EP2630876A2 - Objekteinleger und Verfahren zum Betrieb eines Objekteinlegers der Tabak verarbeitenden Industrie - Google Patents
Objekteinleger und Verfahren zum Betrieb eines Objekteinlegers der Tabak verarbeitenden Industrie Download PDFInfo
- Publication number
- EP2630876A2 EP2630876A2 EP13155376.0A EP13155376A EP2630876A2 EP 2630876 A2 EP2630876 A2 EP 2630876A2 EP 13155376 A EP13155376 A EP 13155376A EP 2630876 A2 EP2630876 A2 EP 2630876A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- objects
- defective
- strand
- inserter
- processing industry
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0204—Preliminary operations before the filter rod forming process, e.g. crimping, blooming
- A24D3/0212—Applying additives to filter materials
- A24D3/0216—Applying additives to filter materials the additive being in the form of capsules, beads or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/04—Sorting according to size
- B07C5/10—Sorting according to size measured by light-responsive means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/36—Sorting apparatus characterised by the means used for distribution
- B07C5/363—Sorting apparatus characterised by the means used for distribution by means of air
Definitions
- the invention relates to a method for operating an object inserter of the tobacco-processing industry.
- the invention further relates to an object inlay of the tobacco processing industry.
- strands of the tobacco processing industry such as filter strands or tobacco rods, which serve to produce high quality filter rods or tobacco sticks
- objects in the strand to the properties of the product produced, for example Filter cigarettes, influence.
- filter rods in a strand process it may be desirable to introduce several objects into the filter rods cut to length from the filter rod, which usually have a multiple use length. For example, with a filter rod of four times the length of use, four capsules may be provided introduced, which are filled with liquid, for example, a menthol-containing liquid.
- the filter rods produced four times the length of use with four inserted capsules are cut in the further process for the production of filter rods, for example, four filter rods simple use length, so that each filter, which is combined with a cigarette stick containing a corresponding capsule.
- a capsule it is also possible to introduce another object, such as, for example, an activated charcoal granulate pellet or another object, preferably of a predetermined shape, such as, for example, a cut extrudate.
- German patent application of the applicant with the file number DE 10 2011 082 309.3 It is known to screen out defective liquid capsules from a stream of liquid capsules provided upstream of supplying the liquid capsules to a product of the tobacco processing industry, conveying the stream of liquid capsules on a conveying path, wherein light is in a recording area on at least one liquid capsule is directed and determined on the basis of a recorded by the at least one illuminated liquid capsule image, the level of the at least one liquid capsule with liquid and then the respective liquid capsule, which falls below a predetermined level, is sorted out.
- erroneous or defective liquid capsules are sorted out in advance for the introduction of liquid capsules in a strand of the tobacco processing industry.
- the object for example capsules which are not defective
- the rejects which would otherwise have been introduced into a strand section with a missing object or a defective object.
- the three other objects are not introduced into the strand or strand section except the missing object or the defective object, but singled out so that they are not lost ,
- these are the objects that would have been arranged in the event that they would have been inserted into the strand in a same strand section to be cut. Exactly these objects are carried away according to the invention.
- the non-defective objects are in an object store promoted in order to be able to be incorporated again in images of the object inserter.
- the defective objects are separated from non-defective objects. This can be effectively prevented that unnecessarily much committee of filter rods is produced.
- suction air which is provided for holding objects in recordings of the object inserter, can be switched off.
- the strand is a filter tow strand, a tobacco rod or a filter fiber strand.
- the object is further achieved by an object inlays of the tobacco processing industry with recordings for receiving objects, wherein a detection device is provided, by means of a Behellstatus a recording of the object inserter is or is, wherein also downstream of the detection device, a discharge device is provided by means of a predetermined number of objects arranged in adjacent receptacles can be conveyed away or conveyed away if the filling status is a missing object or a defective object in the receptacle.
- the object inlay it is possible a to deduct a predefinable number of objects arranged in adjacent receptacles, if one of these objects in the adjacent receptacles is missing or defective.
- the predeterminable number preferably corresponds to the number of objects in the strand section cut to length in the later process process or downstream, namely, for example, a filter rod of multiple use length. If a transfer position to a strand of the tobacco processing industry is provided, in which the respective objects are transferred from the respective receptacles in the strand, wherein the discharge device is arranged upstream of the transfer position, the objects are carried away and can optionally be reused.
- the discharge device generates a compressed air flow when an object is to be conveyed away or is conveyed away.
- different levels of compressed air blasts are generated for defective objects and non-defective objects.
- a return device is provided for returning non-defective objects to an object supply.
- a strand machine of the tobacco-processing industry is provided with an object inlay according to the invention.
- An essential part of the invention is to design a corresponding method for operating an object inserter as well as an object inserter of the tobacco processing industry so that in a strand section which is cut to length or cut and in which an object would be missing or missing, too the other objects are not inserted at all.
- This is first a missing Object on the object inserter or a defective object on the object inserter, ie before transfer to the strand detected. For example, via a light barrier, a missing object can be detected. It could also be detected via a camera a defective object.
- a transmission light image of the capsule can be taken via a camera and determined on the basis of the then recorded image or the contrast of the image, whether the capsule is completely filled with liquid or not. This is fully on the DE 10 2011 082 309.3 directed.
- the capsule is then called a defective object if it is not completely filled. Not defective is the capsule when it is completely filled.
- missing objects is easily and quickly possible, for example, via a light barrier.
- the geometry of this object can be determined, for example via a shadow image or an image, and compared with a predefinable geometry.
- this object is referred to as defective and accordingly, as with a missing object, a signal is then generated which represents a defective object.
- the affected objects are corresponding ejected from the object inserter, for example by a blast of compressed air.
- the ejected objects which are not defective are accordingly collected in a container or reservoir and conveyed back into a container or a corresponding supply in order to be available again for the insertion process.
- the return conveyance can for example be done manually or pneumatically or with a worm drive.
- Fig. 1 schematically shows a three-dimensional representation of an object inserter according to the invention.
- capsules for example capsules 9 filled with liquid
- the capsules 9 are applied by an accelerator wheel 10 to a capsule insert 71 in the form of a loading wheel.
- the capsules 9 are received in corresponding receptacles or object receptacles 72 and are held there, for example with suction.
- the capsules inserted into the receptacles are brought into the receiving region 84 or detection region 84 of the detection device 83. There it is detected whether a capsule 9 is present in a receptacle 72. In the event that this is not the case, a control signal is passed via the line 87 to a control device 86.
- the control device 86 controls accordingly via a line 87 'a discharge device 85 in the form of a compressed air relay or a valve.
- compressed air which is provided by a pump 89 via a pressure line 88, introduced into the Einlegead 71, there through openings 91 of the Einlegerads and a corresponding bore 90 in the region of the receptacle in which the Object or in this case the capsule 9 is held.
- the capsule 9 is then conveyed away or conveyed away into the collecting container 82.
- This process happens for a predeterminable number of adjacent capsules 9 in adjacent receptacles 72.
- capsules have already been conveyed away from the adjacent receptacles A, B and C. This has happened because in the recording 72 'no capsule 9 was inserted.
- the detection device 83 which is designed in this case as a light barrier.
- a light source is provided in the insert wheel 9, whose light is detected by the light barrier 83 in the event that no object 9 is inserted in a corresponding receptacle 72 or 72 '.
- the section of the filter strand 1 into which no capsules 9 have been correspondingly inserted is, after the strand has been cut to length by, for example, a knife device, discharged and then no longer serves to be further processed.
- the strand is a filter strand 1 which, for example, consists of cellulose acetate tattow and is initially introduced into an inlet funnel 80 in a somewhat fanned-out form.
- the inlet funnel 80 is designed slotted, so that the insert wheel 71 can penetrate into the inlet funnel 80 to insert in the insertion zone 78 according to capsules 9 in the filter strand 1.
- the filter strand 1, which is then at least partially filled with capsules, is then placed in a format from which in Fig.
- the sub-format 81 is shown schematically.
- a wrapping material strip such as a filter paper or a cigarette paper is then usually wound around the strand and glued, to then be cut into filter sections of multiple use length, for example to be cut off. This results then filter strand sections multiple use length, which are either completely filled with capsules or have no capsules.
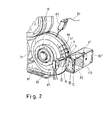
- Fig. 2 is a schematic representation of another object according to the invention 71, which is also shown in this embodiment as Einlegerad 71 shown.
- defective objects 9 ' can be sorted out.
- a defective object was inserted in the receptacle with the reference number B. Since this defective object would be inserted together with the objects arranged in the positions A, C and D in a same filter strand section or strand section, they are to be sorted out.
- the non-defective objects 9 have already been removed from the positions A and C and discharged into the collecting container 82.
- the defective object 9 'in position B was discharged into the collecting container 82'.
- the non-defective object 9 in position D is then discharged into the collecting container 82.
- This is done with different amounts of compressed air surges, which can be generated by the discharge device 85.
- the compressed air usually present in a production hall serves to supply the discharge device 85 designed as a valve.
- a throttle valve can be opened.
