma jet.
- the arc burns between the emissive insert 2.2 and a workpiece (not shown) and is constricted by a nozzle bore 4.1.
- the arc itself already has a high temperature, which is further increased by its constriction. Temperatures of up to 30,000 K are specified. Therefore, the electrode 2 and the nozzle 4 are cooled with a cooling medium.
- a cooling medium a liquid, in the simplest case water, a gas, in the simplest case, air or a mixture thereof, in the simplest case, an air-water mixture, which is referred to as aerosol, are used. Liquid cooling is considered to be the most effective.
- a cooling tube 10 through which the coolant from the coolant flow WV2 through the coolant space 10.10 to the electrode 2 towards the near the emission insert 2.2 and through the space from the outer surface of the cooling tube 10 in the inner surface of the Electrode 2 is formed, is returned to the coolant return WR2.
- the nozzle 4 is cooled indirectly via the nozzle holder 6, to which the coolant is led away again by a coolant space 6.10 (WV1) and via a coolant space 6.11 (WR1).
- the coolant usually flows at a volume flow of 1 to 10 l / min.
- the nozzle 4 and the nozzle holder 6 are made of a metal.
- the formed as a plasma gas guide part 3 insulating part is formed in one piece in this example and consists of an electrically non-conductive and heat-conducting material.
- an electrical insulation between the electrode 2 and the nozzle 4 is achieved. This is necessary for the operation of the plasma cutting torch 1, namely the high-voltage ignition and the operation of a pilot arc burning between the electrode 2 and the nozzle 4.
- heat is conducted between the electrode 2 and the nozzle 4 from the warmer to the colder component through the heat well-conducting designed as a plasma gas guide part 3 insulating member. There is thus an additional heat exchange via the insulating part.
- the plasma gas guide member 3 is in contact with the electrode 2 and the nozzle 4 by contact via contact surfaces.
- a contact surface 2.3 is, for example, a cylindrical outer surface of the electrode 2 and a contact surface 3.5 is a cylindrical inner surface of the plasma gas-conducting part 3.
- a contact surface 3.6 is a cylindrical outer surface of the plasma gas-conducting part 3, and a contact surface 4.3 is a cylindrical inner surface of the nozzle 4.
- a clearance with little play for example, H7 / h6 used according to DIN EN ISO 286 between the cylindrical inner and outer surfaces, on the one hand to nesting and on the other hand a good contact and thus low thermal resistance and thus to realize good heat transfer.
- the heat transfer can be improved by applying thermal paste to these contact surfaces.
- the nozzle 4 and the plasma gas guide part 3 each have a contact surface 4.5 and 3.7, which are annular surfaces here and are in contact with each other by contact. It is a frictional connection between the annular surfaces, which is realized by screwing the nozzle 4 in the nozzle holder 6.
- a ceramic material is used here by way of example.
- Particularly suitable aluminum nitride, which according to DIN 60672 has a very good thermal conductivity (about 180 W / (m * K) and a high electrical resistivity (about 10 12 ⁇ * cm).
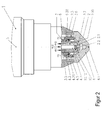
- FIG. 2 a cylindrical plasma cutting torch 1 is shown, in which the electrode 2 is cooled directly with coolant.
- the cooling of the nozzle 4 is carried out by heat conduction via a formed as a plasma gas guide part 3 insulating part to the cooled directly with coolant electrode 2 out.
- a formed as a plasma gas guide part 3 insulating part to the cooled directly with coolant electrode 2 out.
- the electrical insulation between the electrode 2 and the nozzle 4 is achieved. This is necessary for the operation of the plasma cutting torch 1, namely the high-voltage ignition and the operation of the burning between the electrode 2 and the nozzle 4 pilot arc.
- a contact surface 2.3 is, for example, a cylindrical outer surface of the electrode 2 and a contact surface 3.5 is a cylindrical inner surface of the plasma gas-conducting part 3.
- a contact surface 3.6 is a cylindrical outer surface of the plasma gas-conducting part 3, and a contact surface 4.3 is a cylindrical inner surface of the nozzle 4.
- a clearance with little play for example, H7 / h6 according to DIN EN ISO 286 between the cylindrical inner and outer surfaces used to on the one hand the nesting and on the other hand a good contact and thus low heat resistance and thus to realize good heat transfer.
- the heat transfer can be improved by applying thermal paste to these contact surfaces. Then a fit with a larger game, for example H7 / g6 can be used.
- the nozzle 4 and the plasma gas guide part 3 here each have a contact surface 4.5 or 3.7, which are annular surfaces here and are in contact with each other by contact. It is a frictional connection between the annular surfaces, which is realized by screwing the nozzle 4 in the nozzle holder 6.
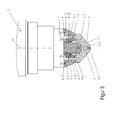
- FIG. 3 For example, a plasma cutting torch 1 is shown in which a nozzle 4 is cooled indirectly via a nozzle holder 6, to which the coolant is led away again through a coolant chamber 6.10 (WV1) and via a coolant chamber 6.11 (WR1).
- WV1 coolant chamber 6.10
- WR1 coolant chamber 6.11
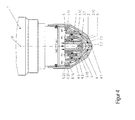
- the Indian FIG. 4 shown plasma cutting torch 1 differs from that in the FIG. 1 shown plasma cutting torch in that the nozzle 4 is cooled directly with a coolant.
- the nozzle 4 is fixed by a nozzle cap 5.
- An internal thread 5.20 of the nozzle cap 5 is screwed to an external thread 6.21 of a nozzle holder 6.
- the outer surface of the nozzle 4 and a part of the nozzle holder 6 and the inner surface of the nozzle cap 5 form a coolant space 4.10, through which the coolant flowing through coolant chambers 6.10 and 6.11 of the nozzle holder 6 (WV1) and back (WR1).
- an insulating member formed as a plasma gas guide member 3 is disposed between the nozzle 4 and an electrode 2. This achieves the same benefits as those associated with FIG. 1 are explained.
- the heat is transferred between the electrode 2 and the nozzle 4 from the warmer to the colder component through the heat well-conductive formed as a plasma gas guide part 3 insulating part.
- the plasma gas guide member 3 is in contact with the electrode 2 and the nozzle 4 by contact. Thus, caused by high temperature differences mechanical stresses in the plasma cutting torch 1 can be reduced.
- the nozzle cap 5 is also formed by the coolant flowing through the coolant space 4.10, which is formed by the outer surface of the nozzle 4 and the inner surface of the nozzle cap 5, cooled.
- the heating of the nozzle cap 5 is mainly due to the radiation of the arc or the plasma jet and the heated workpiece.
- the coolant used here is preferably a liquid, in the simplest case water.
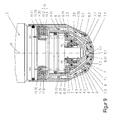
- FIG. 5 shows a plasma cutting torch 1, the plasma cutting torch of FIG. 1 similar, in which, however, in addition to the nozzle 4, a nozzle cap 8 is arranged. Holes 4.1 of the nozzle 4 and 8.1 of the nozzle cap 8 lie on a center line M. The inner surfaces of the nozzle cap 8 and a nozzle cap holder 9 form with the outer surfaces of the nozzle 4 and the nozzle holder 6 spaces 8.10 and 9.10 through which a secondary gas SG flows. This secondary gas exits the bore of the nozzle cap 8.1 and envelops the plasma jet (not shown) and provides a defined atmosphere around it. In addition, the secondary gas SG protects the nozzle 4 and the nozzle guard 8 from arcs that may form between them and the workpiece.
- the nozzle protection cap 8 must be cooled in addition to the electrode 2 and 4 nozzle.
- the heating of the nozzle cap 8 is effected in particular by the radiation of the arc or the plasma jet and the heated workpiece.
- the nozzle protection cap 8 is thermally heavily loaded and heated by highly hot glowing material and must be cooled. Therefore, heat and highly electrically conductive materials, usually metals, such as silver, copper, aluminum, tin, zinc, iron, alloyed steel or a metallic alloy (eg brass), in which these metals individually or at least 50% in total are used.
- the secondary gas SG first flows through the plasma cutting torch 1 before passing through a first space 9,10 formed by the inner surfaces of the nozzle guard holder 9 and the nozzle guard 8 and the outer surfaces of the nozzle holder 6 and the nozzle 4.
- the first space 9:10 is also bounded by an insulating part formed as a secondary gas guiding part 7, which is located between the nozzle 4 and the nozzle protecting cap 8.
- the secondary gas guide part 7 may be formed in several parts.
- the secondary gas guide part 7 In the secondary gas guide part 7 are holes 7.1. But it may also be openings, grooves or recesses through which the secondary gas SG flows.
- the secondary gas By a corresponding arrangement of the bores 7.1, for example arranged radially with a radial offset and / or an inclination to the center line M, the secondary gas can be set in rotation. This serves to stabilize the arc or the plasma jet.
- the secondary gas After passing through the secondary gas guide member 7, the secondary gas flows into an inner space 8.10, which is formed by the inner surface of the nozzle cap 8 and the outer surface of the nozzle 4, and then emerges from the bore 8.1 of the nozzle cap 8.
- the secondary gas strikes it and can influence it.
- the nozzle cap 8 is usually cooled only by the secondary gas SG.
- the gas cooling has the disadvantage that it is not effective and the required gas flow rate is very high in order to achieve acceptable cooling or heat dissipation.
- Gas volume flows of 5,000 to 11,000 l / h are often necessary here.
- the volume flow of the secondary gas must be selected so that the best cutting results are achieved. Too large volume flows, which are necessary for the cooling but often worsen the cutting result.
- Fig. 6 shows the structure of a plasma cutting torch 1 as in Fig. 4 in which, however, a nozzle protection cap 8 is additionally arranged outside the nozzle cap 5.
- Holes 4.1 of the nozzle 4 and 8.1 of the nozzle cap 8 lie on a center line M.
- the inner surfaces of the nozzle cap 8 and the nozzle protection cap holder 9 form with the outer surfaces of the nozzle cap 5 and the nozzle 4 spaces 8.10 and 9.10, through which a secondary gas SG can flow.
- the secondary gas exits from the bore 8.1 of the nozzle cap 8, surrounds the plasma jet (not shown) and provides for a defined atmosphere around selbigen.
- the secondary gas SG protects the nozzle 4, nozzle cap 5 and the nozzle cap 8 from arcs that may form between them and a workpiece (not shown). These are referred to as double arcs and can damage the nozzle 4, the nozzle cap 5 and the nozzle cap 8 lead.
- the nozzle 4, the nozzle cap 5 and the nozzle cap 8 are heavily loaded by hot high-spraying material.
- the secondary gas SG whose volume flow during piercing can be increased in relation to the value during cutting, keeps the highly spraying material away from the nozzle 4, the nozzle cap 5 and the nozzle protection cap 8, thus protecting against damage.
- the heating of the nozzle cap 8 is effected in particular by the radiation of the arc or the plasma jet and the heated workpiece. Especially when piercing the workpiece, the nozzle protection cap 8 is thermally heavily loaded and heated by highly hot glowing material and must be cooled. Therefore, for good heat and good electrical conductivity materials, usually metals, for example copper, aluminum, tin, zinc, iron or alloys, in which at least one of these metals is included, used.
- the secondary gas SG first flows through the plasma torch 1 before passing through a space 9.10 formed by the inner surfaces of the nozzle guard holder 9 and the nozzle guard 8 and the outer surfaces of a nozzle holder 6 and the nozzle cap 5.
- the space 9.10 is also bounded by an insulating part formed as a secondary gas guiding part 7 for the secondary gas SG, which is located between the nozzle cap 5 and the nozzle protecting cap 8.
- the secondary gas guide part 7 In the secondary gas guide part 7 are holes 7.1. But it may also be openings, grooves or recesses through which the secondary gas SG flows. By a corresponding arrangement of these, for example, a radial offset having and / or radially inclined with an inclination to the center line M holes 7.1, the secondary gas SG can be set in rotation. This serves to stabilize the arc or the plasma jet.
- the secondary gas SG After passing through the secondary gas guide member 7, the secondary gas SG flows into the space (inner space) 8.10 formed by the inner surface of the nozzle guard 8 and the outer surface of the nozzle cap 5 and the nozzle 4, and then exits from the bore 8.1 of the nozzle guard 8.
- the secondary gas SG strikes it and can influence it.
- the nozzle cap 8 is usually cooled only by the secondary gas SG.
- the gas cooling has the disadvantage that it is not effective and the required gas flow rate is very high in order to achieve acceptable cooling or heat dissipation.
- Gas volume flows of 5,000 to 11,000 l / h are often necessary here.
- the volume flow of the secondary gas must be selected so that the best cutting results are achieved. Too large volume flows, which are necessary for the cooling but often worsen the cutting result.
- the high gas consumption caused by large volume flows is uneconomical. This is especially true when gases other than air, such as argon, nitrogen, hydrogen, oxygen or helium are used.
- the electrical insulation between the nozzle cap 8 and the nozzle cap 5 and thus the nozzle 4 is achieved.
- the electrical insulation in combination with the secondary gas SG protects the nozzle 4, the nozzle cap 5 and the nozzle cap 8 from arcs that may form between them and a workpiece (not shown). These are called double-sided bends and may damage the nozzle, nozzle cap, and nozzle cap.
- Fig. 7 shows a plasma cutting torch 1, for which the embodiment according to the Fig. 6 statements made.
- the Düsenschutzkappenhalterung 9 is screwed with its internal thread 9.20 on the external thread 11.20 of the receptacle 11, which is designed as an insulating part.
- the receptacle 11 consists of an electrically non-conductive and heat-conducting material.
- the receptacle 11 has coolant passages 11.10 and 11.11 for the coolant forward (WV1) and coolant return return (WR1), which are designed here as bores. Through this, the coolant flows and thus cools the receptacle 11. Thus, the cooling of the nozzle protection cap holder 9 is further improved.
- the heat is transferred from the nozzle protection cap 8 via its contact surface 8.3 designed as a circular ring surface onto a contact surface 9.1 likewise designed as an annular surface on the nozzle protection cap holder 9.
- the contact surfaces 8.3 and 9.1 touch in this example non-positively, wherein the nozzle cap 8 is screwed by means of nozzle protection cap holder 9 with the internal thread 9.20 on the external thread 11.20 of the receptacle 11.
- the receptacle 11 is made of ceramic.
- Particularly suitable aluminum nitride which has a very good thermal conductivity (about 180 W / (m * K)) and a high electrical resistivity (about 10 12 ⁇ * cm).
- Coolant is simultaneously guided through coolant chambers 6.10 and 6.11 of the nozzle holder 6 to the nozzle 4 and nozzle cap 5 and cools them.
- Fig. 8 shows an embodiment of a plasma torch 1, that of the Fig. 7 similar.
- the recording 11 designed as a nozzle cover holder 9 insulating part.
- the receptacle 11 consists in this example of two parts, wherein an outer part 11.1 of an electrically non-conductive and highly heat-conductive material and an inner part 11.2 consists of a good electrical conductivity and heat well conductive material.
- the Düsenschutzkappenhalterung 9 is screwed with its internal thread 9.20 on the external thread 11.20 of the part 11.1 of the receptacle 11.
- the electrically non-conductive and heat-conductive material is made of ceramic, for example aluminum nitride, which has a very good thermal conductivity (about 180 W / (m * K)) and a high electrical resistivity about 10 12 ⁇ * cm.
- the highly electrically conductive and highly conductive material is here a metal, for example copper, aluminum, tin, zinc, alloy steel or alloys (for example, brass), in which at least one of these metals is included.
- the electrically highly conductive and highly heat-conducting material has a thermal conductivity of at least 40 W / (m * K) ⁇ and a specific electrical resistance of at most 0.01 ⁇ * cm.
- the electrically highly conductive and heat-conductive material has a thermal conductivity of at least 60 W / (m * K), better at least 90 W / (m * K) and preferably 120 W / (m * K) , More preferably, the good electrical conductivity and high thermal conductivity material has a thermal conductivity of at least 150 W / (m * K), more preferably at least 200 W / (m * K), and preferably at least 300 W / (m * K).
- the material which conducts electricity well and conducts heat well a metal such as, for example, silver, copper, aluminum, tin, zinc, iron, alloyed steel or a metallic alloy (eg brass) in which these metals are contained individually or in total at least 50%.
- a metal such as, for example, silver, copper, aluminum, tin, zinc, iron, alloyed steel or a metallic alloy (eg brass) in which these metals are contained individually or in total at least 50%.
- the use of two different materials has the advantage that for the more complex part, in which different shapes are needed, for example, different holes, recesses, grooves, openings, etc., the material can be used, which can be processed easier and cheaper. In this embodiment, this is a metal that can be machined more easily than ceramics. Both parts (11.1 and 11.2) are frictionally connected to each other by touching each other touching, whereby a good heat transfer between the cylindrical contact surfaces 11.5 and 11.6 of the two parts 11.1 and 11.2 is achieved.
- the part 11.2 of the receptacle 11 has coolant passages 11.10 and 11.11 for the coolant supply (WV1) and coolant return (WR1), which are designed here as bores. Through this, the coolant flows and cools.
- the present invention also relates to an insulating part for a plasma torch, in particular a plasma cutting torch, for electrical insulation between at least two electrically conductive components of the plasma torch, wherein it consists of at least two parts, wherein one of the parts of an electrically non-conductive and heat well conductive material and the other or another of the parts of a good electrical conductivity and heat well conductive material.
- FIG. 9 shows a further embodiment of a plasma cutting torch 1 according to the present invention, which in principle in the FIG. 8 similar embodiment shown. This also applies to those for the embodiments according to the FIGS. 6 . 7 and 8th made statements.
- the insulating member 11 designed as a receptacle 11 for the nozzle protection cap holder 9.
- the receptacle 11 consists of two parts, in which case the outer part 11.1 in contrast to in FIG. 8 shown Embodiment of a highly electrically conductive and highly heat-conductive material (for example, metal) and the inner part 11.2 of an electrically non-conductive and heat-conductive material (for example, ceramic) consists.
- the Düsenschutzkappenhalterung 9 with its internal thread 9.20 is screwed to the external thread 11.20 of the part 11.1 of the receptacle 11.
- the advantage is that the external thread can be introduced into the metallic material used for the part 11.1 and not the more difficult to process ceramic.
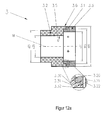
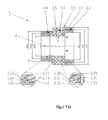
- FIGS. 10 to 13 show (further) different embodiments of an insulating part designed as a plasma gas guide part 3 for the plasma gas PG, which in a plasma torch 1, as shown in the FIGS. 1 to 9 is shown, can be used, wherein the respective figure with the letter “a” shows a longitudinal section and the respective figure with the letter “b” shows a partially sectioned side view.
- plasma gas guide part 3 is made of an electrically non-conductive and heat well conductive material, here for example made of ceramic.
- Particularly suitable aluminum nitride which has a very good thermal conductivity (about 180 W / (m * K)) and a high electrical resistivity (about 10 12 ⁇ * cm).
- the plasma gas guide part 3 there are radially arranged bores 3.1, which can be radially offset and / or radially inclined to the center line M, for example, and allow a plasma gas PG to rotate in the plasma cutting torch.
- the plasma gas guide member 3 in the Plasma cutting torch 1 is its contact surface 3.6 (here, for example, cylindrical outer surface) with the contact surface 4.3 (here, for example, cylindrical inner surface) of the nozzle 4, their contact surface 3.5 (here, for example, cylindrical inner surface) with the contact surface 2.3 (here cylindrical, for example Outside surface) of the electrode 2 and its contact surface 3.7 (here, for example, annular surface) with the contact surface 4.5 (here, for example, annular surface) of the nozzle 4 by contact in contact ( FIGS. 1 to 9 ).
- the contact surface 3.6 are grooves 3.8. These direct the plasma gas PG to the holes 3.1 before it is passed through them into an interior 4.2 of the nozzle 4, in which the electrode 2 is arranged.
- FIGS. 11a and 11b show a plasma gas guide part 3, which consists of two parts.
- a first part 3.2 consists of an electrically non-conductive and highly heat-conductive material, while a second part 3.3 consists of a good electrical conductivity and heat well conductive material.
- ceramic again as an example aluminum nitride, which has a very good thermal conductivity (about 180 W / (m * K)) and a high electrical resistivity (10 12 ⁇ * cm) is used here for the part 3.2 of the plasma gas-conducting part 3 .
- a metal such as silver, copper, aluminum, tin, zinc, iron, alloy steel or a metallic alloy (eg brass), in which these metals individually or in total at least 50% are used.
- the thermal conductivity of the plasma gas-conducting part 3 becomes greater than if it consisted only of electrically non-conductive and heat-conducting material, such as, for example, aluminum nitride.
- electrically non-conductive and heat-conducting material such as, for example, aluminum nitride.
- copper has a higher thermal conductivity (up to about 390 W / (m * K)) than aluminum nitride (about 180 W / (m * K)), which is currently considered one of the best heat sources conductive and at the same time not electrically well conductive material applies.
- the parts 3.2 and 3.3 are connected by pushing over the contact surfaces 3.21 and 3.31.
- the parts 3.2 and 3.3 can also be non-positively connected by the juxtaposed, facing and touching contact surfaces 3.20 with 3.30, 3.21 with 3.31 and 3.22 to 3.32.
- the contact surfaces 3.20, 3.21 and 3.22 are contact surfaces of the part 3.2 and the contact surfaces 3.30, 3.31 and 3.32 are contact surfaces of the part 3.3.
- the cylindrically shaped contact surfaces 3.31 (cylindrical outer surface of the part 3.3) and 3.21 (cylindrical inner surface of the part 3.2) form a non-positive connection by intermeshing.
- an interference fit DIN EN ISO 286 for example H7 / n6, H7 / m6) is used between the cylindrical inner and outer surfaces.
- FIGS. 12a and 12b show a plasma gas guide part 3, which consists of two parts, wherein a first part 3.2 made of an electrically non-conductive and heat-conductive material, while a second part 3.3 consists of an electrically non-conductive and non-heat conducting material.
- ceramic is used as an example, again as an example aluminum nitride, which has a very good thermal conductivity (about 180 W / (m * K)) and a high electrical resistivity (about 10 12 ⁇ * cm) , used.
- a plastic for example PEEK, PTFE (polytetrafluoroethene), torlon, polyamide-imide (PAI), polyimide (PI), which has a high temperature resistance (at least 200 ° C.) and a high specific electrical resistance can be used for the part 3.3 of the plasma gas-conducting part 3 (at least 10 6 , better at least 10 10 ⁇ * cm) can be used.
- the parts 3.2 and 3.3 are connected by pushing together the contact surfaces 3.21 and 3.31. They can also be frictionally connected by 3.30, 3.21 to 3.31 and 3.22 to 3.32 through the pressed, opposite and touching contact surfaces 3.20.
