EP2607018A2 - Schleifteller - Google Patents
Schleifteller Download PDFInfo
- Publication number
- EP2607018A2 EP2607018A2 EP12007890.2A EP12007890A EP2607018A2 EP 2607018 A2 EP2607018 A2 EP 2607018A2 EP 12007890 A EP12007890 A EP 12007890A EP 2607018 A2 EP2607018 A2 EP 2607018A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- support plate
- cover
- sanding
- plate
- webs
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000227 grinding Methods 0.000 title abstract description 5
- 229920005830 Polyurethane Foam Polymers 0.000 claims abstract description 4
- 239000002184 metal Substances 0.000 claims abstract description 4
- 239000011496 polyurethane foam Substances 0.000 claims abstract description 4
- 239000000463 material Substances 0.000 claims description 12
- 239000007787 solid Substances 0.000 claims description 8
- 239000000853 adhesive Substances 0.000 claims description 5
- 230000001070 adhesive effect Effects 0.000 claims description 4
- 239000002984 plastic foam Substances 0.000 claims description 4
- 239000012530 fluid Substances 0.000 claims description 2
- 238000012856 packing Methods 0.000 claims description 2
- 239000003562 lightweight material Substances 0.000 claims 1
- 239000006261 foam material Substances 0.000 abstract 1
- 239000004033 plastic Substances 0.000 description 8
- 229920003023 plastic Polymers 0.000 description 8
- 238000010276 construction Methods 0.000 description 5
- 238000003466 welding Methods 0.000 description 5
- 239000000835 fiber Substances 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 229920000049 Carbon (fiber) Polymers 0.000 description 3
- 230000006978 adaptation Effects 0.000 description 3
- 238000004026 adhesive bonding Methods 0.000 description 3
- 239000004917 carbon fiber Substances 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- 239000000945 filler Substances 0.000 description 3
- 239000003365 glass fiber Substances 0.000 description 3
- 238000002347 injection Methods 0.000 description 3
- 239000007924 injection Substances 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 230000006378 damage Effects 0.000 description 2
- 238000005187 foaming Methods 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 239000000654 additive Substances 0.000 description 1
- 238000004873 anchoring Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000011152 fibreglass Substances 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 239000012858 resilient material Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 230000003763 resistance to breakage Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 239000012815 thermoplastic material Substances 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D7/00—Bonded abrasive wheels, or wheels with inserted abrasive blocks, designed for acting otherwise than only by their periphery, e.g. by the front face; Bushings or mountings therefor
- B24D7/16—Bushings; Mountings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D9/00—Wheels or drums supporting in exchangeable arrangement a layer of flexible abrasive material, e.g. sandpaper
- B24D9/08—Circular back-plates for carrying flexible material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B23/00—Portable grinding machines, e.g. hand-guided; Accessories therefor
- B24B23/02—Portable grinding machines, e.g. hand-guided; Accessories therefor with rotating grinding tools; Accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B7/00—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor
- B24B7/10—Single-purpose machines or devices
- B24B7/18—Single-purpose machines or devices for grinding floorings, walls, ceilings or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B7/00—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor
- B24B7/10—Single-purpose machines or devices
- B24B7/18—Single-purpose machines or devices for grinding floorings, walls, ceilings or the like
- B24B7/186—Single-purpose machines or devices for grinding floorings, walls, ceilings or the like with disc-type tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D13/00—Wheels having flexibly-acting working parts, e.g. buffing wheels; Mountings therefor
- B24D13/14—Wheels having flexibly-acting working parts, e.g. buffing wheels; Mountings therefor acting by the front face
- B24D13/147—Wheels having flexibly-acting working parts, e.g. buffing wheels; Mountings therefor acting by the front face comprising assemblies of felted or spongy material; comprising pads surrounded by a flexible material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D13/00—Wheels having flexibly-acting working parts, e.g. buffing wheels; Mountings therefor
- B24D13/20—Mountings for the wheels
Definitions
- the invention relates to a sanding pad according to the preamble of claim 1, as he is for example from the German utility model 20 2009 000 880.0 is known.
- Sanding discs of this type are attached to typically rotating work machines such as drills or grinders to support a work disc that is to be moved concentrically or eccentrically with the sanding disc circumferentially.
- the working disk is basically designed as a wear article with the least possible cost of materials and correspondingly lower own stiffness.
- the support of the working medium disc through the sanding pad regularly provides a resilience for adaptation to the surfaces to be machined, which is to be provided by a covering in the form of an elastically deformable pad.
- an overall stiff embodiment of the sanding pad is required to carry out the grinding or polishing movements controlled and above all exclude even at heavy workloads deformations that could bring the sanding pad in contact with the driving machine.
- the rigidity requirement is countered by the need for a lightweight construction that facilitates handling during working movements and which complies with weight limits for eccentric grinders in view of mass balance in the eccentric and vibration system must not be exceeded.
- Another design of a sanding pad is from the DE 10 2010 012 007A1 It is known that the production of suction channels in the sanding pad is to be simplified.
- This design dispenses with a lid and provides between a provided with the upper-side drive connection support plate and an elastically deformable cushion, a hollow air guide part made of plastic, which is attached before the foaming of the pad under the support plate.
- the deformable cushion and the support plate are only directly connected at the edge, while the static and dynamic workloads are mainly passed through the air guide part. This leads to less rigidity and / or to a massive and heavy construction.
- the object of the invention is hereafter, to provide a sanding pad, which is further developed on the one hand to great rigidity and on the other hand to low weight, but in a conventional manner robust and easy to use and also in mass production.
- a sanding pad according to the preamble of claim 1, starting with the characterizing features of claim 1.
- the sanding plate in the form of a self-supporting lid as a load-bearing structural part, the at least at the outer edge fixed to the support plate and between the support plate and cover with predominantly radially extending Struts that are completely or in places firmly connected, creates a rigid spatial structure that is nevertheless easy to perform by the cavity structures between the lid and support plate.
- Such a structure is suitable for introducing the rotational or eccentric movements imposed by an upper-side drive connection into the elastically deformable cushion in a planar manner and also for supplying the mainly loaded edge regions of the grinding plate.
