EP2637475A1 - Wärme erzeugendes Element - Google Patents
Wärme erzeugendes Element Download PDFInfo
- Publication number
- EP2637475A1 EP2637475A1 EP12001603.5A EP12001603A EP2637475A1 EP 2637475 A1 EP2637475 A1 EP 2637475A1 EP 12001603 A EP12001603 A EP 12001603A EP 2637475 A1 EP2637475 A1 EP 2637475A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- housing
- contact
- generating element
- heat generating
- wedge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003780 insertion Methods 0.000 claims abstract description 41
- 230000037431 insertion Effects 0.000 claims abstract description 41
- 210000002105 tongue Anatomy 0.000 claims abstract description 15
- 238000004080 punching Methods 0.000 claims description 10
- 238000003754 machining Methods 0.000 claims description 2
- 238000005452 bending Methods 0.000 description 7
- 125000006850 spacer group Chemical group 0.000 description 6
- 238000002347 injection Methods 0.000 description 4
- 239000007924 injection Substances 0.000 description 4
- 239000000463 material Substances 0.000 description 3
- 239000000565 sealant Substances 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 2
- 238000001746 injection moulding Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000010292 electrical insulation Methods 0.000 description 1
- 238000005538 encapsulation Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 229920006268 silicone film Polymers 0.000 description 1
- 230000003313 weakening effect Effects 0.000 description 1
Images





Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/20—Heating elements having extended surface area substantially in a two-dimensional plane, e.g. plate-heater
- H05B3/22—Heating elements having extended surface area substantially in a two-dimensional plane, e.g. plate-heater non-flexible
- H05B3/24—Heating elements having extended surface area substantially in a two-dimensional plane, e.g. plate-heater non-flexible heating conductor being self-supporting
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/02—Details
- H05B3/06—Heater elements structurally combined with coupling elements or holders
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B2203/00—Aspects relating to Ohmic resistive heating covered by group H05B3/00
- H05B2203/016—Heaters using particular connecting means
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B2203/00—Aspects relating to Ohmic resistive heating covered by group H05B3/00
- H05B2203/02—Heaters using heating elements having a positive temperature coefficient
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B2203/00—Aspects relating to Ohmic resistive heating covered by group H05B3/00
- H05B2203/022—Heaters specially adapted for heating gaseous material
- H05B2203/023—Heaters of the type used for electrically heating the air blown in a vehicle compartment by the vehicle heating system
Definitions
- the present invention relates to a heat-generating element having at least one PTC element, on both sides thereof contact plates, a housing, which forms at least one opening for receiving the at least one PTC element and has a connection side, are exposed at the contact plates associated contact tongues.
- the heat generating element according to the invention preferably has a wedge element with a wider and a narrower end surface, which are connected to each other via first and second wedge surfaces, wherein the first wedge surface extends parallel to one of the contact plates and the second wedge surface is exposed on the outside of the housing.
- Such a heat-generating element is from the EP 1 921 896 A1 known.
- the housing is formed by two housing elements which can be connected to each other and are each formed as a plastic injection molded parts.
- the contact sheet and on the outside respectively provided thereon insulating layers are thereby encapsulated with the housing element each forming plastic material to form a unit of contact sheet, insulating layer and housing element.
- Such heat-generating elements are used in particular for heating liquids, especially in a motor vehicle.
- a typical multiple heat generating elements receiving electrical heater has one or more parallel to each other extending pockets.
- the pockets separate a circulation chamber for the fluid to be heated from a connection side, in which usually the electrical contacts are exposed and connected. Since the chambers are formed of a metallic and therefore electrically conductive material, a good electrical insulation between the heat-generating element inserted into the pocket and the walls bounding the pocket inside is of great importance for the reliability of the electrical heating device.
- the generic heat generating elements are usually first inserted into the bag. Thereafter, the wedge member is displaced relative to the inner wall of the pocket and an outer surface of the heat generating element to key the heat generating element in the pocket.
- the wedge element lies with its first wedge surface parallel to one of the contact plates, usually with an intermediate layer an insulating layer, and with its second wedge surface usually parallel to a slightly tapered inner surface of the pocket. Accordingly, there is a planar contact between the heat generating element and the bag through the intermediary of the wedge element.
- the other contact plate usually also with the interposition of an insulating layer, on the inner surface of the bag, on the other side with the interposition of the wedge element.
- this arrangement is essential, since due to the self-regulating properties of the PTC elements for a good, symmetrical as possible and thus mutual heat dissipation is to ensure. Otherwise, the PTC element becomes too hot and the self-regulating properties of the PTC element prevent further absorption of electrical energy for heat generation.
- the contact sheet must be completely surrounded by an insulating layer, which insulating layer must also cover edge regions of the contact sheet to safely prevent exposure of electrically conductive surfaces on the outside of the heat generating element.
- the encapsulation of the contact sheet, which is known from the prior art, together with the insulating layer can lead to defects, in particular to the insulating layer, due to the thermal entry during injection molding and / or the injection pressures prevailing in the process. Even microscopic cracks justify the risk of a high rejection, since these are not recognized correctly in the production, so that faulty heat-generating elements are installed in the electric heater and make them unusable altogether.
- the present invention seeks to provide a heat generating element which completely or partially avoids the problems described above.
- the generic heat-generating element is further developed in that at least one of the contact plates has a bent tab, which is accommodated in an opening formed by the housing insertion.
- the arched insertion tab extends substantially transversely to a contact surface formed by the contact plate and usually towers over this contact surface, i. goes inward toward the interior of the housing and extends in the thickness direction of the PTC element.
- the housing has an insertion opening in which the insertion tab is received.
- the tuck is usually held with little play, preferably without play in the insertion. Due to the interaction of insertion tab and insertion opening, the contact plate is held in a direction parallel to its contact surface for the at least one PTC element substantially immovably on the housing.
- the contact plate is, however, connected by inserting the tuck into the insertion only after the manufacture of the housing with this. Accordingly, the housing of the heat-generating element can be made much easier. In particular, it may be formed in one piece, so that the housing is first produced as a simple, uniform injection molded part and later fitted with the layers forming the layer structure.
- At least one latching projection protrudes from a surface of the push-in tab which is oriented substantially at right angles to a contact surface for the PTC element, which is formed by the associated contact plate. which is locked to the housing.
- the locking projection should preferably be formed with respect to low insertion forces as a point locking cam and locked to the housing.
- a plurality of latching projections can be provided side by side on the surface aligned at right angles to the contact surface for the PTC element.
- the corresponding latching projection is preferably formed by punching machining of the contact sheet.
- a locking shoulder which is formed by the housing and which is formed thin-walled in view of the desired low Einbring concept for joining the housing and contact plate, while - as usual with latching connections - in the assembled state, the locking projection surmounted and thus the Hold the contact sheet on the housing in a form-fitting manner.
- the contact plate can be prepared as a simple stamped and bent part and then joined to the housing in a simple manner.
- the contact plate preferably has a contact projection between the contact tongue and the contact surface for the at least one PTC element.
- the housing has a plant shoulder associated with the investment projection.
- the housing and the contact plate are dimensioned such that the push-in tab can be inserted into the insertion opening when the contact shoulder bears against the contact shoulder by pivoting about the contact shoulder.
- the investment projection and the housing side associated 6.3ter serve as an assembly aid.
- the abutment shoulder is located in the region of a receptacle formed by the housing for the contact tongue, preferably a contact lug formed by the contact plate.
- the contact tongue does not necessarily have to be integrally formed on the contact plate.
- the contact plate is preferably surmounted on its side facing the tab from a stamped by punching contact lug, which can form the end of the contact tongue or is connected to this.
- the housing-side receptacle and the contact lug form a guide, which causes, as part of the insertion movement of the contact lug in the recording of the investment projection is necessarily applied against the abutment shoulder.
- This abutment of the investment projection against the abutment shoulder marks the end of the insertion movement for a fitter. Thereafter, the installer only has to pivot the contact plate around the pivot point thus formed in order to securely insert the insertion tab into the insertion opening.
- the walls of the housing-side receptacle also form a positioning aid, due to which the push-in tab is prepositioned too coarse with respect to the insertion opening in the context of the pivoting movement of the contact plate on the housing.
- the housing preferably has a passage opening, which is usually part of the above-described receptacle for the contact lug.
- the passage surrounds circumferentially the contact lug and simplifies the installation of the same.
- the aforementioned passage opening is preferably formed by an obliquely oriented passage.
- the passage channel extends obliquely to the direction of extension of the contact plates, which are usually provided parallel to one another and clamp the PTC elements between them.
- the lead-through channel is oriented obliquely so that the contact lug can be inserted through the lead-through channel at angles relative to its end position employed contact plate parallel to the passage channel limiting walls.
- the passageway is accordingly from the inside, i. the opening of the housing outwardly inclined towards the center (in the thickness direction) of the housing.
- the housing is preferably a one-piece housing.
- This one-piece housing has only a single housing body, wherein the housing is formed in one piece and realized only as a unitary in itself rigid and dimensionally stable component.
- the first wedge surface of the wedge element is usually with the interposition of a sliding plate against the associated contact plate, usually with the interposition of an insulating layer.
- the sliding plate is connected to the housing.
- the sliding plate can be positively, positively or cohesively connected to the housing.
- this is preferably a positive fit connected to the housing.
- the wedge element moves when tightening the heat generating element in the bag.
- the sliding plate one, preferably a plurality of securing tabs, which cooperate with one, preferably a plurality of correspondingly provided for this purpose fuse openings of the housing and are accommodated in these.
- the sliding plate is connected at its two opposite end portions with the housing.
- the opposite end portions are formed by those ends of the sliding plate, which are assigned on the one hand, the narrower end surface and on the other hand, the wider end surface of the wedge element and regularly extend substantially parallel to these end surfaces.
- the corresponding end regions are accordingly usually in the direction of movement of the wedge element before or behind.
- the sliding plate is preferably connected at its the wider end face of the wedge element associated end by a latching connection form-fitting manner with the housing.
- This latching connection preferably comprises at least one resilient latching web formed by the sliding plate, which cooperates with a mating surface provided on the housing side.
- the latching web is usually formed by punching and bending of the sheet metal forming the sheet metal material and preferably projects beyond an end face of the wedge element associated and this area supporting sliding surface of the sliding plate.