- the discharge device 85 can thus have a 3-way valve, in which a throttle in a second passage position no throttle and in a third position no passage is provided in a first passage position.
- the two collecting containers 82 and 82 ' are separated from one another by a half-height dividing wall 110, so that the objects 9' charged with a larger amount of compressed air can pass into the rear collecting container 82 '. Due to the larger compressed air flow and, for example, in that, for example, capsules that are not completely filled with liquid are lighter than capsules that are completely filled with liquid, correspondingly different trajectories result from the different blasts of compressed air.
- the detection device 83 can be a camera which records a contrast image or the contour of the object. In the event that a contour of the object is recorded, this contour is compared with a predeterminable contour. In the case of the recording of a contrast image, it can be provided that a plurality of variations of the contrast or even a contrast difference, which lies above a predefinable limit, leads to an ejection of the object within the object.
- Fig. 3 shows a schematic sectional view of another object inserter according to the invention in the form of a transfer device 30, which has an insert belt 31.
- This insert band 31 or its function is for example in the DE 10 2011 085 534.3 described in more detail, wherein according to the invention, a corresponding variation has been made.
- the separating and inserting device 20 has a separating device 21 and a transfer device 30.
- the separating device 21 has an object storage volume 22 with the width of an object position. It is thus a so-called “single-layer” device. This means that the objects are arranged in a single layer because the object supply volume 22 is limited in width to its diameter.
- the object supply volume 22 is in contact with a portion of the circumference of an accelerator wheel 10 with a circumferential annular groove 11 which rotates in the direction of arrow or direction of rotation 19 and thereby receives objects 9, 9 'from the object supply volume 22 and accelerates in the direction of rotation 19.
- the object supply volume 22 is delimited by the housing 25 of the separating device 21.
- the objects are stripped off the top edge of the wiper wedge 24 from the accelerator wheel 10 and deflected at the curved side surface of a bulge 23, so that they in turn are returned in the direction of the object supply volume 22.
- a large part of the objects remain in the object supply volume 22, whereby through an upper inlet 26 further objects can be refilled into the object supply volume 22.
- the housing 25 Downstream in the direction of rotation 19 of the accelerator 10, the housing 25 seals the annular groove 11 of the accelerator 10 to the outside.
- the object chain in the annular groove 11 of the accelerator wheel is therefore guided further with the accelerator wheel 10 through a transfer path 36a to a receiving path 36.
- the transfer route 36a the objects are still in the annular groove 11 of the accelerator 10.
- the transition from the transfer line 36a to the receiving path 36 of the transfer device is another, not shown in detail Abstreifkeil that ensures that the objects of the object chain from the annular groove 11 of Accelerator 10 are recorded in the receiving path 36.
- the receiving section 36 is a part of the transfer device 30, which in Fig. 3 is designed as an insert band 31.
- the insert belt 31, which has one or more rows of object receptacles 32 is moved in a conveying direction 31 a and thus moves parallel to the objects of the object chain in the recording path, but possibly with a certain differential speed, which in the course of parallel guidance in the Can also change recording path 36 by friction.
- two or more rows of object receptacles 32 may be provided.
- the upstream arranged organs are then preferably also designed such that the two or more rows of object receptacles 32 can be filled with objects.
- a negative pressure zone or a negative pressure region 35 is arranged on the inner side of the insertion band 31, in which the object holders 32 are acted upon from the inside with suction, so that objects that have entered the object receptacles 32 are held therein.
- the negative pressure region 35 extends over the entire length of the receiving path 36 as far as the insertion zone 38, in which the objects from the object holders 32 are inserted into a material strand 1.
- the further promoted Material strand with inserted objects then has the reference numeral 2.
- the conveying direction of the material strand 1, 2 is indicated by arrows.
- the insert belt 31 is guided over an upper deflection roller 33 and a lower deflection roller 34, whose directions of rotation are also shown.
- the lower deflection roller 34 is simultaneously formed for inserting the objects from the object receptacles 32 of the insertion band 31 into the material strand 1.
- a detection device 83 is provided which detects whether 32 images are recorded in the recordings or not or whether defective objects are recorded there. It can then be analogous to the procedure from the Fig. 1 and 2 objects ejected adjacent images or conveyed away, if one or more objects in adjacent recordings are missing or defective. Accordingly, those objects are conveyed away and not inserted into the strand 1 in the insertion zone 38, which would be brought into a strand section, which would have been assigned to the filter rod 3, for example.
- the conveying away or conveying away the wegzu overviewnden and not be introduced into the strand objects in this case also takes place with a discharge device 85.
- the conveyed objects are collected in a collecting container 82.
- the filter strand 1 is filled accordingly with objects and the filled filter strand 2 is then cut in the cutting device 4 in strand sections which correspond in this embodiment, a filter rod 3 or filled filter rod 3 '.
- the filter rod 3 is not filled with objects.
- Fig. 4 1 schematically shows another object inlay in the form of a loading pad 71 according to the invention.
- the loading pad 71 is part of a transfer device 70 which functions as follows:
- Fig. 4 shows first a separating and inserting device 60, which has a separating device 61 with an accelerator 10 in the upper and left part, wherein in a housing 65, an object supply volume 62 with a Abstreifkeil 64, a bulge 63 with island-shaped blocking surface 63a and curved channel 63b is formed in which objects in the annular groove 11 of the accelerator wheel are accelerated and transferred via a transfer path 76a to a receiving path 76 on a transfer device, which is designed as a loading wheel 71.
- the insert wheel 71 with the discrete object receptacles 72 rotates in the direction of the arrow.
- An object chain is transferred from the annular groove 11 of the accelerator wheel 10 into the receiving section 76 in the form of a channel, where it is guided past the object receivers 72 of the loading pad 71, wherein objects received in the object receptacles 72 are inserted into a material strand 1 in an insertion zone 78.
- Adjoining the receiving path 76 at the loading wheel 71 is a stripping wedge 75, which deflects the excess objects to a second accelerator wheel 10 ", these objects being received in the annular groove 11 of the second accelerator wheel 10 'and accelerated again in the direction of the arrow Housing 65 around the second accelerator 10 "around a return path 77 from or the return path 77 is formed as a portion of the annular groove 11 of the second accelerator wheel 10" again accelerated objects are removed by a second stripping wedge 75 'from the annular groove 11 of the second accelerator wheel 10 "and passed through a return channel 79 back into the pvorratsvolumen 62 where they can re-enter the annular groove 11 of the first accelerator 10.
- a detection device 83 which detects whether objects corresponding to the receptacles 72 are held and held there. In addition, it can also be detected here whether the held objects 9, 9 'in the recordings are defective or not.
- the distance between the detection device 83 and the removal device 85 is to be selected such that the predeterminable number of objects 9, 9 'can be removed or removed from adjacent receptacles 72, that is to say optionally also from leading adjacent receptacles 72.
- the collecting container 82 may be formed in two parts, so that non-defective objects 9 and defective objects 9 'are transferred into different parts of the collecting container 82 by setting differently strong pressure surges, of which the part for the non-defective objects 9 is connected to a conveying device, not shown that conveys the ejected non-defective objects 9 back to the object storage volume 62.
- the quality of the objects is checked. This may be, for example, whether a capsule filled with liquid is completely filled with liquid or not.
- the quality can also represent a density of an object, for example the density of an extrudate.
- the quality may also include the geometric shape or the size of the object to be inserted. Instead of ejecting the respective objects with compressed air, other removal measures can be taken. For example, mechanical guide devices may be provided.
- adjacent objects instead of four adjacent objects, a different number of adjacent objects arranged in adjacent receptacles can also be excluded from the further process. For example, two, three, four or more neighboring objects may be affected. The number of affected objects that are adjacent and carried away depends on how many objects would get into a strand section upon proper filling of the strand section. In the context of the invention, adjacent objects are understood to mean a number of objects arranged in the conveying direction in recordings.
- the removal device or the invention can serve to survive an unsafe phase without object shot.
- the detection device can indicate, for example, how many defects are still present, which also provides a measure of how far the process is already stabilized.
- the object feed without speed reduction can be switched off exactly when marked strand sections, which are known to the controller in time, can not be used for further production. This is, for example, a paper splice, that is to say a glued paper section when changing the wrapping material bob, or a tow change point.
- a filter rod or cigarette rod not filled with objects can deliberately be generated by the method according to the invention in order to check downstream sensors during production by, for example, cyclic plausibility tests.
Landscapes
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
- Specific Conveyance Elements (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zum Betrieb eines Objekteinlegers der Tabak verarbeitenden Industrie. Die Erfindung betrifft ferner einen Objekteinleger der Tabak verarbeitenden Industrie.
