EP2465699A2 - Stapel bzw. Kollektion von im wesentlichen flächigen Vorprodukten sowie Verfahren zum Herstellen eines solchen Stapels bzw. einer solchen Kollektion - Google Patents
Stapel bzw. Kollektion von im wesentlichen flächigen Vorprodukten sowie Verfahren zum Herstellen eines solchen Stapels bzw. einer solchen Kollektion Download PDFInfo
- Publication number
- EP2465699A2 EP2465699A2 EP11190257A EP11190257A EP2465699A2 EP 2465699 A2 EP2465699 A2 EP 2465699A2 EP 11190257 A EP11190257 A EP 11190257A EP 11190257 A EP11190257 A EP 11190257A EP 2465699 A2 EP2465699 A2 EP 2465699A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- stack
- adhesive
- precursors
- collection
- precursor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42F—SHEETS TEMPORARILY ATTACHED TOGETHER; FILING APPLIANCES; FILE CARDS; INDEXING
- B42F1/00—Sheets temporarily attached together without perforating; Means therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F13/00—Common details of rotary presses or machines
- B41F13/54—Auxiliary folding, cutting, collecting or depositing of sheets or webs
- B41F13/64—Collecting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F13/00—Common details of rotary presses or machines
- B41F13/54—Auxiliary folding, cutting, collecting or depositing of sheets or webs
- B41F13/70—Depositing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D13/00—Loose leaves modified for binding; Inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/003—Delivering or advancing articles from machines; Advancing articles to or into piles by grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H37/00—Article or web delivery apparatus incorporating devices for performing specified auxiliary operations
- B65H37/04—Article or web delivery apparatus incorporating devices for performing specified auxiliary operations for securing together articles or webs, e.g. by adhesive, stitching or stapling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H39/00—Associating, collating, or gathering articles or webs
- B65H39/02—Associating,collating or gathering articles from several sources
- B65H39/04—Associating,collating or gathering articles from several sources from piles
- B65H39/043—Associating,collating or gathering articles from several sources from piles the piles being disposed in juxtaposed carriers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H39/00—Associating, collating, or gathering articles or webs
- B65H39/02—Associating,collating or gathering articles from several sources
- B65H39/04—Associating,collating or gathering articles from several sources from piles
- B65H39/055—Associating,collating or gathering articles from several sources from piles by collecting in juxtaposed carriers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/30—Opening devices for folded sheets or signatures
- B65H5/308—Opening devices for folded sheets or signatures the folded sheets or signatures travelling in hanging position
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42B—PERMANENTLY ATTACHING TOGETHER SHEETS, QUIRES OR SIGNATURES OR PERMANENTLY ATTACHING OBJECTS THERETO
- B42B5/00—Permanently attaching together sheets, quires or signatures otherwise than by stitching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42C—BOOKBINDING
- B42C1/00—Collating or gathering sheets combined with processes for permanently attaching together sheets or signatures or for interposing inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42C—BOOKBINDING
- B42C9/00—Applying glue or adhesive peculiar to bookbinding
- B42C9/0081—Applying glue or adhesive peculiar to bookbinding applying adhesive to individual sheets for binding them together
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42F—SHEETS TEMPORARILY ATTACHED TOGETHER; FILING APPLIANCES; FILE CARDS; INDEXING
- B42F5/00—Sheets and objects temporarily attached together; Means therefor; Albums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/43—Gathering; Associating; Assembling
- B65H2301/431—Features with regard to the collection, nature, sequence and/or the making thereof
- B65H2301/4317—Signatures, i.e. involving folded main product or jacket
- B65H2301/43171—Inserting subproducts in a signature as main product
- B65H2301/431711—Inserting subproducts in a signature as main product the subproduct being inserted in a direction substantially perpendicular to the fold of the main product
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/18—Form of handled article or web
- B65H2701/182—Piled package
- B65H2701/1822—Juxtaposed stacks
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/14—Layer or component removable to expose adhesive
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/2419—Fold at edge
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24777—Edge feature
- Y10T428/24793—Comprising discontinuous or differential impregnation or bond
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/24826—Spot bonds connect components
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/24851—Intermediate layer is discontinuous or differential
- Y10T428/2486—Intermediate layer is discontinuous or differential with outer strippable or release layer
Definitions
- the present invention relates to the field of post-press processing. It relates to a stack or a collection of substantially flat precursors according to the preamble of claim 1. It further relates to a method for producing such a stack or such a collection.
- advertising materials such as brochures, flyers, catalogs, leaflets, direct mail, but also samples, CDs, etc. are being distributed directly by special service providers.
- advertising materials from different providers are often combined and distributed together in order to keep distribution costs low.
- the jointly distributed advertising or preliminary products then form a stack of loosely superimposed (individual) individual copies or a collection of contiguous individual copies, which must be assembled, for example, from the distributor in each case at the place of delivery by hand.
- this type of compilation is time-consuming and error-prone, so that in the formed stacks or collections either certain advertising materials are included multiple times or missing completely.
- Under stacks are understood here basically compilations of precursors, which are superimposed and held together by gravity. If the precursors are oriented in a different spatial orientation, for example vertically to one another, they are also referred to here as a collection. The invention relates to such different types of compilations of precursors.
- the stack of precursors are formed in a central location and then fed to the distribution, as for example in the WO2010 / 051651 A2 the applicant is disclosed.
- slippage of the precursors within a stack or mixing of stacks may easily occur during distribution unless special precautions are taken to hold the individual stacks together and separate them from one another.
- the stack formed from the advertising means or precursors with a welded film wrapping in order to hold the stack together and delimit it from other stacks.
- additional packaging of the stacks simplifies the distribution considerably, but causes a relevant additional expense and is possibly undesirable from an environmental point of view.
- the most sealed foil bags from the end user are only cumbersome to open and the overall impression depending on the material is not particularly aesthetic.
- the stacks can also be tied or otherwise bundled, for example by means of an envelope.
- a wrapper as for example from the publication CH 461 248 is known.
- this largely results in the same disadvantages as mentioned above.
- adhesive bonding methods are used, for example, where (folded) partial products are collected by superimposing them (see, for example, US Pat EP 0 409 770 A2 the applicant) or where individual supplements are inserted in a newspaper or a comparable printed product and fixed there (see, eg, the EP 1 780 035 A2 the applicant).
- the stack or the collection of substantially flat precursors according to the invention comprises three or more precursors, which are arranged directly above one another in the stack or in the collection immediately adjacent to each other and releasably connected to each other, and of which at least one is a precursor which a Has folded edge. They are characterized in that adhesive regions which are in contact with both neighboring precursors are provided for detachable connection between adjacent precursors.
- the adhesive areas are formed as local adhesive dots and / or local adhesive beads and / or double-sided adhesive elements.
- the adhesive areas or adhesive spots or adhesive beads have been applied by means of a dispensing device.
- a dispensing device Such Dispensiervoriquesen that apply the adhesive with pressure and / or temperature support out of a nozzle, are known from the prior art.
- the adhesive areas can also be applied by rolling or by printing using a suitable printing device.
- the adhesive areas or adhesive dots or adhesive beads contain an adhesive that allows a later separation of the interconnected precursors without damaging these precursors.
- adhesives are widely known in the art.
- adhesive elements or adhesive areas can be used which have locally different release properties.
- a further embodiment is characterized in that the precursors have excellent edges that the precursors in the stack or in the collection so one above the other or arranged side by side, that the excellent edges of the precursors in the stack or in the collection form a common edge, and that the adhesive areas or adhesive beads or adhesive beads are arranged distributed along and near the common edge.
- the folded edges of folded precursors form such excellent edges, which substantially facilitate the connection of the precursors to a readily manageable unit.
- the individual precursors of the stack are different in format and / or thickness and / or product type.
- the precursors can also be all the same in special cases.
- At least one of the precursors is a printed product.
- the inventive method for producing a stack or a collection is characterized in that in a first step, a first precursor is provided that is provided in a second step, the provided first precursor on at least one side at predetermined locations with adhesive areas that in a third step, at least one second precursor is detachably connected to the first precursor by means of the applied adhesive areas, and that the steps two and three are repeated with further precursors until the desired stack or collection is assembled and interconnected.
- the precursors are preferably provided locally with the adhesive regions by means of a dispensing device.
- the adhesive areas can also be applied by rolling or by printing using a suitable printing device.
- the adhesive areas are applied as adhesive dots and / or adhesive beads and / or adhesive elements.
- an adhesive is advantageously used, which allows a later separation of the interconnected precursors without damaging these precursors.
- the adhesive regions can be applied with an adhesive in such a way that the adhesive subsequently dissolves only on one predetermined side during the later separation of the stack into the individual precursors or the adhesive region remains completely on only one of the two precursors, while the other precursor is free of adhesive is. But it is also conceivable that divide the adhesive areas during separation and on each of the two precursors a part of it remains.
- a confectioning device for confectioning of the stack or collections a confectioning device can be used, which is designed in the manner of a circulating transport device, being provided on the overhead Hinlauf successive, oblique compartments available and fed to feeders from the corresponding pre-product stocks the Introduce precursors for stacking successively in the desired order in the compartments, and wherein between two stations in each case the adhesive areas are applied to the respective upper precursor.
- Comparable devices for stacking or packaging are from the publications WO 2010051651 and WO 2010051650
- the compiled stacks or collections of the precursors bonded to one another are respectively inserted into another preliminary product, in particular printed product, as is comparable in the document WO 2009143645
- the compiled stacks or collections of the interconnected interconnected precursors are first cached, and the cached stack or collections are stored out at a later time and plugged into the other preliminary products. This makes it possible to manufacture the stack or for Collection of decoupled precursors from the production of other precursors, which accommodate the stack or collections to decouple.