- the latching web is usually located in the width direction centered on the sliding plate and preferably cooperates with a centrally arranged on the housing and integrally formed thereon latching projection. In this way, a simple connection of the sliding plate.
- the sliding plate can first be introduced via the securing tab in the associated securing opening of the housing and pre-fixed there. A pivoting about the pivot point formed thereby brings the locking bar behind the locking projection, so that the sliding plate is latched at the opposite end portions of the housing with the housing. Both compounds are preferably form-fitting.
- the sliding plate further preferably has retaining arms, which hold the wedge element displaceable.
- a structural unit is created, so that the heat-generating element can be used together with the wedge element held displaceably in the pocket.
- the heat-generating element is first introduced into the pocket and then the wedge element is introduced from above between the heat-generating element and an inner surface of the pocket (see. EP 1 921 896 A1 )
- the heat-generating element as a unit and thus easily positioned and mounted in the bag. This embodiment may be essential to the invention.
- a sliding plate which is connected at opposite end portions with the housing, so that the sliding plate on the one hand holds the wedge element and on the other hand securely fixed to the housing, preferably by means of positive engagement with this is connected.
- the support arms are typically spring arms which project from opposite edges of the slide plate, project beyond the sliding surface for the wedge member and are biased inwardly toward the wedge member, such that these resilient support arms typically engage the wedge member at side surfaces connecting the opposed wedge surfaces and in the region fix the wider end face of the wedge element.
- the sliding plate for this fixation of the wedge element on the support arms only on one end side, ie the narrower end face of the wedge element associated side with the housing to lock and to fix the wedge member by a cross-housing part so that the wedge element of the sliding surface takes off.
- the support of the sliding plate by a latching ridge which is associated with the wider end face of the wedge element and cooperates with the housing, since in such an embodiment, the housing on the connection side less expensive and in particular slimmer can be formed, which the cycle time for injection molding shortened the housing and also simplifies the mold cavity geometry for molding the housing side of the injection mold.
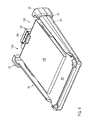
- the FIG. 1 shows a housing marked with reference numeral 2 of an embodiment when connecting this housing 2 with a first contact plate 4.
- the housing 2 forms an opening 6, the inner peripheral surface of which is integrally formed on the housing 2 formed spacers 8, which have a substantially pyramidal shape , wherein the surfaces of the spacer elements 8, which extend between a formed by the housing 2 flat edge 10 of the opening 6 and the tip of the spacer 8, are concavely shaped.
- These spacers 8 are used to create PTC elements, the FIG. 2 marked with reference numeral 12.
- the spacers 8 hold the PTC elements 12 upstanding to the rim 10 and accordingly increase the leakage current path.
- the housing 2 is formed in the side view substantially wedge-shaped with a front, narrow end 14 and a wider end, which forms a connection side 16 of the housing 2.
- the opening 6 is bounded by edge surfaces 18, which are provided on both sides of the opening 6 and extend parallel to each other.
- edge surfaces 18 surrounding the opening 6 are surrounded in the longitudinal direction of the housing 2 and at the front end 14 by a slightly widened outer edge 20, which projects beyond the edge surfaces 18 on both sides and is wedge-shaped in the longitudinal direction of the housing 2, ie at the front end 14 smaller width
- the housing 2 further forms a circumferential and widened collar 22, which projects beyond the contour of the outer edge 20 on the connection side 16 and forms a support surface 24, via which in a pocket of an electric Heater built-in housing 2 is supported on the upper side to a heater housing of the electric heater, as is made EP 1 921 896 A1 is known.
- FIG. 1 Front marked with reference numeral 26 insertion opening serves to attach the in FIG. 1
- this has an insertion tab 30, which projects beyond a front edge surface 32 of the contact sheet 4 and is formed by punching and bending.
- the tuck 30 has accordingly a smaller width than the contact plate 4 in the region of the front edge surface 32, which the tuck 30 forward - from the perspective of FIG. 1 - Slightly surmounted and slightly behind.
- the Einstecklasche 30 is opposite to a formed by the contact plate 4 bearing surface 34 for the PTC elements 12 by 90 ° and projects beyond this contact surface 34 inwards.
- the insertion tab 30 has an outwardly directed, at right angles to the contact surface 34 extending locking surface 36 which is surmounted by two locking projections 38.
- the latching projections 38 are formed by punching on the contact sheet 4 forming sheet material and project beyond the locking surface 36 as a convex-shaped locking cams.
- the insertion opening 26 merges via a convexly curved mouth section 40 into the opening 6, which serves to abut a curved transition region 42 between the abutment surface 34 and the insertion tab 30.
- the mouth portion 40 is lower than the edge surface 18, so that in the installed state, the contact plate 4 is arranged flush with the edge surface 18.
- a rear edge surface 44 of the contact plate 4 is surmounted by a contact lug 46, which is like the Einsteckfahne by free punching with respect to the associated edge surface 44 significantly smaller width is provided and projects beyond this.
- the contact lug 46 forms at its free end a contact tongue 48, via which the electrical connection to the contact plate 4 takes place and which projects beyond the housing 2 on the connection side 16.
- this contact tongue 48 and the contact surface 34 of the contact plate 4 this forms a contact projection 50, which is given by free cutting a step in the contact lug 46.
- the edge surface 18 is pierced by a receptacle 52, the base of which extends parallel to the edge surface 18 and forms a contact surface for the contact lug 46.
- the receptacle 52 laterally delimiting edge 10 of the housing 2 forms an abutment shoulder 54, which is associated with the abutment projection 50 such that this strikes when inserting the contact tongue 48 in a recessed on the housing 2 passage opening 56, whereby the insertion movement comes to an end ,
- the abutment projection 50 abuts against the abutment shoulder 54 in the manner of a swivel joint.
- the tuck 30 is forcibly pivoted into the insertion opening 26 and herein by cooperation of the locking projections 38 with a housing-side shaped locking projection 58 (see. FIG. 6 ) positively secured.
- the passage opening 56 is formed by an obliquely oriented passage 60.
- This oblique passage channel 60 is formed by a flattening 62 directed towards the center - in the width direction - which projects away from the edge surface 18, and a flattening 64 extending in parallel thereto and provided on a wall defining the passage opening 56 inside of the collar 22 is formed. It can be provided to form the passageway 60 also only the flattening 64 and be dispensed with the inclined surface 62.
- the oblique passage channel 60 extends outward from the edge surface 18 in the direction of the connection side 16 towards the widthwise center.
- the insertion of the contact lug 46 is facilitated by the passage opening 56 at obliquely aligned to the edge surface 18 contact plate 4.
- the walls defining the passage opening 56 also lead to an alignment of the contact plate 4 with its longitudinal edges 66 parallel to the associated edges 20 of the housing 2, so that the contact plate 4 is aligned after insertion of the contact lug 46 in the passage opening 56 so that the tuck 30 is aligned with the insertion opening 26.
- the housing 2 is rotated in the context of assembly, so that the in FIG. 1 page shown above comes down.
- This position is in FIG. 2 clarified.
- a substantially identical to the contact plate 4 formed further contact plate 68 in the above with reference to FIG. 1 described manner aligned with the housing 2 and locked with this.
- the contact plate 68 is formed substantially identical to the contact plate 4 with the difference that to the individual PTC elements 12 each formed by punching and bending spring tongues 70 to improve the electrical contact a flat contact surface 72 of the contact plate 68 are formed outstanding.
- a U-shaped recessed groove 74 is provided between the locking surface 18 and the outer edge 20.
- This groove 74 surrounds the U-shaped in contact with the above-described manner mounted contact plate 4 and 68 and serves to receive a sealant 76 which is introduced into the groove 74.
- This sealant 76 may have adhesive properties and is used for sealing and optionally also fixing a marked with reference numeral 78 insulating layer on the outside of the contact plate 4 and 68.
- This insulating layer 78 has present a two-layer structure with a silicone film and a glass fiber mat connected thereto. Such an insulating layer 78 exhibits a high electrical breakdown strength and can be produced with an exact thickness as a substantially incompressible insulating layer 78.
- the contact plates 4 and 68 are insulated from the environment.
- a marked with reference numeral 80 sliding plate placed on the in FIG. 2 upper side above a marked with reference numeral 80 sliding plate placed.
- This sliding plate 80 has at its front end 14 of the housing 2 associated end two locking tabs 82, each of which is in each case substantially identical to the insertion tabs 30 are formed with the difference that each of the locking tabs 82 is surmounted only by a locking projection 38.
- Corresponding to the two side by side provided in the width direction locking tabs 82 are on the housing 2 backup openings 84 recessed.
- the sliding plate 80 is described in the above with reference on the contact plate 4 described manner introduced with its locking tabs 82 in the associated securing holes 84 and positively connected to the housing 2.
- the securing holes 84 are slightly conically widened upward, so that the sliding plate 80 is pivotable about the hinge formed between the locking hole 84 and locking tab 82 in limits.
- the sliding plate 80 takes in FIG. 3 shown position. Thereafter, the sliding plate 80 is applied over the entire surface against the housing 2.
- the sliding plate 80 has at its the connection side 16 facing front end 86 a latching web 88 which is formed by punching and bending of the sliding plate 80 ausformenden sheet material and formed by the sliding plate 80 sliding surface 90 and is hook-shaped, so that the latching web 88 a is formed substantially perpendicular to the sliding surface 90 extending first portion 92 and in turn at right angles thereto and parallel to the sliding surface 90 inwardly extending second portion 94 is formed.
- To increase the flexural rigidity of the locking web 88 of this is formed by a bending formed by bending, extending in the longitudinal direction of the housing 2 bead 96, which is bent outwards.
- the second section 94 has a funnel-shaped outwardly widening free end.
- cheeks 98 By punching and bending are in the upper third of the sliding plate 80, i. that area, which is assigned to the connection side 16, formed cheeks 98, which limit the sliding surface 90 edge, but in the mounted state not higher above the edge surfaces 18 protrude than the wedge-shaped outer edges 20 at the level of the corresponding cheeks 98.
- the cheeks 98 go connection side in spring arms 100 over, which are cut free relative to the flat surface 90 and inwardly arc.
- the collar 22 is on in the FIGS. 2 to 4 shown side provided with two large apertures 102, between which a support web 104 is integrally formed on the housing 2, which forms an inwardly projecting latching projection 106 at its free end.