- Bei der Produktion von Strängen der Tabak verarbeitenden Industrie, beispielsweise Filtersträngen oder Tabaksträngen, die dazu dienen, qualitativ hochwertige Filterstäbe bzw. Tabakstöcke zu produzieren, ist es in letzter Zeit häufiger gewünscht, Objekte in den Strang einzubringen, um die Eigenschaften des hergestellten Produktes, beispielsweise Filterzigaretten, zu beeinflussen. Bei der Produktion von Filterstäben in einem Strangverfahren kann es gewünscht sein, in die aus dem Filterstrang abgelängten Filterstäbe, die üblicherweise eine mehrfache Gebrauchslänge aufweisen, mehrere Objekte einzubringen. So kann beispielsweise bei einem Filterstab einer vierfachen Gebrauchslänge vorgesehen sein, vier Kapseln einzubringen, die mit Flüssigkeit gefüllt sind, beispielsweise einer mentholhaltigen Flüssigkeit. Die so hergestellten Filterstäbe vierfacher Gebrauchslänge mit vier eingelegten Kapseln werden im weiteren Prozess zur Herstellung von Filterstäben beispielsweise in vier Filterstäbe einfacher Gebrauchslänge geschnitten, so dass jeder Filter, der mit einem Zigarettenstock kombiniert ist, eine entsprechende Kapsel enthält. Anstelle einer Kapsel kann auch ein anderes Objekt eingebracht werden, wie beispielsweise ein Aktivkohlegranulat-Pellet oder ein sonstiges, vorzugsweise mit vorbestimmter Form ausgebildetes, Objekt wie beispielsweise ein abgelängtes Extrudat.
- Aus der am 07.09.2011 angemeldeten deutschen Patentanmeldung der Anmelderin mit dem Aktenzeichen
DE 10 2011 082 309.3 ist es bekannt, schadhafte Flüssigkeitskapseln aus einem Strom von Flüssigkeitskapseln, der stromaufwärts eines Zuführens der Flüssigkeitskapseln zu einem Produkt der Tabak verarbeitenden Industrie vorgesehen sind, auszusortieren, wobei der Strom von Flüssigkeitskapseln auf einer Förderstrecke gefördert wird, wobei Licht in einem Aufzeichnungsbereich auf wenigstens eine Flüssigkeitskapsel gerichtet wird und anhand eines von der wenigstens einen beleuchteten Flüssigkeitskapsel aufgezeichneten Bildes der Füllstand der wenigstens einen Flüssigkeitskapsel mit Flüssigkeit bestimmt wird und anschließend die jeweilige Flüssigkeitskapsel, die einen vorgebbaren Füllstand unterschreitet, aussortiert wird. Hierdurch werden im Vorwege zum Einbringen von Flüssigkeitskapseln in einen Strang der Tabak verarbeitenden Industrie fehlerhafte bzw. defekte Flüssigkeitskapseln aussortiert. - Aus der am 27.04.2011 bei Deutschen Patent- und Markenamt eingereichten deutschen Patentanmeldung
DE 10 2011 017 615.2 der Anmelderin und der am 01.11.2011 beim Deutschen Patent- und Markenamt angemeldeten deutschen PatentanmeldungDE 10 2011 085 534.3 der Anmelderin sind Verfahren und Vorrichtungen zum Einlegen von Objekten in einen Materialstrang der Tabak verarbeitenden Industrie bekannt, bei denen insbesondere dafür gesorgt wird, dass ein Objekteinleger möglichst vollständig mit entsprechenden Objekten befüllt wird, wobei daraufhin die entsprechend an vorgebbaren Orten eingebrachten Objekte an einer Übergabeposition in einen Materialstrang der Tabak verarbeitenden Industrie eingebracht werden. - Aus
WO 2011 083 405 A1 ist eine Vorrichtung zum Einbringen von Kapseln in einen Filtertowstreifen für die Herstellung von Zigarettenfiltern bekannt. - Es ist Aufgabe der vorliegenden Erfindung, den Ausschuss von Objekten, die in einen Strang bzw. Materialstrang der Tabak verarbeitenden Industrie einzubringen sind, zu reduzieren.
- Gelöst wird diese Aufgabe durch den Gegenstand der Ansprüche 1 und 7.
- Erfindungsgemäß umfasst ein Verfahren zum Betrieb eines Objekteinlegers der Tabak verarbeitenden Industrie die folgenden Verfahrensschritte:
- Aufnehmen von Objekten in Aufnahmen des Objekteinlegers,
- Übergeben der Objekte in einen Strang der Tabak verarbeitenden Industrie, wobei
- zwischen dem Verfahrensschritt des Aufnehmens der Objekte und dem Verfahrensschritt des Übergebens der Objekte ein Befüllstatus einer Aufnahme des Objekteinlegers überprüft wird und für den Fall, dass die Überprüfung ein fehlendes Objekt ergibt, eine vorgebbare Anzahl von Objekten, die größer oder gleich eins ist, aus wenigstens einer benachbarten Aufnahme vor dem Verfahrensschritt des Übergebens in den Strang von dem Objekteinleger weggefördert wird und für den Fall, dass die Überprüfung ein defektes Objekt ergibt, das defekte Objekt und eine vorgebbare Anzahl von Objekten, die größer oder gleich eins ist, aus wenigstens einer benachbarten Aufnahme vor dem Verfahrensschritt des Übergebens in den Strang von dem Objekteinleger weggefördert werden.
- Durch das erfindungsgemäße Verfahren ist es möglich, die Objekte, beispielsweise Kapseln, die nicht defekt sind, vor dem Ausschuss zu bewahren, die ansonsten mit einem fehlenden Objekt bzw. einem defekten Objekt in einen Strangabschnitt eingebracht worden wären. Beispielsweise bei Filterstäben bzw. abgelängten Tabakstöcken, in die vier Objekte eingebracht werden bzw. einzubringen sind, werden außer dem fehlenden Objekt bzw. dem defekten Objekt auch die drei weiteren Objekte nicht in den Strang bzw. Strangabschnitt eingebracht, sondern ausgesondert, damit diese nicht verlorengehen.
- Vorzugsweise handelt es sich hierbei um die Objekte, die für den Fall, dass sie in den Strang eingelegt worden wären, in einen gleichen abzulängenden Strangabschnitt angeordnet worden wären. Genau diese Objekte werden gemäß der Erfindung weggefördert.
- Vorzugsweise werden die nicht defekten Objekte in einen Objektvorrat gefördert, um wieder in Aufnahmen des Objekteinlegers eingebracht werden zu können.
- Vorzugsweise werden die defekten Objekte von nicht defekten Objekten getrennt. Hierdurch kann sehr effektiv verhindert werden, dass unnötig viel Ausschuss von Filterstäben produziert wird.
- Sehr einfach und effizient ist das Verfahren dann, wenn das Wegfördern der Objekte mit Druckluft geschieht. Alternativ kann auch Saugluft, die zum Halten von Objekten in Aufnahmen des Objekteinlegers vorgesehen ist, abgeschaltet werden.
- Besonders bevorzugt ist es, wenn für defekte und nicht defekte Objekte unterschiedliche Druckluftstöße und/oder Druckluftstoßrichtungen verwendet werden. Hierdurch kann die Trennung der defekten und nicht defekten Objekte voneinander sehr elegant und einfach realisiert werden.
- Vorzugsweise ist der Strang ein Filtertowstrang, ein Tabakstrang oder ein Filterfaserstrang.
- Die Aufgabe wird ferner durch einen Objekteinleger der Tabak verarbeitenden Industrie mit Aufnahmen zum Aufnehmen von Objekten gelöst, wobei eine Detektionsvorrichtung vorgesehen ist, mittels der ein Befüllstatus einer Aufnahme des Objekteinlegers ermittelt wird oder ist, wobei außerdem stromabwärts der Detektionsvorrichtung eine Abfördervorrichtung vorgesehen ist, mittels der eine vorgebbare Anzahl von in benachbarten Aufnahmen angeordneten Objekten abförderbar ist oder abgefördert wird, wenn der Befüllstatus ein fehlendes Objekt oder ein defektes Objekt in der Aufnahme ist.
- Durch den erfindungsgemäßen Objekteinleger ist es möglich, eine vorgebbare Anzahl von in benachbarten Aufnahmen angeordneten Objekten abzufördern, sofern eines dieser Objekte in den benachbarten Aufnahmen fehlt oder defekt ist. Die vorgebbare Anzahl entspricht hierbei vorzugsweise der Anzahl der Objekte in dem im späteren Verfahrensprozess bzw. stromabwärts abgelängten Strangabschnitt, nämlich beispielsweise einem Filterstab mehrfacher Gebrauchslänge. Wenn eine Übergabeposition zu einem Strang der Tabak verarbeitenden Industrie vorgesehen ist, in der die jeweiligen Objekte aus den jeweiligen Aufnahmen in den Strang übergeben werden, wobei die Abfördervorrichtung stromaufwärts der Übergabeposition angeordnet ist, werden die Objekte abgefördert und können gegebenenfalls wiederverwendet werden.
- Vorzugsweise erzeugt die Abfördervorrichtung einen Druckluftstrom, wenn ein Objekt abgefördert werden soll oder abgefördert wird.
- Vorzugsweise sind oder werden für defekte Objekte und nicht defekte Objekte unterschiedlich starke Druckluftstöße erzeugt.
- Ferner vorzugsweise ist eine Rückfördervorrichtung zum Zurückfördern nicht defekter Objekte in einen Objektvorrat vorgesehen.
