EP2671676A1 - System for finishing a part made of a plurality of materials - Google Patents
System for finishing a part made of a plurality of materials Download PDFInfo
- Publication number
- EP2671676A1 EP2671676A1 EP13166881.6A EP13166881A EP2671676A1 EP 2671676 A1 EP2671676 A1 EP 2671676A1 EP 13166881 A EP13166881 A EP 13166881A EP 2671676 A1 EP2671676 A1 EP 2671676A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- abrasive
- workpiece
- abrasive means
- tank
- receiving device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B31/00—Machines or devices designed for polishing or abrading surfaces on work by means of tumbling apparatus or other apparatus in which the work and/or the abrasive material is loose; Accessories therefor
- B24B31/10—Machines or devices designed for polishing or abrading surfaces on work by means of tumbling apparatus or other apparatus in which the work and/or the abrasive material is loose; Accessories therefor involving other means for tumbling of work
- B24B31/116—Machines or devices designed for polishing or abrading surfaces on work by means of tumbling apparatus or other apparatus in which the work and/or the abrasive material is loose; Accessories therefor involving other means for tumbling of work using plastically deformable grinding compound, moved relatively to the workpiece under the influence of pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B31/00—Machines or devices designed for polishing or abrading surfaces on work by means of tumbling apparatus or other apparatus in which the work and/or the abrasive material is loose; Accessories therefor
- B24B31/003—Machines or devices designed for polishing or abrading surfaces on work by means of tumbling apparatus or other apparatus in which the work and/or the abrasive material is loose; Accessories therefor whereby the workpieces are mounted on a holder and are immersed in the abrasive material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B31/00—Machines or devices designed for polishing or abrading surfaces on work by means of tumbling apparatus or other apparatus in which the work and/or the abrasive material is loose; Accessories therefor
- B24B31/06—Machines or devices designed for polishing or abrading surfaces on work by means of tumbling apparatus or other apparatus in which the work and/or the abrasive material is loose; Accessories therefor involving oscillating or vibrating containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B31/00—Machines or devices designed for polishing or abrading surfaces on work by means of tumbling apparatus or other apparatus in which the work and/or the abrasive material is loose; Accessories therefor
- B24B31/06—Machines or devices designed for polishing or abrading surfaces on work by means of tumbling apparatus or other apparatus in which the work and/or the abrasive material is loose; Accessories therefor involving oscillating or vibrating containers
- B24B31/064—Machines or devices designed for polishing or abrading surfaces on work by means of tumbling apparatus or other apparatus in which the work and/or the abrasive material is loose; Accessories therefor involving oscillating or vibrating containers the workpieces being fitted on a support
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B31/00—Machines or devices designed for polishing or abrading surfaces on work by means of tumbling apparatus or other apparatus in which the work and/or the abrasive material is loose; Accessories therefor
- B24B31/12—Accessories; Protective equipment or safety devices; Installations for exhaustion of dust or for sound absorption specially adapted for machines covered by group B24B31/00
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/005—Feeding or manipulating devices specially adapted to grinding machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/02—Frames; Beds; Carriages
Definitions
- the invention relates to a system for finishing a workpiece formed of several materials and, more particularly, to such a workpiece, each material of which has a different hardness.
- the object of the present invention is to overcome all or part of the disadvantages mentioned above by proposing a finishing system of a part made of several materials that allows the selective satinization of one or more of the materials with great homogeneity.
- the invention relates to a system for finishing a workpiece comprising at least two materials of different hardnesses, the system comprising at least one receiving device serving as a container for abrasive means, a support device comprising fastening means of the workpiece, characterized in that the system further comprises means for bringing the workpiece closer to the abrasive means, relative displacement means of the workpiece relative to the receiving device according to the desired saturation lines characterized in that each receiving device comprises a vessel containing said abrasive means in powder form and in that the vessel is resilient in order to adapt the level of powder in the vessel relative to the force imposed by the means of bringing together.
- the piece formed of several materials according to the invention can in particular integrate or compose indifferently all or part of the dressing of a timepiece.
- it could form all or part of a case, a bracelet, a bezel, a dial, an ice, a pusher and / or a crown.
- the telescope 1 comprises a body 3 made of a first material which is encrusted with at least one decoration 5, 7, 9, 11, 13 in one or more other materials.
- the bezel 1 is intended to form a very wear-resistant part whose visual quality is improved in particular in terms of contrast.
- each decoration may, advantageously according to the invention, be of any shape, such as, for example, a geometrical figure 7, 9, 11, an alphanumeric character 5 or even a phosphorescent indicator 13.
- the body 3 is preferably made of a first hard material, that is to say with a hardness greater than 800 Hv, such as for example a ceramic.
- the first material may, for example, comprise an oxide, a carbide or a nitride based on aluminum, titanium, zirconium or silicon to form all or part of the body 3.