- it is also suitable edge-side imprint forces of the sanding disc stiff, ie pass with little deformation, to the drive connection.
- the relatively light and stiff design of the sanding pad is mechanically strong, handy and movable in eccentric systems.
- Backing plate and / or lid can be made as an injection molded part with a fiber reinforcement obtained from the fibers, such as glass fibers or carbon fibers increased strength. Even higher strengths can be in the form of resin bound Achieve glass fiber mats ("fiberglass”) or carbon fiber mats, which can also be made precisely in forms and thereby already form the intended to connect the support plate and lid connecting areas exactly.
- fiberglass resin bound Achieve glass fiber mats
- carbon fiber mats which can also be made precisely in forms and thereby already form the intended to connect the support plate and lid connecting areas exactly.
- cover and support plate to be connected to each other and the webs materially.
- welding or gluing can be provided with known means.
- lid and support plate fasteners such as fittings, rivets and the like can be used, which also provide the advantages of a closed solid box structure with sufficiently narrow distribution of attachment points.
- the webs are integrally formed on one side with the lid or with the support plate, so that the webs is no longer treated as a single element or separate distance and connection system.
- the lid may be annular and welded or glued both on the inner circumference and on the outer circumference with the support plate.
- Such bonding can also be assisted by positive locking, for example when the cover is flush with the outer surface of the support plate and in close fitting radially with an outer edge against an inner edge of the support plate is applied.
- the same shape adaptation can be provided at an annular lid on the inner edge. It is understood that such an additional form fit could be supplemented by a complex engagement of annular webs and annular grooves.
- the cavities formed between the cover and the support plate at the level of the webs can be filled with a light but firm material which is to be inserted and glued in the form of a plastic hard foam in a prefabricated manner, but is preferably introduced and foamed in a foaming operation in a printing form is so that it fills the cavities and at the same time glued to the lid, support plate and webs.
- a material tested in this respect is, for example, in the form of a polyurethane foam.
- the drive connection may be in a helical form or have a clamping pin.
- the drive connection is in an annular disc, which is embedded in the edge of the support plate and allows the passage of clamping means.
- the drive connection is preferably provided as a metal element, in particular as a steel element, in order to achieve the desired strength.
- a total of 1 marked grinding plate is substantially round and plate-shaped and provided on the upper side with a drive connection 2 for clamping in a drill or the like to drive the sanding pad 1 to a - possibly eccentrically guided - circulation.
- On the upper side of the sanding pad is provided with a support plate 3 and a cover 4 in a lightweight but nevertheless stiff design, under which a cushion 5 is arranged made of a resilient material, in particular an elastic plastic foam, in turn, a lower surface 6 with an adhesive coating in the form a velcro or permanently adhesive-like adhesive surface is provided.
- a cushion 5 is arranged made of a resilient material, in particular an elastic plastic foam
- a lower surface 6 with an adhesive coating in the form a velcro or permanently adhesive-like adhesive surface is provided.
- the outline of the sanding pad is conventional type. However, already shows the Thomasbildliche representation in Fig. 3 in that the support plate 3 and the lid 4 are structurally designed and joined together in a special way.
- FIG. 5 This constructive design is based on the Fig. 5 shown, in which the pad 5 is missing, which is designed to be flexible for the flexible adaptation of the working fluid to the surface to be machined, while the illustrated bundles with the support plate 3, the cover 4 and the drive terminal 2 is a rigid unit high strength, but light weight, form.
- the support plate 3 is only one part of a support body in conjunction with the cover 4, which is firmly connected to the support plate 3 on a whole series of contour lines.
- this is designed as a thin-walled shell part, which is solid around a central hub portion 7, in which the drive port 2 is anchored, for stiffening by means of a denser rib structure and outwardly merges into a thin-walled shell ring 8, which provides a smooth support surface 9 for the pad 5 on the underside, projects radially inwardly with a conical annular wall 10 and radially outwardly with a peripheral wall 11 in the form of annular walls.
- annular walls Between these annular walls extend radially directed webs 12 - in the present case at sector intervals of 45 °, which are integrally formed with the support plate 3 and the upper side by a thickness of the cover 4 below the upper edge of the peripheral wall 11 and the annular wall 10 terminate, so that the Lid 4 flush with the surface can be inserted.
- the cover 4 is dimensioned so that it presses against an outwardly facing edge 13 of the support plate 3 and - on the radially outer side - against an inner edge 14 within the peripheral edge.
- the lid 4 rests on upper end edges 15 of the webs 12 and glued or welded there with these.
- a corresponding fixed connection preferably by material closure such as gluing or welding, is also provided in the region of the edges 13 and 14.
- a similarly firm connection could also be achieved with punctual welds or with the aid of punctually used fastening means such as screws or rivets.
- a homogeneous strength structure is preferably to be achieved in the field of plastic materials by welding or gluing.
- the annular outer portion of the support plate 3 with the cover 4 is light and yet forms a rigid and solid construction in the manner of box structures.
- the inner hub region 7 is like the Fig. 10 shows, in accordance with the material in a plastic construction, designed by a dense structure of interconnected ribs solid shape to embed the drive connection 2 there.
- the drive connection 2 is formed in the present embodiment in the manner of a stub shaft, which then merges into a plate-shaped anchoring region 16 of larger diameter, with which the drive connection 2 is already embedded in the production of the support plate 3.
- the drive connection 2 is preferably designed for higher resistance to breakage because of metal, typically steel.
- the drive connection may consist of an annular disc which is embedded in the region of a through-hole in the middle of the support plate and allows a clamping by means of a connecting screw or via machine-side connecting parts.
- both the support plate 3 and the cover 4 are formed from a solid plastic material or from a fiber composite material made of glass and / or carbon fibers and a plastic matrix.
- a thermoplastic material allows welding without additives such as ultrasonic welding of the contact areas between the support plate 3 and cover 4 or at least a dense sequence of connection points. Otherwise, connections by high-strength bonds are also possible with plastic duoplastic material, if, for example, a structure of fiber mats is bound by synthetic resin.