- the stacks or collections can be wound up in a proven manner to a winding and stored as a roll, wherein the stacks or collections can be wound in the form of a scale flow or at a distance from each other to the winding.
- Corresponding winding methods and devices are in the documents EP 1 252 083 and EP 1 494 949 the applicant.
- Fig. 1 shows in a simplified exploded view several prepared for inventive collection, folded precursors 11-14, which are provided according to an embodiment of the invention with adhesive dots 15, 16 and / or adhesive beads 17, 18 (dashed) before connecting to a stack (10 in Fig. 2 ).
- the precursors 11-14 shown in the example are all of the same type but with different formats. They are all folded along a folded edge 11a-14a and here are the same thickness.
- the uppermost precursor 11 has a smaller format than the other precursors 12-14, which all have the same larger format.
- individual of the preliminary products may be a card, a leaflet or a CD or a sample, or the like.
- the individual precursors 11-14 are aligned relative to one another with a selected edge, which in the present example is preferably the folded edge 11a-14a of the precursors 11-14, so that the stack 10 is uniform overall Edge forms at which the stack 10 in the context of further treatment or handling well and safely can be taken. This is particularly advantageous if the precursors differ greatly in their format.
- connection of the precursors 11-14 to the stable stack 10 is achieved by local application of a suitable adhesive in the form of one or more adhesive dots 15, 16 and / or adhesive beads 17, 18 (in FIG Fig. 1 dashed lines) by means of a corresponding dispensing device (19, 20 in Fig. 3 ) causes.
- Adhesive dots 15, 16 arise above all when the dispensing devices 19, 20 are essentially at rest relative to the precursor during the application of adhesive. If, on the other hand, the precursor is moved with sufficient speed when the adhesive is applied relative to the dispensing devices 19, 20, elongate adhesive beads 17, 18 result which, depending on the direction of movement, can be aligned parallel, transversely or obliquely to the folded edge 11a-14a.
- the adhesive beads 17, 18 instead of the adhesive beads 17, 18 apply a series of successive adhesive dots when the dispensers 19, 20 are alternately up and controlled during movement, or to produce a bead of adhesive by movement of the dispensing devices 19, 20.
- the application of the adhesive is preferably carried out in the immediate vicinity of the selected edges in order to achieve the lowest possible optical disturbance of the precursors after their subsequent separation.
- the glue can - as in Fig. 1 shown - each applied to only one side of a precursor, this page always has the same orientation. If the application of adhesive begins on the preliminary product 14 which lies at the bottom of the stack, the uppermost precursor 11 of the stack can remain without adhesive application in this type of application. But it is also conceivable to provide individual precursors on both sides with adhesive. It is essential that a total of between each two adjacent precursors of the stack always an adhesive order is present.
- the procedure is different. If the adhesive is a hot melt or hot melt adhesive, the precursors in the stack must be merged before the adhesive cools. If the adhesive is a contact adhesive, it is applied on both sides and the precursors are later pressed together briefly. But it can also be used PUR adhesive, as they are used in bookbinding application. Furthermore, various types of 1-component adhesive or 2-component adhesive can be used. Within the scope of the invention, however, it is also conceivable to use and apply double-sided adhesive film or film pieces as adhesive regions for joining adjacent precursors in the manner of a double-sided adhesive tape ("adhesive elements" in the form of an adhesive tape section, point, ring or other geometry). , which are fed for example on a carrier tape, detached from the carrier tape and then applied.
- adhesive elements in the form of an adhesive tape section, point, ring or other geometry
- Particularly advantageous are those adhesives that enable a later release of the precursors of each other without damaging the precursors involved. In this way, it can be ensured that the external appearance, which is particularly important for printed products, is not or only insignificantly impaired by the bonding.
- the adhesiveness especially when using a double-sided adhesive element, can be selectively selected depending on the page, so that the adhesive area on a precursor separates (in particular on the respective upper side of a FIG. 2 shown precursor, ie on the cover sheet) and adhering to the other precursor (in FIG. 2 in the example mentioned thus on the respective top product on the back).
- the cover sheet page relevant for the respective preliminary product is unaffected by the end customer or reader when the collection is dissolved, ie without disturbing adhesive residues.
- the same can also be achieved by suitably applying an adhesive area, for example by an adhesive which has special adhesive properties depending on the temporal application (for example due to corresponding temperature fluctuations). So can procedurally by applying the adhesive area on first the upper precursor can be achieved at a temperature T 1 and then combined with a lower precursor at an adhesive temperature T 2 of this result.
- T 1 a temperature
- T 2 adhesive temperature of this result.
- each of the precursors in the stack or the collection in the context of the invention has a separate and autonomous or individual importance (including arrangement and orientation of the individual precursors).
- FIG. 2 is also visible that the collection according to the invention requires no cover and that both the top and the bottom precursor on the visible surface are free of any aids and the collection still has the desired releasable cohesion.
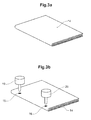
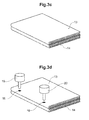
- Fig. 3 shows various steps in the connection of the precursors to a stack according to the invention.
- a first application of adhesive in the form of adhesive dots 15, 16 with the corresponding dispensing devices 19 and 20 is carried out on the upper side of this first precursor 14 ( Fig. 3b ).
- the closest precursor 13 can then be adhered to the precursor 14 and connected to it ( Fig. 3c ).
- On top of the second precursor 13 are then in turn applied in the same way adhesive dots 15, 16, which are then connected to the in Fig. 3 not shown next precursor serve.
- the sequence of steps shown is repeated for so long (see also 3e and 3f ) until the entire stack of precursors is completed.
- a different order is adhered to by the adhesive application is carried out in each case on the underside of the top of the stack placed precursor, while the top of the underlying precursor remains free of an adhesive application.
- the precursors that have been combined to form the stack 10 can themselves already have inserted additional precursors 21, as shown in FIG 3e and 3f for the precursor 12 placed on the stack as the next precursor.
- a stepwise application of the adhesive areas (including adhesive elements) or stepwise attachment of the precursors is provided as described above, in a variant of the method also a (nearly) simultaneous application to the precursors and a (approximately) simultaneous arrest of the three or more printed products are provided. This can be done for example by gathering the collection, a wide fanning out the aligned edges and introducing the adhesive areas in or between the precursors.
- FIG Fig. 6 An exemplary confectioning device 25 for connecting the precursors 11-14 to a corresponding stack 10 is shown in FIG Fig. 6 shown schematically.
- the packaging device 25 is designed in the manner of a circulating belt-like transport device. This transport device runs in Fig. 6 counterclockwise continuously. Successive sloping compartments 26 are provided on the overhead trace and are fed past feeders which, from respective precursor stocks 22a, 22b, sequentially introduce the precursors 11, 12 into the compartments 26 for stacking in the desired order, with between two Stations are each applied by means of appropriate dispensing 19 adhesive dots or adhesive areas on the respective upper precursor (for the sake of simplicity, only two of the three or more precursors 11 and 12 are shown).
- the stacks 10 are finished at the end of the trace, they are gripped by the compartments 26 associated grippers 27 and transported in the downstairs return to a removal conveyor 28 on the right edge of the image, then the stack zuhe further use ht.
- the finished in the manner described stack 10 according Fig. 2 can be further processed or further processed in a variety of ways. That's the way it is conceivable to bundle the stack 10 and / or to palletize and deliver to end users. But it is also conceivable, the stack 10 rolled up in a cache, for example, in a scaly formation to a winding or combined in a larger stack, to cache them later to save again and continue to use as part of a process of print finishing. In 4 and FIG. 5 an example of such a procedure is shown in a highly simplified form.
- the thus formed stack 10 or collections are particularly in high-speed processes (processing on the order of five, ten or more products per second) or in complex formed stacks of great advantage, especially if an exact mutual alignment of the precursors in further processing of importance or if in a further processing step there is the undesirable possibility of "mixing" the precursors of a collection with those of other collections or a situation with problematic re-separation of adjacent collections.
- Fig. 4 is assumed by already finished stacks 10.
- the finished stack 10 are transported by means of a transport device 24 in a scale flow to a known winding device and wound there to form a winding 23.
- Fig. 5 instead of a scale flow of stacks 10, the stacks 10 are wound separately from each other to form a winding 23.
- This process can be performed on newspaper printing during the day at a time when no newspaper is printed. In this way, employees and devices that are otherwise busy in newspaper printing, can be used for packing the stack.
- Fig. 7 shows a plug-in device 29, which is suitable for inserting the stack 10 in a newspaper 35 or a comparable printed product.
- the insertion device 29 comprises a rotating around a machine axis M supporting elements drum 30, in which by a provided with grippers 34 circulating conveyor 33, the newspapers 35 are introduced in a continuous order.
- the down-hanging newspapers 35 held at the seaming edge are spread open by means of an opening device 31 and kept open by inserting support elements 32 into the open newspapers 35 on further rotation in the support drum 30, so that with a subsequent feed conveyor 36, the stack 10 individual can be inserted into the open newspapers 35.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Collation Of Sheets And Webs (AREA)
- Respiratory Apparatuses And Protective Means (AREA)
Abstract
Description
- Die vorliegende Erfindung bezieht sich auf das Gebiet der Druckweiterverarbeitung. Sie betrifft einen Stapel bzw. eine Kollektion von im wesentlichen flächigen Vorprodukten gemäss dem Oberbegriff des Anspruchs 1. Sie betrifft weiterhin ein Verfahren zum Herstellen eines solchen Stapels bzw. einer solchen Kollektion.
