EP2735648A1 - Dispositif pour traiter un voile de fibres - Google Patents
Dispositif pour traiter un voile de fibres Download PDFInfo
- Publication number
- EP2735648A1 EP2735648A1 EP12193721.3A EP12193721A EP2735648A1 EP 2735648 A1 EP2735648 A1 EP 2735648A1 EP 12193721 A EP12193721 A EP 12193721A EP 2735648 A1 EP2735648 A1 EP 2735648A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- treatment
- fiber web
- web
- zone
- treatment zone
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images





Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H23/00—Processes or apparatus for adding material to the pulp or to the paper
- D21H23/02—Processes or apparatus for adding material to the pulp or to the paper characterised by the manner in which substances are added
- D21H23/22—Addition to the formed paper
- D21H23/50—Spraying or projecting
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H23/00—Processes or apparatus for adding material to the pulp or to the paper
- D21H23/02—Processes or apparatus for adding material to the pulp or to the paper characterised by the manner in which substances are added
- D21H23/22—Addition to the formed paper
- D21H23/52—Addition to the formed paper by contacting paper with a device carrying the material
- D21H23/56—Rolls
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H19/00—Coated paper; Coating material
- D21H19/80—Paper comprising more than one coating
- D21H19/84—Paper comprising more than one coating on both sides of the substrate
Definitions
- the invention relates to a device for treating a fiber web.
- a device for applying treatment substance on at least one surface of the fiber web which device for applying treatment substance on the at least one surface of the fiber web may apply the treatment substance directly onto the at least one surface of the web or the treatment substance may be applied onto the at least one surface of the web via a roll onto surface of which the device is provided to apply the treatment substance.
- the invention relates to a device according to the preamble of claim 1.
- a typical production and treatment line comprises a head box, a wire section and a press section as well as a subsequent drying section and a reel-up.
- the production and treatment line can further comprise other devices and sections for finishing the fiber web, for example, a sizer, a calender, a coating section.
- the production and treatment line also comprises at least one winder for forming customer rolls as well as a roll packaging apparatus.
- fiber webs are meant for example paper and board webs.
- sizing is used to alter the properties of a fiber web by adding sizing agents, for example glue chemicals.
- sizing agents for example glue chemicals.
- surface sizing the sizing agent is added onto the surface of the fiber web directly or via a roll at the dry end of the fiber web machine.
- Internal sizing is done at the wet end of the fiber web machine by using different kinds of chemical treatments in order to influence the penetration of a liquid, for example of water into the fiber web.
- the sizing of paper and board web typically utilize a separate sizer.
- different kinds of sizing technology are employed in prior art arrangements, for example pond sizing technology or film-transfer technology or spray sizing technology.
- Coated fiber web grades and coating are becoming more and more popular and thus the coating processed and equipment have increasing demands imposed thereon.
- coating especially in pigment coating the surface of a fiber web is formed with a layer of coating paste (coating agent) at a coating station followed by drying.
- the formation of a coating paste can be divided in supplying the coating paste onto the web surface directly or via a roll, which is called the application of the coating paste, as well as in the adjustment of final amount of coating paste.
- the coating of paper and board web typically utilize a coating device - a coater.
- a coating device - a coater.
- different kinds of coating technology are employed in prior art arrangements, for example curtain technology or blade coating technology or rod coating technology or air brush coating technology or spray coating technology.
- FI patent application 20075348 ( DE 102008021541 ) is disclosed a process for treatment of a fiber web in which treatment medium is applied on a surface of the web by guiding the web through an inlet slot in an application zone in which a spraying nozzle is located.
- the treatment medium is applied on the web by the nozzle and then the web is guided through a nip formed between two passing surfaces.
- air and fog of the treatment medium is removed from the application zone through a discharge channel in which an organ is arranged for creating in the application zone a lower pressure level than the ambient pressure.
- a device which comprises at least one treatment zone and an inlet opening for a fiber web.
- the inlet opening comprises converging surface which in relation to the running track of the web converges in the direction of the web to assure an air flow flowing with the web to pack in pressure zone formed between the web and the converging surface and the converging surface is also provided for preventing the flow of air or mist of the treatment medium out through the inlet slot.