- the latching projection 106 lies within an envelope surface around the collar 22.
- the wedge member 108 has a broader end surface labeled 110, which is associated with the terminal side 16, and a narrower end surface, indicated at 112, associated with the forward end 14.
- the wedge element 108 has a width such that the wedge element 108 is frictionally held between the spring arms 100.
- the wedge member 108 is further overlapped by the second portion 94 of the locking bar 88 and accordingly held positively between this portion 94 and the sliding surface 90. In this starting position lies an in FIG.
- FIG. 5 illustrates, the front free end of the second portion 94 of the locking ridge 88 is still within the support surface 24, so that the positioning of the heat generating element 120 to the heater housing is not affected by the support of the wedge member 108.
- the insertion of the wedge element is done by inserting two tool projections through the aperture 102.
- the wedge member 108 has a trough at its widened end 110 so that the corresponding tools are well positioned on the wedge member 108.
Landscapes
- Direct Air Heating By Heater Or Combustion Gas (AREA)
- Air-Conditioning For Vehicles (AREA)
- Resistance Heating (AREA)
Abstract
Description
- Die vorliegende Erfindung betrifft ein Wärme erzeugendes Element mit wenigstens einem PTC-Element, beidseitig flächig daran anliegenden Kontaktblechen, einem Gehäuse, welches mindestens eine Öffnung zur Aufnahme des wenigstens einen PTC-Elementes ausbildet und eine Anschlussseite hat, an der den Kontaktblechen zugeordnete Kontaktzungen freiliegen. Das erfindungsgemäße Wärme erzeugende Element hat dabei vorzugsweise ein Keilelement mit einer breiteren und einer schmaleren Endfläche, die über erste und zweite Keilflächen miteinander verbunden sind, wobei die erste Keilfläche sich parallel zu einem der Kontaktbleche erstreckt und die zweite Keilfläche an der Außenseite des Gehäuses freiliegt.
- Ein derartiges Wärme erzeugendes Element ist aus der
EP 1 921 896 A1 bekannt. Bei diesem Stand der Technik ist das Gehäuse durch zwei Gehäuseelemente gebildet, die miteinander verbunden werden können und jeweils als Kunststoffspritzgussteile ausgebildet sind. Das Kontaktblech und außenseitig jeweils daran vorgesehene Isolierlagen werden dabei mit dem das Gehäuseelement jeweils bildenden Kunststoffmaterial umspritzt, um eine Einheit aus Kontaktblech, Isolierlage und Gehäuseelement auszubilden. - Derartige Wärme erzeugende Elemente kommen insbesondere zur Erwärmung von Flüssigkeiten zum Einsatz, speziell in einem Kraftfahrzeug. Eine üblicherweise mehrere Wärme erzeugende Elemente aufnehmende elektrische Heizvorrichtung hat eine oder mehrere sich parallel zueinander erstreckende Taschen. Die Taschen trennen eine Zirkulationskammer für das zu erwärmende Fluid von einer Anschlussseite, in welcher üblicherweise die elektrischen Kontakte freiliegen und angeschlossen sind. Da die Kammern aus einem metallischen und damit elektrisch leitenden Werkstoff ausgebildet sind, ist für die Betriebssicherheit der elektrischen Heizvorrichtung eine gute elektrische Isolierung zwischen dem in die Tasche eingeschobenen Wärme erzeugenden Element und den die Tasche innen begrenzenden Wandungen von großer Wichtigkeit.
- Die gattungsgemäßen Wärme erzeugenden Elemente werden üblicherweise zunächst in die Tasche eingesetzt. Danach wird das Keilelement relativ zu der Innenwand der Tasche und einer Außenfläche des Wärme erzeugenden Elementes verschoben, um das Wärme erzeugende Element in der Tasche zu verkeilen. Das Keilelement liegt dabei mit seiner ersten Keilfläche parallel zu einem der Kontaktbleche, üblicherweise unter Zwischenlage einer Isolierschicht, und mit seiner zweiten Keilfläche üblicherweise parallel zu einer leicht angeschrägten Innenfläche der Tasche. Dementsprechend ergibt sich durch Vermittlung des Keilelementes ein flächiger Kontakt zwischen dem Wärme erzeugenden Element und der Tasche. Auf der einen Seite liegt das andere Kontaktblech, üblicherweise ebenfalls unter Zwischenlage einer Isolierschicht, an der Innenfläche der Tasche an, auf der anderen Seite unter Zwischenlage des Keilelementes. Für einen wirkungsvollen Einsatz des Wärme erzeugenden Elementes ist diese Anordnung essentiell, da aufgrund der selbstregelnden Eigenschaften der PTC-Elemente für eine gute, möglichst symmetrische und damit beiderseitige Abfuhr von Wärme zu sorgen ist. Andernfalls wird das PTC-Element zu heiß und die selbstregelnden Eigenschaften des PTC-Elementes verhindern eine weitere Aufnahme von elektrischer Energie zur Wärmeerzeugung.
- Bei dem gattungsgemäßen Wärme erzeugenden Element ergeben sich verschiedene Probleme. So ist beim Verschieben des Keilelementes zu befürchten, dass sich die Lagen eines Schichtaufbaus innerhalb des Wärme erzeugenden Elementes gegeneinander verschieben. Zu diesen Lagen gehören - von innen nach außen - das PTC-Element, die beidseitig daran anliegenden Kontaktbleche, die üblicherweise außen daran vorgesehenen Isolierschichten, wobei jedem einzelnen Kontaktblech auch mehrere unterschiedliche Isolierschichten zugeordnet sein können, und schließlich das Keilelement selbst. Bei dem zuvor erwähnten Stand der Technik wird das Kontaktblech lediglich in das Gehäuse eingelegt. Es stützt sich fußseitig an einem Rand des Gehäuses ab. Des Weiteren ergibt sich das Problem, dass einerseits das Kontaktblech vollflächig von einer Isolierschicht umgeben werden muss, welche Isolierschicht auch Randbereiche des Kontaktbleches abdecken muss, um sicher ein Freiliegen elektrisch leitender Flächen an der Außenseite des Wärme erzeugenden Elementes zu verhindern. Das aus dem Stand der Technik bekannte Umspritzen des Kontaktblechs zusammen mit der Isolierlage kann wegen des thermischen Eintrags beim Spritzgießen und/oder der dabei herrschenden Einspritzdrücke zu Defekten, insbesondere an der Isolierlage führen. Bereits mikroskopische Risse begründen dabei die Gefahr eines hohen Ausschusses, da diese im Rahmen der Produktion nicht richtig erkannt werden, so dass fehlerhafte Wärme erzeugende Elemente in die elektrische Heizvorrichtung eingebaut werden und diese insgesamt unbrauchbar machen.
- Die vorliegende Erfindung will ein Wärme erzeugendes Element angeben, welches die oben beschriebenen Probleme ganz oder teilweise vermeidet.
- Zur Lösung der obigen Aufgabe wird das gattungsgemäße Wärme erzeugende Element dadurch weitergebildet, dass zumindest eines der Kontaktbleche eine umbogene Einstecklasche aufweist, die in einer durch das Gehäuse ausgeformten Einstecköffnung aufgenommen ist.
- Die umbogene Einstecklasche erstreckt sich dabei im Wesentlichen quer zu einer durch das Kontaktblech gebildeten Anlagefläche und überragt üblicherweise diese Anlagefläche, d.h. geht nach innen in Richtung auf das Innere des Gehäuses ab und erstreckt sich in Dickenrichtung des PTC-Elementes. Korrespondierend zu dieser Einstecklasche hat das Gehäuse eine Einstecköffnung, in welcher die Einstecklasche aufgenommen ist. Die Einstecklasche ist dabei üblicherweise mit geringem Spiel, vorzugsweise ohne Spiel in der Einstecköffnung gehalten. Durch das Zusammenwirken von Einstecklasche und Einstecköffnung ist das Kontaktblech in einer Richtung parallel zu seiner Anlagefläche für das wenigstens eine PTC-Element im Wesentlichen unverschieblich an dem Gehäuse gehalten. Das Kontaktblech wird indes durch Einstecken der Einstecklasche in die Einstecköffnung erst nach dem Herstellen des Gehäuses mit diesem verbunden. Das Gehäuse des Wärme erzeugenden Elementes lässt sich dementsprechend wesentlich einfacher Herstellen. Es kann insbesondere einteilig ausgebildet sein, so dass das Gehäuse zunächst als einfaches, einheitliches Spritzgussteil hergestellt und später mit den den Schichtaufbau ausbildenden Lagen bestückt wird.
- Um eine Schwächung des Gehäuses weitestgehend zu vermeiden, wird gemäß einer bevorzugten Weiterbildung der vorliegenden Erfindung vorgeschlagen, die Einstecklasche durch eine freigeschnittene Einsteckfahne auszubilden. Diese Einsteckfahne hat dabei eine wesentlich geringere Breite als das Kontaktblech an dem von der Kontaktfahne vorgesehenen Randseite des Kontaktblechs. Die Ausgestaltung bietet den weiteren Vorteil, dass Kräfte zum Einbringen der Einsteckfahne in die Einstecköffnung verhältnismäßig klein bleiben können, da die zusammenwirkenden Reibflächen relativ klein gehalten sind, so dass sich insgesamt ein verhältnismäßig kleiner Reibwiderstand beim Einbringen der Einstecklasche in die Einstecköffnung zeigt.
- Diese Ausgestaltung ist besonders dann bedeutsam, wenn gemäß einer bevorzugten Weiterbildung der vorliegenden Erfindung von einer sich im Wesentlichen rechtwinklig zu einer Anlagefläche für das PTC-Element, die durch das zugeordnete Kontaktblech ausgeformt wird, ausgerichteten Fläche der Einstecklasche wenigstens ein Rastvorsprung abragt, der mit dem Gehäuse verrastet ist. Der Rastvorsprung sollte mit Hinblick auf geringe Einbringkräfte vorzugsweise als punktuelle Rastnocke ausgeformt und mit dem Gehäuse verrastet sein. Es können mehrere Rastvorsprünge nebeneinander an der rechtwinklig zu der Anlagefläche für das PTC-Element ausgerichteten Fläche vorgesehen sein. Der entsprechende Rastvorsprung ist vorzugsweise durch Stanzbearbeitung des Kontaktblechs ausgeformt. Er wirkt üblicherweise mit einer Rastschulter zusammen, die durch das Gehäuse ausgebildet wird und die mit Blick auf die gewünschten geringen Einbringkräfte zum Fügen von Gehäuse und Kontaktblech entsprechend dünnwandig ausgeformt ist, indes - wie bei Rastverbindungen üblich - im gefügten Zustand den Rastvorsprung überragt und somit das Kontaktblech an dem Gehäuse formschlüssig halten.
