EP2582475B1 - Tube pour échangeur de chaleur et son procédé de fabrication - Google Patents
Tube pour échangeur de chaleur et son procédé de fabrication Download PDFInfo
- Publication number
- EP2582475B1 EP2582475B1 EP11726635.3A EP11726635A EP2582475B1 EP 2582475 B1 EP2582475 B1 EP 2582475B1 EP 11726635 A EP11726635 A EP 11726635A EP 2582475 B1 EP2582475 B1 EP 2582475B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tube
- expansion
- expansion tool
- heat exchanger
- tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title description 2
- 238000000034 method Methods 0.000 claims description 20
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 238000005219 brazing Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000004075 alteration Effects 0.000 description 1
- 239000012809 cooling fluid Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/02—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers
- B21D53/08—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers of both metal tubes and sheet metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D39/00—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders
- B21D39/06—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders of tubes in openings, e.g. rolling-in
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D41/00—Application of procedures in order to alter the diameter of tube ends
- B21D41/02—Enlarging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/02—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers
- B21D53/08—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers of both metal tubes and sheet metal
- B21D53/085—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers of both metal tubes and sheet metal with fins places on zig-zag tubes or parallel tubes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4935—Heat exchanger or boiler making
- Y10T29/49361—Tube inside tube
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4935—Heat exchanger or boiler making
- Y10T29/49377—Tube with heat transfer means
- Y10T29/49378—Finned tube
Definitions
- the present invention relates to a method of forming a tube for a heat exchanger according to the features of the preamble of claim 1.
- Such a method is for example disclosed in US-A-4720902 .
- the subject matter disclosed herein relates to heat exchangers. More specifically, the subject disclosure relates to tubular coils for heat exchangers.
- a heat exchanger typically includes two or more containment forms, such as tubes, through which a cooling fluid is circulated.
- the heat exchanger also includes a plurality of fins extending between the tubes which facilitate thermal energy transfer between the tubes and the surrounding air.
- each tube is expanded to provide an interference fit between the tube and adjacent fins.
- ends of adjacent tubes are connected to each other via a return bend section of tubing forming a labyrinthian coil.
- the end of the tube is belled (or increased in diameter) allowing the return bend to be received in the end of the tube.
- the end of the tube is flared to capture braze material when brazing the tube to the return bend.
- a tool is inserted into the tube which includes a form for the expansion, or bullet, at a first end and dies to produce the bell and flare shapes at a second end.
- the expanded shape is produced along the length, and finally the bell and flare are produced at the end of the tube.
- This expansion method presents a problem for tubes with relatively low buckling limits, for example, tubes formed from aluminum.
- Aluminum tubes are typically thicker-walled than steel or cooper tubes, thus a higher force is required for the expansion process.
- US 4876779 discloses a method of manufacture of a tube for a heat exchanger using an expanding/belling station with separate beller tools and expander tools.
- a method of forming a tube for a heat exchanger includes advancing an expansion tool into a tube a first time and engaging a bullet of the expansion tool with the tube to expand the tube diametrically at least partially along a length of the tube to form an interference fit of the tube with fins of the heat exchanger.
- the expansion tool is at least partially retracted from the tube.
- the expansion tool is advanced into the tube one or more subsequent times and once the expansion of the tube by the bullet is complete, a stroke of the expansion tool is continued, thereby engaging a bell tool portion of the expansion tool with a tube end of the tube to further expand the tube end in order for the tube end to receive a return bend.
- a method of assembling a heat exchanger includes providing a plurality of fins and locating one or more tubes in proximity to the plurality of fins.
- the tubes are formed using a method as described above.
- the heat exchanger 10 includes a plurality of heat exchanger tubes 12, which fit to a plurality of fins 14 to transfer thermal energy between a flow 16 passing through the fins 14 and the tubes.
- Each tube 12 has a tube end 18, which is joined to a return bend 20 to form a labyrinth coil 22.
- an expansion tool 22 is driven into the tube 12 to expand the tube 12 diametrically along a tube length 24 to force an interference fit with the fins 14 thereby better facilitating thermal energy transfer. Further, the expansion tool 22 is utilized to bell and flare the tube end 18 to receive the return bend 20. Illustrated in FIGs. 2-3 is an improved method for expanding, belling and flaring the tube end 18 for the heat exchanger 10. Referring to FIG. 2 , in an initial stroke of the expansion tool 22 into the tube 12, the tube 12 is expanded to an interference fit with the fins 14 by a bullet 26. Once the expansion of the tube 12 is complete, the expansion tool 22 retracts along the tube 12. It is to be appreciated that while in the embodiment of FIG.
- expansion of the tube 12 is achieved in a single stroke of the expansion tool 22, it is to be appreciated that additional, multiple strokes of the expansion may be utilized to achieve the desired expansion.