- an inlet opening / inlet slot of the application chamber / spraying chamber / treatment zone has typically been relatively narrow.
- the opening must not be too wide since it would make it possible for too much air to flow in the treatment zone but the opening must be wide enough for providing enough space between the web and the edge surface of the opening. In case there is too little space the web would contact the edge of the opening and scrape against the surface and cause fluttering of the web.
- the scraping of the web against the surface of the edge causes wear of the surface and of the web, and also dusting.
- the dust and dirt caused by the scraping may cause problems in the treatment zone and make the running time of the arrangement for a long period almost impossible.
- the scraping and the fluttering of the web may also cause web breaks.
- treatment zone is usually in lower pressure than the ambient pressure for preventing the air and mist of the treatment medium from flowing out through the inlet opening.
- inlet opening is made bigger more air / mist must be removed from the treatment zone by suction which increases energy consumption significantly. It may also cause quality or running problems due to insufficient suction capacity for example due to mist forming into droplets that drop on the web or due to accumulations of treatment medium causing web breaks.
- the running speeds of fiber web machines tend to increase and simultaneously the web width of the fiber webs to be produced tend to widen also more capacity is needed of the means creating the lower pressure in the treatment zone, for example of blowers. This means significantly more energy consumption and more costs since more efficient means are needed or their number must be increased in order to create the sufficient suction effect in the treatment zone.
- the spraying means are located inside a hood that also prevents the treatment mist comprising mist droplets of moisture and treatment substance to spread outside the treatment zone of the spraying arrangement.
- preventing means typically are used suction nozzles located at the outlet side of the hood i.e. at the side from which the fiber web to be treated is guided out from the treatment zone.
- the suction nozzles remove air and mist via a suction channel to mist separator and further out from the suction device.
- the air flow provided by the passing fiber web usually prevents at least partially the spreading of the mist from the treatment zone.
- mist separator is typically expensive and rather complicated equipment and also the space needed for the channels and the device in itself might cause space problems in some cases.
- An object of the invention is provide a device in which above disadvantages of the prior art arrangements are eliminated or at least minimized.
- Another object of the invention is to provide a device in which less suction air is needed and thus the energy consumption is lower.
- a further non-necessary object of the invention is to eliminate or at least minimize the disadvantages of prior art relating to the stability of the fiber web run in a treatment zone, especially in a spraying zone where surface treatment agent such as sizing agent or coating agent is applied, especially sprayed, onto the passing fiber web.
- a further non-necessary object of the invention is to eliminate or at least minimize the disadvantages of prior art relating to mist removal from the treatment zone.
- the device according to the invention is mainly characterized by the features of the characterizing part of claim 1.
- a device for applying treatment substance on at least one surface of the fiber web which treatment device for applying treatment substance on the at least one surface of the fiber web may apply the treatment substance directly onto the at least one surface of the web or the treatment substance may be applied onto the at least one surface of the web via a roll onto surface of which the treatment device is provided to apply the treatment substance, which device comprises a treatment zone, such as a spraying zone, in which the treatment substance is applied.
- the device comprises means for providing gas flows at least at one of the inlet or the outlet opening of the treatment zone.
- the device for treating a fiber web in particular a device for applying treatment substance on at least one surface of the fiber web directly or via a roll, which device comprises a treatment zone, such as a spraying zone, to which zone the fiber web is driven through an inlet opening limited by at least one wall.
- the device comprises means for providing gas flows that influence the run of the passing fiber web for stabilizing the run of the fiber web in the treatment zone.
- the means influencing the run of the passing fiber web comprise that at least one wall of the inlet opening of the device is uneven in height in width direction of the inlet opening such that wall openings are provided for replacement air entering the treatement zone or the means providing gas flows influencing the run of the passing fiber web comprise nozzle means for pressurizing the treatment zone to a higher pressure than the ambient pressure.
- the inlet opening of the treatment zone which is formed by at least one wall limiting the inlet opening, is provided with at least one uneven, advantageously non-linear, for example wavelike wall form.
- the form of the wall thus alters in the width direction of the inlet opening.
- the inlet opening provides air to the treatment zone but the uneven forming of at least one edge prevents the web to contact the wall.
- the lower pressure begins to effect between the wall and the web instead of as in prior art arrangements pulling the web to contact the wall the lower pressure draws air through the open parts created by the unevenness of the wall in the opening into the treatment zone and thus prevents the web to contact the wall.