- other materials hard are possible.
- the second material or the other materials used for decorations 5, 7, 9, 11, 13 are of lower hardness than the first material.
- the invention relates to a finishing system 21 of such a part 1, each material has a different hardness.
- the system 21 advantageously makes it possible to satin the material or materials having the lowest hardness without modifying the appearance of the material having the highest hardness.
- other less hard materials may be a composite ceramic, a glass, an enamel, a metal or a metal alloy.
- the finishing system 21 comprises at least one receiving device 23, 23 'serving as a container for abrasive means and a support device comprising means for fixation of the piece 1.
- the system 21 further comprises means 27 for bringing the piece 1 closer to said abrasive means 20 and means 29 for relative movement of the piece 1 with respect to the receiving device 23 according to the strips desired satin finish.
- the means 27 of approaching and the means 29 relative displacement can be mounted indifferently on the support device 25 or on the receiving device 23.
- the connecting means 27 and the relative displacement means 29 are mounted on the support device 25.
- Each receiving device 23, 23 ' comprises a tank 24, 24' containing said abrasive means 20 in the form of powder in which the means 27 of approach at least partially plunge the piece 1.
- the powder abrasive means 20 is formed by particles whose hardness is greater than the (x) material (s) to be satin but less than the (x) material (s) to leave intact.
- the piece 1 will be polished prior to its finishing using the system 21. It is understood that only part of the part 1 will have its modified surface state, that is to say that at least one materials used will not be modified on the surface.
- the particles, whose diameter may be between 0.3 mm and 1 mm may be formed from silica and / or corundum and / or pumice and / or diamond and / or nitrides and / or carbides and / or alumina.
- the means 27 of approximation exerts a force sufficient to immerse a portion of the workpiece 1 in the powder of abrasive means 20.
- the tank 24, 24 ' is resilient in order to adapt at the level of powder in the tank 24, 24 'relative to the force imposed by the means 27 of approximation.
- the tank 24, 24 'thus exerts a counter-force B intended to press the powder 20 between the tank 24, 24' and the piece 1.
- a rigid tank allowed the powder to move and cover the part 1 by making imperfect finishing. It is therefore understood that, thanks to the tub 24, 24 'elastic, the powder 20, advantageously, does not cover the entire part 1 even under the constraint of the means 27 bringing together ensuring optimum finishing.
- each receiving device 23, 23 'further comprises means 26, 26' of vibration of the tank 24, 24 'for renewing the upper layer of the powder when the means 27 bringing together part 1 of the abrasive means 20.
- the upper layers of particles present in the tank 24, 24 'having participated in the finishing have seen their diameter decrease. Therefore, during vibration C, these smaller particles are mechanically displaced to the bottom of the tank 24, 24 '.
- the surface powder is renewed by particles of larger diameters, that is to say, not blunted.
- the means 22 for fixing the support device 25 comprise a fastener 30 formed of three movable fingers approximating to hold a workpiece 1.
- This fastener 30 is mechanically connected to the means 27 for bringing it together.
- the means 27 for bringing together comprise an actuator 28 making it possible to press the piece 1 against the abrasive means 20 in the direction D in order to provide a force A against the abrasive means 20 necessary for finishing.
- the actuator 28 exerts a force of between 1 and 5 kg.
- the relative displacement means 29 comprise a motor 31, which may belong to the actuator 28 of the means 27 for approximation, allowing the workpiece to print a movement E back and forth against the abrasive means 20 according to said desired satin lines.
- the satin lines will be preferentially concentric.
- the movement E of back and forth will then be an alternation of trigonometric and retrograde rotations. Indeed, during the development of the system 21, it has been shown that a simple rotation made the finishing less homogeneous. Such a reciprocating movement E can be exerted on an amplitude of between 5 and 20 mm depending on the size of the part 1.
- a rotary movement E of va and-come an amplitude between 20 and 40 degrees gives a high homogeneity of satin.
- the desired saturation lines can also be linear.
- the motor of the relative displacement means will induce a movement E back and forth in translation.
- a finishing process therefore follows the following steps. At first, a part 1 comprising at least two materials of different hardness is manufactured and then at least one of the faces is polished. In a second step, the part 1 is mounted on the fastener 30 of the fastening means 22, the polished surface being intended to come into contact with the abrasive means 20. In a third step, the means 27 of approaching are activated according to the movement D until the piece 1 touches the abrasive means 20.
- the means 27 of approximation exerts a force between the part 1 and the abrasive means 20 necessary for the satin finish.
- the abrasive means 20 in the form of powder are blocked by this force and the spring against force B of the tank 24.
- the relative displacement means 29 are also activated according to the invention. the E movement back and forth. The fourth beat can take a few seconds to get a satisfactory satin finish.
- a fifth step the means 27 of approximation and the relative displacement means 29 are deactivated in order to move the piece 1 away from the abrasive means 20.