- the cylindrically shaped contact surfaces 3.31 (cylindrical outer surface of the part 3.3) and 3.21 (cylindrical inner surface of the part 3.2) then form the frictional connection by intermeshing.
- an interference fit DIN EN ISO 286 for example H7 / n6, H7 / m6 is used between the cylindrical inner and outer surfaces. It is also possible to connect both parts (3.2 and 3.3) by positive engagement and / or by gluing together.
- FIGS. 13a and 13b show a plasma gas guide member 3 as shown in FIG. 12 except that another part 3.4 made of a material having the same characteristics as part 3.3 belongs to the plasma gas guide part 3.
- the parts 3.2 and 3.4 can be connected to each other as well as the parts 3.2 and 3.3, wherein the contact surfaces 3.23 are connected to 3.43, 3.24 to 3.44 and 3.25 to 3.25.
- the mechanical processing of the ceramic material is usually more difficult than that of a plastic, the processing costs are reduced and are also a variety of shapes, such as recesses, holes, etc. easier to produce when they are introduced into the plastic.
- FIGS. 14a to 14b show a further embodiment of a plasma gas guide part 3.
- Die Figures 14c and 14d show a part 3.3 of the plasma gas guide part 3.
- the show FIGS. 14a and 14c a longitudinal section and the Figures 14b and 14d a partially sectioned side view.
- a part 3.2 consists of an electrically non-conductive and highly heat-conductive material, while a part 3.3 consists of an electrically non-conductive and non-heat conducting material.
- part 3.3 of the plasma gas guide part 3 are radially arranged openings, here bores 3.1, which may be radially offset and / or radially inclined to the center line M and through which a plasma gas PG flows when the plasma gas guide member 3 is installed in the plasma cutting torch 1 (see FIGS. 1 to 9 ).
- the part 3.3 has more radially arranged holes 3.9, which are larger than the holes 3.1.
- contact surfaces are 3.61 (outer surfaces) of the parts 3.2 (round pins) with a contact surface 4.3 (here a cylindrical inner surface) of the nozzle 4 and contact surfaces 3.51 (inner surface) of the parts 3.2 (round pins) with the contact surface 2.3 (here a cylindrical outer surface) the electrode 2 by contact in contact.
- the parts 3.2 have a diameter d3 and a length 13 which is at least as large as half the difference between the diameters d10 and d20 of the part 3.3. It is even better if the length 13 is slightly larger in order to obtain a secure contact between the contact surfaces of the round pins 3.2 and the nozzle 4 and the electrode 2. It is also advantageous if the surface of the contact surfaces 3.61 and 3.51 are not flat, but the cylindrical outer surface (contact surface 2.3) of the electrode 2 and the cylindrical inner surface (contact surface 4.3) of the nozzle 4 are adapted so that a positive connection is formed.
- grooves 3.8 In the contact surface 3.6 are grooves 3.8. These direct the plasma gas PG to the holes 3.1 before it is passed through them into the interior 4.2 of the nozzle 4, in which the electrode 2 is arranged.
- the adaptation of the thermal resistance is advantageous. For example, the manufacturing costs are reduced if fewer holes are introduced and less round pins must be used.
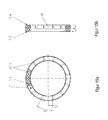
- FIGS. 15 to 17 show (further) different embodiments of a formed as a secondary gas guide member 7 for a secondary gas SG insulating part in a plasma cutting torch 1, as in the FIGS. 6 to 9 is shown, can be used, wherein the respective figure with the letter "a” is a partially sectioned plan view and the respective figure with the letter "b” shows a sectional side view.
- FIGS. 15a and 15b show a secondary gas guide part 7 for a secondary gas SG, as in a plasma cutting torch according to the FIGS. 6 to 9 can be used.
- secondary gas guide member 7 consists of an electrically non-conductive and heat well conductive material, here, for example, ceramic.
- ceramic particularly suitable here is aluminum nitride, which has a very good thermal conductivity (about 180 W / (m * K)) and a high electrical resistivity (about 10 12 ⁇ * cm). Due to the low thermal resistance or the high thermal conductivity high temperature differences can be avoided and thereby caused mechanical stresses in the plasma cutting torch can be reduced.
- the secondary gas guide member 7 In the secondary gas guide member 7 are radially arranged holes 7.1, which can also radially or radially offset and / or radially inclined to the center line M and through which the secondary gas SG can flow or flows when the secondary gas guide member 7 is installed in the plasma cutting burner 1.
- 12 bores are offset radially by a dimension a11 and distributed equidistantly around the circumference, the angle enclosed by the centers of the bores being denoted by ⁇ 11. But it may also be openings, grooves or recesses through which the secondary gas SG flows when the secondary gas guide member 7 is installed in the plasma cutting burner 1.
- the secondary gas guide part 7 has two annular contact surfaces 7.4 and 7.5.
- the electrical insulation between the nozzle cap 8 and the nozzle cap 5 and thus the nozzle 4 of the in the FIGS. 6 to 9 achieved plasma cutting torch 1 achieved.
- the electrical insulation in combination with the secondary gas protects the nozzle 4, the nozzle cap 5 and the nozzle cap 8 from arcs that may form between them and the workpiece (not shown). These are referred to as double arcs and can damage the nozzle 4, the nozzle cap 5 and the nozzle cap 8 lead.
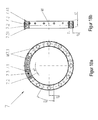
- FIGS. 16a and 16b also show a secondary gas guide part 7 for a secondary gas SG, which consists of two parts.
- a first part 7.2 consists of an electrically non-conductive and highly heat-conductive material, while a second part 7.3 consists of a good electrical conductivity and heat well conductive material.
- ceramic as an example is again aluminum nitride, which has a very good thermal conductivity (about 180 W / (m * K)) and a high electrical resistivity (about 10 12 ⁇ * cm), used.
- a metal such as silver, copper, aluminum, tin, zinc, iron, alloyed steel or a metallic alloy (eg brass), in which these metals individually or in total at least 50% are used.
- the thermal conductivity of the secondary gas guide part 7 becomes greater than if this consisted only of electrically non-conductive and heat-conducting material, such as aluminum nitride.
- electrically non-conductive and heat-conducting material such as aluminum nitride.
- copper has a higher thermal conductivity (up to about 390 W / (m * K)) than aluminum nitride (about 180 W / (m * K)), which is currently one of the best heat-conducting and non-electric ones good conductive materials applies. This leads through the better conductivity to an even better heat exchange between the nozzle cap 8 and the nozzle cap 5 of the plasma cutting burner 1 of FIGS. 6 to 9 ,
- the parts are 7.2 and 7.3 connected by pushing the contact surfaces 7.21 and 7.31.
- Parts 7.2 and 7.3 can also be frictionally connected to 7.30, 7.21 to 7.31 and 7.22 to 7.32 through the contact surfaces 7.20, which are pressed against one another and located opposite each other.
- the contact surfaces 7.20, 7.21 and 7.22 are contact surfaces of the part 7.2 and the contact surfaces 7.30, 7.31 and 7.32 are contact surfaces of the part 7.3.
- the cylindrically shaped contact surfaces 7.31 (cylindrical outer surface of the part 7.3) and 7.21 (cylindrical inner surface of the part 7.2) form by intermeshing a non-positive connection.
- an interference fit DIN EN ISO 286 (for example H7 / n6, H / m6) is used between the cylindrical inner and outer surfaces.
- twelve holes 7.1 are introduced in part 7.3 of metal, which have a radial offset a11 and distributed at an angle ⁇ 11 equidistant on the circumference of the gas guide.
- shapes such as grooves, recesses, holes, etc. easier to produce when they are introduced into the metal.
- FIGS. 17a and 17b also show a secondary gas guide part 7 for a secondary gas SG, which consists of two parts.
- a first part 7.2 consists of a good electrical conductivity and good thermal conductivity material and a second part 7.3 of an electrically non-conductive and heat-conductive material.
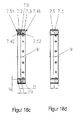
- a secondary gas guide member 7 for a secondary gas SG which in a plasma cutting torch according to the Fig. 6 to 9 can be used shown.
- Fig. 18a shows a plan view and the Fig. 18b and 18c cut side views of different embodiments thereof.
- Fig. 18d shows a non-electrically conductive and heat non-conductive material existing part 7.3 of the secondary gas guide part 7th
- part 7.3 of the secondary gas guide part 7 are radially arranged holes 7.1, which can also be offset radially or radially and / or radially inclined to the center line M and through which the secondary gas SG can flow when the secondary gas guide member 7 is installed in the plasma cutting burner 1.
- twelve bores are offset radially by a dimension a11 and distributed equidistantly around the circumference, the angle enclosed by the centers of the bores being designated ⁇ 11 (here for example 30 °). But it may also be openings, grooves or recesses through which the secondary gas SG flows when the secondary gas guide member 7 in the plasma cutting torch 1 (see, for example Fig. 6 to 9 ) is installed.
- Fig. 18d shows that in this example, the part 7.3 has twelve more axially arranged holes 7.9, which are larger than the holes or openings 7.1.
- Figs. 18a and 18b are in these holes 7.9 twelve parts 7.2, which are exemplified here as round pins introduced.
- the round pins 7.2 consist of an electrically non-conductive and heat well conductive material, while the part 7.3 consists of an electrically non-conductive and heat non-conductive material.
- the parts 7.2 have a diameter d7 and a length 17 which is at least as large as the width b of the part 7.3. It is even better if the length 17 is slightly larger in order to obtain a secure contact between the contact surfaces of the round pins 7.2 and the nozzle cap 5 and the nozzle cap 8.
- the Fig. 18c shows another embodiment of the secondary gas guide member 7 for secondary gas.
- the part 7.3 consists of an electrically non-conductive and heat non-conductive material
- the round pins 7.2 consist of an electrically non-conductive and heat well conductive material
- the round pins 7.6 consist of a good electrical conductivity and heat well conductive material.
- the parts 7.2 have a diameter d7 and a length 171.
- the parts 7.6 have in this example the same diameter and a length 172, wherein the sum of the lengths 171 and 172 is at least as large as the width b of the part 7.3. It is even better if the sum of the lengths is slightly larger, for example greater than 0.1 mm to obtain a secure contact between the contact surfaces 7.51 of the round pins 7.2 and the nozzle cap 5 and the contact surfaces 7.41 of the round pins 7.6 and the nozzle cap 8.
- the present invention thus also relates in generalized form to an insulating part for a plasma torch, in particular a plasma cutting torch, for electrical insulation between at least two electrically conductive components of the plasma torch, the insulating part consisting of at least three parts, one of the parts made of an electrically non-conductive and heat-conductive material, another of the parts of an electrically non-conductive and non-heat conductive material and the other or another of the parts consists of a good electrical conductivity and heat well conductive material.
- the in the 15 to 18 shown secondary gas guide parts 7 can also in a plasma cutting torch 1 according to Fig. 5 be used. There, the electrical insulation between the nozzle cap 8 and the nozzle 4 is realized by the use of this secondary gas guide part 7.
- the electrical insulation in combination with the secondary gas SG protects the nozzle 4 and the nozzle protection cap 8 from arcs that can form between them and a workpiece. These are referred to as double arcs and can lead to damage of the nozzle 4 and the nozzle cap 8.
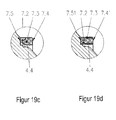
- Fig. 19a to 19d show sectional views of arrangements of a nozzle 4 and a secondary gas guide member 7 for a secondary gas SG according to particular embodiments of the invention in the 15 to 18 ,
- Fig. 5 and to the 15 to 18 are the comments on Fig. 5 and to the 15 to 18 .
- Fig. 19a an arrangement with a secondary gas guide part 7 according to Figs. 15a and 15b .
- Fig. 19b an arrangement with a secondary gas guide part according to the Fig. 16a and 16b .
- Fig. 19c an arrangement with a secondary gas guide part according to the Fig. 17a and 17b and Fig. 19d an arrangement with a secondary gas guide part according to Fig. 18a and Fig. 18b ,
- the secondary gas guide member 7 may be connected to the nozzle 4 in the simplest case by superimposing. But they can also be positively and non-positively connected or by gluing. When using metal / metal and / or metal / ceramic at the junction and soldering is possible as a connection.
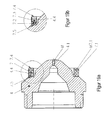
- Fig. 20a to 20d show sectional views of arrangements of a nozzle cap 5 and a secondary gas guide member 7 for a secondary gas SG according to the 15 to 18 according to particular embodiments of the invention.
- Fig. 6 to 9 and to the 15 to 18 are the comments on the Fig. 6 to 9 and to the 15 to 18 .
- Fig. 20a an arrangement with a secondary gas guide part according to the Figs. 15a and 15b ;
- Fig. 20b an arrangement with a secondary gas guide part according to the Fig. 16a and 16b ;
- Fig. 20c an arrangement with a secondary gas guide part according to Fig. 17a and 17b and
- Fig. 20d an arrangement with a secondary gas guide part according to the Fig. 18a to 18d ,
- the secondary gas guide member 7 may be connected to the nozzle cap 5 in the simplest case by superimposing. But they can also be positively and non-positively connected or gluing. When using metal / metal and / or metal / ceramic at the junction and soldering is possible as a connection.
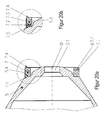
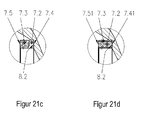
- Fig. 21a to 21d show sectional views of arrangements of a nozzle cap 8 and a secondary gas guide member 7 for a secondary gas SG according to the 15 to 18 ,
- Fig. 5 to 9 and to the 15 to 18 are the comments on the Fig. 5 to 9 and to the 15 to 18 .
- Fig. 21a an arrangement with a secondary gas guide part according to the Figs. 15a and 15b
- Fig. 21b an arrangement with a secondary gas guide part according to the Fig. 16a and 16b
- Fig. 21c an arrangement with a secondary gas guide part according to the Fig. 17a and 17b
- Fig. 21d an arrangement with a secondary gas guide part according to the Fig. 18a to 18d
- the secondary gas guide member 7 may be connected to the nozzle protection cap 8 in the simplest case by superimposing. she but can also be positively and non-positively connected or gluing. When using metal / metal and / or metal / ceramic at the junction and soldering is possible as a connection.
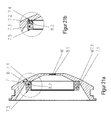
- Figs. 22a and 22b show arrangements of an electrode 2 and a plasma gas guide part 3 for a plasma gas PG according to the Fig. 11 to 13 according to particular embodiments of the invention.
- FIG. 22a an arrangement with a plasma gas guide part according to Fig. 11a and Fig. 11b as well as the Fig. 22b an arrangement with a plasma gas guide part according to Fig. 13a and Fig. 13b ,
- a contact surface 2.3 for example, a cylindrical outer surface of the electrode 2 and a contact surface 3.5 a cylindrical inner surface of the plasma gas guide part 3.
- a clearance with little play for example H7 / h6 according to DIN EN ISO 286 between the cylindrical inner and Used on the one hand to nesting and on the other hand a good contact and thus low thermal resistance and thus good heat transfer.
- the heat transfer can be improved by applying thermal paste to these contact surfaces. Then a fit with a larger game, for example H7 / g6 can be used.
- the Fig. 23 shows an arrangement of an electrode 2 and a plasma gas guide part 3 for a plasma gas PG according to a particular embodiment of the present invention.
- contact surfaces are 3.51 of the round pins 3.2 of the plasma gas guide part 3 with a contact surface 2.3 (here, for example, cylindrical outer surface) of the electrode 2 by contact in contact (see also Fig. 1 to 9 ).
- the parts 3.2 have a diameter d3 and a length 13 which is at least equal to half the difference between the diameters d10 and d20 of the part 3.3. It is even better if the length 13 is slightly larger in order to obtain a secure contact between the contact surfaces of the round pins 3.2 and the nozzle 4 and the electrode 2. It is advantageous, furthermore, if the surface of the contact surfaces 3.61 and 3.51 not just, but the cylindrical outer surface (contact surface 2.3) of the electrode 2 and the cylindrical inner surface (contact surface 4.3) of the nozzle are adapted so that a positive connection is formed.
- wearing parts and the insulating part or the gas guide part are enumerated by way of example only. Of course, other combinations, such as nozzle and gas guide part possible.
- cooling liquid or the like When reference has been made in the foregoing description to cooling liquid or the like, it is intended to mean a cooling medium in general terms.
- Electrode good conducting should mean that the specific electrical resistance is not more than 0.01 ⁇ * cm.
- Electrode non-conductive shall mean that the specific resistance is at least 10 6 ⁇ * cm, better at least 10 10 ⁇ * cm and / or that the voltage breakdown strength is at least 7 kV / mm, better at least 10 kV / mm.
- Heat well conductive should mean that the thermal conductivity is at least 40 W / (m * K), better at least 60 W / (m * K), even better at least 90 W / (m * K).
- Heat well conductive should mean that the thermal conductivity is at least 120 W / (m * K), better at least 150 W / (m * K), even better at least 180 W / (m * K).
- thermal conductivity is at least 200 W / (m * K), better at least 300 W / (m * K).
Landscapes
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Plasma & Fusion (AREA)
- Spectroscopy & Molecular Physics (AREA)
- Plasma Technology (AREA)
- Arc Welding In General (AREA)
Abstract
Description
- Die vorliegende Erfindung betrifft ein ein- oder mehrteiliges Isolierteil für einen Plasmabrenner, insbesondere einen Plasmaschneidbrenner, zur elektrischen Isolation zwischen mindestens zwei elektrisch leitfähigen Bauteilen des Plasmabrenners, Anordnungen und Plasmabrenner mit einem derartigen Isolierteil, Plasmabrenner mit einer derartigen Anordnung sowie Verfahren zum Bearbeiten eines Werkstücks mit einem thermischen Plasma, zum Plasmaschneiden und zum Plasmaschweißen.
- Plasmabrenner werden ganz allgemein zur thermischen Bearbeitung elektrisch leitfähiger Materialien, wie Stahl und Nichteisenmetalle, eingesetzt. Dabei werden Plasmaschweißbrenner zum Schweißen und Plasmaschneidbrenner zum Schneiden elektrisch leitfähiger Materialien, wie Stahl und Nichteisenmetalle, eingesetzt. Plasmabrenner bestehen üblicherweise aus einem Brennerkörper, einer Elektrode, einer Düse und einer Halterung dafür. Moderne Plasmabrenner verfügen zusätzlich über eine über der Düse angebrachte Düsenschutzkappe. Oft wird eine Düse mittels einer Düsenkappe fixiert.
- Die durch den Betrieb des Plasmabrenners infolge der durch den Lichtbogen verursachten hohen thermischen Belastung verschleißenden Bauteile sind je nach Plasmabrennertyp insbesondere die Elektrode, die Düse, die Düsenkappe, die Düsenschutzkappe, die Düsenschutzkappenhalterung und die Plasmagasführungs- und Sekundärgasführungsteile. Diese Bauteile können durch einen Bediener leicht gewechselt werden und somit als Verschleißteile bezeichnet werden.
- Die Plasmabrenner sind über Leitungen an eine Stromquelle und eine Gasversorgung angeschlossen, die den Plasmabrenner versorgen. Weiterhin kann der Plasmabrenner an einer Kühleinrichtung für ein Kühlmedium, wie zum Beispiel eine Kühlflüssigkeit, angeschlossen sein.
- Bei Plasmaschneidbrennern treten besonders hohe thermische Belastungen auf. Das hat seine Ursache in der starken Einschnürung des Plasmastrahls durch die Düsenbohrung. Hier werden im Vergleich zum Plasmaschweißen auf den Schneidstrom bezogen kleine Bohrungen verwendet, damit hohe Stromdichten von 50 bis 150 A/mm2 in der Düsenbohrung, hohe Energiedichten von ca. 2x106 W/cm2 und hohe Temperaturen von bis zu 30.000 K erzeugt werden. Weiterhin werden im Plasmaschneidbrenner höhere Gasdrücke, in der Regel bis zu 12 bar, verwendet. Die Kombination aus hoher Temperatur und großer kinetischer Energie des durch die Düsenbohrung strömenden Plasmagases führen zum Aufschmelzen des Werkstücks und zum Austreiben der Schmelze. Es entsteht eine Schnittfuge und das Werkstück wird getrennt. Beim Plasmaschneiden werden oft auch oxidierende Gase eingesetzt, um unlegierte Stähle zu schneiden. Dies führt auch zusätzlich zu einer hohen thermischen Belastung der Verschleißteile und des Plasmaschneidbrenners.
- Auf die Plasmaschneidbrenner wird nachfolgend besonders eingegangen.
- Zwischen der Elektrode und der Düse strömt ein Plasmagas. Das Plasmagas wird durch ein Gasführungsteil, das auch mehrteilig sein kann, geführt. Dadurch kann das Plasmagas gezielt gerichtet werden. Oftmals ist es durch einen radialen und/oder axialen Versatz der Öffnungen in dem Plasmagasführungsteil in Rotation um die Elektrode versetzt. Das Plasmagasführungsteil besteht aus elektrisch isolierendem Material, da die Elektrode und die Düse voneinander elektrisch isoliert sein müssen. Dies ist notwendig, da die Elektrode und die Düse unterschiedliche elektrische Potentiale während des Betriebs des Plasmaschneidbrenners haben. Zum Betreiben des Plasmaschneidbrenners wird ein Lichtbogen zwischen der Elektrode und der Düse und/oder dem Werkstück erzeugt, der das Plasmagas ionisiert. Zum Zünden des Lichtbogens kann eine Hochspannung zwischen der Elektrode und Düse angelegt werden, die für eine Vorionisation der Strecke zwischen der Elektrode und Düse und somit für die Ausbildung eines Lichtbogens sorgt. Der zwischen Elektrode und Düse brennende Lichtbogen wird auch als Pilotlichtbogen bezeichnet.
- Der Pilotlichtbogen tritt durch die Düsenbohrung aus und trifft auf das Werkstück und ionisiert die Strecke zum Werkstück. Dadurch kann sich der Lichtbogen zwischen Elektrode und Werkstück ausbilden. Dieser Lichtbogen wird auch als Hauptlichtbogen bezeichnet. Während des Hauptlichtbogens kann der Pilotlichtbogen abgeschaltet werden. Er kann aber auch weiterbetrieben werden. Beim Plasmaschneiden wird dieser oft abgeschaltet, um die Düse nicht noch zusätzlich zu belasten.
