EP2752381A1 - Winding station and method for its operation - Google Patents
Winding station and method for its operation Download PDFInfo
- Publication number
- EP2752381A1 EP2752381A1 EP20130195475 EP13195475A EP2752381A1 EP 2752381 A1 EP2752381 A1 EP 2752381A1 EP 20130195475 EP20130195475 EP 20130195475 EP 13195475 A EP13195475 A EP 13195475A EP 2752381 A1 EP2752381 A1 EP 2752381A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- contact
- winding
- winding shaft
- roller unit
- tape
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004804 winding Methods 0.000 title claims abstract description 92
- 238000000034 method Methods 0.000 title claims abstract description 13
- 239000000463 material Substances 0.000 claims abstract description 9
- 238000005096 rolling process Methods 0.000 claims abstract 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 2
- 229910052782 aluminium Inorganic materials 0.000 claims description 2
- 239000011888 foil Substances 0.000 claims description 2
- 230000006835 compression Effects 0.000 description 5
- 238000007906 compression Methods 0.000 description 5
- 238000013016 damping Methods 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 238000013519 translation Methods 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000009751 slip forming Methods 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H18/00—Winding webs
- B65H18/08—Web-winding mechanisms
- B65H18/26—Mechanisms for controlling contact pressure on winding-web package, e.g. for regulating the quantity of air between web layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/414—Winding
- B65H2301/4148—Winding slitting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2402/00—Constructional details of the handling apparatus
- B65H2402/50—Machine elements
- B65H2402/54—Springs, e.g. helical or leaf springs
Definitions
- the invention relates to a winding station for winding strip material, in particular aluminum foil strip to a plurality of mutually parallel tape rolls, with a winding shaft for receiving the tape rolls and a contact roller unit whose distance from the winding shaft by means of a feed device is adjustable, so that the distance between the winding shaft and the contact roller unit is adjustable in accordance with the radius of the tape rolls formed on the winding shaft, such that the contact roller unit rests with a defined contact force on a tape roll periphery of the tape rolls.
- Winding stations of the type mentioned are used in particular in combination with a cutting station, in which a multiple longitudinal division of a film strip and produced by the longitudinal division of the film strip produced individual bands in groups the winding station by means of a tape feed.
- a winding station which is arranged downstream in the strip running direction of a cutting station and a winding shaft and a parallel to the winding shaft arranged contact roller unit which is pivotable relative to the winding shaft by means of a feed device such that the distance between the winding shaft and the contact roller unit is adjustable according to the radius of the formed on the winding shaft tape rolls and the contact roller unit rests with defined contact force on the tape roll circumference.
- the contact roller unit of the known winding station has a roller body which rests on all the tape rollers for applying the contact force with its roller circumference.
- the present invention is therefore based on the object to propose a reel station, which allows the compensation of differing web tension in the individual bands and in particular the avoidance of undesirable shape tolerances on the reels.
- the winding station according to the invention has the features of claim 1.
- the winding station according to the invention has a contact roller unit which is provided with a plurality of roller bodies, which cooperate with individual belt rollers or a belt roller group of the recorded on the winding shaft tape rolls.
- the invention is based on the approach, by a winding station, the contact roller unit in comparison to the known contact roller unit not only a roller body, but a plurality of roller bodies, an individual adjustment of the contact force with which the respective roller body on the associated tape roll or the associated group of tape rolls to allow.
- the contact roller unit has a sufficient number of roller bodies in order to assign a separate roller body to each individual belt roller.
- tests have also shown that already allows a reduction in the number of a single roller body associated tape rolls a better result, so a better quality of Aufwickelvorgangs, as is the case with a contact roller unit with a single continuous roll body, the case against all the rolls of tape is determined.
- roller bodies are rotatably mounted on a roller carrier of the contact roller unit about an axis of rotation, so that the roller carrier can be pivoted or translationally moved in its entirety to the basic setting, ie for setting a defined distance from the winding shaft against the winding shaft, and the respective adjustment of the distance between a roller body and the associated tape roll is effected by an adjustment of the roller body relative to the roller carrier.
- This individual relative adjustment of the respective roll body relative to the associated roll of tape can be achieved particularly advantageously by providing the roll support with prestressing devices individually associated with a roll body, so that the distance or the contact force can be set individually relative to each roll of tape.
- the biasing means comprises a spring arrangement, which reacts to non-circularity of the web roll advantageously with a short-term increase in the contact force and thus allows a "leveling" of the roundness.
- the biasing device is also provided with a damper device.
- the biasing means between an inner rotation on the rotational axis arranged support ring of the roller carrier and a bearing ring of the roller carrier is arranged, on which the roller bodies are rotatably mounted, it is possible to align the spring assembly axially in the direction of the desired contact force, thus to allow a particularly functionally reliable and reproducible adjustable biasing device.
- the configuration of the winding station can be adapted to different phases of the winding process, so that, for example, in a Final phase of the winding operation for the further contact roller unit, the deflection mode is selected, in which the contact roller unit is arranged at a distance from the tape roll circumference, and in an initial phase of the winding operation, the further contact roller unit is operated in the contact mode to the effect of arranged on the back of the winding shaft contact roller unit support.
- the Belt rollers with a plurality of roller bodies of the contact roller unit acted upon, such that individual or a band roller group of recorded on the winding shaft tape rollers are acted upon by a respective roller body with the contact force in which a tape roll circumference of the tape rolls is acted upon during winding by means of a distance to the winding shaft by means of a feed continuously displaced contact roller unit with a defined contact force, the Belt rollers with a plurality of roller bodies of the contact roller unit acted upon, such that individual or a band roller group of recorded on the winding shaft tape rollers are acted upon by a respective roller body with the contact force.