- a shape in a predetermined solid shape for injection molded parts as well as composite materials allows the connection areas between the support plate and cover precisely specify the joining technique and thereby stiffen the structure composite.
- FIGS. 11 and 12 A modified embodiment of the support plate according to the invention is in FIGS. 11 and 12 represented, with a support plate 20 composed of the same structural components as the support plate 1, so that matching parts are also provided with the same reference numerals.
- a backfilling with a light but stiff material, in particular a plastic foam provided in the cavities between the support plate 3 and cover 4.
- This backfilling can be done with prefabricated packing 21, as in FIGS. 13 and 14 are shown.
- it In its basic form, it is an annular disc in which spaces for the radially extending webs in the form of slots 22 are recessed. If the webs 12 of the support plate 3 are provided in places with Randausströmn 11, the filler 21 can be formed contiguous Otherwise, the filler 21 decomposes into several individual sector-shaped Biharmmaschinemaschine.
- Such a filler can be glued into the spaces between the support plate 3 and cover 4 and then contributes on the adhesive surfaces to the overall stiffening.
- the support body can also be created "in situ" from a foamable material that is foamed only after the joining of the support plate 3 and cover 4. Such a material is particularly suitable and also in use in the form of a rigid polyurethane foam and adheres to the bordering surfaces in a surface-adhesive manner.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Polishing Bodies And Polishing Tools (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
Description
- Die Erfindung betrifft einen Schleifteller nach dem Oberbegriff des Anspruchs 1, wie er beispielsweise aus dem deutschen Gebrauchsmuster
20 2009 000 880.0 bekannt ist. Schleifteller dieser Art werden an typischerweise rotierenden Arbeitsmaschinen wie etwa Bohr- oder Schleifmaschinen angebracht, um eine Arbeitsmittelscheibe abzustützen, die mit dem Schleifteller konzentrisch oder auch exzentrisch umlaufend bewegt werden soll. - Die Arbeitsmittelscheibe ist dabei grundsätzlich als Verschleißartikel mit möglichst geringem Materialaufwand und dementsprechend geringer eigener Steifigkeit ausgelegt. Die Abstützung der Arbeitsmittelscheibe durch den Schleifteller sieht zwar regelmäßig eine Nachgiebigkeit zur Anpassung an die zu bearbeitenden Obertlächen vor, die durch einen Belag in Form eines elastisch verformbaren Kissens vorzusehen ist. Darüberhinaus ist aber eine insgesamt steife Ausführungsform des Schleiftellers gefordert, um die Schleif- oder Polierbewegungen kontrolliert auszuführen und vor allem auch bei schwerer Arbeitsbelastung Verformungen auszuschließen, die den Schleifteller in Kontakt mit der treibenden Maschine bringen könnten.
- Dem Steifigkeitserfordernis steht der Bedarf an einer leichten Konstruktion gegenüber, die die Handhabung bei den Arbeitsbewegungen erleichtert und die bei Exzenterschleifmaschinen Gewichtsgrenzen einhält, die mit Rücksicht auf einen Massenausgleich bei den Exzenter- und Schwingsystem nicht überschritten werden dürfen.
- Eine andere Bauform eines Schleiftellers ist aus der
DE 10 2010 012 007A1 bekannt, nach der die Fertigung von Absaugkanälen im Schleifteller vereinfacht werden soll. Diese Bauform verzichtet auf einen Deckel und sieht zwischen einer mit dem oberseitigen Antriebsanschluss versehenen Stützplatte und einem elastisch verformbaren Kissen ein hohles Luftführungsteil aus Kunststoff vor, das vor dem Anschäumen des Kissens unter dem Stützteller angebracht wird. Hierbei sind das verformbare Kissen und die Stützplatte nur noch am Rand unmittelbar verbunden, während die statischen und dynamischen Arbeitsbelastungen vorwiegend durch das Luftführungsteil geleitet werden. Dies führt zu geringerer Steifigkeit und/oder zu einer massiven und schweren Bauweise. - Aufgabe der Erfindung ist es hiernach, einen Schleifteller zu schaffen, der einerseits zu großer Eigensteifigkeit und andererseits zu geringem Gewicht weiterentwickelt ist, aber in herkömmlicher Weise robust und einfach einzusetzen und auch in Serienfertigung herzustellen ist.
- Gemäß der Erfindung wird diese Aufgabe von einem Schleifteller nach dem Oberbegriff des Anspruchs 1 ausgehend mit den kennzeichnenden Merkmalen des Anspruchs 1 gelöst. Mit einer Weiterentwicklung des Schleiftellers in Form eines mittragenden Deckels als belastbarem Strukturteil, das zumindest am Außenrand fest mit der Stützplatte und zwischen Stützplatte und Deckel mit vorwiegend radial verlaufenden Streben die ganz oder stellenweise fest verbunden sind, entsteht ein steifes räumliches Gebilde, das gleichwohl durch die Hohlraumstrukturen zwischen Deckel und Stützplatte leicht auszuführen ist. Eine solche Struktur eignet sich dazu, die von einem oberseitigen Antriebsanschluss aufgezwungene Dreh- oder Exzenterbewegungen in das elastisch verformbare Kissen flächig einzuleiten und auch den hauptsächlich belasteten Randbereichen des Schleiftellers zuzuführen. Es ist aber auch geeignet, randseitige Aufdruckkräfte des Schleiftellers steif, d. h. mit geringen Verformungen, an den Antriebsanschluss weiterzugeben. Die relativ leichte und steife Bauform des Schleiftellers ist mechanisch belastbar, handlich und in Exzentersystemen bewegbar.