- Ferner vorzugsweise ist eine Strangmaschine der Tabak verarbeitenden Industrie mit einem erfindungsgemäßen Objekteinleger versehen.
- Ein wesentlicher Teil der Erfindung ist es, ein entsprechendes Verfahren zum Betrieb eines Objekteinlegers sowie einen Objekteinleger der Tabak verarbeitenden Industrie so zu gestalten, dass in einem Strangabschnitt, der abgelängt ist bzw. abzulängen ist und in dem ein Objekt fehlen würde bzw. fehlt, auch die anderen Objekte erst gar nicht einlegt werden. Hierzu wird zunächst ein fehlendes Objekt auf dem Objekteinleger bzw. ein defektes Objekt auf dem Objekteinleger, also vor der Übergabe in den Strang, detektiert. Beispielsweise über eine Lichtschranke kann ein fehlendes Objekt detektiert werden. Es könnte auch über eine Kamera ein defektes Objekt detektiert werden. Für den Fall, dass es sich um mit Flüssigkeit gefüllte Kapseln bei den Objekten handelt, kann wie in
DE 10 2011 082 309.3 über eine Kamera ein Transmissionslichtbild von der Kapsel aufgenommen werden und anhand des dann aufgenommenen Bildes bzw. des Kontrastes des Bildes bestimmt werden, ob die Kapsel vollständig mit Flüssigkeit gefüllt ist oder nicht. Hierzu wird vollumfänglich auf dieDE 10 2011 082 309.3 verwiesen. Die Kapsel wird dann als defektes Objekt bezeichnet, wenn sie nicht vollständig befüllt ist. Nicht defekt ist die Kapsel, wenn sie vollständig gefüllt ist. - Das Bestimmen von fehlenden Objekten ist beispielsweise über eine Lichtschranke einfach und schnell möglich. In dem Fall, dass es sich bei den Objekten beispielsweise um ein Extrudat oder ein Pellet aus einem granularen Material handelt, kann beispielsweise über ein Schattenbild oder ein Abbild die Geometrie dieses Objektes bestimmt werden und mit einer vorgebbaren Geometrie verglichen werden. Bei einer Abweichung der Geometrie des Objektes von der vorgegebenen Geometrie, die außerhalb eines Toleranzbereiches liegt, wird dann dieses Objekt als defekt bezeichnet und entsprechend wird dann auch wie bei einem fehlenden Objekt ein Signal generiert, das ein defektes Objekt repräsentiert.
- Es wird dann berechnet oder über einen Takt vorgegeben, welche benachbarten Objekte, die in benachbarten Aufnahmen des Objekteinlegers liegen und die beispielsweise später im gleichen Filterstab angeordnet wären, sofern diese Objekte in den Filterstrang eingelegt würden, weggefördert werden sollen. Diese Objekte werden dann durch die Abfördervorrichtung abgefördert bzw. weggefördert, so dass entsprechend eine vorgebbare Anzahl von benachbarten und leeren bzw. entleerten Aufnahmen auf dem Objekteinleger vorgesehen sind.
- Die betroffenen Objekte werden entsprechend vom Objekteinleger ausgeworfen, beispielsweise durch einen Druckluftstoß. Die ausgeworfenen Objekte, die nicht defekt sind, werden entsprechend in einem Behälter bzw. Reservoir aufgefangen und in einen Behälter bzw. einen entsprechenden Vorrat zurückgefördert, um dem Einlegeprozess wieder zur Verfügung zu stehen. Die Rückförderung kann beispielsweise manuell geschehen oder pneumatisch oder mit einem Schneckentrieb.
- Es werden dann die nicht mit Objekten belegten Strangabschnitte, die nach dem Bilden des Strangs abgelängt wurden, ausgeworfen und dienen nicht mehr dem weiteren Verfahrensprozess. Hierdurch werden unnötig hohe Schusskosten bei der Herstellung von stabförmigen Artikeln der Tabak verarbeitenden Industrie, die mit Objekten versehen sind, vermieden.
- Weitere Merkmale der Erfindung werden aus der Beschreibung erfindungsgemäßer Ausführungsformen zusammen mit den Ansprüchen und den beigefügten Zeichnungen ersichtlich. Erfindungsgemäße Ausführungsformen können einzelne Merkmale oder eine Kombination mehrerer Merkmale erfüllen.
- Die Erfindung wird nachstehend ohne Beschränkung des allgemeinen Erfindungsgedankens anhand von Ausführungsbeispielen unter Bezugnahme auf die Zeichnungen beschrieben, wobei bezüglich aller im Text nicht näher erläuterten erfindungsgemäßen Einzelheiten ausdrücklich auf die Zeichnungen verwiesen wird. Es zeigen:
- Fig. 1
- eine schematische dreidimensionale Darstellung eines erfindungsgemäßen Objekteinlegers,
- Fig. 2
- eine schematische dreidimensionale Darstellung einer weiteren Ausführungsform eines erfindungsgemäßen Objekteinlegers,
- Fig. 3
- eine schematische Schnittdarstellung eines weiteren erfindungsgemäßen Objekteinlegers und
- Fig. 4
- eine schematische Schnittdarstellung eines weiteren erfindungsgemäßen Objekteinlegers.
- In den Zeichnungen sind jeweils gleiche oder gleichartige Elemente und/oder Teile mit denselben Bezugsziffern versehen, so dass von einer erneuten Vorstellung jeweils abgesehen wird.
-
Fig. 1 zeigt schematisch eine dreidimensionale Darstellung eines erfindungsgemäßen Objekteinlegers. Von einem Beschleunigerrad 10 werden in diesem Ausführungsbeispiel Kapseln, beispielsweise mit Flüssigkeit gefüllte Kapseln 9, auf einen Kapseleinleger 71 in Form eines Einlegerades aufgebracht. Die Kapseln 9 sind in entsprechenden Aufnahmen bzw. Objektaufnahmen 72 aufgenommen und werden dort beispielsweise mit Saugluft gehalten. Die in die Aufnahmen eingelegten Kapseln werden in den Aufnahmebereich 84 bzw. Detektionsbereich 84 der Detektionsvorrichtung 83 verbracht. Dort wird detektiert, ob eine Kapsel 9 in einer Aufnahme 72 vorhanden ist. Für den Fall, dass dieses nicht der Fall ist, wird ein Steuersignal über die Leitung 87 zu einer Steuervorrichtung 86 geleitet. Die Steuervorrichtung 86 steuert entsprechend über eine Leitung 87' eine Abfördervorrichtung 85 in Form eines Druckluftrelais oder eines Ventils an. Mittels des Druckluftrelais oder Ventils wird Druckluft, die über eine Druckleitung 88 von einer Pumpe 89 zur Verfügung gestellt wird, in das Einlegerad 71 eingebracht, und zwar dort über Öffnungen 91 des Einlegerads und eine entsprechende Bohrung 90 in den Bereich der Aufnahme, in der das Objekt bzw. in diesem Fall die Kapsel 9 gehalten wird. Durch Beaufschlagen mit Druckluft wird die Kapsel 9 dann in den Auffangbehälter 82 abgefördert bzw. weggefördert. - Dieser Prozess geschieht für eine vorgebbare Anzahl von benachbarten Kapseln 9 in benachbarten Aufnahmen 72. In diesem Fall sind schon Kapseln aus den benachbarten Aufnahmen A, B und C weggefördert worden. Dieses ist geschehen, da in der Aufnahme 72' keine Kapsel 9 eingelegt war. Dieses wurde von der Detektionsvorrichtung 83, die in diesem Fall als Lichtschranke ausgebildet ist, festgestellt. Um die Lichtschrankenfunktion zu erfüllen, ist beispielsweise in dem Einlegerad 9 eine Lichtquelle vorgesehen, dessen Licht für den Fall, dass in einer entsprechenden Aufnahme 72 bzw. 72' kein Objekt 9 eingelegt ist, von der Lichtschranke 83 detektiert wird.
