EP2436628A2 - Wickelverfahren und Rollenschneidvorrichtung - Google Patents
Wickelverfahren und Rollenschneidvorrichtung Download PDFInfo
- Publication number
- EP2436628A2 EP2436628A2 EP11182660A EP11182660A EP2436628A2 EP 2436628 A2 EP2436628 A2 EP 2436628A2 EP 11182660 A EP11182660 A EP 11182660A EP 11182660 A EP11182660 A EP 11182660A EP 2436628 A2 EP2436628 A2 EP 2436628A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- winding
- connecting element
- rolls
- winding method
- finished
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H18/00—Winding webs
- B65H18/28—Wound package of webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H18/00—Winding webs
- B65H18/08—Web-winding mechanisms
- B65H18/14—Mechanisms in which power is applied to web roll, e.g. to effect continuous advancement of web
- B65H18/20—Mechanisms in which power is applied to web roll, e.g. to effect continuous advancement of web the web roll being supported on two parallel rollers at least one of which is driven
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/414—Winding
- B65H2301/4148—Winding slitting
Definitions
- the invention relates to a winding method in which a material web, in particular a paper or board web, unwound from a parent roll and the formation of finished rolls in a longitudinal separation process along their direction, to form a separation gap, divided and wound up again, at least two Formed during a winding process from the resulting part webs forming finished rolls side by side in a common winding bed by means of winding rollers, wherein the forming finished rolls and the winding rollers they handle form parts of a common winding system.
- the invention relates to a reel cutting device which has an unwinding device for a master roll in which a material web, preferably a paper or board web, can be unwound from a master reel, a longitudinal separation section in which the material web is separable in the longitudinal direction while forming at least one separation gap in at least two partial webs and a take-up device which has a winding bed in which at least two finished side by side positionable finished rolls by means of winding rollers are formed and the forming Ambibahnectivtagen finished rolls and the winding rollers treating them form parts of a common winding system.
- a reel cutting device which has an unwinding device for a master roll in which a material web, preferably a paper or board web, can be unwound from a master reel, a longitudinal separation section in which the material web is separable in the longitudinal direction while forming at least one separation gap in at least two partial webs and a take-up device which has a winding bed in which at least two finished side by side positionable finished rolls
- Paper webs are produced in relatively large widths of up to more than 11 m in a paper machine.
- the production is almost endless.
- the machine direction of the paper machine defines the longitudinal direction for all machines and devices located in the paper factory and the transverse direction perpendicular thereto in the horizontal plane.
- the longitudinal direction X-direction, the transverse direction as Y-direction and the height direction perpendicular to a plane defined by these two directions are referred to as Z-direction.
- the paper web produced is wound in full width onto a winding core. This winding core is replaced cyclically, usually during production. The resulting web-wide winding is commonly referred to as mother roll.
- the paper web wound on a mother roll has to be cut into a plurality of parallel partial webs whose widths are suitable for the respective later user. These widths can vary greatly from case to case, so that the division of the paper web is usually made according to an individually definable pattern.
- the partial webs are then wound into so-called partial web or finished rolls and issued together as a so-called roll throw.
- the pattern can be changed from roll throw to roll throw.
- the slitting and winding is conveniently done in a single machine, which is widely referred to as a slitter-winder.
- a slitter rewinder consists of a unwinding device, a cutting section and a retractor, wherein the cutting section a Having adapted according to the possible divisions number of mostly disc-shaped cutting.
- Characteristic of the roll carrier type is a retractor, in which the entire roll throw in a winding bed, which consists of two support rollers, is wound on winding tubes.
- the winding tubes of the roller throw can be held by means of tensioning or guiding heads or, in rarer cases, through winding shafts inserted into the winding tubes.
- the rolls are wound up together, as a complete throw. As a rule, this is done by means of a circumferential winding, for which purpose at least one of the two support rollers can be driven. If a winding shaft is used, a center winding or a combination of both can also take place.
- additional pressure rollers are used, which provide in the initial stage of each winding for a desired level of winding hardness and should take over the course of the winding process often stabilizing tasks.
- the winding to be produced hardly takes on an ideal round shape. Small winding errors, for example, due to slight profile fluctuations of the paper web to be wound, add up with each full wrapping. Due to the periodic recurrence of the respective winding defects of the rotating coil, are formed in Depending on its scope and peripheral speed oscillations of appropriate frequency.
- the excitation frequency is always greater (with increasing peripheral speed, the same position of the winding more and more often passes through the same winding gap) and the exciter amplitude is increasingly violent (at the same time as its winding diameter and its unevenness and the effective weight increases).
- the probability increases greatly that form during this complex process vibrations that are suitable (via integer harmonics) to form resonances with the winding rollers of the winding machine, which can lead to a fierce, sometimes rapid "rocking" of the entire machine.
- reels can be ejected from the winding bed.
- the invention is therefore based on the object, a method and an apparatus for winding a web on a winding tube such that the conditions in the winding area will stabilize. In particular, high vibration amplitudes are to be avoided within the winding system.
- the object of the invention is achieved in that during at least a portion of the winding process after the longitudinal separation process, a connecting element for bridging the separation gap is applied.
- Essential to the invention is thus the bridging, that means in sections "reconnection" of a separation gap created by a, within the same winding process and the subsequent resumption of the longitudinal separation process.