- Mit dieser Ausgestaltung kann das Kontaktblech als einfaches Stanz-Biegeteil vorbereitet und danach mit dem Gehäuse auf einfache Weise gefügt werden. Das Kontaktblech hat zwischen der Kontaktzunge und der Anlagefläche für das wenigstens eine PTC-Element vorzugsweise einen Anlagevorsprung. Das Gehäuse hat eine dem Anlagevorsprung zugeordnete Anlageschulter. Bei dieser bevorzugten Ausgestaltung sind das Gehäuse und das Kontaktblech derart bemessen, dass die Einstecklasche bei an der Anlageschulter anliegendem Kontaktvorsprung allein durch Verschwenken um die Anlageschulter in die Einstecköffnung einbringbar ist. Bei dieser Ausgestaltung dienen der Anlagevorsprung und die gehäuseseits zugeordnete Anlageschulter als Montagehilfe.
- Üblicherweise befindet sich die Anlageschulter im Bereich einer durch das Gehäuse ausgeformten Aufnahme für die Kontaktzunge, vorzugsweise eine durch das Kontaktblech ausgeformten Kontaktfahne. Die Kontaktzunge muss nicht zwingend einteilig an dem Kontaktblech ausgeformt sein. Eine solche Ausgestaltung ist indes zu bevorzugen. Jedenfalls ist das Kontaktblech vorzugsweise an seiner der Einstecklasche gegenüberliegenden Seite von einer durch Stanzen ausgeformten Kontaktfahne überragt, die für sich die Kontaktzunge endseitig ausbilden kann oder mit dieser verbunden ist. Dabei bilden die gehäuseseitige Aufnahme und die Kontaktfahne eine Führung aus, die bewirkt, dass im Rahmen der Einführbewegung der Kontaktfahne in die Aufnahme der Anlagevorsprung zwangsläufig gegen die Anlageschulter angelegt wird. Diese Anstoßen des Anlagevorsprungs gegen die Anlageschulter markiert einem Monteur das Ende der Einführbewegung. Danach muss der Monteur lediglich das Kontaktblech um den so gebildeten Schwenkpunkt verschwenken, um die Einstecklasche sicher in die Einstecköffnung einzubringen. Die Wandungen der gehäuseseitigen Aufnahme bilden dabei auch eine Positionierhilfe aus, aufgrund derer die Einstecklasche gegenüber der Einstecköffnung im Rahmen der Verschwenkbewegung des Kontaktblechs auf das Gehäuse zu grob vorpositioniert wird.
- Die zuvor beschriebene Weiterbildung für das eine Kontaktblech ist vorzugsweise auch für das andere Kontaktblech vorgesehen, so dass beide Kontaktbleche in gleicher Weise an dem Gehäuse gehalten und in dieses eingebracht und im Rahmen dessen vorpositioniert und mit dem Gehäuse formschlüssig verrastet werden können.
- Das Gehäuse hat vorzugsweise eine Durchtrittsöffnung, welche üblicherweise Teil der zuvor beschriebenen Aufnahme für die Kontaktfahne ist. Die Durchtrittsöffnung umgibt umfänglich die Kontaktfahne und vereinfacht die Montage derselben.
- Die zuvor erwähnte Durchtrittsöffnung wird vorzugsweise von einem schräg ausgerichteten Durchführkanal gebildet. Der Durchführkanal erstreckt sich schräg zu der Erstreckungsrichtung der üblicherweise parallel zueinander vorgesehenen Kontaktbleche, die zwischen sich die PTC-Elemente klemmen. Der Durchführkanal ist dabei so schräg ausgerichtet, dass die Kontaktfahne bei winkelig relativ zu seiner Endlage angestelltem Kontaktblech parallel zu den Durchführkanal begrenzenden Wandungen durch den Durchführkanal eingeschoben werden kann. Der Durchführkanal ist dementsprechend vom Innern, d.h. der Öffnung des Gehäuses nach außen in Richtung auf die Mitte (in Dickenrichtung) des Gehäuses hin schräg ausgerichtet.
- Wie bereits zuvor erwähnt, ist das Gehäuse vorzugsweise ein einteilig ausgebildetes Gehäuse. Dieses einteilige Gehäuse hat lediglich einen einheitlichen Gehäusekörper, wobei das Gehäuse in einem Stück ausgeformt und lediglich als einheitliches in sich steifes und formstabiles Bauteil verwirklicht ist.
- In an sich bekannter Weise liegt die erste Keilfläche des Keilelementes üblicherweise unter Zwischenlage eines Gleitblechs gegen das zugeordnete Kontaktblech an, üblicherweise unter Zwischenlage einer Isolierlage. Gemäß einer bevorzugten Weiterbildung der vorliegenden Erfindung ist indes das Gleitblech mit dem Gehäuse verbunden. Hierdurch wird eine Relativbewegung zwischen dem Gleitblech und dem Gehäuse verhindert. Das Gleitblech kann dabei form-, kraft- bzw. stoffschlüssig mit dem Gehäuse verbunden sein. Zur leichteren Montage des Gleitblechs an dem Gehäuse ist dieses vorzugsweise formschlüssig mit dem Gehäuse verbunden. Mit Blick auf die Einschieberichtung des Keilelementes ist es zu bevorzugen, das Gleitblech spielfrei zumindest an demjenigen Ende mit dem Gehäuse zu verbinden, welches der schmaleren Endfläche des Keilelementes zugeordnet ist. Zu diesem Ende hin bewegt sich das Keilelement beim Verspannen des Wärme erzeugenden Elementes in der Tasche. An diesem schmaleren Ende ist vorzugsweise an dem Gleitblech eine, vorzugsweise mehrere Sicherungslaschen vorgesehen, die mit einer, vorzugsweise mehreren korrespondierend hierzu vorgesehenen Sicherungsöffnungen des Gehäuses zusammenwirken und in diesen aufgenommen sind.
- Gemäß einer weiteren bevorzugten Ausgestaltung der vorliegenden Erfindung ist das Gleitblech an seinen beiden gegenüberliegenden Endbereichen mit dem Gehäuse verbunden. Die gegenüberliegenden Endbereiche sind dabei durch diejenigen Enden des Gleitblechs gebildet, die einerseits, der schmaleren Endfläche und andererseits der breiteren Endfläche des Keilelementes zugeordnet sind und regelmäßig im Wesentlichen parallel zu diesen Endflächen verlaufen. Die entsprechenden Endbereiche liegen dementsprechend üblicherweise in Bewegungsrichtung des Keilelementes davor bzw. dahinter. Dabei ist das Gleitblech vorzugsweise an seinem der breiteren Endfläche des Keilelementes zugeordneten Ende durch eine Rastverbindung formschlüssig mit dem Gehäuse verbunden. Diese Rastverbindung umfasst bevorzugt wenigstens einen durch das Gleitblech ausgeformten federnden Raststeg, der mit einer gehäuseseits vorgesehenen Gegenfläche zusammenwirkt. Der Raststeg ist dabei üblicherweise durch Stanzen und Biegen des das Gleitblech ausformenden Blechmaterials gebildet und überragt vorzugsweise ein stirnseitiges Ende einer dem Keilelement zugeordneten und dieses flächig abstützenden Gleitfläche des Gleitbleches. Der Raststeg befindet sich üblicherweise in Breitenrichtung mittig an dem Gleitblech und wirkt vorzugsweise mit einem mittig an dem Gehäuse angeordneten und einteilig daran angeformten Rastvorsprung zusammen. Auf diese Weise ergibt sich eine einfache Verbindung des Gleitblechs.
- Das Gleitblech kann zunächst über die Sicherungslasche in die zugeordnete Sicherungsöffnung des Gehäuses eingebracht und dort vorfixiert werden. Ein Verschwenken um den hierdurch gebildeten Schwenkpunkt bringt den Raststeg hinter den Rastvorsprung, so dass das Gleitblech an den sich gegenüberliegenden Endbereichen des Gehäuses mit dem Gehäuse verrastet ist. Beide Verbindungen sind vorzugsweise formschlüssig.
- Das Gleitblech weist weiterhin vorzugsweise Haltearme auf, welche das Keilelement verschieblich halten. Dadurch ist eine bauliche Einheit geschaffen, so dass das Wärme erzeugende Element zusammen dem daran verschieblich gehaltenen Keilelement in die Tasche eingesetzt werden kann. Gegenüber dem vorbekannten Stand der Technik, bei welchem das Wärme erzeugende Element zunächst in die Tasche eingebracht und danach das Keilelement von oben zwischen das Wärme erzeugende Element und eine Innenfläche der Tasche eingebracht wird (vgl.