- In der heutigen Zeit werden zunehmend als Vorprodukte vorliegende Werbemittel wie Prospekte, Flyer, Kataloge, Handzettel, Postwurfsendungen, aber auch Warenproben, CDs etc. von speziellen Dienstleistern direkt verteilt. Dabei werden häufig Werbemittel unterschiedlicher Anbieter zusammengefasst und gemeinsam verteilt, um die Verteilungskosten niedrig zu halten. Die zusammen verteilten Werbemittel beziehungsweise Vorprodukte bilden dann einen Stapel von lose aufeinanderliegenden (individuellen) Einzelexemplaren bzw. eine Kollektion von aneinanderliegenden Einzelexemplaren, die beispielsweise vom Verteiler jeweils am Ort der Abgabe von Hand zusammengestellt werden muss. Diese Art der Zusammenstellung ist jedoch zeitaufwändig und fehlerbehaftet, so dass in den gebildeten Stapeln bzw. Kollektionen entweder bestimmte Werbemittel mehrfach enthalten sind oder ganz fehlen.
- Unter Stapeln werden hier grundsätzlich Zusammenstellungen von Vorprodukten verstanden, die übereinander liegen und von der Schwerkraft zusammengehalten werden. Sind die Vorprodukte in anderer räumlicher Orientierung, z.B. vertikal aneinander liegend ausgerichtet, werden sie hier auch als Kollektion bezeichnet. Die Erfindung bezieht sich auf solche verschiedene Arten der Zusammenstellungen der Vorprodukte.
- Es ist aber auch denkbar, dass die Stapel aus den Vorprodukten an einem zentralen Ort gebildet werden und dann der Verteilung zugeführt werden, wie dies beispielsweise in der
WO2010/051651 A2 der Anmelderin offenbart ist. In diesem Fall kann es leicht während der Verteilung zum Verrutschen der Vorprodukte innerhalb eines Stapels oder zur Vermischung von Stapeln kommen, wenn nicht besondere Vorkehrungen getroffen werden, um die einzelnen Stapel zusammenzuhalten und gegeneinander abzugrenzen. - So ist es beispielsweise möglich, den gebildeten Stapel aus den Werbemitteln beziehungsweise Vorprodukten mit einer verschweissten Folien-Umhüllung zu versehen, um den Stapel zusammenzuhalten und gegenüber anderen Stapeln abzugrenzen. Eine solche zusätzliche Verpackung der Stapel vereinfacht die Verteilung erheblich, verursacht jedoch einen relevanten zusätzlichen Aufwand und ist gegebenenfalls aus ökologischer Sicht unerwünscht. Darüber hinaus sind die verschweissten Folienbeutel vom Endverbraucher nur umständlich zu öffnen und vom Gesamteindruck her je nach Material nicht besonders ästhetisch.
- Die Stapel können aber auch verschnürt oder auf andere Weise, zum Beispiel mittels eines Umschlags, gebündelt werden. So wäre es beispielsweise denkbar, den Stapel der Vorprodukte mit einem Streifband zusammenzufassen, wie es zum Beispiel aus der Druckschrift
CH 461 248 - Weiterhin ist es aus der Druckschrift
EP 0 666 186 A1 bekannt, Vorprodukte in eine gefaltete Zeitung einzustecken, die dann als Umschlag für die eingesteckten Vorprodukte fungiert und mittels eines oder mehrerer Klebestreifen anschliessend geschlossen wird (siehe auch dieWO 2007/067325 A2 ). Hierfür ist entweder die Bereitstellung einer Zeitung notwendig oder die Bereitstellung eines separaten Umschlags, der wiederum den Aufwand beträchtlich erhöht. - Schliesslich ist es bekannt (
US 5,096,176 ), einzelne Teilstapel von Blättern von anderen Teilstapeln in einem grösseren Gesamtstapel dadurch zu trennen, dass nicht-klebende Papierstreifen (Spalte 1, Zeilen 58-62) als Trennstreifen um eine Kante des jeweiligen Teilstapels gelegt werden. Hiermit soll verhindert werden, dass sich die Trennstreifen, die sonst flach zwischen zwei Teilstapel gelegt werden, verschieben. Diese Art von nicht-verbindenden Trennstreifen eignet sich nur für die Trennung innerhalb des Gesamtstapels, da die Trennstreifen sofort abfallen, wenn ein Teilstapel für sich genommen transportiert oder anderweitig einzeln gehandhabt wird. - Ein anderes Problem ergibt sich, wenn mehrere Vorprodukte als Beilagen in eine gefaltete Zeitung eingesteckt werden sollen. In der Druckschrift
DE 37 05 257 A1 der Anmelderin ist beschrieben, wie in einer Anlage zunächst die gefaltete Zeitung in entsprechende Abteile mit der Falzkante nach unten eingeführt und dort geöffnet wird, um dann mittels nachfolgend angeordneter Zuförderer nacheinander die Beilagen einzeln in die geöffnete Zeitung einzuwerfen. Die mit den Beilagen versehene Zeitung wird dann von den Greifern eines Wegförderers ergriffen und wegbefördert. Soll das Einstecken der Beilagen in Einklang mit der hohen Produktionsgeschwindigkeit der direkt aus der Rotationsdruckmaschine kommenden Zeitung erfolgen, müssen die Beilagen vorher produziert und, beispielsweise in Form von Rollen, für jede Art der Beilage separat zwischengespeichert werden, um dann beim Einstecken wieder ausgespeichert zu werden. - Eine deutliche Vereinfachung würde sich ergeben, wenn - zum Beispiel mit einer Anlage gemäss der oben genannten
W02010/051651 A2 der Anmelderin - zunächst vollständige Stapel aller für eine Zeitung vorgesehenen Beilagen bzw. Vorprodukte gebildet würden, die dann, wiederum in Form von Rollen oder dgl., zwischengespeichert und schliesslich beim Einstecken in die Zeitung ausgespeichert würden. - Eine solche Zwischenspeicherung scheitert jedoch daran, dass die zu einem Stapel zusammengestellten Beilagen bzw. Vorprodukte für sich genommen keinen ausreichenden Zusammenhalt haben, um ohne Probleme zwischengespeichert und wieder ausgespeichert zu werden.
- Auf einem gänzlich anderen technischen Gebiet, nämlich dem der Mehrfachverpackungen für Flüssigkeiten, ist eine Mehrfachverpackung vorgeschlagen worden (
EP 0 631 946 ), bei dem die einzelnen Weichpackungen mit sowohl herstellungstechnisch als auch materialmässig minimalem Aufwand zusammengehalten werden sollen. Die dort vorgeschlagene Verbindung der einzelnen Weichpackungen durch Kleberpunkte beziehungsweise Klebestellen eines Heissklebers soll völlig ausreichend für die üblichen Beanspruchungen beim Transport, der Lagerung, der Bereithaltung in den Regalen der Verkaufsgeschäfte und der Handhabung durch den Kunden sein, bis dieser die Packungen voneinander trennt. Anders als bei mehrblättrigen Druckprodukten wie zum Beispiel Broschüren, sind die Weichpackungen in sich geschlossene, eigenstabile Körper, die nicht auffächern oder umknicken oder anderweitig form-instabil werden können. Probleme bezüglich des Aufbringungsorts und der -art sowie die vorliegenden produktespezifischen Anforderungen unterscheiden sich grundsätzlich gegenüber dem hiesigen Technologiebereich der Druckweiterverarbeitung. - Dies gilt umso mehr bei Mehrfachverpackungen mit formstabilen Verpackungseinheiten, wie sie beispielsweise in der
US 3,759,373 oder derUS 3,902,992 offenbart sind. - Es ist andererseits auf dem Gebiet der Herstellung von Blöcken aus gleichartigen, gleichgrossen, einzelnen Papierbögen (Formularsätze, Notizblöcke, Haftzettel-Blöcke etc.) bekannt, die einzelnen Papierbögen untereinander durch einen Kleber zu verbinden, der entweder in zuvor randseitig durchgestanzte Löcher eingebracht wird (siehe z.B. die
DE 1 946 249 oder dieGB 2 106 033 US 2006/0065347 ). Eine solche Art der Bindung ist im Stand der Technik auf Stapel von einzelnen Papierbögen gleichen Formats und gleicher Stärke beschränkt. Ausserdem sind dort keine Lösungen für Vorprodukte mit kontinuierlich-sequentieller Verarbeitung im Rahmen der Druckweiterverarbeitung vorgesehen. - Auf dem Gebiet der Druckweiterverarbeitung werden klebende Verbindungsverfahren beispielsweise dort eingesetzt, wo (gefalzte) Teilprodukte durch Übereinanderlegen zusammengetragen werden (siehe z.B. die
EP 0 409 770 A2 der Anmelderin) oder wo einzelne Beilagen in eine Zeitung oder ein vergleichbares Druckereiprodukt eingesteckt und dort fixiert werden (siehe z.B. dieEP 1 780 035 A2 der Anmelderin). - Es ist daher eine Aufgabe der Erfindung, einen vorkonfektionierten Stapel beziehungsweise eine vorkonfektionierte Kollektion von zum Teil gefalteten flächigen Vorprodukten gleichen oder unterschiedlichen Formats anzugeben, die einfach herzustellen sind, sich im Rahmen einer Weiterverarbeitung leicht handhaben lassen und sich später ohne weiteres wieder in die einzelnen Vorprodukte zerlegen lassen. Es ist weiterhin eine Aufgabe der Erfindung, ein Verfahren zur Herstellung derartiger Stapel beziehungsweise Kollektionen anzugeben.
- Die Aufgaben werden durch die Merkmale der Ansprüche 1 und 6 gelöst.
- Der Stapel bzw. die Kollektion von im wesentlichen flächigen Vorprodukten gemäss der Erfindung umfasst drei oder mehr Vorprodukte, die im Stapel unmittelbar übereinander bzw. in der Kollektion unmittelbar nebeneinander angeordnet und lösbar miteinander verbunden sind, und von denen wenigstens eines ein Vorprodukt ist, welches eine Falzkante aufweist. Sie sind dadurch gekennzeichnet, dass zur lösbaren Verbindung zwischen benachbarten Vorprodukten jeweils mit beiden benachbarten Vorprodukten in Kontakt stehende Kleberbereiche vorgesehen sind.