- the vibration means 26 are activated in order to renew the upper layer of the abrasive means 20 in powder form.
- the fifth time may take a few seconds to obtain a satisfactory renewal.
- a new cycle is started with a new piece or with the same piece, that is starting from the first beat or from the third beat.
- the finishing system 21 comprises two receiving devices 23, 23 '.
- This embodiment is preferred to gain productivity. Indeed, as visible at the figure 3 while a workpiece 1 is worked with a first receiving device 23, the second receiving device 23 'can be renewed in abrasive means. Thus, the new cycle explained above is initiated using the carriage 33 which will move the plate 32 so that the second device 23 'is positioned vis-à-vis the support device 25.
- the time required to satin the areas is always the same regardless of the number of areas to be satin on the same room.
- the lines are perfectly homogeneous with respect to each other whether curved or linear.
- each system 21 may comprise more or fewer receiving devices 23, 23 'and / or more or fewer support devices 25 without these embodiments being outside the scope of the invention.
- the same finishing system 21 could comprise two support devices 25 enabling two pieces to be finished simultaneously and six receiving devices 23, 23 'with three different types of abrasive means 20 used mounted on a single displaceable plate 32. by a trolley 33.
- the abrasive means must be adapted. They can not be limited to the materials cited in this description.
Abstract
Description
L'invention se rapporte à un système de finissage d'une pièce formée de plusieurs matériaux et, plus particulièrement, une telle pièce dont chaque matériau possède une dureté différente.The invention relates to a system for finishing a workpiece formed of several materials and, more particularly, to such a workpiece, each material of which has a different hardness.
Il est connu de satiner des éléments afin d'améliorer leur rendu visuel. Toutefois, il est difficile lorsque la pièce est formée de plusieurs matériaux de correctement satiner uniquement une partie de la pièce. Actuellement, il est nécessaire de se munir d'une brosse rotative et de manuellement satiner les parties souhaitées. Cela entraîne un coût trop élevé et une finition qui est trop hétérogène d'une partie satinée à une autre de la pièce.It is known to satin elements to improve their visual rendering. However, it is difficult when the piece is formed of several materials to properly satinize only part of the piece. Currently, it is necessary to bring a rotating brush and manually satin the desired parts. This causes a cost too high and a finish that is too heterogeneous from one satin part to another of the room.
Le but de la présente invention est de pallier tout ou partie les inconvénients cités précédemment en proposant un système de finissage d'une pièce formée de plusieurs matériaux qui permet le satinage sélectif d'un ou plusieurs des matériaux avec une grande homogénéité.The object of the present invention is to overcome all or part of the disadvantages mentioned above by proposing a finishing system of a part made of several materials that allows the selective satinization of one or more of the materials with great homogeneity.
A cet effet, l'invention se rapporte à un système de finissage d'une pièce comportant au moins deux matériaux de duretés différentes, le système comportant au moins un dispositif de réception servant de contenant pour des moyens abrasifs, un dispositif de support comportant des moyens de fixation de la pièce, caractérisé en ce que le système comporte en outre des moyens de rapprochement de la pièce contre les moyens abrasifs, des moyens de déplacement relatif de la pièce par rapport au dispositif de réception selon les raies de satinage souhaitées caractérisé en ce que chaque dispositif de réception comporte une cuve contenant lesdits moyens abrasifs sous forme de poudre et en ce que la cuve est élastique afin d'adapter le niveau de poudre dans la cuve par rapport à la force imposée par les moyens de rapprochement.For this purpose, the invention relates to a system for finishing a workpiece comprising at least two materials of different hardnesses, the system comprising at least one receiving device serving as a container for abrasive means, a support device comprising fastening means of the workpiece, characterized in that the system further comprises means for bringing the workpiece closer to the abrasive means, relative displacement means of the workpiece relative to the receiving device according to the desired saturation lines characterized in that each receiving device comprises a vessel containing said abrasive means in powder form and in that the vessel is resilient in order to adapt the level of powder in the vessel relative to the force imposed by the means of bringing together.
On comprend donc que les directions des raies de satinage sont directement obtenues par les moyens de déplacement relatif du système de finissage. Par conséquent, le temps nécessaire pour satiner les zones est toujours le même quel que soit le nombre de zones à satiner sur une même pièce et les raies sont parfaitement homogènes les unes par rapport aux autres.It is therefore understood that the directions of the satin lines are directly obtained by the relative displacement means of the finishing system. Therefore, the time required to satin the areas is always the same regardless of the number of areas to be satin on the same piece and the lines are perfectly homogeneous with respect to each other.