- Der Abschnitt des Filterstrangs 1, in den dann entsprechend keine Kapseln 9 eingelegt wurden, wird, nachdem der Strang durch beispielsweise eine Messervorrichtung abgelängt wurde, ausgeschleust und dient dann nicht mehr dazu, weiterverarbeitet zu werden. Hierbei handelt es sich dann um Ausschuss. Bei dem Strang handelt es sich in diesem Fall um einen Filterstrang 1, der beispielsweise aus Celluloseacetattow besteht und zunächst in noch etwas aufgefächerter Form in einen Einlauftrichter 80 eingebracht wird. Der Einlauftrichter 80 ist geschlitzt ausgeführt, so dass das Einlegerad 71 in den Einlauftrichter 80 eindringen kann, um in der Einlegezone 78 entsprechend Kapseln 9 in den Filterstrang 1 einzulegen. Der Filterstrang 1, der dann wenigstens teilweise mit Kapseln befüllt ist, wird dann in ein Format eingebracht, von dem in
Fig. 1 das Unterformat 81 schematisch dargestellt ist. Es wird dann üblicherweise ein Umhüllungsmaterialstreifen wie ein Filterpapier oder ein Zigarettenpapier um den Strang gewickelt und verklebt, um dann in Filterabschnitte mehrfacher Gebrauchslänge abgelängt zu werden, beispielsweise abgeschnitten zu werden. Es ergeben sich dann Filterstrangabschnitte mehrfacher Gebrauchslänge, die entweder vollständig mit Kapseln befüllt sind oder keine Kapseln aufweisen. - In
Fig. 2 ist eine schematische Darstellung eines weiteren erfindungsgemäßen Objekteinlegers 71, der in diesem Ausführungsbeispiel auch als Einlegerad 71 dargestellt ist, gezeigt. In Variation zu dem Ausführungsbeispiel gemäßFig. 1 können hier auch defekte Objekte 9' aussortiert werden. In diesem Ausführungsbeispiel war beispielsweise in der Aufnahme mit der Bezugsziffer B ein defektes Objekt eingelegt. Da dieses defekte Objekt zusammen mit den in den Positionen A, C und D angeordneten Objekten in einen gleichen Filterstrangabschnitt bzw. Strangabschnitt eingelegt werden würde, sind diese auszusortieren. Hierbei findet auch eine Trennung der defekten Objekte 9' von den nicht defekten Objekten 9 statt. In diesem Ausführungsbeispiel sind beispielsweise die nicht-defekten Objekte 9 aus den Positionen A und C schon entfernt worden und in den Auffangbehälter 82 abgegeben worden. Das in Position B gewesene defekte Objekt 9' wurde in den Auffangbehälter 82' abgegeben. Das nicht defekte Objekt 9 in Position D wird dann noch in den Auffangbehälter 82 abgegeben. Dieses geschieht mit unterschiedlich starken Druckluftstößen, die durch die Abfördervorrichtung 85 erzeugbar sind. In diesem Ausführungsbeispiel dient die üblicherweise in einer Produktionshalle vorhandene Druckluft zur Versorgung der als Ventil ausgebildeten Abfördervorrichtung 85. Um einen größeren Druckluftstrom bzw. Druckluftstoß zu erzeugen, kann beispielsweise ein Drosselventil geöffnet werden. Die Abfördervorrichtung 85 kann somit ein 3-Wege-Ventil aufweisen, bei dem in einer ersten Durchlassstellung eine Drossel in einer zweiten Durchlassstellung keine Drossel und in einer dritten Stellung kein Durchlass vorgesehen ist. - Die beiden Auffangbehälter 82 und 82' sind durch eine halbhohe Trennwand 110 voneinander getrennt, so dass die mit einem größeren Druckluftstoß beaufschlagten Objekte 9' in den hinteren Auffangbehälter 82' gelangen können. Durch den größeren Druckluftstrom und beispielsweise auch dadurch, dass beispielsweise nicht vollständig mit Flüssigkeit gefüllte Kapseln leichter sind als vollständig mit Flüssigkeit gefüllte Kapseln, entstehen entsprechend unterschiedliche Flugbahnen durch die unterschiedlichen Druckluftstöße.
- Die Detektionsvorrichtung 83 kann in diesem Fall eine Kamera sein, die ein Kontrastbild aufnimmt oder die Kontur des Objektes. In dem Fall, dass eine Kontur des Objektes aufgenommen wird, wird diese Kontur mit einer vorgebbaren Kontur verglichen. Im Fall der Aufnahme eines Kontrastbilds kann vorgesehen sein, dass mehrere Variationen des Kontrastes bzw. überhaupt ein Kontrastunterschied, der über einer vorgebbaren Grenze liegt, innerhalb des Objektes zu einem Auswurf des Objektes führt.
-
Fig. 3 zeigt eine schematische Schnittdarstellung eines weiteren erfindungsgemäßen Objekteinlegers in Form einer Übernahmevorrichtung 30, die ein Einlegeband 31 aufweist. Dieses Einlegeband 31 bzw. dessen Funktion ist beispielsweise in derDE 10 2011 085 534.3 genauer beschrieben, wobei gemäß der Erfindung eine entsprechende Variation vorgenommen wurde. - Die Vereinzelungs- und Einlegevorrichtung 20 weist eine Vereinzelungsvorrichtung 21 und eine Übernahmevorrichtung 30 auf. Die Vereinzelungsvorrichtung 21 weist ein Objektvorratsvolumen 22 mit der Breite einer Objektlage auf. Es handelt sich somit um eine so genannte "Single-Layer"-Vorrichtung. Das bedeutet, dass die Objekte in einer einzigen Lage angeordnet sind, weil das Objektvorratsvolumen 22 in der Breite auf ihren Durchmesser begrenzt ist.
- Das Objektvorratsvolumen 22 steht in Kontakt mit einem Abschnitt des Umfangs eines Beschleunigerrads 10 mit einer umlaufenden Ringnut 11, das sich in Pfeilrichtung bzw. Drehrichtung 19 dreht und dabei Objekte 9, 9' aus dem Objektvorratsvolumen 22 aufnimmt und in Drehrichtung 19 beschleunigt. Das Objektvorratsvolumen 22 wird von dem Gehäuse 25 der Vereinzelungsvorrichtung 21 begrenzt. In Drehrichtung 19 des Beschleunigerrads 10 stromabwärts befindet sich ein Abstreifkeil 24, also ein keilförmig geformter Abschnitt des Gehäuses 25, der dazu dient, die Bewegungsrichtung von Objekten, die vom Beschleunigerrad 10 mitbeschleunigt worden sind, jedoch nicht in die Ringnut 11 gelangt sind, schonend zu ändern. Dazu werden die Objekte von der Oberkante des Abstreifkeils 24 von dem Beschleunigerrad 10 abgestreift und an der gekrümmten Seitenfläche einer Ausbuchtung 23 umgelenkt, so dass sie wiederum in Richtung des Objektvorratsvolumens 22 zurückgeführt werden. So verbleibt ein Großteil der Objekte im Objektvorratsvolumen 22, wobei durch einen oberen Einlass 26 weitere Objekte in das Objektvorratsvolumen 22 nachfüllbar sind.
- Stromabwärts in Drehrichtung 19 des Beschleunigerrads 10 dichtet das Gehäuse 25 die Ringnut 11 des Beschleunigerrads 10 nach außen ab. Die Objektkette in der Ringnut 11 des Beschleunigerrads wird daher mit dem Beschleunigerrad 10 weiter durch eine Transferstrecke 36a zu einer Aufnahmestrecke 36 geführt. In der Transferstrecke 36a befinden sich die Objekte weiterhin in der Ringnut 11 des Beschleunigerrads 10. Beim Übergang aus der Transferstrecke 36a zur Aufnahmestrecke 36 der Übernahmevorrichtung befindet sich ein weiterer, nicht im Detail wiedergegebener Abstreifkeil, der dafür sorgt, dass die Objekte der Objektkette aus der Ringnut 11 des Beschleunigers 10 in die Aufnahmestrecke 36 aufgenommen werden.
- Die Aufnahmestrecke 36 ist ein Teil der Übernahmevorrichtung 30, die in
Fig. 3 als Einlegeband 31 ausgebildet ist. Das Einlegeband 31, das eine oder mehrere Reihen von Objektaufnahmen 32 aufweist, wird in einer Förderrichtung 31 a bewegt und bewegt sich damit parallel zu den Objekten der Objektkette in der Aufnahmestrecke, allerdings gegebenenfalls mit einer gewissen Differenzgeschwindigkeit, die sich im Verlauf der Parallelführung in der Aufnahmestrecke 36 durch Reibung auch ändern kann. - Für den Fall, dass nicht nur ein Strang mit Objekten zu befüllen ist, sondern beispielsweise zwei oder mehr Stränge, können auch zwei oder mehr Reihen von Objektaufnahmen 32 vorgesehen sein. Die stromaufwärts angeordneten Organe sind dann vorzugsweise auch so ausgebildet, dass die zwei oder mehreren Reihen von Objektaufnahmen 32 mit Objekten befüllt werden können.
- Entlang der Aufnahmestrecke 36 ist auf der Innenseite des Einlegebandes 31 eine Unterdruckzone bzw. ein Unterdruckbereich 35 angeordnet, in dem die Objektaufnahmen 32 von innen mit Saugluft beaufschlagt werden, so dass Objekte, die in die Objektaufnahmen 32 gelangt sind, darin gehalten werden. Der Unterdruckbereich 35 erstreckt sich über die gesamte Länge der Aufnahmestrecke 36 bis hin zur Einlegezone 38, in der die Objekte aus den Objektaufnahmen 32 in einen Materialstrang 1 eingelegt werden. Der weitergeförderte Materialstrang mit eingelegten Objekten weist dann das Bezugszeichen 2 auf. Die Förderrichtung des Materialstrangs 1, 2 ist mit Pfeilen angegeben.