EP 1 921 896 A1 ), kann bei dieser bevorzugten Weiterbildung das Wärme erzeugende Element als Einheit und damit einfach positioniert und in der Tasche montiert werden. Diese Ausgestaltung kann für sich erfindungswesentlich ist. Sie ist insbesondere vorzusehen bei einem Gleitblech, welches an gegenüberliegenden Endbereichen mit dem Gehäuse verbunden ist, so dass das Gleitblech einerseits das Keilelement hält und andererseits sicher an dem Gehäuse fixiert, vorzugsweise mittels Formschluss mit diesem verbunden ist. Die Haltearme sind üblicherweise Federarme, die von gegenüberliegenden Rändern des Gleitblechs abragen, die Gleitfläche für das Keilelement überragen und nach innen hin auf das Keilelement zu vorgespannt sind, so dass diese federnden Haltearme das Keilelement üblicherweise an Seitenflächen, die die gegenüberliegenden Keilflächen verbinden und im Bereich der breiteren Endfläche des Keilelementes fixieren. Es ist zwar möglich, das Gleitblech für diese Fixierung des Keilelementes über die Haltearme lediglich an einer Endseite, d.h. der schmaleren Endfläche des Keilelementes zugeordneten Seite mit dem Gehäuse zu verrasten und das Keilelement durch einen übergreifenden Gehäuseteil so zu fixieren, dass das Keilelement von der Gleitfläche abhebt. Zu bevorzugen ist indes die Halterung des Gleitblechs durch einen Raststeg, der der breiteren Endfläche des Keilelementes zugeordnet ist und mit dem Gehäuse zusammenwirkt, da bei einer solchen Ausgestaltung das Gehäuse an der Anschlussseite weniger aufwändig und insbesondere schlanker ausgeformt werden kann, was die Zykluszeit zum Spritzgießen des Gehäuses verkürzt und auch die Formnestgeometrie zur Ausformung des Gehäuses seitens der Spritzgießform vereinfacht. - Weitere Einzelheiten und Vorteile der vorliegenden Erfindung ergeben sich aus der nachfolgenden Beschreibung eines Ausführungsbeispiels in Verbindung mit der Zeichnung. In dieser zeigen:
- Figur 1
- eine perspektivische Draufsicht auf das Ausführungsbeispiel von einer ersten Oberseite;
- Figur 2
- eine perspektivische Draufsicht auf das Ausführungsbeispiel von einer zweiten Oberseite;
- Figur 3
- eine perspektivische Ansicht ähnlich
Figur 2 beim Verbinden des Gleitblechs; - Figur 4
- eine perspektivische Draufsicht ähnlich
Figur 2 nach der Endmontage des Ausführungsbeispiels; - Figur 5
- eine Längsschnittansicht entlang der Mittellängsachse des in Figur gezeigten fertig montierten Ausführungsbeispiels und
- Figur 6
- eine Längsschnittansicht entlang einer Linie parallel zu der Mittellängsachse verlaufenden Linie, welche die Einstecklasche eines Kontaktblechs schneidet.
- Die
Figur 1 zeigt ein mit Bezugszeichen 2 gekennzeichnetes Gehäuse eines Ausführungsbeispiels beim Verbinden dieses Gehäuses 2 mit einem ersten Kontaktblech 4. Das Gehäuse 2 bildet eine Öffnung 6 aus, deren Innenumfangsfläche von einstückig an dem Gehäuse 2 ausgeformten Abstandselementen 8 überragt ist, die eine im Wesentlichen pyramidale Form aufweisen, wobei die Oberflächen der Abstandselemente 8, die sich zwischen einem durch das Gehäuse 2 ausgeformten ebenen Rand 10 der Öffnung 6 und der Spitze des Abstandselementes 8 erstrecken, konkav ausgeformt sind. Diese Abstandselemente 8 dienen der Anlage von PTC-Elementen, dieFigur 2 mit Bezugszeichen 12 gekennzeichnet sind. Die Abstandselemente 8 halten die PTC-Elemente 12 auf Aufstand zu dem Rand 10 und vergrößern dementsprechend die Kriechstromstrecke. - Das Gehäuse 2 ist in der Seitenansicht im Wesentlichen keilförmig ausgebildet mit einem vorderen, schmal ausgebildeten Ende 14 und einem breiteren Ende, welches eine Anschlussseite 16 des Gehäuses 2 ausbildet. Die Öffnung 6 ist von Randflächen 18 begrenzt, die beiderseits der Öffnung 6 vorgesehen sind und sich parallel zueinander erstrecken. Diese die Öffnung 6 vollumfänglich umgebenden Randflächen 18 sind in Längsrichtung des Gehäuses 2 und an dem vorderen Ende 14 von einem leicht verbreiterten Außenrand 20 umgeben, die die Randflächen 18 beidseitig überragt und in Längsrichtung des Gehäuses 2 keilförmig ausgebildet ist, d.h. am vorderen Ende 14 eine geringere Breite hat als an der Anschlussseite 16. An der Anschlussseite 16 bildet das Gehäuse 2 ferner einen umlaufenden und verbreiterten Kragen 22 aus, der die Kontur des Außenrandes 20 an der Anschlussseite 16 außenseitig überragt und eine Stützfläche 24 ausbildet, über welche das in eine Tasche einer elektrischen Heizvorrichtung eingebaute Gehäuse 2 oberseitig an einem Heizergehäuse der elektrischen Heizvorrichtung abgestützt ist, wie dies aus
EP 1 921 896 A1 bekannt ist. - An dem vorderen Ende 14 wird die dort vorgesehene, sich quer zu der Längserstreckung des Gehäuses 2 erstreckende Randfläche 18 von zwei Einstecköffnungen 26, 28 durchsetzt. Die in
Figur 1 vordere, mit Bezugszeichen 26 gekennzeichnete Einstecköffnung dient dabei der Befestigung des inFigur 1 gezeigten Kontaktblechs 4. Dieses hat hierzu eine Einstecklasche 30, welche eine vordere Randfläche 32 des Kontaktblechs 4 überragt und durch Stanzen und Biegen ausgeformt ist. Die Einstecklasche 30 hat dementsprechend eine geringere Breite als das Kontaktblech 4 im Bereich der vorderen Randfläche 32, welche die Einstecklasche 30 nach vorne - aus Sichtweise derFigur 1 - geringfügig und nach hinten erheblich überragt. Die Einstecklasche 30 ist gegenüber einer durch das Kontaktblech 4 ausgeformten Anlagefläche 34 für die PTC-Elemente 12 um 90° umbogen und überragt diese Anlagefläche 34 nach innen. Die Einstecklasche 30 hat eine nach außen gerichtete, sich rechtwinklig zu der Anlagefläche 34 erstreckende Rastfläche 36, die von zwei Rastvorsprüngen 38 überragt ist. Die Rastvorsprünge 38 sind durch Stanzen an dem das Kontaktblech 4 ausbildenden Blechmaterial ausgeformt und überragen die Rastfläche 36 als konvex geformte Rastnocken. - Die Einstecköffnung 26 geht über einen konvex gekrümmten Mündungsabschnitt 40 in die Öffnung 6 über, welcher der Anlage eines gekrümmten Übergangsbereichs 42 zwischen der Anlagefläche 34 und der Einstecklasche 30 dient. Der Mündungsabschnitt 40 liegt tiefer als die Randfläche 18, so dass im Einbauzustand das Kontaktblech 4 bündig zu der Randfläche 18 angeordnet ist.
- An seinem der Einstecklasche 30 gegenüberliegenden Ende ist eine hintere Randfläche 44 des Kontaktblechs 4 von einer Kontaktfahne 46 überragt, welche wie die Einsteckfahne durch Freistanzen mit einer gegenüber der zugeordneten Randfläche 44 wesentlich geringeren Breit vorgesehen ist und diese überragt. Die Kontaktfahne 46 bildet an ihrem freien Ende eine Kontaktzunge 48 aus, über welche der elektrische Anschluss an das Kontaktblech 4 erfolgt und welche an der Anschlussseite 16 das Gehäuse 2 überragt.
- Zwischen dieser Kontaktzunge 48 und der Anlagefläche 34 des Kontaktblechs 4 bildet dieser einen Anlagevorsprung 50 aus, welcher durch Freischneiden einer Stufe in der Kontaktfahne 46 gegeben ist. Zur Aufnahme eines Längenbereichs der Kontaktfahne 46 ist die Randfläche 18 durch eine Aufnahme 52 durchbrochen, deren Grund sich parallel zu der Randfläche 18 erstreckt und eine Anlagefläche für die Kontaktfahne 46 ausformt. Der die Aufnahme 52 seitlich begrenzende Rand 10 des Gehäuses 2 formt eine Anlageschulter 54 aus, die dem Anlagevorsprung 50 derart zugeordnet ist, dass dieser beim Einführen der Kontaktzunge 48 in eine an dem Gehäuse 2 ausgesparten Durchtrittsöffnung 56 anschlägt, womit die Einbringbewegung zu einem Ende kommt. In dieser Position liegt der Anlagevorsprung 50 an der Anlageschulter 54 nach Art eines Schwenkgelenkes an. Durch Verschwenkbewegung um diesen Punkt wird die Einstecklasche 30 zwangsläufig in die Einstecköffnung 26 verschwenkt und hierin durch Zusammenwirken der Rastvorsprünge 38 mit einem gehäuseseits ausgeformten Verriegelungsvorsprung 58 (vgl.
Figur 6 ) formschlüssig befestigt. - Wie insbesondere
Figur 6 erkennen lässt, ist die Durchtrittsöffnung 56 von einem schräg ausgerichteten Durchführkanal 60 gebildet. Dieser schräge Durchführkanal 60 wird durch eine zur Mitte - in Breitenrichtung - hin und nach außen gerichtete Abflachung 62, die von der Randfläche 18 abgeht, und eine sich parallel hierzu erstreckende, gegenüberliegend vorgesehene Abflachung 64 ausgebildet, die an einer die Durchtrittsöffnung 56 innen begrenzende Wandung des Kragens 22 ausgeformt ist. Es kann zur Ausbildung des Durchführkanals 60 auch lediglich die Abflachung 64 vorgesehen sein und auf die schräge Fläche 62 verzichtet werden. - In Breitenrichtung des Ausführungsbeispiels erstreckt sich dementsprechend der schräge Durchführkanal 60 von der Randfläche 18 nach außen in Richtung auf die Anschlussseite 16 zur breitenmäßigen Mitte hin. Dadurch wird das Einführen der Kontaktfahne 46 bei schräg zu der Randfläche 18 ausgerichtetem Kontaktblech 4 durch die Durchtrittsöffnung 56 erleichtert. Die die Durchtrittsöffnung 56 begrenzenden Wandungen führen ferner zu einer Ausrichtung des Kontaktblechs 4 mit seinen Längsrändern 66 parallel zu den zugeordneten Rändern 20 des Gehäuses 2, so dass das Kontaktblech 4 bereits nach Einbringen der Kontaktfahne 46 in die Durchtrittsöffnung 56 so ausgerichtet ist, dass die Einstecklasche 30 mit der Einstecköffnung 26 fluchtet.
