EP2796242A2 - Maschine zum Entgraten und Verfahren zu ihrer Einstellung - Google Patents
Maschine zum Entgraten und Verfahren zu ihrer Einstellung Download PDFInfo
- Publication number
- EP2796242A2 EP2796242A2 EP13191614.0A EP13191614A EP2796242A2 EP 2796242 A2 EP2796242 A2 EP 2796242A2 EP 13191614 A EP13191614 A EP 13191614A EP 2796242 A2 EP2796242 A2 EP 2796242A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- brushes
- brush
- turntable
- brush unit
- machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 25
- 239000002184 metal Substances 0.000 claims abstract description 3
- 238000003754 machining Methods 0.000 claims description 19
- 230000033001 locomotion Effects 0.000 claims description 15
- 230000011664 signaling Effects 0.000 claims description 3
- 230000001680 brushing effect Effects 0.000 abstract description 2
- 239000000969 carrier Substances 0.000 abstract 1
- 230000001419 dependent effect Effects 0.000 abstract 1
- 238000012545 processing Methods 0.000 description 17
- 230000006870 function Effects 0.000 description 6
- 238000005259 measurement Methods 0.000 description 6
- 230000001939 inductive effect Effects 0.000 description 3
- 230000000284 resting effect Effects 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 238000004364 calculation method Methods 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 238000002474 experimental method Methods 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 1
- 238000013213 extrapolation Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000000750 progressive effect Effects 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 230000001960 triggered effect Effects 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/033—Other grinding machines or devices for grinding a surface for cleaning purposes, e.g. for descaling or for grinding off flaws in the surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B29/00—Machines or devices for polishing surfaces on work by means of tools made of soft or flexible material with or without the application of solid or liquid polishing agents
- B24B29/005—Machines or devices for polishing surfaces on work by means of tools made of soft or flexible material with or without the application of solid or liquid polishing agents using brushes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B47/00—Drives or gearings; Equipment therefor
- B24B47/22—Equipment for exact control of the position of the grinding tool or work at the start of the grinding operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/16—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation taking regard of the load
Definitions
- the invention relates to a machine for deburring workpieces, which are preferably made of flat steel sheet.
- the thickness of the workpieces can be a few millimeters or even more.
- Known deburring machines have horizontally circulating drive belts, which carry a multiplicity of juxtaposed brushes. These brushes usually consist of a fan-like package of sandpaper or sanding fleece.
- the workpiece to be deburred is guided under or over the brushes, wherein the direction of movement of the brushes is transverse to the feed direction of the workpiece.
- the exposed edges of the abrasive papers or abrasive webs stroke over the top or bottom of the workpiece and remove the protruding burrs. What is important is a certain pressure with which the flexible brushes strike over the surface of the workpiece, so that the brushes exert a certain frictional force on the workpiece and in particular on the ridges to be removed.
- the invention proposes a special method and a correspondingly designed machine, which make it possible to measure the wear and to keep the contact pressure of the brushes constant by adjusting it become.
- the contact pressure of the brushes or the achievement of the critical brush length is determined by determining sliding friction between the brushes and the reference turntable.
- the reference turntable is rotatably mounted centrically and is retracted for measurement in the working area of the rotating brushes and extended again after the measurement.
- the aim of the measurement is to determine the position of the brush unit in the vertical direction, when their brushes come into contact with the reference turntable and exert a certain frictional force on them, so that the reference turntable rotates.
- This position of the brush unit is defined in the context of the present invention as a reference position. Since the reference position of the brush unit depends directly on the wear of the brushes, it is possible to deduce the actual length of the brushes.
- the brushes are slowly brought down to the reference disk until the frictional forces exerted by the brushes on the reference turntable due to contact pressure are large enough to cause the reference turntable to rotate about its axis.
- the brush unit is now in the reference position.
- the drive belt and thus the brushes are driven, so that these one to execute horizontal orbital motion.
- the drive of the drive belt for example via a pulley.
- the reference position of the brush unit is measured by means of the measuring device relative to the machine stand. If such a measurement is carried out several times, ie with brushes having different degrees of wear, it is possible to conclude by comparing the determined layers (the reference layer) with the brush wear and the remaining brush length.
- a first position detection of the brush unit is carried out with a sufficiently fast rotating reference turntable.
- the position detection can be repeated after a certain predetermined period of use of the brushes.
- Critical values for the reference position can be specified, above which a rapid or an immediate brush change is signaled.
- the reference turntable Upon completion of the measurement, the reference turntable will again travel out of the working range of the brushes, i. she swings sideways. The machine is now ready for deburring of workpieces.
- reference turntable refers to a component whose thickness is small compared to its width and length or compared to its radius.
- the top and / or bottom of the reference turntable each span a reference plane with which the brushes at least partially come into contact.
- the reference turntable is preferably circular and full-surface. However, it is also conceivable angularly form the reference turntable, for example as a square or polygon, and optionally with recesses.
- reference travel refers to the process of moving a brush unit in the direction of the reference turntable until it rotates, detecting the reference position of the brush unit and subsequently retracting the brush unit away from the reference turntable.
- the device is designed such that it moves the brush unit into a processing position in which the workpiece is deburred, this processing position being determined as a function of the previously detected reference position.
- the brushes of the brush unit are positioned vertically to the workpiece such that by horizontally moving the brushes relative to the workpiece, all burrs on the surface of the workpiece to be machined can be removed.
- the operator of the device preferably communicates the height of a tool located in the machine and an additional feed path.
- One or both values can also be stored in the device.
- the additional feed path defines how far brushes resting on a surface of the workpiece to be machined are moved further in the direction of the workpiece in order to produce a contact pressure or a necessary frictional force necessary for workpiece machining.
- the device is designed to move the brush unit as a function of its detected reference position in the direction of a surface to be deburred of a workpiece located in the machine, so that the brush exert the same pressure on the surface to be deburred as previously on the reference turntable.
- the corresponding distance between a non-wear affected part of the brush unit and the surface of the workpiece to be deburred can be adjusted using the detected reference position of the brush unit. This is possible because the reference position of the brush unit, the height of the workpiece and, by design, the position of the reference turntable are known relative to the workpiece.
- the brush unit is brought further vertically into the processing position. This is done by the brush unit to the previously communicated to the device additional feed path is moved in the direction of the surface to be processed.
- the predetermined feed path was determined in the course of experiments and is preferably several millimeters.
- the applied in the processing position between the brush and workpiece now contact pressure is significantly higher than the brush pressure acting on a rotating reference turntable in the reference position of the brush unit.
- the facility can u.a. a controller and at least one motor-driven spindle.
- the driven spindle causes a process of the brush unit.
- the motor responsible for driving the spindle is controlled by the controller.
- the values communicated to the device, such as, for example, the workpiece height or the additional feed path, are preferably processed by the controller.
- the machine has a continuous height, in which the workpieces to be deburred run through the machine.
- the reference turntable is arranged at this passage height of the machine.
- the term "passage height" is understood to mean the height of a bearing surface for the workpiece to be machined with respect to the ground on which the machine stands.
- the workpiece to be machined rests on the support surface and is driven on it by the machine.
- the flow height does not change during operation of the machine.
- the neutral fiber of the reference turntable preferably lies at the passage height of the machine. For example, if the machine has two brush units arranged above and below the pass height, the reference turntable can be approached by both brush units.
- the measuring device is preferably designed to measure the distance between the brush unit and the machine stand continuously. Thereby, the controller is aware of any vertical position of the brush unit relative to the machine stand. The controller can thus track traversing movements of the brush unit.
- the position of the brush unit relative to the machine stand can also be indicated in relation to another reference plane, for example with regard to the passage height.
- the electronic control is informed of how far away a part of the brush unit, independent of the brush wear, is from the passage height.
- a brush wear independent component for example, the brush holder to which the brushes are attached.
- Other components of the brush unit are also conceivable.
- the controller is aware of the position of the brush unit relative to the machine stand due to the measuring device. By linking the data of the measuring device and the notified position of the brush unit relative to the passage height, the controller can relate the data of the measuring device with the position of the brush unit relative to the passage height in relation and convert each other. It is conceivable to display the position of the brush unit visually on a display.
- the position indication can be displayed relative to the machine stand or in relation to the passage height. This allows the operator to easily monitor the travel of the brush unit.
- the operator is also able to calibrate the deburring machine. This is preferably done after the insertion of new brushes by the operator manually moves the brush unit in the direction of the passage height until the lower brush ends have reached the flow height. Then he tells the electronic control the vertical position of the brush holder, relative to the passage height. This vertical position relative to the passage height corresponds to the length of the unworn brushes. It is understood that the travel of the brush unit as the position of the brush holder relative to the pass height can also be displayed to the operator on a display.
- the calibration of the deburring machine with unworn brushes is particularly advantageous since the remaining brush length can be determined after a certain machine running time.
- a reference run is performed. Since the position of the brush holder relative to the passage height is known by the prior calibration of the machine, and the position of the brush holder in the reference position of the brush unit relative to the passage height can be specified. At the same time, the distance between the reference turntable and the passage height is known by design. The difference between the vertical position of the brush holder relative to the passage height in the reference position of the brush unit and the distance between the reference turntable and the passage height gives the remaining brush length. Such a calculation can be carried out by the controller and, if necessary, visualized.
- the controller can compare the length of fresh brushes used and the length of worn brushes, thus calculating the worn brush length.
- a memory is provided, in which the calculated values, in particular the remaining brush length, are stored. This memory is then readable by the operator. Thus, the operator always sees which residual brush length was determined during the last homing run.
- controller compares the remaining brush length with previously defined critical values and signals a rapid or immediate brush change when the critical values are not reached.
- the brush unit can be moved exactly perpendicular to the reference turntable.
- the reference turntable preferably extends transversely to the brushes.
- the reference turntable thus provides the largest possible contact surface for the brushes when they are moved in the direction of the reference turntable.
- a sensor which detects whether and optionally how fast the reference turntable rotates due to the friction between the brush and reference turntable. If a turning of the reference turntable is detected, the movement of the brush unit is stopped. The brush unit is now in the reference position.
- the sensor is also able to detect the rotational speed of the reference turntable. This makes it possible to determine the difference between the speed of the driven drive belt or the brushes attached thereto and the speed of the rotating reference turntable. For example, the brushes stroke the reference turntable at a speed of 9 m / s.
- the aim is to stop the movement at the lowest possible differential speed between the brush and the reference turntable. This ensures that not only individual brushes act on the reference turntable, but a large part of the brush exerts a frictional force on the reference turntable. This is significant because of the wear
- the individual brushes may be different and therefore the individual brushes may have different brush lengths. By paying attention to the lowest possible differential speed, it is possible to deduce the average brush length.
- the sensor can be designed as an inductive sensor. But it is also possible to use other sensor types.
- the reference turntable is retractable by means of a motor drive in the working range of the brushes and extendable again.
- An extension and retraction of the reference turntable can be done for example via a swinging and the same.
- the drive allows the reference turntable to be automatically swiveled in and out of the work area of the brushes. A manual movement of the reference turntable and thus an interruption of the machine operation can thus be avoided.
- the drive of the reference turntable is designed as an electrically, pneumatically or hydraulically driven lifting cylinder with a piston rod which is connected to a pivot bearing of the reference turntable in such a way that the reference turntable pivots in and out of the working range of the brushes.
- Lift cylinders are low maintenance and have a high efficiency.
- the reference turntable is preferably retracted or pivoted into the working area of the brushes.
- the reference turntable can be extended or swiveled out of the work area of the brushes.
- the machine has two brush units, one workpiece can be machined on both sides at the same time.