- Während bei dem zum Stand der Technik in Betracht gezogenen Schleifteller nach
DE 20 2009 000 880.0 der Deckel ausdrücklich keinen besonderen mechanischen Belastungen ausgesetzt sein soll und lediglich über stelzenartige Distanzelemente in passende Löcher der Stützplatte eingerastet wird, ist er hier in das Festigkeits- und Steifigkeitskonzept des Schleiftellers eingebunden und am Rand, aber auch in der Fläche tragend an die Stützplatte angeschlossen. Dieser entscheidende Entwicklungsschritt zu einer belastbaren Gesamtstruktur erlaubt es gleichwohl, die schon beim Stand der Technik eingesetzten Fertigungsweisen fortzuführen. Insbesondere lassen sich Stützplatte und Deckel in einem formgebenden Verfahren, etwa als Spitzgussteil, aus Kunststoff präzise und fertigen und auch zusammenfügen. Stützplatte und/oder Deckel können als Spritzgussteil mit einer Faserverstärkung ausgeführt werden, die von den Fasern, etwa Glasfasern oder Kohlestofffasern, eine erhöhte Festigkeit erhalten. Noch höhere Festigkeiten lassen sich in Form kunstharzgebundener Glasfasermatten ("Fiberglas") oder Kohlenstofffasermatten erzielen, die gleichfalls präzise in Formen gefertigt werden können und dabei auch schon die zur Verbindung von Stützplatte und Deckel vorgesehenen Verbindungsbereiche exakt ausbilden. - Vorteilhafterweise sind Deckel und Stützplatte miteinander und mit den Stegen materialschlüssig zu verbinden. Dazu können mit bekannten Mitteln Verschweißungen oder Verklebungen vorgesehen werden. Zusätzlich oder alternativ sind aber auch für die feste Verbindung von Deckel und Stützplatte Befestigungselemente wie etwa Verschraubungen, Vernietungen und dergleichen einsetzbar, die bei hinreichend enger Verteilung der Befestigungspunkte gleichfalls die Vorteile einer geschlossenen festen Kastenstruktur liefern.
- Vorteilhaft sind die Stege zu einer Seite hin einstückig mit dem Deckel oder mit der Stützplatte ausgeformt, so dass die Stege nicht mehr als Einzelelemente oder gesondertes Abstands- und Verbindungssystem zu behandeln ist.
- Neben den Stegen kommt aber auch einer festen Verbindung von Deckel und Stützplatte am Rand ein erheblicher Beitrag zur Festigkeit und Steifigkeit zu. Dabei kann der Deckel ringförmig ausgebildet sein und sowohl am Innenumfang wie auch am Außenumfang mit der Stützplatte verschweißt oder verklebt werden. Eine solche Verklebung kann auch durch einen Formschluss unterstützt werden, wenn etwa der Deckel an seinem Außenumfang bündig in den Stützteller eingelassen ist und in enger Passung radial mit einer Außenkante gegen eine Innenkante des Stütztellers anliegt. Die gleiche Formanpassung kann bei einem ringförmigen Deckel an dessen Innenrand vorgesehen werden. Es versteht sich, dass ein solcher zusätzlicher Formschluss noch durch einen komplexen Eingriff von ringförmigen Stegen und ringförmigen Nuten ergänzt sein könnte.
- Die zwischen Deckel und Stützteller in Höhe der Stege ausgebildeten Hohlräume können mit einem leichten aber festen Material ausgefüllt werden, das etwa in Form eines Kunststoff-Hartschaums in einer vorkonfektionierten Weise einzulegen und zu einzukleben ist, vorzugsweise aber in einem Ausschäumvorgang in einer Druckform eingebracht und aufgeschäumt wird, so dass es die Hohlräume ausfüllt und sich gleichzeitig mit Deckel, Stützplatte und Stegen verklebt. Ein in dieser Hinsicht erprobtes Material liegt beispielsweise in Form eines Polyurethan-Schaums vor.
- Bei der gegebenen Struktur des Schleiftellers in einer besonders leichten Bauweise laufen die auf den Schleifteller aufgebrachten Dreh- und Liegebelastungen im oberseitigen Antriebsanschluss zusammen, der bewusst herkömmlich in die Stützplatte und damit in das unten liegende und mit dem Kissen verbundene Bauteil zu legen ist. Dieses gewährleistet insbesondere, dass eine Überlastung des Stütztellers im Gebrauch und eine damit verbundene Zerstörung der Struktur die Verbindung zwischen Antriebsanschluss und Stützplatte aufrechterhält. Ein sich bei Zerstörung etwa ablösender Deckel würde zwischen Stützteller und Antriebsmaschine zumindest in loser Form gehalten bleiben. Eine Ablösung des elastisch verformbaren Kissens und des Arbeitsmittels ist demgegenüber regelmäßig schon von deren geringem Gewicht her ungefährlich.
- Der Antriebsanschluss kann in einer Schraubenform ausgeführt sein oder einen Einspannzapfen aufweisen. Im einfachsten Fall besteht der Antriebsanschluss in einer Ringscheibe, die randseitig in die Stützplatte eingebettet ist und den Durchgriff von Einspannmitteln ermöglicht. Der Antriebsanschluss ist vorzugsweise als Metallelement, insbesondere als Stahlelement vorzusehen, um die gewünschte Festigkeit zu erzielen.