Conformément à d'autres caractéristiques avantageuses de l'invention :
- les particules comportent un diamètre compris entre 0,3 mm et 1 mm;
- les moyens abrasifs sont formés à partir de silice et/ou de corindon et/ou de ponce et/ou de diamant et/ou de nitrures et/ou de carbures et/ou d'alumine ;
- chaque dispositif de réception comporte en outre des moyens de vibration de la cuve permettant de renouveler la couche supérieure des moyens abrasifs quand les moyens de rapprochement écartent la pièce des moyens abrasifs ;
- les moyens de rapprochement comportent un actionneur permettant de presser la pièce contre les moyens abrasifs ;
- l'actionneur des moyens de rapprochement exerce une force comprise entre 1 Kg et 5 Kg ;
- les moyens de déplacement relatif comportent un moteur permettant à la pièce d'imprimer un mouvement de va-et-vient contre les moyens abrasifs selon lesdites raies de satinage souhaitées ;
- le mouvement de va-et-vient contre les moyens abrasifs est linéaire ou concentrique ;
- le système comprend au moins deux dispositifs de réception afin de renouveler lesdits moyens abrasifs d'un des dispositifs de réception quand l'autre dispositif est utilisé pour finir ladite pièce ;
- lesdits au moins deux dispositifs sont montés sur un plateau déplaçables à l'aide d'un chariot afin de sélectivement positionner un desdits au moins deux dispositifs en vis-à-vis du dispositif de support.
- the particles have a diameter of between 0.3 mm and 1 mm;
- the abrasive means are formed from silica and / or corundum and / or pumice and / or diamond and / or nitrides and / or carbides and / or alumina;
- each receiving device further comprises means for vibrating the tank for renewing the upper layer of the abrasive means when the means for bringing the part away from the abrasive means;
- the bringing means comprise an actuator for pressing the workpiece against the abrasive means;
- the actuator of the approximation means exerts a force of between 1 Kg and 5 Kg;
- the relative displacement means comprise a motor allowing the part to print a reciprocating movement against the abrasive means according to said desired saturation lines;
- the movement back and forth against the abrasive means is linear or concentric;
- the system comprises at least two receiving devices for renewing said abrasive means of one of the receiving devices when the other device is used to finish said part;
- said at least two devices are slidably mounted on a tray to selectively position one of said at least two devices opposite the support device.
D'autres particularités et avantages ressortiront clairement de la description qui en est faite ci-après, à titre indicatif et nullement limitatif, en référence aux dessins annexés, dans lesquels :
- la
figure 1 est un exemple d'application d'une pièce formée de plusieurs matériaux ; - la
figure 2 est une représentation en coupe d'un dispositif de réception selon l'invention ; - la
figure 3 est une représentation en perspective d'un système de finissage selon l'invention ; - la
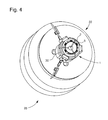
figure 4 est une représentation en perspective d'un dispositif de support selon l'invention.
- the
figure 1 is an example of application of a piece made of several materials; - the
figure 2 is a sectional representation of a receiving device according to the invention; - the
figure 3 is a perspective representation of a finishing system according to the invention; - the
figure 4 is a perspective representation of a support device according to the invention.
La pièce formée de plusieurs matériaux selon l'invention peut notamment s'intégrer ou composer indifféremment tout ou partie de l'habillage d'une pièce d'horlogerie. Ainsi, elle pourrait former tout ou partie d'un boîtier, d'un bracelet, d'une lunette, d'un cadran, d'une glace, d'un poussoir et/ou d'une couronne. Il est également possible de s'intégrer ou composer des pièces formées de plusieurs matériaux appartenant à un mouvement horloger comme, par exemple, un pont et/ou une platine et/ou une masse oscillante.The piece formed of several materials according to the invention can in particular integrate or compose indifferently all or part of the dressing of a timepiece. Thus, it could form all or part of a case, a bracelet, a bezel, a dial, an ice, a pusher and / or a crown. It is also possible to integrate or compose pieces made of several materials belonging to a watch movement such as, for example, a bridge and / or a platinum and / or an oscillating weight.