- Das Einlegeband 31 wird über eine obere Umlenkrolle 33 und eine untere Umlenkrolle 34 geführt, deren Rotationsrichtungen ebenfalls dargestellt sind. Die untere Umlenkrolle 34 ist gleichzeitig zum Einlegen der Objekte aus den Objektaufnahmen 32 des Einlegebands 31 in den Materialstrang 1 ausgebildet. Dieser Vorgang ist in der deutschen Patentanmeldung
DE 10 2011 017 615.2 der Anmelderin näher ausgeführt, deren Offenbarungsgehalt vollinhaltlich in der vorliegenden Patentanmeldung aufgenommen sein soll. - Durch das Bilden einer Objektkette in der Ringnut 11 des Beschleunigerrads 10 und der Übergabe der beschleunigten Objektkette in die Aufnahmestrecke 36 des Einlegebands 31 wird ein Überschuss an Objekten über eine längere Aufnahmestrecke 36 an dem Einlegeband 31 vorbei geführt, so dass mit großer Wahrscheinlichkeit sämtliche Objektaufnahmen 32 des Einlegebands 31 mit Objekten gefüllt werden. Da die Differenzgeschwindigkeit im Vergleich zum Stand der Technik begrenzt ist, erfolgt die Aufnahme der Objekte in den Objektaufnahmen auf schonende Weise. Die überschüssigen Objekte werden am Ende der Aufnahmestrecke 37 ausgestoßen und aufgefangen und gegebenenfalls in das Objektvorratsvolumen 22 zurückgeführt.
- In Variation zu dem Gegenstand der
DE 10 2011 085 534.3 ist zudem am Ende, d.h. dem stromabwärtigen Teil, der Aufnahmestrecke 36 eine Detektionsvorrichtung 83 vorgesehen, die detektiert, ob in den Aufnahmen 32 Objekte aufgenommen sind oder nicht bzw. ob defekte Objekte dort aufgenommen sind. Es können dann analog entsprechend der Verfahrensführung aus denFig. 1 und2 Objekte benachbarter Aufnahmen ausgeworfen bzw. weggefördert werden, sofern ein Objekt oder mehrere Objekte in benachbarten Aufnahmen fehlen bzw. defekt sind. Es werden entsprechend diejenigen Objekte weggefördert und nicht in den Strang 1 in der Einlegezone 38 eingelegt, die in einen Strangabschnitt verbracht werden würden, die beispielsweise dem Filterstab 3 zugeordnet worden wären. - Die vorherigen Objekte 9, die in den befüllten Filterstrang 3' bzw. in den Strangabschnitt eingebracht wurden, der nach Ablängen bzw. Abschneiden durch die Schneidvorrichtung 4 zu dem befüllten Filterstrang 3' wird, sind entsprechend in den Strang eingelegt worden.
- Das Abfördern bzw. Wegfördern der wegzufördernden und nicht in den Strang einzulegenden Objekte geschieht in diesem Fall auch mit einer Abfördervorrichtung 85. Die abgeförderten Objekte werden in einem Auffangbehälter 82 aufgefangen.
- Der Filterstrang 1 wird entsprechend mit Objekten befüllt und der befüllte Filterstrang 2 wird dann in der Schneidvorrichtung 4 in Strangabschnitte abgelängt, die in diesem Ausführungsbeispiel einem Filterstab 3 bzw. befüllten Filterstab 3' entsprechen. Wie in
Fig. 3 zu erkennen ist, ist der Filterstab 3 nicht mit Objekten befüllt. Diese wurden aufgrund dessen, dass entweder ein Objekt aus vier benachbarten Objektaufnahmen in einem von vier benachbarten Objektaufnahmen fehlte bzw. eines dieser Objekte defekt war, vor dem Einlegen in den Strang 1 in der Einlegezone 38 aus dem Prozess entfernt. -
Fig. 4 zeigt schematisch einen weiteren erfindungsgemäßen Objekteinleger in Form eines Einlegerads 71. Das Einlegerad 71 ist Teil einer Übernahmevorrichtung 70, die wie folgt funktioniert: - Es handelt sich hierbei um eine Übernahmevorrichtung 70, die unter Bezugnahme auf Fig. 5 auch in der
DE 10 2011 085 534.3 beschrieben ist. Der Gegenstand der oben genannten Anmeldungen soll vollumfänglich in den Offenbarungsgehalt dieser Patentanmeldung aufgenommen sein. -
Fig. 4 zeigt zunächst eine Vereinzelungs- und Einlegevorrichtung 60, die im oberen und linken Teil eine Vereinzelungsvorrichtung 61 mit einem Beschleunigerrad 10 aufweist, wobei in einem Gehäuse 65 ein Objektvorratsvolumen 62 mit einem Abstreifkeil 64, einer Ausbuchtung 63 mit inselförmiger Sperrfläche 63a und gekrümmtem Kanal 63b ausgebildet ist, wobei Objekte in der Ringnut 11 des Beschleunigerrads beschleunigt und über eine Transferstrecke 76a zu einer Aufnahmestrecke 76 an einer Übernahmevorrichtung, die als Einlegerad 71 ausgebildet ist, überführt werden. - Das Einlegerad 71 mit den diskreten Objektaufnahmen 72 rotiert in Pfeilrichtung. Es wird eine Objektkette von der Ringnut 11 des Beschleunigerrads 10 in die als Kanal ausgebildete Aufnahmestrecke 76 überführt und dort an den Objektaufnahmen 72 des Einlegerads 71 vorbei geführt, wobei in die Objektaufnahmen 72 aufgenommene Objekte in einer Einlegezone 78 in einen Materialstrang 1 eingelegt werden.
- An die Aufnahmestrecke 76 am Einlegerad 71 schließt sich ein Abstreifkeil 75 an, der die überschüssigen Objekte zu einem zweiten Beschleunigerrad 10" umlenkt, wobei diese Objekte in die Ringnut 11 des zweiten Beschleunigerrads 10' aufgenommen werden und wiederum in Pfeilrichtung beschleunigt werden. Dabei bildet das Gehäuse 65 um das zweite Beschleunigerrad 10" herum eine Rückführstrecke 77 aus bzw. die Rückführstrecke 77 ist als Abschnitt der Ringnut 11 des zweiten Beschleunigerrads 10" ausgebildet. Die darin wiederum beschleunigten Objekte werden durch einen zweiten Abstreifkeil 75' aus der Ringnut 11 des zweiten Beschleunigerrads 10" entnommen und durch einen Rückführkanal 79 zurück in das Objektvorratsvolumen 62 geführt, wo sie erneut in die Ringnut 11 des ersten Beschleunigerrads 10 eindringen können. Der Rückführkanal 79 ist dabei durch einen überstehenden Teil 65' der Gehäusewand vor herabfallenden Objekten aus dem oberen Einlass des Objektvorratsvolumens 62 geschützt, so dass sich dort kein Stau an Objekten ausbildet. Stattdessen werden die von oben kommenden Objekte an der gekrümmten Wand mit dem Bezugszeichen 65' direkt in Richtung auf das erste Beschleunigerrad 10 gelenkt.
- Zusätzlich ist nun die folgende Variation vorgenommen worden, dass stromabwärts des Beschleunigerrads 10' an dem Einlegerad 71 eine Detektionsvorrichtung 83 vorgesehen ist, die detektiert, ob in den Aufnahmen 72 entsprechende Objekte aufgenommen sind und dort gehalten werden. Zudem kann hier auch detektiert werden, ob die gehaltenen Objekte 9, 9' in den Aufnahmen defekt sind oder nicht. Für den Fall, dass in einer Aufnahme 72 beispielsweise ein Objekt 9 fehlt, wird eine vorgebbare Anzahl von Objekten 9, 9' aus benachbarten Aufnahmen 72 ausgeschleust. Dies erfolgt durch eine Abfördervorrichtung 85 stromabwärts der Übergabe zum Beschleunigerrad 10' und stromaufwärts zur Einlegezone 78, mittels der die Objekte 9, 9' in einen Auffangbehälter 82 übergeben werden. Der Abstand zwischen der Detektionsvorrichtung 83 und der Abfördervorrichtung 85 ist so zu wählen, dass die vorgebbare Anzahl von Objekten 9, 9' aus benachbarten Aufnahmen 72 ausschleusbar oder abförderbar ist, also gegebenenfalls auch aus vorauseilenden benachbarten Aufnahmen 72.
- Dabei kann auch eine Fallunterscheidung für nicht defekte und wiederzuverwendende Objekte 9 einerseits und defekte und endgültig auszuschleusende Objekte 9' andererseits vorgenommen werden. So kann der Auffangbehälter 82 zweiteilig ausgebildet sein, so dass durch Einstellung unterschiedlich starker Druckstöße nicht defekte Objekte 9 und defekte Objekte 9' in verschiedene Teile des Auffangbehälters 82 übergeben werden, von denen der Teil für die nicht defekten Objekte 9 mit einer nicht dargestellten Fördervorrichtung verbunden ist, die die ausgestoßenen nicht defekten Objekte 9 in das Objektvorratsvolumen 62 zurück befördert.
- Bei der Prüfung, ob es sich um defekte oder nicht defekte Objekte handelt, wird insbesondere die Qualität der Objekte geprüft. Hierbei kann es sich beispielsweise darum handeln, ob eine mit Flüssigkeit gefüllte Kapsel vollständig mit Flüssigkeit gefüllt ist oder nicht. Zudem kann die Qualität auch eine Dichte eines Objektes darstellen, beispielsweise die Dichte eines Extrudats. Zudem kann die Qualität auch die geometrische Form bzw. die Größe des einzulegenden Objektes umfassen. Anstelle des Ausstoßens der jeweiligen Objekte mit Druckluft können auch andere Abfördermaßnahmen ergriffen werden. Beispielsweise können mechanische Leitvorrichtungen vorgesehen sein.