- Insbesondere die Elektrode und die Düse werden thermisch hoch beansprucht und müssen gekühlt werden. Zugleich müssen sie auch den elektrischen Strom, der zur Ausbildung des Lichtbogens benötigt wird, leiten. Deshalb werden dafür gut Wärme und elektrisch gut leitende Werkstoffe, in der Regel Metalle, zum Beispiel Kupfer, Silber, Aluminium, Zinn, Zink, Eisen oder Legierungen, in denen zumindest eines dieser Metalle enthalten ist, verwendet.
- Die Elektrode besteht oft aus einem Elektrodenhalter und einem Emissionseinsatz, der aus einem Werkstoff hergestellt ist, der eine hohe Schmelztemperatur (>2000°C) und eine geringere Elektronenaustrittsarbeit als der Elektrodenhalter aufweist. Als Werkstoffe für den Emissionseinsatz werden beim Einsatz nicht oxidierende Plasmagase, wie bspw. Argon, Wasserstoff, Stickstoff, Helium und Gemische derselben, Wolfram und beim Einsatz oxidierender Gase, wie zum Beispiel Sauerstoff, Luft und Gemische derselben, Stickstoff-Sauerstoff-Gemisch und Gemische mit anderen Gasen, Hafnium oder Zirkonium eingesetzt. Der Hochtemperaturwerkstoff kann in einen Elektrodenhalter, der aus gut Wärme und elektrisch gut leitendem Werkstoff besteht, eingepasst, zum Beispiel mit Form- und/oder Kraftschluss eingepresst werden.
- Die Kühlung der Elektrode und Düse kann durch Gas, zum Beispiel das Plasmagas oder ein Sekundärgas, das an der Außenseite der Düse entlangströmt, erfolgen. Effektiver ist jedoch die Kühlung mit einer Flüssigkeit, zum Beispiel Wasser. Dabei werden die Elektrode und/oder die Düse oft direkt mit der Flüssigkeit gekühlt, d.h. die Flüssigkeit befindet sich in direktem Kontakt mit der Elektrode und/oder der Düse. Um die Kühlflüssigkeit um die Düse zu führen, befindet sich um die Düse eine Düsenkappe, deren Innenfläche mit der Außenfläche der Düse einen Kühlmittelraum bildet, in dem das Kühlmittel strömt.
- Bei modernen Plasmaschneidbrennern befindet sich zusätzlich außerhalb der Düse und/oder der Düsenkappe zusätzlich eine Düsenschutzkappe. Die Innenfläche der Düsenschutzkappe und die Außenfläche der Düse oder der Düsenkappe bilden einen Raum, durch den ein Sekundär- oder Schutzgas strömt. Das Sekundär- oder Schutzgas tritt aus der Bohrung der Düsenschutzkappe aus und umhüllt den Plasmastrahl und sorgt für eine definierte Atmosphäre um denselben. Zusätzlich schützt das Sekundärgas die Düse und die Düsenschutzkappe vor Lichtbögen, die sich zwischen diesem und dem Werkstück ausbilden können. Diese werden als Doppellichtbögen bezeichnet und können zur Beschädigung der Düse führen. Insbesondere beim Einstechen in das Werkstück werden die Düse und die Düsenschutzkappe durch heißes Hochspritzen von Material stark belastet. Das Sekundärgas, dessen Volumenstrom beim Einstechen gegenüber dem Wert beim Schneiden erhöht sein kann, hält das hochspritzende Material von der Düse und der Düsenschutzkappe fern und schützt so vor Beschädigung.
- Die Düsenschutzkappe wird ebenfalls thermisch hoch beansprucht und muss gekühlt werden. Deshalb werden dafür gut Wärme und elektrisch gut leitende Werkstoffe, in der Regel Metalle, zum Beispiel Kupfer, Silber, Aluminium, Zinn, Zink, Eisen oder Legierungen, in denen zumindest eines dieser Metalle enthalten ist, verwendet.
- Die Elektrode und die Düse können aber auch indirekt gekühlt werden. Dabei stehen sie mit einem Bauteil, das aus einem gut Wärme und elektrisch gut leitenden Werkstoff, in der Regel ein Metall, zum Beispiel Kupfer, Silber, Aluminium, Zinn, Zink, Eisen oder Legierungen, in denen zumindest eines dieser Metalle enthalten ist, besteht, durch Berührung in Kontakt. Dieses Bauteil wird wiederum direkt gekühlt, d.h., dass es sich mit dem meist strömenden Kühlmittel direkt in Kontakt befindet. Diese Bauteile können gleichzeitig als Halterung oder Aufnahme für die Elektrode, die Düse, die Düsenkappe oder die Düsenschutzkappe dienen und die Wärme ab- und den Strom zuführen.
- Es besteht auch die Möglichkeit, dass nur die Elektrode oder nur die Düse mit Flüssigkeit gekühlt werden. Gerade in diesem Fall treten oft zu hohe Temperaturen an dem nur gasgekühlten Bauteil auf, das dann schnell verschleißt oder sogar zerstört wird. Dies führt auch zu großen Temperaturdifferenzen zwischen den Bauteilen im Plasmaschneidbrenner und dadurch zu mechanischen Spannungen und zusätzlichen Beanspruchungen.
- Die Düsenschutzkappe wird meist nur durch das Sekundärgas gekühlt. Es sind auch Anordnungen bekannt, bei denen die Düsenschutzkappe direkt oder indirekt durch eine Kühlflüssigkeit gekühlt wird.
- Die Gaskühlung (Plasmagas- und/oder Sekundärgaskühlung) hat den Nachteil, dass sie nicht effektiv und der benötigte Gasvolumenstrom sehr hoch ist, um eine akzeptable Kühlung oder Wärmeabfuhr zu erreichen. Plasmaschneidbrenner mit Wasserkühlung benötigen bspw. Gasvolumenströme von 500 l/h bis 4000 l/h, während Plasmaschneidbrenner ohne Wasserkühlung Gasvolumenströme von 5000 bis 11000 l/h benötigen. Diese Bereiche ergeben sich in Abhängigkeit von den verwendeten Schneidströmen, die bspw. in einem Bereich von 20 bis 600 A liegen können. Gleichzeitig soll der Volumenstrom des Plasmagases und/oder Sekundärgases so gewählt werden, dass die besten Schneidergebnisse erreicht werden. Zu große Volumenströme, die für die Kühlung aber notwendig sind, verschlechtern oft das Schnittergebnis.
- Zudem ist der durch große Volumenströme verursachte hohe Gasverbrauch unwirtschaftlich. Dies gilt besonders dann, wenn andere Gase als Luft, also bspw. Argon, Stickstoff, Wasserstoff, Sauerstoff oder Helium verwendet werden.
- Die Verwendung einer direkten Wasserkühlung für alle Verschleißteile dagegen ist sehr effektiv, führt aber zu einer Vergrößerung der Abmessungen des Plasmaschneidbrenners, da bspw. die Kühlkanäle notwendig sind, um die Kühlflüssigkeit zu dem zu kühlenden Verschleißteil hin- und wieder wegzuführen. Zusätzlich ist beim Wechsel der direkt flüssigkeitsgekühlten Verschleißteile viel Sorgfalt nötig, da möglichst keine Kühlflüssigkeit zwischen den Verschleißteilen im Plasmaschneidbrenner verbleiben soll, da dies zur Beschädigung des Plasmabrenners führen kann, wenn der Lichtbogen gezündet wird.
- Der Erfindung liegt somit die Aufgabe zugrunde, für eine effektivere Kühlung von Bauteilen, insbesondere Verschleißteilen, eines Plasmabrenners zu sorgen.
- Gemäß einem ersten Aspekt wird diese Aufgabe gelöst durch ein ein- oder mehrteiliges Isolierteil für einen Plasmabrenner, insbesondere einen Plasmaschneidbrenner, zur elektrischen Isolation zwischen mindestens zwei elektrisch leitfähigen Bauteilen des Plasmabrenners, dadurch gekennzeichnet, dass es aus einem elektrisch nicht leitenden und Wärme gut leitenden Material besteht oder mindestens ein Teil desselben aus einem elektrisch nicht leitenden und Wärme gut leitenden Material besteht. Dabei soll der Ausdruck "elektrisch nicht leitend" auch umfassen, dass das Material des Plasmabrennerisolierteils geringfügig oder unwesentlich elektrisch leitet. Das Isolierteil kann bspw. ein Plasmagasführungsteil, Sekundärgasführungsteil oder Kühlgasführungsteil sein.
- Des Weiteren wird diese Aufgabe gemäß einem zweiten Aspekt gelöst durch eine Anordnung aus einer Elektrode und/oder einer Düse und/oder einer Düsenkappe und/oder einer Düsenschutzkappe und/oder einer Düsenschutzkappenhalterung für einen Plasmabrenner, insbesondere einen Plasmaschneidbrenner, und einem Isolierteil nach einem der Ansprüche 1 bis 12.
- Gemäß einem dritten Aspekt wird diese Aufgabe gelöst durch eine Anordnung aus einer Aufnahme für eine Düsenschutzkappenhalterung und einer Düsenschutzkappenhalterung für einen Plasmabrenner, insbesondere einen Plasmaschneidbrenner, dadurch gekennzeichnet, dass die Aufnahme als ein vorzugsweise mit der Düsenschutzkappenhalterung in direktem Kontakt stehendes Isolierteil nach einem der Ansprüche 1 bis 12 ausgebildet ist. Beispielsweise können die Aufnahme und die Düsenschutzkappenhalterung durch ein Gewinde miteinander verbunden sein.
- Gemäß einem weiteren Aspekt wird diese Aufgabe gelöst durch eine Anordnung aus einer Elektrode und einer Düse für einen Plasmabrenner, insbesondere einen Plasmaschneidbrenner, dadurch gekennzeichnet, dass zwischen der Elektrode und der Düse ein als ein Plasmagasführungsteil ausgebildetes Isolierteil nach einem der Ansprüche 1 bis 12, vorzugsweise in direktem Kontakt mit selbigen, angeordnet ist.
- Ferner wird diese Aufgabe gemäß einem weiteren Aspekt gelöst durch eine Anordnung aus einer Düse und einer Düsenschutzkappe für einen Plasmabrenner, insbesondere einen Plasmaschneidbrenner, dadurch gekennzeichnet, dass zwischen der Düse und der Düsenschutzkappe ein als ein Sekundärgasführungsteil ausgebildetes Isolierteil nach einem der Ansprüche 1 bis 12, vorzugsweise in direktem Kontakt mit selbigem, angeordnet ist.
- Darüber hinaus wird diese Aufgabe gemäß einem weiteren Aspekt durch eine Anordnung aus einer Düsenkappe und einer Düsenschutzkappe für einen Plasmabrenner, insbesondere einen Plasmaschneidbrenner, dadurch gekennzeichnet, dass zwischen der Düsenkappe und der Düsenschutzkappe ein als ein Sekundärgasführungsteil ausgebildetes Isolierteil nach einem der Ansprüche 1 bis 12, vorzugsweise in direktem Kontakt mit selbigen, angeordnet ist, gelöst.
- Ferner liefert die vorliegende Erfindung einen Plasmabrenner, insbesondere Plasmaschneidbrenner, umfassend mindestens ein Isolierteil nach einem der Ansprüche 1 bis 12.
- Außerdem liefert die vorliegende Erfindung einen Plasmabrenner, insbesondere Plasmaschneidbrenner, umfassend mindestens eine Anordnung nach einem der Ansprüche 13 bis 18 sowie ein Verfahren gemäß Anspruch 24.
- Bei dem Isolierteil kann vorgesehen sein, dass es aus mindestens zwei Teilen besteht, wobei eines der Teile aus einem elektrisch nicht leitenden und Wärme gut leitenden Material und das andere oder mindestens ein anderes der Teile aus einem elektrisch nicht leitenden und Wärme nicht leitenden Material besteht.
- Insbesondere kann dabei vorgesehen sein, dass das Teil aus einem elektrisch nicht leitenden und Wärme gut leitenden Material zumindest eine als Kontaktfläche fungierende Oberfläche aufweist, die mit einer unmittelbar benachbarten Oberfläche des Teils aus einem elektrisch nicht leitenden und Wärme nicht leitenden Material fluchtet oder über diese hinausragt.
- Gemäß einer besonderen Ausführungsform besteht das Isolierteil aus mindestens zwei Teilen, wobei eines der Teile aus einem elektrisch gut leitenden und Wärme gut leitenden Material und das andere oder mindestens ein anderes der Teile aus einem elektrisch nicht leitenden und Wärme gut leitenden Material besteht.
- In einer weiteren Ausführungsform der Erfindung besteht das Isolierteil aus mindestens drei Teilen, wobei eines der Teile aus einem elektrisch gut leitenden und Wärme gut leitenden Material, ein anderes der Teile aus einem elektrisch nicht leidenden und Wärme gut leitenden Material und ein weiteres der Teile aus einem elektrisch nicht leitenden und Wärme nicht leitenden Material besteht.
- Vorteilhafterweise weist das elektrisch nicht leitende und Wärme gut leitende Material eine Wärmeleitfähigkeit von mindestens 40 W/(m*K), bevorzugt mindestens 60 W/(m*K) und noch bevorzugter mindestens 90 W/(m*K), noch bevorzugter mindestens 120 W/(m*K), noch bevorzugter mindestens 150 W/(m*K) und noch bevorzugter mindestens 180 W/(m*K) auf.
- Zweckmäßigerweise weist das elektrisch nicht leitende und Wärme gut leitende Material und/oder das elektrisch nicht leitende und Wärme nicht leitende Material einen spezifischen elektrischen Widerstand von mindestens 106 Ω*cm, bevorzugt mindestens 1010 Ω*cm, und/oder eine Spannungsdurchschlagsfestigkeit von mindestens 7 kV/mm, bevorzugt mindestens 10 kV/mm, auf.
- Vorteilhafterweise ist das elektrisch nicht leitende und Wärme gut leitende Material eine Keramik, vorzugsweise aus der Gruppe der Nitridkeramiken, insbesondere der Aluminiumnitrid-, Bomitrid- und Siliziumnitridkeramiken, der Karbidkeramiken, insbesondere der Siliziumkarbidkeramiken, der Oxidkeramiken, insbesondere der Aluminiumoxid-, Zirkoniumoxid- und Berylliumoxidkeramiken, und der Silikatkeramiken, oder Kunststoff bspw. Kunststofffolie.
- Es ist auch möglich, eine Kombination aus einem elektrisch nicht leitenden und Wärme gut leitenden Material, z. B. Keramik, und einem anderen elektrisch nicht leitenden Material, z. B. Kunststoff, in einem Werkstoff, einem so genannten Compoundwerkstoff, zu verwenden. Ein solcher Werkstoff kann beispielsweise aus Pulver beider Materialien durch Sintern hergestellt werden. Letztlich muss dieser Compoundwerkstoff elektrisch nicht leitend und Wärme gut leitend sein.
- Gemäß einer besonderen Ausführungsform der Erfindung weist das elektrisch nicht leitende und Wärme nicht leitende Material eine Wärmeleitfähigkeit von höchstens 1 (W/m*K) auf. Vorteilhafterweise sind die Teile form- oder kraftschlüssig, durch Kleben oder durch ein thermisches Verfahren, zum Beispiel Löten oder Schweißen, miteinander verbunden.
- In einer besonderen Ausführungsform der Erfindung weist das Isolierteil mindestens eine Öffnung und/oder mindestens eine Aussparung und/oder mindestens eine Nut auf. Dies kann zum Beispiel der Fall sein, wenn es sich bei dem Isolierteil um ein Gasführungsteil, wie zum Beispiel ein Plasmagas- oder Sekundärgasführungsteil, handelt.
- Insbesondere kann vorgesehen sein, dass sich die mindestens eine Öffnung und/oder die mindestens eine Aussparung und/oder die mindestens eine Nut im elektrisch nicht leitenden und Wärme gut leitenden Material und/oder im elektrisch nicht leitenden und Wärme nicht leitenden Material und/oder im elektrisch gut leitenden und Wärme gut leitenden Material befindet/befinden.
- In einer weiteren besonderen Ausführungsform der Erfindung ist das Isolierteil gestaltet, um ein Gas, insbesondere ein Plasma-, Sekundär- oder Kühlgas, zu führen.
- Bei der Anordnung nach Anspruch 13 kann vorgesehen sein, dass das Isolierteil mit der Elektrode und/oder der Düse und/oder der Düsenkappe und/oder der Düsenschutzkappe und/oder der Düsenschutzkappenhalterung in direktem Kontakt steht.
- Vorteilhafterweise ist das Isolierteil mit der Elektrode und/oder der Düse und/oder der Düsenkappe und/oder der Düsenschutzkappe und/oder der Düsenschutzkappenhalterung form- und/oder kraftschlüssig, durch Kleben oder durch ein thermisches Verfahren, zum Beispiel Löten und Schweißen, verbunden.
- In einer besonderen Ausführungsform des Plasmabrenners nach Anspruch 19 weist das Isolierteil oder ein aus elektrisch nicht leitendem und Wärme gut leitendem Material bestehendes Teil desselben mindestens eine als Kontaktfläche fungierende Oberfläche, vorzugweise zwei Oberflächen, auf, die zumindest mit einer Oberfläche eines elektrisch gut leitenden Bauteils, insbesondere einer Elektrode, Düse, Düsenkappe, Düsenschutzkappe oder Düsenschutzkappenhalterung, des Plasmabrenners in direktem Kontakt steht.
- Insbesondere kann dabei vorgesehen sein, dass das Isolierteil oder ein aus elektrisch nicht leitendem und Wärme gut leitendem Material bestehendes Teil desselben mindestens zwei als Kontaktflächen fungierende Oberfläche aufweist, die zumindest mit einer Oberfläche eines elektrisch gut leitenden Bauteils, insbesondere einer Elektrode, Düse, Düsenkappe, Düsenschutzkappe oder Düsenschutzkappenhalterung, des Plasmabrenners und einer weiteren Oberfläche eines weiteren elektrisch gut leitenden Bauteils des Plasmabrenners in direktem Kontakt steht.
- Gemäß einer besonderen Ausführungsform ist das Isolierteil ein Gasführungsteil, insbesondere ein Plasmagas-, Sekundärgas- oder Kühlgasführungsteil.
- Vorteilhafterweise weist das Isolierteil mindestens eine Oberfläche auf, die im Betrieb direkten Kontakt mit einem Kühlmedium, vorzugsweise einer Flüssigkeit und/oder einem Gas und/oder einem Flüssigkeits-Gas-Gemisch, hat.
- Bei den Verfahren gemäß Anspruch 24 kann vorgesehen sein, dass in den Plasmabrenner zusätzlich zum Plasmastrahl ein Laserstrahl eines Lasers eingekoppelt wird.
- Insbesondere kann es sich bei dem Laser um einen Faserlaser, Diodenleser und/oder diodengepumpten Laser handeln.
- Der Erfindung liegt die überraschende Erkenntnis zugrunde, dass durch Einsatz eines Materials, das nicht nur elektrisch nicht leitet, sondern auch Wärme gut leitet, eine effektivere und kostengünstigere Kühlung möglich ist sowie kleinere und einfachere Bauformen von Plasmabrennern möglich sind und geringere Temperaturdifferenzen und damit geringere mechanische Spannungen erzielt werden können.
- Die Erfindung liefert zumindest in einer oder mehreren besonderen Ausführungsform(en) eine Kühlung von Bauteilen, insbesondere Verschleißteilen, eines Plasmabrenners, die effektiver und/oder kostengünstiger ist und/oder zu geringeren mechanischen Spannungen führt und/oder kleinere und/oder einfachere Plasmabrennerbauformen ermöglicht und gleichzeitig für die elektrische Isolation zwischen Bauteilen eines Plasmabrenners zu sorgen.