- the device for treating a fiber web in particular a device for applying treatment substance for treating a passing fiber web on at least one surface of the fiber web, comprises a treatment zone, such as a spraying zone, in which zone a lower pressure than the ambient pressure is provided and to which zone the fiber web is driven through an inlet opening limited by at least one wall.
- the at least one wall of the inlet opening of the device is uneven in height in width direction of the inlet opening such that wall openings are provided for replacement air entering the treatement zone.
- the at least one wall has a continuous wavelike pattern.
- the at least one wall comprises towards web protruding parts that are spaced apart such that wall openings are provided in between the protruding parts.
- the device according to the first embodiment comprises correspondingly formed walls of the inlet opening on both sides of the fiber web.
- the opening height is altered such that the difference between the narrowest part and the highest part is 10 - 90 %, advantageously 30 - 70 % of the height of the highest part.
- narrow and high refer to the height of the opening, not to the width of the opening in the width direction of the web.
- narrow is meant opening having height of 30 - 70 mm, advantageously 45 - 55 mm, measured from the web to the closest part of the wall limiting the inlet opening.
- the air amount is 100 - 1200 m 3 /h/m, advantageously 500 - 100m 3 /h/m of width of the web for one side of the web.
- the under pressure in the treatment zone is on average 10 - 50 Pa compared to the ambient pressure.
- the device for treating a fiber web in particular a device for applying treatment substance for treating a passing fiber web on at least one surface of the fiber web, comprises a treatment zone, such as a spraying zone, in which zone the fiber web is driven through an inlet opening limited by at least one wall.
- the device comprises at least one nozzle means for pressurizing the treatment zone to a higher pressure than the ambient pressure.
- the over pressure in the treatment zone is on average 10 - 300 Pa compared to the ambient pressure.
- the nozzle means for pressurizing the treatment zone comprises at least one slit nozzle located at the inlet opening providing gas flow, preferably air flow at least partially towards the passing fiber web.
- the means for pressurizing the treatment zone comprise two slit nozzles at one side of the passing fiber web providing gas flows at least partially towards the passing fiber web and one slit nozzle is located at the inlet opening and the other nozzle is located at an outlet opening of the treatment zone or before a treatment nip to which the treatment zone ends.
- the gas flows of the two slit nozzles may be directed at least partially opposite to each other and inclined in relation to the passing fiber web such that the flows of the two nozzles create an over pressurized area in between for supporting and stabilizing the web.
- the over pressurized area can also be created by flows that are not directed opposite to each other.
- the device according to the second embodiment comprises corresponding means on both sides of the fiber web.
- the gas flows provide simultaneously sealing means for preventing the treatments substance mist to spread from the treatment zone.
- the slit nozzle is a float nozzle.
- the device is provided with at least one removal channel for removing the treatment substance mist from the treatment zone.
- the device according to the advantageous aspect of invention is utilizable both in cases where the fiber web is guided through a nip after the treatment zone and in cases where the fiber web is guided from the treatment zone through an outlet opening.
- the outlet opening is provided with sealing means, preferably based on sealing by gas flows.
- a device for applying treatment substance on at least one surface of the fiber web which device for applying treatment substance on the at least one surface of the fiber web may apply the treatment substance directly onto the at least one surface of the web or the treatment substance may be applied onto the at least one surface of the web via a roll onto surface of which the device is provided to apply the treatment substance, which device comprises a treatment zone, such as a spraying zone, in which the treatment substance is applied.
- the treatment zone is located inside a hood and the means for providing gas flows are located at the inlet and the outlet opening of the treatment zone i.e. nozzles providing gas flows are located at the inlet and at the outlet edge of the hood.
- the mist flow is directed towards the surface of the fiber web or the roll.
- the amount and direction of the gas flow from the nozzles the mist adherence to the surface of the web or the roll is controlled.
- an adjustable slit is provided between the nozzle and the treatment zone by which gap part of the needed gas flow is provided. This enhances the gas flow and provides for increased adherence of the mist onto the surface of the fiber web or the roll without increasing the amount of suction needed for removing the mist uncontrollably.