- Zwei Ausführungsbeispiele zur Erfindung sind in der Zeichnung dargestellt und werden nachfolgend näher beschrieben. In der Zeichnung zeigen:
- Fig. 1
- Ansicht eines Schleiftellers schräg von oben,
- Fig. 2
- Ansicht des Schleiftellers gemäß
Fig. 1 schräg von unten, - Fig. 3
- Schnittbildliche Ansicht des Schleiftellers nach
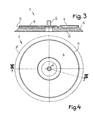
Fig. 1 und 2 (Schnitt nach Linie III-III inFig: 4 ), - Fig. 4
- Draufsicht auf den Schleifteller nach
Fig. 1 bis 3 , - Fig. 5
- Querschnitt durch eine Stützplatte mit Deckel zum Schleifteller nach
Fig. 1 bis 4 (Schnitt nach Linie V-V inFig. 6 ), - Fig. 6
- Draufsicht auf die Stützplatte mit Deckel aus
Fig. 5 , - Fig. 7
- Stützplatte aus
Fig. 5 und 6 ohne Deckel im Querschnitt (Schnitt nach Linie VII-VII inFig. 8 ), - Fig. 8
- Draufsicht auf die Stützplatte nach
Fig. 7 , - Fig. 9
- Schrägansicht der Stützplatte nach
Fig. 7 und 8 schräg von oben, - Fig. 10
- Schrägansicht der Stützplatte nach
Fig. 9 schräg von unten, - Fig. 11
- Querschnitt durch eine abgewandelte Ausführungsform des Schleiftellers nach
Fig. 1 bis 10 (Schnitt nach Linie XI-XI inFig. 12 ), - Fig. 12
- Draufsicht auf den Schleifteller nach
Fig. 11 , - Fig. 13
- Querschnitt durch ein Füllelement zum Schleifteller nach
Fig. 11 und 12 (Schnitt nach Linie XIII-XIII inFig. 14 ) und - Fig. 14
- Draufsicht auf das Füllelement nach
Fig. 13 . - Ein in den
Fig. 1 bis 4 insgesamt mit 1 gekennzeichneter Schleifteller ist im Wesentlichen rund und plattenförmig ausgebildet und oberseitig mit einem Antriebsanschluss 2 zum Einspannen in eine Bohrmaschine oder dergleichen versehen, um den Schleifteller 1 zu einem - ggf. exzentrisch geführten - Umlauf anzutreiben. Oberseitig ist der Schleifteller mit einer Stützplatte 3 und mit einem Deckel 4 in einer möglichst leichten aber gleichwohl steifen Ausführung versehen, unter der ein Kissen 5 aus einem nachgiebigen Material, insbesondere einem elastischen Kunststoffschaum angeordnet ist, das seinerseits eine Unterfläche 6 mit einem Haftbelag in Form einer klettartig oder dauerhaft kleberartig haftenden Oberfläche versehen ist. In den Grundzügen ist der Schleifteller herkömmlicher Art. Allerdings zeigt schon die schnittbildliche Darstellung inFig. 3 , dass die Stützplatte 3 und der Deckel 4 in einer besonderen Weise konstruktiv gestaltet und zusammengefügt sind. - Diese konstruktive Gestaltung ist anhand der
Fig. 5 dargestellt, bei der das Kissen 5 fehlt, welches für die nachgiebige Anpassung des Arbeitsmittels an die zu bearbeitende Oberfläche elastisch ausgestaltet ist, während die dargestellten Beuteile mit der Stützplatte 3, dem Deckel 4 und dem Antriebsanschluss 2 eine starre Einheit hoher Festigkeit, dabei aber geringen Gewichts, bilden. Die Stützplatte 3 ist dabei nur ein Teil eines Stützkörpers im Verbund mit dem Deckel 4, der mit der Stützplatte 3 auf einer ganzen Reihe von Konturlinien fest verbunden ist. - Wie die
Fig. 7 bis 10 in Bezug auf die Stützplatte 3 - ohne Deckel 4 - zeigen, ist diese als dünnwandiges Schalenteil ausgebildet, welches um einen zentralen Nabenbereich 7, in dem auch der Antriebsanschluss 2 verankert ist, zur Versteifung mit Hilfe einer dichteren Rippenstruktur massiver ausgebildet ist und nach außen hin in einen dünnwandigen Schalenring 8 übergeht, der unterseitig eine glatte Auflagefläche 9 für das Kissen 5 bietet, radial nach innen mit einer konischen Ringwandung 10 und radial nach außen mit einer Umfangswandung 11 in Form von Ringwandungen aufragt. Zwischen diesen Ringwandungen verlaufen radial gerichtete Stege 12 - im vorliegenden Fall in Sektorabständen von 45°, die einstückig mit der Stützplatte 3 geformt sind und oberseitig um ein Dickenmaß des Deckels 4 unterhalb der Oberkante der Umfangswandung 11 und auch der Ringwandung 10 enden, so dass der Deckel 4 oberflächenbündig eingelassen werden kann. Dabei wird der Deckel 4 so bemessen, dass er formschlüssig gegen eine nach außen weisende Kante 13 des Stütztellers 3 und - auf der radial außenliegenden Seite - gegen eine Innenkante 14 innerhalb des Umfangsrandes andrückt. Zu einer festen Verbindung ist aber vor allem vorgesehen, dass der Deckel 4 auf oberen Stirnkanten 15 der Stege 12 aufliegt und mit diesen dort verklebt oder verschweißt ist. Eine entsprechende feste Verbindung, vorzugsweise durch Materialschluss wie Verkleben oder Verschweißen, ist auch im Bereich der Kanten 13 und 14 vorgesehen. Grundsätzlich könnte eine ähnlich feste Verbindung auch mit punktuellen Schweißstellen oder mit Hilfe von punktuell eingesetzten Befestigungsmitteln wie Schrauben oder Nieten erzielt werden. Eine homogene Festigkeitsstruktur ist aber im Bereich der Kunststoffmaterialen vorzugsweise durch Verschweißen oder Verkleben zu erzielen. Der ringförmige Außenbereich der Stützplatte 3 mit dem Deckel 4 ist leicht und bildet gleichwohl eine steife und feste Konstruktion nach Art von Kastenstrukturen. - Der innenliegende Nabenbereich 7 ist, wie die
Fig. 10 zeigt, werkstoffgerecht bei einer Kunststoffkonstruktion, durch eine dichte Struktur von miteinander vernetzten Rippen massiver Gestalt gestaltet, um dort auch den Antriebsanschluss 2 einzubetten. Der Antriebsanschluss 2 ist im vorliegenden Ausführungsbeispiel nach Art eine Wellenstumpfes ausgebildet ist, der dann in einen plattenförmigen Verankerungsbereich 16 größeren Durchmessers übergeht, mit dem der Antriebsanschluss 2 schon bei der Fertigung der Stützplatte 3 eingebettet wird. Der Antriebsanschluss 2 ist vorzugsweise der höheren Bruchsicherheit wegen in Metall, typischerweise Stahl, ausgeführt. Statt eines in einem Bohrfutter einspannbaren Wellenstumpfes können andere Formen des Antriebsanschlusses vorgesehen werden, um, je nach den Vorgaben des Antriebs- oder Anschlusssystems, eine einfache Verwendung zu gewährleisten. In einem elementaren Fall kann der Antriebsanschluss in einer Ringscheibe bestehen, die im Bereich einer Durchgangsbohrung in der Mitte der Stützplatte eingebettet ist und ein Einspennen über eine Verbindungsschraube oder über maschinenseitige Anschlussteile ermöglicht. - Als tragende Konstruktionsteile sind sowohl die Stützplatte 3 wie auch der Deckel 4 aus einem festen Kunststoffmaterial bzw. aus einem Faserverbundwerkstoff aus Glas- und/oder Kohlenstofffasern und einer Kunststoffmatrix gebildet. Ein thermoplastisches Material ermöglicht dabei ein Verschweißen ohne Zusatzstoffe wie etwa ein Ultraschallschweißen der Anlagebereiche zwischen Stützplatte 3 und Deckel 4 oder zumindest an einer dichten Folge von Verbindungspunkten. Ansonsten sind Verbindungen durch hochfeste Verklebungen auch bei duoplastischem Kunststoffmaterial möglich, wenn etwa eine Struktur aus Fasermatten durch Kunstharz gebunden ist. Eine Formgebung in einer vorgegebenen festen Form für Spritzgussteile wie auch für Verbundmaterialien erlaubt es, die Verbindungsbereiche zwischen Stützplatte und Deckel fügetechnisch exakt vorzugeben und den Strukturverbund dadurch zu versteifen.