- Nachdem das Kontaktblech 4 in der vorbeschriebenen Weise formschlüssig mit dem Gehäuse 2 verbunden worden ist, wird im Rahmen des Zusammenbaus das Gehäuse 2 gedreht, so dass die in
Figur 1 oben gezeigte Seite nach unten kommt. Diese Position ist inFigur 2 verdeutlicht. In die unterseitig durch das Kontaktblech 4 geschlossene Öffnung 6 werden nun mehrere, vorliegend vier PTC-Elemente 12 eingebracht und auf die Anlagefläche 34 des Kontaktblechs 4 aufgelegt. Danach wird ein im Wesentlichen identisch zu dem Kontaktblech 4 ausgeformtes weiteres Kontaktblech 68 in der zuvor unter Bezugnahme aufFigur 1 beschriebenen Weise an dem Gehäuse 2 ausgerichtet und mit diesem verrastet. Das Kontaktblech 68 ist im Wesentlichen identisch zu dem Kontaktblech 4 ausgebildet mit dem Unterschied, dass zu den einzelnen PTC-Elementen 12 jeweils durch Stanzen und Biegen ausgeformte Federzungen 70 zur Verbesserung der elektrischen Kontaktierung eine ebene Anlagefläche 72 des Kontaktblechs 68 überragend ausgeformt sind. - Wie die
Figuren 1 und2 verdeutlichen, ist zwischen der Rastfläche 18 und dem Außenrand 20 eine U-förmig ausgesparte Nut 74 vorgesehen. Diese Nut 74 umgibt U-förmig das in vorstehen beschriebener Weise montierte Kontaktblech 4 bzw. 68 und dient der Aufnahme einer Dichtmasse 76, die in die Nut 74 eingebracht wird. Diese Dichtmasse 76 kann klebende Eigenschaften haben und dient der Abdichtung und gegebenenfalls auch Befestigung einer mit Bezugszeichen 78 gekennzeichneten Isolierlage an der Außenseite des Kontaktblechs 4 bzw. 68. Diese Isolierlage 78 hat vorliegend einen zweilagigen Aufbau mit einer Silikonfolie und einer mit dieser verbundenen Glasfasermatte. Eine solche Isolierlage 78 zeigt eine hohe elektrische Durchschlagsfestigkeit und lässt sich mit exakter Dicke als im Wesentlichen inkompressible Isolierlage 78 herstellen. - Nach Aufbringen der Isolierlage 78 auf die Randflächen 18 sind die Kontaktbleche 4 bzw. 68 gegenüber der Umgebung isoliert. Danach wird auf die in
Figur 2 oben liegende Oberseite ein mit Bezugszeichen 80 gekennzeichnetes Gleitblech aufgelegt. Diese Gleitblech 80 hat an seinem dem vorderen Ende 14 des Gehäuses 2 zugeordneten Ende zwei Sicherungslaschen 82, die jeweils für sich jeweils im Wesentlichen identisch wie die Einstecklaschen 30 ausgeformt sind mit dem Unterschied, dass jede der Sicherungslaschen 82 lediglich von einem Rastvorsprung 38 überragt ist. Korrespondierend zu den beiden in Breitenrichtung nebeneinander vorgesehenen Sicherungslaschen 82 sind an dem Gehäuse 2 Sicherungsöffnungen 84 ausgespart. Das Gleitblech 80 wird in der zuvor unter Bezugnahme auf das Kontaktblech 4 beschriebenen Weise mit seinen Sicherungslaschen 82 in die zugeordneten Sicherungsöffnungen 84 eingebracht und formschlüssig mit dem Gehäuse 2 verbunden. WieFigur 6 verdeutlicht, sind die Sicherungsöffnungen 84 leicht konisch nach oben verbreitert, so dass das Gleitblech 80 um den zwischen Sicherungsöffnung 84 und Sicherungslasche 82 gebildeten Gelenkpunkt in Grenzen verschwenkbar ist. Nach dem Einbringen der Sicherungslaschen 82 in die Sicherungsöffnungen 84 nimmt das Gleitblech 80 die inFigur 3 gezeigte Position ein. Danach wird das Gleitblech 80 vollflächig gegen das Gehäuse 2 angelegt. - Das Gleitblech 80 hat an seinem der Anschlussseite 16 zugewandten stirnseitigen Ende 86 einen Raststeg 88, der durch Stanzen und Biegen des das Gleitblech 80 ausformenden Blechmaterials gebildet ist und eine durch das Gleitblech 80 ausgeformte Gleitfläche 90 und ist hakenförmig ausgebildet, so dass der Raststeg 88 einen sich im Wesentlichen rechtwinklig zu der Gleitfläche 90 erstreckenden ersten Abschnitt 92 und einen sich wiederum rechtwinklig hierzu und parallel zu der Gleitfläche 90 nach innen erstreckenden zweiten Abschnitt 94 ausbildet. Zur Erhöhung der Biegesteifigkeit des Raststeges 88 ist dieser von einer durch Biegen ausgebildeten, sich in Längsrichtung des Gehäuses 2 erstreckenden Sicke 96 durchsetzt, die nach außen gebogen ist. Der zweite Abschnitt 94 hat ein sich trichterförmig nach außen verbreiterndes freies Ende.
- Durch Stanzen und Biegen sind im oberen Drittel des Gleitblechs 80, d.h. demjenigen Bereich, der der Anschlussseite 16 zugeordnet ist, Wangen 98 ausgeformt, welche die Gleitfläche 90 randseitig begrenzen, jedoch im montierten Zustand nicht höher über die Randflächen 18 hinausragen als die keilförmig ausgebildeten Außenränder 20 auf Höhe der entsprechenden Wangen 98. Die Wangen 98 gehen anschlussseitig in Federarme 100 über, die gegenüber der Gleichfläche 90 freigeschnitten und nach innen umbogen sind.
- Der Kragen 22 ist auf der in den
Figuren 2 bis 4 gezeigten Seite mit zwei großen Durchbrechungen 102 versehen, zwischen denen ein Stützsteg 104 einteilig an dem Gehäuse 2 ausgeformt ist, welcher an seinem freien Ende einen nach innen vorspringenden Rastvorsprung 106 ausformt. Der Rastvorsprung 106 liegt innerhalb einer Hüllfläche um den Kragen 22. - Beim Verschwenken des Gleitblechs 80 von der in
Figur 3 gezeigten vorläufigen Ausrichtung in die in denFiguren 4 bis 6 gezeigte Endlage wird der Raststeg 88 von dem Rastvorsprung 106 nach innen gedrängt und federt bei Erreichen der Endlage des Gleitblechs 80 zurück, so dass das Gleitblech 80 auch an der Anschlussseite 16 formschlüssig an dem Gehäuse 2 gehalten ist. - Auf das in dieser Weise mit dem Gehäuse 2 an gegenüberliegenden Endbereichen verbundene Gleitblech 80 wird nunmehr ein mit Bezugszeichen 108 gekennzeichnetes Keilelement aufgelegt (vgl.
Figuren 4 bis 6 ). Das Keilelement 108 hat eine mit Bezugszeichen 110 gekennzeichnete breitere Endfläche, die der Anschlussseite 16 zugeordnet ist, und eine mit Bezugszeichen 112 gekennzeichnete schmalere Endfläche, die dem vorderen Ende 14 zugeordnet ist. Das Keilelement 108 hat eine derartige Breite, dass das Keilelement 108 zwischen den Federarmen 100 kraftschlüssig gehalten ist. In der inFigur 4 gezeigten Ausgangslage ist das Keilelement 108 des Weiteren von dem zweiten Abschnitt 94 des Raststeges 88 übergriffen und dementsprechend formschlüssig zwischen diesem Abschnitt 94 und der Gleitfläche 90 gehalten. In dieser Ausgangslage liegt eine inFigur 6 mit Bezugszeichen 114 gekennzeichnete erste Keilfläche parallel zu der Gleitfläche 90, die sich wiederum parallel zu dem Kontaktblech 68 erstreckt, wohingegen eine mit Bezugszeichen 116 gekennzeichnete zweite Keilfläche an der Außenseite des Gehäuses 2 freiliegt. In der inFigur 6 gezeigten Ausgangsstellung liegt diese zweite Keilfläche 116 noch leicht unterhalb der durch den Außenrand 20 gegebenen Kontur. Durch Verschieben von rechts nach links (gemäßFigur 6 ) und aufgrund der keilförmigen Ausgestaltung des Keilelementes 108 mit einem Winkel von etwa 3° überragt schließlich das Keilelement 108 diese Kontur und verspannt dementsprechend das in denFiguren 4 bis 6 verdeutlichte Ausführungsbeispiel eines Wärme erzeugenden Elementes 120 in einer konisch zulaufenden Tasche einer elektrischen Heizvorrichtung. Auf der dem Keilelement 108 gegenüberliegenden Seite liegt die Isolierlage 78 an dem Gehäuse 2 frei und in etwa bündig mit der Kontur des an dieser Seite vorgesehenen Randes 20. Üblicherweise überragt die Isolierlage 78 diesen Rand geringfügig. - Wie insbesondere
Figur 5 verdeutlicht, liegt das vordere freie Ende des zweiten Abschnitts 94 des Raststeges 88 noch innerhalb der Stützfläche 24, so dass die Positionierung des Wärme erzeugenden Elementes 120 an dem Heizergehäuse nicht durch die Halterung des Keilelementes 108 beeinträchtigt wird. Das Einschieben des Keilelementes erfolgt durch Einführen von zwei Werkzeugvorsprüngen durch die Durchbrechung 102. Das Keilelement 108 hat an seinem verbreiterten Ende 110 eine Mulde, so dass die entsprechenden Werkzeuge gut an dem Keilelement 108 positioniert sind. -
- 2
- Gehäuse
- 4
- Kontaktblech
- 6
- Öffnung
- 8
- Abstandselement
- 10
- Rand
- 12
- PTC-Element
- 14
- vorderes Ende
- 16
- Anschlussseite
- 18
- Randfläche
- 20
- Außenrand
- 22
- Kragen
- 24
- Stützfläche
- 26
- Einstecköffnung
- 28
- Einstecköffnung
- 30
- Einstecklasche
- 32
- vordere Randfläche
- 34
- Anlagefläche
- 36
- Rastfläche
- 38
- Rastvorsprung
- 40
- Mündungsabschnitt
- 42
- Übergangsbereich
- 44
- hintere Randfläche
- 46
- Kontaktfahne
- 48
- Kontaktzunge
- 50
- Anlagevorsprung
- 52
- Aufnahme
- 54
- Anlageschulter
- 56
- Durchtrittsöffnung
- 58
- Verriegelungsvorsprung
- 60
- Durchführkanal
- 62
- Abflachung
- 64
- Abflachung
- 66
- Längsrand
- 68
- Kontaktblech
- 70
- Federzunge
- 72
- Anlagefläche
- 74
- Nut
- 76
- Dichtmasse
- 78
- Isolierlage
- 80
- Gleitblech
- 82
- Sicherungslasche
- 84
- Sicherungsöffnung
- 86
- stirnseitiges Ende
- 88
- Raststeg
- 90
- Gleitfläche
- 92
- erster Abschnitt
- 94
- zweiter Abschnitt
- 96
- Sicke
- 98
- Wange
- 100
- Federarm
- 102
- Durchbrechung
- 104
- Stützsteg
- 106
- Rastvorsprung
- 108
- Keilelement
- 110
- breitere Endfläche
- 112
- schmalere Endfläche
- 114
- erste Keilfläche
- 116
- zweite Keilfläche
- 120
- Wärme erzeugendes Element
Claims (15)
- Wärme erzeugendes Element (120) mit wenigstens einem PTC-Element (12), beidseitig flächig daran anliegenden Kontaktblechen (4, 68), einem Gehäuse (2), welches mindestens eine Öffnung (6) zur Aufnahme des wenigstens einen PTC-Elementes (12) ausbildet und eine Anschlussseite (16) hat, an der den Kontaktblechen (4, 68) zugeordnete Kontaktzungen (48) freiliegen,
dadurch gekennzeichnet,
dass zumindest eines der Kontaktbleche (4, 68) eine umbogene Einstecklasche (30) aufweist, die in einer durch das Gehäuse (2) ausgeformten Einstecköffnung (26, 28) aufgenommen ist. - Wärme erzeugendes Element (120) nach Anspruch 1, dadurch gekennzeichnet, dass die Einstecklasche (30) durch eine freigeschnittene Einsteckfahne gebildet ist.