- a first stroke of the expansion tool 22 may extend to about one half of the tube length 24, resulting in expansion of about one half of the tube 12.
- An additional stroke is then utilized to expand the remaining portion of the tube length 24.
- a flare tool portion 30 engages the tube end 18 to flare the tube end 18 outwardly.
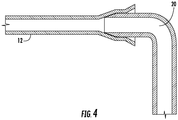
- the expansion tool 22 is withdrawn, and as shown in FIG. 4 , the return bend 20 is assembled to the tube end 18 and secured thereto by, for example, brazing.
- the bell and flare operations are performed with separate strokes of the expansion tool 22, but it is to be appreciated that, in some embodiments, the bell and flare operations may be combined into a single stroke of the expansion tool 22 if a force necessary to perform the operations does not exceed the buckling limit of the tube 12.
- Utilizing multiple strokes of the expansion tool 22 into the tube 12 to fully expand the tube 12 to a final configuration reduces the forces acting on the tube 12 due to the expansion when compared to those acting on the tube 12 in a single-stroke expansion process. Therefore, the risk of exceeding the buckling limit of the tube 12 is reduced, resulting in fewer tubes 12 which are damaged during the expansion process.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Details Of Heat-Exchange And Heat-Transfer (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Claims (7)
- Procédé de formation d'un tube pour un échangeur de chaleur (10) comprenant :un avancement d'un outil d'expansion (22) dans un tube (12) une première fois ;un engagement d'une balle (26) de l'outil d'expansion (22) avec le tube (12) pour élargir le tube (12) diamétralement au moins partiellement le long d'une longueur (24) du tube (12) pour former un ajustement avec serrage du tube (12) avec des ailettes (14) de l'échangeur de chaleur ; etune rétractation de l'outil d'expansion (22) au moins partiellement du tube (12) ;caractérisé par :un avancement de l'outil d'expansion (22) dans le tube (12) une ou plusieurs fois consécutives ; etune fois que l'expansion du tube par la balle (26) est terminée, une poursuite d'une course de l'outil d'expansion (22) et un engagement d'une partie d'outil en cloche (28) de l'outil d'expansion (22) avec une extrémité de tube (18) du tube (12) pour élargir davantage l'extrémité de tube afin que l'extrémité de tube reçoive un coude en U.
- Procédé selon la revendication 1, dans lequel l'avancement de l'outil d'expansion (22) dans le tube (12) la première fois comprend un avancement de l'outil d'expansion (22) sur toute la longueur du tube, élargissant ainsi diamétralement toute la longueur du tube.
- Procédé selon la revendication 1, dans lequel un engagement de l'outil d'expansion (22) avec le tube (12) une ou plusieurs fois consécutives entraîne l'expansion d'une extrémité de tube (18) pour recevoir un coude en U (20).
- Procédé selon la revendication 1, dans lequel un engagement de l'outil d'expansion (22) avec le tube (12) une ou plusieurs fois consécutives entraîne un évasement d'une extrémité de tube (18).
- Procédé selon la revendication 1, dans lequel une ou plusieurs fois consécutives est une fois de plus.
- Procédé selon la revendication 1, dans lequel une ou plusieurs fois consécutives est deux fois de plus.
- Procédé d'assemblage d'un échangeur de chaleur (10) comprenant :une fourniture d'une pluralité d'ailettes (14) ;un positionnement d'un ou plusieurs tubes (12) à proximité de la pluralité d'ailettes ; etune formation de l'un ou plusieurs tubes en utilisant un procédé tel que revendiqué dans une quelconque revendication précédente.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US35635510P | 2010-06-18 | 2010-06-18 | |
| PCT/US2011/040313 WO2011159678A1 (fr) | 2010-06-18 | 2011-06-14 | Tube pour échangeur de chaleur et son procédé de fabrication |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2582475A1 EP2582475A1 (fr) | 2013-04-24 |
| EP2582475B1 true EP2582475B1 (fr) | 2021-04-28 |
Family
ID=44276110
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11726635.3A Active EP2582475B1 (fr) | 2010-06-18 | 2011-06-14 | Tube pour échangeur de chaleur et son procédé de fabrication |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20130074342A1 (fr) |
| EP (1) | EP2582475B1 (fr) |
| ES (1) | ES2868373T3 (fr) |
| WO (1) | WO2011159678A1 (fr) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10882578B2 (en) * | 2018-06-13 | 2021-01-05 | Magnum Shielding Corporation | Increasing the internal pivot radii for angle-joined motorcycle handle bars |
| CN109877589A (zh) * | 2018-12-14 | 2019-06-14 | 广东龙丰精密铜管有限公司 | 一种铜毛细管变径管或管件高效高精度多功能组合工装 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2275614A (en) * | 1939-10-25 | 1942-03-10 | Babcock & Wilcox Co | Pull-type tube-expanding tool |
| US4720902A (en) * | 1986-12-22 | 1988-01-26 | Carrier Corporation | One step tension expander and method of using |
| US4876779A (en) | 1987-11-06 | 1989-10-31 | Carrier Corporation | Apparatus and method for manufacturing plate fin coils of different configurations |