- each roll of tape is associated with a roll body of the contact roll unit.
- the further contact roller unit is operated during the tangential tape feed in a contact mode in which the contact roller unit rests with defined contact force on the tape roll circumference.
- the further contact roll unit is arranged in a deflection mode with a defined distance from the tape roll circumference during the tangential tape feed.
- Fig. 1 shows a winding station 10, which is arranged downstream in the band feed 11 of a cutting station not shown here, which divides a film strip into a plurality of mutually parallel individual bands 12, which are wound to form tape rolls 13 on a winding shaft 14 of the winding station 10.
- the winding station 10 has for supporting the winding shaft 14, a support frame 15, to which a drive means not shown here for the rotary drive of the winding shaft 14 is connected.
- Fig. 1 is indicated by a dot-dash line a maximum tape roll circumference 16, which sets as a result of a continuous winding at the end of a winding phase.
- the support frame 15 during the winding process in the tape feed direction 11 in a machine frame 43 can be moved in translation.
- the control of the translational forward movement is carried out indirectly via a contact force measurement, wherein at the periphery of the steadily increasing during winding tape rolls 13 a contact roller unit 17 is applied, which allows a measurement of the contact force and with the specification of a constant target value for the contact force a corresponding control of a not here Drive device described in more detail for translational method of the support frame 15 allows.
- contact roller unit 17 shown by way of example can be moved in translation relative to a guide frame 18 arranged above the winding shaft 14 by means of a feed device 19 designed as a guide carriage and by means of a pivoting frame 20 relative to the winding shaft 14.
- a power cylinder 21 is arranged, which, for example, designed as a pneumatic cylinder, allows the setting of a force acting on the pivoting frame 20 contact force with which the contact roller unit 17 is brought to bear against the tape roll periphery 16 of the tape rolls 13.
- the contact roller unit 17 has a plurality of roller bodies 22 which are arranged on a common roller carrier 23 which is rotatably mounted with its axial ends 24, 25 in pivot levers 26 of the pivoting frame 20 about an axis 44.
- each roller 13 a roller body 22 of the contact roller unit 17 is uniquely associated, so that each of a strip roller 13 and a roller body 22 formed contact pairings are independent of each other.
- each roller body 22 of the contact roller unit 17 is associated with a biasing means 27, which in the present case as Spring device is formed with two compression springs 28, 29 which are arranged on a common, transversely to the tape roll periphery 16 aligned contact force axis 30.
- the compression springs 28, 29 are based with their inner spring ends 32 on the side facing the winding shaft 14 on a support ring 31, which has spring receptacles 33 for the spring ends 32 and rotatably mounted on the roller carrier 23.
- the outer spring ends 34 of the compression springs 28, 29 are based in spring mounts 35 of a rotatably mounted on the support ring 31 bearing ring 36 from, on which the roller body 22 is rotatably mounted.
- the bearing ring 36 is formed as a bearing inner ring and the roller body 22 as a bearing outer ring, between which a WälzSystem für 37 is arranged.
- a suitable damping device can be provided, which may have, for example, a displacement space for a viscous medium within the support ring 31.
- a further contact roller unit 41 are arranged, which is adjustable by means of a feed device 42 relative to the winding shaft 14, wherein the Delivery device 42 is provided with a switching device not shown here, which in an in Fig. 1 illustrated contact mode in which the contact roller unit 41 is pivoted with a defined contact force against the tape roll periphery 16 of the roll of tape 13, and a in Fig. 1 shown in dotted line curve deflection mode in which the contact roller unit 41 is arranged at a distance A from the circumference of the roll of tape 13 allows.
- the further contact roller unit 41 may be formed in the same manner as the above-described contact roller unit 17. However, the further contact roller unit 41 may also be provided in a simpler embodiment with a single continuously formed on a roller carrier 23 roller body, all with its axial extent Tape rolls 13 covered.
Landscapes
- Winding Of Webs (AREA)
Abstract
Description
Die Erfindung betrifft eine Wickelstation zum Aufwickeln von Bandmaterial, insbesondere von Aluminiumfolienband zu einer Mehrzahl parallel zueinander angeordneter Bandrollen, mit einer Wickelwelle zur Aufnahme der Bandrollen und einer Kontaktwalzeneinheit, deren Abstand zur Wickelwelle mittels einer Zustelleinrichtung verstellbar ist, so dass der Abstand zwischen der Wickelwelle und der Kontaktwalzeneinheit entsprechend dem Radius der auf der Wickelwelle ausgebildeten Bandrollen einstellbar ist, derart, dass die Kontaktwalzeneinheit mit definierter Kontaktkraft an einem Bandrollenumfang der Bandrollen anliegt.The invention relates to a winding station for winding strip material, in particular aluminum foil strip to a plurality of mutually parallel tape rolls, with a winding shaft for receiving the tape rolls and a contact roller unit whose distance from the winding shaft by means of a feed device is adjustable, so that the distance between the winding shaft and the contact roller unit is adjustable in accordance with the radius of the tape rolls formed on the winding shaft, such that the contact roller unit rests with a defined contact force on a tape roll periphery of the tape rolls.
Wickelstationen der eingangs genannten Art werden insbesondere in Kombination mit einer Schneidstation eingesetzt, in der eine mehrfache Längsteilung eines Folienbands erfolgt und durch die Längsteilung des Folienbands erzeugte Einzelbänder gruppenweise zusammengefasst der Wickelstation mittels einer Bandzuführeinrichtung zugeführt werden.Winding stations of the type mentioned are used in particular in combination with a cutting station, in which a multiple longitudinal division of a film strip and produced by the longitudinal division of the film strip produced individual bands in groups the winding station by means of a tape feed.