- both the brushes of the upper and the brushes of the lower brush unit are subject to some wear.
- an upper brush unit is arranged above the reference turntable and a lower brush unit below the reference turntable.
- the device is designed to move the brush units offset in time from one another to the respective reference position.
- the reference position of both brush units is detected separately. Since the reference positions of the brush units can only ever be detected individually when the reference turntable rotates, the two brush units are displaced in time in the direction of the swiveled reference turntable.
- the top of the reference turntable forms a reference plane for the upper brush unit while the bottom of the reference turntable represents a reference plane for the lower brush unit. It does not matter which brush units are first homed.
- the method steps b) to e) are referred to as "reference travel".
- the method steps a) and f) are carried out automatically before or after the reference run.
- a reference travel is preferably carried out after a certain period of use of the brushes, so if they have a certain wear.
- the duration of use, after which a reference run is performed again, should be selected so that the processing result is just acceptable. After expiry of the permissible service life and reaching the wear limit, a message can be displayed on the machine.
- the homing run takes place only after the machine has been switched off beforehand and switched on again.
- the workpiece is extended out of the machine after being processed. An operator then shuts off the machine. When switched on again, there is certainly no workpiece in the machine.
- a reference run can then be carried out without problems. It is advantageous to provide a special safety circuit that checks whether a workpiece is in the machine before a reference run is performed.
- a worker can also start a reference run manually if the processing result is no longer acceptable.
- the reference position of the brush unit determined as part of a reference run is then preferably used for positioning the brush unit relative to the workpiece to be machined.
- an operator inputs the thickness of the workpiece to be processed and the additional feed path into the electronic control.
- the additional feed path defines how far brushes resting on a surface of the workpiece to be machined are moved further in the direction of the workpiece in order to produce a contact pressure or a necessary frictional force necessary for workpiece machining.
- the controller determines the processing position of the brush unit as a function of the reference position. In this machining position, the brushes of the brush unit are positioned vertically to the workpiece such that by horizontally moving the brushes relative to the workpiece, all burrs on the surface of the workpiece to be machined can be removed. Then the brush unit is fully automatically moved from a rest position to the processing position. The contact pressure required for machining the workpiece then lies between the brushes and the surface of the workpiece to be machined. The machining of the workpiece can begin.
- the procedure is as already described with reference to the machine according to the invention.
- the brush unit is moved from a rest position in the direction of a surface to be deburred of the workpiece in dependence on the reference position of the brush unit.
- the altitude of the reference turntable relative to the passage height - and thus also to the position of the surface to be machined of the workpiece - is known.
- the brush unit can be moved down just as far on the surface to be processed as in the reference travel relative to the reference turntable.
- the brushes then exert the same pressure on the workpiece to be machined as before on the reference turntable.
- the brush unit is then moved to the previously entered additional feed path further in the processing position to ensure optimum machining of the workpiece surface. How big the additional travel is was determined in experiments or is known from experience.
- the travel of the brush unit can be visually displayed to the operator.
- the travel can be optionally specified in relation to the machine stand, in relation to the passage height or as the distance of the brush holder to the passage height.
- each cycle includes a reference run.
- the steps a) and f) take place before the start of the first homing run or after the end of the second homing run. It does not matter in which order the reference runs of the two brush units are performed. For example, during its reference travel, the upper brush unit comes into contact with the upper side of the reference turntable and the lower brush unit comes into contact with the underside of the reference turntable.
- the signaling can be done optically or acoustically. It is conceivable to equip the machine with a display on which such a signal is visually displayed.
- the position of the reference turntable relative to the machine stand is fixed. Based on a reference journey with new, not yet worn brushes, so can be easily defined a critical value for the vertical position relative to the machine stand, when exceeded, a warning is given. For example, in a later reference run this critical value is compared with the currently measured relative to the machine frame reference position of the brush unit.
- the critical value can also be stored in the control, so that no reference travel with unworn brushes is necessary. It is tantamount to specifying the criteria for triggering a warning in relation to the run height. In this case, a speedy brush change is signaled when the position of the brush unit falls below a critical path relative to the passage height.
- the need for a brush change is signaled when the reference position of the brush unit relative to the machine stand exceeds a predetermined maximum value.
- a predetermined maximum value an insufficient processing result of the workpiece to be deburred is excluded. It is tantamount to specifying the criteria for triggering a warning in relation to the run height.
- an early brush change is signaled when the reference position of the brush unit falls below a predetermined minimum path relative to the passage height.
- the machine 1 of FIG. 1 used for deburring workpieces, in particular made of flat sheet workpieces.
- the machine 1 comprises a stationary machine stand 2, which carries movable components 3.
- the machine 1 further comprises an upper brush unit 4 and a lower brush unit 5, which are arranged so as to be vertically displaceable relative to the machine stand 2 via motor-driven mechanical spindles 6.
- An electronically programmable controller 7 is provided which controls the movements of the two brush units 4, 5. The spindles 6 and the controller 7 thus form a device for moving the brush units 4, 5.
- Each of the brush units 4, 5 has an endlessly circulating drive belt 8 which is driven by a pulley (not shown).
- a plurality of brush holders 9 are fixed, on each of which a brush 10 for deburring the workpieces sit.
- the brushes 10 are formed as a packet-like layers of abrasive paper or abrasive fleece.
- a measuring device 11 is provided which detects the vertical position of the upper brush unit 4 relative to the machine stand 2. The same applies to the lower brush unit 5, the height position of which is measured relative to the machine frame 2 via a second measuring device (not shown).
- the machine 1 has a passage height 12, run on the workpieces to be machined through the machine 1 therethrough. Above the passage height 12 is the upper brush unit 4, below the passage height 12, the lower brush unit 5 is arranged.
- a reference turntable 13 is provided, which is retractable into the working area of the brush 10.
- the reference turntable 13 has an upper side 14 and a lower side 15.
- the upper side 14 forms a first reference plane 16 for the brushes 10 of the upper brush unit 4
- the lower side 15 forms a second reference plane 17 for the brushes 10 of the lower brush unit 5.
- the brush units 4, 5 are perpendicular to the reference turntable 13 vertically fed so far to the reference turntable 13 until the brush unit has reached a reference position.
- the brushes 10 touch the top or bottom 14 and 15 of the reference turntable 13 and exert a certain pressure on the reference turntable 13 from. Due to the pressure and the movement of the brushes 10 transversely to the reference turntable 13, a frictional force is generated between the reference turntable 13 and brushes 10 which rotate the reference turntable 13 added.
- the brushes 10 move horizontally at a speed of about 9 m / s.
- the measuring device 11 detects the vertical position of the brush units 4, 5, ie the reference position of the brush unit 4, 5 relative to the machine stand 2.
- the reference turntable 13 can always be rotated only by a brush unit 4, 5. Therefore, the control is carried out so that the brush units 4, 5 successively time on the reference turntable 13, until the respective reference position is reached.
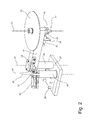
- FIG. 2 the reference turntable 13 is shown in detail. It is rotatably supported by means of a shaft 18 on an arm 19 and can rotate about an axis of rotation 20.
- the arm 19 forms a pivot bearing for the reference turntable 13th
- the shaft 18 has on a reference turntable 13 remote from the end 21 to a rotor 22 which is fixedly connected to the shaft 18.
- a rotor 22 Upon rotation of the reference turntable 13 about the axis of rotation 20, the rotor 22 rotates.
- An inductive sensor 23 is also secured to the arm 19 by means of a sensor holder 24. The sensor 23 detects the rotational movement of the rotor 22 and thereby detects whether and how fast the reference turntable 13 due to the friction between brushes 10 (FIG. FIG. 1 ) and the reference turntable 13 rotates.
- the arm 19 is rotatably connected via a bearing support 25 with a base plate 26. It can be pivoted relative to the base plate 26 about a pivot axis 27.
- the base plate 26 is by means of fastening means 28 on the machine frame 2 ( FIG. 1 ) attached.
- a receptacle 29 Also rotatably connected to the base plate 26 is a receptacle 29. It is rotatable relative to the base plate 26 about a pivot axis 30. At an upper end 31 of the receptacle 29 designed as a cylinder 32 drive with a piston rod 33 is arranged.
- the cylinder 32 is pneumatically actuated. It is understood that the cylinder 32 may also be an electrically or hydraulically actuable cylinder.
- the piston rod 33 of the cylinder 32 is connected via an angle piece 34 with the arm 19 and thus with the pivot bearing of the reference turntable 13 such that the reference turntable 13 by actuation of the cylinder 32 in the working area of the brushes 10 (FIGS. FIG. 1 ) can be swung in and out.
- bearing support 25 and the receptacle 29 also connect directly to the machine stand 2. In this case, eliminates the base plate 26th
- the rotatably mounted reference turntable 13 is pivoted into the working area of the brushes 10. This is done by the cylinder 32 is actuated and the piston rod 33 extends out of the cylinder 32. As a result, the cylinder 32 pivots the arm 19 together with the reference turntable 13 about its pivot axis 27 in the direction of the brushes 10.
- the upper brush unit 4 is moved to the top 14 of the reference turntable 13 and thus to the reference plane 16 until the reference position is reached.
- the brushes 10 touch the reference turntable 13 and exert a certain pressure on them.
- the movement of the upper brush unit 4 is perpendicular to the reference turntable 13.
- the drive belt 8 of the upper brush unit 4 is driven, which is why the brush 10 of the upper brush unit 4 move parallel to the top 14 of the reference turntable 13.
- a third step the rotation is detected and the rotational speed of the reference turntable 13 is measured. This is done by means of the inductive sensor 23, which measures the rotation of the rotor 22 and thus the rotation of the reference turntable 13.
- the height position of the upper brush unit 4, ie the reference position of the brush unit 4, relative to the machine stand 2 is measured. This is done by means of the measuring device 11. Based on the data of the measuring device 11, the height position of the brush unit 4 can also be specified in relation to the passage height of the machine 1. For this purpose, the controller 7 was informed during the first start-up of the machine 1 how far a non-wearing part of the brush unit 4, for example the brush holder 9, is removed from the passage height 12. Based on this information, the controller 7 is able to convert the values supplied by the measuring device 11 into those with reference to the passage height 12.
- the position of the brush unit 4 with a sufficiently fast rotating reference turntable 13 is compared with the passage height 12 by means of the reference height R (FIG. FIG. 3 ).
- the reference height R extends from the passage height 12 to a reference point located on a part of the brush unit 4, 5 which is not affected by wear. Such a non-wear affected part of the brush unit 4, 5 may be the brush holder 9.
- the machine 1 has a display on which the position of the upper brush unit 4 is displayed. It is synonymous, whether the position of the brush unit 4 relative to the machine frame 2 or relative to the passage height 12 is indicated.
- the brushes 10 are removed again from the reference turntable 13 after the measuring run is completed. As a result, the reference turntable 13 is released.
- the controller 7 is now able to calculate and set the optimal working position of the brush 10.
- step b) deviating the lower brush unit 5 against the bottom 15 of Reference turntable 13 as the reference plane 17 until the brush 10 touch the reference turntable 13 and exert a certain pressure on this.
- the operator inputs the height s of a workpiece 36 located in the machine 1 and an additional feed path into the controller 7.
- the additional feed path defines how far brushes 10 resting on a surface 37 to be machined of the workpiece 36 are moved further in the direction of the workpiece 36 in order to produce a contact pressure necessary for workpiece machining or a necessary frictional force.