| FR2710282B1 (fr) * | 1993-09-25 | 1997-01-24 | Behr Gmbh & Co | Procédé et dispositif d'élargissement de tubes métalliques de section ovale par étirage. |
| JP3410883B2 (ja) * | 1995-11-17 | 2003-05-26 | 京進工業株式会社 | 熱交換器の製造方法 |
| US6163955A (en) * | 1999-09-20 | 2000-12-26 | Tsai; Ching Yuan | Tube expanding machine |
| JP4836996B2 (ja) * | 2008-06-19 | 2011-12-14 | 三菱電機株式会社 | 熱交換器及びこの熱交換器を備えた空気調和機 |
-
2011
- 2011-06-14 EP EP11726635.3A patent/EP2582475B1/fr active Active
- 2011-06-14 WO PCT/US2011/040313 patent/WO2011159678A1/fr active Application Filing
- 2011-06-14 ES ES11726635T patent/ES2868373T3/es active Active
- 2011-06-14 US US13/641,753 patent/US20130074342A1/en not_active Abandoned
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2011159678A1 (fr) | 2011-12-22 |
| ES2868373T3 (es) | 2021-10-21 |
| US20130074342A1 (en) | 2013-03-28 |
| EP2582475A1 (fr) | 2013-04-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11359838B2 (en) | Heat exchanger and manufacturing method therefor | |
| US9566672B2 (en) | Method of manufacturing a heat exchanger | |
| US4459917A (en) | Method and apparatus for producing even tube extensions in a partially assembled heat exchanger | |
| JP5094771B2 (ja) | 熱交換器の製造方法及びその熱交換器を用いた空気調和機 | |
| US20180056370A1 (en) | Method of increasing thickness of tube and increased thickness tube | |
| US20160361749A1 (en) | Heat exchanger manufacturing method and diameter enlargement tool | |
| JP5561928B2 (ja) | 二重管式熱交換器 | |
| EP2582475B1 (fr) | Tube pour échangeur de chaleur et son procédé de fabrication | |
| CN103940284A (zh) | 换热器及其连接方法 | |
| JP5645852B2 (ja) | 管継手、熱交換器、及び熱交換器の製造方法 | |
| EP2596879A1 (fr) | Dispositif et méthode pour l'expansion de tubes | |
| US20110219814A1 (en) | Tubular heat exchanger for motor vehicle air conditioners | |
| JP6958238B2 (ja) | 熱交換器および熱交換器の製造方法 | |
| WO2014098258A2 (fr) | Procédé de fabrication d'échangeur de chaleur, dispositif pour celui-ci et climatiseur et/ou unité externe pour celui-ci équipés d'un échangeur de chaleur fabriqué à l'aide dudit procédé | |
| JP6286315B2 (ja) | 熱交換器用異形伝熱管の製造方法 | |
| US20150219405A1 (en) | Cladded brazed alloy tube for system components | |
| JP6107686B2 (ja) | フィンチューブ式熱交換器、その製造方法および空気調和機 | |
| US9555464B2 (en) | Tension expansion clamping tool block | |
| CN103286231B (zh) | 厚壁镍基合金换热管与镍基合金管板的胀接工艺 | |
| EP2771136B1 (fr) | Procédé de fabrication d'un élément tubulaire et élément tubulaire fabriqué par ledit procédé | |
| WO2018131434A1 (fr) | Outil d'expansion, dispositif d'expansion, procédé d'expansion pour tube de chauffage, et procédé de fabrication d'un échangeur de chaleur | |
| CN106679240A (zh) | 换热器和换热管 | |
| JPH0833918A (ja) | 分岐管付き金属管の製造方法および該金属管を利用した熱交換器用ヘッダー | |
| JP2004255391A (ja) | 熱交換器コア部 | |
| JP2010078200A (ja) | 熱交換器及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20121017 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20171103 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20201119 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1386530 Country of ref document: AT Kind code of ref document: T Effective date: 20210515 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602011070815 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1386530 Country of ref document: AT Kind code of ref document: T Effective date: 20210428 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2868373 Country of ref document: ES Kind code of ref document: T3 Effective date: 20211021 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210728 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210729 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210828 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210830 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210728 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602011070815 Country of ref document: DE Ref country code: CH Ref legal event code: PL |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210728 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210614 |
|
| 26N | No opposition filed |
Effective date: 20220131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210630 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210614 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210728 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210828 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20220523 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20220523 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20110614 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20230703 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20230701 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20230630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230630 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240521 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240522 Year of fee payment: 14 Ref country code: FR Payment date: 20240521 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210428 |