- Für das Verständnis der Erfindung ist es wesentlich, dass anders als bei anderen Klebeverbindungen von Druckprodukten, diese auf die vorerwähnten Vorprodukte im Rahmen einer kontinuierlich ablaufenden Weiterverarbeitung bzw. eines logistischen Gesamtprozesses ausgerichtet ist. Diese bilden autonome fertige Einheiten sowohl hinsichtlich Inhalt als auch Format, die beim Endverbraucher wieder vereinzelt und separat weiterverwendet werden. Anders als z.B. beim Buchbinden sind die Vorprodukte somit nicht aufeinander abgestimmt und wurden im Stand der Technik bisher vollständig einzeln im Rahmen der Weiterverarbeitung gehandhabt.
- Gemäss einer Ausgestaltung der Erfindung sind die Kleberbereiche als lokale Kleberpunkte und/oder lokale Kleberraupen und/oder doppelseitig ausgebildete Klebeelemente ausgebildet.
- Insbesondere sind die Kleberbereiche bzw. Kleberpunkte oder Kleberraupen mittels einer Dispensiervorrichtung aufgetragen worden. Derartige Dispensiervorrichtungen, die den Kleber mit Druck- und/oder Temperaturunterstützung aus einer Düse heraus auftragen, sind aus dem Stand der Technik bekannt. Die Kleberbereiche können auch durch Rollen oder durch Aufdrucken mittels einer geeigneten Druckvorrichtung aufgetragen werden.
- Eine andere Ausgestaltung ist dadurch gekennzeichnet, dass die Kleberbereiche bzw. Kleberpunkte oder Kleberraupen einen Kleber enthalten, der ein späteres Trennen der miteinander verbundenen Vorprodukte ohne Beschädigung dieser Vorprodukte ermöglicht. Derartige Kleber sind aus dem Stand der Technik vielfach bekannt. Weiterhin können Klebeelemente oder Klebebereiche eingesetzt werden, die örtlich unterschiedliche Ablöseeigenschaften aufweisen.
- Eine weitere Ausgestaltung ist dadurch gekennzeichnet, dass die Vorprodukte ausgezeichnete Kanten aufweisen, dass die Vorprodukte im Stapel bzw. in der Kollektion so übereinander bzw. nebeneinander angeordnet sind, dass die ausgezeichneten Kanten der Vorprodukte im Stapel bzw. in der Kollektion eine gemeinsame Kante bilden, und dass die Kleberbereiche bzw. Kleberpunkte oder Kleberraupen entlang und nahe der gemeinsamen Kante verteilt angeordnet sind. Insbesondere bilden die Falzkanten von gefalzten Vorprodukten derartige ausgezeichnete Kanten, die das Verbinden der Vorprodukte zu einer gut handhabbaren Einheit wesentlich erleichtern.
- Insbesondere sind die einzelnen Vorprodukte des Stapels im Format und/oder in der Dicke und/oder in der Produktart unterschiedlich. Die Vorprodukte können in speziellen Fällen aber auch alle gleich sein.
- Weiterhin ist insbesondere wenigstens eines der Vorprodukte ein Druckprodukt.
- Das erfindungsgemässe Verfahren zum Herstellen eines Stapels bzw. einer Kollektion ist dadurch gekennzeichnet, dass in einem ersten Schritt ein erstes Vorprodukt bereitgestellt wird, dass in einem zweiten Schritt das bereitgestellte erste Vorprodukt auf wenigstens einer Seite an vorbestimmten Stellen mit Kleberbereichen versehen wird, dass in einem dritten Schritt wenigstens ein zweites Vorprodukt mit dem ersten Vorprodukt mittels der aufgebrachten Kleberbereiche lösbar verbunden wird, und dass die Schritte zwei und drei mit weiteren Vorprodukten wiederholt werden, bis der gewünschte Stapel bzw. die gewünschte Kollektion zusammengestellt und untereinander verbunden ist.
- Vorzugsweise werden die Vorprodukte jeweils mittels einer Dispensiervorrichtung lokal mit den Kleberbereichen versehen. Die Kleberbereiche können auch durch Rollen oder durch Aufdrucken mittels einer geeigneten Druckvorrichtung aufgetragen werden.
- Insbesondere werden die Kleberbereiche als Kleberpunkte und/oder Kleberraupen und/oder Klebeelemente aufgebracht.
- Dabei wird mit Vorteil ein Kleber verwendet, der ein späteres Trennen der miteinander verbundenen Vorprodukte ohne Beschädigung dieser Vorprodukte ermöglicht.
- Insbesondere können die Kleberbereiche derartig mit einem Kleber aufgebracht werden, dass sich beim späteren Trennen des Stapels in die einzelnen Vorprodukte der Kleber nur auf einer vorbestimmten Seite löst bzw. der Kleberbereich nur auf einem der beiden Vorprodukte vollständig zurückbleibt, während das andere Vorprodukt frei von Kleber ist. Es ist aber auch denkbar, dass sich die Kleberbereiche beim Trennen aufteilen und auf jedem der beiden Vorprodukte ein Teil davon verbleibt.
- Insbesondere kann zur Konfektionierung der Stapel bzw. Kollektionen eine Konfektionierungsvorrichtung verwendet werden, die nach Art einer umlaufenden Transportvorrichtung ausgebildet ist, wobei auf dem oben liegenden Hinlauf aufeinanderfolgende, schräg stehende Abteile zur Verfügung gestellt und an Zuförderern vorbeigeführt werden, die aus entsprechenden Vorprodukt-Vorräten die Vorprodukte zur Stapelbildung nacheinander in der gewünschten Reihenfolge in die Abteile einbringen, und wobei zwischen zwei Stationen jeweils die Kleberbereiche auf das jeweils obere Vorprodukt aufgebracht werden. Vergleichbare Vorrichtungen zur Stapelbildung bzw. -Konfektionierung sind aus den Druckschriften
WO 2010051651 undWO 2010051650 der Anmelderin bekannt.Gemäss einer Weiterbildung des erfindungsgemässen Verfahrens werden die zusammengestellten Stapel bzw. Kollektionen der untereinander klebend verbundenen Vorprodukte jeweils in ein weiteres Vorprodukt, insbesondere Druckprodukt, eingesteckt, wie dies vergleichbar in der DruckschriftWO 2009143645 der Anmelderin beschrieben ist.Dabei ist es vorteilhaft, wenn die zusammengestellten Stapel bzw. Kollektionen der untereinander klebend verbundenen Vorprodukte zunächst zwischengespeichert werden, und die zwischengespeicherten Stapel bzw. Kollektionen zu einem späteren Zeitpunkt ausgespeichert und in die weiteren Vorprodukte eingesteckt werden. Hierdurch ist es möglich, die Herstellung der zum Stapel beziehungsweise zur Kollektion zusammengestellten Vorprodukte von der Herstellung der weiteren Vorprodukte, welche die Stapel beziehungsweise Kollektionen aufnehmen, zu entkoppeln. - Insbesondere können die Stapel bzw. Kollektionen auf bewährte Weise zu einem Wickel aufgewickelt und als Wickel zwischengespeichert werden, wobei die Stapel bzw. Kollektionen in Form eines Schuppenstroms oder mit Abstand voneinander zu dem Wickel aufgewickelt werden können. Entsprechende Wickelverfahren und -vorrichtungen sind in den Druckschriften
EP 1 252 083 undEP 1 494 949 der Anmelderin beschrieben.KURZE ERLÄUTERUNG DER FIGUREN - Die Erfindung soll nachfolgend anhand von Ausführungsbeispielen im Zusammenhang mit den Zeichnungen näher erläutert werden. Es zeigen:
- Fig. 1
- in einer vereinfachten Explosionsdarstellung mehrere zum erfindungsgemässen Kollektionieren vorbereitete, gefaltete Vorprodukte, die gemäss einem Ausführungsbeispiel der Erfindung mit Kleberpunkten beziehungsweise Kleberraupen versehen sind, vor dem Verbinden des Stapels;
- Fig. 2
- in einer Seitenansicht den verbundenen Stapel gemäss
Fig. 1 ; - Fig. 3
- einzelne Schritte (
Fig. 3a-f ) beim Vorbereiten und Verbinden des Stapels gemässFig. 2 ; - Fig. 4
- eine schematische Darstellung einer ersten Vorrichtung zur Zwischenspeicherung der erfindungsgemässen Stapel;
- Fig. 5
- eine schematische Darstellung einer zweiten Vorrichtung zur Zwischenspeicherung der erfindungsgemässen Stapel;
- Fig. 6
- eine schematische Darstellung einer Konfektionierungsvorrichtung zum Konfektionieren der Stapel nach der Erfindung; und
- Fig. 7
- eine schematische Darstellung einer Einsteckvorrichtung zum Einstecken der erfindungsgemässen Stapel in eine Zeitung oder dgl.