- the brush unit 4, 5 moves in a processing step to a processing position in which the brushes 10 of the brush unit 4, 5 are positioned vertically to the workpiece 36 such that by horizontally moving the brushes 10 relative to the workpiece 36 all ridges on the surface to be machined 37 of the workpiece 37 can be removed.
- the processing position is determined by the controller 7 as a function of the previously detected reference position of the brush unit 4, 5. How this is implemented by the machine 1 in detail, will be explained below.
- the brush units 4, 5 After entering the workpiece height s and the additional feed path, the brush units 4, 5 are moved in the direction of the surface to be deburred 37 of the workpiece 36 until the brush 10 exert the same pressure on the surfaces to be deburred 37 as before on the reference turntable in the reference position of Brush unit 4, 5.
- the control 7 the previously determined reference position of the brush unit 4, 5, the position of the reference turntable 13 relative to the pass height 12 and the height s of the workpiece 36 knows, they can calculate the necessary travel path of the brush units 4, 5. In this case, it is equivalent whether the calculation of the feed travel of the brush units 4, 5 takes place relative to the machine frame 2 or in relation to the passage height 12.
- the brush units 4, 5 In order to achieve the machining position and, in order to enable optimum machining of the workpiece 36, the brush units 4, 5 must be moved several millimeters further, namely by the additional feed path in the direction of the workpiece 36 to be deburred.
- the additional feed path is independent of the wear of the brushes 10 and was determined on the basis of tests and / or empirical values.
- the brushes 10 in the machining position exert on the surface 37 of the workpiece 36 a contact pressure which is significantly higher than the pressure which previously acted on the reference turntable 13 in the reference position of the brush unit 4, 5. Due to the pressure built up with the aid of the additional delivery and the consequent frictional force, all burrs located on the surface 37 to be processed can be removed.
- FIG. 4 is a brush 10 of the upper brush unit 4 in the machining position, ready for machining the workpiece 36, shown.
- the workpiece 36 with the height s is located at the passage height 12 of the machine 1.
- the upper brush unit 4 is moved so far that the lower end 35 of the brush 10 is slightly below the surface to be machined 37 of the workpiece 36. If the brush 10 now passes over the surface 37, the desired contact pressure or the desired frictional force acts on the workpiece 36.
- the processing position of the upper brush unit 4 and thus of the brush 10 was determined as a function of the reference height R, the distance R s and the workpiece height s calculated. In addition, the delivery specified by the operator was also taken into account.
- the machine 1 indicates the necessity of an early brush change when, during a reference run, the position of the brush units 4, 5 relative to the machine stand 2 exceeds a predetermined critical value.
- the need for an immediate brush change is signaled when the reference position of the brush units 4, 5 relative to the machine stand 2 exceeds a second critical value.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
Description
- Die Erfindung betrifft eine Maschine zum Entgraten von Werkstücken, welche vorzugsweise aus ebenem Stahlblech gefertigt sind. Die Dicke der Werkstücke kann einige Millimeter oder sogar noch mehr betragen.
- Beim Einbringen von Löchern, Ausnehmungen und dergleichen in Stahlblech, insbesondere durch Stanzen, bilden sich störende Grate. Diese können mittels spezieller Bürsten abgeschliffen werden.
- Bekannte Entgratmaschinen haben horizontal umlaufende Treibriemen, welche eine Vielzahl nebeneinander angeordneter Bürsten tragen. Diese Bürsten bestehen üblicherweise aus einem fächerartigen Paket von Schleifpapier oder Schleifvlies. Das zu entgratende Werkstück wird unter oder über die Bürsten geführt, wobei die Bewegungsrichtung der Bürsten quer zur Vorschubrichtung des Werkstücks verläuft. Die freiliegenden Ränder der Schleifpapiere bzw. Schleifvliese streichen über die Oberseite bzw. Unterseite des Werkstücks und entfernen dabei die überstehenden Grate. Wichtig ist ein gewisser Druck, mit dem die flexiblen Bürsten über die Oberfläche des Werkstücks streichen, so dass die Bürsten eine gewisse Reibkraft auf das Werkstück und insbesondere auf die zu entfernenden Grate ausüben.
- Aufgrund des hohen mechanischen Abriebs verschleißen die Bürsten relativ schnell. Dadurch werden sie kürzer. Es besteht also die Gefahr, dass bei fortschreitendem Verschleiß der Anpressdruck der Bürsten immer kleiner wird, bis am Ende gar kein Kontakt mehr zwischen Bürste und Werkstück besteht. Die Bürsten müssen deshalb nicht nur in regelmäßigen Abständen erneuert werden; vor allem muss während des Betriebs dafür gesorgt werden, dass der Anpressdruck der Bürsten möglichst konstant bleibt.
- Um den fortschreitenden Verschleiß und insbesondere die zunehmende Verkürzung der Bürsten zu ermitteln und auszugleichen, schlägt die Erfindung eine spezielle Methode sowie eine entsprechend ausgebildete Maschine vor, die es ermöglichen, den Verschleiß messtechnisch zu erfassen und den Anpressdruck der Bürsten konstant zu halten, indem diese nachgestellt werden.
- Eine erfindungsgemäße Maschine zum Entgraten von Werkstücken, insbesondere von aus ebenem Blech gefertigten Werkstücken, mittels Bürsten oder Schleifen, umfasst folgende Teile:
- einen Maschinenständer, an dem die beweglichen Bauteile der Maschine befestigt sind;
- mindestens eine Bürsteneinheit, die relativ zu dem Maschinenständer vertikal verfahrbar angeordnet ist, umfassend: einen antreibbaren endlos umlaufenden Antriebsriemen und eine Vielzahl von an dem Antriebsriemen befestigten Bürstenträgern und Bürsten zum Entgraten der Werkstücke, insbesondere in Form von paketartig angeordneten Lagen von Schleifpapier bzw. Schleifvlies, welche auf den Bürstenträgern sitzen.
- Die Maschine weist erfindungsgemäß folgende Merkmale auf:
- eine drehbar gelagerte Referenzdrehscheibe, die in den Arbeitsbereich der Bürsten einfahrbar ist, wobei eine Oberseite und/oder Unterseite der Referenzdrehscheibe eine Referenzebene für die Bürsten bildet;
- eine Einrichtung zum vertikalen Verfahren der Bürsteneinheit in eine Referenzlage, bei der die Bürsten die Referenzebene berühren und einen bestimmten Druck auf die Referenzdrehscheibe ausüben, wodurch eine Reibkraft zwischen Referenzdrehscheibe und Bürsten erzeugt wird und sich die Referenzdrehscheibe infolge der Reibkraft dreht;
- eine Messeinrichtung, die die Referenzlage der Bürsteneinheit bei sich drehender Referenzdrehscheibe erfasst.
- Der Anpressdruck der Bürsten bzw. das Erreichen der kritischen Bürstenlänge wird durch Feststellung von Gleitreibung zwischen den Bürsten und der Referenzdrehscheibe ermittelt. Die Referenzdrehscheibe ist zentrisch drehbar gelagert und wird zur Messung in den Arbeitsbereich der umlaufenden Bürsten eingefahren und nach erfolgter Messung wieder ausgefahren. Ziel der Messung ist es, die Lage der Bürsteneinheit in vertikaler Richtung zu bestimmen, wenn deren Bürsten mit der Referenzdrehscheibe in Berührung kommen und eine gewisse Reibkraft auf diese ausüben, so dass sich die Referenzdrehscheibe dreht. Diese Lage der Bürsteneinheit ist im Rahmen der vorliegenden Erfindung als Referenzlage definiert. Da die Referenzlage der Bürsteneinheit direkt vom Verschleiß der Bürsten abhängt, kann so auf die aktuelle Länge der Bürsten geschlossen werden.
- Für die Messung werden - bei eingeschwenkter Referenzdrehscheibe - die Bürsten so lange langsam auf die Referenzscheibe heruntergefahren (zugestellt), bis die infolge des Anpressdrucks von den Bürsten auf die Referenzdrehscheibe ausgeübten Reibungskräfte groß genug sind, um die Referenzdrehscheibe in Drehung um ihre Achse zu versetzen. Die Bürsteneinheit befindet sich nun in der Referenzlage. Während dieser Verfahrbewegung wird der Antriebsriemen und damit die Bürsten angetrieben, so dass diese eine horizontal umlaufende Bewegung ausführen. Der Antrieb des Antriebsriemens erfolgt beispielsweise über ein Riemenrad. Bevorzugt wird die Referenzlage der Bürsteneinheit mithilfe der Messeinrichtung relativ zu dem Maschinenständer gemessen. Wird eine solche Messung mehrmals, d.h. mit unterschiedlich stark verschlissenen Bürsten durchgeführt, kann durch Vergleichen der ermittelten Lagen (der Referenzlage) auf den Bürstenverschleiß und die verbleibende Bürstenlänge geschlossen werden. Beispielsweise wird nach Bestücken der Maschine mit neuen, unverschlissenen Bürsten eine erste Lageerfassung der Bürsteneinheit bei sich hinreichend schnell drehender Referenzdrehscheibe durchgeführt. Die Lageerfassung kann nach einer bestimmten vorgegebener Einsatzdauer der Bürsten wiederholt werden. Es können kritische Werte für die Referenzlage vorgegeben werden, bei deren Überschreitung ein baldiger oder ein sofortiger Bürstenwechsel signalisiert wird.
- Nach Beendigung der Messung fährt die Referenzdrehscheibe wieder aus dem Arbeitsbereich der Bürsten aus, d.h. sie schwenkt seitlich weg. Die Maschine ist nun bereit für das Entgraten von Werkstücken.
- Im Rahmen der vorliegenden Erfindung wird mit dem Begriff "Referenzdrehscheibe" ein Bauteil bezeichnet, dessen Dicke im Vergleich zu seiner Breite und Länge bzw. im Vergleich zu seinem Radius gering ist. Die Ober- und/oder Unterseite der Referenzdrehscheibe spannen jeweils eine Referenzebene auf, mit der die Bürsten zumindest teilweise in Berührung kommen. Die Referenzdrehscheibe ist bevorzugt kreisförmig und vollflächig. Es ist aber auch denkbar, die Referenzdrehscheibe eckig, beispielsweise als Quadrat oder Vieleck, und gegebenenfalls mit Aussparungen auszubilden.
- Mit dem Begriff "Referenzfahrt" wird hier das Verfahren bezeichnet, eine Bürsteneinheit in Richtung der Referenzdrehscheibe zu verfahren, bis sich diese dreht, das Erfassen der Referenzlage der Bürsteneinheit und das anschließende Zurückfahren der Bürsteneinheit von der Referenzdrehscheibe weg. Bevorzugt ist die Einrichtung so ausgebildet, dass sie die Bürsteneinheit in eine Bearbeitungsposition verfährt, in welcher das Werkstück entgratet wird, wobei diese Bearbeitungsposition in Abhängigkeit der zuvor erfassten Referenzlage bestimmt ist. In der Bearbeitungsposition sind die Bürsten der Bürsteneinheit vertikal zu dem Werkstück derart positioniert, dass durch horizontales Bewegen der Bürsten relativ zu dem Werkstück sämtliche Grate auf der zu bearbeitenden Oberfläche des Werkstücks entfernt werden können.
- Damit die Bürsteneinheit in die Bearbeitungsposition verfahren werden kann, teilt der Bediener der Einrichtung bevorzugt die Höhe eines in der Maschine befindlichen Werkzeugs und einen zusätzlichen Zustellweg mit. Einer oder beide Werte können aber auch in der Einrichtung hinterlegt sein. Der zusätzliche Zustellweg definiert, wie weit auf einer zu bearbeitenden Oberfläche des Werkstücks aufliegende Bürsten weiter in Richtung des Werkstücks vertikal verfahren werden, um einen für die Werkstückbearbeitung notwendigen Anpressdruck bzw. eine notwenige Reibkraft zu erzeugen.