- Weitere Merkmale und Vorteile der Erfindung ergeben sich den beigefügten Ansprüchen und der nachfolgenden Beschreibung, in der anhand der schematischen Zeichnungen mehrere Ausführungsbeispiele beschrieben werden. Dabei zeigt/zeigen:
-
Figur 1 eine Seitenansicht teilweise im Längsschnitt von einem Plasmabrenner gemäß einer ersten besonderen Ausführungsform der Erfindung; -
Figur 2 eine Seitenansicht teilweise im Längsschnitt von einem Plasmabrenner gemäß einer zweiten besonderen Ausführungsform der Erfindung; -
Figur 3 eine Seitenansicht teilweise im Längsschnitt von einem Plasmabrenner gemäß einer dritten besonderen Ausführungsform der Erfindung; -
Figur 4 eine Seitenansicht teilweise im Längsschnitt von einem Plasmabrenner gemäß einer vierten besonderen Ausführungsform der Erfindung; -
Figur 5 eine Seitenansicht teilweise im Längsschnitt von einem Plasmabrenner gemäß einer fünften besonderen Ausführungsform der Erfindung; -
Figur 6 eine Seitenansicht teilweise im Längsschnitt von einem Plasmabrenner gemäß einer sechsten besonderen Ausführungsform der Erfindung; -
Figur 7 eine Seitenansicht teilweise im Längsschnitt von einem Plasmabrenner gemäß einer siebten besonderen Ausführungsform der Erfindung; -
Figur 8 eine Seitenansicht teilweise im Längsschnitt von einem Plasmabrenner gemäß einer achten besonderen Ausführungsform der Erfindung; -
Figur 9 eine Seitenansicht teilweise im Längsschnitt von einem Plasmabrenner gemäß einer neunten besonderen Ausführungsform der Erfindung; -
Figuren 10a und 10b eine Längsschnittansicht sowie eine teilweise geschnittene Seitenansicht von einem Isolierteil gemäß einer besonderen Ausführungsform der Erfindung; -
Figuren 11a und11b eine Längsschnittansicht sowie eine teilweise geschnittene Seitenansicht von einem Isolierteil gemäß einer weiteren besonderen Ausführungsform der Erfindung; -
Figuren 12a und12b eine Längsschnittansicht sowie eine teilweise geschnittene Seitenansicht von einem Isolierteil gemäß einer weiteren besonderen Ausführungsform der Erfindung; -
Figuren 13a und13b eine Längsschnittansicht sowie eine teilweise geschnittene Seitenansicht von einem Isolierteil gemäß einer weiteren besonderen Ausführungsform der Erfindung; -
Figuren 14a und 14b eine Längsschnittansicht sowie eine teilweise geschnittene Seitenansicht von einem Isolierteil gemäß einer weiteren besonderen Ausführungsform der Erfindung; -
Figuren 14c und 14d Ansichten wie dieFiguren 14a und 14b , wobei jedoch ein Teil weggelassen ist; -
Figuren 15a und 15b eine Draufsicht teilweise im Schnitt bzw. eine Seitenansicht teilweise im Schnitt von einem Isolierteil, das bspw. in dem Plasmabrenner derFiguren 6 bis 9 eingesetzt ist bzw. eingesetzt werden kann; -
Figuren 16a und16b eine Draufsicht teilweise im Schnitt bzw. eine Seitenansicht teilweise im Schnitt von einem Isolierteil, das bspw. in dem Plasmabrenner derFiguren 6 bis 9 eingesetzt ist bzw. eingesetzt werden kann; -
Figuren 17a und17b eine Draufsicht teilweise im Schnitt bzw. eine Seitenansicht teilweise im Schnitt von einem Isolierteil, das bspw. in dem Plasmabrenner derFiguren 6 bis 9 eingesetzt ist bzw. eingesetzt werden kann; -
Figuren 18a bis 18d eine Draufsicht teilweise im Schnitt sowie geschnittene Seitenansichten von einem Isolierteil gemäß einer weiteren besonderen Ausführungsform der vorliegenden Erfindung; -
Figuren 19a bis 19d Schnittansichten von einer Anordnung aus einer Düse und einem Isolierteil gemäß einer besonderen Ausführungsform der Erfindung; -
Figuren 20a bis 20d Schnittansichten von einer Anordnung aus einer Düsenkappe und einem Isolierteil gemäß einer besonderen Ausführungsform der vorliegenden Erfindung; -
Figuren 21a bis 21d Schnittansichten von einer Anordnung aus einer Düsenschutzkappe und einem Isolierteil gemäß einer besonderen Ausführungsform der vorliegenden Erfindung; -
Figuren 22a und 22b Teilschnittansichten einer Anordnung aus einer Elektrode und einem Isolierteil gemäß einer besonderen Ausführungsform der vorliegenden Erfindung; und -
Figur 23 eine Seitenansicht teilweise im Längsschnitt von einer Anordnung aus einer Elektrode und einem Isolierteil gemäß einer besonderen Ausführungsform der vorliegenden Erfindung. -
Figur 1 zeigt einen flüssigkeitsgekühlten Plasmaschneidbrenner 1 gemäß einer besonderen Ausführungsform der vorliegenden Erfindung. Er umfasst eine Elektrode 2, ein als ein Plasmagasführungsteil 3 ausgebildetes Isolierteil zum Führen von Plasmagas PG und eine Düse 4. Die Elektrode 2 besteht aus einem Elektrodenhalter 2.1 und einem Emissionseinsatz 2.2. Der Elektrodenhalter 2.2 besteht aus einem elektrisch gut und Wärme gut leitenden Material, hier aus einem Metall, zum Beispiel Kupfer, Silber, Aluminium oder einer Legierung, in der zumindest eines dieser Metalle enthalten ist. Der Emissionseinsatz 2.2 ist aus einem Material hergestellt, das eine hohe Schmelztemperatur (> 2000°C) aufweist. Hier eignen sich beim Einsatz nicht oxidierender Plasmagase (bspw. Argon, Wasserstoff, Stickstoff, Helium und Gemische derselben) bspw. Wolfram und beim Einsatz oxidierender Gase (bspw. Sauerstoff, Luft, Gemische derselben, Stickstoff-Sauerstoff-Gemisch) bspw. Hafnium oder Zirkonium. Der Emissionseinsatz 2.2 ist in den Elektrodenhalter 2.1 eingebracht. Die Elektrode 2 ist hier als Flachelektrode dargestellt, bei der der Emissionseinsatz 2.2 nicht über die Oberfläche des vorderen Endes des Elektrodenhalters 2.1 hinausragt. - Die Elektrode 2 ragt in den hohlen Innenraum 4.2 der Düse 4 hinein. Die Düse ist mit einem Gewinde 4.20 in eine Düsenhalterung 6 mit Innengewinde 6.20 eingeschraubt. Zwischen der Düse 4 und der Elektrode 2 ist das Plasmagasführungsteil 3 angeordnet. In dem Plasmagasführungsteil 3 befinden sich Bohrungen, Öffnungen, Nuten und/oder Aussparungen (nicht dargestellt), durch die das Plasmagas PG strömt. Durch eine entsprechende Anordnung, zum Beispiel mit einem radialen Versatz und/oder einer Neigung zur Mittellinie M radial angeordnete Bohrungen kann das Plasmagas PG in Rotation versetzt werden. Es dient der Stabilisierung des Lichtbogens bzw. des Plasmastrahls.
- Der Lichtbogen brennt zwischen dem Emissionseinsatz 2.2 und einem Werkstück (nicht dargestellt) und wird durch eine Düsenbohrung 4.1 eingeschnürt. Der Lichtbogen selbst hat schon eine hohe Temperatur, die durch seine Einschnürung noch erhöht wird. Dabei werden Temperaturen von bis zu 30000 K angegeben. Deshalb werden die Elektrode 2 und die Düse 4 mit einem Kühlmedium gekühlt. Als Kühlmedium kann eine Flüssigkeit, im einfachsten Fall Wasser, ein Gas, im einfachsten Fall Luft oder ein Gemisch daraus, im einfachsten Fall ein Luft-Wasser-Gemisch, das als Aerosol bezeichnet wird, eingesetzt werden. Die Flüssigkeitskühlung gilt als die effektivste. In einem Innenraum 2.10 der Elektrode 2 befindet sich ein Kühlrohr 10, durch das das Kühlmittel vom Kühlmittelvorlauf WV2 durch den Kühlmittelraum 10.10 zur Elektrode 2 hin in die Nähe des Emissionseinsatzes 2.2 und durch den Raum, der von der Außenfläche des Kühlrohrs 10 in der Innenfläche der Elektrode 2 gebildet wird, zum Kühlmittelrücklauf WR2 zurückgeführt wird.
- Die Düse 4 wird in diesem Beispiel indirekt über die Düsenhalterung 6, zu der das Kühlmittel durch einen Kühlmittelraum 6.10 (WV1) und über einen Kühlmittelraum 6.11 wieder weggeführt wird (WR1), gekühlt. Das Kühlmittel strömt meist mit einem Volumenstrom von 1 bis 10 l/min. Die Düse 4 und die Düsenhalterung 6 bestehen aus einem Metall. Durch den mit Hilfe des Außengewindes 4.20 der Düse 4 und des Innengewindes 6.20 der Düsenhalterung 6 gebildeten mechanischen Kontakt wird die in der Düse 4 entstehende Wärme in die Düsenhalterung 6 geführt und durch das strömende Kühlmedium (WV1, WR1) abgeführt.
- Das als Plasmagasführungsteil 3 ausgebildete Isolierteil ist in diesem Beispiel einteilig ausgebildet und besteht aus einem elektrisch nicht leitenden und Wärme gut leitenden Material. Durch Einsatz eines solchen Isolierteils wird eine elektrische Isolierung zwischen der Elektrode 2 und der Düse 4 erreicht. Dies ist für den Betrieb des Plasmaschneidbrenners 1, nämlich die Hochspannungszündung und das Betreiben eines zwischen der Elektrode 2 und der Düse 4 brennenden Pilotlichtbogens notwendig. Gleichzeitig wird Wärme zwischen der Elektrode 2 und der Düse 4 vom wärmeren zum kälteren Bauteil hin über das Wärme gut leitende als Plasmagasführungsteil 3 ausgebildete Isolierteil geleitet. Es erfolgt also ein zusätzlicher Wärmeaustausch über das Isolierteil. Das Plasmagasführungsteil 3 steht mit der Elektrode 2 und der Düse 4 durch Berührung über Kontaktflächen in Kontakt.
- In diesem Ausführungsbeispiel ist eine Kontaktfläche 2.3 beispielhaft eine zylindrische Außenfläche der Elektrode 2 und eine Kontaktfläche 3.5 eine zylindrische Innenfläche des Plasmagasführungsteils 3. Eine Kontaktfläche 3.6 ist eine zylindrische Außenfläche des Plasmagasführungsteils 3 und eine Kontaktfläche 4.3 ist eine zylindrische Innenfläche der Düse 4.Vorzugsweise wird hier eine Spielpassung mit geringem Spiel, zum Beispiel H7/h6 nach DIN EN ISO 286 zwischen den zylindrischen Innen- und Außenflächen genutzt, um einerseits das Ineinanderstecken und andererseits einen guten Kontakt und damit geringen Wärmewiderstand und damit guten Wärmeübergang zu realisieren. Der Wärmeübergang kann durch Aufbringen von Wärmeleitpaste an diesen Kontaktflächen verbessert werden. (Anmerkung: Auch wenn eine Wärmeleitpaste eingesetzt wird, soll dies auch noch unter den Begriff "direkter Kontakt" fallen.) Dann kann eine Passung mit einem größeren Spiel, zum Beispiel H7/g6 verwendet werden. Weiterhin verfügen die Düse 4 und das Plasmagasführungsteil 3 hier jeweils über eine Kontaktfläche 4.5 und 3.7, die hier Kreisringflächen sind und miteinander durch Berührung in Kontakt stehen. Es handelt sich dabei um eine kraftschlüssige Verbindung zwischen den Kreisringflächen, die durch das Einschrauben der Düse 4 in die Düsenhalterung 6 realisiert wird.
- Durch die gute Wärmeleitfähigkeit können hohe Temperaturdifferenzen zwischen der Düse 4 und der Elektrode 2 vermieden und dadurch verursachte mechanische Spannungen im Plasmaschneidbrenner 1 reduziert werden.
- Als elektrisch nicht leitendes und Wärme gut leitendes Material ist hier beispielhaft ein Keramikwerkstoff eingesetzt. Besonders eignet sich Aluminiumnitrid, das nach DIN 60672 eine sehr gute Wärmeleitfähigkeit (ca. 180 W/(m*K) und einen hohen spezifischen elektrischen Widerstand (ca. 1012 Ω* cm) besitzt.
- In
Figur 2 ist ein zylindrischer Plasmaschneidbrenner 1 gezeigt, in dem die Elektrode 2 direkt mit Kühlmittel gekühlt wird. Die in derFigur 2 gezeigte indirekte Kühlung der Düse 4 über die Düsenhalterung 6 ist nicht vorhanden. Die Kühlung der Düse 4 erfolgt durch Wärmeleitung über ein als ein Plasmagasführungsteil 3 ausgebildetes Isolierteil zur direkt mit Kühlmittel gekühlten Elektrode 2 hin. Durch Einsatz eines solchen Isolierteils wird die elektrische Isolierung zwischen der Elektrode 2 und der Düse 4 erreicht. Dies ist für den Betrieb des Plasmaschneidbrenners 1, nämlich die Hochspannungszündung und das Betreiben des zwischen der Elektrode 2 und der Düse 4 brennenden Pilotlichtbogens notwendig. Gleichzeitig wird Wärme zwischen der Elektrode 2 und der Düse 4 vom wärmeren zum kälteren Bauteil hin über das Wärme gut leitende als Plasmagasführungsteil 3 ausgebildete Isolierteil geleitet. Es erfolgt also ein zusätzlicher Wärmeaustausch über das Plasmagasführungsteil 3 zwischen der Elektrode 2 und der Düse 4. Das Plasmagasführungsteil 3 steht mit der Elektrode und der Düse 4 durch Berührung über Kontaktflächen in Kontakt. - In diesem Ausführungsbeispiel ist eine Kontaktfläche 2.3 beispielhaft eine zylindrische Außenfläche der Elektrode 2 und eine Kontaktfläche 3.5 eine zylindrische Innenfläche des Plasmagasführungsteils 3. Eine Kontaktfläche 3.6 ist eine zylindrische Außenfläche des Plasmagasführungsteils 3 und eine Kontaktfläche 4.3 ist eine zylindrische Innenfläche der Düse 4. Vorzugsweise wird hier eine Spielpassung mit geringem Spiel, zum Beispiel H7/h6 nach DIN EN ISO 286 zwischen den zylindrischen Innen- und Außenflächen benutzt, um einerseits das Ineinanderstecken und andererseits einen guten Kontakt und damit geringen Wärmewiderstand und damit guten Wärmeübergang zu realisieren. Der Wärmeübergang kann durch Aufbringen von Wärmeleitpaste an diesen Kontaktflächen verbessert werden. Dann kann eine Passung mit einem größeren Spiel, zum Beispiel H7/g6 verwendet werden. Weiterhin verfügen die Düse 4 und das Plasmagasführungsteil 3 hier jeweils über eine Kontaktfläche 4.5 bzw. 3.7, die hier Kreisringflächen sind und miteinander durch Berührung in Kontakt stehen. Es handelt sich dabei um eine kraftschlüssige Verbindung zwischen den Kreisringflächen, die durch das Einschrauben der Düse 4 in die Düsenhalterung 6 realisiert wird.
- Der Wegfall der indirekten Kühlung für die Düse 4 führt zu einer erheblichen Vereinfachung des Aufbaus des Plasmaschneidbrenners 1, da die Kühlmittelräume der Düsenhalterung 6, die sonst notwendig sind, um das Kühlmittel hin- und wieder wegzuführen, entfallen. Die Kühlung der Elektrode erfolgt wie in
Figur 1 . - In der
Figur 3 ist ein Plasmaschneidbrenner 1 gezeigt, in dem eine Düse 4 indirekt über eine Düsenhalterung 6, zu der das Kühlmittel durch einen Kühlmittelraum 6.10 hin (WV1) und über einen Kühlmittelraum 6.11 wieder weggeführt wird (WR1), gekühlt wird. Die in denFiguren 1 und2 gezeigte direkte Kühlung der Elektrode 2 ist nicht vorgesehen. Die Wärmeleitung von der Elektrode 2 zur Düse 4 erfolgt über ein als ein Plasmagasführungsteil 3 ausgebildetes Isolierteil zur indirekten kühlmittelgekühlten Düse 4. Diesbezüglich gelten die Ausführungen zu denFiguren 1 und2 . - Dies führt zu einer erheblichen Vereinfachung des Aufbaus des Plasmabrenners 1 und der Elektrode 2, da das in den
Figuren 1 und2 gezeigte Kühlrohr 10 und die Kühlmittelräume 2.10 und 10.10 entfallen, die sonst notwendig sind, um die Kühlflüssigkeit hin- (WV2) und wieder wegzuführen (WR2). - Der in der
Figur 4 dargestellte Plasmaschneidbrenner 1 unterscheidet sich von dem in derFigur 1 dargestellten Plasmaschneidbrenner darin, dass die Düse 4 direkt mit einem Kühlmittel gekühlt wird. Dazu wird die Düse 4 durch eine Düsenkappe 5 fixiert. Ein Innengewinde 5.20 der Düsenkappe 5 ist mit einem Außengewinde 6.21 einer Düsenhalterung 6 verschraubt. Die Außenfläche der Düse 4 und eines Teils der Düsenhalterung 6 sowie die Innenfläche der Düsenkappe 5 bilden einen Kühlmittelraum 4.10, durch den das Kühlmittel, welches durch Kühlmittelräume 6.10 und 6.11 der Düsenhalterung 6 hin (WV1) und zurück (WR1) strömt. - Zwischen der Düse 4 und einer Elektrode 2 ist ein als ein Plasmagasführungsteil 3 ausgebildetes Isolierteil angeordnet. Damit werden die gleichen Vorteile erreicht, wie sie im Zusammenhang mit der
Figur 1 erläutert sind. Die Wärme wird zwischen der Elektrode 2 und der Düse 4 vom wärmeren zum kälteren Bauteil hin über das Wärme gut leitende als Plasmagasführungsteil 3 ausgebildete Isolierteil übertragen. Das Plasmagasführungsteil 3 steht mit der Elektrode 2 und der Düse 4 durch Berührung in Kontakt. So können durch hohe Temperaturdifferenzen verursachte mechanische Spannungen im Plasmaschneidbrenner 1 reduziert werden. - Ein Vorteil gegenüber dem in
Fig. 1 gezeigten Plasmaschneidbrenner besteht darin, dass die direkt kühlmittelgekühlte Düse 4 besser gekühlt wird als die indirekt gekühlte. Da das Kühlmittel in dieser Anordnung bis in die Nähe der Düsenspitze und einer Düsenbohrung 4.1 strömt, wo die größte Erwärmung der Düse erfolgt, ist der Kühleffekt besonders groß. Die Abdichtung des Kühlmittelraums erfolgt durch Rundringe zwischen der Düsenkappe 5 und der Düse 4, der Düsenkappe 5 und der Düsenhalterung 6 sowie der Düse 4 und der Düsenhalterung 6. - Auch die Düsenkappe 5 wird durch das Kühlmittel, das durch den Kühlmittelraum 4.10 fließt, der durch die Außenfläche der Düse 4 und die Innenfläche der Düsenkappe 5 gebildet wird, gekühlt. Die Erwärmung der Düsenkappe 5 erfolgt vor allem durch die Strahlung des Lichtbogens bzw. des Plasmastrahls und des erhitzten Werkstücks.
- Allerdings ist der Aufbau des Plasmaschneidbrenners 1 komplizierter, da zusätzlich eine Düsenkappe 5 benötigt wird. Als Kühlmittel wird hier vorzugsweise eine Flüssigkeit, im einfachsten Fall Wasser, verwendet.
-
Figur 5 zeigt einen Plasmaschneidbrenner 1, der dem Plasmaschneidbrenner vonFigur 1 ähnelt, bei dem jedoch zusätzlich außerhalb der Düse 4 eine Düsenschutzkappe 8 angeordnet ist. Bohrungen 4.1 der Düse 4 und 8.1 der Düsenschutzkappe 8 liegen auf einer Mittellinie M. Die Innenflächen der Düsenschutzkappe 8 und einer Düsenschutzkappenhalterung 9 bilden mit den Außenflächen der Düse 4 und der Düsenhalterung 6 Räume 8.10 und 9.10, durch die ein Sekundärgas SG strömt. Dieses Sekundärgas tritt aus der Bohrung der Düsenschutzkappe 8.1 aus und umhüllt den Plasmastrahl (nicht dargestellt) und sorgt für eine definierte Atmosphäre um diesen. Zusätzlich schützt das Sekundärgas SG die Düse 4 und die Düsenschutzkappe 8 vor Lichtbögen, die sich zwischen ihnen und dem Werkstück ausbilden können. Diese werden als Doppellichtbögen bezeichnet und können zur Beschädigung der Düse 4 führen. Insbesondere beim Einstechen in das Werkstück werden die Düse 4 und die Düsenschutzkappe 8 durch heißes aufgeschmolzenes hochspritzendes Material stark belastet. Das Sekundärgas SG, dessen Volumenstrom beim Einstechen gegenüber dem Wert beim Schneiden erhöht sein kann, hält das hochspritzende Material von der Düse 4 und der Düsenschutzkappe 8 fern und schützt so vor Beschädigung. - Für die Kühlung der Elektrode 2 und der Düse 4 gelten die zum Plasmaschneidbrenner 1 gemäß
Figur 1 gemachten Aussagen. Grundsätzlich sind auch bei einem Plasmaschneidbrenner 1 mit Sekundärgas die direkte Kühlung nur der Elektrode 2 - wie inFigur 2 gezeigt, und die indirekte Kühlung nur der Düse 4 - wie inFigur 3 gezeigt - möglich. Es gelten auch die dafür gemachten Aussagen. - Bei dem in
Figur 5 gezeigten Plasmaschneidbrenner 1 muss zusätzlich zur Elektrode 2 und Düse 4 noch die Düsenschutzkappe 8 gekühlt werden. Die Erwärmung der Düsenschutzkappe 8 erfolgt insbesondere durch die Strahlung des Lichtbogens bzw. des Plasmastrahls und des erhitzten Werkstücks. Besonders beim Einstechen in das Werkstück wird die Düsenschutzkappe 8 durch hochspritzendes glühendes Material thermisch stark belastet und aufgeheizt und muss gekühlt werden. Deshalb werden dafür gut Wärme und elektrisch gut leitende Werkstoffe, in der Regel Metalle, wie zum Beispiel Silber, Kupfer, Aluminium, Zinn, Zink, Eisen, legierter Stahl oder eine metallische Legierung (z. B. Messing), in der diese Metalle einzeln oder in Summe zumindest zu 50 % enthalten sind, verwendet. - Das Sekundärgas SG strömt zunächst durch den Plasmaschneidbrenner 1, bevor es durch einen ersten Raum 9.10 gelangt, der von den Innenflächen der Düsenschutzkappenhalterung 9 und der Düsenschutzkappe 8 sowie den Außenflächen der Düsenhalterung 6 und der Düse 4 gebildet wird. Der erste Raum 9.10 wird außerdem durch ein als ein Sekundärgasführungsteil 7 ausgebildetes Isolierteil, das sich zwischen der Düse 4 und der Düsenschutzkappe 8 befindet, begrenzt. Das Sekundärgasführungsteil 7 kann mehrteilig ausgebildet sein.
- In dem Sekundärgasführungsteil 7 befinden sich Bohrungen 7.1. Es können aber auch Öffnungen, Nuten oder Aussparungen sein, durch die das Sekundärgas SG strömt. Durch eine entsprechende Anordnung der Bohrungen 7.1, zum Beispiel mit einem radialen Versatz und/oder einer Neigung zur Mittellinie M radial angeordnet, kann das Sekundärgas in Rotation versetzt werden. Dies dient der Stabilisierung des Lichtbogens bzw. des Plasmastrahls.
- Nach dem Passieren des Sekundärgasführungsteils 7 strömt das Sekundärgas in einen Innenraum 8.10, der durch die Innenfläche der Düsenschutzkappe 8 und die Außenfläche der Düse 4 gebildet wird, und tritt danach aus der Bohrung 8.1 der Düsenschutzkappe 8 aus. Bei brennendem Lichtbogen bzw. Plasmastrahl trifft das Sekundärgas auf diesen und kann ihn beeinflussen.
- Die Düsenschutzkappe 8 wird meist nur durch das Sekundärgas SG gekühlt. Die Gaskühlung hat den Nachteil, dass sie nicht effektiv und der benötigte Gasvolumenstrom sehr hoch ist, um eine akzeptable Kühlung oder Wärmeabfuhr zu erreichen. Hier sind oft Gasvolumenströme von 5.000 bis 11.000 l/h nötig. Gleichzeitig muss der Volumenstrom des Sekundärgases so gewählt werden, dass die besten Schneidergebnisse erreicht werden. Zu große Volumenströme, die für die Kühlung aber notwendig sind, verschlechtern oft das Schnittergebnis.
- Zudem ist der durch große Volumenströme verursachte hohe Gasverbrauch unwirtschaftlich. Dies gilt besonders dann, wenn andere Gase als Luft, also bspw. Argon, Stickstoff, Wasserstoff, Sauerstoff oder Helium verwendet werden.