- Wärme erzeugendes Element (120) nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass von einer sich im Wesentlichen rechtwinklig zu einer Anlagefläche (34) für das PTC-Element (12) ausgerichteten Fläche (36) der Einstecklasche (30) wenigstens ein Rastvorsprung (38) abragt, der mit dem Gehäuse (2) verrastet ist.
- Wärme erzeugendes Element (120) nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass der Rastvorsprung (38) durch Stanzbearbeitung des Kontaktblechs (4) ausgeformt ist.
- Wärme erzeugendes Element (120) nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass das Kontaktblech (4) zwischen der Kontaktzunge (48) und der Anlagefläche (34) einen Anlagevorsprung (50) aufweist, dass das Gehäuse (2) eine dem Anlagevorsprung (50) zugeordnete Anlageschulter (54) aufweist und dass das Gehäuse (2) und das Kontaktblech (4) derart bemessen sind, dass die Einstecklasche (30) bei an der Anlageschulter (54) anliegendem Anlagevorsprung (50) durch Verschwenken um die Anlageschulter (54) in die Einstecköffnung (26) einbringbar ist.
- Wärme erzeugendes Element (120) nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass auch das andere Kontaktblech (68) eine umbogene Einstecklasche (30) aufweist, die in einer durch das Gehäuse (2) ausgeformten Einstecköffnung (28) aufgenommen ist.
- Wärme erzeugendes Element (120) nach Anspruch 6, dadurch gekennzeichnet, dass das andere Kontaktblech (68) nach einem der Ansprüche 2 bis 5 weitergebildet ist.
- Wärme erzeugendes Element (120) nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass das Gehäuse (2) eine Durchtrittsöffnung (56) für ein mit der Kontaktzunge (48) versehenes Ende einer durch Stanzen an dem Kontaktblech (4, 68) ausgeformten Kontaktfahne (46) hat.
- Wärme erzeugendes Element (120) nach Anspruch 8, dadurch gekennzeichnet, dass die Durchtrittsöffnung (56) von einem schräg ausgerichteten Durchführkanal (60) gebildet.
- Wärme erzeugendes Element (120) nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass das Gehäuse (2) einteilig ausgebildet ist.
- Wärme erzeugendes Element (120) nach einem der vorherigen Ansprüche, gekennzeichnet durch ein Keilelement (108) mit einer breiteren und einer schmaleren Endfläche (110, 112), die über erste und zweite Keilflächen (114, 116) miteinander verbunden sind, wobei die erste Keilfläche (114) sich parallel zu einem der Kontaktbleche (68) erstreckt und unter Zwischenlage eines Gleitblechs (80) gegen dieses anliegt, dass die zweite Keilfläche (116) an der Außenseite des Gehäuses (2) freiliegt und dass das Gleitblech (80) mit dem Gehäuse (2) verbunden ist.
- Wärme erzeugendes Element (120) nach Anspruch 11, dadurch gekennzeichnet, dass das Gleitblech (80) eine Sicherungslasche (82) aufweist, die in einer durch das Gehäuse (2) ausgeformten Sicherungsöffnung (84) aufgenommen ist.
- Wärme erzeugendes Element (120) nach Anspruch 11 oder 12, dadurch gekennzeichnet, dass das Gleitblech (80) an seinem der breiteren Endfläche (110) des Keilelemente (108) zugeordneten Ende durch eine Rastverbindung formschlüssig mit dem Gehäuse (2) verbunden ist, die wenigstens einen durch das Gleitblech (80) ausgeformten federnden Raststeg (88) hat.
- Wärme erzeugendes Element (120) nach Anspruch 13, dadurch gekennzeichnet, dass der Raststeg (88) das Keilelement (108) in einer Ausgangslage übergreift.
- Wärme erzeugendes Element (120) nach einem der Ansprüche 11 bis 14, dadurch gekennzeichnet, dass das Gleitblech (80) Haltearme (100) aufweist, welche das Keilelement (108) verschieblich halten.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP12001603.5A EP2637475B9 (de) | 2012-03-08 | 2012-03-08 | Wärme erzeugendes Element |
| US13/773,872 US9839072B2 (en) | 2012-03-08 | 2013-02-22 | Heat generating element with connection structure |
| CN201310075214.0A CN103313443B (zh) | 2012-03-08 | 2013-03-08 | 发热元件 |
| US15/802,892 US10993287B2 (en) | 2012-03-08 | 2017-11-03 | Heat generating element |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP12001603.5A EP2637475B9 (de) | 2012-03-08 | 2012-03-08 | Wärme erzeugendes Element |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2637475A1 true EP2637475A1 (de) | 2013-09-11 |
| EP2637475B1 EP2637475B1 (de) | 2016-10-12 |
| EP2637475B9 EP2637475B9 (de) | 2017-01-25 |
Family
ID=46000606
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12001603.5A Active EP2637475B9 (de) | 2012-03-08 | 2012-03-08 | Wärme erzeugendes Element |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2637475B9 (de) |
| CN (1) | CN103313443B (de) |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3101365A1 (de) | 2015-06-02 | 2016-12-07 | Eberspächer catem GmbH & Co. KG | Verfahren zur herstellung einer elektrischen heizvorrichtung |
| EP3101999A1 (de) | 2015-06-02 | 2016-12-07 | Eberspächer catem GmbH & Co. KG | Ptc-heizelement und elektrische heizvorrichtung für ein kraftfahrzeug umfassend ein solches ptc-heizelement |
| EP3101998A1 (de) | 2015-06-02 | 2016-12-07 | Eberspächer catem GmbH & Co. KG | Ptc-heizelement sowie elektrische heizvorrichtung umfassend ein solches ptc-heizelement und verfahren zum herstellen einer elektrischen heizvorrichtung |
| EP3290819A1 (de) | 2016-09-06 | 2018-03-07 | Mahle International GmbH | Elektrische heizeinrichtung |
| EP3290820A1 (de) | 2016-09-06 | 2018-03-07 | Mahle International GmbH | Elektrische heizeinrichtung |
| EP3290821A1 (de) | 2016-09-06 | 2018-03-07 | Mahle International GmbH | Elektrische heizeinrichtung |
| WO2018158286A1 (de) | 2017-02-28 | 2018-09-07 | Mahle International Gmbh | Heizeinrichtung |
| DE102017223785A1 (de) | 2017-12-22 | 2019-06-27 | Eberspächer Catem Gmbh & Co. Kg | Verfahren zur Herstellung eines wärmeerzeugenden Elementes |
| DE102018205318A1 (de) | 2018-04-09 | 2019-10-10 | Mahle International Gmbh | Elektrische Heizeinrichtung |
| DE102018205316A1 (de) | 2018-04-09 | 2019-10-10 | Mahle International Gmbh | Elektrische Heizeinrichtung |
| DE102018205314A1 (de) | 2018-04-09 | 2019-10-10 | Mahle International Gmbh | Elektrische Heizeinrichtung |
| DE102018205319A1 (de) | 2018-04-09 | 2019-10-10 | Mahle International Gmbh | Elektrische Heizeinrichtung |
| EP3585134A1 (de) * | 2018-06-18 | 2019-12-25 | Mahle International GmbH | Ptc-heizmodul |
| EP3598847A1 (de) | 2018-07-18 | 2020-01-22 | Eberspächer catem GmbH & Co. KG | Wärmeerzeugendes element und verfahren zu dessen herstellung |
| DE102018220333A1 (de) | 2018-11-27 | 2020-05-28 | Eberspächer Catem Gmbh & Co. Kg | Elektrische Heizvorrichtung |
| CN111542757A (zh) * | 2017-10-16 | 2020-08-14 | 兰迪斯+盖尔股份有限公司 | 用于耗量表的多件式的壳体以及用于多件式的壳体的保险装置 |
| US10780762B2 (en) | 2017-05-08 | 2020-09-22 | Türk & Hillinger Automotive GmbH | Electrical heating device |
| US20210204365A1 (en) * | 2019-12-27 | 2021-07-01 | Eberspächer Catem Gmbh & Co. Kg | Heat Generating Element and Method for Manufacturing the Same |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3940591A (en) * | 1974-07-01 | 1976-02-24 | Texas Instruments Incorporated | Self-regulating electric heater |
| EP0026457A2 (de) * | 1979-09-28 | 1981-04-08 | Siemens Aktiengesellschaft | Heizeinrichtung mit Kaltleiter-Heizelement |
| US5562844A (en) * | 1992-06-23 | 1996-10-08 | David & Baader - Dbk- Spezialfabrik Elektrischer Apparate Und Heizwiderstande Gmbh | Ptc heater radiator with frame members applying pressure to heaters |
| EP1921896A1 (de) | 2006-10-25 | 2008-05-14 | Catem GmbH & Co.KG | Wärmeerzeugendes Element für eine elektrische Heizvorrichtung und Verfahren zur Herstellung derselben |
| US20080314893A1 (en) * | 2007-06-25 | 2008-12-25 | Adair Joel E | Heating device with adjusting electrical contact |
| EP2017103A1 (de) * | 2007-07-18 | 2009-01-21 | Catem GmbH & Co. KG | Elektrische Heizvorrichtung |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2607121B2 (de) * | 2011-12-22 | 2020-07-08 | Eberspächer catem GmbH & Co. KG | Elektrische Heizvorrichtung, insbesondere für ein Kraftfahrzeug |
-
2012
- 2012-03-08 EP EP12001603.5A patent/EP2637475B9/de active Active
-
2013
- 2013-03-08 CN CN201310075214.0A patent/CN103313443B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3940591A (en) * | 1974-07-01 | 1976-02-24 | Texas Instruments Incorporated | Self-regulating electric heater |
| EP0026457A2 (de) * | 1979-09-28 | 1981-04-08 | Siemens Aktiengesellschaft | Heizeinrichtung mit Kaltleiter-Heizelement |
| US5562844A (en) * | 1992-06-23 | 1996-10-08 | David & Baader - Dbk- Spezialfabrik Elektrischer Apparate Und Heizwiderstande Gmbh | Ptc heater radiator with frame members applying pressure to heaters |
| EP1921896A1 (de) | 2006-10-25 | 2008-05-14 | Catem GmbH & Co.KG | Wärmeerzeugendes Element für eine elektrische Heizvorrichtung und Verfahren zur Herstellung derselben |
| US20080314893A1 (en) * | 2007-06-25 | 2008-12-25 | Adair Joel E | Heating device with adjusting electrical contact |
| EP2017103A1 (de) * | 2007-07-18 | 2009-01-21 | Catem GmbH & Co. KG | Elektrische Heizvorrichtung |