- Das Verfahren der Bürsteneinheit in die Bearbeitungsposition wird im Folgenden beschrieben.
- Die Einrichtung ist ausgebildet, die Bürsteneinheit in Abhängigkeit ihrer erfassten Referenzlage derart in Richtung einer zu entgratende Oberfläche eines in der Maschine befindlichen Werkstücks zu verfahren, so dass die Bürsten den gleichen Druck auf die zu entgratende Oberfläche ausüben wie zuvor auf die Referenzdrehscheibe. Der entsprechende Abstand zwischen einem nicht vom Verschleiß betroffenen Teil der Bürsteneinheit und der Oberfläche des zu entgratenden Werkstücks kann unter Benutzung der erfassten Referenzlage der Bürsteneinheit eingestellt werden. Dies ist möglich, da die Referenzlage der Bürsteneinheit, die Höhe des Werkstücks und konstruktionsbedingt auch die Position der Referenzdrehscheibe relativ zum Werkstück bekannt sind.
- Zur Bearbeitung des Werkstücks wird die Bürsteneinheit weiter vertikal in die Bearbeitungsposition gebracht. Dies erfolgt, indem die Bürsteneinheit um den zuvor der Einrichtung mitgeteilten zusätzlichen Zustellweg in Richtung der zu bearbeitenden Oberfläche verfahren wird. Der vorgegebene Zustellweg wurde im Rahmen von Versuchen ermittelt und beträgt bevorzugt mehrere Millimeter. Der in der Bearbeitungsposition zwischen Bürsten und Werkstück nun anliegende Anpressdruck ist deutlich höher als der Bürstendruck, der auf eine sich drehende Referenzdrehscheibe in der Referenzlage der Bürsteneinheit wirkt.
- Durch wiederholtes Ermitteln der Referenzlage der Bürsteneinheit, beispielsweise nach einer vorgegebenen Anzahl an Maschinenstunden, und durch anschließendes Verfahren der Bürsteneinheit in die Bearbeitungsposition in Abhängigkeit der erfassten Referenzlage ist ein annähernd gleich bleibender Anpressdruck der Bürsten auf dem Werkstück gewährleistet.
- Die Einrichtung kann u.a. eine Steuerung und mindestens eine motorisch angetriebene Spindel umfassen. Die angetriebene Spindel bewirkt ein Verfahren der Bürsteneinheit. Der für den Antrieb der Spindel zuständige Motor wird von der Steuerung gesteuert. Die der Einrichtung mitgeteilten Werte wie beispielsweise die Werkstückhöhe oder der zusätzliche Zustellweg werden bevorzugt von der Steuerung verarbeitet.
- Die Maschine weist eine Durchlaufhöhe auf, in der die zu entgratenden Werkstücke durch die Maschine laufen. Vorzugsweise ist die Referenzdrehscheibe auf dieser Durchlaufhöhe der Maschine angeordnet. Unter "Durchlaufhöhe" wird im Rahmen der vorliegenden Erfindung die Höhe einer Auflagefläche für das zu bearbeitende Werkstück gegenüber dem Boden verstanden, auf dem die Maschine steht. Das zu bearbeitende Werkstück liegt auf der Auflagefläche auf und wird auf dieser durch sie Maschine gefahren. Die Durchlaufhöhe verändert sich während des Betriebs der Maschine nicht. Bevorzugt liegt die neutrale Faser der Referenzdrehscheibe auf Durchlaufhöhe der Maschine. Verfügt die Maschine beispielsweise über zwei Bürsteneinheiten, die oberhalb und unterhalb der Durchlaufhöhe angeordnet sind, so kann die Referenzdrehscheibe von beiden Bürsteneinheiten angefahren werden.
- Die Messeinrichtung ist bevorzug ausgebildet, den Abstand zwischen der Bürsteneinheit und dem Maschinenständer kontinuierlich zu messen. Dadurch ist der Steuerung jede beliebige vertikale Position der Bürsteneinheit relativ zu dem Maschinenständer bekannt. Die Steuerung kann somit Verfahrbewegungen der Bürsteneinheit nachvollziehen.
- Die Lage der Bürsteneinheit relativ zu dem Maschinenständer kann auch in Bezug auf eine andere Bezugsebene, beispielsweise in Bezug auf die Durchlaufhöhe, angegeben werden. Bei der ersten Inbetriebnahme der Maschine wird der elektronischen Steuerung mitgeteilt, wie weit ein vom Bürstenverschleiß unabhängiger Teil der Bürsteneinheit von der Durchlaufhöhe entfernt ist. Ein solches vom Bürstenverschleiß unabhängiges Bauteil ist beispielsweise der Bürstenträger, an dem die Bürsten befestigt sind. Andere Bauteile der Bürsteneinheit sind ebenfalls denkbar. Gleichzeitig ist der Steuerung aufgrund der Messeinrichtung die Lage der Bürsteneinheit relativ zu dem Maschinenständer bekannt. Durch Verknüpfung der Daten der Messeinrichtung und der mitgeteilten Lage der Bürsteneinheit relativ zu der Durchlaufhöhe kann die Steuerung die Daten der Messeinrichtung mit der Lage der Bürsteneinheit relativ zu der Durchlaufhöhe in Bezug setzen und ineinander umwandeln. Es ist denkbar, die Position der Bürsteneinheit visuell auf einem Display anzuzeigen. Die Positionsangabe kann dabei relativ zu dem Maschinenständer oder in Bezug auf die Durchlaufhöhe angezeigt werden. Dadurch kann der Bediener den Verfahrweg der Bürsteneinheit leicht überwachen.
- Der Bediener ist darüber hinaus auch selbst in der Lage, die Entgratmaschine zu eichen. Dies erfolgt bevorzugt nach dem Einsetzen von neuen Bürsten, indem der Bediener die Bürsteneinheit manuell in Richtung der Durchlaufhöhe verfährt bis die unteren Bürstenenden die Durchlaufhöhe erreicht haben. Danach teilt er der elektronischen Steuerung die vertikale Position des Bürstenträgers, relativ zu der Durchlaufhöhe mit. Diese vertikale Position relativ zu der Durchlaufhöhe entspricht der Länge der unverschlissenen Bürsten. Es versteht sich, dass der Verfahrweg der Bürsteneinheit als Position des Bürstenträgers relativ zu der Durchlaufhöhe dem Bediener ebenfalls auf einem Display angezeigt werden kann.
- Das Eichen der Entgratmaschine bei unverschlissenen Bürsten ist besonders vorteilhaft, da so nach einer bestimmten Maschinenlaufzeit die verbleibende Bürstenlänge ermittelt werden kann. Hierzu wird eine Referenzfahrt durchgeführt. Da durch die vorherige Eichung der Maschine die Position des Bürstenträgers relativ zu der Durchlaufhöhe bekannt ist, kann auch die Lage des Bürstenträgers bei Referenzlage der Bürsteneinheit relativ zu der Durchlaufhöhe angeben werden. Gleichzeitig ist konstruktionsbedingt der Abstand zwischen der Referenzdrehscheibe und der Durchlaufhöhe bekannt. Die Differenz zwischen der vertikalen Position des Bürstenträgers relativ zu der Durchlaufhöhe bei Referenzlage der Bürsteneinheit und dem Abstand zwischen der Referenzdrehscheibe und der Durchlaufhöhe ergibt die verbleibende Bürstenlänge. Eine solche Berechnung kann von der Steuerung durchgeführt und ggfs. visualisiert werden. Ebenso kann die Steuerung die Länge der unverbrauchten frischen Bürsten und die Länge der verschlissenen Bürsten vergleichen und somit die verschlissene Bürstenlänge berechnen. Bevorzugt ist ein Speicher vorgesehen, in dem die berechneten Werte, insbesondere die verbleibende Bürstenlänge, gespeichert werden. Dieser Speicher ist dann vom Bediener auslesbar. So sieht der Bediener immer, welche Restbürstenlänge bei der letzten Referenzfahrt ermittelt wurde.
- Es ist auch denkbar, dass die Steuerung die verbleibende Bürstenlänge mit zuvor definierten kritischen Werten vergleicht und bei Unterschreiten der kritischen Werten einen baldigen oder sofortigen Bürstenwechsel signalisiert.
- Ebenso ist es aufgrund der Eichung der Entgratmaschine möglich, die zu erwartende restliche Maschinenlaufzeit anzugeben, nach der die montierten Bürsten ausgetauscht werden müssen. Hierzu benötigt die Steuerung die verschlissene Bürstenlänge und die Maschinenzeit, in der dieser Verschleiß auftrat. Sind der Steuerung beide Werte bekannt sind, kann diese durch Extrapolation bestimmen, wann eine kritische Bürstenlänge bei gleichbleibendem Verschleiß erreicht wird. Die bis dahin verstrichene Maschinenzeit ist dann gleich der Restlebensdauer der Bürsten.
- Es ist zweckmäßig, dass die Bürsteneinheit exakt senkrecht zur Referenzdrehscheibe verfahrbar ist. Die Referenzdrehscheibe erstreckt sich bevorzugt quer zu den Bürsten. Die Referenzdrehscheibe bietet so eine möglichst große Auflagefläche für die Bürsten, wenn diese in Richtung der Referenzdrehscheibe verfahren werden. Somit wir die Länge aller Schleifvliese einer Bürste und deren gesamte Breite berücksichtigt, wenn die Schleifvliese die Referenzdrehscheibe berühren.
- Bevorzugt ist ferner eine Ausführungsform, bei der ein Sensor vorgesehen ist, der erkennt, ob und optional wie schnell sich die Referenzdrehscheibe infolge der Reibung zwischen Bürsten und Referenzdrehscheibe dreht. Wird ein Drehen der Referenzdrehscheibe erkannt, wird die Verfahrbewegung der Bürsteneinheit gestoppt. Die Bürsteneinheit befindet sich jetzt in der Referenzlage. Bevorzugt ist der Sensor auch in der Lage, die Drehgeschwindigkeit der Referenzdrehscheibe zu erkennen. Dies ermöglicht es, die Differenz zwischen der Geschwindigkeit des angetriebenen Antriebsriemens bzw. der daran befestigten Bürsten und der Geschwindigkeit der sich drehenden Referenzdrehscheibe zu ermitteln. Beispielsweise streichen die Bürsten mit einer Geschwindigkeit von 9 m/s über die Referenzdrehscheibe. Wird mittels des Sensors eine annähernd ähnliche Drehgeschwindigkeit der Referenzdrehscheibe über einen vorbestimmten Zeitraum erfasst, ist gewährleistet, dass ein ausreichend großer Druck der Bürsten auf die Referenzdrehscheibe erreicht ist. Die Verfahrbewegung der Bürsteneinheit in Richtung der Referenzdrehscheibe wird daraufhin automatisch gestoppt.
- Ziel ist es, die Verfahrbewegung bei einer möglichst geringen Differenzgeschwindigkeit zwischen Bürsten und Referenzdrehscheibe zu stoppen. Dadurch ist gewährleistet, dass nicht nur einzelne Bürsten auf die Referenzdrehscheibe wirken, sondern ein Großteil der Bürsten eine Reibkraft auf die Referenzdrehscheibe ausübt. Dies ist von Bedeutung, da der Verschleiß an den einzelnen Bürsten unterschiedlich ausgeprägt sein kann und die einzelnen Bürsten daher unterschiedliche Bürstenlängen aufweisen können. Indem auf eine möglichst geringe Differenzgeschwindigkeit geachtet wird, kann auf die mittlere Bürstenlänge geschlossen werden. Der Sensor kann als induktiver Sensor ausgebildet sein. Es ist aber auch denkbar, andere Sensortypen zu verwenden.