- first and second are not meant any preference of the embodiments but only to indicate the two advantageous aspects of the invention.
- inlet opening is referred by reference sign 15 and the wall is referred by reference sign 10.
- the web is referred by reference sign W and its running direction is marked by arrow S.
- the web W enters the treatment zone through the inlet opening 15 formed between the web W and the wall 10 of the beam, for example spray-beam.
- gas flows are indicated by arrows F1; F2.
- the figures 1 - 5D are examples in which only one side of the fiber web W is treated but they are as well utilizable in connection with arrangements in which both sides of the fiber web are treated.
- both sides of the fiber web are treated but correspondingly this arrangement is utilizable when only one side of the web is treated.
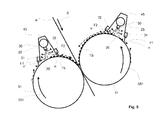
- figure 7 is shown a one-sided example with a nip and in figure 8 is shown a two-sided example where the application of the treatment substance is provided via rolls.
- figure 1 is shown the situation when the web W is far enough from the wall 10.
- the treatment zone 20 is lower pressure caused by the suction of air and mist of the treatment medium.
- the lower pressure draws a great amount of air into the treatment zone 20 through the inlet opening 15 between the wall 10 and the web W.
- FIGS 5A - 5D are some advantageous examples of the form of the wall 10 the inlet opening 15 ( figs. 1 - 4 ) such that the wall 10 is uneven in height and thus its distance from the web W ( figs. 1 - 4 ) varies such that in width direction the height of the inlet opening 15 alters at least partly at wall openings 11.
- the form of the wall 10 is provided with continuous wavelike pattern, the higher part of the wave being closer to the web W and the opening for replacement air is created by the lower part of the wave, as indicated in the figures by wall openings 11.
- the form of the wall 10 to be uneven has been constructed by attaching wires or corresponding protruding parts 12 on the wall 10 spaced apart at a distance from each other and forming the openings for replacement air and thus creating wall openings 11.
- the uneven form of the wall 10 such that wall openings 11 are provided can be constructed by many various forms and patterns; it can be of continuous or discontinuous pattern, different types of wavelike forms can be designed, It can be constructed by forming the wall 10, it can be created by using separate parts attached to the wall etc.
- the fiber web W is passed through the inlet opening 15 between the walls 10 into the treatment zone 20 in which a treatment devices 30 are located for applying a treatment agent onto the passing fiber web by spraying means 25 onto the both sides of the web.
- slit nozzles 31 for example float nozzles, are arranged to provide gas flows F1, preferably air flows, at least partially towards the passing fiber web W, advantageously inclined in relation to the running direction S of the fiber web W, as shown in the figure.
- the main components of the gas flows are indicated in the figure by arrows F1.
- the spraying means 25 are located in the treatment zone and the treatment zone 20 further comprises removal channels 43 for removing the treatment substance mist from the treatment zone 20 from both sides of the web W.
- slit nozzles 32 are arranged to provide gas flows F2, preferably air flows, at least partially towards the passing fiber web W, advantageously inclined in relation to the running direction S of the fiber web W, as shown in the figure.
- the main components of the gas flows are indicated in the figure by arrows F2.
- the gas flows F1, F2 in connection with the inlet opening 15 and the outlet opening 35 provide sealing means for preventing the treatment substance mist to spread from the treatment zone 20.
- the gas flows F1, F2 directed at least partially opposite to each other create an over pressurized area in between for supporting and stabilizing the web W.
- treatment substance is applied by spraying means 25 of a treatment device 30, for example a spraying device 30.
- the treatment device 30 is located in the area of the closing between the web W and the roll 51.
- the treatment device 30 has nozzles or corresponding means such that gas flows F1; F2 are provided, one gas flow F1 at the inlet opening 15 and another between the treatment device 30 and the roll 51.
- the gas flows F1, F2 create an over pressurized area at the treatment zone 20.
- the rotation direction of the roll 51 is indicated by arrow S51 and the treatment device 30 also comprises a doctor 57.
- treatment devices 30 for applying treatment substance on the both surfaces of the in direction S passing fiber web W are located inside a hood 45.
- the treatment devices 30 apply the treatment substance TS by spraying means 25 onto the surfaces of an in directions S51 rotating rolls 51 and in the nip formed between the rolls 51 the treatment substance TS is applied onto the both surfaces of the fiber web.