Aus der
Die Kontaktwalzeneinheit der bekannten Wickelstation weist einen Walzenkörper auf, der zur Aufbringung der Kontaktkraft mit seinem Walzenumfang an sämtlichen Bandrollen anliegt.The contact roller unit of the known winding station has a roller body which rests on all the tape rollers for applying the contact force with its roller circumference.
Es hat sich nun herausgestellt, dass es insbesondere aufgrund differierender Schnittkräfte der einzelnen parallel zueinander in der Schneidstation angeordneten Schneidmesserpaarungen zu differierenden Bahnspannungen in den Einzelbändern kommen kann. Dies kann dazu führen, dass trotz einer einheitlich auf die verschiedenen Bandrollen aufgebrachten Kontaktkraft der Kontaktwalzeneinheit die Bandrollen nach ihrer Fertigstellung unterschiedliche Durchmesser aufweisen, oder auch, dass es aufgrund von Schnittkantendeformationen in Kombination mit einer unzureichenden Kontaktkraft zu unerwünschten Formtoleranzen der Bandrollen, insbesondere zu Unrundheiten der Bandrollen kommen kann.It has now been found that, in particular due to differing cutting forces of the individual cutting blade pairings arranged parallel to one another in the cutting station, it is possible for web stresses in the individual strips to differ. This may mean that despite a uniform applied to the various tape rollers contact force of the contact roller unit, the tape rolls after their completion have different diameters, or that it due to Schnittkantendeformationen in combination with insufficient contact force to unwanted shape tolerances of the tape rolls, in particular out of roundness Tape rolls can come.
Der vorliegenden Erfindung liegt daher die Aufgabe zugrunde, eine Wickelstation vorzuschlagen, die die Kompensation differierender Bahnspannungen in den Einzelbändern und insbesondere die Vermeidung unerwünschter Formtoleranzen an den Bandrollen ermöglicht.The present invention is therefore based on the object to propose a reel station, which allows the compensation of differing web tension in the individual bands and in particular the avoidance of undesirable shape tolerances on the reels.
Zur Lösung dieser Aufgabe weist die erfindungsgemäße Wickelstation die Merkmale des Anspruchs 1 auf.To solve this problem, the winding station according to the invention has the features of claim 1.
Die erfindungsgemäße Wickelstation weist eine Kontaktwalzeneinheit auf, die mit einer Mehrzahl von Walzenkörpern versehen ist, welche mit einzelnen Bandrollen oder einer Bandrollengruppe der auf der Wickelwelle aufgenommenen Bandrollen zusammenwirken.The winding station according to the invention has a contact roller unit which is provided with a plurality of roller bodies, which cooperate with individual belt rollers or a belt roller group of the recorded on the winding shaft tape rolls.
Der Erfindung liegt der Ansatz zugrunde, durch eine Wickelstation, deren Kontaktwalzeneinheit im Vergleich zu der bekannten Kontaktwalzeneinheit nicht nur einen Walzenkörper, sondern eine Mehrzahl von Walzenkörpern aufweist, eine individuelle Einstellung der Kontaktkraft, mit der der jeweilige Walzenkörper an der zugeordneten Bandrolle oder der zugeordneten Gruppe von Bandrollen anliegt, zu ermöglichen. Idealerweise weist dabei die Kontaktwalzeneinheit eine ausreichende Anzahl von Walzenkörpern auf, um jeder einzelnen Bandrolle einen separaten Walzenkörper zuzuordnen. Versuche haben jedoch auch gezeigt, dass bereits eine Reduzierung der Anzahl der einem einzelnen Walzenkörper zugeordneten Bandrollen ein besseres Ergebnis, also eine bessere Qualität des Aufwickelvorgangs ermöglicht, als es bei einer Kontaktwalzeneinheit mit einem einzelnen durchgehenden Walzenkörper der Fall ist, der zur Anlage gegen sämtliche Bandrollen bestimmt ist.The invention is based on the approach, by a winding station, the contact roller unit in comparison to the known contact roller unit not only a roller body, but a plurality of roller bodies, an individual adjustment of the contact force with which the respective roller body on the associated tape roll or the associated group of tape rolls to allow. Ideally, the contact roller unit has a sufficient number of roller bodies in order to assign a separate roller body to each individual belt roller. However, tests have also shown that already allows a reduction in the number of a single roller body associated tape rolls a better result, so a better quality of Aufwickelvorgangs, as is the case with a contact roller unit with a single continuous roll body, the case against all the rolls of tape is determined.
Besonders vorteilhaft ist es, wenn die Walzenkörper auf einem Walzenträger der Kontaktwalzeneinheit um eine Rotationsachse drehbar gelagert sind, so dass der Walzenträger in seiner Gesamtheit zur Grundeinstellung, also zur Einstellung eines definierten Abstands gegenüber der Wickelwelle gegen die Wickelwelle verschwenkt oder translatorisch verfahren werden kann, und die jeweilige Anpassung des Abstandes zwischen einem Walzenkörper und der zugeordneten Bandrolle durch eine Verstellung des Walzenkörpers gegenüber dem Walzenträger erfolgt.It is particularly advantageous if the roller bodies are rotatably mounted on a roller carrier of the contact roller unit about an axis of rotation, so that the roller carrier can be pivoted or translationally moved in its entirety to the basic setting, ie for setting a defined distance from the winding shaft against the winding shaft, and the respective adjustment of the distance between a roller body and the associated tape roll is effected by an adjustment of the roller body relative to the roller carrier.