- Besonders bevorzugt ist die Referenzdrehscheibe mittels eines motorischen Antriebs in den Arbeitsbereich der Bürsten einfahrbar und wieder ausfahrbar. Ein Ein- und Ausfahren der Referenzdrehscheibe kann beispielsweise über ein Ein- und Ausschwenken derselben erfolgen. Mithilfe des Antriebs ist es möglich, die Referenzdrehscheibe automatisch gesteuert in den Arbeitsbereich der Bürsten ein- und auszuschwenken. Ein manuelles Bewegen der Referenzdrehscheibe und damit ein Unterbrechen des Maschinenbetriebs kann somit vermieden werden.
- Vorteilhafterweise ist der Antrieb der Referenzdrehscheibe als elektrisch, pneumatisch oder hydraulisch angetriebener Hubzylinder mit einer Kolbenstange ausgebildet, die mit einem Drehlager der Referenzdrehscheibe derart verbunden ist, dass die Referenzdrehscheibe in den Arbeitsbereich der Bürsten ein- und ausschwenkt. Hubzylinder sind wartungsarm und weisen einen hohen Wirkungsgrad auf. Bevorzugt wird durch Ausfahren der Kolbenstange die Referenzdrehscheibe in den Arbeitsbereich der Bürsten eingefahren bzw. eingeschwenkt. Durch Einfahren der Kolbenstange kann die Referenzdrehscheibe aus dem Arbeitsbereich der Bürsten ausgefahren bzw. ausgeschwenkt werden.
- Weist die Maschine zwei Bürsteneinheiten auf, kann ein Werkstück gleichzeitig beidseitig bearbeitet werden. Allerding unterliegen sowohl die Bürsten der oberen wie auch die Bürsten der unteren Bürsteneinheit einem gewissen Verschleiß.
- In eine besonders bevorzugten Ausführungsform der Erfindung ist oberhalb der Referenzdrehscheibe eine obere Bürsteneinheit und unterhalb der Referenzdrehscheibe eine unteren Bürsteneinheit angeordnet. Die Einrichtung ist ausgebildet, die Bürsteneinheiten zeitlich versetzt zueinander in die jeweilige Referenzlage zu verfahren. Um den Verschleiß der Bürsten beider Bürsteneinheiten bestimmen zu können, wird die Referenzlage beider Bürsteneinheiten jeweils gesondert erfasst. Da die Referenzlagen der Bürsteneinheiten immer nur einzeln bei sich drehender Referenzdrehscheibe erfasst werden können, werden die beiden Bürsteneinheiten zeitlich versetzt in Richtung der eingeschwenkten Referenzdrehscheibe verfahren. Dabei bildet die Oberseite der Referenzdrehscheibe eine Referenzebene für die obere Bürsteneinheit während die Unterseite der Referenzdrehscheibe eine Referenzebene für die untere Bürsteneinheit darstellt. Es ist unerheblich, für welche Bürsteneinheiten zuerst eine Referenzfahrt durchgeführt wird.
- In den Rahmen der Erfindung fällt auch ein Verfahren zur Messung und zum Einstellen des Anpressdrucks der Bürsten bei einer erfindungsgemäßen Maschine. Dieses Verfahren umfasst mindestens folgende Schritte:
- a) Einschwenken einer drehbar gelagerten Referenzdrehscheibe in den Arbeitsbereich der Bürsten;
- b) langsames vertikales Verfahren der Bürsteneinheit in eine Referenzlage, bei der die Bürsten die Referenzdrehscheibe berühren und einen bestimmten Druck auf diese ausüben, wodurch die Referenzdrehscheibe in Drehung versetzt wird;
- c) Erfassen der Drehung, insbesondere der Drehzahl der Referenzdrehscheibe;
- d) Erfassen der Referenzlage der Bürsteneinheit;
- e) Zurückfahren der Bürsten von der Referenzdrehscheibe weg nach Beendigung der Lageerfassung;
- f) Ausschwenken der Drehscheibe aus dem Arbeitsbereich der Bürsten.
- Die Verfahrensschritte b) bis e) werden als "Referenzfahrt" bezeichnet. Die Verfahrensschritte a) und f) werden automatisch zeitlich vor bzw. nach der Referenzfahrt durchgeführt. Eine Referenzfahrt erfolgt bevorzugt nach einer bestimmten Einsatzdauer der Bürsten, wenn diese also einen gewissen Verschleiß aufweisen. Die Einsatzdauer, nach der eine Referenzfahrt erneut durchgeführt wird, sollte derart gewählt sein, dass das Bearbeitungsergebnis gerade noch akzeptabel ist. Nach Ablauf der zulässigen Einsatzdauer und Erreichen der Verschleißgrenze kann ein Hinweis an der Maschine angezeigt werden.
- Es ist ebenfalls denkbar, eine Referenzfahrt durchzuführen, wenn die Maschine mit neuen, noch nicht verschlissenen Bürsten bestückt wurde. Die Lage der Bürsteneinheit mit neuen Bürsten bei sich hinreichend drehender Referenzdrehscheibe kann somit ermittelt und die Steuerung dadurch eingemessen werden.
- Um sicher zu stellen, dass keine Referenzfahrt ausgelöst wird, wenn sich noch ein zu bearbeitendes Werkstück in der Maschine befindet, erfolgt die Referenzfahrt erst nach vorherigem Abschalten und erneutem Einschalten der Maschine. Das Werkstück wird nach seiner Bearbeitung aus der Maschine ausgefahren. Eine Bedienperson schaltet danach die Maschine ab. Bei erneutem Einschalten befindet sich somit sicher kein Werkstück in der Maschine. Eine Referenzfahrt kann dann problemlos durchgeführt werden. Es ist vorteilhaft, eine spezielle Sicherheitsschaltung vorzusehen, die überprüft, ob sich ein Werkstück in der Maschine befindet, bevor eine Referenzfahrt durchgeführt wird.
- Unabhängig von den vorgegebenen Intervallen kann ein Arbeiter eine Referenzfahrt auch manuell starten, wenn das Bearbeitungsergebnis nicht mehr akzeptabel ist.
- Die im Rahmen einer Referenzfahrt ermittelte Referenzlage der Bürsteneinheit wird dann bevorzugt für die Positionierung der Bürsteneinheit relativ zu dem zu bearbeitenden Werkstück verwendet.
- Bevorzugt gibt ein Bearbeiter nach Beendigung einer Referenzfahrt die Dicke des zu bearbeitenden Werkstücks und den zusätzlichen Zustellweg in die elektronische Steuerung ein. Der zusätzliche Zustellweg definiert, wie weit auf einer zu bearbeitenden Oberfläche des Werkstücks aufliegende Bürsten weiter in Richtung des Werkstücks vertikal verfahren werden, um einen für die Werkstückbearbeitung notwendigen Anpressdruck bzw. eine notwenige Reibkraft zu erzeugen. Die Steuerung bestimmt dann in Abhängigkeit der Referenzlage die Bearbeitungsposition der Bürsteneinheit. In dieser Bearbeitungsposition sind die Bürsten der Bürsteneinheit vertikal zu dem Werkstück derart positioniert, dass durch horizontales Bewegen der Bürsten relativ zu dem Werkstück sämtliche Grate auf der zu bearbeitenden Oberfläche des Werkstücks entfernt werden können. Daraufhin wird die Bürsteneinheit vollautomatisch aus einer Ruheposition in die Bearbeitungsposition verfahren. Der zur Bearbeitung des Werkstücks benötigte Anpressdruck liegt dann zwischen den Bürsten und der zu bearbeitender Oberfläche des Werkstücks an. Die Bearbeitung des Werkstücks kann beginnen.
- Um die Bürsteneinheit in die Bearbeitungsposition zu überführen wird wie schon in Bezug auf die erfindungsgemäße Maschine beschrieben vorgegangen. Die Bürsteneinheit wird aus einer Ruheposition heraus in Richtung einer zu entgratenden Oberfläche des Werkstücks in Abhängigkeit der Referenzlage der Bürsteneinheit verfahren. Die Höhenlage der Referenzdrehscheibe relativ zur Durchlaufhöhe - und damit auch zur Position der zu bearbeitenden Oberfläche des Werkstücks - ist bekannt. Somit kann die Bürsteneinheit genau so weit auf die zu bearbeitende Oberfläche herunter gefahren werden wie bei der Referenzfahrt relativ zu der Referenzdrehscheibe. Die Bürsten üben dann den gleichen Druck auf das zu bearbeitende Werkstück aus wie zuvor auf die Referenzdrehscheibe.
- Die Bürsteneinheit wird daraufhin um den zuvor eingegebenen zusätzlichen Zustellweg weiter in die Bearbeitungsposition verfahren, um eine optimale Bearbeitung der Werkstückoberfläche zu gewährleisten. Wie groß der zusätzliche Verfahrweg ist wurde in Versuchen ermittelt bzw. ist aus Erfahrungswerten bekannt.
- Wie schon in Bezug auf die Entgratmaschine beschrieben kann der Verfahrweg der Bürsteneinheit für den Bediener visuell dargestellt werden. Der Verfahrweg kann wahlweise in Bezug auf den Maschinenständer, in Bezug auf die Durchlaufhöhe oder als Abstand des Bürstenträgers zu der Durchlaufhöhe angegeben werden.
- Bei einer Entgratmaschine mit oberer und unterer Bürsteneinheit ist es zweckmäßig, die Verfahrensschritte b) bis e) für die obere Bürsteneinheit als ein erster Zyklus und die Verfahrensschritte b) bis e) für die untere Bürsteneinheit als ein zweiter Zyklus durchzuführen, wobei diese beiden Zyklen zeitlich versetzt zueinander ausgeführt werden. Jeder Zyklus umfasst eine Referenzfahrt. Die Schritte a) und f) erfolgen vor Beginn der ersten Referenzfahrt bzw. nach Ende der zweiten Referenzfahrt. Es ist unerheblich, in welcher Reihenfolge die Referenzfahrten der beiden Bürsteneinheiten durchgeführt werden. Beispielsweise kommt die obere Bürsteneinheit während ihrer Referenzfahrt mit der Oberseite der Referenzdrehscheibe und die untere Bürsteneinheit mit der Unterseite der Referenzdrehscheibe in Kontakt.
- Es ist zweckmäßig, die Notwendigkeit eines baldigen Bürstenwechsels zu signalisieren, wenn die Bürsteneinheit in der Referenzlage relativ zu dem Maschinenständer einen vorbestimmten kritischen Wert überschreitet. Das Signalisieren kann optisch oder akustisch erfolgen. Es ist denkbar, die Maschine mit einem Display auszustatten, an dem ein solches Signal optisch angezeigt wird.
- Die Position der Referenzdrehscheibe relativ zu dem Maschinenständer ist unveränderlich. Ausgehend von einer durchgeführten Referenzfahrt mit neuen, noch nicht verschlissenen Bürsten, kann also leicht ein kritischer Wert für die vertikale Lage relativ zu dem Maschinenständer definiert werden, bei dessen Überschreiten ein Warnhinweis angegeben wird. Beispielsweise wird bei einer später durchgeführten Referenzfahrt dieser kritische Wert mit der aktuell relativ zu dem Maschinenständer gemessenen Referenzlage der Bürsteneinheit verglichen. Der kritische Wert kann auch in der Steuerung hinterlegt sein, so dass keine Referenzfahrt mit unverschlissenen Bürsten notwendig ist. Es ist gleichbedeutend, die Kriterien zum Auslösen eines Warnhinweises in Bezug zu der Durchlaufhöhe anzugeben. In diesem Fall wird ein baldiger Bürstenwechsel signalisiert, wenn die Lage der Bürsteneinheit relativ zu der Durchlaufhöhe einen kritischen Weg unterschreitet.