- Diese Nachteile werden durch den Einsatz des als das Sekundärgasführungsteil 7 ausgebildeten Isolierteils beseitigt. Durch Einsatz eines solchen Isolierteils wird eine elektrische Isolierung zwischen der Düsenschutzkappe 8 und der Düse 4 erreicht. Die elektrische Isolierung schützt in Kombination mit dem Sekundärgas SG die Düse 4 und die Düsenschutzkappe 8 vor Lichtbögen, die sich zwischen ihnen und dem Werkstück ausbilden können. Diese werden als Doppellichtbögen bezeichnet und können zur Beschädigung der Düse 4 oder der Düsenschutzkappe 8 führen.
- Gleichzeitig wird Wärme zwischen der Düsenschutzkappe 8 und der Düse 4 vom wärmeren zum kälteren Bauteil hin, in diesem Fall von der Düsenschutzkappe 8 zur Düse 4, über das Wärme gut leitende, als Sekundärgasführungsteil 7 ausgebildete Isolierteil übertragen. Das Sekundärgasführungsteil 7 steht mit der Düsenschutzkappe 8 und der Düse 4 durch Berührung in Kontakt. Dies erfolgt in diesem Ausführungsbeispiel über kreisringförmige Flächen 8.2 der Düsenschutzkappe 8 und 7.4 des Sekundärgasführungsteils 7 sowie die kreisringförmigen Flächen 7.5 des Sekundärgasführungsteils 7 und 4.4 der Düse 4. Es handelt sich um kraftschlüssige Verbindungen, wobei die Düsenschutzkappe 8 mit Hilfe der Düsenschutzkappenhalterung 9, die mit einem Innengewinde 9.20 an einem Außengewinde 11.20 eine Aufnahme 11 verschraubt ist. So wird diese nach oben gegen das Sekundärgasführungsteil 7 und diese gegen die Düse 4 gepresst.
- Auf diese Art wird die Wärme von der Düsenschutzkappe 8 hin zur Düse 4 hin geleitet und damit gekühlt. Die Düse 4 wiederum wird, wie in der Beschreibung zur
Figur 1 erläutert, indirekt gekühlt. -
Fig. 6 zeigt den Aufbau eines Plasmaschneidbrenners 1 wie inFig. 4 , bei dem jedoch zusätzlich außerhalb der Düsenkappe 5 eine Düsenschutzkappe 8 angeordnet ist. - Bohrungen 4.1 der Düse 4 und 8.1 der Düsenschutzkappe 8 liegen auf einer Mittellinie M. Die Innenflächen der Düsenschutzkappe 8 und der Düsenschutzkappenhalterung 9 bilden mit den Außenflächen der Düsenkappe 5 und der Düse 4 Räume 8.10 bzw. 9.10, durch das ein Sekundärgas SG strömen kann. Das Sekundärgas tritt aus der Bohrung 8.1 der Düsenschutzkappe 8 aus, umhüllt den Plasmastrahl (nicht dargestellt) und sorgt für eine definierte Atmosphäre um selbigen. Zusätzlich schützt das Sekundärgas SG die Düse 4, Düsenkappe 5 und die Düsenschutzkappe 8 vor Lichtbögen, die sich zwischen ihnen und einem Werkstück (nicht gezeigt) ausbilden können. Diese werden als Doppellichtbögen bezeichnet und können zur Beschädigung der Düse 4, der Düsenkappe 5 und der Düsenschutzkappe 8 führen. Insbesondere beim Einstechen in ein Werkstück werden die Düse 4, die Düsenkappe 5 und die Düsenschutzkappe 8 durch heißes hochspritzendes Material stark belastet. Das Sekundärgas SG, dessen Volumenstrom beim Einstechen gegenüber dem Wert beim Schneiden erhöht sein kann, hält das hochspritzende Material von der Düse 4, der Düsenkappe 5 und der Düsenschutzkappe 8 fern und schützt so vor Beschädigung.
- Für die Kühlung der Elektrode 2, der Düse 4 und der Düsenkappe 5 gelten die in der Beschreibung der
Fig. 4 gemachten Aussagen. - Die Erwärmung der Düsenschutzkappe 8 erfolgt insbesondere durch die Strahlung des Lichtbogens bzw. des Plasmastrahls und des erhitzten Werkstücks. Besonders beim Einstechen in das Werkstück wird die Düsenschutzkappe 8 durch hochspritzendes glühendes Material thermisch stark belastet und aufgeheizt und muss gekühlt werden. Deshalb werden dafür gut Wärme und elektrisch gut leitende Materialien, in der Regel Metalle, zum Beispiel Kupfer, Aluminium, Zinn, Zink, Eisen oder Legierungen, in denen zumindest eines dieser Metalle enthalten ist, verwendet.
- Das Sekundärgas SG strömt zunächst durch den Plasmabrenner 1, bevor es durch einen Raum 9.10, der von den Innenflächen der Düsenschutzkappenhalterung 9 und der Düsenschutzkappe 8 sowie den Außenflächen einer Düsenhalterung 6 und der Düsenkappe 5 gebildet wird, gelangt. Der Raum 9.10 wird außerdem durch ein als Sekundärgasführungsteil 7 für das Sekundärgas SG ausgebildetes Isolierteil, das sich zwischen der Düsenkappe 5 und der Düsenschutzkappe 8 befindet, begrenzt.
- In dem Sekundärgasführungsteil 7 befinden sich Bohrungen 7.1. Es können aber auch Öffnungen, Nuten oder Aussparungen sein, durch die das Sekundärgas SG strömt. Durch eine entsprechende Anordnung dieser, zum Beispiel einen radialen Versatz aufweisenden und/oder mit einer Neigung zur Mittellinie M radial angeordneten Bohrungen 7.1 kann das Sekundärgas SG in Rotation versetzt werden. Dies dient der Stabilisierung des Lichtbogens bzw. des Plasmastrahls.
- Nach dem Passieren des Sekundärgasführungsteils 7 strömt das Sekundärgas SG in den Raum (Innenraum) 8.10, der durch die Innenfläche der Düsenschutzkappe 8 und die Außenfläche der Düsenkappe 5 und der Düse 4 gebildet wird, und tritt danach aus der Bohrung 8.1 der Düsenschutzkappe 8 aus. Bei brennendem Lichtbogen bzw. Plasmastrahl trifft das Sekundärgas SG auf diesen und kann ihn beeinflussen.
- Die Düsenschutzkappe 8 wird meist nur durch das Sekundärgas SG gekühlt. Die Gaskühlung hat den Nachteil, dass sie nicht effektiv und der benötigte Gasvolumenstrom sehr hoch ist, um eine akzeptable Kühlung oder Wärmeabfuhr zu erreichen. Hier sind oft Gasvolumenströme von 5.000 bis 11.000 l/h nötig. Gleichzeitig muss der Volumenstrom des Sekundärgases so gewählt werden, dass die besten Schneidergebnisse erreicht werden. Zu große Volumenströme, die für die Kühlung aber notwendig sind, verschlechtern oft das Schnittergebnis. Zudem ist der durch große Volumenströme verursachte hohe Gasverbrauch unwirtschaftlich. Dies gilt besonders dann, wenn andere Gase als Luft, also beispielsweise Argon, Stickstoff, Wasserstoff, Sauerstoff oder Helium verwendet werden. Diese Nachteile werden durch den Einsatz des als Sekundärgasführungsteil 7 ausgebildeten Isolierteils beseitigt. Durch Einsatz eines solchen Isolierteils wird die elektrische Isolierung zwischen der Düsenschutzkappe 8 und der Düsenkappe 5 und damit auch der Düse 4 erreicht. Die elektrische Isolation schützt in Kombination mit dem Sekundärgas SG die Düse 4, die Düsenkappe 5 und die Düsenschutzkappe 8 vor Lichtbögen, die sich zwischen ihnen und einem Werkstück (nicht gezeigt) ausbilden können. Diese werden als Doppellichtbögen bezeichnet und können zur Beschädigung der Düse, Düsenkappe und Düsenschutzkappe führen.
- Gleichzeitig wird Wärme zwischen der Düsenschutzkappe 8 und Düsenkappe 5 vom wärmeren zum kälteren Bauteil hin, in diesem Fall von der Düsenschutzkappe 8 zur Düsenkappe 5, über das Wärme gut leitende, als Sekundärgasführungsteil 7 ausgebildete Isolierteil übertragen. Das Sekundärgasführungsteil 7 steht mit der Düsenschutzkappe 8 und der Düsenkappe 5 durch Berührung in Kontakt. Dies erfolgt in diesem Ausführungsbeispiel durch kreisringförmige Flächen 8.2 der Düsenschutzkappe 8 und 7.4 des Sekundärgasführungsteils 7 sowie die kreisringförmigen Flächen 7.5 des Sekundärgasführungsteil 7 und 5.3 der Düsenkappe 5. Es handelt sich in diesem Beispiel um kraftschlüssige Verbindungen, wobei die Düsenschutzkappe 8 mit Hilfe der Düsenschutzkappenhalterung 9 mit einem Innengewinde 9.20 an einem Außengewinde 11.20 einer Aufnahme 11 verschraubt ist. So wird diese nach oben gegen das Sekundärgasführungsteil 7 für das Sekundärgas SG und diese gegen die Düsenkappe 5 gepresst. Auf diese Art wird die Wärme von der Düsenschutzkappe 8 hin zur Düsenkappe 5 geleitet und damit gekühlt. Die Düsenkappe 5 wiederum wird, wie in der Beschreibung der
Fig. 4 erläutert, gekühlt. -
Fig. 7 zeigt einen Plasmaschneidbrenner 1, für den die zur Ausführungsform gemäß derFig. 6 gemachten Aussagen zutreffen. Zusätzlich ist die Düsenschutzkappenhalterung 9 mit ihrem Innengewinde 9.20 am Außengewinde 11.20 der Aufnahme 11, die als ein Isolierteil gestaltet ist, verschraubt. Die Aufnahme 11 besteht aus einem elektrisch nicht leitenden und Wärme gut leitenden Material. So wird Wärme von der Düsenschutzkappenhalterung 9, die diese zum Beispiel von der Düsenschutzkappe 8, von einem heißen Werkstück oder der Lichtbogenstrahlung erhalten kann, über das Innengewinde 9.20 und das Außengewinde 11.20 auf die Aufnahme 11 übertragen. Die Aufnahme 11 weist Kühlmitteldurchlässe 11.10 und 11.11 für den Kühlmittelvor- (WV1) und Kühlrückmittelrücklauf (WR1) auf, die hier als Bohrungen ausgeführt sind. Durch diese strömt das Kühlmittel und kühlt so die Aufnahme 11. Damit wird die Kühlung der Düsenschutzkappenhalterung 9 weiter verbessert. Die Wärme wird von der Düsenschutzkappe 8 über deren als Kreisringfläche ausgebildete Kontaktfläche 8.3 auf eine ebenfalls als Kreisringfläche ausgebildete Kontaktfläche 9.1 auf die Düsenschutzkappenhalterung 9 übertragen. Die Kontaktflächen 8.3 und 9.1 berühren sich in diesem Beispiel kraftschlüssig, wobei die Düsenschutzkappe 8 mit Hilfe der Düsenschutzkappenhalterung 9 mit dem Innengewinde 9.20 am Außengewinde 11.20 der Aufnahme 11 verschraubt ist. So wird diese nach oben gegen das Sekundärgasführungsteil 7 und die Düsenschutzkappenhalterung 9 gegen die Düsenschutzkappe 8 gepresst. Im vorliegenden Beispiel ist die Aufnahme 11 aus Keramik hergestellt. Besonders eignet sich Aluminiumnitrid, das eine sehr gute Wärmeleitfähigkeit (ca. 180 W/(m*K)) und einen hohen spezifischen elektrischen Widerstand (ca. 1012 Ω*cm) besitzt. - Kühlmittel wird gleichzeitig durch Kühlmittelräume 6.10 und 6.11 der Düsenhalterung 6 zur Düse 4 und Düsenkappe 5 geführt und kühlt diese.
-
Fig. 8 zeigt eine Ausführungsform einen Plasmabrenners 1, die derjenigen derFig. 7 ähnelt. Damit gelten grundsätzlich auch die für die Ausführungsformen gemäß denFig. 6 und7 gemachten Aussagen. Sie enthält jedoch eine andere Ausführungsform des als Aufnahme 11 für die Düsenschutzkappenhalterung 9 ausgeführten Isolierteils. Die Aufnahme 11 besteht in diesem Beispiel aus zwei Teilen, wobei ein äußerer Teil 11.1 aus einem elektrisch nicht leitenden und Wärme gut leitenden Material und ein inneres Teil 11.2 aus einem elektrisch gut leitenden und Wärme gut leitenden Material besteht. - Die Düsenschutzkappenhalterung 9 ist mit ihrem Innengewinde 9.20 am Außengewinde 11.20 des Teils 11.1 der Aufnahme 11 verschraubt.
- Das elektrisch nicht leitende und Wärme gut leitende Material ist aus Keramik, beispielsweise Aluminiumnitrid, das eine sehr gute Wärmeleitfähigkeit (ca. 180 W/(m*K)) und einen hohen spezifischen elektrischen Widerstand ca. 1012 Ω*cm besitzt, hergestellt. Das elektrisch gut leitende und Wärme gut leitende Material ist hier ein Metall, zum Beispiel Kupfer, Aluminium, Zinn, Zink, legierter Stahl oder Legierungen (zum Beispiel Messing), in denen zumindest eines dieser Metalle enthalten ist.
- Generell ist von Vorteil, wenn das elektrisch gut leitende und Wärme gut leitende Material eine Wärmeleitfähigkeit von mindestens 40 W/(m*K)Ω und einen spezifischen elektrischen Widerstand von höchstens 0,01 Ω*cm hat. Insbesondere kann dabei vorgesehen sein, dass das elektrisch gut leitende und Wärme gut leitende Material eine Wärmeleitfähigkeit von mindestens 60 W/(m*K), besser mindestens 90 W/(m*K) und vorzugsweise 120 W/(m*K) hat. Noch bevorzugter weist das elektrisch gut leitende und Wärme gut leitende Material eine Wärmeleitfähigkeit von mindestens 150 W/(m*K), besser mindestens 200 W/(m*K) und vorzugweise mindestens 300 W/(m*K) auf. Alternativ oder zusätzlich kann vorgesehen sein, dass das elektrisch gut leitende und Wärme gut leitende Material ein Metall, wie zum Beispiel Silber, Kupfer, Aluminium, Zinn, Zink, Eisen, legierter Stahl oder eine metallische Legierung (z. B. Messing) ist, in der diese Metalle einzeln oder in Summe zumindest zu 50 % enthalten sind.
- Die Verwendung von zwei unterschiedlichen Materialien hat den Vorteil, dass für das kompliziertere Teil, in dem unterschiedliche Formen benötigt werden, beispielsweise unterschiedliche Bohrungen, Aussparungen, Nuten, Öffnungen etc., das Material verwendet werden kann, das einfacher und kostengünstiger bearbeitet werden kann. In diesem Ausführungsbeispiel ist dies ein Metall, das einfacher als Keramik bearbeitet werden kann. Beide Teile (11.1 und 11.2) sind kraftschlüssig durch Ineinanderpressen miteinander berührend verbunden, wodurch ein guter Wärmeübergang zwischen den zylindrischen Kontaktflächen 11.5 und 11.6 der beiden Teile 11.1 und 11.2 erreicht wird. Das Teil 11.2 der Aufnahme 11. hat Kühlmitteldurchlässe 11.10 und 11.11 für den Kühlmittelvor- (WV1) und Kühlmittelrücklauf (WR1), die hier als Bohrungen ausgeführt sind. Durch diese strömt das Kühlmittel und kühlt so.
- Wie sich anhand der
Fig. 8 und der zugehörigen Beschreibung ergibt, betrifft die vorliegende Erfindung auch ein Isolierteil für einen Plasmabrenner, insbesondere einen Plasmaschneidbrenner, zur elektrischen Isolation zwischen mindestens zwei elektrisch leitfähigen Bauteilen des Plasmabrenners, wobei es aus mindestens zwei Teilen besteht, wobei eines der Teile aus einem elektrisch nicht leitenden und Wärme gut leitenden Material und das andere oder ein anderes der Teile aus einem elektrisch gut leitenden und Wärme gut leitenden Material besteht. -
Figur 9 zeigt eine weitere Ausführungsform eines Plasmaschneidbrenners 1 gemäß der vorliegenden Erfindung, die prinzipiell der in derFigur 8 gezeigten Ausführungsform ähnelt. Damit gelten auch die für die zu den Ausführungsformen gemäß denFiguren 6 ,7 und8 gemachten Aussagen. Es ist jedoch eine andere Ausführungsvariante des als Aufnahme 11 für die Düsenschutzkappenhalterung 9 ausgeführten Isolierteils gezeigt. Die Aufnahme 11 besteht aus zwei Teilen, wobei hier das äußere Teil 11.1 im Gegensatz zur inFigur 8 gezeigten Ausführungsform aus einem elektrisch gut leitenden und Wärme gut leitenden Material (zum Beispiel Metall) und das innere Teil 11.2 aus einem elektrisch nicht leitenden und Wärme gut leitenden Material (zum Beispiel Keramik) besteht. - Die Düsenschutzkappenhalterung 9 mit ihrem Innengewinde 9.20 ist am Außengewinde 11.20 des Teils 11.1 der Aufnahme 11 verschraubt.
- Bei dieser Ausführungsform besteht der Vorteil darin, dass das Außengewinde in das metallische Material, das für das Teil 11.1 verwendet wird, eingebracht werden kann und nicht die schwerer zu bearbeitende Keramik.
- Die
Figuren 10 bis 13 zeigen (weitere) unterschiedliche Ausführungsformen eines als Plasmagasführungsteil 3 für das Plasmagas PG ausgebildeten Isolierteils, die in einem Plasmabrenner 1, wie er in denFiguren 1 bis 9 gezeigt ist, eingesetzt werden können, wobei die jeweilige Figur mit dem Buchstaben "a" einen Längsschnitt und die jeweilige Figur mit dem Buchstaben "b" eine teilweise geschnittene Seitenansicht zeigt. - Das in den
Figuren 10a und 10b gezeigte Plasmagasführungsteil 3 ist aus einem elektrisch nicht leitenden und Wärme gut leitenden Material, hier beispielhaft aus Keramik, hergestellt. Besonders eignet sich Aluminiumnitrid, das eine sehr gute Wärmeleitfähigkeit (ca. 180 W/(m*K)) und einen hohen spezifischen elektrischen Widerstand (ca. 1012 Ω*cm) besitzt. Die damit verbundenen Vorteile beim Einsatz in einem Plasmaschneidbrenner 1, wie zum Beispiel bessere Kühlung, Verringerung der mechanischen Spannungen, einfacherer Aufbau, sind bereits oben bei der Beschreibung derFiguren 1 bis 4 genannt und erläutert worden. - In dem Plasmagasführungsteil 3 befinden sich radial angeordnete Bohrungen 3.1, die bspw. radial versetzt und/oder zur Mittellinie M radial geneigt sein können und ein Plasmagas PG im Plasmaschneidbrenner rotieren lassen. Wenn das Plasmagasführungsteil 3 in den Plasmaschneidbrenner 1 eingebaut ist, steht seine Kontaktfläche 3.6 (hier zum Beispiel zylindrische Außenfläche) mit der Kontaktfläche 4.3 (hier zum Beispiel zylindrische Innenfläche) der Düse 4, ihre Kontaktfläche 3.5 (hier zum Beispiel zylindrische Innenfläche) mit der Kontaktfläche 2.3 (hier zum Beispiel zylindrische Außenfläche) der Elektrode 2 sowie ihre Kontaktfläche 3.7 (hier zum Beispiel kreisringförmige Fläche) mit der Kontaktfläche 4.5 (hier zum Beispiel kreisringförmige Fläche) der Düse 4 durch Berührung in Kontakt (
Figuren 1 bis 9 ). In der Kontaktfläche 3.6 befinden sich Nuten 3.8. Diese leiten das Plasmagas PG zu den Bohrungen 3.1, bevor es durch diese in einen Innenraum 4.2 der Düse 4, in dem die Elektrode 2 angeordnet ist, geführt wird. - Die
Figuren 11a und11b zeigen ein Plasmagasführungsteil 3, das aus zwei Teilen besteht. Ein erstes Teil 3.2 besteht aus einem elektrisch nicht leitenden und Wärme gut leitenden Material, während ein zweites Teil 3.3 aus einem elektrisch gut leitenden und Wärme gut leitenden Material besteht. - Für das Teil 3.2 des Plasmagasführungsteils 3 wird hier beispielhaft Keramik, wiederum als Beispiel Aluminiumnitrid, das eine sehr gute Wärmeleitfähigkeit (ca. 180 W/(m*K)) und einen hohen spezifischen elektrischen Widerstand (1012 Ω*cm) besitzt, verwendet. Für das Teil 3.3 des Sekundärgasführungsteils 3 wird hier ein Metall, wie zum Beispiel Silber, Kupfer, Aluminium, Zinn, Zink, Eisen, legierter Stahl oder eine metallische Legierung (z. B. Messing), in der diese Metalle einzeln oder in Summe zumindest zu 50 % enthalten sind, verwendet.
- Wenn für das Teil 3.3 bspw. Kupfer eingesetzt wird, wird die Wärmeleitfähigkeit des Plasmagasführungsteils 3 größer, als wenn diese nur aus elektrisch nicht leitendem und Wärme gut leitendem Material, wie zum Beispiel Aluminiumnitrid, bestehen würde. Kupfer hat je nach Reinheit eine höhere Wärmeleitfähigkeit (max. ca. 390 W/(m*K)) als Aluminiumnitrid (ca. 180 W/(m*K)), das gegenwärtig als einer der am besten Wärme leitenden und gleichzeitig nicht elektrisch gut leitenden Werkstoff gilt. Inzwischen gibt es auch Aluminiumnitrid mit einer Wärmeleitfähigkeit von 220 W/(m*K).
- Dies führt durch die bessere Wärmeleitfähigkeit zu einem noch besseren Wärmeaustausch zwischen der Düse 4 und der Elektrode 2 des Plasmaschneidbrenners 1 gemäß den
Figuren 1 bis 9 . - Im einfachsten Fall sind die Teile 3.2 und 3.3 durch Übereinanderschieben der Kontaktflächen 3.21 und 3.31 verbunden.