Diese individuelle Relativverstellung des jeweiligen Walzenkörpers gegenüber der zugeordneten Bandrolle kann besonders vorteilhaft dadurch erzielt werden, dass der Walzenträger mit jeweils individuell einem Walzenkörper zugeordneten Vorspanneinrichtungen versehen ist, so dass der Abstand bzw. die Kontaktkraft bezogen auf jede Bandrolle individuell einstellbar ist.This individual relative adjustment of the respective roll body relative to the associated roll of tape can be achieved particularly advantageously by providing the roll support with prestressing devices individually associated with a roll body, so that the distance or the contact force can be set individually relative to each roll of tape.
In einer besonders vorteilhaften Ausführungsform, die eine konstruktiv gut in die Kontaktwalzeneinheit zu integrierende Vorspanneinrichtung vorsieht, weist die Vorspanneinrichtung eine Federanordnung auf, die vorteilhaft auf Unrundheiten der Bahnrolle mit einer kurzzeitigen Erhöhung der Kontaktkraft reagiert und somit im Ergebnis eine "Einebnung" der Unrundheiten ermöglicht.In a particularly advantageous embodiment, which is a structurally well integrated into the contact roller unit biasing device provides, the biasing means comprises a spring arrangement, which reacts to non-circularity of the web roll advantageously with a short-term increase in the contact force and thus allows a "leveling" of the roundness.
Besonders gute Ergebnisse lassen sich erzielen, wenn die Vorspanneinrichtung darüber hinaus mit einer Dämpfereinrichtung versehen ist.Particularly good results can be achieved if the biasing device is also provided with a damper device.
Wenn in einer besonderen Ausführungsform die Vorspanneinrichtung zwischen einem inneren drehfest auf der Rotationsachse angeordneten Stützring des Walzenträgers und einem Lagerring des Walzenträgers angeordnet ist, auf dem die Walzenkörper drehbar gelagert sind, ist es möglich, die Federanordnung axial in Richtung der gewünschten Kontaktkraft auszurichten, um somit eine besonders funktionssichere und reproduzierbar einstellbare Vorspanneinrichtung zu ermöglichen.If in a particular embodiment, the biasing means between an inner rotation on the rotational axis arranged support ring of the roller carrier and a bearing ring of the roller carrier is arranged, on which the roller bodies are rotatably mounted, it is possible to align the spring assembly axially in the direction of the desired contact force, thus to allow a particularly functionally reliable and reproducible adjustable biasing device.
Wie sich herausgestellt hat, sind insbesondere bei geringen Folienbandstärken besonders gute Wickelergebnisse erzielbar, wenn auf einer Bandzuführseite der Wickelwelle zusätzlich zu der auf einer Rückseite der Wickelwelle angeordneten Kontaktwalzeneinheit eine weitere Kontaktwalzeneinheit angeordnet ist, die zumindest einen Walzenkörper aufweist, der mittels einer Zustelleinrichtung derart gegenüber der Wickelwelle verstellbar ist, dass eine tangentiale Zuführung des Bandmaterials zu einem Bandrollenumfang der auf der Wickelwelle ausgebildeten Bandrollen erfolgt.As has been found, especially at low film thicknesses particularly good winding results can be achieved if a further contact roller unit is arranged on a Bandzuführseite the winding shaft in addition to the arranged on a rear side of the winding shaft contact roller unit, which has at least one roller body, by means of a feed device so against the Winding shaft is adjustable, that a tangential feeding of the strip material to a tape roll circumference of the formed on the winding shaft tape rolls takes place.
Wenn darüber hinaus die Zustelleinrichtung mit einer Umschalteinrichtung versehen ist, die eine Umschaltung der Kontaktwalzeneinheit von einem Kontaktmodus, in der der Walzenkörper der Kontaktwalzeneinheit mit definierter Kontaktkraft an dem Bandrollenumfang der Bandrollen anliegt, in einen Umlenkmodus ermöglicht, in dem der Walzenkörper mit definiertem Abstand vom Bandrollenumfang der Bandrollen angeordnet ist, lässt sich die Konfiguration der Wickelstation an unterschiedliche Phasen des Aufwickelvorgangs anpassen, so dass beispielsweise in einer Endphase des Aufwickelvorgangs für die weitere Kontaktwalzeneinheit der Umlenkmodus gewählt wird, in dem die Kontaktwalzeneinheit mit Abstand zum Bandrollenumfang angeordnet ist, und in einer Anfangsphase des Aufwickelvorgangs die weitere Kontaktwalzeneinheit in dem Kontaktmodus betrieben wird, um die Wirkung der auf der Rückseite der Wickelwelle angeordneten Kontaktwalzeneinheit zu unterstützen.In addition, when the feeding device is provided with a switching device that enables switching of the contact roller unit from a contact mode in which the roller body of the contact roller unit with a defined contact force at the tape roll periphery of the tape rolls, in a deflection mode, in which the roller body with a defined distance from the tape roll periphery is arranged the tape rolls, the configuration of the winding station can be adapted to different phases of the winding process, so that, for example, in a Final phase of the winding operation for the further contact roller unit, the deflection mode is selected, in which the contact roller unit is arranged at a distance from the tape roll circumference, and in an initial phase of the winding operation, the further contact roller unit is operated in the contact mode to the effect of arranged on the back of the winding shaft contact roller unit support.