- the treatment device 20 comprises a treatment zone 20, such as a spraying zone 20, in which the treatment substance is applied by spraying means 25.
- the treatment zone 20 is located inside the hood 45 and the means 31, 32 for providing gas flows F1, F2 are located at the inlet 15 and the outlet 35 opening of the treatment zone 20 i.e.
- nozzles providing gas flows F1, F2 are located at the inlet and at the outlet edge of the hood 45.
- gas flows F1 at the inlet edge the air flows created by the moving surface the rotating rolls 51 is prevented and which air flow would otherwise create harmful turbulent flows and the flow the treatment substance mist flow is directed towards the surface of the roll 51.
- dashed line arrows air and mist flows are indicated.
Landscapes
- Treatment Of Fiber Materials (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14183544.7A EP2811069B1 (fr) | 2012-11-22 | 2012-11-22 | Dispositif pour traiter un voile de fibres |
| EP12193721.3A EP2735648A1 (fr) | 2012-11-22 | 2012-11-22 | Dispositif pour traiter un voile de fibres |
| CN201310574251.6A CN103835187B (zh) | 2012-11-22 | 2013-11-15 | 用于处理纤维幅材的设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP12193721.3A EP2735648A1 (fr) | 2012-11-22 | 2012-11-22 | Dispositif pour traiter un voile de fibres |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14183544.7A Division EP2811069B1 (fr) | 2012-11-22 | 2012-11-22 | Dispositif pour traiter un voile de fibres |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2735648A1 true EP2735648A1 (fr) | 2014-05-28 |
Family
ID=47227645
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14183544.7A Active EP2811069B1 (fr) | 2012-11-22 | 2012-11-22 | Dispositif pour traiter un voile de fibres |
| EP12193721.3A Withdrawn EP2735648A1 (fr) | 2012-11-22 | 2012-11-22 | Dispositif pour traiter un voile de fibres |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14183544.7A Active EP2811069B1 (fr) | 2012-11-22 | 2012-11-22 | Dispositif pour traiter un voile de fibres |
Country Status (2)
| Country | Link |
|---|---|
| EP (2) | EP2811069B1 (fr) |
| CN (1) | CN103835187B (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014100651A1 (de) * | 2014-01-21 | 2015-07-23 | Paperchine Gmbh | Luftdichtungsvorrichtung für einen Sprühapparat in einer Papierherstellungsmaschine |
| EP2985385A1 (fr) * | 2014-08-11 | 2016-02-17 | Xavier Blanch Andreu | Dispositif de pulvérisation permettant de pulvériser un produit liquide sur une feuille de papier |
| WO2022008129A1 (fr) * | 2020-07-08 | 2022-01-13 | Voith Patent Gmbh | Système de revêtement et procédé de revêtement |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3219849A1 (fr) | 2016-03-15 | 2017-09-20 | Valmet Technologies Oy | Dispositif pour traiter des toiles de fibres |
| CN106676966B (zh) * | 2016-07-26 | 2017-10-31 | 联盛纸业(龙海)有限公司 | 一种纸张施胶染色生产方法及装置 |
| DE102018124521A1 (de) | 2018-10-04 | 2020-04-09 | Brückner Maschinenbau GmbH & Co. KG | Behandlungsanlage für eine durch einen Behandlungsofen hindurchführbare flexible Materialbahn, insbesondere Kunststofffolie |
| EP3842591A1 (fr) | 2019-12-23 | 2021-06-30 | Andritz Küsters GmbH | Dispositif d'application d'un milieu d'application |
| JP7194719B2 (ja) * | 2020-10-28 | 2022-12-22 | 本田技研工業株式会社 | 材料層形成装置 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1995008026A1 (fr) * | 1993-09-14 | 1995-03-23 | J. M. Voith Gmbh | Procede et dispositif permettant d'effectuer le couchage d'une bande continue de materiau |
| WO1997013036A1 (fr) * | 1995-10-05 | 1997-04-10 | Valmet Corporation | Procede et appareil de revetement d'une bande de papier ou de carton en mouvement |