- Eine modifizierte Ausführungsform des erfindungsgemäßen Stütztellers ist in
Fig. 11 und 12 dargestellt, wobei sich ein Stützteller 20 aus den gleichen strukturellen Bauelementen wie der Stützteller 1 zusammensetzt, so dass übereinstimmende Teile auch mit den selben Bezugszeichen versehen sind. Allerdings ist hier in den Hohlräumen zwischen Stützteller 3 und Deckel 4 eine Verfüllung mit einem leichten aber steifen Material, insbesondere einem Kunststoffhartschaum vorgesehen. Diese Verfüllung kann mit vorgefertigten Füllkörpern 21 erfolgen, wie sie inFig. 13 und 14 dargestellt sind. In der Grundform handelt es sich im eine ringförmige Scheibe, in der auch noch Räume für die radial verlaufenden Stege in Form von Schlitzen 22 ausgespart sind. Sofern die Stege 12 der Stützplatte 3 stellenweise mit Randausnehmnungen versehen sind, kann der Füllkörper 21 zusammenhängend ausgebildet sein, sonst zerfällt der Füllkörper 21 in mehrere einzelne sektorförmige Füllkörperteile. - Ein solcher Füllkörper kann in die Zwischenräume zwischen Stützplatte 3 und Deckel 4 eingeklebt werden und trägt dann über die Klebeflächen zur Gesamtversteifung bei. Der Stützkörper kann aber auch "in situ" aus einem aufschäumbaren Material erstellt sein, dass erst nach dem Zusammenfügen von Stützplatte 3 und Deckel 4 aufgeschäumt wird. Ein solches Material ist insbesondere in Form eines Polyurethan-Hartschaums geeignet und auch gebräuchlich und haftet flächig klebend an den umgrenzenden Oberflächen an.
Claims (13)
- Schleifteller (1, 20) für eine insbesondere rotierende Oberflächenfeinbearbeitung mit einem zur Verbindung mit einer rotierenden Antriebsmaschine vorgesehenen oberseitigen Antriebsanschluss (2) an einer Stützplatte (3), die auf einem elastisch verformbaren Kissen (5) sitzt, das unterseitig mit einem Arbeitsmittel belegt oder mit einem Haftbelag (6) zum lösbaren Anbringen einer Arbeitsmittelscheibe versehen ist, wobei die Stützplatte (3) mit einem mit axialem Zwischenabstand angeordneten Deckel (4) versehen ist, dadurch gekennzeichnet, dass der Deckel (4) als mechanisch belastbares Strukturteil ausgeführt und zumindest an einem Außenrand (14) fest mit der Stützplatte (3) verbunden ist und dass zwischen der Stützplatte (3) und dem Deckel (4) vorwiegend radial verlaufende Stege (12) angeordnet und sowohl mit der Stützplatte (3) und als auch mit dem Deckel (4) zumindest stellenweise fest verbunden sind.
- Schleifteller (1, 20) nach Anspruch 1, dadurch gekennzeichnet, dass der Deckel (4) und die Stützplatte (3) miteinander und mit den Stegen (12) materialschlüssig verbunden sind.
- Schleifteller (1, 20) nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Stege (12) mit dem Deckel (4) und/oder der Stützplatte (3) verschweißt oder verklebt sind.
- Schleifteller (1, 20) nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Stege (12) mit dem Deckel (4) und/oder der Stützplatte (3) mit Befestigungselementen verbunden sind.
- Schleifteller (1, 20) nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die Stege (12) einseitig mit dem Deckel (4) oder der Stützplatte (3) einstückig geformt sind.
- Schleifteller (1, 20) nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass der Deckel (4) ringförmig mit einem Innenumfang und einem Außenumfang ausgebildet ist und sowohl am Innenumfang (13) wie auch am Außenumfang (14) mit der Stützplatte (3) verschweißt oder verklebt ist.
- Schleifteller (1, 20) nach Anspruch 6, dadurch gekennzeichnet, dass der Deckel (4) an seinem Außenumfang bündig in den Stützteller eingelassen ist und in enger Passung radial mit einer Außenkante gegen eine Innenkante (14) des Stütztellers anliegt.
- Schleifteller (1, 20) nach Anspruch 6 oder 7, dadurch gekennzeichnet, dass der Deckel (4) am Innenumfang radial gegen eine nach außen weisende Kante (13) des Stütztellers (3) anliegt.
- Schleifteller (1, 20) nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass zwischen Deckel (4) und Stützteller (3) in Höhe der Stege (12) gebildete Hohlräume mit Füllkörpern (21) aus einem festen aber leichten Material ausgefüllt sind.
- Schleifteller (1, 20) nach Anspruch 9, dadurch gekennzeichnet, dass die Füllkörper (21) aus einem Kunststoffhartschaum gebildet sind.