Bei dem erfindungsgemäßen Verfahren zum Aufwickeln von Bandmaterial zu einer Mehrzahl parallel zueinander auf einer Wickelwelle angeordneten Bandrollen, bei dem ein Bandrollenumfang der Bandrollen während des Aufwickelns mittels einer in ihrem Abstand zur Wickelwelle mittels einer Zustelleinrichtung kontinuierlich verstellten Kontaktwalzeneinheit mit einer definierten Kontaktkraft beaufschlagt wird, werden die Bandrollen mit einer Mehrzahl von Walzenkörpern der Kontaktwalzeneinheit beaufschlagt, derart, dass einzelne oder eine Bandrollengruppe der auf der Wickelwelle aufgenommenen Bandrollen mittels jeweils eines Walzenkörpers mit der Kontaktkraft beaufschlagt werden.In the inventive method for winding strip material to a plurality of parallel to each other on a winding shaft arranged tape rolls, in which a tape roll circumference of the tape rolls is acted upon during winding by means of a distance to the winding shaft by means of a feed continuously displaced contact roller unit with a defined contact force, the Belt rollers with a plurality of roller bodies of the contact roller unit acted upon, such that individual or a band roller group of recorded on the winding shaft tape rollers are acted upon by a respective roller body with the contact force.
Vorzugsweise wird dabei jeder Bandrolle ein Walzenkörper der Kontaktwalzeneinheit zugeordnet.Preferably, each roll of tape is associated with a roll body of the contact roll unit.
Besonders vorteilhaft ist es, wenn während die Bandrollen auf einer Rückseite der Wickelwelle mit den Walzenkörpern der Kontaktwalzeneinheit beaufschlagt werden, auf einer Bandzuführseite der Wickelwelle eine tangentiale Zuführung des Bandmaterials zu einem Bandrollenumfang mittels einer weiteren Kontaktwalzeneinheit erfolgt.It is particularly advantageous if, while the tape rolls are being loaded on a rear side of the winding shaft with the roll bodies of the contact roll unit, a tangential feeding of the strip material to a roll periphery by means of a further contact roll unit takes place on a strip feed side of the winding shaft.
Insbesondere in einer Anfangsphase des Wickelverfahrens ist es vorteilhaft, wenn die weitere Kontaktwalzeneinheit während der tangentialen Bandzuführung in einem Kontaktmodus betrieben wird, in dem die Kontaktwalzeneinheit mit definierter Kontaktkraft am Bandrollenumfang anliegt.In particular, in an initial phase of the winding process, it is advantageous if the further contact roller unit is operated during the tangential tape feed in a contact mode in which the contact roller unit rests with defined contact force on the tape roll circumference.
In einer anderen Phase, also beispielsweise dann, wenn der Bandrollenumfang bereits dem endgültigen Bandrollenumfang angenähert ist, kann es von besonderem Vorteil sein, wenn die weitere Kontaktwalzeneinheit während der tangentialen Bandzuführung in einem Umlenkmodus mit definiertem Abstand vom Bandrollenumfang angeordnet ist.In another phase, that is, for example, when the tape roll circumference is already approximating the final tape roll circumference, it may be particularly advantageous if the further contact roll unit is arranged in a deflection mode with a defined distance from the tape roll circumference during the tangential tape feed.
Nachfolgend wird eine bevorzugte Ausführungsform der Wickelstation anhand der Zeichnung näher erläutert.Hereinafter, a preferred embodiment of the winding station will be explained in more detail with reference to the drawing.
Es zeigen:
- Fig. 1
- eine Wickelstation in Seitenansicht mit einer auf einer Rückseite einer Aufwickelwelle angeordneten Kontaktwalzeneinheit;
- Fig. 2
- die in
Fig. 1 dargestellte Kontaktwalzeneinheit gemäß Ansicht II inFig. 1 ; - Fig. 3
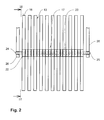
- eine Schnittdarstellung der in
Fig. 2 gezeigten Kontaktwalzeneinheit gemäß Schnittlinienverlauf III-III.
- Fig. 1
- a winding station in side view with a disposed on a rear side of a take-up shaft contact roller unit;
- Fig. 2
- in the
Fig. 1 shown contact roller unit according to view II inFig. 1 ; - Fig. 3
- a sectional view of in
Fig. 2 shown contact roller unit according to section line III-III.
In
Die in
Wie die in
Wie
Wie anhand der schematischen Darstellung in
Um eine Dämpfung der translatorischen Ausweichbewegungen des Walzenkörpers 22 zu erreichen, kann ergänzend zu der im vorliegenden Beispiel durch die Druckfedern 28, 29 gebildeten Vorspanneinrichtung 27 eine geeignete Dämpfungseinrichtung vorgesehen werden, die beispielsweise einen Verdrängungsraum für ein viskoses Medium innerhalb des Stützrings 31 aufweisen kann.In order to achieve a damping of the translational evasive movements of the
Wie
Die weitere Kontaktwalzeneinheit 41 kann in derselben Art und Weise ausgebildet sein, wie die vorstehend beschriebene Kontaktwalzeneinheit 17. Die weitere Kontaktwalzeneinheit 41 kann jedoch auch in einer einfacheren Ausführungsvariante mit einem einzigen durchgehend auf einem Walzenträger 23 ausgebildeten Walzenkörper versehen sein, der mit seiner axialen Erstreckung sämtliche Bandrollen 13 überdeckt.The further
Claims (13)
dadurch gekennzeichnet,
dass die Kontaktwalzeneinheit eine Mehrzahl von Walzenkörpern (22) aufweist, die mit einzelnen Bandrollen oder einer Bandrollengruppe der auf der Wickelwelle aufgenommenen Bandrollen zusammenwirken.Winding station (10) for winding strip material, in particular aluminum foil strip, to a plurality of mutually parallel belt rollers (13), with a winding shaft (14) for receiving the tape rolls and a contact roller unit (17) whose distance from the winding shaft by means of a feed device (19 ) is adjustable, so that the distance between the winding shaft and the contact roller unit is adjustable in accordance with the radius of the formed on the winding shaft tape rolls, such that the contact roller unit with a defined contact force against a tape roll periphery (16) of the tape rolls,
characterized,
in that the contact roller unit has a plurality of roller bodies (22) which interact with individual belt pulleys or a belt pulley group of the belt pulleys accommodated on the winding shaft.