| US5849321A (en) * | 1994-07-01 | 1998-12-15 | Valmet Corporation | Method and apparatus for spray-coating a paper or board web |
| WO2000042254A1 (fr) * | 1999-01-18 | 2000-07-20 | Metso Paper, Inc. | Procede de couchage par pulverisation et dispositif de couchage par pulverisation |
| WO2002072953A1 (fr) * | 2001-03-13 | 2002-09-19 | Metso Paper, Inc. | Ensemble pour traiter une bande de papier ou de carton |
| EP1541242A1 (fr) * | 2002-07-31 | 2005-06-15 | Maintech Co., Ltd. | Pulverisateur de liquide, procede de pulverisation du liquide et produit chimique |
| WO2005103380A1 (fr) * | 2004-04-20 | 2005-11-03 | Metso Paper Karlstad Ab | Dispositif de protection pour equipement de pulverisation, et procede pour proteger un equipement de pulverisation et l'environnement de cet equipement de pulverisation |
| DE102008021541A1 (de) | 2007-05-14 | 2008-11-20 | Metso Paper, Inc. | Verfahren und Vorrichtung zum Behandeln einer Faserbahn |
| DE102010040291A1 (de) | 2009-10-09 | 2011-04-14 | Metso Paper, Inc. | Vorrichtung und Verfahren zur Stützung einer Faserbahn |
| DE202011107823U1 (de) * | 2010-08-31 | 2011-11-25 | Metso Paper, Inc. | Anlage zur Verarbeitung einer Faserbahn |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FI97247C (fi) | 1994-07-01 | 1998-07-21 | Valmet Paper Machinery Inc | Spraypäällystysmenetelmä sekä spraypäällystin |
| DE10057729A1 (de) | 2000-11-22 | 2002-05-23 | Voith Paper Patent Gmbh | Vorhang-Auftragsvorrichtung |
| DE10339262A1 (de) | 2003-08-26 | 2005-03-17 | Voith Paper Patent Gmbh | Bahnführungseinrichtung |
| DE10358754B4 (de) | 2003-12-12 | 2011-07-14 | M-Real Oyj | Bahnfördervorrichtung |
| DE102004018768A1 (de) | 2004-04-17 | 2005-11-03 | Voith Paper Patent Gmbh | Leitkörper |
| DE102006036450A1 (de) | 2006-08-04 | 2008-02-07 | Voith Patent Gmbh | Auftragsvorrichtung |
| DE102010041713A1 (de) | 2010-09-30 | 2012-04-05 | Voith Patent Gmbh | Vorrichtung zum direkten oder indirekten Auftrag von flüssigem bis pastösem Auftragsmedium und Verfahren zum Betreiben einer derartigen Vorrichtung |
-
2012
- 2012-11-22 EP EP14183544.7A patent/EP2811069B1/fr active Active
- 2012-11-22 EP EP12193721.3A patent/EP2735648A1/fr not_active Withdrawn
-
2013
- 2013-11-15 CN CN201310574251.6A patent/CN103835187B/zh active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1995008026A1 (fr) * | 1993-09-14 | 1995-03-23 | J. M. Voith Gmbh | Procede et dispositif permettant d'effectuer le couchage d'une bande continue de materiau |
| US5849321A (en) * | 1994-07-01 | 1998-12-15 | Valmet Corporation | Method and apparatus for spray-coating a paper or board web |
| WO1997013036A1 (fr) * | 1995-10-05 | 1997-04-10 | Valmet Corporation | Procede et appareil de revetement d'une bande de papier ou de carton en mouvement |
| US6063449A (en) * | 1995-10-05 | 2000-05-16 | Valmet Corporation | Method and apparatus for coating a moving paper or cardboard web |
| WO2000042254A1 (fr) * | 1999-01-18 | 2000-07-20 | Metso Paper, Inc. | Procede de couchage par pulverisation et dispositif de couchage par pulverisation |
| WO2002072953A1 (fr) * | 2001-03-13 | 2002-09-19 | Metso Paper, Inc. | Ensemble pour traiter une bande de papier ou de carton |
| EP1541242A1 (fr) * | 2002-07-31 | 2005-06-15 | Maintech Co., Ltd. | Pulverisateur de liquide, procede de pulverisation du liquide et produit chimique |
| WO2005103380A1 (fr) * | 2004-04-20 | 2005-11-03 | Metso Paper Karlstad Ab | Dispositif de protection pour equipement de pulverisation, et procede pour proteger un equipement de pulverisation et l'environnement de cet equipement de pulverisation |