-
Fig. 1 zeigt in einer vereinfachten Explosionsdarstellung mehrere zum erfindungsgemässen Kollektionieren vorbereitete, gefaltete Vorprodukte 11-14, die gemäss einem Ausführungsbeispiel der Erfindung mit Kleberpunkten 15, 16 und/oder Kleberraupen 17, 18 (gestrichelt) versehen sind, vor dem Verbinden zu einem Stapel (10 inFig. 2 ). Die im Beispiel gezeigten Vorprodukte 11-14 sind der Einfachheit halber alle als von derselben Art, jedoch mit unterschiedlichen Formaten, dargestellt. Sie sind alle entlang einer Falzkante 11a-14a gefaltet und hier gleich dick. Das oberste Vorprodukt 11 hat ein kleineres Format als die übrigen Vorprodukte 12-14, die alle dasselbe grössere Format aufweisen. Es versteht sich von selbst, dass sich die Vorprodukte nicht nur alle im Format unterscheiden können, sondern auch von unterschiedlicher Art und Dicke und aus unterschiedlichem Material sein können. So können einzelne der Vorprodukte eine Karte sein, ein Handzettel oder eine CD oder eine Warenprobe, oder dergleichen. - Zur Ausbildung des Stapels 10 beziehungsweise einer entsprechenden Kollektion werden die einzelnen Vorprodukte 11-14 mit einer ausgewählten Kante, die im vorliegenden Beispiel vorzugsweise die Falzkante 11a-14a der Vorprodukte 11-14 ist, relativ zueinander ausgerichtet, so dass der Stapel 10 insgesamt eine einheitliche Kante ausbildet, an welcher der Stapel 10 im Rahmen einer weiteren Behandlung beziehungsweise Handhabung gut und sicher ergriffen werden kann. Dies ist insbesondere vorteilhaft, wenn sich die Vorprodukte in ihrem Format stark voneinander unterscheiden.
- Die Verbindung der Vorprodukte 11-14 zum stabilen Stapel 10 wird durch lokale Auftragung eines geeigneten Klebers in Form von einem oder mehreren Kleberpunkten 15, 16 und/oder Kleberraupen 17, 18 (in
Fig. 1 gestrichelt eingezeichnet) mittels einer entsprechenden Dispensiervorrichtung (19, 20 inFig. 3 ) bewirkt. Kleberpunkte 15, 16 ergeben sich vor allem dann, wenn die Dispensiervorrichtungen 19, 20 während des Kleberauftrags relativ zum Vorprodukt im Wesentlichen in Ruhe sind. Wird dagegen das Vorprodukt beim Auftragen des Klebers relativ zu den Dispensiervorrichtungen 19, 20 mit ausreichender Geschwindigkeit bewegt, ergeben sich längliche Kleberraupen 17, 18, die je nach Bewegungsrichtung parallel, quer oder schräg zur Falzkante 11a-14a ausgerichtet sein können. Selbstverständlich ist es auch denkbar, anstelle der Kleberraupen 17, 18 eine Reihe von hintereinander liegenden Kleberpunkten aufzubringen, wenn die Dispensiervorrichtungen 19, 20 während der Bewegung abwechselnd auf- und zu gesteuert werden, oder eine Kleberraupe durch Bewegung der Dispensiervorrichtungen 19, 20 zu erzeugen. - Der Auftrag des Klebers erfolgt dabei vorzugsweise in unmittelbarer Nähe der ausgewählten Kanten, um eine möglichst geringe optische Störung an den Vorprodukten nach deren späterer Vereinzelung zu erzielen. Der Kleber kann - wie in
Fig. 1 gezeigt - jeweils nur auf einer Seite eines Vorprodukts aufgetragen werden, wobei diese Seite immer dieselbe Orientierung aufweist. Beginnt der Kleberauftrag auf dem im Stapel zuunterst liegenden Vorprodukt 14, kann bei dieser Art des Auftrages das oberste Vorprodukt 11 des Stapels ohne Kleberauftrag bleiben. Es ist aber auch denkbar, einzelne Vorprodukte beidseitig mit Kleber zu versehen. Wesentlich ist, dass insgesamt zwischen je zwei benachbarten Vorprodukten des Stapels immer ein Kleberauftrag vorhanden ist. - Je nach Art des verwendeten Klebers gestaltet sich der Verfahrensablauf unterschiedlich. Ist der Kleber ein Heisskleber oder Schmelzkleber, müssen die Vorprodukte im Stapel zusammengeführt werden, bevor der Kleber erkaltet. Ist der Kleber ein Kontaktkleber, wird er beidseitig aufgetragen und die Vorprodukte werden später kurz miteinander verpresst. Es können aber auch PUR-Kleber verwendet werden, wie sie beim Buchbinden Anwendung finden. Des Weiteren können verschiedene Arten von 1-Komponenten-Kleber oder 2-Komponenten-Kleber eingesetzt werden. Es ist im Rahmen der Erfindung aber auch denkbar, als Kleberbereiche zum Verbinden benachbarter Vorprodukte nach Art eines doppelseitigen Klebebandes beidseitig klebende Folien- oder Filmstücke einzusetzen und aufzubringen ("Klebeelemente" in Form eines Klebeband-Abschnitts, -punkts, -rings oder anderer Geometrie), die beispielsweise auf einem Trägerband zugeführt, vom Trägerband abgelöst und dann appliziert werden.
- Vorteilhaft sind vor allem solche Kleber, die ein späteres Lösen der Vorprodukte voneinander ohne Beschädigung der beteiligten Vorprodukte ermöglichen. Auf diese Weise kann sichergestellt werden, dass das gerade bei Druckprodukten wichtige äussere Erscheinungsbild durch die Klebung nicht oder nur unwesentlich beeinträchtigt wird. Dabei kann die Haftfähigkeit, namentlich beim Einsatz eines doppelseitigen Klebeelements, gezielt seitenabhängig gewählt werden, so dass sich der Klebebereich am einen Vorprodukt ablöst (so insbesondere an der jeweiligen Oberseite eines in
Figur 2 gezeigten Vorprodukts, d.h. an dessen Deckblatt) und am anderen Vorprodukt haften bleibt (inFigur 2 im erwähnten Beispiel somit am jeweils oben liegenden Produkt auf dessen Rückseite). Derart kann erfindungsgemäss beeinflusst werden, dass die für das jeweilige Vorprodukt relevante Deckblattseite für den Endkunden bzw. Leser beim Auflösen der Kollektion unbeeinflusst, d.h. ohne störende Kleberückstände, sichtbar ist. Entsprechendes kann auch durch geeignetes Applizieren eines Klebebereichs bewirkt werden, so z.B. durch einen Klebstoff, der besondere Hafteigenschaften abhängig von der zeitlichen Aufbringung besitzt (z.B. durch entsprechende Temperaturschwankungen). So kann verfahrensmässig durch Aufbringen des Klebebereichs zuerst auf das obere Vorprodukt mit einer Temperatur T1 und dann Verbindung mit einem unteren Vorprodukt bei einer Klebstoff-Temperatur T2 dieses Ergebnis erreicht werden. Insbesondere bei Nutzung dieses vorteilhaften Effekts zeigt sich, dass jedem der Vorprodukte im Stapel bzw. der Kollektion im Rahmen der Erfindung eine separate und autonome bzw. individuelle Bedeutung zukommt (inklusive Anordnung und Orientierung der einzelnen Vorprodukte). AusFigur 2 ist auch sichtbar, dass die Kollektion erfindungsgemäss ohne Umschlag auskommt und dass sowohl das oberste als auch das unterste Vorprodukt an der sichtbaren Fläche frei von irgendwelchen Hilfsmitteln sind und die Kollektion dabei trotzdem den gewünschten lösbaren Zusammenhalt aufweist. -
Fig. 3 zeigt verschiedene Schritte bei der Verbindung der Vorprodukte zu einem Stapel gemäss der Erfindung. Ausgehend von einem im Stapel zuunterst liegenden ersten Vorprodukt 14 (Fig. 3a ) wird auf die obere Seite dieses ersten Vorprodukts 14 ein erster Kleberauftrag in Form von Kleberpunkten 15, 16 mit den entsprechenden Dispensiervorrichtungen 19 und 20 vorgenommen (Fig. 3b ). Das nächstkommende Vorprodukt 13 kann dann haftend auf das Vorprodukt 14 aufgelegt und mit diesem verbunden werden (Fig. 3c ). Auf die Oberseite des zweiten Vorprodukts 13 werden dann auf die gleiche Weise wiederum Kleberpunkte 15, 16 aufgebracht, die dann zum Verbinden mit dem inFig. 3 nicht gezeigten nächsten Vorprodukt dienen. Die gezeigte Schrittfolge wiederholt sich dann so lange (siehe auchFig. 3e und 3f ), bis der gesamte Stapel mit den Vorprodukten fertig gestellt ist. Es ist aber genauso gut denkbar, dass eine andere Reihenfolge eingehalten wird, indem der Kleberauftrag jeweils auf der Unterseite des oben auf den Stapel aufgelegten Vorproduktes vorgenommen wird, während die Oberseite des darunter liegenden Vorproduktes von einem Kleberauftrag frei bleibt. - Die zum Stapel 10 zusammengeführten Vorprodukte können ihrerseits selbst bereits weitere Vorprodukte 21 eingesteckt haben, wie dies in
Fig. 3e und 3f für das als nächstes Vorprodukt auf den Stapel aufgelegte Vorprodukt 12 gezeigt ist. - Wenngleich wie vorstehend erläutert im Rahmen des erfindungsgemäss bevorzugten Verfahrens eine schrittweise Aufbringung der Klebebereiche (auch Klebeelemente umfassend) bzw. schrittweise Verhaftung der Vorprodukte vorgesehen ist, kann in einer Variante des Verfahrens auch eine (nahezu) gleichzeitige Aufbringung auf die Vorprodukte und ein (annähernd) gleichzeitiges Verhaften der drei oder mehr Druckprodukte vorgesehen werden. Dies kann beispielsweise durch ein Zusammentragen der Kollektion, ein weites Auffächern an den ausgerichteten Kanten und ein Einbringen der Klebebereiche in bzw. zwischen die Vorprodukte erfolgen.