dadurch gekennzeichnet,
dass die Walzenkörper (22) auf einem Walzenträger (23) der Kontaktwalzeneinheit (17) um eine Rotationsachse (44) drehbar gelagert sind.Winding station according to claim 1,
characterized,
in that the roller bodies (22) are rotatably mounted about a rotation axis (44) on a roller carrier (23) of the contact roller unit (17).
dadurch gekennzeichnet,
dass der Walzenträger (23) mit einer Mehrzahl von jeweils den Walzenkörpern (22) zugeordneten Vorspanneinrichtungen (27) versehen ist.Winding station according to claim 2,
characterized,
in that the roller carrier (23) is provided with a plurality of pretensioning devices (27) each associated with the roller bodies (22).
dadurch gekennzeichnet,
dass die Vorspanneinrichtungen (27) eine Federanordnung aufweisen.Winding station according to claim 3,
characterized,
in that the pretensioning devices (27) have a spring arrangement.
dadurch gekennzeichnet,
dass die Vorspanneinrichtungen mit einer Dämpfereinrichtung versehen sind.Winding station according to claim 3 or 4,
characterized,
that the biasing means are provided with a damper means.
dadurch gekennzeichnet,
dass die Vorspanneinrichtungen (27) zwischen einem inneren drehfest auf der Rotationsachse (44) angeordneten Stützring (31) des Walzenträgers (23) und einem Lagerring (36) des Walzenträgers angeordnet sind, auf dem die Walzenkörper (22) drehbar gelagert sind.Winding station according to claim 4 or 5,
characterized,
in that the pretensioning devices (27) are arranged between an inner support ring (31) of the roller carrier (23) arranged rotationally fixed on the rotational axis (44) and a bearing ring (36) of the roller carrier, on which the roller bodies (22) are rotatably mounted.
dadurch gekennzeichnet,
dass auf einer Bandzuführseite (40) der Wickelwelle (14) zusätzlich zu der auf einer Rückseite (39) der Wickelwelle angeordneten Kontaktwalzeneinheit (17) eine weitere Kontaktwalzeneinheit (41) angeordnet ist, die zumindest einen Walzenkörper (22) aufweist, der mittels einer Zustelleinrichtung (42) derart gegenüber der Wickelwelle verstellbar ist, dass eine tangentiale Zuführung des Bandmaterials zum Bandrollenumfang (16) der auf der Wickelwelle ausgebildeten Bandrollen (13) erfolgt.Winding station according to one of the preceding claims,
characterized,
in that, on a strip feed side (40) of the winding shaft (14), in addition to the contact roller unit (17) arranged on a rear side (39) of the winding shaft, a further contact roller unit (41) is arranged which has at least one roller body (22) which is moved by means of a feed device (42) is adjustable relative to the winding shaft, that a tangential feeding of the strip material to the tape roll circumference (16) of the formed on the winding shaft tape rolls (13).
dadurch gekennzeichnet,
dass die Zustelleinrichtung (42) eine Umschalteinrichtung aufweist zur Umschaltung der Kontaktwalzeneinheit (41) von einem Kontaktmodus, in dem der Walzenkörper (22) der Kontaktwalzeneinheit mit definierter Kontaktkraft an dem Bandrollenumfang (16) der Bandrollen (13) anliegt, in einen Umlenkmodus, in dem der Walzenkörper mit definiertem Abstand A vom Bandrollenumfang der Bandrollen angeordnet ist.Winding station according to claim 7,
characterized,
in that the feed device (42) has a changeover device for switching over the contact roller unit (41) from a contact mode in which the roller body (22) of the contact roller unit bears against the belt roller circumference (16) of the belt rollers (13) with a defined contact force, into a deflection mode the roll body is arranged at a defined distance A from the tape roll circumference of the tape rolls.
dadurch gekennzeichnet,
dass die Bandrollen mit einer Mehrzahl von Walzenkörpern (22) der Kontaktwalzeneinheit beaufschlagt werden, derart, das einzelne oder eine Bandrollengruppe der auf der Wickelwelle aufgenommenen Bandrollen mittels jeweils eines Walzenkörpers mit der Kontaktkraft beaufschlagt werden.Method for winding strip material into a plurality of strip rolls (13) arranged parallel to one another on a winding shaft (14), wherein a strip roll periphery (16) of the strip rolls during winding by means of a contact roller unit continuously adjusted in its distance from the winding shaft by means of a feed device (19) (17) is subjected to a defined contact force,
characterized,
in that the tape rolls are acted on by a plurality of roll bodies (22) of the contact roll unit, such that the single or a roll group of the rolls taken up on the winding shaft are acted upon by the contact force by means of one roll body.