- Die Teile 3.2 und 3.3 können auch kraftschlüssig durch die aneinandergepressten, sich gegenüberliegenden und berührenden Kontaktflächen 3.20 mit 3.30, 3.21 mit 3.31 und 3.22 bis 3.32 verbunden sein. Die Kontaktflächen 3.20, 3.21 und 3.22 sind Kontaktflächen des Teils 3.2 und die Kontaktflächen 3.30, 3.31 und 3.32 sind Kontaktflächen des Teils 3.3. Die zylindrisch ausgebildeten Kontaktflächen 3.31 (zylindrische Außenfläche des Teils 3.3) und 3.21 (zylindrische Innenfläche des Teils 3.2) bilden durch Ineinanderpressen eine kraftschlüssige Verbindung. Hier wird eine Übermaßpassung DIN EN ISO 286 (zum Beispiel H7/n6; H7/m6) zwischen den zylindrischen Innen- und Außenflächen angewandt.
- Es besteht weiterhin die Möglichkeit, beide Teile (3.2 und 3.3) durch Formschluss, durch Löten und/oder durch Kleben und/oder durch ein thermisches Verfahren miteinander zu verbinden.
- Da die mechanische Bearbeitung des Keramikwerkstoffs meist schwieriger als diejenige eines Metalls ist, sinkt der Bearbeitungsaufwand. Hier sind beispielsweise sechs Bohrungen 3.1 in den metallischen Teil 3.3 eingebracht, die einen radialen Versatz a1 aufweisen und im Winkel α1äquidistant auf dem Umfang der Plasmagasführung verteilt. Es sind auch unterschiedlichste Formen, wie zum Beispiel Nuten, Aussparungen, Bohrungen etc., einfacher herstellbar, wenn sie in das Metall eingebracht werden.
- Die
Figuren 12a und12b zeigen ein Plasmagasführungsteil 3, das aus zwei Teilen besteht, wobei ein erstes Teil 3.2 aus einem elektrisch nicht leitenden und Wärme gut leitenden Material, während ein zweites Teil 3.3 aus einem elektrisch nicht leitenden und Wärme nicht leitenden Material besteht. - Für das Teil 3.2 des Plasmagasführungsteils 3 wird hierbei beispielhaft Keramik, wiederum als Beispiel Aluminiumnitrid, das eine sehr gute Wärmeleitfähigkeit (ca. 180 W/(m*K)) und einen hohen spezifischen elektrischen Widerstand (ca. 1012 Ω*cm) besitzt, verwendet. Für das Teil 3.3 des Plasmagasführungsteils 3 kann bspw. ein Kunststoff, zum Beispiel PEEK, PTFE (Polytetrafluorethen), Torlon, Polyamidimid (PAI), Polyimid (PI), der eine hohe Temperaturfestigkeit (mindestens 200°C) und einen hohen spezifischen elektrischen Widerstand (mindestens106, besser mindestens 1010 Ω*cm) aufweist, verwendet werden.
- Im einfachsten Fall sind die Teile 3.2 und 3.3 durch Übereineinanderschieben der Kontaktflächen 3.21 und 3.31 verbunden. Sie können auch kraftschlüssig durch die aneinandergepressten, sich gegenüberliegenden und berührenden Kontaktflächen 3.20 mit 3.30, 3.21 bis 3.31 und 3.22 bis 3.32 verbunden sein. Die zylindrisch ausgebildeten Kontaktflächen 3.31 (zylindrische Außenfläche des Teils 3.3) und 3.21 (zylindrische Innenfläche des Teils 3.2) bilden dann durch Ineinanderpressen die kraftschlüssige Verbindung. Hier wird eine Übermaßpassung DIN EN ISO 286 (zum Beispiel H7/n6; H7/m6) zwischen den zylindrischen Innen- und Außenflächen angewandt. Es ist weiterhin möglich, beide Teile (3.2 und 3.3) durch Formschluss und/oder durch Kleben miteinander zu verbinden.
- Da die mechanische Bearbeitung des Keramikwerkstoffs meist schwieriger ist als diejenige eines Kunststoffs, sinkt der Bearbeitungsaufwand. Hier sind beispielsweise sechs Bohrungen 3.1 in das Kunststoff Teil 3.3 eingebracht, die einen radialen Versatz a1 aufweisen und im Winkel α1 äquidistant auf dem Umfang der Gasführung verteilt. Es sind auch unterschiedlichste Formen, wie zum Beispiel Nuten, Aussparungen, Bohrungen etc. einfacher herstellbar, wenn sie in den Kunststoff eingebracht werden.
- Die
Figuren 13a und13b zeigen ein Plasmagasführungsteil 3 wie in derFigur 12 , außer dass ein weiteres Teil 3.4, das aus einem Material mit den gleichen Eigenschaften wie das Teil 3.3 besteht, zum Plasmagasführungsteil 3 gehört. - Die Teile 3.2 und 3.4 können genauso miteinander verbunden sein wie die Teile 3.2 und 3.3, wobei die Kontaktflächen 3.23 mit 3.43, 3.24 mit 3.44 und 3.25 mit 3.25 verbunden sind.
- Da die mechanische Bearbeitung des Keramikwerkstoffs meist schwieriger als diejenige eines Kunststoffs ist, sinkt der Bearbeitungsaufwand und sind auch unterschiedlichste Formen, wie zum Beispiel Aussparungen, Bohrungen etc. einfacher herstellbar, wenn sie in den Kunststoff eingebracht werden.
- Die
Figuren 14a bis 14b zeigen eine weitere Ausführungsform eines Plasmagasführungsteils 3. DieFiguren 14c und 14d zeigen ein Teil 3.3 des Plasmagasführungsteils 3. Dabei zeigen dieFiguren 14a und14c einen Längsschnitt und dieFiguren 14b und14d eine teilweise geschnittene Seitenansicht. - Ein Teil 3.2 besteht aus einem elektrisch nicht leitenden und Wärme gut leitenden Material, während ein Teil 3.3 aus einem elektrisch nicht leitenden und Wärme nicht leitenden Material besteht.
- Im Teil 3.3 des Plasmagasführungsteils 3 befinden sich radial angeordnete Öffnungen, hier Bohrungen 3.1, die radial versetzt und/oder zur Mittellinie M radial geneigt sein können und durch die ein Plasmagas PG strömt, wenn das Plasmagasführungsteil 3 in den Plasmaschneidbrenner 1 eingebaut ist (siehe
Figuren 1 bis 9 ). - Das Teil 3.3 hat weitere radial angeordnete Bohrungen 3.9, die größer sind als die Bohrungen 3.1. In diese Bohrungen sind sechs Teile 3.2, die hier beispielhaft als Rundstift dargestellt sind, eingebracht. Diese sind äquidistant in einem Winkel, der sich zwischen Mittelpunktlinien M3.9 ergibt, von α3=60° auf dem Umfang verteilt.
- Wenn das Plasmagasführungsteil 3 in den Plasmaschneidbrenner 1 nach den
Figuren 1 bis 9 eingebaut ist, stehen Kontaktflächen 3.61 (Außenflächen) der Teile 3.2 (Rundstifte) mit einer Kontaktfläche 4.3 (hier eine zylindrische Innenfläche) der Düse 4 und Kontaktflächen 3.51 (Innenfläche) der Teile 3.2 (Rundstifte) mit der Kontaktfläche 2.3 (hier eine zylindrische Außenfläche) der Elektrode 2 durch Berührung in Kontakt. - Die Teile 3.2 weisen einen Durchmesser d3 und eine Länge 13 auf, die mindestens genauso groß ist wie die Hälfte der Differenz der Durchmesser d10 und d20 des Teils 3.3. Noch besser ist es, wenn die Länge 13 geringfügig größer ist, um einen sicheren Kontakt zwischen den Kontaktflächen der Rundstifte 3.2 und der Düse 4 sowie der Elektrode 2 zu erhalten. Von Vorteil ist es weiterhin, wenn die Oberfläche der Kontaktflächen 3.61 und 3.51 nicht eben, sondern der zylindrischen Außenfläche (Kontaktfläche 2.3) der Elektrode 2 und der zylindrischen Innenfläche (Kontaktfläche 4.3) der Düse 4 so angepasst sind, dass ein Formschluss entsteht.
- In der Kontaktfläche 3.6 befinden sich Nuten 3.8. Diese leiten das Plasmagas PG zu den Bohrungen 3.1, bevor es durch diese in den Innenraum 4.2 der Düse 4, in dem die Elektrode 2 angeordnet ist, geführt wird.
- Da die mechanische Bearbeitung des Keramikwerkstoffs meist schwieriger ist als diejenige eines Kunststoffs, sinkt der Bearbeitungsaufwand und sind auch unterschiedlichste Formen, wie zum Beispiel Nuten, Aussparungen, Bohrungen etc. einfacher herstellbar, wenn sie in den Kunststoff eingebracht werden. So können trotz Verwendung gleicher Rundstifte unterschiedlichste Gasführungen kostengünstig hergestellt werden.
- Weiterhin sind durch die Veränderung der Anzahl oder auch des Durchmessers der Rundstifte 3.2 unterschiedliche thermische Widerstände bzw. thermische Leitfähigkeiten des Plasmagasführungsteils 3 erreichbar.
- Wird/Werden der Durchmesser und/oder die Anzahl der Rundstifte reduziert, vergrößert sich der Wärmewiderstand und die thermische Leitfähigkeit sinkt.
- Da je nach der im Plasmabrenner bzw. Plasmaschneidbrenner umzusetzenden Leistung von 500 W bis 200 kW sehr unterschiedliche thermische Belastungen der Düsen 4 und der Elektrode 2 entstehen, ist die Anpassung des thermischen Widerstands von Vorteil. So werden bspw. die Herstellkosten reduziert, wenn weniger Bohrungen eingebracht und weniger Rundstifte eingesetzt werden müssen.
- Die
Figuren 15 bis 17 zeigen (weitere) unterschiedliche Ausführungsformen eines als Sekundärgasführungsteil 7 für ein Sekundärgas SG ausgebildeten Isolierteils, die in einem Plasmaschneidbrenner 1, wie er in denFiguren 6 bis 9 gezeigt ist, eingesetzt werden können, wobei die jeweilige Figur mit dem Buchstaben "a" eine teilweise geschnittene Draufsicht und die jeweilige Figur mit dem Buchstaben "b" eine geschnittene Seitenansicht zeigt. - Die
Figuren 15a und 15b zeigen ein Sekundärgasführungsteil 7 für ein Sekundärgas SG, wie es in einem Plasmaschneidbrenner gemäß denFiguren 6 bis 9 eingesetzt werden kann. - Das in den
Figuren 15a und 15b gezeigte Sekundärgasführungsteil 7 besteht aus einem elektrisch nicht leitenden und Wärme gut leitenden Material, hier bspw. Keramik. Hier eignet sich wiederum besonders Aluminiumnitrid, das eine sehr gute Wärmeleitfähigkeit (ca. 180 W/(m*K)) und einen hohen spezifischen elektrischen Widerstand (ca. 1012 Ω*cm) besitzt. Durch den geringen thermischen Widerstand bzw. die hohe Wärmeleitfähigkeit können hohe Temperaturdifferenzen vermieden und dadurch verursachte mechanische Spannungen im Plasmaschneidbrenner reduziert werden. - In dem Sekundärgasführungsteil 7 befinden sich radial angeordnete Bohrungen 7.1, die auch radial oder radial versetzt und/oder zur Mittellinie M radial geneigt sein können und durch die das Sekundärgas SG strömen kann bzw. strömt, wenn das Sekundärgasführungsteil 7 in den Plasmaschneidbrenner 1 eingebaut ist. In diesem Beispiel sind 12 Bohrungen um ein Maß a11 radial versetzt und äquidistant auf dem Umfang verteilt, wobei der Winkel, der durch die Mittelpunkte der Bohrungen eingeschlossen ist, mit α11 bezeichnet ist. Es können aber auch Öffnungen, Nuten oder Aussparungen sein, durch die das Sekundärgas SG strömt, wenn das Sekundärgasführungsteil 7 in den Plasmaschneidbrenner 1 eingebaut ist. Das Sekundärgasführungsteil 7 verfügt über zwei kreisringförmige Kontaktflächen 7.4 und 7.5.
- Durch Einsatz dieses Sekundärgasführungsteils 7 wird die elektrische Isolierung zwischen der Düsenschutzkappe 8 und der Düsenkappe 5 und damit auch der Düse 4 des in den
Figuren 6 bis 9 dargestellten Plasmaschneidbrenners 1 erreicht. Die elektrische Isolation schützt in Kombination mit dem Sekundärgas die Düse 4, die Düsenkappe 5 und die Düsenschutzkappe 8 vor Lichtbögen, die sich zwischen ihnen und dem Werkstück (nicht gezeigt) ausbilden können. Diese werden als Doppellichtbögen bezeichnet und können zur Beschädigung der Düse 4, der Düsenkappe 5 und der Düsenschutzkappe 8 führen. - Gleichzeitig wird Wärme zwischen der Düsenschutzkappe 8 und der Düsenkappe 5 vom wärmeren zum kälteren Bauteil hin, in diesem Fall von der Düsenschutzkappe 8 zur Düsenkappe 5, über das Wärme gut leitende, als Sekundärgasführungsteil 7 ausgebildete Isolierteil übertragen. Das Sekundärgasführungsteil 7 steht mit der Düsenschutzkappe 8 und der Düsenkappe 5 durch Berührung in Kontakt. Dies erfolgt in diesem Ausführungsbeispiel durch kreisringförmige Flächen 8.2 der Düsenschutzkappe 8 und 7.4 des Sekundärgasführungsteils 7 sowie kreisringförmige Flächen 7.5 des Sekundärgasführungsteils 7 und 5.3 der Düsenkappe 5, die sich, wie in den
Figuren 6 bis 9 dargestellt, berühren. - Die
Figuren 16a und16b zeigen ebenfalls ein Sekundärgasführungsteil 7 für ein Sekundärgas SG, das aus zwei Teilen besteht. Ein erstes Teil 7.2 besteht aus einem elektrisch nicht leitenden und Wärme gut leitenden Material, während ein zweites Teil 7.3 aus einem elektrisch gut leitenden und Wärme gut leitenden Material besteht. - Für das Teil 7.2 des Sekundärgasführungsteils 7 wird hier beispielhaft Keramik als Beispiel wiederum Aluminiumnitrid, das eine sehr gute Wärmeleitfähigkeit (ca. 180 W/(m*K)) und einen hohen spezifischen elektrischen Widerstand (ca. 1012 Ω*cm) besitzt, verwendet. Für das Teil 7.3 des Sekundärgasführungsteils 7 wird hier ein Metall, wie zum Beispiel Silber, Kupfer, Aluminium, Zinn, Zink, Eisen, legierter Stahl oder eine metallische Legierung (z. B. Messing), in der diese Metalle einzeln oder in Summe zumindest zu 50 % enthalten sind, verwendet.
- Wenn für das Teil 7.3 bspw. Kupfer eingesetzt wird, wird die Wärmeleitfähigkeit des Sekundärgasführungsteils 7 größer, als wenn dies nur aus elektrisch nicht leitendem und Wärme gut leitendem Material, wie zum Beispiel Aluminiumnitrid, bestehen würde. Kupfer hat je nach Reinheit eine höhere Wärmeleitfähigkeit (max. ca. 390 W/(m*K)) als Aluminiumnitrid (ca. 180 W/(m*K)), das gegenwärtig als einer der am besten Wärme leitenden und gleichzeitig nicht elektrisch gut leitenden Werkstoffe gilt. Dies führt durch die bessere Leitfähigkeit zu einem noch besseren Wärmeaustausch zwischen der Düsenschutzkappe 8 und der Düsenkappe 5 des Plasmaschneidbrenners 1 der
Figuren 6 bis 9 . - Im einfachsten Fall sind die Teile 7.2 und 7.3 durch Übereinanderschieben der Kontaktflächen 7.21 und 7.31 verbunden.
- Die Teile 7.2 und 7.3 können auch kraftschlüssig durch die aneinandergepressten, sich gegenüberliegenden und berührenden Kontaktflächen 7.20 mit 7.30, 7.21 mit 7.31 und 7.22 mit 7.32 verbunden sein. Die Kontaktflächen 7.20, 7.21 und 7.22 sind Kontaktflächen des Teils 7.2 und die Kontaktflächen 7.30, 7.31 und 7.32 sind Kontaktflächen des Teils 7.3. Die zylindrisch ausgebildeten Kontaktflächen 7.31 (zylindrisch Außenfläche des Teils 7.3) und 7.21 (zylindrische Innenfläche des Teils 7.2) bilden durch Ineinanderpressen eine kraftschlüssige Verbindung. Hier wird eine Übermaßpassung DIN EN ISO 286 (zum Beispiel H7/n6; H/m6) zwischen den zylindrischen Innen- und Außenflächen angewandt.
- Es besteht weiterhin die Möglichkeit, beide Teile durch Formschluss, durch Löten und/oder Kleben miteinander zu verbinden.
- Da die mechanische Bearbeitung des Keramikwerkstoffs meist schwieriger ist als diejenige eines Metalls, sinkt der Bearbeitungsaufwand. Hier sind beispielsweise zwölf Bohrungen 7.1 in Teil 7.3 aus Metall eingebracht, die einen radialen Versatz a11 aufweisen und im Winkel α11 äquidistant auf dem Umfang der Gasführung verteilt. Es sind auch unterschiedlichste Formen, wie zum Beispiel Nuten, Aussparungen, Bohrungen etc. einfacher herstellbar, wenn sie in das Metall eingebracht werden.
- Die
Figuren 17a und17b zeigen ebenfalls ein Sekundärgasführungsteil 7 für ein Sekundärgas SG, das aus zwei Teilen besteht. Im Gegensatz zur Ausführungsform gemäß derFigur 16 besteht hier ein erstes Teil 7.2 aus einem elektrisch gut leitenden und Wärme gut leitenden Material und ein zweites Teil 7.3 aus einem elektrisch nicht leitenden und Wärme gut leitenden Material. Ansonsten gelten die gleichen Anmerkungen wie zu denFiguren 16a und6b . - In den
Fig. 18a, 18b ,18c und 18d ist eine weitere Ausführungsform eines Sekundärgasführungsteils 7 für ein Sekundärgas SG, das in einem Plasmaschneidbrenner gemäß denFig. 6 bis 9 eingesetzt werden kann, gezeigt. - Die
Fig. 18a zeigt eine Draufsicht und dieFig. 18b und18c geschnittene Seitenansichten unterschiedlicher Ausführungsformen desselben.Fig. 18d zeigt ein aus elektrisch nicht leitendem und Wärme nicht leitendem Material bestehendes Teil 7.3 des Sekundärgasführungsteils 7. - Im Teil 7.3 des Sekundärgasführungsteils 7 befinden sich radial angeordnete Bohrungen 7.1, die auch radial oder radial versetzt und/oder zur Mittellinie M radial geneigt sein können und durch die das Sekundärgas SG strömen kann, wenn das Sekundärgasführungsteil 7 in den Plasmaschneidbrenner 1 eingebaut ist. In diesem Beispiel sind zwölf Bohrungen um ein Maß a11 radial versetzt und äquidistant auf dem Umfang verteilt, wobei der Winkel, der durch die Mittelpunkte der Bohrungen eingeschlossen ist, mit α11 (hier zum Beispiel 30°) bezeichnet ist. Es können aber auch Öffnungen, Nuten oder Aussparungen sein, durch die das Sekundärgas SG strömt, wenn das Sekundärgasführungsteil 7 in den Plasmaschneidbrenner 1 (siehe hierzu zum Beispiel
Fig. 6 bis 9 ) eingebaut ist. -
Fig. 18d zeigt, dass in diesem Beispiel das Teil 7.3 zwölf weitere axial angeordnete Bohrungen 7.9 aufweist, die größer als die Bohrungen bzw. Öffnungen 7.1 sind. - In den
Fig. 18a und 18b sind in diese Bohrungen 7.9 zwölf Teile 7.2, die hier beispielhaft als Rundstifte dargestellt sind, eingebracht. Die Rundstifte 7.2 bestehen aus einem elektrisch nicht leitendem und Wärme gut leitendem Material, während das Teil 7.3 aus einem elektrisch nicht leitendem und Wärme nicht leitendem Material besteht. - Wenn das Sekundärgasführungsteil 7 in den Plasmaschneidbrenner 1 gemäß den
Fig. 6 bis 9 eingebaut ist, stehen Kontaktflächen 7.51 der Rundstifte 7.2 mit einer Kontaktfläche 5.3 (hier zum Beispiel Kreisringfläche) der Düsenkappe 5 und Kontaktflächen 7.41 der Rundstifte 7.2 mit einer Kontaktfläche 8.2 (hier zum Beispiel Kreisringfläche) der Düsenschutzkappe durch Berührung in Kontakt (Fig. 6 bis 9 ). - Die Teile 7.2 haben einen Durchmesser d7 und eine Länge 17, die mindestens genauso groß ist wie die Breite b des Teils 7.3. Noch besser ist es, wenn die Länge 17 geringfügig größer ist, um einen sicheren Kontakt zwischen den Kontaktflächen der Rundstifte 7.2 und der Düsenkappe 5 sowie der Düsenschutzkappe 8 zu erhalten.
- Die
Fig. 18c zeigt eine andere Ausführungsform des Sekundärgasführungsteils 7 für Sekundärgas. Dabei sind in jede Bohrung 7.9 zwei beispielhaft als Rundstift angegebene Teile 7.2 und 7.6 eingebracht. Das Teil 7.3 besteht aus einem elektrisch nicht leitenden und Wärme nicht leitenden Material, die Rundstifte 7.2 bestehen aus einem elektrisch nicht leitenden und Wärme gut leitenden Material und die Rundstifte 7.6 bestehen aus einem elektrisch gut leitenden und Wärme gut leitenden Material. - Wenn das Sekundärgasführungsteil 7 in den Plasmaschneidbrenner 1 gemäß den
Fig. 6 bis 9 eingebaut ist, stehen Kontaktflächen 7.51 der Rundstifte 7.2 mit einer Kontaktfläche 5.3 (hier zum Beispiel die Kreisringfläche) der Düsenkappe 5 und Kontaktflächen 7.41 der Rundstifte 7.6 mit einer Kontaktfläche 8.2 (hier zum Beispiel die Kreisringfläche) der Düsenschutzkappe 8 durch Berührung in Kontakt (siehe auchFig. 6 bis 9 ). Beide Rundstifte 7.2 und 7.6 sind durch ihre Kontaktflächen 7.42 und 7.52 durch Berührung verbunden. - Die Teile 7.2 weisen einen Durchmesser d7 und eine Länge 171 auf. Die Teile 7.6 haben in diesem Beispiel den gleichen Durchmesser und eine Länge 172, wobei die Summe der Längen 171 und 172 mindestens genauso groß wie die Breite b des Teils 7.3 ist. Noch besser ist es, wenn die Summe der Längen geringfügig größer, beispielsweise größer als 0,1 mm ist, um einen sicheren Kontakt zwischen den Kontaktflächen 7.51 der Rundstifte 7.2 und der Düsenkappe 5 sowie den Kontaktflächen 7.41 der Rundstifte 7.6 und der Düsenschutzkappe 8 zu erhalten.