Dans l'exemple illustré à la
Comme illustré à la
Le corps 3 est préférentiellement en un premier matériau dur, c'est-à-dire d'une dureté supérieure à 800 Hv, comme par exemple une céramique. Le premier matériau peut, à titre d'exemple, comporter un oxyde, un carbure ou un nitrure à base d'aluminium, de titane, de zirconium ou de silicium pour former tout ou partie du corps 3. Bien entendu, d'autres matériaux durs sont envisageables.The
Préférentiellement selon l'invention, le deuxième matériau ou les autres matériaux utilisés pour les décors 5, 7, 9, 11, 13 sont de plus faibles duretés que le premier matériau. Ainsi, avantageusement, l'invention se rapporte à un système de finissage 21 d'une telle pièce 1 dont chaque matériau possède une dureté différente. Le système 21 permet avantageusement de satiner le ou les matériaux ayant la plus faible dureté sans modifier l'aspect du matériau ayant la plus forte dureté. Ainsi, de manière non limitative, les autres matériaux moins durs peuvent être une céramique composite, un verre, un émail, un métal ou un alliage métallique.Preferably according to the invention, the second material or the other materials used for
Toutefois, on comprend que le matériau le plus dur pourrait être celui ou ceux des décors 5, 7, 9, 11, 13 et non celui du corps 3 comme cela sera expliqué ci-dessous.However, it is understood that the hardest material could be one or those of
Selon l'invention, le système de finissage 21 comporte au moins un dispositif 23, 23' de réception servant de contenant pour des moyens abrasifs 20 et un dispositif 25 de support comportant des moyens 22 de fixation de la pièce 1. De plus, le système 21 comporte en outre des moyens 27 de rapprochement de la pièce 1 contre lesdits moyens abrasifs 20 et des moyens 29 de déplacement relatif de la pièce 1 par rapport au dispositif 23 de réception selon les raies de satinage souhaitées.According to the invention, the
Avantageusement selon l'invention, les moyens 27 de rapprochement et les moyens 29 de déplacement relatif peuvent être montés indifféremment sur le dispositif de support 25 ou sur le dispositif de réception 23. Dans l'exemple de la
Chaque dispositif 23, 23' de réception comporte une cuve 24, 24' contenant lesdits moyens abrasifs 20 sous forme de poudre dans laquelle les moyens 27 de rapprochement plongent au moins partiellement la pièce 1.Each
Préférentiellement, la poudre de moyens abrasifs 20 est formée par des particules dont la dureté est supérieure au(x) matériau(x) à satiner mais inférieure au(x) matériau(x) à laisser intact. Préférentiellement, la pièce 1 sera donc polie préalablement à son finissage à l'aide du système 21. On comprend qu'une partie seulement de la pièce 1 aura son état de surface modifié, c'est-à-dire qu'au moins un des matériaux utilisés ne sera pas modifié en surface. A titre d'exemple, les particules, dont le diamètre peut être compris entre 0,3 mm et 1 mm, peuvent être formées à partir de silice et/ou de corindon et/ou de ponce et/ou de diamant et/ou de nitrures et/ou de carbures et/ou d'alumine.Preferably, the powder abrasive means 20 is formed by particles whose hardness is greater than the (x) material (s) to be satin but less than the (x) material (s) to leave intact. Preferably, the
Comme expliqué ci-dessus, les moyens 27 de rapprochement exerce une force suffisante pour plonger une partie de la pièce 1 dans la poudre de moyens abrasifs 20. Préférentiellement selon l'invention, la cuve 24, 24' est élastique afin de s'adapter au niveau de poudre dans la cuve 24, 24' par rapport à la force imposée par les moyens 27 de rapprochement. La cuve 24, 24' exerce ainsi une contre-force B destinée à plaquer la poudre 20 entre la cuve 24, 24' et la pièce 1. En effet, lors du développement du système 21, il a été montré qu'une cuve rigide laissait la poudre se déplacer et recouvrir la pièce 1 en rendant imparfait le finissage. On comprend donc que, grâce à la cuve 24, 24' élastique, la poudre 20, de manière avantageuse, ne recouvre pas la totalité de la pièce 1 même sous la contrainte des moyens 27 de rapprochement en garantissant un finissage optimal.As explained above, the
De plus, à chaque finissage, les particules de moyens abrasifs 20 ayant frottées sur la pièce 1 s'émoussent. C'est pourquoi, avantageusement selon l'invention, chaque dispositif 23, 23' de réception comporte en outre des moyens 26, 26' de vibration de la cuve 24, 24' permettant de renouveler la couche supérieure de la poudre quand les moyens 27 de rapprochement écartent la pièce 1 des moyens abrasifs 20. En effet, les couches supérieures de particules présentes dans la cuve 24, 24' ayant participées au finissage ont vu leur diamètre diminuer. Par conséquent, lors des vibrations C, ces particules plus petites sont mécaniquement déplacées vers le fond la cuve 24, 24'. Ainsi, on comprend que la poudre en surface est renouvelée par des particules de plus gros diamètres, c'est-à-dire non émoussés.In addition, at each finishing, the particles of
Dans l'exemple illustré à la
Enfin, dans l'exemple illustré à la
Pour une pièce annulaire 1 présentée en exemple aux
Au vu des explications ci-dessus, on comprend que les raies de satinage souhaitées peuvent également être linéaires. Dans ce cas, le moteur des moyens de déplacement relatif induira un mouvement E de va-et-vient en translation.In view of the explanations above, it is understood that the desired saturation lines can also be linear. In this case, the motor of the relative displacement means will induce a movement E back and forth in translation.