dadurch gekennzeichnet,
dass jeder Bandrolle (13) ein Walzenkörper (22) der Kontaktwalzeneinheit (17) zugeordnet ist.Method according to claim 9,
characterized,
in that each strip roll (13) is associated with a roll body (22) of the contact roll unit (17).
dadurch gekennzeichnet,
dass während der Beaufschlagung der Bandrollen (13) mit den Walzenkörpern (22) der Kontaktwalzeneinheit (17) auf einer Rückseite (39) der Wickelwelle (14) eine tangentiale Zuführung des Bandmaterial zu einem Bandrollenumfang (16) auf einer der Rückseite gegenüberliegenden Bandzuführseite (40) mittels einer weiteren Kontaktwalzeneinheit (41) erfolgt.Method according to claim 9 or 10,
characterized,
that during the application of the reels (13) with the rolling bodies (22) of the contact roller unit (17) on a rear side (39) of the winding shaft (14) having a tangential supply of the strip material into a tape roll periphery (16) on one of the rear opposite tape supply side (40 ) by means of a further contact roller unit (41).
dadurch gekennzeichnet,
dass die weitere Kontaktwalzeneinheit (41) während der tangentialen Bandzuführung in einem Umlenkmodus mit definiertem Abstand A zum Bandrollenumfang (16) angeordnet ist.Method according to claim 9 or 10,
characterized,
in that the further contact roller unit (41) is arranged in a deflection mode with a defined distance A from the reel circumference (16) during the tangential tape feed.
dadurch gekennzeichnet,
dass die weitere Kontaktwalzeneinheit (41) während der tangentialen Bandzuführung in einem Kontaktmodus mit definierter Kontaktkraft an dem Bandrollenumfang (16) der Bandrollen (13) anliegt.Method according to claim 11,
characterized,
in that the further contact roller unit (41) rests against the belt roller circumference (16) of the belt rollers (13) during the tangential belt feed in a contact mode with a defined contact force.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102013200066.9A DE102013200066A1 (en) | 2013-01-04 | 2013-01-04 | Winding station and method for its operation |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2752381A1 true EP2752381A1 (en) | 2014-07-09 |
| EP2752381B1 EP2752381B1 (en) | 2018-03-28 |
Family
ID=49725009
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13195475.2A Active EP2752381B1 (en) | 2013-01-04 | 2013-12-03 | Winding station |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2752381B1 (en) |
| DE (1) | DE102013200066A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3725715A1 (en) | 2019-04-17 | 2020-10-21 | Achenbach Buschhütten GmbH & Co. KG | Winding station and method for winding a plurality of metal strips into a plurality of tape spools |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112441457A (en) * | 2020-11-19 | 2021-03-05 | 江苏厚生新能源科技有限公司 | Novel large slitting system and process for reducing rolling violent ribs |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6190953A (en) * | 1984-12-26 | 1986-05-09 | Kataoka Kikai Seisakusho:Kk | Touch roller adjusting mechanism of slitter takeup machine |
| DE3805950A1 (en) * | 1987-09-07 | 1989-03-30 | Kataoka Machine Co | DISCONNECTING AND REWINDING DEVICE FOR RAILWAYS |
| DE19520774A1 (en) * | 1995-06-07 | 1996-12-12 | Basf Magnetics Gmbh | Winding device esp. for magnetic video tape |
| DE19651483A1 (en) * | 1996-04-19 | 1997-10-23 | Jagenberg Papiertech Gmbh | Pressure roller system for a winding machine |
| EP0963932A2 (en) * | 1998-06-09 | 1999-12-15 | Sms Schloemann-Siemag Aktiengesellschaft | Device for positioning a smoothing roll during strip coiling |
| DE10202020A1 (en) * | 2002-01-18 | 2003-07-24 | Kampf Gmbh & Co Maschf | Roller system for a winding machine, comprises a number of roller segments which are held on a bearing attached to a bearing plate |
| US20090236463A1 (en) * | 2008-03-24 | 2009-09-24 | Fujifilm Corporation | Tape winding apparatus |
| DE102008023604A1 (en) | 2008-05-14 | 2009-11-19 | ACHENBACH BUSCHHüTTEN GMBH | Winding machine for winding thin film strip, in particular aluminum strip |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3941384C1 (en) * | 1989-12-15 | 1991-06-27 | Kampf Gmbh & Co Maschinenfabrik, 5276 Wiehl, De | |
| DE29716756U1 (en) * | 1997-09-18 | 1997-10-30 | Innofol Kunststoffprodukte GmbH, 07973 Greiz | Device for displacing air from the space between the film roll and the rising film on a winding machine |
| DE19805412A1 (en) * | 1998-02-11 | 1999-08-12 | Kampf Gmbh & Co Maschf | Contact roller system of a winding machine |
| DE10023057A1 (en) * | 2000-05-11 | 2001-11-15 | Voith Paper Patent Gmbh | Winding machine for the continuous winding of a material web |
| DE10131364A1 (en) * | 2001-06-28 | 2003-01-16 | Wt Wickeltechnik Gmbh | Contact roller system of a winding machine for thin strip material |
| US20040075011A1 (en) * | 2002-10-18 | 2004-04-22 | John Michel | Winding machine and method using interlocked rim wheels |
| DE102004020322A1 (en) * | 2004-04-26 | 2005-11-10 | Voith Paper Patent Gmbh | Winding machine for the continuous winding of a material web |
| DE102006023831A1 (en) * | 2006-05-20 | 2007-11-22 | Voith Patent Gmbh | Roller winding device for use in printing press, has supporting rollers forming winding bed, where winding roller is arranged on bed during winding, and one of rollers has vibration dampers with resonance frequency |
-
2013
- 2013-01-04 DE DE102013200066.9A patent/DE102013200066A1/en not_active Withdrawn
- 2013-12-03 EP EP13195475.2A patent/EP2752381B1/en active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6190953A (en) * | 1984-12-26 | 1986-05-09 | Kataoka Kikai Seisakusho:Kk | Touch roller adjusting mechanism of slitter takeup machine |
| DE3805950A1 (en) * | 1987-09-07 | 1989-03-30 | Kataoka Machine Co | DISCONNECTING AND REWINDING DEVICE FOR RAILWAYS |
| DE19520774A1 (en) * | 1995-06-07 | 1996-12-12 | Basf Magnetics Gmbh | Winding device esp. for magnetic video tape |
| DE19651483A1 (en) * | 1996-04-19 | 1997-10-23 | Jagenberg Papiertech Gmbh | Pressure roller system for a winding machine |
| EP0963932A2 (en) * | 1998-06-09 | 1999-12-15 | Sms Schloemann-Siemag Aktiengesellschaft | Device for positioning a smoothing roll during strip coiling |
| DE10202020A1 (en) * | 2002-01-18 | 2003-07-24 | Kampf Gmbh & Co Maschf | Roller system for a winding machine, comprises a number of roller segments which are held on a bearing attached to a bearing plate |
| US20090236463A1 (en) * | 2008-03-24 | 2009-09-24 | Fujifilm Corporation | Tape winding apparatus |