- Anstelle von vier benachbarten Objekten kann auch eine andere Anzahl von benachbarten Objekten, die in benachbarten Aufnahmen angeordnet sind, aus dem weiteren Prozess ausgeschlossen werden. So können beispielsweise zwei, drei, vier oder mehr benachbarte Objekte betroffen sein. Die Anzahl der betroffenen Objekte, die benachbart sind und weggefördert werden, hängt davon ab, wie viele Objekte in einen Strangabschnitt bei ordnungsgemäßer Befüllung des Strangabschnitts gelangen würden. Unter benachbarten Objekten wird im Rahmen der Erfindung eine Anzahl von in Förderrichtung in Aufnahmen angeordneten Objekten verstanden.
- Bei unsicheren Prozesszuständen, beispielsweise bei der Kapselvereinzelung beim Start des Kapsel- bzw. Objekteinlegens, kann die Abfördervorrichtung bzw. die Erfindung dazu dienen, eine unsichere Phase ohne Objektschuss zu überstehen. Die Detektionsvorrichtung kann beispielsweise anzeigen, wie viele Fehlstellen noch vorhanden sind, womit auch ein Maß dafür ermittelt werden kann, inwieweit der Prozess schon stabilisiert ist. Zudem kann die Objektzufuhr ohne Geschwindigkeitsabsenkung exakt abgeschaltet werden, wenn markierte Strangabschnitte, die der Steuerung rechtzeitig bekannt sind, nicht für die weitere Produktion verwendet werden können. Hierbei handelt es sich beispielsweise um einen Papierspleiß, also einen verklebten Papierabschnitt bei einem Wechsel der Umhüllungsmaterialbobine, oder eine Towwechselstelle.
- Zudem kann durch das erfindungsgemäße Verfahren absichtlich ein nicht mit Objekten befüllter Filterstab bzw. Zigarettenstab generiert werden, um nachgeschaltete Sensoren während der Produktion zu überprüfen durch beispielsweise zyklische Plausibilitätstests.
- Alle genannten Merkmale, auch die den Zeichnungen allein zu entnehmenden sowie auch einzelne Merkmale, die in Kombination mit anderen Merkmalen offenbart sind, werden allein und in Kombination als erfindungswesentlich angesehen. Erfindungsgemäße Ausführungsformen können durch einzelne Merkmale oder eine Kombination mehrerer Merkmale erfüllt sein.
-
- 1
- Filterstrang
- 2
- befüllter Filterstrang
- 3
- Filterstab
- 3'
- befüllter Filterstab
- 4
- Schneidvorrichtung
- 9
- Objekt
- 9'
- defektes Objekt
- 10, 10'
- Beschleunigerrad
- 11
- Ringnut
- 18
- Steuerkörper
- 19
- Drehrichtung
- 20
- Vereinzelungs- und Einlegevorrichtung
- 21
- Vereinzelungsvorrichtung
- 22
- Objektvorratsvolumen
- 23
- Ausbuchtung
- 24
- Abstreifkeil
- 25
- Gehäuse
- 26
- oberer Einlass
- 30
- Übernahmevorrichtung
- 31
- Einlegeband
- 31a
- Förderrichtung des Einlegebands
- 32
- Objektaufnahme
- 33, 34
- Umlenkrolle
- 35
- Unterdruckbereich
- 36
- Aufnahmestrecke
- 36a
- Transferstrecke
- 37
- Ende der Aufnahmestrecke
- 38
- Einlegezone
- 60
- Vereinzelungs- und Einlegevorrichtung
- 61
- Vereinzelungsvorrichtung
- 62
- Objektvorratsvolumen
- 63
- Ausbuchtung
- 63a
- inselförmige Sperrfläche
- 63b
- gekrümmter Kanal
- 64
- Abstreifkeil
- 65
- Gehäuse
- 65'
- überstehender Teil
- 70
- Übernahmevorrichtung
- 71
- Einlegerad
- 72
- Aufnahme
- 72'
- Aufnahme
- 75, 75'
- Abstreifkeil
- 76
- Aufnahmestrecke
- 76a
- Transferstrecke
- 77
- Rückführstrecke
- 78
- Einlegezone
- 79
- Rückführkanal
- 80
- Einlauftrichter
- 81
- Unterformat
- 82
- Auffangbehälter
- 83
- Detektionsvorrichtung
- 84
- Aufnahmebereich
- 85
- Abfördervorrichtung
- 86
- Steuervorrichtung
- 87, 87'
- Leitung
- 88
- Druckleitung
- 89
- Pumpe
- 90
- Bohrung
- 91
- Öffnung
- 110
- Trennwand
- A, B, C, D
- benachbarte Aufnahmen
Claims (13)
- Verfahren zum Betrieb eines Objekteinlegers (30, 31, 71) der Tabak verarbeitenden Industrie mit den folgenden Verfahrensschritten:- Aufnehmen von Objekten (9, 9') in Aufnahmen (32, 72) des Objekteinlegers (30, 31, 71),- Übergeben der Objekte (9) in einen Strang (1) der Tabak verarbeitenden Industrie, dadurch gekennzeichnet, dass- zwischen dem Verfahrensschritt des Aufnehmens der Objekte (9, 9') und dem Verfahrensschritt des Übergebens der Objekte (9) ein Befüllstatus einer Aufnahme (32, 72) des Objekteinlegers (30, 31, 71) überprüft wird und für den Fall, dass die Überprüfung ein fehlendes Objekt ergibt, eine vorgebbare Anzahl von Objekten (9, 9'), die größer oder gleich eins ist, aus wenigstens einer benachbarten Aufnahme (32, 72) vor dem Verfahrensschritt des Übergebens in den Strang (1) von dem Objekteinleger (30, 31, 71) weggefördert wird und für den Fall, dass die Überprüfung ein defektes Objekt (9') ergibt, das defekte Objekt (9') und eine vorgebbare Anzahl von Objekten (9, 9'), die größer oder gleich eins ist, aus wenigstens einer benachbarten Aufnahme (32, 72) vor dem Verfahrensschritt des Übergebens in den Strang (1) von dem Objekteinleger (30, 31, 71) weggefördert werden.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die weggeförderten Objekte (9, 9') diejenigen sind, die für den Fall, dass sie in den Strang (1) eingelegt worden wären, in einen gleichen abzulängenden Strangabschnitt (3, 3') angeordnet worden wären.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die nicht defekten Objekte (9) in einen Objektvorrat (22, 62, 82) gefördert werden.
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die defekten Objekte (9') von nicht defekten Objekten (9) getrennt werden.
- Verfahren nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass das Wegfördern der Objekte (9, 9') mit Druckluft geschieht.
- Verfahren nach Anspruch 5, dadurch gekennzeichnet, dass für defekte und nicht defekte Objekte (9, 9') unterschiedliche Druckluftstöße und/oder Druckluftstoßrichtungen verwendet werden.
- Verfahren nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass der Strang (1) ein Filtertowstrang, ein Tabakstrang oder ein Filterfaserstrang ist.
- Objekteinleger (30, 31, 71) der Tabak verarbeitenden Industrie mit Aufnahmen (32, 72) zum Aufnehmen von Objekten (9, 9'), wobei eine Detektionsvorrichtung (83) vorgesehen ist, mittels der ein Befüllstatus einer Aufnahme (32, 72) des Objekteinlegers (30, 31, 71) ermittelt wird oder ist, wobei außerdem stromabwärts der Detektionsvorrichtung (83) eine Abfördervorrichtung (85) vorgesehen ist, mittels der eine vorgebbare Anzahl von in benachbarten Aufnahmen (32, 72) angeordneten Objekten (9, 9') abförderbar ist oder abgefördert wird, wenn der Befüllstatus ein fehlendes Objekt oder ein defektes Objekt (9') in der Aufnahme (32, 72) ist.
- Objekteinleger (30, 31, 71) nach Anspruch 8, dadurch gekennzeichnet, dass eine Übergabeposition (38, 78) zu einem Strang (1) der Tabak verarbeitenden Industrie vorgesehen ist, in der die jeweiligen Objekte (9) aus den jeweiligen Aufnahmen (32, 78) in den Strang (1) übergeben werden, wobei die Abfördervorrichtung (85) stromaufwärts der Übergabeposition (38, 78) angeordnet ist.
- Objekteinleger (30, 31, 71) nach Anspruch 8 oder 9, dadurch gekennzeichnet, dass die Abfördervorrichtung (85) einen Druckluftstrom erzeugt, wenn ein Objekt (9, 9') abgefördert werden soll oder abgefördert wird.
- Objekteinleger (30, 31, 71) nach Anspruch 10, dadurch gekennzeichnet, dass für defekte Objekte (9') und nicht defekte Objekte (9) unterschiedlich starke Druckluftstöße erzeugbar sind oder erzeugt werden.