Un procédé de finissage selon l'invention suit donc les étapes suivantes. Dans un premier temps, une pièce 1 comportant au moins deux matériaux de duretés différentes est fabriquée puis au moins une des faces est polie. Dans un deuxième temps, la pièce 1 est montée sur l'attache 30 des moyens 22 de fixation, la surface polie étant destinée à entrer en contact avec les moyens abrasifs 20. Dans un troisième temps, les moyens 27 de rapprochement sont activés selon le mouvement D jusqu'à ce que la pièce 1 touche les moyens abrasifs 20.A finishing process according to the invention therefore follows the following steps. At first, a
Dans un quatrième temps, les moyens 27 de rapprochement exerce une force entre la pièce 1 et les moyens abrasifs 20 nécessaire au satinage. Avantageusement selon l'invention, les moyens abrasifs 20 sous forme de poudre sont bloqués par cette force et la contre-force B élastique de la cuve 24. A partir du troisième ou du quatrième temps, les moyens 29 de déplacement relatif sont également activés selon le mouvement E de va-et-vient. Le quatrième temps peut durer quelques secondes pour obtenir un satinage satisfaisant.In a fourth step, the
Dans un cinquième temps, les moyens 27 de rapprochement et les moyens 29 de déplacement relatif sont désactivés afin d'écarter la pièce 1 des moyens abrasifs 20. Dans ce même temps, les moyens 26 de vibration sont activés afin de renouveler la couche supérieure des moyens abrasifs 20 sous forme de poudre. Le cinquième temps peut durer quelques secondes pour obtenir un renouvellement satisfaisant.In a fifth step, the
A la suite du cinquième temps, un nouveau cycle est commencé avec une nouvelle pièce ou avec la même pièce, c'est-à-dire en commençant à partir du premier temps ou à partir du troisième temps.After the fifth beat, a new cycle is started with a new piece or with the same piece, that is starting from the first beat or from the third beat.
Dans l'exemple visible à la
On comprend donc qu'il est envisageable de finir les pièces 1 en appliquant à chaque pièce 1 consécutivement les moyens abrasifs de type différent d'au moins deux dispositifs 23, 23' de réception et/ou d'au moins deux systèmes 21.It is thus understood that it is conceivable to finish the
On comprend avantageusement selon le système 21 de l'invention que le temps nécessaire pour satiner les zones est toujours le même quel que soit le nombre de zones à satiner sur une même pièce. De plus, les raies sont parfaitement homogènes les unes par rapport aux autres qu'elles soient courbes ou linéaires.It is advantageously understood according to the
Bien entendu, la présente invention ne se limite pas à l'exemple illustré mais est susceptible de diverses variantes et modifications qui apparaîtront à l'homme de l'art. En particulier, il est également possible de finir des pièces 1 de formes très variées, c'est-à-dire non limitée à une forme annulaire présentée aux
De plus, chaque système 21 peut comporter plus ou moins de dispositifs 23, 23' de réception et/ou plus ou moins de dispositifs 25 de support sans que ces modes de réalisation sortent du cadre de l'invention. A titre d'exemple, un même système 21 de finissage pourrait comporter deux dispositifs 25 de support permettant de finir deux pièces simultanément et six dispositifs 23, 23' de réception avec trois types différents de moyens abrasifs 20 utilisés montés sur un unique plateau 32 déplaçable par un chariot 33.In addition, each
Enfin, suivant les matériaux utilisés pour la pièce, les moyens abrasifs doivent être adaptés. Ils ne sauraient se limiter aux matériaux cités dans la présente description.Finally, depending on the materials used for the part, the abrasive means must be adapted. They can not be limited to the materials cited in this description.