- Wie die
Fig. 18c und die zugehörige Beschreibung zeigen, betrifft die vorliegende Erfindung somit in verallgemeinerter Form auch ein Isolierteil für einen Plasmabrenner, insbesondere einen Plasmaschneidbrenner, zur elektrischen Isolation zwischen mindestens zwei elektrisch leitfähigen Bauteilen des Plasmabrenners, wobei das Isolierteil aus mindestens drei Teilen besteht, wobei eines der Teile aus einem elektrisch nicht leitenden und Wärme gut leitenden Material, ein weiteres der Teile aus einem elektrisch nicht leitenden und Wärme nicht leitenden Material besteht und das weitere oder ein weiteres der Teile aus einem elektrisch gut leitenden und Wärme gut leitenden Material besteht. - Die in den
Fig. 15 bis 18 gezeigten Sekundärgasführungsteile 7 können auch in einem Plasmaschneidbrenner 1 gemäßFig. 5 eingesetzt werden. Dort wird durch den Einsatz dieses Sekundärgasführungsteils 7 die elektrische Isolierung zwischen der Düsenschutzkappe 8 und der Düse 4 realisiert. Die elektrische Isolation schützt in Kombination mit dem Sekundärgas SG die Düse 4 und die Düsenschutzkappe 8 vor Lichtbögen, die sich zwischen ihnen und einem Werkstück ausbilden können. Diese werden als Doppellichtbögen bezeichnet und können zur Beschädigung der Düse 4 und der Düsenschutzkappe 8 führen. - Gleichzeitig wird Wärme zwischen der Düsenschutzkappe 8 und der Düse 4 vom wärmeren zum kälteren Bauteil hin, in diesem Fall von der Düsenschutzkappe 8 zur Düse 4, über das Wärme gut leitende als Sekundärgasführungsteil 7 ausgebildete Isolierteil übertragen. Das Sekundärgasführungsteil 7 steht mit der Düsenschutzkappe 8 und der Düse 4 durch Berührung in Kontakt. Dies erfolgt für die in den
Fig. 15 ,16 und17 gezeigten Ausführungsbeispiele des Sekundärgasführungsteils 7 über die kreisringförmigen Kontaktflächen 8.2 der Düsenschutzkappe 8 und die kreisringförmigen Kontaktflächen 7.4 des Sekundärgasführungsteils 7 sowie die kreisringförmigen Kontaktflächen 7.5 des Sekundärgasführungsteils 7 und die kreisringförmigen Kontaktflächen 4.4 der Düsen 4, die sich, wie in derFig. 5 dargestellt, berühren. - In den Ausführungsbeispielen des in den
Fig. 18b und18c gezeigten Sekundärgasführungsteils 7 erfolgt die Wärmeübertragung über die kreisringförmige Kontaktfläche 8.2 der Düsenschutzkappe 8 und die Kontaktflächen 7.41 der Rundstifte 7.2 oder 7.6 des Sekundärgasführungsteils 7 von 7.51 der Rundstifte 7.2 mit der Kontaktfläche 4.4 (hier zum Beispiel die Kreisringfläche) der Düse 4 durch Berührung, wie in derFig. 5 dargestellt. - Die
Fig. 19a bis 19d zeigen Schnittdarstellungen von Anordnungen aus einer Düse 4 und einem Sekundärgasführungsteil 7 für ein Sekundärgas SG gemäß besonderen Ausführungsformen der Erfindung in denFig. 15 bis 18 . Hier gelten die Ausführungen zurFig. 5 und zu denFig. 15 bis 18 . - Dabei zeigt
Fig. 19a eine Anordnung mit einem Sekundärgasführungsteil 7 gemäßFig. 15a und 15b ,Fig. 19b eine Anordnung mit einem Sekundärgasführungsteil gemäß denFig. 16a und16b ,Fig. 19c eine Anordnung mit einem Sekundärgasführungsteil gemäß denFig. 17a und17b undFig. 19d eine Anordnung mit einem Sekundärgasführungsteil gemäßFig. 18a und Fig. 18b . - In diesen Ausführungsbeispielen kann das Sekundärgasführungsteil 7 mit der Düse 4 im einfachsten Fall durch Übereinanderschieben verbunden sein. Sie können aber auch form- und kraftschlüssig oder durch Kleben verbunden sein. Bei der Verwendung von Metall/Metall und/oder Metall/Keramik an der Verbindungsstelle ist auch das Löten als Verbindung möglich.
- Die
Fig. 20a bis 20d zeigen Schnittdarstellungen von Anordnungen aus einer Düsenkappe 5 und einem Sekundärgasführungsteil 7 für ein Sekundärgas SG gemäß denFig. 15 bis 18 gemäß besonderen Ausführungsformen der Erfindung. Hier gelten die Ausführungen zu denFig. 6 bis 9 und zu denFig. 15 bis 18 . - Dabei zeigt
Fig. 20a eine Anordnung mit einem Sekundärgasführungsteil gemäß denFig. 15a und 15b ;Fig. 20b eine Anordnung mit einem Sekundärgasführungsteil gemäß denFig. 16a und16b ;Fig. 20c eine Anordnung mit einem Sekundärgasführungsteil gemäßFig. 17a und17b undFig. 20d eine Anordnung mit einem Sekundärgasführungsteil gemäß denFig. 18a bis 18d . - In diesen Ausführungsbeispielen kann das Sekundärgasführungsteil 7 mit der Düsenkappe 5 im einfachsten Fall durch Übereinanderschieben verbunden sein. Sie können aber auch form- und kraftschlüssig oder der Kleben verbunden sein. Bei der Verwendung von Metall/Metall und/oder Metall/Keramik an der Verbindungsstelle ist auch das Löten als Verbindung möglich.
- Die
Fig. 21a bis 21d zeigen Schnittdarstellungen von Anordnungen aus einer Düsenschutzkappe 8 und einem Sekundärgasführungsteil 7 für ein Sekundärgas SG gemäß denFig. 15 bis 18 . Hier gelten die Ausführungen zu denFig. 5 bis 9 und zu denFig. 15 bis 18 . - Dabei zeigt
Fig. 21a eine Anordnung mit einem Sekundärgasführungsteil gemäß denFig. 15a und 15b ;Fig. 21b eine Anordnung mit einem Sekundärgasführungsteil gemäß denFig. 16a und16b ;Fig. 21c eine Anordnung mit einem Sekundärgasführungsteil gemäß denFig. 17a und17b undFig. 21d eine Anordnung mit einem Sekundärgasführungsteil gemäß denFig. 18a bis 18d . - In diesen Ausführungsbeispielen kann das Sekundärgasführungsteil 7 mit der Düsenschutzkappe 8 im einfachsten Fall durch Übereinanderschieben verbunden sein. Sie können aber auch form- und kraftschlüssig oder Kleben verbunden sein. Bei der Verwendung von Metall/Metall und/oder Metall/Keramik an der Verbindungsstelle ist auch das Löten als Verbindung möglich.
- Die
Fig. 22a und 22b zeigen Anordnungen aus einer Elektrode 2 und einem Plasmagasführungsteil 3 für ein Plasmagas PG gemäß denFig. 11 bis 13 gemäß besonderen Ausführungsformen der Erfindung. - Dabei zeigt
Fig. 22a eine Anordnung mit einem Plasmagasführungsteil gemäßFig. 11a undFig. 11b sowie dieFig. 22b eine Anordnung mit einem Plasmagasführungsteil gemäßFig. 13a undFig. 13b . - In diesem Ausführungsbeispiel ist eine Kontaktfläche 2.3 beispielhaft eine zylindrische Außenfläche der Elektrode 2 und eine Kontaktfläche 3.5 eine zylindrische Innenfläche des Plasmagasführungsteils 3. Vorzugsweise wird hier eine Spielpassung mit geringem Spiel, zum Beispiel H7/h6 nach DIN EN ISO 286 zwischen der zylindrischen Innen- und Außenfläche benutzt, um einerseits das Ineinanderstecken und andererseits einen guten Kontakt und damit geringen Wärmewiderstand und damit guten Wärmeübergang zu realisieren. Der Wärmeübergang kann durch Aufbringen von Wärmeleitpaste an diesen Kontaktflächen verbessert werden. Dann kann eine Passung mit einem größeren Spiel, zum Beispiel H7/g6 verwendet werden.
- Es ist auch möglich, eine Übermaßpassung zwischen dem Plasmagasführungsteil 3 und der Elektrode 2 zu verwenden. Dies verbessert natürlich den Wärmeübergang. Das hat aber zur Folge, dass Elektrode 2 und Plasmagasführungsteil 3 nur gemeinsam im Plasmaschneidbrenner 1 ausgetauscht werden können.
- Die
Fig. 23 zeigt eine Anordnung aus einer Elektrode 2 und einem Plasmagasführungsteil 3 für einen Plasmagas PG gemäß einer besonderen Ausführungsform der vorliegenden Erfindung. - In dieser Anordnung stehen Kontaktflächen 3.51 der Rundstifte 3.2 des Plasmagasführungsteils 3 mit einer Kontaktfläche 2.3 (hier zum Beispiel zylindrische Außenfläche) der Elektrode 2 durch Berührung in Kontakt (siehe auch
Fig. 1 bis 9 ). - Die Teile 3.2 haben einen Durchmesser d3 und eine Länge 13, die mindestens genauso groß ist wie die Hälfte der Differenz der Durchmesser d10 und d20 des Teils 3.3. Noch besser ist es, wenn die Länge 13 geringfügig größer ist, um einen sicheren Kontakt zwischen den Kontaktflächen der Rundstifte 3.2 und der Düse 4 sowie der Elektrode 2 zu erhalten. Von Vorteil ist es, weiterhin, wenn die Oberfläche der Kontaktflächen 3.61 und 3.51 nicht eben, sondern der zylindrischen Außenfläche (Kontaktfläche 2.3) der Elektrode 2 und der zylindrischen Innenfläche (Kontaktfläche 4.3) der Düse so angepasst sind, dass ein Formschluss entsteht.
- Die Anordnungen aus Verschleißteilen und dem Isolierteil bzw. dem Gasführungsteil sind nur beispielhaft aufgezählt. Es sind natürlich auch andere Kombinationen, wie zum Beispiel Düse und Gasführungsteil, möglich.
- Wenn in der vorangehenden Beschreibung auf Kühlflüssigkeit oder ähnliches Bezug genommen wurde, so soll damit ganz allgemein ein Kühlmedium gemeint sein.
- In der vorangehenden Beschreibung werden u. a. Anordnungen und komplette Plasmabrenner beschrieben. Es versteht sich für den Fachmann, dass die Erfindung auch in Unterkombinationen und Einzelteilen, wie zum Beispiel Bauteile oder Verschleißteile, bestehen kann. Daher wird dafür auch explizit Schutz beansprucht.
- Zu guter Letzt noch ein paar Definitionen, die für die gesamte vorangegangene Beschreibung gelten sollen:
- "Elektrisch gut leitend" soll bedeuten, dass der spezifische elektrische Widerstand maximal 0,01 Ω*cm beträgt.
- "Elektrisch nicht leitend" soll bedeuten, dass der spezifische Widerstand minimal 106 Ω*cm, besser mindestens 1010Ω*cm beträgt und/oder das die Spannungsdurchschlagsfestigkeit mindestens 7 kV/mm, besser mindestens 10 kV/mm beträgt.
- "Wärme gut leitend" soll bedeuten, dass die Wärmeleitfähigkeit mindestens 40 W/(m*K), besser mindestens 60 W/(m*K), noch besser mindestens 90 W/(m*K)beträgt.
- "Wärme gut leitend" soll bedeuten, dass die Wärmeleitfähigkeit mindestens 120 W/(m*K), besser mindestens 150 W/(m*K), noch besser mindestens 180 W/(m*K) beträgt.
- Schließlich soll "Wärme gut leitend" insbesondere für Metalle bedeuten, dass die Wärmeleitfähigkeit mindestens 200 W/(m*K), besser mindestens 300 W/(m*K) beträgt.
- Die in der vorangehenden Beschreibung, in der Zeichnung sowie in den Ansprüchen offenbarten Merkmale der Erfindung können sowohl einzeln als auch in beliebigen Kombinationen für die Verwirklichung der Erfindung in ihren verschiedenen Ausführungsformen wesentlich sein.
-
- 1
- Plasmaschneidbrenner
- 2
- Elektrode
- 2.1
- Elektrodenhalter
- 2.2
- Emissionseinsatz
- 2.3
- Kontaktfläche
- 2.10
- Kühlmittelraum
- 3
- Plasmagasführungsteil
- 3.1
- Bohrung
- 3.2
- Teil
- 3.3
- Teil
- 3.4
- Teil
- 3.5
- Kontaktfläche
- 3.6
- Kontaktfläche
- 3.7
- Kontaktfläche
- 3.8
- Nut
- 3.9
- Bohrung
- 3.20
- Kontaktfläche
- 3.21
- Kontaktfläche
- 3.22
- Kontaktfläche
- 3.23
- Kontaktfläche
- 3.24
- Kontaktfläche
- 3.25
- Kontaktfläche
- 3.30
- Kontaktfläche
- 3.31
- Kontaktfläche
- 3.32
- Kontaktfläche
- 3.43
- Kontaktfläche
- 3.44
- Kontaktfläche
- 3.45
- Kontaktfläche
- 3.51
- Kontaktfläche
- 3.61
- Kontaktfläche
- 4
- Düse
- 4.1
- Düsenbohrung
- 4.2
- Innenraum
- 4.3
- Kontaktfläche
- 4.4
- Kontaktfläche
- 4.5
- Kontaktfläche
- 4.10
- Kühlmittelraum
- 4.20
- Außengewinde
- 5
- Düsenkappe
- 5.1
- Düsenkappenbohrung
- 5.3
- Kontaktfläche
- 5.20
- Innengewinde
- 6
- Düsenhalterung
- 6.10
- Kühlmittelraum
- 6.11
- Kühlmittelraum
- 6.20
- Innengewinde
- 6.21
- Außengewinde
- 7
- Sekundärgasführungsteil
- 7.1
- Bohrung
- 7.2
- Teil
- 7.3
- Teil
- 7.4
- Kontaktfläche
- 7.5
- Kontaktfläche
- 7.6
- Teil
- 7.9
- Bohrungen
- 7.20
- Kontaktfläche
- 7.21
- Kontaktfläche
- 7.22
- Kontaktfläche
- 7.30
- Kontaktfläche
- 7.31
- Kontaktfläche
- 7.32
- Kontaktfläche
- 7.41
- Kontaktfläche
- 7.42
- Kontaktfläche
- 7.51
- Kontaktfläche
- 7.52
- Kontaktfläche
- 8
- Düsenschutzkappe
- 8.1
- Düsenschutzkappenbohrung
- 8.2
- Kontaktfläche
- 8.3
- Kontaktfläche
- 8.10
- Innenraum
- 8.11
- Innenraum
- 9
- Düsenschutzkappenhalterung
- 9.1
- Kontaktfläche
- 9.10
- Innenraum
- 9.20
- Innengewinde
- 10
- Kühlrohr
- 10.1
- Kühlmittelraum
- 11
- Aufnahme
- 11.1
- Teil
- 11.2
- Teil
- 11.5
- Kontaktfläche
- 11.6
- Kontaktfläche
- 11.10
- Kühlmitteldurchlass
- 11.11
- Kühlmitteldurchlass
- 11.20
- Außengewinde
- PG
- Plasmagas
- SG
- Sekundärgas
- WR1
- Kühlmittelrücklauf 1
- WR2
- Kühlmittelrücklauf 2
- WV1
- Kühlmittelvorlauf 1
- WV2
- Kühlmittelvorlauf 2
- a1
- radialer Versatz
- a11
- radialer Versatz
- b
- Breite
- d3
- Durchmesser
- d7
- Durchmesser
- d10
- Außendurchmesser
- d11
- Innendurchmesser
- d15
- Durchmesser
- d20
- Innendurchmesser
- d21
- Außendurchmesser
- d25
- Durchmesser
- d30
- Innendurchmesser
- d31
- Außendurchmesser
- d60
- Außendurchmesser
- 13
- Länge
- 131
- Länge
- 132
- Länge
- 17
- Länge
- 171
- Länge
- 172
- Länge
- 173
- Länge
- 12
- Länge
- M
- Mittellinie
- M3.1
- Mittellinie
- M3.2
- Mittellinie
- M3.9
- Mittellinie
- M7.1
- Mittellinie
- M3.6
- Mittellinie
- α1
- Winkel
- α3
- Winkel
- α7
- Winkel
- α11
- Winkel
Claims (25)
- Ein- oder mehrteiliges Isolierteil für einen Plasmabrenner, insbesondere einen Plasmaschneidbrenner, zur elektrischen Isolation zwischen mindestens zwei elektrisch leitfähigen Bauteilen des Plasmabrenners, dadurch gekennzeichnet, dass
es aus einem elektrisch nicht leitenden und Wärme gut leitenden Material besteht oder mindestens ein Teil (3.2; 7.2; 11.1) desselben aus einem elektrisch nicht leitenden und Wärme gut leitenden Material besteht. - Isolierteil nach Anspruch 1, dadurch gekennzeichnet, dass es aus mindestens zwei Teilen (3.2, 3.3; 7.2, 7.3; 11.1, 11.2) besteht, wobei eines der Teile (3.2; 7.2; 11.1) aus einem elektrisch nicht leitenden und Wärme gut leitenden Material und das andere oder mindestens ein anderes der Teile (3.3; 7.3; 11.2) aus einem elektrisch nicht leitenden und Wärme nicht leitenden Material besteht.
- Isolierteil nach Anspruch 2, dadurch gekennzeichnet, dass das Teil (3.2) aus einem elektrisch nicht leitenden und Wärme gut leitenden Material zumindest eine als Kontaktfläche (3.51, 3.61, 7.41, 7.51) fungierende Oberfläche aufweist, die mit einer unmittelbar benachbarten Oberfläche des Teils (3.3, 7.3) aus einem elektrisch nicht leitenden und Wärme nicht leitenden Material fluchtet oder über diese hinausragt.
- Isolierteil nach Anspruch 1, dadurch gekennzeichnet, dass es aus mindestens zwei Teilen (3.2, 3.3; 7.2, 7.3) besteht, wobei eines der Teile (3.3; 7.3) aus einem elektrisch gut leitenden und Wärme gut leitenden Material und das andere (3.2; 7.2) oder mindestens ein anderes der Teile aus einem elektrisch nicht leitenden und Wärme gut leitenden Material besteht.
- Isolierteil nach Anspruch 1, dadurch gekennzeichnet, dass es aus mindestens drei Teilen (7.2, 7.3, 7.6) besteht, wobei eines der Teile (7.6) aus einem elektrisch gut leitenden und Wärme gut leitenden Material, ein anderes der Teile (7.2) aus einem elektrisch nicht leitenden und Wärme gut leitenden Material und ein weiteres der Teile (7.3) aus einem elektrisch nicht leitenden und Wärme nicht leitenden Material besteht.
- Isolierteil nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass das elektrisch nicht leitende und Wärme gut leitende Material eine Wärmeleitfähigkeit von mindestens 40 W/(m*K), bevorzugt mindestens 60 W/(m*K) und noch bevorzugter mindestens 90 W/(m*K), noch bevorzugter mindestens 120 W/(m*K), noch bevorzugter mindestens 150 W/(m*K) und noch bevorzugter mindestens 180W/(m*K) aufweist.
- Isolierteil nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass das elektrisch nicht leitende und Wärme gut leitende Material und/oder das elektrisch nicht leitende und Wärme nicht leitende Material einen spezifischen elektrischen Widerstand von mindestens 106 Ω*cm, bevorzugt mindestens 1010 Ω*cm, und/oder eine Spannungsdurchschlagsfestigkeit von mindestens 7 kV/mm, bevorzugt mindestens 10 kV/mm, aufweist.
- Isolierteil nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass das elektrisch nicht leitende und Wärme gut leitende Material eine Keramik, vorzugsweise aus der Gruppe der Nitridkeramiken, insbesondere der Aluminiumnitrid-, Bornitrid- und Siliziumnitridkeramiken, der Karbidkeramiken, insbesondere der Siliziumkarbidkeramiken, der Oxidkeramiken, insbesondere der Aluminiumoxid-, Zirkoniumoxid- und Berylliumoxidkeramiken, und der Silikatkeramiken, ist, oder Kunststoff, bspw. Kunststofffolie, ist.
- Isolierteil nach Anspruch 2, oder einem davon direkt oder indirekt abhängigen Anspruch, dadurch gekennzeichnet, dass das elektrisch nicht leitende und Wärme nicht leitende Material eine Wärmeleitfähigkeit von höchstens 1 W/(m*K) aufweist.
- Isolierteil nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass die Teile form-, kraft-, stoffschlüssig und/oder durch Kleben oder durch ein thermisches Verfahren, z. B. Löten oder Schweißen, miteinander verbunden sind.
- Isolierteil nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass es mindestens eine Öffnung und/oder mindestens eine Aussparung und/oder mindestens eine Nut (3.8) aufweist, insbesondere wobei sich die mindestens eine Öffnung und/oder die mindestens eine Aussparung und/oder die mindestens eine Nut im elektrisch nicht leitenden und Wärme gut leitenden Material und/oder im elektrisch nicht leitenden und Wärme nicht leitenden Material und/oder im elektrisch gut leitenden und Wärme gut leitenden Material befindet/befinden.
- Isolierteil nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass es gestaltet ist, um ein Gas, insbesondere ein Plasma-, Sekundär- oder Kühlgas, zu führen.
- Anordnung aus einer Elektrode (2) und/oder einer Düse (4) und/oder einer Düsenkappe (5) und/oder einer Düsenschutzkappe (8) und/oder einer Düsenschutzkappenhalterung (9) für einen Plasmabrenner, insbesondere einen Plasmaschneidbrenner (1), und einem Isolierteil nach einem der vorangehenden Ansprüche.
- Anordnung nach Anspruch 13, dadurch gekennzeichnet, dass das Isolierteil mit der Elektrode (2) und/oder der Düse (4) und/oder der Düsenkappe (5) und/oder der Düsenschutzkappe (8) und/oder der Düsenschutzkappenhalterung (9) in direktem Kontakt steht.