| DE102008021541A1 (de) | 2007-05-14 | 2008-11-20 | Metso Paper, Inc. | Verfahren und Vorrichtung zum Behandeln einer Faserbahn |
| DE102010040291A1 (de) | 2009-10-09 | 2011-04-14 | Metso Paper, Inc. | Vorrichtung und Verfahren zur Stützung einer Faserbahn |
| DE202011107823U1 (de) * | 2010-08-31 | 2011-11-25 | Metso Paper, Inc. | Anlage zur Verarbeitung einer Faserbahn |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014100651A1 (de) * | 2014-01-21 | 2015-07-23 | Paperchine Gmbh | Luftdichtungsvorrichtung für einen Sprühapparat in einer Papierherstellungsmaschine |
| DE102014100651B4 (de) * | 2014-01-21 | 2015-08-13 | Paperchine Gmbh | Luftdichtungsvorrichtung für einen Sprühapparat in einer Papierherstellungsmaschine |
| EP2985385A1 (fr) * | 2014-08-11 | 2016-02-17 | Xavier Blanch Andreu | Dispositif de pulvérisation permettant de pulvériser un produit liquide sur une feuille de papier |
| EP2985386A1 (fr) * | 2014-08-11 | 2016-02-17 | Blanch Andreu, Xavier | Dispositif de pulvérisation permettant de pulvériser un produit liquide sur une feuille de papier |
| WO2022008129A1 (fr) * | 2020-07-08 | 2022-01-13 | Voith Patent Gmbh | Système de revêtement et procédé de revêtement |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103835187B (zh) | 2017-03-01 |
| EP2811069A1 (fr) | 2014-12-10 |
| CN103835187A (zh) | 2014-06-04 |
| EP2811069B1 (fr) | 2018-08-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2811069B1 (fr) | Dispositif pour traiter un voile de fibres | |
| FI108061B (fi) | Menetelmä liikkuvan paperi- tai kartonkirainan päällystämiseksi | |
| EP0682571B1 (fr) | Procede et appareil pour l'application d'un revetement sur du papier ou similaire | |
| US7022185B2 (en) | Apparatus for treating a web of paper or paperboard | |
| US20120111516A1 (en) | Method and Apparatus for Treating a Fibrous Web | |
| CA1298079C (fr) | Appareil pour l'application d'un revetement, et methode connexe | |
| JP2005511902A (ja) | 材料をウェブに塗布する方法および装置 | |
| EP3219849A1 (fr) | Dispositif pour traiter des toiles de fibres | |
| FI127813B (en) | Method and system for applying a layer of substance to a moving fiber web by foam application | |
| FI113883B (fi) | Menetelmä ja laitteisto materiaalirainan käsittelemiseksi ja materiaalirainan käyttäytymisen hallitsemiseksi | |
| US6855373B2 (en) | Method and device relating to coating a running web | |
| US7326301B2 (en) | Application device | |
| US6491791B1 (en) | Apparatus and method for treating roll surfaces and/or fabrics | |
| US5720816A (en) | Reverse feed film applicator | |
| EP2868802A1 (fr) | Agencement dans une ligne de production de toile fibreuse et procédé associé | |
| FI111562B (fi) | Menetelmä ja laitteisto käsittelyaineen syöttämiseksi liikkuvalle pinnalle | |
| EP2894254B1 (fr) | Dispositif de revêtement pour l'application de couleur de revêtement sur une bande de fibres et procédé associé | |
| US20050056392A1 (en) | Apparatus and method for conditioning a web on a papermaking machine | |
| EP2860312A1 (fr) | Agencement dans une ligne de production de toile fibreuse et procédé associé | |
| US7399381B2 (en) | Machine for producing and treating a sheet of material | |
| FI99034B (fi) | Menetelmä ja laitteisto paperikoneen viiraosalla | |
| JPH0522066U (ja) | 塗工装置 | |
| EP1403428A1 (fr) | Dispositif d'enduction pour déposer un materiau fluide ou pâteux sur une bande en mouvement |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20121122 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20140826 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| 17Q | First examination report despatched |
Effective date: 20180202 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20180613 |