Claims (12)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13166881.6A EP2671676B1 (en) | 2012-06-07 | 2013-05-07 | System for finishing a part made of a plurality of materials |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP12171178 | 2012-06-07 | ||
| EP13166881.6A EP2671676B1 (en) | 2012-06-07 | 2013-05-07 | System for finishing a part made of a plurality of materials |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2671676A1 true EP2671676A1 (en) | 2013-12-11 |
| EP2671676B1 EP2671676B1 (en) | 2021-04-28 |
Family
ID=48190870
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13166881.6A Active EP2671676B1 (en) | 2012-06-07 | 2013-05-07 | System for finishing a part made of a plurality of materials |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9227292B2 (en) |
| EP (1) | EP2671676B1 (en) |
| JP (1) | JP5628970B2 (en) |
| CN (1) | CN103481177B (en) |
| RU (1) | RU2663658C2 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019171541A (en) * | 2018-03-29 | 2019-10-10 | 本田技研工業株式会社 | Workpiece polishing device and workpiece polishing method using the same |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2857522A1 (en) * | 1978-11-30 | 1980-06-12 | Ietatsu Ohno | Grinding and polishing arrangement - has parts mounted on spindle which makes planetary movement through polishing medium |
| EP0073536A2 (en) * | 1981-08-27 | 1983-03-09 | Metallgesellschaft Ag | Machine for finishing workpiece surfaces |
| WO2000012648A1 (en) * | 1998-08-26 | 2000-03-09 | Extrude Hone Corporation | Abrasive polishing method, apparatus and composition |
| EP1205281A2 (en) * | 2000-11-09 | 2002-05-15 | Extrude Hone Corporation | Self-forming tooling for an orbital polishing machine and method for producing |
| DE202010009308U1 (en) * | 2010-06-19 | 2011-08-26 | Otec Präzisionsfinish GmbH | Device for the surface treatment of workpieces, in particular drag finishing machine |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3013365A (en) * | 1958-03-26 | 1961-12-19 | Mechanical Finishing Company I | Free grain polishing process and apparatus |
| GB1067656A (en) * | 1965-12-22 | 1967-05-03 | Wissenchaftlich Tech Zentrum A | Method for the abrasive treatment of workpieces |
| US3728821A (en) * | 1971-09-13 | 1973-04-24 | Dynetics Corp | Machine for finishing surfaces |
| JPS5847307B2 (en) * | 1980-10-31 | 1983-10-21 | 株式会社 敷島チツプトン | Cylindrical barrel polishing machine with automatic sorting device |
| US5125191A (en) * | 1982-09-08 | 1992-06-30 | Extrude Hone Corporation | Abrasive flow machining with an in situ viscous plastic medium |
| DE3623869A1 (en) * | 1986-07-15 | 1988-01-28 | Roesler Gleitschlifftech Masch | Apparatus for the vibratory finishing of workpieces |
| JPH04193467A (en) * | 1990-11-28 | 1992-07-13 | Yoshida Kogyo Kk <Ykk> | Processing method for small commodity surface matting of button and the like |
| CN1098039A (en) * | 1993-07-30 | 1995-02-01 | 堤胜次 | Method of surface finish and device thereof |
| JP2000126929A (en) * | 1998-10-23 | 2000-05-09 | Univ Saga | Treatment system for enhancing gear quality and barrel treatment device used therein |
| JP2000126969A (en) * | 1998-10-26 | 2000-05-09 | Fuji Mach Mfg Co Ltd | Machining center of quick tool change type |
| US6210258B1 (en) * | 1999-11-19 | 2001-04-03 | Vibro Finish Tech Inc. | Vibrational finishing assembly |
| JP2001232552A (en) * | 2000-02-23 | 2001-08-28 | Nuclear Fuel Ind Ltd | Rotary barrel device |
| CN2836986Y (en) * | 2005-09-08 | 2006-11-15 | 湖州中云机械制造有限公司 | A vibratory grinder |
| RU2302940C1 (en) * | 2006-01-18 | 2007-07-20 | Пензенский государственный университет (ПГУ) | Method for abrasive working of parts in cylindrical chamber and apparatus for performing the same |
| JP2007223026A (en) * | 2006-01-25 | 2007-09-06 | Ee P C Aero Specialty Kk | Vibration type polishing device |
| US7410413B2 (en) * | 2006-04-27 | 2008-08-12 | 3M Innovative Properties Company | Structured abrasive article and method of making and using the same |
| JP2010131675A (en) * | 2007-03-02 | 2010-06-17 | Ee P C Aero Specialty Kk | Vibratory polishing method and apparatus |
| CN201042774Y (en) * | 2007-06-20 | 2008-04-02 | 浙江湖磨抛光磨具制造有限公司 | Vibrating burnisher |
| JP5304012B2 (en) * | 2008-04-30 | 2013-10-02 | カシオ計算機株式会社 | Polishing apparatus, polishing method, and manufacturing method |
| CN201389795Y (en) * | 2008-12-31 | 2010-01-27 | 大连隆正光饰机制造有限公司 | Novel vibration polishing machine |
| JP5051167B2 (en) * | 2009-03-30 | 2012-10-17 | 新東工業株式会社 | Processing method of ferrous metal parts |
-
2013
- 2013-05-07 EP EP13166881.6A patent/EP2671676B1/en active Active
- 2013-06-03 US US13/908,175 patent/US9227292B2/en active Active
- 2013-06-06 RU RU2013126142A patent/RU2663658C2/en active
- 2013-06-07 JP JP2013120442A patent/JP5628970B2/en active Active
- 2013-06-07 CN CN201310224792.6A patent/CN103481177B/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2857522A1 (en) * | 1978-11-30 | 1980-06-12 | Ietatsu Ohno | Grinding and polishing arrangement - has parts mounted on spindle which makes planetary movement through polishing medium |
| EP0073536A2 (en) * | 1981-08-27 | 1983-03-09 | Metallgesellschaft Ag | Machine for finishing workpiece surfaces |
| WO2000012648A1 (en) * | 1998-08-26 | 2000-03-09 | Extrude Hone Corporation | Abrasive polishing method, apparatus and composition |
| EP1205281A2 (en) * | 2000-11-09 | 2002-05-15 | Extrude Hone Corporation | Self-forming tooling for an orbital polishing machine and method for producing |
| DE202010009308U1 (en) * | 2010-06-19 | 2011-08-26 | Otec Präzisionsfinish GmbH | Device for the surface treatment of workpieces, in particular drag finishing machine |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2671676B1 (en) | 2021-04-28 |