- Bei einem anderen optionalen Verfahrensschritt wird die Notwendigkeit eines Bürstenwechsels signalisiert, wenn die Referenzlage der Bürsteneinheit relativ zu dem Maschinenständer einen vorbestimmten maximalen Wert überschreitet. Somit wird ein ungenügendes Bearbeitungsergebnis des zu entgratenden Werkstücks ausgeschlossen. Es ist gleichbedeutend, die Kriterien zum Auslösen eines Warnhinweises in Bezug zu der Durchlaufhöhe anzugeben. In diesem Fall wird ein baldiger Bürstenwechsel signalisiert, wenn die Referenzlage der Bürsteneinheit relativ zu der Durchlaufhöhe einen vorbestimmten minimalen Weg unterschreitet.
- Es ist ebenfalls denkbar, die verbleibende Bürstenlänge der montierten Bürsten, wie schon in Bezug auf die erfindungsgemäße Maschine beschrieben, zu berechnen und die ermittelte Bürstenlänge mit zuvor definierten Grenzwerten für einen baldigen Bürstenwechsel und/oder für einen sofortigen Bürstenwechsel zu vergleichen. Es versteht sich, dass der baldige oder sofortige Bürstenwechsel in diesem Fall ebenfalls dem Bediener optisch oder akustisch mitgeteilt werden kann.
- Die beigefügten Abbildungen
Fig. 1 bis Fig. 4 erläutern ein Ausführungsbeispiel der Erfindung. Es zeigen: - Figur 1
- eine Maschine zum Entgraten, in Vorderansicht;
- Figur 2
- eine Referenzdrehscheibe der Maschine von
Fig. 1 , in einer perspektivischen Darstellung; - Figur 3, 4
- eine Referenzfahrt zur Einstellung der Maschine, schematisch.
- Die Maschine 1 von
Figur 1 dient zum Entgraten von Werkstücken, insbesondere von aus ebenem Blech gefertigten Werkstücken. Die Maschine 1 umfasst einen ortsfesten Maschinenständer 2, der bewegliche Bauteile 3 trägt. - Die Maschine 1 umfasst weiter eine obere Bürsteneinheit 4 und eine untere Bürsteneinheit 5, die über motorisch angetriebene mechanische Spindeln 6 relativ zu dem Maschinenständer 2 vertikal verfahrbar angeordnet sind. Es ist eine elektronisch programmierbare Steuerung 7 vorgesehen, welche die Verfahrbewegungen der beiden Bürsteneinheiten 4, 5 steuert. Die Spindeln 6 und die Steuerung 7 bilden somit eine Einrichtung zum Verfahren der Bürsteneinheiten 4, 5.
- Jede der Bürsteneinheiten 4, 5 verfügt über einen endlos umlaufenden Antriebsriemen 8, der durch ein Riemenrad (nicht dargestellt) angetrieben wird. An dem Antriebsriemen 8 sind eine Vielzahl von Bürstenträgern 9 befestigt, auf denen jeweils eine Bürste 10 zum Entgraten der Werkstücke sitzen. Die Bürsten 10 sind als paketartig angeordneten Lagen von Schleifpapier bzw. Schleifvlies ausgebildet.
- Es ist eine Messeinrichtung 11 vorgesehen, welche die vertikale Lage der oberen Bürsteneinheit 4 relativ zu dem Maschinenständer 2 erfasst. Das gleiche gilt auch für die untere Bürsteneinheit 5, deren Höhenlage relativ zu dem Maschinenständer 2 über eine zweite Messeinrichtung (nicht dargestellt) gemessen wird.
- Die Maschine 1 hat eine Durchlaufhöhe 12, auf der zu bearbeitende Werkstücke durch die Maschine 1 hindurch laufen. Oberhalb der Durchlaufhöhe 12 ist die obere Bürsteneinheit 4, unterhalb der Durchlaufhöhe 12 die untere Bürsteneinheit 5 angeordnet.
- Ebenfalls auf Durchlaufhöhe 12 der Maschine 1 ist eine Referenzdrehscheibe 13 vorgesehen, die in den Arbeitsbereich der Bürsten 10 einfahrbar ist. Die Referenzdrehscheibe 13 weist eine Oberseite 14 und eine Unterseite 15 auf. Die Oberseite 14 bildet eine erste Referenzebene 16 für die Bürsten 10 der oberen Bürsteneinheit 4, die Unterseite 15 bildet eine zweite Referenzebene 17 für die Bürsten 10 der unteren Bürsteneinheit 5.
- Um auf die aktuelle Länge der Bürsten 10 schließen zu können, werden die Bürsteneinheiten 4, 5 senkrecht zur Referenzdrehscheibe 13 vertikal so weit auf die Referenzdrehscheibe 13 zugefahren, bis die Bürsteneinheit eine Referenzlage erreicht hat. In der Referenzlage berühren die Bürsten 10 die Ober- bzw. Unterseite 14 bzw. 15 der Referenzdrehscheibe 13 und üben einen bestimmten Druck auf die Referenzdrehscheibe 13 aus. Diese Verfahrbewegung der Bürsteneinheiten 4, 5 erfolgt bei angetriebenem Antriebsriemen 8, dass heißt bei umlaufenden Bürsten 10. Durch den Druck und die Bewegung der Bürsten 10 quer zur Referenzdrehscheibe 13 wird eine Reibkraft zwischen Referenzdrehscheibe 13 und Bürsten 10 erzeugt, welche die Referenzdrehscheibe 13 in Drehung versetzt. Bevorzugt bewegen sich die Bürsten 10 horizontal mit einer Geschwindigkeit von ca. 9 m/s.
- In dieser Position der Bürsteneinheiten 4, 5, dass heißt dann, wenn sich die Referenzdrehscheibe langsam dreht, erfasst die Messeinrichtung 11 die vertikale Lage der Bürsteneinheiten 4, 5, also die Referenzlage der Bürsteneinheit 4, 5 relativ zu dem Maschinenständer 2.
- Es versteht sich, dass die Referenzdrehscheibe 13 immer nur von einer Bürsteneinheit 4, 5 in Drehung versetzt werden kann. Daher erfolgt die Steuerung so, dass die Bürsteneinheiten 4, 5 zeitlich nacheinander auf die Referenzdrehscheibe 13 zufahren, bis die jeweilige Referenzlage erreicht ist.
- In
Figur 2 ist die Referenzdrehscheibe 13 im Detail dargestellt. Sie ist mittels einer Welle 18 an einem Arm 19 drehbar gelagert und kann sich um eine Drehachse 20 drehen. Somit bildet der Arm 19 ein Drehlager für die Referenzdrehscheibe 13. - Die Welle 18 weist an einem der Referenzdrehscheibe 13 abgewandten Ende 21 einen Rotor 22 auf, der mit der Welle 18 fest verbunden ist. Bei einer Drehung der Referenzdrehscheibe 13 um die Drehachse 20 dreht sich der Rotor 22 mit. Ein induktiver Sensor 23 ist mithilfe eines Sensorhalters 24 ebenfalls an dem Arm 19 befestigt. Der Sensor 23 erfasst die Drehbewegung des Rotors 22 und erkennt dadurch, ob und wie schnell sich die Referenzdrehscheibe 13 infolge der Reibung zwischen Bürsten 10 (
Figur 1 ) und der Referenzdrehscheibe 13 dreht. - Der Arm 19 ist über eine Lagerstütze 25 mit einer Grundplatte 26 drehbeweglich verbunden. Er kann relativ zu der Grundplatte 26 um eine Schwenkachse 27 verschwenkt werden. Die Grundplatte 26 ist mithilfe von Befestigungsmitteln 28 an dem Maschinenständer 2 (
Figur 1 ) befestigt. - Ebenfalls mit der Grundplatte 26 drehbar verbunden ist eine Aufnahme 29. Sie ist relativ zu der Grundplatte 26 um eine Schwenkachse 30 drehbar. An einem oberen Ende 31 der Aufnahme 29 ist ein als Zylinder 32 ausgebildeter Antrieb mit einer Kolbenstange 33 angeordnet. Der Zylinder 32 ist pneumatisch betätigbar. Es versteht sich, dass es sich bei dem Zylinder 32 auch um einen elektrisch oder hydraulisch betätigbaren Zylinder handeln kann.
- Die Kolbenstange 33 des Zylinders 32 ist über ein Winkelstück 34 mit dem Arm 19 und damit mit dem Drehlager der Referenzdrehscheibe 13 derart verbunden, dass die Referenzdrehscheibe 13 durch Betätigung des Zylinders 32 in den Arbeitsbereich der Bürsten 10 (
Figur 1 ) ein- und ausgeschwenkt werden kann. - Es ist denkbar, die Lagerstütze 25 und die Aufnahme 29 auch direkt mit dem Maschinenständer 2 zu verbinden. In diesem Fall entfällt die Grundplatte 26.
- Im Folgenden wird das Verfahren zur Messung und zum Einstellen des Anpressdrucks der Bürsten 10 (
Figur 1 ) anhand derFiguren 1 bis 4 erläutert. - In einem ersten Schritt wird die drehbar gelagerte Referenzdrehscheibe 13 in den Arbeitsbereich der Bürsten 10 eingeschwenkt. Dies erfolgt, indem der Zylinder 32 betätigt wird und die Kolbenstange 33 aus dem Zylinder 32 ausfährt. Dadurch schwenkt der Zylinder 32 den Arm 19 mitsamt der Referenzdrehscheibe 13 um ihre Schwenkachse 27 in Richtung der Bürsten 10.
- Im zweiten Schritt wird die obere Bürsteneinheit 4 auf die Oberseite 14 der Referenzdrehscheibe 13 und damit auf die Referenzebene 16 zu verfahren, bis die Referenzlage erreicht ist. In der Referenzlage berühren die Bürsten 10 die Referenzdrehscheibe 13 und üben einen bestimmten Druck auf diese aus. Die Verfahrbewegung der oberen Bürsteneinheit 4 erfolgt senkrecht zur Referenzdrehscheibe 13. Während der Verfahrbewegung ist der Antriebsriemen 8 der oberen Bürsteneinheit 4 angetrieben, weshalb sich die Bürsten 10 der oberen Bürsteneinheit 4 parallel zur Oberseite 14 der Referenzdrehscheibe 13 bewegen. Durch den Druck, den die Bürsten 10 auf die Referenzdrehscheibe 13 ausüben, und durch die parallele Bewegung der Bürsten 10 wird die Referenzdrehscheibe 13 in Drehung versetzt.
- In einem dritten Schritt wird die Drehung erfasst und die Drehgeschwindigkeit der Referenzdrehscheibe 13 gemessen. Diese erfolgt mithilfe des induktiven Sensors 23, der die Drehung des Rotors 22 und damit die Drehung der Referenzdrehscheibe 13 misst.