- Eine beispielhafte Konfektionierungsvorrichtung 25 zum Verbinden der Vorprodukte 11-14 zu einem entsprechenden Stapel 10 ist in
Fig. 6 schematisch dargestellt. Die Konfektionierungsvorrichtung 25 ist nach Art einer umlaufenden, bandartigen Transportvorrichtung ausgebildet. Diese Transportvorrichtung läuft inFig. 6 im Gegenuhrzeigersinn kontinuierlich um. Auf dem oben liegenden Hinlauf werden aufeinanderfolgende, schräg stehende Abteile 26 zur Verfügung gestellt und an Zuförderern vorbeigeführt, die aus entsprechenden Vorprodukt-Vorräten 22a, 22b die Vorprodukte 11, 12 zur Stapelbildung nacheinander in der gewünschten Reihenfolge in die Abteile 26 einbringen, wobei zwischen zwei Stationen jeweils mittels entsprechender Dispensiervorrichtungen 19 Kleberpunkte bzw. Klebebereiche auf das jeweils obere Vorprodukt aufgebracht werden (der Einfachheit halber sind hier nur zwei der drei oder mehr Vorprodukte 11 und 12 dargestellt). - Sind die Stapel 10 am Ende des Hinlaufes fertig ausgebildet, werden sie von den Abteilen 26 zugeordneten Greifern 27 ergriffen und im unten liegenden Rücklauf zu einem Wegförderer 28 am rechten Bildrand transportiert, der die Stapel dann einer weiteren Verwendung zufü h rt.
- Der auf die beschriebene Weise fertig gestellte Stapel 10 gemäss
Fig. 2 kann auf die unterschiedlichste Weise weiterbehandelt beziehungsweise weiterverarbeitet werden. So ist es denkbar, die Stapel 10 zu bündeln und/oder zu palettieren und an Endverbraucher auszuliefern. Es ist aber auch denkbar, die Stapel 10 in einem Zwischenspeicher, z.B. in Schuppenformation zu einem Wickel aufgerollt oder in einem grösseren Stapel vereinigt, zwischenzuspeichern, um sie später wieder auszuspeichern und im Rahmen eines Prozesses der Druckweiterverarbeitung weiter zu verwenden. InFig. 4 und Fig. 5 ist jeweils ein Beispiel eines solchen Vorgehens in stark vereinfachter Form dargestellt. - Die derart gebildeten Stapel 10 bzw. Kollektionen sind insbesondere bei Hochgeschwindigkeitsprozessen (Verarbeitung in der Grössenordnung von fünf, zehn oder mehr Produkten pro Sekunde) oder bei komplex gebildeten Stapeln von grossem Vorteil, namentlich wenn eine genaue gegenseitige Ausrichtung der Vorprodukte bei der Weiterverarbeitung von Bedeutung ist oder wenn bei einem Weiterverarbeitungsschritt die unerwünschte Möglichkeit einer "Vermischung" der Vorprodukte einer Kollektion mit denjenigen anderer Kollektionen bzw. eine Situation mit problematischer Wiederauftrennung nebeneinander liegender Kollektionen besteht.
- In
Fig. 4 wird ausgegangen von bereits fertigen Stapeln 10. Die fertigen Stapel 10 werden mittels einer Transportvorrichtung 24 in einem Schuppenstrom zu einer an sich bekannten Wickelvorrichtung transportiert und dort zu einem Wickel 23 aufgewickelt. Es können aber auch gemässFig. 5 anstelle eines Schuppenstroms aus Stapeln 10 die Stapel 10 getrennt voneinander zu einem Wickel 23 auf gewickelt werden. - Dieser Prozess kann beim Zeitungsdruck im Tagesverlauf zu einer Zeit durchgeführt werden, in der keine Zeitung gedruckt wird. Auf diese Weise können Mitarbeiter und Vorrichtungen, die sonst im Zeitungsdruck beschäftigt sind, für die Konfektionierung der Stapel eingesetzt werden.
- Läuft dann später der Zeitungsdruck an, können die Stapel 10, die in diesem Fall als Vorprodukte Beilagen für die Zeitung enthalten, durch Abrollen der Wickel 23 wieder (Kollektions-getrennt, d.h. mit einer sehr einfachen Möglichkeit, die Kollektionen wieder präzise zu separieren) ausgespeichert und in die geöffnet vorbeigeführten Zeitungen beziehungsweise anderweitige Druckprodukte eingesteckt werden. Hierdurch ergibt sich gegenüber dem Einstecken der einzelnen Vorprodukte beziehungsweise Beilagen, wie es in der eingangs genannten Druckschrift
DE 37 05 257 A1 beschrieben ist, der Vorteil, dass das Ausspeichern der Vorprodukte nicht einzeln durch zugewiesene Personen betrieben und überwacht werden muss, sondern dass eine Person ausreicht, den Einsteckprozess zu betreiben und zu überwachen. Dies ist gerade während des laufenden Zeitungsdrucks von besonderer Bedeutung, weil in dieser Zeit der Druckprozess mit seiner anschliessenden Weiterverarbeitung die ganze Aufmerksamkeit des Bedienpersonals erfordert. Durch die Stapelbildung und Zwischenspeicherung zu einem vorgelagerten Zeitpunkt kann also die aufwändige Bedienung und Überwachung der einzelnen Zuförderer zu einer Zeit erfolgen, in der noch nicht alle Kräfte für den Zeitungsdruck benötigt werden. -
Fig. 7 zeigt eine Einsteckvorrichtung 29, die zum Einstecken der Stapel 10 in eine Zeitung 35 oder ein vergleichbares Druckprodukt geeignet ist. Die Einsteckvorrichtung 29 umfasst eine um eine Maschinenachse M drehende Stützelemente-Trommel 30, in die durch eine mit Greifern 34 ausgestattete umlaufende Fördervorrichtung 33 die Zeitungen 35 in einer fortlaufenden Reihenfolge eingebracht werden. Beim Eintritt in die Stützelemente-Trommel 30 werden die nach unten hängenden, an der Falzkante gehaltenen Zeitungen 35 mittels einer Öffnungsvorrichtung 31 aufgespreizt und durch Einführen von Stützelementen 32 in die geöffneten Zeitungen 35 beim weiteren Umlauf in der Stützelemente-Trommel 30 offen gehalten, so dass mit einem nachfolgenden Zuförderer 36 die Stapel 10 einzelnen in die geöffneten Zeitungen 35 eingesteckt werden können. -
- 10
- Stapel (Kollektion)
- 11-14
- Vorprodukt (z.B. Druckprodukt)
- 11a-14a
- Falzkante
- 15,16
- Kleberpunkt
- 17,18
- Kleberraupe
- 19,20
- Dispensiervorrichtung
- 21
- Vorprodukt
- 22a,b
- Vorprodukt-Vorrat
- 23
- Wickel
- 24
- Transportvorrichtung
- 25
- Konfektionierungsvorrichtung
- 26
- Abteil
- 27
- Greifer
- 28
- Wegförderer
- 29
- Einsteckvorrichtung
- 30
- Stützelemente-Trommel
- 31
- Öffnungsvorrichtung
- 32
- Halteelement
- 33
- Fördervorrichtung
- 34
- Greifer
- 35
- Druckprodukt (z.B. Zeitung)
- 36
- ZufördererM Maschinenachse
Claims (17)
- Stapel bzw. Kollektion (10) von im wesentlichen flächigen Vorprodukten (11-14), welcher Stapel bzw. welche Kollektion (10) drei oder mehr Vorprodukte (11-14) umfasst, die im Stapel unmittelbar übereinander bzw. in der Kollektion unmittelbar nebeneinander angeordnet und lösbar miteinander verbunden sind, und von denen wenigstens eines ein Vorprodukt ist, welches eine Falzkante (11a-14a) aufweist, dadurch gekennzeichnet, dass zur lösbaren Verbindung zwischen benachbarten Vorprodukten jeweils mit beiden benachbarten Vorprodukten in Kontakt stehende Kleberbereiche (15-18) vorgesehen sind.
- Stapel bzw. Kollektion nach Anspruch 1, dadurch gekennzeichnet, dass die Kleberbereiche (15-18) als lokale Kleberpunkte (15, 16) und/oder lokale Kleberraupen (17, 18) und oder Klebeelemente ausgebildet sind.
- Stapel bzw. Kollektion nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Kleberbereiche bzw. Kleberpunkte oder Kleberraupen (15-18) mittels einer Dispensiervorrichtung aufgetragen worden sind.
- Stapel bzw. Kollektion nach einem der Ansprüche 1-3, dadurch gekennzeichnet, dass die Kleberbereiche bzw. Kleberpunkte oder Kleberraupen (15-18) einen Kleber enthalten, der ein späteres Trennen der miteinander verbundenen Vorprodukte (11-14) ohne Beschädigung dieser Vorprodukte (11-14) ermöglicht.
- Stapel bzw. Kollektion nach einem der Ansprüche 14, dadurch gekennzeichnet, dass die Vorprodukte (11-14) ausgezeichnete Kanten (11a-14a) aufweisen, dass die Vorprodukte (11-14) im Stapel bzw. in der Kollektion (10) so übereinander bzw. nebeneinander angeordnet sind, dass die ausgezeichneten Kanten (11 a-14a) der Vorprodukte (11-14) im Stapel bzw. in der Kollektion (10) eine gemeinsame Kante bilden, und dass die Kleberbereiche bzw. Kleberpunkte oder Kleberraupen (15-18) entlang und nahe der gemeinsamen Kante verteilt angeordnet sind.
- Stapel bzw. Kollektion nach einem der Ansprüche 1-5, dadurch gekennzeichnet, dass die einzelnen Vorprodukte (11-14) des Stapels (10) im Format und/oder in der Dicke und/oder in der Produktart unterschiedlich sind.
- Stapel bzw. Kollektion nach einem der Ansprüche 1-6, dadurch gekennzeichnet, dass wenigstens eines der Vorprodukte (11-14) ein Druckprodukt ist.