Cited By (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10485059B2 (en) | 2015-06-02 | 2019-11-19 | Eberspacher Catem Gmbh & Co. Kg | PTC heating element and electric heating device comprising such a PTC heating element and method for producing an electric heating device |
| EP3101999A1 (de) | 2015-06-02 | 2016-12-07 | Eberspächer catem GmbH & Co. KG | Ptc-heizelement und elektrische heizvorrichtung für ein kraftfahrzeug umfassend ein solches ptc-heizelement |
| EP3101998A1 (de) | 2015-06-02 | 2016-12-07 | Eberspächer catem GmbH & Co. KG | Ptc-heizelement sowie elektrische heizvorrichtung umfassend ein solches ptc-heizelement und verfahren zum herstellen einer elektrischen heizvorrichtung |
| CN106231700A (zh) * | 2015-06-02 | 2016-12-14 | 埃贝赫卡腾有限两合公司 | Ptc加热元件和包括这种ptc加热元件的电加热装置和用于生产电加热装置的方法 |
| CN106231700B (zh) * | 2015-06-02 | 2020-04-24 | 埃贝赫卡腾有限两合公司 | Ptc加热元件和包括这种ptc加热元件的电加热装置和用于生产电加热装置的方法 |
| US10524310B2 (en) | 2015-06-02 | 2019-12-31 | Eberspächer Catem Gmbh & Co. Kg | PTC heating element and electric heating device for an automotive vehicle comprising such a PTC heating element |
| EP3101365A1 (de) | 2015-06-02 | 2016-12-07 | Eberspächer catem GmbH & Co. KG | Verfahren zur herstellung einer elektrischen heizvorrichtung |
| EP3290821A1 (de) | 2016-09-06 | 2018-03-07 | Mahle International GmbH | Elektrische heizeinrichtung |
| EP3290820A1 (de) | 2016-09-06 | 2018-03-07 | Mahle International GmbH | Elektrische heizeinrichtung |
| EP3290819A1 (de) | 2016-09-06 | 2018-03-07 | Mahle International GmbH | Elektrische heizeinrichtung |
| WO2018158286A1 (de) | 2017-02-28 | 2018-09-07 | Mahle International Gmbh | Heizeinrichtung |
| US10780762B2 (en) | 2017-05-08 | 2020-09-22 | Türk & Hillinger Automotive GmbH | Electrical heating device |
| CN111542757B (zh) * | 2017-10-16 | 2023-03-28 | 兰迪斯+盖尔股份有限公司 | 用于耗量表的多件式的壳体以及用于多件式的壳体的保险装置 |
| CN111542757A (zh) * | 2017-10-16 | 2020-08-14 | 兰迪斯+盖尔股份有限公司 | 用于耗量表的多件式的壳体以及用于多件式的壳体的保险装置 |
| DE102017223785A1 (de) | 2017-12-22 | 2019-06-27 | Eberspächer Catem Gmbh & Co. Kg | Verfahren zur Herstellung eines wärmeerzeugenden Elementes |
| DE102018205319A1 (de) | 2018-04-09 | 2019-10-10 | Mahle International Gmbh | Elektrische Heizeinrichtung |
| DE102018205314A1 (de) | 2018-04-09 | 2019-10-10 | Mahle International Gmbh | Elektrische Heizeinrichtung |
| DE102018205316A1 (de) | 2018-04-09 | 2019-10-10 | Mahle International Gmbh | Elektrische Heizeinrichtung |
| DE102018205318A1 (de) | 2018-04-09 | 2019-10-10 | Mahle International Gmbh | Elektrische Heizeinrichtung |
| EP3585134A1 (de) * | 2018-06-18 | 2019-12-25 | Mahle International GmbH | Ptc-heizmodul |
| EP3598847A1 (de) | 2018-07-18 | 2020-01-22 | Eberspächer catem GmbH & Co. KG | Wärmeerzeugendes element und verfahren zu dessen herstellung |
| DE102018212012A1 (de) | 2018-07-18 | 2020-01-23 | Eberspächer Catem Gmbh & Co. Kg | Wärmeerzeugendes Element und Verfahren zu dessen Herstellung |
| DE102018220333A1 (de) | 2018-11-27 | 2020-05-28 | Eberspächer Catem Gmbh & Co. Kg | Elektrische Heizvorrichtung |
| DE102018220333B4 (de) | 2018-11-27 | 2022-11-24 | Eberspächer Catem Gmbh & Co. Kg | Elektrische Heizvorrichtung |
| US20210204365A1 (en) * | 2019-12-27 | 2021-07-01 | Eberspächer Catem Gmbh & Co. Kg | Heat Generating Element and Method for Manufacturing the Same |
| US12089298B2 (en) * | 2019-12-27 | 2024-09-10 | Eberspächer Catem Gmbh & Co. Kg | Heat generating element and method for manufacturing the same |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103313443A (zh) | 2013-09-18 |
| CN103313443B (zh) | 2015-09-09 |
| EP2637475B1 (de) | 2016-10-12 |
| EP2637475B9 (de) | 2017-01-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2637475B9 (de) | Wärme erzeugendes Element | |
| EP2637474B1 (de) | Wärme erzeugendes Element | |
| EP1780835B1 (de) | Elektrischer Kontakt | |
| EP2866306B1 (de) | Kontaktbuchse für eine elektrische Steckverbindung | |
| DE19722602C2 (de) | Wärmeableitendes Gehäuse zur Aufnahme von elektrischen oder elektronischen Bauteilen | |
| EP2017546B1 (de) | Verfahren zum Herstellen einer elektrischen Heizvorrichtung sowie elektrischer Heizvorrichtungen | |
| EP2797381B1 (de) | Elektrische Heizvorrichtung und Verfahren zu deren Herstellung | |
| EP1720219A1 (de) | Elektrisches Anschlusselement | |
| EP2337425A1 (de) | Elektrische Heizvorrichtung und wärmeerzeugendes Element einer elektrischen Heizvorrichtung | |
| EP2385541B1 (de) | Vorrichtung zur Aufnahme einer Sicherung und Schaltgerät | |
| EP1432287A1 (de) | Elektrische Heizvorrichtung mit Gehäuse | |
| EP2025541A1 (de) | Wärmeerzeugendes Element einer elektrischen Heizvorrichtung | |
| DE19835020A1 (de) | Buchsenkontakt | |
| DE102006018151B4 (de) | Heizgerät | |
| WO2018073346A1 (de) | Kontaktteil | |
| EP1859515B1 (de) | Sockel für eine lampe | |
| DE102019135726A1 (de) | Halterahmen für einen Steckverbinder | |
| DE8704494U1 (de) | Schraubenlose Anschlußklemme | |
| EP3073800B1 (de) | Elektrischer heizer | |
| EP1248318B1 (de) | Elektrischer Kontakt sowie Lampenfassung und Anschluss- oder Verbindungsklemme mit mindestens einem solchen Kontakt | |
| EP1443609A2 (de) | Einrichtung zur Befestigung eines Steckverbinderkontakteinsatzes in einem Steckverbindergehäuse | |
| WO2007087847A1 (de) | Vorrichtung zum anschluss eines stegs | |
| EP2122665B1 (de) | Lampensockel und lampe | |
| EP0382039A1 (de) | Schneidklemmkontaktelement sowie Steckergehäuse mit Schneidklemmkontaktelementen | |
| EP1734620B1 (de) | Mittelkontakt für eine Glühlampenfassung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20120904 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17Q | First examination report despatched |
Effective date: 20160204 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20160610 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 837483 Country of ref document: AT Kind code of ref document: T Effective date: 20161015 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| GRAT | Correction requested after decision to grant or after decision to maintain patent in amended form |
Free format text: ORIGINAL CODE: EPIDOSNCDEC |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502012008449 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20161012 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161012 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170113 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170112 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161012 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161012 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170212 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161012 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161012 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161012 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170213 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161012 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161012 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161012 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502012008449 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161012 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161012 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161012 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161012 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161012 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170112 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161012 |
|
| 26N | No opposition filed |
Effective date: 20170713 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20170308 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161012 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161012 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170308 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170331 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170308 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170331 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170308 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20170331 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 837483 Country of ref document: AT Kind code of ref document: T Effective date: 20170308 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170308 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161012 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20120308 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161012 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161012 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161012 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161012 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20220322 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20220331 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230308 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240321 Year of fee payment: 13 |