- Erreicht die Rotationsgeschwindigkeit der Referenzdrehscheibe 13 einen vorbestimmten Wert, wird in einem vierten Schritt die Höhenlage der oberen Bürsteneinheit 4, also die Referenzlage der Bürsteneinheit 4, relativ zum Maschinenständer 2 gemessen. Dies erfolgt mithilfe der Messeinrichtung 11. Basierend auf den Daten der Messeinrichtung 11 kann die Höhenlage der Bürsteneinheit 4 auch in Bezug auf die Durchlaufhöhe der Maschine 1 angegeben werden. Hierfür wurde der Steuerung 7 bei der ersten Inbetriebnahme der Maschine 1 mitgeteilt, wie weit ein nicht verschleißender Teil der Bürsteneinheit 4, beispielsweise der Bürstenträger 9, von der Durchlaufhöhe 12 entfernt ist. Basierend auf dieser Information ist die Steuerung 7 in der Lage, die von der Messeinrichtung 11 gelieferten Werte in solche mit Bezug auf die Durchlaufhöhe 12 umzurechnen.
- Die Lage der Bürsteneinheit 4 bei sich hinreichend schnell drehender Referenzdrehscheibe 13 wird in Bezug auf die Durchlaufhöhe 12 mithilfe der Referenzhöhe R (
Figur 3 ) angegeben. Die Referenzhöhe R erstreckt sich von der Durchlaufhöhe 12 zu einem Bezugspunkt, der sich an einem nicht vom Verschleiß betroffenen Teil der Bürsteneinheit 4, 5 befindet. Ein solcher nicht vom Verschleiß betroffenen Teil der Bürsteneinheit 4, 5 kann der Bürstenträger 9 sein. - Die Maschine 1 hat ein Display, auf dem die Lage der oberen Bürsteneinheit 4 angezeigt wird. Dabei ist es gleichbedeutend, ob die Lage der Bürsteneinheit 4 relativ zu dem Maschinenständer 2 oder relativ zu der Durchlaufhöhe 12 angegeben wird.
- Im nächsten Schritt werden die Bürsten 10 wieder von der Referenzdrehscheibe 13 entfernt, nachdem die Messfahrt beendet ist. Dadurch wird die Referenzdrehscheibe 13 freigegeben.
- Die Steuerung 7 ist nun in der Lage, die optimale Arbeitsposition der Bürsten 10 zu errechnen und einzustellen.
- Die eben beschriebenen Verfahrensschritte b) bis e) werden sodann in gleicher Weise mit der unteren Bürsteneinheit 5 durchgeführt. Allerdings wird in Schritt b) abweichend die untere Bürsteneinheit 5 gegen die Unterseite 15 der Referenzdrehscheibe 13 als Referenzebene 17 verfahren, bis die Bürsten 10 die Referenzdrehscheibe 13 berühren und einen bestimmten Druck auf diese ausüben.
- Abschließend wird die Referenzdrehscheibe 13 aus dem Arbeitsbereich der Bürsten 10 ausgeschwenkt. Dies erfolgt durch erneutes Betätigen des Zylinders 32. Es folgt nun die optimale Einstellung der Bürsten 10.
- Die im Folgenden erläuterten Verfahrensschritte beziehen sich auf beide Bürsteneinheiten 4, 5.
- Der Bediener gibt die Höhe s eines in der Maschine 1 befindlichen Werkstücks 36 und einen zusätzlichen Zustellweg in die Steuerung 7 ein. Der zusätzliche Zustellweg definiert, wie weit auf einer zu bearbeitenden Oberfläche 37 des Werkstücks 36 aufliegende Bürsten 10 weiter in Richtung des Werkstücks 36 vertikal verfahren werden, um einen für die Werkstückbearbeitung notwendigen Anpressdruck bzw. eine notwenige Reibkraft zu erzeugen.
- Nach Eingabe der Werte durch den Bediener verfährt die Bürsteneinheit 4, 5 in einem Verfahrensschritt in eine Bearbeitungsposition, in welcher die Bürsten 10 der Bürsteneinheit 4, 5 vertikal zu dem Werkstück 36 derart positioniert sind, dass durch horizontales Bewegen der Bürsten 10 relativ zu dem Werkstück 36 sämtliche Grate auf der zu bearbeitenden Oberfläche 37 des Werkstücks 37 entfernt werden können. Die Bearbeitungsposition wird in Abhängigkeit der zuvor erfassten Referenzlage der Bürsteneinheit 4, 5 durch die Steuerung 7 bestimmt. Wie dies durch die Maschine 1 im Detail umgesetzt wird, soll im Folgenden erläutert werden.
- Nach Eingabe der Werkstückhöhe s und des zusätzlichen Zustellwegs werden die Bürsteneinheiten 4, 5 in Richtung der zu entgratenden Oberflächen 37 des Werkstücks 36 verfahren, bis die Bürsten 10 den gleichen Druck auf die zu entgratenden Oberflächen 37 ausüben wie zuvor auf die Referenzdrehscheibe in der Referenzlage der Bürsteneinheit 4, 5. Indem die Steuerung 7 die zuvor ermittelte Referenzlage der Bürsteneinheit 4, 5, die Position der Referenzdrehscheibe 13 relativ zu der Durchlaufhöhe 12 und die Höhe s des Werkstücks 36 kennt, kann sie den hierfür notwendigen Verfahrweg der Bürsteneinheiten 4, 5 berechnen. Dabei ist es gleichwertig, ob die Berechnung des Zustellwegs der Bürsteneinheiten 4, 5 relativ zu dem Maschinenständer 2 o- der in Bezug auf die Durchlaufhöhe 12 erfolgt.
- Um die Bearbeitungsposition zu erreichen und, um damit eine optimale Bearbeitung des Werkstücks 36 zu ermöglichen, müssen die Bürsteneinheiten 4, 5 noch mehrere Millimeter weiter, nämlich um den zusätzlichen Zustellweg, in Richtung des zu entgratenden Werkstücks 36 verfahren werden. Der zusätzliche Zustellweg ist unabhängig vom Verschleiß der Bürsten 10 und wurde anhand von Versuchen und/oder Erfahrungswerten ermittelt. Durch die zusätzliche Zustellung üben die Bürsten 10 in der Bearbeitungsposition auf die zu bearbeitenden Oberfläche 37 des Werkstücks 36 ein Anpressdruck aus, der deutlich höher ist als der Druck, der zuvor in der Referenzlage der Bürsteneinheit 4, 5 auf die Referenzdrehscheibe 13 wirkte. Durch den mithilfe der zusätzlichen Zustellung aufgebauten Druck und die dadurch bedingten Reibkraft können sämtliche auf der zu bearbeitenden Oberfläche 37 befindlichen Grate entfernt werden.
- In
Figur 4 ist eine Bürste 10 der oberen Bürsteneinheit 4 in der Bearbeitungsposition, bereit zur Bearbeitung des Werkstücks 36, dargestellt. Das Werkstück 36 mit der Höhe s befindet sich auf der Durchlaufhöhe 12 der Maschine 1. Die obere Bürsteneinheit 4 ist so weit verfahren, dass das untere Ende 35 der Bürste 10 etwas unterhalb der zu bearbeitenden Oberfläche 37 des Werkstücks 36 liegt. Streicht die Bürste 10 nun über die Oberfläche 37, wirkt der gewünschte Anpressdruck bzw. die gewünschte Reibkraft auf das Werkstück 36. Die Bearbeitungsposition der oberen Bürsteneinheit 4 und damit der Bürste 10 wurde in Abhängigkeit der Referenzhöhe R, des Abstands Rs und der Werkstückhöhe s berechnet. Darüber hinaus wurde die durch den Bediener vorgegebene Zustellung ebenfalls berücksichtigt. - Die Maschine 1 zeigt die Notwendigkeit eines baldigen Bürstenwechsels an, wenn bei einer Referenzfahrt die Lage der Bürsteneinheiten 4, 5 relativ zu dem Maschinenständer 2 einen vorbestimmten kritischen Wert überschreitet.
- Die Notwendigkeit eines sofortigen Bürstenwechsels wird signalisiert, wenn die Referenzlage der Bürsteneinheiten 4, 5 relativ zu dem Maschinenständer 2 einen zweiten kritischen Wert überschreitet.
-
- 1
- Maschine
- 2
- Maschinenständer
- 3
- Bauteil (Maschine)
- 4
- obere Bürsteneinheit
- 5
- untere Bürsteneinheit
- 6
- Spindeln
- 7
- Steuerung
- 8
- Antriebsriemen
- 9
- Bürstenträger
- 10
- Bürsten
- 11
- Messeinrichtung
- 12
- Durchlaufhöhe
- 13
- Referenzdrehscheibe
- 14
- Oberseite (Referenzdrehscheibe)
- 15
- Unterseite (Referenzdrehscheibe)
- 16
- Erste Referenzebene (Oberseite)
- 17
- Zweite Referenzebene (Unterseite)
- 18
- Welle (Referenzdrehscheibe)
- 19
- Arm (Referenzdrehscheibe)
- 20
- Drehachse (Referenzdrehscheibe)
- 21
- Ende (Achse)
- 22
- Rotor
- 23
- Sensor
- 24
- Sensorhalter
- 25
- Lagerstütze
- 26
- Grundplatte
- 27
- Schwenkachse (Arm)
- 28
- Befestigungsmittel
- 29
- Aufnahme
- 30
- Schwenkachse (Aufnahme)
- 31
- oberes Ende (Aufnahme)
- 32
- Zylinder
- 33
- Kolbenstange
- 34
- Winkelstück
- R
- Referenzhöhe
- 35
- unteres Ende (Bürste)
- Rs
- Abstand
- 36
- Werkstück
- 37
- Oberfläche (Werkstück)
- s
- Höhe (Werkstück)
Claims (15)
- Maschine zum Entgraten von Werkstücken (36), insbesondere von aus ebenem Blech gefertigten Werkstücken (36), mittels Bürsten oder Schleifen, umfassend:einen ortsfesten Maschinenständer (2);mindestens eine Bürsteneinheit (4, 5), die relativ zu dem Maschinenständer (2) vertikal verfahrbar ist, umfassend:einen endlos umlaufenden Antriebsriemen (8);eine Vielzahl von an dem Antriebsriemen (8) befestigten Bürstenträgern (9);Bürsten (10) zum Entgraten der Werkstücke (36), insbesondere in Form von paketartig angeordneten Lagen von Schleifpapier bzw. Schleifvlies, welche auf den Bürstenträgern (9) sitzen;gekennzeichnet durch:eine drehbar gelagerte Referenzdrehscheibe (13), die in den Arbeitsbereich der Bürsten (10) einfahrbar ist, wobei eine Oberseite (14) und/oder Unterseite (15) der Referenzdrehscheibe (13) eine Referenzebene (16, 17) für die Bürsten (10) bildet;eine Einrichtung (6, 7) zum vertikalen Verfahren der Bürsteneinheit (4, 5) in eine Referenzlage, bei der die Bürsten (10) die Referenzebene (16, 17) berühren und einen bestimmten Druck auf die Referenzdrehscheibe (13) ausüben, wodurch eine Reibkraft zwischen Referenzdrehscheibe (13) und Bürsten (10) erzeugt wird, welche die Referenzdrehscheibe (13) in Drehung versetzt;eine Messeinrichtung (11), welche die Referenzlage der Bürsteneinheit (4, 5) erfasst.
- Maschine nach Anspruch 1, mit folgendem weiteren Merkmal:die Einrichtung (6, 7) ist so ausgebildet, dass sie die Bürsteneinheit (4, 5) in eine Bearbeitungsposition verfährt, in welcher das Werkstück (36) entgratet wird, wobei diese Bearbeitungsposition in Abhängigkeit der zuvor erfassten Referenzlage bestimmt ist.