- Verfahren zum Herstellen eines Stapels bzw. einer Kollektion (10) nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass in einem ersten Schritt ein erstes Vorprodukt (14) bereitgestellt wird, dass in einem zweiten Schritt das bereitgestellte erste Vorprodukt (14) auf wenigstens einer Seite an vorbestimmten Stellen mit Kleberbereichen (15, 16 bzw. 17, 18) versehen wird, dass in einem dritten Schritt wenigstens ein zweites Vorprodukt (13) mit dem ersten Vorprodukt (14) mittels der aufgebrachten Kleberbereiche (15, 16 bzw. 17, 18) lösbar verbunden wird, und dass die Schritte zwei und drei mit weiteren Vorprodukten (12, 11) wiederholt werden, bis der gewünschte Stapel bzw. die gewünschte Kollektion zusammengestellt und untereinander verbunden ist.
- Verfahren nach Anspruch 8, dadurch gekennzeichnet, dass die Vorprodukte (12-14) jeweils mittels einer Dispensiervorrichtung (19, 20) lokal mit den Kleberbereichen (15, 16 bzw. 17, 18) versehen werden.
- Verfahren nach Anspruch 9, dadurch gekennzeichnet, dass die Kleberbereiche als Kleberpunkte (15, 16) und/oder Kleberraupen (17, 18) aufgebracht werden.
- Verfahren nach einem der Ansprüche 8-10, dadurch gekennzeichnet, dass ein Kleber verwendet wird, der ein späteres Trennen der miteinander verbundenen Vorprodukte (11-14) ohne Beschädigung dieser Vorprodukte (11-14) ermöglicht.
- Verfahren nach einem der Ansprüche 8-11, dadurch gekennzeichnet, dass zur Konfektionierung der Stapel bzw. Kollektionen (10) eine Konfektionierungsvorrichtung (25) verwendet wird, die nach Art einer umlaufenden Transportvorrichtung ausgebildet ist, wobei auf dem oben liegenden Hinlauf aufeinanderfolgende, schräg stehende Abteile (26) zur Verfügung gestellt und an Zuförderern vorbeigeführt werden, die aus entsprechenden Vorprodukt-Vorräten (22a, 22b) die Vorprodukte (11, 12) zur Stapelbildung nacheinander in der gewünschten Reihenfolge in die Abteile (26) einbringen, und wobei zwischen zwei Stationen jeweils die Kleberbereiche (15, 16 bzw. 17, 18) auf das jeweils obere Vorprodukt aufgebracht werden.
- Verfahren nach einem der Ansprüche 8-12, dadurch gekennzeichnet, dass die zusammengestellten Stapel bzw. Kollektionen (10) der untereinander klebend verbundenen Vorprodukte (11-14) jeweils in ein weiteres Vorprodukt, insbesondere Druckprodukt (35) eingesteckt werden.
- Verfahren nach Anspruch 13, dadurch gekennzeichnet, dass die zusammengestellten Stapel bzw. Kollektionen (10) der untereinander klebend verbundenen Vorprodukte (11-14) zunächst zwischengespeichert werden, und dass die zwischengespeicherten Stapel bzw. Kollektionen (10) zu einem späteren Zeitpunkt ausgespeichert und in die weiteren Vorprodukte (35) eingesteckt werden.
- Verfahren nach Anspruch 14, dadurch gekennzeichnet, dass die Stapel bzw. Kollektionen (10) zu einem Wickel (23) aufgewickelt und als Wickel (23) zwischengespeichert werden.
- Verfahren nach Anspruch 15, dadurch gekennzeichnet, dass die Stapel bzw. Kollektionen (10) in Form eines Schuppenstroms zu dem Wickel (23) aufgewickelt werden.
- Verfahren nach Anspruch 15, dadurch gekennzeichnet, dass die Stapel bzw. Kollektionen (10) mit Abstand voneinander zu dem Wickel (23) aufgewickelt werden.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH02123/10A CH704243A1 (de) | 2010-12-20 | 2010-12-20 | Stapel bzw. Kollektion von im Wesentlichen flächigen Vorprodukten sowie Verfahren zum Herstellen eines solchen Stapels bzw. einer solchen Kollektion. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2465699A2 true EP2465699A2 (de) | 2012-06-20 |
| EP2465699A3 EP2465699A3 (de) | 2012-08-15 |
Family
ID=45002795
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11190257A Ceased EP2465699A3 (de) | 2010-12-20 | 2011-11-23 | Stapel bzw. Kollektion von im wesentlichen flächigen Vorprodukten sowie Verfahren zum Herstellen eines solchen Stapels bzw. einer solchen Kollektion |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8765246B2 (de) |
| EP (1) | EP2465699A3 (de) |
| AU (1) | AU2011253719B2 (de) |
| CA (1) | CA2762614C (de) |
| CH (1) | CH704243A1 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2955138A2 (de) | 2014-05-20 | 2015-12-16 | Ferag AG | Verfahren zum herstellen von kollektionen aus einer vielzahl von unterschiedlichen druckprodukten sowie vorrichtung zur durchführung des verfahrens |
| EP3597429A3 (de) * | 2018-07-19 | 2020-02-26 | Inprima Ag | Verfahren zur herstellung eines druckereiprodukts mit mehr als vier bedruckten seiten |
| AT17364U1 (de) * | 2020-04-21 | 2022-02-15 | P V S Prospekt Versand Service Gmbh | Vorrichtung umfassend ein Prospekt und eine Tip-On Karte |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2716400T3 (es) * | 2014-06-19 | 2019-06-12 | Essity Hygiene & Health Ab | Pila de tejido plegado en forma de Z con conector a otra pila |
| US11236252B2 (en) * | 2019-09-25 | 2022-02-01 | Hennessy Gift Wrap, Inc. | Reuseable wrapping ornament |
Citations (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH461248A (de) | 1967-11-23 | 1968-08-15 | Rewiba Ag | Streifband für den Postversand von Druckschriften wie Zeitungen, Zeitschriften und dergleichen |
| DE1946249A1 (de) | 1969-09-12 | 1972-02-17 | Schwenningen Textilmaschf | Verfahren zum gegenseitigen Verbinden der einzelnen Blaetter von Blattstapeln zu Formularsaetzen bzw. Bloecken sowie Einrichtung zur Durchfuehrung dieses Verfahrens |
| US3759373A (en) | 1971-11-12 | 1973-09-18 | Adolph Coorps Co | Multi-container package |
| US3902992A (en) | 1973-05-04 | 1975-09-02 | Coors Co Adolph | Multi-container package |
| GB2106033A (en) | 1980-10-06 | 1983-04-07 | Stobb Inc | Method and apparatus for binding sheets of paper together |
| DE3705257A1 (de) | 1986-04-04 | 1987-10-08 | Ferag Ag | Anlage zum einfuegen von beilagen in mehrblaettrige druckprodukte |
| EP0409770A2 (de) | 1989-07-21 | 1991-01-23 | Ferag AG | Verbinden von Druckerei-Teilprodukten |
| US5096176A (en) | 1990-12-24 | 1992-03-17 | Pitney Bowes Inc. | Sheet set separation using folded strips |
| EP0631946A1 (de) | 1993-06-26 | 1995-01-04 | IMMERGUT-MILCH GmbH | Sammelpackung, Verfahren zur Herstellung und Vorrichtung zur Durchführung dieses Verfahrens |
| EP0666186A1 (de) | 1994-02-04 | 1995-08-09 | Ferag AG | Verfahren und Vorrichtung zum Herstellen von mehrteiligen Druckereiprodukteeinheiten |
| EP1252083A1 (de) | 2000-02-04 | 2002-10-30 | Ferag AG | Verfahren und vorrichtung zur herstellung von wickeln aus einer grossen zahl flächiger gegenstände |
| EP1494949A1 (de) | 2002-04-18 | 2005-01-12 | Ferag AG | Verfahren und einrichtung zur zuf hrung von je einer mehrzah l von flachen teilprodukten in eine serielle weiterverarbeitung |
| US20060065347A1 (en) | 2000-02-20 | 2006-03-30 | Silverbrook Research Pty Ltd | Method of adhesively binding a stack of sheets |
| EP1780035A2 (de) | 2005-10-31 | 2007-05-02 | Ferag AG | Einstecken von Beilagen in Druckereiprodukten |
| WO2007067325A2 (en) | 2005-12-05 | 2007-06-14 | Goss International Americas, Inc. | Inserter with closure device |
| WO2009143645A1 (de) | 2008-05-26 | 2009-12-03 | Ferag Ag | Vorrichtung und verfahren zum einstecken von flachen gegenständen in ein gefaltetes druckereiprodukt |
| WO2010051650A1 (de) | 2008-11-04 | 2010-05-14 | Ferag Ag | Vorrichtung und verfahren zum fördern von flachen gegenständen |
| WO2010051651A2 (de) | 2008-11-04 | 2010-05-14 | Ferag Ag | Vorrichtung und verfahren zum zusammentragen von flachen gegenständen |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2239995A (en) * | 1938-05-25 | 1941-04-29 | Fred M Brackett | Tipping machine |
| US2806443A (en) * | 1954-07-29 | 1957-09-17 | Carl A Horn | Apparatus for applying adhesive in spots to sheets of paper |
| US6286712B1 (en) * | 1999-09-24 | 2001-09-11 | Paper Converting Machine Co | Stack formed from connected groups of interfolded sheets |
| EP1762525B2 (de) * | 2005-09-12 | 2013-01-23 | Müller Martini Holding AG | Einrichtung für das Zusammentragen bzw. Sammeln von Druckprodukten |
| CA2636763C (en) * | 2006-01-25 | 2015-08-04 | Ferag Ag | Device for collating of flat objects and for conveying the collated objects further |
| US20090191518A1 (en) * | 2008-01-28 | 2009-07-30 | Jill Rappa | Educational device and system therefore |