- Schleifteller (1, 20) nach Anspruch 10, dadurch gekennzeichnet, dass der Kunststoffhartschaum als Ausschäummaterial mit fester Haftung an Deckel und Stützkörper eingelagert ist.
- Schleifteller (1, 20) nach Anspruch 11, dadurch gekennzeichnet, dass der Ausschäummaterial ein Polyurethan-Schaum ist.
- Schleifteller (1, 20) nach einem der Ansprüche 1 bis 12, dadurch gekennzeichnet, dass der Antriebsanschluss (2) zumindest ein Anschlusselement aus höherfestem Material, insbesondere Metall, umfasst, das zumindest umfangsseitig in die Stützplatte (3) eingebettet ist.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE202011109293U DE202011109293U1 (de) | 2011-12-20 | 2011-12-20 | Schleifteller |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2607018A2 true EP2607018A2 (de) | 2013-06-26 |
| EP2607018A3 EP2607018A3 (de) | 2015-12-16 |
| EP2607018B1 EP2607018B1 (de) | 2018-07-11 |
Family
ID=47294635
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12007890.2A Active EP2607018B1 (de) | 2011-12-20 | 2012-11-23 | Schleifteller |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US9039496B2 (de) |
| EP (1) | EP2607018B1 (de) |
| DE (1) | DE202011109293U1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202013010480U1 (de) | 2013-11-21 | 2014-11-13 | Kolthoff & Co. | Schleifteller |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013106546A1 (de) * | 2013-06-24 | 2014-12-24 | C. & E. Fein Gmbh | Schleifteller für einen Oszillationsantrieb |
| EP3152002B1 (de) * | 2014-06-04 | 2021-02-24 | Paolo Baratti | Schleifwerkzeug zum bearbeiten von oberflächen |
| DE202014007186U1 (de) * | 2014-09-09 | 2015-08-27 | Kolthoff Gabrovo Eood | Werkzeug zur Oberflächenfeinbearbeitung |
| US20160279759A1 (en) * | 2015-03-24 | 2016-09-29 | Full Circle International, Inc. | Hand sander vacuum adapter |
| NL2025070B1 (en) * | 2020-03-06 | 2021-10-14 | Johannes Lagerwaard Edward | Floor sanding device, floor treatment plate and method for sanding a floor |
| US20210316415A1 (en) * | 2020-04-09 | 2021-10-14 | Acme United Corporation | Sanding tool attachment |
| EP4056316A1 (de) * | 2021-03-08 | 2022-09-14 | Andrea Valentini | Stützunterlage für ein handgeführtes polier- oder schleifelektrowerkzeug |
| EP4063069B1 (de) * | 2021-03-23 | 2022-12-07 | Andrea Valentini | Zur lösbaren befestigung an eine handpolier- oder -schleifwerkzeugmaschine angepasster, plattenartiger stützteller |
| USD1021596S1 (en) * | 2024-01-04 | 2024-04-09 | Ningbo Deyan Technology Co., Ltd. | Grinding disc |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202009000880U1 (de) | 2009-01-23 | 2009-07-09 | Kolthoff & Co., Flüelen | Schleifteller |
| DE102010012007A1 (de) | 2010-03-15 | 2011-09-15 | C. & E. Fein Gmbh | Schleifplatte |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1778470A (en) * | 1928-11-16 | 1930-10-14 | Stratmore Company | Surfacing apparatus |
| US1946355A (en) * | 1930-06-16 | 1934-02-06 | Pittsburgh Plate Glass Co | Plate glass polishing block |
| US2119738A (en) * | 1937-03-08 | 1938-06-07 | Harry W Dempsey | Abrading apparatus |
| US2993311A (en) * | 1959-07-20 | 1961-07-25 | Stanley Works | Rotatable disc sander and the like |
| GB1157336A (en) * | 1966-10-21 | 1969-07-09 | Miksa Marton | Improvements in relation to Disc Sanders and a Mounting Member Therefor |
| IT1044620B (it) * | 1975-09-04 | 1980-04-21 | Urso Giuseppe D | Utensile smerigliatore con foglio di tela o carta abrasiva amovibile con faccia e spigolo attivi relativo foglio di tela o carta abrasiva e procedimento per la produzione e l assemblaggio di tale utensile |
| US4058936A (en) * | 1976-01-20 | 1977-11-22 | Miksa Marton | Vacuum sander |
| US4138804A (en) * | 1976-11-05 | 1979-02-13 | Minnesota Mining And Manufacturing Company | Machine head assembly and torque-transmitting device incorporated in the same |
| FR2448419A1 (fr) * | 1979-02-09 | 1980-09-05 | Peugeot Aciers Et Outillage | Dispositif de support pour disques abrasifs utilises dans une ponceuse circulaire a aspiration de poussieres |
| US5609516A (en) * | 1995-09-25 | 1997-03-11 | Courson; Michael W. | Rotating abrader with polygonal pad and dust evacuation |
| DE19820873A1 (de) * | 1998-05-09 | 1999-11-11 | Bosch Gmbh Robert | Elektrohandwerkzeugmaschine, insbesondere Handschleifmaschine |
| DE19964213C2 (de) * | 1999-07-29 | 2001-10-18 | Jobra Metall Gmbh | Aufnahmewalze für Schleif- und Polierkörper |
| DE10126675A1 (de) * | 2001-06-01 | 2002-12-05 | Bosch Gmbh Robert | Elektrohandschleifmaschine, insbesondere Exzenterschleifer |
| US20040053569A1 (en) * | 2002-09-12 | 2004-03-18 | Keno Chang Enterprise Co., Ltd. | Buffing disc for cleaning hubs |
| US20050090191A1 (en) * | 2003-10-22 | 2005-04-28 | Sun Yung Y. | Pneumatic handheld grinding apparatus |
| US7108593B2 (en) * | 2003-11-03 | 2006-09-19 | Wmh Tool Group, Inc. | Power tool adjustable handle assembly |
| DE102004047808A1 (de) * | 2004-09-29 | 2006-03-30 | Robert Bosch Gmbh | Schleifhandwerkzeugmaschine, insbesondere Akkuschleifhandwerkzeugmaschine |
| US7357701B2 (en) * | 2005-04-07 | 2008-04-15 | Dan Gautier | Water driven rotary tool |
| US8302243B2 (en) * | 2009-08-18 | 2012-11-06 | S.C. Johnson & Son, Inc. | Multi-layer surface treatment pad for motorized device |
| CN102107386B (zh) * | 2009-12-28 | 2014-01-01 | 泉峰(中国)贸易有限公司 | 砂光机 |
-
2011
- 2011-12-20 DE DE202011109293U patent/DE202011109293U1/de not_active Expired - Lifetime
-
2012
- 2012-11-23 EP EP12007890.2A patent/EP2607018B1/de active Active
- 2012-12-18 US US13/717,735 patent/US9039496B2/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202009000880U1 (de) | 2009-01-23 | 2009-07-09 | Kolthoff & Co., Flüelen | Schleifteller |
| DE102010012007A1 (de) | 2010-03-15 | 2011-09-15 | C. & E. Fein Gmbh | Schleifplatte |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202013010480U1 (de) | 2013-11-21 | 2014-11-13 | Kolthoff & Co. | Schleifteller |
| EP2875900A1 (de) | 2013-11-21 | 2015-05-27 | Kolthoff & Co. | Schleifteller |