- Anordnung aus einer Aufnahme (11) für eine Düsenschutzkappenhalterung (9) und einer Düsenschutzkappenhalterung (9) für einen Plasmabrenner, insbesondere einen Plasmaschneidbrenner (1), dadurch gekennzeichnet, dass die Aufnahme (11) als ein vorzugsweise mit der Düsenschutzkappenhalterung (9) in direktem Kontakt stehendes Isolierteil nach einem der Ansprüche 1 bis 12 ausgebildet ist.
- Anordnung aus einer Elektrode (2) und einer Düse (4) für einen Plasmabrenner, insbesondere einen Plasmaschneidbrenner (1), dadurch gekennzeichnet, dass zwischen der Elektrode (2) und der Düse (4) ein als ein Plasmagasführungsteil (3) ausgebildetes Isolierteil nach einem der Ansprüche 1 bis 12, vorzugsweise in direktem Kontakt mit selbigen, angeordnet ist.
- Anordnung aus einer Düse (4) und einer Düsenschutzkappe (8) für einen Plasmabrenner, insbesondere einen Plasmaschneidbrenner (1), dadurch gekennzeichnet, dass zwischen der Düse (4) und der Düsenschutzkappe (8) ein als ein Sekundärgasführungsteil (7) ausgebildetes Isolierteil nach einem der Ansprüche 1 bis 12, vorzugsweise in direktem Kontakt mit selbigem, angeordnet ist.
- Anordnung aus einer Düsenkappe (5) und einer Düsenschutzkappe (8) für einen Plasmabrenner, insbesondere einen Plasmaschneidbrenner (1), dadurch gekennzeichnet, dass zwischen der Düsenkappe (5) und der Düsenschutzkappe (8) ein als ein Sekundärgasführungsteil (7) ausgebildetes Isolierteil nach einem der Ansprüche 1 bis 12, vorzugsweise in direktem Kontakt mit selbigen, angeordnet ist.
- Plasmabrenner, insbesondere Plasmaschneidbrenner (1), umfassend mindestens ein Isolierteil nach einem der Ansprüche 1 bis 12.
- Plasmabrenner nach Anspruch 19, dadurch gekennzeichnet, dass das Isolierteil oder ein aus elektrisch nicht leitendem und Wärme gut leitendem Material bestehendes Teil desselben mindestens eine als Kontaktfläche fungierende Oberfläche, vorzugsweise zwei Oberflächen, aufweist, die zumindest mit einer Oberfläche eines elektrisch gut leitenden Bauteils, insbesondere einer Elektrode (2), Düse (4), Düsenkappe (5), Düsenschutzkappe (8) oder Düsenschutzkappenhalterung (9), des Plasmabrenners in direktem Kontakt steht.
- Plasmabrenner nach einem der Ansprüche 19 bis 20, dadurch gekennzeichnet, dass das Isolierteil ein Gasführungsteil, insbesondere ein Plasmagas- (3), Sekundärgas- (7) oder Kühlgasführungsteil, ist.
- Plasmabrenner nach einem der Ansprüche 19 bis 21, gekennzeichnet, dass das Isolierteil mindestens eine Oberfläche aufweist, die im Betrieb direkten Kontakt mit einem Kühlmedium, vorzugsweise einer Flüssigkeit und/oder einem Gas und/oder einem Flüssigkeits-Gas-Gemisch, hat.
- Plasmabrenner, insbesondere Plasmaschneidbrenner (1), umfassend mindestens eine Anordnung nach einem der Ansprüche 13 bis 18.
- Verfahren zum Bearbeiten eines Werkstücks mit einem thermischen Plasma oder zum Plasmaschneiden oder zum Plasmaschweißen, dadurch gekennzeichnet, dass ein Plasmabrenner nach einem der Ansprüche 19 bis 23 eingesetzt wird.
- Verfahren nach Anspruch 24, dadurch gekennzeichnet, dass in den Plasmabrenner zusätzlich zum Plasmastrahl ein Laserstrahl eines Lasers eingekoppelt wird, insbesondere wobei der Laser ein Faserlaser, Diodenlaser und/oder diodengepumpter Laser ist.
Priority Applications (11)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020157035646A KR102054543B1 (ko) | 2013-05-16 | 2014-07-04 | 플라즈마 토치, 특히 플라즈마 절단 토치의 단일 또는 다수-부분의 절연 부품, 및 이를 가지는 플라즈마 토치와 조립체 |
| PCT/IB2014/001275 WO2014184656A2 (de) | 2013-05-16 | 2014-07-04 | Ein- oder mehrteiliges isolierteil für einen plasmabrenner, insbesondere einen plasmaschneidbrenner, sowie anordnungen und plasmabrenner mit demselben |
| RU2015153934A RU2691729C2 (ru) | 2013-05-16 | 2014-07-04 | Монолитная или составная изолирующая деталь для плазменной горелки, в частности горелки для плазменной резки, а также устройство и плазменная горелка с этим устройством |
| US14/890,615 US10485086B2 (en) | 2013-05-16 | 2014-07-04 | Single or multi-part insulating component for a plasma torch, particularly a plasma cutting torch, and assemblies and plasma torches having the same |
| MX2015015427A MX370068B (es) | 2013-05-16 | 2014-07-04 | Componente aislante de una o varias partes para un soplete de plasma, en particular un soplete cortador de plasma, y montajes y sopletes de plasma que lo comprenden. |
| BR112015028734-4A BR112015028734B1 (pt) | 2013-10-04 | 2014-07-04 | Peça isolante de uma ou mais partes para uma tocha de arco por plasma, em particular, uma tocha de corte por plasma e disposições e tochas de plasma tendo a mesma |
| JP2016513457A JP6643979B2 (ja) | 2013-10-04 | 2014-07-04 | プラズマ切断トーチ用の複数部分からなる絶縁部分、ならびにそれを有するアセンブリおよびプラズマ切断トーチ |
| CN201480027298.3A CN105230131B (zh) | 2013-05-16 | 2014-07-04 | 用于等离子体炬且尤其是等离子体割炬的单件或多件式绝缘构件及具有该绝缘构件的组件和等离子体炬 |
| CA2910221A CA2910221C (en) | 2013-05-16 | 2014-07-04 | Single or multi-part insulating component for a plasma torch, particularly a plasma cutting torch, and assemblies and plasma torches having the same |
| ZA2015/08161A ZA201508161B (en) | 2013-05-16 | 2015-11-04 | Single or multi-part insulating component for a plasma torch, particularly a plasma cutting torch, and assemblies and plasma torches having the same |
| US16/550,845 US20200015345A1 (en) | 2013-05-16 | 2019-08-26 | Single or multi-part insulating component for a plasma torch, particularly a plasma cutting torch, and assemblies and plasma torches having the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102013008353 | 2013-05-16 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2804450A2 true EP2804450A2 (de) | 2014-11-19 |
| EP2804450A3 EP2804450A3 (de) | 2014-12-17 |
| EP2804450B1 EP2804450B1 (de) | 2022-05-04 |
Family
ID=49303695
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13004796.2A Active EP2804450B1 (de) | 2013-05-16 | 2013-10-04 | Mehrteiliges Isolierteil für einen Lichtbogenplasmabrenner, Brenner und zugehörige Anordnungen mit demselben und zugehörigen Verfahren |
Country Status (11)
| Country | Link |
|---|---|
| US (2) | US10485086B2 (de) |
| EP (1) | EP2804450B1 (de) |
| KR (1) | KR102054543B1 (de) |
| CN (1) | CN105230131B (de) |
| CA (1) | CA2910221C (de) |
| ES (1) | ES2923761T3 (de) |
| MX (1) | MX370068B (de) |
| PL (1) | PL2804450T3 (de) |
| RU (1) | RU2691729C2 (de) |
| WO (1) | WO2014184656A2 (de) |
| ZA (1) | ZA201508161B (de) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2942144B1 (de) * | 2014-05-07 | 2024-07-03 | Kjellberg-Stiftung | Plasmaschneidbrenneranordnung sowie die Verwendung von Verschleißteilen bei einer Plasmaschneidbrenneranordnung |
| JP6636249B2 (ja) * | 2015-01-30 | 2020-01-29 | 株式会社小松製作所 | プラズマトーチ用交換部品ユニット |
| JP6522967B2 (ja) * | 2015-01-30 | 2019-05-29 | 株式会社小松製作所 | プラズマトーチ用センタパイプ、接触子、電極、及びプラズマトーチ |
| JP6522968B2 (ja) * | 2015-01-30 | 2019-05-29 | 株式会社小松製作所 | プラズマトーチ用絶縁ガイド、及び交換部品ユニット |
| DE102016219350A1 (de) * | 2016-10-06 | 2018-04-12 | Kjellberg-Stiftung | Düsenschutzkappe, Lichtbogenplasmabrenner mit dieser Düsenschutzkappe sowie eine Verwendung des Lichtbogenplasmabrenners |
| KR102686242B1 (ko) | 2017-01-23 | 2024-07-17 | 에드워드 코리아 주식회사 | 질소 산화물 감소 장치 및 가스 처리 장치 |
| KR102646623B1 (ko) * | 2017-01-23 | 2024-03-11 | 에드워드 코리아 주식회사 | 플라즈마 발생 장치 및 가스 처리 장치 |
| EP3553206B1 (de) * | 2017-06-15 | 2022-08-03 | Obshchestvo S Ogranichennoy Otvetstvennost'yu "Obedinennaya Kompaniya Rusal Inzhenerno-Tekhnologicheskiy Tsentr" | Verfahren zum brechen einer elektrolytkruste durch plasmaschneiden |
| JP7308849B2 (ja) * | 2018-02-20 | 2023-07-14 | エリコン メテコ(ユーエス)インコーポレイテッド | プラズマ・アーク制御の方法としてニュートロード・スタックを利用する単アーク縦列低圧被覆銃 |
| EP4029356A2 (de) * | 2019-09-12 | 2022-07-20 | Kjellberg-Stiftung | VERSCHLEIßTEIL FÜR EINEN LICHTBOGENBRENNER UND PLASMABRENNER SOWIE LICHTBOGENBRENNER UND PLASMABRENNER MIT DEMSELBEN UND VERFAHREN ZUM PLASMASCHNEIDEN SOWIE VERFAHREN ZUR HERSTELLUNG EINER ELEKTRODE FÜR EINEN LICHTBOGENBRENNER UND PLASMABRENNER |
| CN110524087B (zh) * | 2019-09-26 | 2024-06-18 | 徐慕庆 | 一种割嘴及自动点火的割枪 |
| US10978225B1 (en) * | 2020-03-12 | 2021-04-13 | Lawrence Livermore National Security, Llc | High-voltage insulator having multiple materials |
| DE102020125073A1 (de) * | 2020-08-05 | 2022-02-10 | Kjellberg-Stiftung | Elektrode für einen Plasmaschneidbrenner, Anordnung mit derselben, Plasmaschneidbrenner mit derselben sowie Verfahren zum Plasmaschneiden |
| KR20230068789A (ko) * | 2021-11-11 | 2023-05-18 | 삼성에스디아이 주식회사 | 레이저 용접 노즐 |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4872053A (de) * | 1971-12-30 | 1973-09-28 | ||
| EP0094984A1 (de) * | 1982-07-12 | 1983-11-30 | Manfred J. Wallner | Lichtbogenschweiss- oder Schneidbrenner |
| US4659899A (en) * | 1984-10-24 | 1987-04-21 | The Perkin-Elmer Corporation | Vacuum-compatible air-cooled plasma device |
| WO1992015421A1 (fr) * | 1991-02-28 | 1992-09-17 | Kabushiki Kaisha Komatsu Seisakusho | Chalumeau coupeur a plasma |
| JP2640707B2 (ja) * | 1991-02-28 | 1997-08-13 | 株式会社小松製作所 | 切断用プラズマトーチ |
| JPH0639276U (ja) * | 1992-10-20 | 1994-05-24 | 株式会社小松製作所 | プラズマ切断機用トーチ |
| JP3260018B2 (ja) * | 1993-09-22 | 2002-02-25 | 小池酸素工業株式会社 | プラズマ切断トーチ |
| AT405472B (de) * | 1997-03-04 | 1999-08-25 | Bernhard Dr Platzer | Verfahren und vorrichtung zum erzeugen eines plasmas |
| US5906758A (en) * | 1997-09-30 | 1999-05-25 | The Esab Group, Inc. | Plasma arc torch |
| RU2145536C1 (ru) * | 1998-04-07 | 2000-02-20 | Акционерное общество открытого типа "Научно-исследовательский технологический институт" (АО "НИТИ-ТЕСАР") | Плазмотрон для воздушно-плазменной резки |
| FR2777214B1 (fr) * | 1998-04-09 | 2000-05-19 | Soudure Autogene Francaise | Torche et procede de coupage ou soudage a l'arc electrique |
| JP2000082774A (ja) * | 1998-06-30 | 2000-03-21 | Sumitomo Electric Ind Ltd | パワ―モジュ―ル用基板およびその基板を用いたパワ―モジュ―ル |
| JP2000052043A (ja) * | 1998-08-05 | 2000-02-22 | Koike Sanso Kogyo Co Ltd | プラズマトーチ |
| JP3625040B2 (ja) * | 1999-08-11 | 2005-03-02 | 株式会社小松製作所 | プラズマ加工機、プラズマトーチ及びその部品の着脱方法 |
| US6320156B1 (en) * | 1999-05-10 | 2001-11-20 | Komatsu Ltd. | Plasma processing device, plasma torch and method for replacing components of same |
| JP3934554B2 (ja) * | 2001-02-27 | 2007-06-20 | ヤン タイ ロン ユアン ディアンリ チースー ユーシャ コンスー | コンバインド型陰極および該陰極を使用したプラズマ点火装置 |
| JP4313046B2 (ja) * | 2001-05-03 | 2009-08-12 | アピト コープ.エス.アー. | 表面処理用の活性ガスカーテンの発生方法および装置 |
| JP4317451B2 (ja) * | 2001-10-05 | 2009-08-19 | テクナ・プラズマ・システムズ・インコーポレーテッド | 固体電源のためのマルチコイル型誘導プラズマトーチ |
| JP3652350B2 (ja) * | 2002-12-17 | 2005-05-25 | コマツ産機株式会社 | プラズマ加工方法 |
| BRPI0610299B1 (pt) * | 2005-04-19 | 2018-01-30 | Hypertherm, Inc. | Maçarico de arco de plasma provendo injeção angular do fluxo de anteparo |
| WO2006118003A1 (ja) * | 2005-04-28 | 2006-11-09 | Hitachi Metals, Ltd. | 窒化珪素基板、その製造方法、それを用いた窒化珪素配線基板及び半導体モジュール |
| US8101882B2 (en) * | 2005-09-07 | 2012-01-24 | Hypertherm, Inc. | Plasma torch electrode with improved insert configurations |
| FR2914369B1 (fr) * | 2007-03-30 | 2014-02-07 | Snecma | Allumeur electrolytique pour moteur-fusee a monergol |
| JP5413218B2 (ja) * | 2010-01-27 | 2014-02-12 | Jfeエンジニアリング株式会社 | 中空電極アーク・レーザ同軸複合溶接方法 |
| US9605376B2 (en) * | 2011-06-28 | 2017-03-28 | Mtix Ltd. | Treating materials with combined energy sources |
| WO2013130046A2 (en) * | 2012-02-28 | 2013-09-06 | Sulzer Metco (Us), Inc. | Extended cascade plasma gun |
-
2013
- 2013-10-04 EP EP13004796.2A patent/EP2804450B1/de active Active
- 2013-10-04 PL PL13004796.2T patent/PL2804450T3/pl unknown
- 2013-10-04 ES ES13004796T patent/ES2923761T3/es active Active
-
2014
- 2014-07-04 MX MX2015015427A patent/MX370068B/es active IP Right Grant
- 2014-07-04 WO PCT/IB2014/001275 patent/WO2014184656A2/de not_active Ceased
- 2014-07-04 CA CA2910221A patent/CA2910221C/en active Active
- 2014-07-04 KR KR1020157035646A patent/KR102054543B1/ko active Active
- 2014-07-04 CN CN201480027298.3A patent/CN105230131B/zh active Active
- 2014-07-04 US US14/890,615 patent/US10485086B2/en active Active
- 2014-07-04 RU RU2015153934A patent/RU2691729C2/ru active
-
2015
- 2015-11-04 ZA ZA2015/08161A patent/ZA201508161B/en unknown
-
2019
- 2019-08-26 US US16/550,845 patent/US20200015345A1/en not_active Abandoned
Non-Patent Citations (1)
| Title |
|---|
| None |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2910221C (en) | 2021-11-09 |
| CA2910221A1 (en) | 2014-11-20 |
| RU2691729C2 (ru) | 2019-06-18 |
| ZA201508161B (en) | 2017-05-31 |
| US10485086B2 (en) | 2019-11-19 |
| ES2923761T3 (es) | 2022-09-30 |
| US20160120014A1 (en) | 2016-04-28 |
| PL2804450T3 (pl) | 2022-12-19 |
| US20200015345A1 (en) | 2020-01-09 |
| KR102054543B1 (ko) | 2020-01-22 |
| EP2804450A3 (de) | 2014-12-17 |
| RU2015153934A3 (de) | 2018-03-01 |
| KR20160053847A (ko) | 2016-05-13 |
| MX370068B (es) | 2019-11-29 |
| RU2015153934A (ru) | 2017-06-21 |
| WO2014184656A3 (de) | 2015-01-22 |
| WO2014184656A2 (de) | 2014-11-20 |
| MX2015015427A (es) | 2016-08-04 |
| CN105230131B (zh) | 2018-10-09 |
| EP2804450B1 (de) | 2022-05-04 |
| CN105230131A (zh) | 2016-01-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2804450B1 (de) | Mehrteiliges Isolierteil für einen Lichtbogenplasmabrenner, Brenner und zugehörige Anordnungen mit demselben und zugehörigen Verfahren | |
| DE2025368C3 (de) | Elektrischer Lichtbogenbrenner | |
| DE102009016932B4 (de) | Kühlrohre und Elektrodenaufnahme für einen Lichtbogenplasmabrenner sowie Anordnungen aus denselben und Lichtbogenplasmabrenner mit denselben | |
| EP2210455B1 (de) | Elektrode für einen plasmabrenner | |
| DE102011088433A1 (de) | Verfahren und Plasmalichtbogenbrennersystem zum Markieren und Schneiden von Werkstücken mit dem selben Satz an Hilfsstoffen | |
| EP2855071B1 (de) | BRENNER FÜR DAS WOLFRAM-INERTGAS-SCHWEIßEN | |
| EP3684544B1 (de) | Düse für einen plasmabrennerkopf, laserschneidkopf und plasma-laser-schneidkopf | |
| DE102008018530A1 (de) | Düse für einen flüssigkeitsgekühlten Plasmabrenner, Anordnung aus derselben und einer Düsenkappe sowie flüssigkeitsgekühlter Plasmabrenner mit einer derartigen Anordnung | |
| EP2849542B1 (de) | Elektrodenaufbau für Plasmaschneidbrenner | |
| DE102019100581A1 (de) | Gasdüse zum Ausströmen eines Schutzgasstromes und Brennerhals mit einer Gasdüse | |
| EP2667689B1 (de) | Elektrode für Plasmaschneidbrenner sowie deren Verwendung | |
| EP3639631A2 (de) | Elektroden für gas- und flüssigkeitsgekühlte plasmabrenner, anordnung aus einer elektrode und einem kühlrohr, gasführung, plasmabrenner, verfahren zur gasführung in einem plasmabrenner und verfahren zum betreiben eines plasmabrenners | |
| EP2457681B1 (de) | Brenner für das Wolfram-Inertgas-Schweißen sowie Elektrode zur Verwendung bei einem solchen Brenner | |
| EP3829807B1 (de) | Verbindungsteile für einen bearbeitungskopf zur thermischen materialbearbeitung, insbesondere für einen plasmabrennerkopf | |
| DE102017121722B4 (de) | Brennerkörper zum thermischen Fügen, Brenner mit Brennerkörper und Fügevorrichtung | |
| EP3524038B1 (de) | Düsenschutzkappe, lichtbogenplasmabrenner mit dieser düsenschutzkappe sowie eine verwendung des lichtbogenplasmabrenners | |
| EP4029356A2 (de) | VERSCHLEIßTEIL FÜR EINEN LICHTBOGENBRENNER UND PLASMABRENNER SOWIE LICHTBOGENBRENNER UND PLASMABRENNER MIT DEMSELBEN UND VERFAHREN ZUM PLASMASCHNEIDEN SOWIE VERFAHREN ZUR HERSTELLUNG EINER ELEKTRODE FÜR EINEN LICHTBOGENBRENNER UND PLASMABRENNER | |
| EP4193811B1 (de) | Elektrode für einen plasmaschneidbrenner, plasmaschneidbrenner und verfahren mit derselben | |
| EP4595709A1 (de) | Bestandteil, wie z. b. verschleissteil, für einen lichtbogenbrenner, insbesondere einen plasmabrenner oder plasmaschneidbrenner, lichtbogenbrenner mit demselben sowie verfahren zum plasmaschneiden | |
| WO2021063670A1 (de) | Lichtbogen-drahtspritzeinrichtung | |
| DE3136799C2 (de) | Plasmalichtbogenofen | |
| DE2033072C (de) | Lichtbogen-Plasmabrenner mit einer gekühlten Kathode und gekühlten Anode | |
| DE1003880B (de) | Schweissbrenner zum Lichtbogen-Schutzgas-Schweissen mit keramischer Gasduese |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20131004 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: H05H 1/34 20060101AFI20141110BHEP |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20150616 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: KJELLBERG-STIFTUNG |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20200117 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20210622 |
|
| RAP3 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: KJELLBERG-STIFTUNG |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTC | Intention to grant announced (deleted) | ||
| INTG | Intention to grant announced |
Effective date: 20211119 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1490570 Country of ref document: AT Kind code of ref document: T Effective date: 20220515 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502013016131 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2923761 Country of ref document: ES Kind code of ref document: T3 Effective date: 20220930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220905 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220804 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220805 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220904 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502013016131 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 |
|
| 26N | No opposition filed |
Effective date: 20230207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20221004 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221004 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221031 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221031 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221004 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221004 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1490570 Country of ref document: AT Kind code of ref document: T Effective date: 20221004 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221004 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20131004 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502013016131 Country of ref document: DE Representative=s name: BOEHMERT & BOEHMERT ANWALTSPARTNERSCHAFT MBB -, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20250910 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20250922 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SK Payment date: 20250917 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20251024 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220504 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20251028 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20251022 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20251024 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20251118 Year of fee payment: 13 |