| EP2159070B2 (de) * | 2008-08-29 | 2017-10-11 | Hunkeler AG | Verafahren und Vorrichtung zum Herstellen von Buchblöcke bildenden Stapeln |
| EP2179952B1 (de) * | 2008-10-24 | 2018-07-18 | Müller Martini Holding AG | Verfahren für das klebeweise Vereinen zweier flacher Produkte, insbesondere Druckerzeugnisse mit einem weiteren zugeführten Druckprodukt oder dgl. |
-
2010
- 2010-12-20 CH CH02123/10A patent/CH704243A1/de not_active Application Discontinuation
-
2011
- 2011-11-23 EP EP11190257A patent/EP2465699A3/de not_active Ceased
- 2011-11-28 AU AU2011253719A patent/AU2011253719B2/en not_active Ceased
- 2011-12-20 CA CA2762614A patent/CA2762614C/en not_active Expired - Fee Related
- 2011-12-20 US US13/332,087 patent/US8765246B2/en not_active Expired - Fee Related
Patent Citations (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH461248A (de) | 1967-11-23 | 1968-08-15 | Rewiba Ag | Streifband für den Postversand von Druckschriften wie Zeitungen, Zeitschriften und dergleichen |
| DE1946249A1 (de) | 1969-09-12 | 1972-02-17 | Schwenningen Textilmaschf | Verfahren zum gegenseitigen Verbinden der einzelnen Blaetter von Blattstapeln zu Formularsaetzen bzw. Bloecken sowie Einrichtung zur Durchfuehrung dieses Verfahrens |
| US3759373A (en) | 1971-11-12 | 1973-09-18 | Adolph Coorps Co | Multi-container package |
| US3902992A (en) | 1973-05-04 | 1975-09-02 | Coors Co Adolph | Multi-container package |
| GB2106033A (en) | 1980-10-06 | 1983-04-07 | Stobb Inc | Method and apparatus for binding sheets of paper together |
| DE3705257A1 (de) | 1986-04-04 | 1987-10-08 | Ferag Ag | Anlage zum einfuegen von beilagen in mehrblaettrige druckprodukte |
| EP0409770A2 (de) | 1989-07-21 | 1991-01-23 | Ferag AG | Verbinden von Druckerei-Teilprodukten |
| US5096176A (en) | 1990-12-24 | 1992-03-17 | Pitney Bowes Inc. | Sheet set separation using folded strips |
| EP0631946A1 (de) | 1993-06-26 | 1995-01-04 | IMMERGUT-MILCH GmbH | Sammelpackung, Verfahren zur Herstellung und Vorrichtung zur Durchführung dieses Verfahrens |
| EP0666186A1 (de) | 1994-02-04 | 1995-08-09 | Ferag AG | Verfahren und Vorrichtung zum Herstellen von mehrteiligen Druckereiprodukteeinheiten |
| EP1252083A1 (de) | 2000-02-04 | 2002-10-30 | Ferag AG | Verfahren und vorrichtung zur herstellung von wickeln aus einer grossen zahl flächiger gegenstände |
| US20060065347A1 (en) | 2000-02-20 | 2006-03-30 | Silverbrook Research Pty Ltd | Method of adhesively binding a stack of sheets |
| EP1494949A1 (de) | 2002-04-18 | 2005-01-12 | Ferag AG | Verfahren und einrichtung zur zuf hrung von je einer mehrzah l von flachen teilprodukten in eine serielle weiterverarbeitung |
| EP1780035A2 (de) | 2005-10-31 | 2007-05-02 | Ferag AG | Einstecken von Beilagen in Druckereiprodukten |
| WO2007067325A2 (en) | 2005-12-05 | 2007-06-14 | Goss International Americas, Inc. | Inserter with closure device |
| WO2009143645A1 (de) | 2008-05-26 | 2009-12-03 | Ferag Ag | Vorrichtung und verfahren zum einstecken von flachen gegenständen in ein gefaltetes druckereiprodukt |
| WO2010051650A1 (de) | 2008-11-04 | 2010-05-14 | Ferag Ag | Vorrichtung und verfahren zum fördern von flachen gegenständen |
| WO2010051651A2 (de) | 2008-11-04 | 2010-05-14 | Ferag Ag | Vorrichtung und verfahren zum zusammentragen von flachen gegenständen |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2955138A2 (de) | 2014-05-20 | 2015-12-16 | Ferag AG | Verfahren zum herstellen von kollektionen aus einer vielzahl von unterschiedlichen druckprodukten sowie vorrichtung zur durchführung des verfahrens |
| DE202015009456U1 (de) | 2014-05-20 | 2017-09-05 | Ferag Ag | Vorrichtung zum Herstellen von Kollektionen aus einer Vielzahl von unterschiedlichen Druckprodukten |
| US10266290B2 (en) | 2014-05-20 | 2019-04-23 | Ferag Ag | Method for producing collections from a plurality of different printed products and device for performing the method |
| EP3597429A3 (de) * | 2018-07-19 | 2020-02-26 | Inprima Ag | Verfahren zur herstellung eines druckereiprodukts mit mehr als vier bedruckten seiten |
| AT17364U1 (de) * | 2020-04-21 | 2022-02-15 | P V S Prospekt Versand Service Gmbh | Vorrichtung umfassend ein Prospekt und eine Tip-On Karte |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2762614C (en) | 2017-03-28 |
| AU2011253719B2 (en) | 2016-02-25 |
| AU2011253719A1 (en) | 2012-07-05 |
| US8765246B2 (en) | 2014-07-01 |
| US20120156426A1 (en) | 2012-06-21 |
| EP2465699A3 (de) | 2012-08-15 |
| CA2762614A1 (en) | 2012-06-20 |
| CH704243A1 (de) | 2012-06-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2655079B1 (de) | Verfahren zum konfektionieren eines stapels bzw. einer kollektion aus lose aufeinanderliegenden ein- oder mehrlagigen vorprodukten | |
| EP3045414B1 (de) | Verfahren und vorrichtung zum zusammenführen eines umschlags mit mehreren beilagen zu einer werbemittelzusammenstellung | |
| DE102015218321A1 (de) | Splicevorrichtung | |
| EP2465699A2 (de) | Stapel bzw. Kollektion von im wesentlichen flächigen Vorprodukten sowie Verfahren zum Herstellen eines solchen Stapels bzw. einer solchen Kollektion | |
| DE60311577T3 (de) | Zigarettenpapierblock | |
| EP2955138B1 (de) | Verfahren zum herstellen von kollektionen aus einer vielzahl von unterschiedlichen werbeprospekten sowie vorrichtung zur durchführung des verfahrens | |
| EP2145773A1 (de) | Verfahren und Vorrichtung zum Herstellen von mehrblättrigen, gefalzten Druckereierzeugnissen, insbesondere Zeitschriften und Broschüren | |
| EP2285586B1 (de) | Aus wenigstens zwei flächigen teildruckträgern koplanar zusammengefügter druckträger, teildruckträger sowie verfahren zu ihrer herstellung | |
| EP3156250B1 (de) | Verfahren zum anbringen wenigstens eines umfassungselements an einer flächigen produktzusammenstellung sowie umfassungselement-applikationsvorrichtung zur durchführung des verfahrens | |
| EP1780035B1 (de) | Einstecken von Beilagen in Druckereiprodukten | |
| DE102016113965A1 (de) | Verfahren zur Herstellung von Etiketten und Schichtverbund | |
| DE102011002490A1 (de) | Herstellung von gebundenen Papierprodukten | |
| CH711243A1 (de) | Verfahren zum Herstellen von Kollektionen von Druckprodukten sowie eine Vorrichtung zur Durchführung dieses Verfahrens. | |
| EP3109193B1 (de) | Verfahren zum herstellen von kollektionen von druckprodukten sowie eine vorrichtung zur durchführung dieses verfahrens | |
| DE10260935B4 (de) | Verfahren zur Herstellung von klebgefalzten Rollenpackungsbeilagen und Rollenpackungsbeilagen | |
| DE102019125352B4 (de) | Bahnversetzeinrichtung für Etiketten-Druckmaschinen und Etiketten-Verarbeitungsmaschinen | |
| CH710435B1 (de) | Verfahren zum Herstellen von Kollektionen aus einer Vielzahl von unterschiedlichen Druckprodukten sowie Vorrichtung zur Durchführung des Verfahrens. | |
| WO2003086926A1 (de) | Verfahren und einrichtung zur zuführung von je einer mehrzahl von flachen teilprodukten in eine serielle weiterverarbeitung | |
| DE202016102121U1 (de) | Vorrichtung zum Herstellen von Kollektionen von Druckprodukten | |
| DE202016102128U1 (de) | Vorrichtung zum Herstellen von Kollektionen von Druckprodukten | |
| CH704242A1 (de) | Verfahren zum Konfektionieren eines Stapels bzw. einer Kollektion aus lose aufeinanderliegenden ein- oder mehrlagigen Vorprodukten sowie Zusammenstellungen solcher Vorprodukte. | |
| DE202008010070U1 (de) | Anlage zur Fertigung von vorgefalzten bzw. endgefalzten bedruckten Produkten, vorzugsweise Beipackzettel | |
| EP0958146A1 (de) | Albumblatt | |
| DE102004023271A1 (de) | System zur Fertigung von Prospekten mit Warenproben darin, Drucksachenbehälter | |
| CH705738A1 (de) | Verfahren zum Applizieren von flächigen Ergänzungsprodukten an Basisprodukten sowie Vorrichtung zur Durchführung des Verfahrens. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B42D 13/00 20060101AFI20120706BHEP Ipc: B65H 39/00 20060101ALI20120706BHEP Ipc: B65H 37/04 20060101ALN20120706BHEP Ipc: B42C 1/00 20060101ALN20120706BHEP |
|
| 17P | Request for examination filed |
Effective date: 20130215 |
|
| 17Q | First examination report despatched |
Effective date: 20150609 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN REFUSED |
|
| 18R | Application refused |
Effective date: 20190413 |