- Maschine nach einem der vorhergehenden Ansprüche, mit folgendem weiteren Merkmal:die Referenzdrehscheibe (13) ist in Durchlaufhöhe (12) der zu entgratenden Werkstücke (36) angeordnet.
- Maschine nach einem der vorhergehenden Ansprüche, mit folgendem weiteren Merkmal:die Bürsteneinheit (4, 5) ist senkrecht zur Referenzdrehscheibe (13) verfahrbar.
- Maschine nach einem der vorhergehenden Ansprüche, mit folgendem weiteren Merkmal:ein Sensor (23), der erkennt, ob und optional wie schnell sich die Referenzdrehscheibe (13) dreht infolge der Reibung zwischen der Bürsten (10) und der Referenzdrehscheibe (13).
- Maschine nach einem der vorhergehenden Ansprüche, mit folgendem weiteren Merkmal:die Referenzdrehscheibe (13) ist mittels eines Antriebs (32) in den Arbeitsbereich der Bürsten (10) einfahrbar und wieder ausfahrbar.
- Maschine nach Anspruch 6, mit folgendem weiteren Merkmal:der Antrieb ist ein elektrisch, pneumatisch oder hydraulisch angetriebener Zylinder (32) mit einer Kolbenstange (33), die mit einem Drehlager (19) der Referenzdrehscheibe (13) verbunden ist, um die Referenzdrehscheibe (13) in den Arbeitsbereich der Bürsten (10) ein- und auszuschwenken.
- Maschine nach einem der vorhergehenden Ansprüche, mit folgendem weiteren Merkmal:eine oberhalb der Referenzdrehscheibe (13) angeordnete obere Bürsteneinheit (4) und eine unterhalb der Referenzdrehscheibe (13) angeordnete untere Bürsteneinheit (5), wobei die Einrichtung ausgebildet ist, die beiden Bürsteneinheiten (4, 5) zeitlich nacheinander in die jeweilige Referenzlage zu verfahren.
- Verfahren zur Messung und zum Einstellen des Anpressdrucks der Bürsten einer Entgratmaschine nach einem der vorhergehenden Ansprüche, mit folgenden Schritten:a) Einschwenken einer drehbar gelagerten Referenzdrehscheibe (13) in den Arbeitsbereich der laufenden Bürsten (10);b) langsames vertikales Verfahren der Bürsteneinheit (4, 5) in eine Referenzlage, bei der die Bürsten (10) die Referenzdrehscheibe (13) berühren und einen bestimmten Druck auf diese ausüben, wodurch die Referenzdrehscheibe (13) in Drehung versetzt wird;c) Erfassen der Drehung, der Referenzdrehscheibe (13);d) Erfassen der Referenzlage der Bürsteneinheit (4, 5);e) Zurückfahren der Bürsten (10) von der Referenzdrehscheibe (13) weg;f) Ausschwenken der Referenzdrehscheibe (13) aus dem Arbeitsbereich der Bürsten (10) nach Beendigung der Messfahrt;
- Verfahren nach Anspruch 9 mit folgendem weiteren Schritt:g) Verfahren der Bürsteneinheit (4, 5) in eine Bearbeitungsposition, in welcher das Werkstück (36) bearbeitet wird, wobei die Bearbeitungsposition in Abhängigkeit der zuvor erfassten Referenzlage bestimmt wird.
- Verfahren nach einem der Ansprüche 9 oder 10, wobei in Schritt c) die Drehgeschwindigkeit der Referenzdrehscheibe (13) gemessen wird.
- Verfahren nach einem der Ansprüche 9 bis 11, wobei zuerst die Verfahrensschritte b) bis e) mit der einen Bürsteneinheit (4) als erster Zyklus und anschließend die Verfahrensschritte b) bis e) mit der anderen Bürsteneinheit (5) als zweiter Zyklus, ausgeführt werden.
- Verfahren nach einem der vorhergehenden Ansprüche, wobei in Schritt d) die Referenzlage der Bürsteneinheit (4, 5) relativ zu dem Maschinenständer gemessen wird.
- Verfahren nach Anspruch 13 mit folgendem weiteren Schritt:h) Signalisieren der Notwendigkeit eines baldigen Bürstenwechsels, wenn in Schritt d) die Referenzlage der Bürsteneinheit (4, 5) relativ zu dem Maschinenständer (2) einen vorbestimmten kritischen Wert überschreitet.
- Verfahren nach einem der Ansprüche 13 oder 14 mit folgendem weiteren Schritt:i) Signalisieren der Notwendigkeit eines sofortigen Bürstenwechsels, wenn in Schritt d) die Referenzlage der Bürsteneinheit (4, 5) relativ zu dem Maschinenständer (2) einen zweiten kritischen Wert überschreitet.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13191614.0A EP2796242B1 (de) | 2013-04-22 | 2013-11-05 | Maschine zum Entgraten und Verfahren zu ihrer Einstellung |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13164644 | 2013-04-22 | ||
| EP13191614.0A EP2796242B1 (de) | 2013-04-22 | 2013-11-05 | Maschine zum Entgraten und Verfahren zu ihrer Einstellung |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2796242A2 true EP2796242A2 (de) | 2014-10-29 |
| EP2796242A3 EP2796242A3 (de) | 2014-11-26 |
| EP2796242B1 EP2796242B1 (de) | 2015-07-01 |
Family
ID=48145494
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13191614.0A Active EP2796242B1 (de) | 2013-04-22 | 2013-11-05 | Maschine zum Entgraten und Verfahren zu ihrer Einstellung |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2796242B1 (de) |
| ES (1) | ES2543602T3 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106272001A (zh) * | 2015-05-13 | 2017-01-04 | 王勤 | 一种钢丝绳除锈设备 |
| CN112059885A (zh) * | 2020-09-21 | 2020-12-11 | 萧县威辰机电工程设备有限公司 | 一种用于抽水电泵内部金属叶轮加工的抛光设备 |
| US20220219276A1 (en) * | 2021-01-12 | 2022-07-14 | S.I.T. Societa' Italiana Tecnospazzole S.p.A. | Method for measuring operating parameters of a machining of a surface and a device for measuring operating parameters |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07164293A (ja) * | 1993-12-15 | 1995-06-27 | Yamaha Motor Co Ltd | バリ取りブラシ装置及びマシニングセンタ装着用ホルダを有するバリ取りブラシ |
| DE10035977A1 (de) * | 2000-07-24 | 2002-02-07 | Buetfering Maschinenfabrik Gmb | Verfahren und Vorrichtung zur Bearbeitung von Werkstück-Oberflächen |
-
2013
- 2013-11-05 ES ES13191614.0T patent/ES2543602T3/es active Active
- 2013-11-05 EP EP13191614.0A patent/EP2796242B1/de active Active
Non-Patent Citations (1)
| Title |
|---|
| None |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106272001A (zh) * | 2015-05-13 | 2017-01-04 | 王勤 | 一种钢丝绳除锈设备 |
| CN112059885A (zh) * | 2020-09-21 | 2020-12-11 | 萧县威辰机电工程设备有限公司 | 一种用于抽水电泵内部金属叶轮加工的抛光设备 |
| CN112059885B (zh) * | 2020-09-21 | 2021-10-01 | 萧县威辰机电工程设备有限公司 | 一种用于抽水电泵内部金属叶轮加工的抛光设备 |
| US20220219276A1 (en) * | 2021-01-12 | 2022-07-14 | S.I.T. Societa' Italiana Tecnospazzole S.p.A. | Method for measuring operating parameters of a machining of a surface and a device for measuring operating parameters |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2796242B1 (de) | 2015-07-01 |
| ES2543602T3 (es) | 2015-08-20 |
| EP2796242A3 (de) | 2014-11-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2384853B1 (de) | Doppelseitenschleifmaschine | |
| DE2612174B2 (de) | Schienenschleifmaschine für das Abschleifen von Unregelmäßigkeiten der Schienen-Fahrfläche | |
| DE3021656C2 (de) | Einrichtung zum Steuern der Vorschubgeschwindigkeit des Sägeblatts einer Horizontalbandsägemaschine | |
| EP2931471B1 (de) | Verfahren und rundschleifmaschine zum spitzenlosen rundschleifen | |
| CH631098A5 (de) | Zahnradschleifmaschine sowie verfahren zum schleifen von zahnflanken auf einer solchen maschine. | |
| EP0096411B1 (de) | Abricht-Schleifverfahren für elektronisch gesteuerte Schleifmaschinen | |
| EP3271111B1 (de) | Verfahren und schleifmaschine zum schleifen von nuten aufweisenden werkstücken | |
| EP2796242B1 (de) | Maschine zum Entgraten und Verfahren zu ihrer Einstellung | |
| CH654782A5 (de) | Verfahren und vorrichtung zum kompensieren der abnuetzung eines zustellbaren schleifscheibenabrichtwerkzeuges. | |
| DE69905521T2 (de) | Verfahren und Vorrichtung zum Herstellen von Garn aus themoplastischem geschnittenen Material | |
| DE19650155C1 (de) | Bearbeitungsvorrichtung | |
| EP1035938B1 (de) | Maschine zum bearbeiten von werkstücken mit schneidzähnen, insbes. von sägeblättern | |
| DE3931747C2 (de) | Maschine zur zerspanenden Bearbeitung eines Radsatzes | |
| DE2434861A1 (de) | Verfahren und vorrichtung zum entzundern von blech | |
| DE10017719A1 (de) | Vorrichtung zum Schleifen von Messern | |
| DE1284082B (de) | Vorrichtung zum Aufrauhen eines abgefahrenen Fahrzeugluftreifens | |
| DE202019100128U1 (de) | Holzbearbeitungsmaschine und Steuerungsvorrichtung für eine Holzbearbeitungsmaschine | |
| EP0054214B1 (de) | Verfahren zum Aufbereiten von Schleifscheiben und Vorrichtung zu dessen Ausführung | |
| DE19753563A1 (de) | Schneidvorrichtung | |
| DE3721573A1 (de) | Schleifscheiben-positionsabtasteinrichtung | |
| DE2459648C3 (de) | Modellkopiermaschine mit umlaufendem Werkzeug für Werkstücke mit unregelmäßiger Form | |
| EP0491067A1 (de) | Verfahren zur Begrenzung eines Schlupfes | |
| DE112004003024T5 (de) | Ausgangspositionseinstellverfahren für eine Schleifscheibe in einer Vertikal-Doppelscheiben-Flächenschleifmaschine | |
| EP0002177A1 (de) | Schienenschleifmaschine zum Abschleifen von Unregelmässigkeiten der Schienen-Fahrfläche | |
| EP4094890B1 (de) | Vorrichtung zum bearbeiten von flächigen werkstücken |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20131105 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B24B 27/033 20060101AFI20141023BHEP Ipc: B24B 49/16 20060101ALI20141023BHEP Ipc: B24B 29/00 20060101ALI20141023BHEP |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20141128 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20150119 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 733656 Country of ref document: AT Kind code of ref document: T Effective date: 20150715 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502013000804 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2543602 Country of ref document: ES Kind code of ref document: T3 Effective date: 20150820 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 3 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20150701 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151002 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151001 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151102 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151101 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502013000804 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 |
|
| 26N | No opposition filed |
Effective date: 20160404 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151105 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151105 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20131105 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230524 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20231123 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20231215 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20231130 Year of fee payment: 11 Ref country code: FR Payment date: 20231124 Year of fee payment: 11 Ref country code: DE Payment date: 20231120 Year of fee payment: 11 Ref country code: CH Payment date: 20231202 Year of fee payment: 11 Ref country code: AT Payment date: 20231117 Year of fee payment: 11 |