| JP5628970B2 (en) | 2014-11-19 |
| US20130331007A1 (en) | 2013-12-12 |
| CN103481177B (en) | 2016-10-12 |
| RU2663658C2 (en) | 2018-08-08 |
| RU2013126142A (en) | 2014-12-20 |
| JP2013252606A (en) | 2013-12-19 |
| CN103481177A (en) | 2014-01-01 |
| US9227292B2 (en) | 2016-01-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2725000B1 (en) | Selectively conductive ceramic coated with a metal material | |
| CH708654A2 (en) | A method of manufacturing an inlaid ceramic element of a timepiece and timepieces including such elements. | |
| EP2855400A1 (en) | Ceramic element embedded with at least one composite ceramic decorative element | |
| CH691008A5 (en) | scratchproof watch crystal, transparent and watch case equipped with such a drink. | |
| EP2543653B1 (en) | Method for manufacturing a matt ceramic | |
| US11919125B2 (en) | Carrier wafers and methods of forming carrier wafers | |
| EP2671676B1 (en) | System for finishing a part made of a plurality of materials | |
| EP2502877B1 (en) | Method for manufacturing a composite part, notably for a clock movement | |
| CH699476A2 (en) | Fabricating a watch component made of silicon, comprises forming the component by etching of silicon, and rounding the edges of the component by polishing the component in bulk, where one of the edges is defined by a surface of component | |
| EP0844539B1 (en) | Decorative element particularly component of a timepiece | |
| CH706601A2 (en) | System for finishing part i.e. cover element of timepiece, has fixing unit fixing annular part against abrasive, and another fixing unit allowing relative displacement of part relative to container according to desired satin stripes | |
| CH715336A2 (en) | Method for assembling at least two elements and covering component thus formed. | |
| CN1167368C (en) | Decorative stone | |
| EP3622846A1 (en) | Method for assembling at least two elements | |
| CH707351A2 (en) | Decoration part for use in e.g. clock element such as dial, has set of cleavage lines of stones mounted in and out with regard to each other such that single base is masked, where material is provided as partially amorphous alloy | |
| CH706110A2 (en) | Encrusted element for use in clock element and in jewelry article, has recess that form decoration imprint, and rail anchor and metal decoration allowed to communicate with recess to provide anchoring of metal decoration against element | |
| CH708926A2 (en) | diamond mechanical parts and method of manufacturing a mechanical part in diamond for watch movement. | |
| EP3623877A1 (en) | Method for manufacturing a clock component | |
| WO2012072702A1 (en) | Process for fabricating supported thin films | |
| CH717669A1 (en) | Process for polishing an enamel dial and device for its implementation. | |
| CH705251A2 (en) | Fabricating matt ceramic part, comprises forming ceramic part by sintering process, polishing ceramic part, sandblasting portions of ceramic part to make matt, and lapping matt portions to level out surface quality of matt portions | |
| EP4338638A1 (en) | Method for manufacturing a component for covering a watch, a fashion item or a jewellery item | |
| CH720045A2 (en) | Process for manufacturing a decorative component of a watch, a fashion item or an item of jewelry. | |
| EP3819713A1 (en) | Pallet, wheel, needle or bridge for a clock piece | |
| WO2012123214A1 (en) | Piece of casing for a time piece and system for manufacturing same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20140611 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20180503 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 602013077122 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: B24B0031000000 Ipc: B24B0031060000 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B24B 31/06 20060101AFI20201014BHEP Ipc: B24B 41/00 20060101ALI20201014BHEP Ipc: B24B 41/02 20060101ALI20201014BHEP Ipc: B24B 31/12 20060101ALI20201014BHEP Ipc: B24B 31/116 20060101ALI20201014BHEP Ipc: B24B 31/00 20060101ALI20201014BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20201124 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: CH Ref legal event code: NV Representative=s name: ICB INGENIEURS CONSEILS EN BREVETS SA, CH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1386568 Country of ref document: AT Kind code of ref document: T Effective date: 20210515 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602013077122 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1386568 Country of ref document: AT Kind code of ref document: T Effective date: 20210428 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210728 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210828 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210729 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210830 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210728 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20210428 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210507 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602013077122 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20210531 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20220131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210507 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210828 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20130507 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230611 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20230420 Year of fee payment: 11 Ref country code: DE Payment date: 20230419 Year of fee payment: 11 Ref country code: CH Payment date: 20230602 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20230420 Year of fee payment: 11 |