Also Published As
| Publication number | Publication date |
|---|---|
| US9039496B2 (en) | 2015-05-26 |
| US20130157552A1 (en) | 2013-06-20 |
| EP2607018A3 (de) | 2015-12-16 |
| DE202011109293U1 (de) | 2012-12-05 |
| EP2607018B1 (de) | 2018-07-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2607018B1 (de) | Schleifteller | |
| DE3542635C1 (de) | Siebbauteil fuer Systemsiebboeden | |
| EP1928633B2 (de) | Trägerkörper für ein rotierendes schleif- bzw. schneidwerkzeug sowie daraus hergestelltes schleif- bzw. schneidwerkzeug | |
| DE102006051867A1 (de) | Aus faserverstärktem Kunststoff gewickeltes Rad und Verfahren zu seiner Herstellung | |
| DE112010003218T5 (de) | Wind- oder Gezeitenturbinenblatt mit einer Befestigungsanordnung | |
| DE102011009892A1 (de) | Kraftfahrzeugbauteil und Verfahren zur Herstellung des Kraftfahrzeugbauteils | |
| EP2875900B1 (de) | Schleifteller | |
| DE10155312C2 (de) | Verfahren zum Verbinden zweier Werkstücke | |
| DE3716070C2 (de) | ||
| DE102018109501A1 (de) | Bewehrung von 3D-gedruckten Betonkörpern | |
| DE102016012534A1 (de) | System und Verfahren zum Herstellen von Bauteilen aus faserverstärktem Kunststoff | |
| EP3701157B1 (de) | Halbzeug für das herstellen eines faserverstärkten, ein befestigungsloch oder einen befestigungsvorsprung aufweisenden verbundelements, verbundelement und verfahren zum herstellen eines verbundelements | |
| EP2100692B1 (de) | Bearbeitungsvorrichtung mit Grundkörper aus Beton | |
| DE102011121639B4 (de) | Rotationssymmetrisches Strukturelement in Gitterkonstruktion und Verfahren zu dessen Herstellung | |
| EP2480444B1 (de) | Kraftfahrzeug mit miteinander verbundenen aussenhautbauteilen sowie ein verfahren zur verbindung von aussenhautbauteilen | |
| DE102017211625B4 (de) | Verfahren zur Herstellung einer Lagerbuchse, Lagerbuchse sowie Lenker für eine Radaufhängung eines Kraftfahrzeuges | |
| DE1629213A1 (de) | Fluegelrad fuer Ventilatoren und Verfahren zu seiner Herstellung | |
| EP2431533A2 (de) | Schachtdeckel | |
| DE4431952A1 (de) | Bohrschablone | |
| DE102004048472B4 (de) | Spindel in gewichtsreduzierter Bauweise, Bettschlitten und Verfahren zum Herstellen eines Schlittens einer Werkzeugmaschine | |
| DE102019121824B4 (de) | Vorrichtung für einen Walzenkörper einer Rotationswalze und Verfahren zum Herstellen sowie Druckwalzenadapter und Druckwalze | |
| DE19920651B4 (de) | Rotierendes Maschinen-Schleifwerkzeug | |
| DE3506007C1 (de) | Scheibenrad,insbesondere fuer Schienenfahrzeuge,und Verfahren zu dessen Herstellung | |
| WO2021043938A1 (de) | Laufrad für ein fahrrad | |
| DE102010026971B4 (de) | Rotationssymmetrisches Werkzeug, insbesondere Schleifwerkzeug |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: KOLTHOFF GABROVO EOOD |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B24D 9/08 20060101AFI20151112BHEP Ipc: B24D 13/14 20060101ALI20151112BHEP Ipc: B24D 13/20 20060101ALI20151112BHEP |
|
| 17P | Request for examination filed |
Effective date: 20160205 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| 17Q | First examination report despatched |
Effective date: 20170822 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| INTG | Intention to grant announced |
Effective date: 20180411 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1016395 Country of ref document: AT Kind code of ref document: T Effective date: 20180715 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502012013002 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20180711 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180711 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181011 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180711 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181111 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180711 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180711 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180711 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181011 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181012 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180711 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180711 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180711 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180711 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180711 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502012013002 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180711 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180711 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180711 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180711 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180711 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180711 |
|
| 26N | No opposition filed |
Effective date: 20190412 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180711 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181123 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20181130 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180711 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181130 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181130 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1016395 Country of ref document: AT Kind code of ref document: T Effective date: 20181123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180711 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180711 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180711 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180711 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180711 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20121123 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20231124 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20231107 Year of fee payment: 12 Ref country code: FR Payment date: 20231120 Year of fee payment: 12 Ref country code: DE Payment date: 20230814 Year of fee payment: 12 |