| DE102008023604A1 (en) | 2008-05-14 | 2009-11-19 | ACHENBACH BUSCHHüTTEN GMBH | Winding machine for winding thin film strip, in particular aluminum strip |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3725715A1 (en) | 2019-04-17 | 2020-10-21 | Achenbach Buschhütten GmbH & Co. KG | Winding station and method for winding a plurality of metal strips into a plurality of tape spools |
| DE102019110138A1 (en) * | 2019-04-17 | 2020-10-22 | Achenbach Buschhütten GmbH & Co. KG | Winding station and method for winding a plurality of metal strips into a plurality of rolls of tape |
| DE102019110138B4 (en) | 2019-04-17 | 2023-04-20 | Achenbach Buschhütten GmbH & Co. KG | Winding station and method for winding a plurality of metal strips into a plurality of coils of tape |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2752381B1 (en) | 2018-03-28 |
| DE102013200066A1 (en) | 2014-07-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0808788A1 (en) | Device for winding a knitwear web | |
| DE102012200852A1 (en) | Upper blade holder for blade assembly for roller winding cutting device for longitudinal cutting of paper web, has engaging device designed and arranged such that upper blade is moved in sections along distances in superimposed manner | |
| EP2752381B1 (en) | Winding station | |
| EP3081517B1 (en) | Device for guiding and transporting products having the form of wire or elongated elements | |
| DE1924483C3 (en) | Device for helically winding a strip forming the moving surface of a winding mandrel with a pitch corresponding to the strip width | |
| EP1818296B1 (en) | Roll winding device | |
| DE2342515C2 (en) | Roll winding machine | |
| WO2003033386A1 (en) | Winding device | |
| DE4208790C2 (en) | Carrier roller winding device | |
| DE102008016958A1 (en) | Device for guiding and holding in the transport direction T continuously conveyed, strand-shaped article, method for adapting such a device to different cutting lengths and Tubenradsatz | |
| DE69403148T2 (en) | Winding machine for band-shaped material | |
| DE102015002963A1 (en) | winding machine | |
| DE2220159C3 (en) | Winding shaft for winding up tapes | |
| DE102013108184B3 (en) | Winding machine for manufacturing wire core for tire of vehicle, has transportation drive that is provided for driving escapement wheel and is synchronized with winding drive of winding pulley used to roll winding material to wire core | |
| DE102011008971A1 (en) | Device for winding yarn, has stationary pin thread guide that is associated with metal guide of auxiliary device in parking position, while interacting with guide shaft for guiding thread with guide edge or guide groove of metal guide | |
| DE60310999T2 (en) | DEVICE FOR ROLLING METAL TAPES | |
| DE3128111C2 (en) | Process for the production of open-edged V-belts | |
| DE1281030B (en) | Device for guiding, winding and pressing the wires when making windings of electrical devices | |
| DE102012107370B4 (en) | Apparatus and method for producing an energy storage device | |
| DE102019111475B4 (en) | unwind station | |
| DE102017112929A1 (en) | Web winder | |
| DE728066C (en) | Method and device for the production of tension coil springs with particularly high pre-tension | |
| DE10031728C1 (en) | Belt processing device | |
| EP1413536A2 (en) | Method and device for winding a material web, especially a plastic film web | |
| DE3024962A1 (en) | Carding wheel cladder - has band guide-channel and structured relative movement for a consistent prod. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 17P | Request for examination filed |
Effective date: 20131230 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17Q | First examination report despatched |
Effective date: 20160519 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20171016 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 983213 Country of ref document: AT Kind code of ref document: T Effective date: 20180415 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502013009762 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180328 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180628 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180328 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180328 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20180328 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180328 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180328 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180328 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180628 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180629 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180328 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180328 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180328 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180328 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180328 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180328 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180328 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180328 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180328 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180328 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180730 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502013009762 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180328 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20190103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180328 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181203 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180328 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20181231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181203 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181231 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181231 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 983213 Country of ref document: AT Kind code of ref document: T Effective date: 20181203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180328 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180328 Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180328 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20131203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180728 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230527 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20231220 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240219 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20231229 Year of fee payment: 11 |