- Objekteinleger (30, 31, 71) nach einem der Ansprüche 8 bis 11, dadurch gekennzeichnet, dass eine Rückfördervorrichtung zum Zurückfördern nicht defekter Objekte (9) in einen Objektvorrat (22, 62) vorgesehen ist.
- Strangmaschine der Tabak verarbeitenden Industrie mit einem Objekteinleger (30, 31, 71) nach einem der Ansprüche 8 bis 12.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102012202763A DE102012202763A1 (de) | 2012-02-23 | 2012-02-23 | Objekteinleger und Verfahren zum Betrieb eines Objekteinlegers der Tabak verarbeitenden Industrie |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2630876A2 true EP2630876A2 (de) | 2013-08-28 |
| EP2630876A3 EP2630876A3 (de) | 2015-01-21 |
Family
ID=47722106
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13155376.0A Withdrawn EP2630876A3 (de) | 2012-02-23 | 2013-02-15 | Objekteinleger und Verfahren zum Betrieb eines Objekteinlegers der Tabak verarbeitenden Industrie |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2630876A3 (de) |
| JP (1) | JP2013172713A (de) |
| CN (1) | CN103284325A (de) |
| DE (1) | DE102012202763A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105170484A (zh) * | 2015-09-18 | 2015-12-23 | 盛浩洋 | 胶囊分拣机 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017032784A1 (en) * | 2015-08-24 | 2017-03-02 | Philip Morris Products S.A. | A method for manufacturing multi-component aerosol forming articles |
| CN107199181B (zh) * | 2017-05-25 | 2019-01-29 | 东莞市奇思电子科技有限公司 | 一种单级电子烟头分料机 |
| CN110604337B (zh) * | 2019-10-17 | 2021-07-13 | 浙江中烟工业有限责任公司 | 一种卷烟爆珠的检测装置及检测方法 |
| CN112869229B (zh) * | 2021-02-05 | 2022-04-19 | 河南中烟工业有限责任公司 | 具有滤棒实时在线检测剔除功能的双倍长烟支汇合装置 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011083405A1 (en) | 2010-01-05 | 2011-07-14 | Aiger Group Ag | Apparatus and method for insertion of capsules into filter tows |
| DE102011082309A1 (de) | 2011-09-07 | 2013-03-07 | Hauni Maschinenbau Ag | Sortieren von Flüssigkeitskapseln durch Füllstandsprüfung für das Einbringen in Stränge der Tabak verarbeitenden Industrie |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10160822A1 (de) * | 2001-12-11 | 2003-06-18 | Hauni Maschinenbau Ag | Antrieb für Schneidvorrichtung |
| DE102005007214A1 (de) * | 2005-02-16 | 2006-08-24 | Hauni Maschinenbau Ag | Aufbereitung eines Streifens aus Filtermaterial der Tabak verarbeitenden Industrie |
| US7479098B2 (en) * | 2005-09-23 | 2009-01-20 | R. J. Reynolds Tobacco Company | Equipment for insertion of objects into smoking articles |
| DE102006027597A1 (de) * | 2006-06-13 | 2007-12-27 | Hauni Maschinenbau Aktiengesellschaft | Verfahren zum Betrieb einer Strangmaschine und Strangmaschine |
| DE102008010659B3 (de) * | 2008-02-22 | 2009-07-30 | Hauni Maschinenbau Ag | Filterstrangherstellung |
| DE102008019434B4 (de) * | 2008-04-17 | 2013-08-22 | Hauni Maschinenbau Ag | Beleimung von Materialstreifen der Tabak verarbeitenden Industrie |
| IT1408375B1 (it) * | 2010-10-20 | 2014-06-20 | Gd Spa | Unita' e metodo di alimentazione di elementi additivi a del materiale fibroso in una macchina per la produzione di articoli da fumo |
| DE102011017615A1 (de) | 2011-04-27 | 2012-10-31 | Hauni Maschinenbau Ag | Verfahren und Vorrichtung zum Einlegen von Objekten in einen Materialstrang der Tabak verarbeitenden Industrie |
| JP2014178117A (ja) * | 2011-07-06 | 2014-09-25 | Japan Tobacco Inc | カプセル検査装置及びその検査方法 |
| DE102011085534B4 (de) | 2011-11-01 | 2013-07-04 | Hauni Maschinenbau Ag | Verfahren und Vorrichtung zum Vereinzeln und Einlegen von Objekten in einen Materialstrang der Tabak verarbeitenden Industrie |
-
2012
- 2012-02-23 DE DE102012202763A patent/DE102012202763A1/de not_active Ceased
-
2013
- 2013-02-15 EP EP13155376.0A patent/EP2630876A3/de not_active Withdrawn
- 2013-02-21 JP JP2013032015A patent/JP2013172713A/ja active Pending
- 2013-02-22 CN CN2013100564847A patent/CN103284325A/zh active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011083405A1 (en) | 2010-01-05 | 2011-07-14 | Aiger Group Ag | Apparatus and method for insertion of capsules into filter tows |
| DE102011082309A1 (de) | 2011-09-07 | 2013-03-07 | Hauni Maschinenbau Ag | Sortieren von Flüssigkeitskapseln durch Füllstandsprüfung für das Einbringen in Stränge der Tabak verarbeitenden Industrie |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105170484A (zh) * | 2015-09-18 | 2015-12-23 | 盛浩洋 | 胶囊分拣机 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103284325A (zh) | 2013-09-11 |
| DE102012202763A1 (de) | 2013-08-29 |
| JP2013172713A (ja) | 2013-09-05 |
| EP2630876A3 (de) | 2015-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2730183B1 (de) | Vorrichtung und Verfahren zur Rückgewinnung von Tabak aus Rauchartikeln | |
| EP2243384A1 (de) | Verfahren und Vorrichtung zur Überprüfung der Qualität von mit Kapseln versehenen Filterstäben | |
| EP2630876A2 (de) | Objekteinleger und Verfahren zum Betrieb eines Objekteinlegers der Tabak verarbeitenden Industrie | |
| DE102015113820A1 (de) | Schiebetrommel der Tabak verarbeitenden Industrie | |
| DE60219083T2 (de) | Verfahren und vorrichtung zum füllen von mehrfach-zigarettenfiltern mit hoher geschwindigkeit | |
| DE102010043474A1 (de) | Verfahren und Vorrichtung zum Einlegen von Objekten in einen Filterstrang der Tabak verarbeitenden Industrie | |
| EP2769632B2 (de) | Messverfahren und Messanordnung zur Erfassung der Lage eines Objekts in einem längsaxial geförderten Filterstrang, und Maschine der Tabak verarbeitenden Industrie | |
| EP2363029A1 (de) | Fördertrommel der Tabak verarbeitenden Industrie | |
| WO2011032628A1 (de) | Maschine zur herstellung und verfahren zum herstellen von multisegmentfiltern der tabak verarbeitenden industrie | |
| EP1364588A1 (de) | Anordnung und Verfahren zum Aufbau von wenigstens zwei Tabaksträngen in einer Zigarettenstrangmaschine | |
| EP2661971B1 (de) | Herstellung von Filterzigaretten | |
| DE102012207346A1 (de) | Verfahren und Einrichtung zum Zusammenstellen von Filtersegmentgruppen | |
| EP3384787A1 (de) | Einrichtung zum überführen von stabförmigen artikeln der tabak verarbeitenden industrie | |
| EP2730182A2 (de) | Vorrichtung und Verfahren zur Rückgewinnung von Rauchartikelteilen aus Rauchartikeln | |
| EP3497438B1 (de) | Messvorrichtung und verfahren zum erkennen von elektrisch leitenden elementen in produkten sowie eine maschine zum herstellen von produkten der tabak verarbeitenden industrie | |
| DE102011085534B4 (de) | Verfahren und Vorrichtung zum Vereinzeln und Einlegen von Objekten in einen Materialstrang der Tabak verarbeitenden Industrie | |
| EP2517583A2 (de) | Verfahren und Vorrichtung zum Einlegen von Objekten in einen Materialstrang der Tabak verarbeitenden Industrie | |
| DE102012216857A1 (de) | Fördern von stabförmigen Artikeln der Tabak verarbeitenden Industrie | |
| EP1827143B1 (de) | Einstosstrommel | |
| EP2709472B1 (de) | Steuerflansch einer fördertrommel der tabak verarbeitenden industrie | |
| DE102011082592A1 (de) | Filterstabbeschickungseinrichtung | |
| DE102011017581A1 (de) | Saugring für eine Fördertrommel der Tabak verarbeitenden Industrie | |
| DE102009040092A1 (de) | Verfahren und Vorrichtung zur Herstellung eines Filterstrangs | |
| DE102018110468A1 (de) | Entnahmetrommel für eine Maschine der Tabak verarbeitenden Industrie | |
| EP1197155A2 (de) | Verfahren und Vorrichtung zum Bilden eines Tabakstranges |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: A24D 3/02 20060101AFI20141216BHEP Ipc: B07C 5/342 20060101ALI20141216BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20150722 |