- the method according to the invention is used, since partly violent roll swings can occur in these periods, which is then mostly initiated by web tension fluctuations and can quickly become dangerous.
- adjacent partial web rolls are connected during their formation process and thus calmed in their operating properties, whereby their natural frequency is changed.
- the connection takes place in a diameter range, which is spaced both from the outer diameter of the winding tube (s), as well as the final diameter of a finished wound to finished roll.
- a kauselemenent is applied, which has at least partially an adhesion promoter.
- the bonding agent is in contact with the entire surface of the connecting element.
- the connecting element at the transition between a region having a bonding agent and a region which has no bonding agent embossing, for example, an edge or a Pfalz is introduced to facilitate a later detachment.
- an adhesion promoter can also simply be applied together with the connection element. However, this then has the distribution that the user remains very free in his choice regarding the coverage of adhesion promoter to fastener.
- Bonding adhesion promoters are available inexpensively on the market. In this way, moreover, particularly firm connections become possible.
- the adhesive structure under operating conditions, especially in a temperature range of 8 ° C to 65 ° C, especially from 15 ° C to 50 ° C remains open, that is not completely binds.
- the connecting element can then So very easy, such as a Post-it® product, again "pulled off” from the surface of or partially overlapped by him winding layer (s) of the respective sub-web role.
- a bonding agent is used, which dissolves independently after a certain time interval.
- the bonding agent is set so that it is in contact with the surface of the partially covered by him winding layer (s) is set such that it holds the remaining time of the respective winding process and then, possibly after a certain amount of time security, it dissolves again.
- the activity time of the adhesion promoter correspond approximately to the duration of a winding process.
- This duration is normally known to the operator of a slitter-winder and generally does not change much from wrapping process to wrapping process. It is then irrelevant whether the sub-web rolls to be joined are joined together in a rather initial winding stage, in the preferred middle winding stage or in a period of time which tends to end the winding process.
- the finished rolls are then output together as a roll set and can then be stored preferably in a first waiting area outside the winding bed. This is also useful if not all finished rolls of a set of rolls are connected to a neighboring finished roll. After a period corresponding to that of a winding process and begins with the time of the connection or the last made connection, the finished rolls are then isolated, for example, in which they are rolled against staggered stop positions. The individual finished rolls are then ready for transport.
- adhesion promoters are for example from the DE 101 60 320 A1 already known and cover the preferred time interval here by far.
- the connecting element itself consists of such a bonding agent, a particularly secure and comfortable separation process is ensured.
- possible residues simply fall down during unwinding or can be blown off, for example from the top of a paper web located in the unwinding process.
- an adhesion promoter can be used, which dissolves under an energetic influence.
- the bonding agent under energetic Influence dissolved or at least weakened or deactivated in his bond strength.
- This can then, for example, but not exhaustively, by means of sound waves, preferably ultrasonic or hypersonic waves, under the action of light rays, preferably laser or UV rays, or occasionally also with the help of a temperature influence, for example by a (targeted) heat or cold treatment , be initiated. Then, for example, an at least partial evaporation of the connecting element can be achieved.
- a connecting element which consists of a metal in a thickness of 0.01 mm to 2.0 mm, preferably between 0.05 mm and 1.15 mm, very preferably between 0.05 mm and 0, 75 mm, or from a thermoplastic in a thickness of 0.005 mm to 2.0 mm, preferably between 0.01 mm and 1.3 mm, very preferably between 0.1 mm and 0.8 mm, or consists of a paper in the thickness of 0.005 mm to 2.0 mm, preferably between 0.02 mm and 1.3 mm, more preferably between 0.1 mm and 0.8 mm, or completely consists of a coupling agent, preferably in the starch area mentioned for thermoplastics.
- the connecting element is preferably applied as a strip-shaped connecting element having a width (Y) between 3 mm and 65 mm, preferably between 5 mm and 40 mm, most preferably between 7 mm and 30 mm.
- the width and the position of the connecting element is chosen such that the at least temporarily covered by the connecting element area of Operabahn- or finished roller in a subsequent process, such as in advance of a printing process, is removed by a trim.
- the strip-shaped connecting element is therefore preferably stored as roll material and unwound and applied in desired lengths.
- a connecting element is applied, which has a weakened in its cross-section and or perforated region.
- the connecting element is then preferably applied so that the area covers the separation gap or in its immediate vicinity, for example, is settled to a maximum of 1mm to 2 mm within a sectionbahn- or finished roll.
- the weakening can be carried out in such a way that the forces usually prevailing in the winding process between adjacent Partbahn- or finished rolling, which are eager to move against each other, are collected and the weakening only in terms of a targeted application of force is then made outside the winding bed, sensitive.
- a connecting element which has a weakening agent, preferably a tear thread, a tear strip, a layer or the like.
- Such a connecting element is applied analogously to the aforementioned embodiment variant and has over this the further advantage that the connecting element retains its full stability during the winding process and is weakened or divided only after completion of the winding process.
- a layer is understood to mean a layer which is suitable for separation formation, which therefore, for example, decays after a time interval or under specific external influence, expands or expands relatively rapidly, contracts or is similarly suitable for causing crack formation in the connection element initiate.
- the connecting element is applied in a plurality of sections distributed over the circumference of the partial web rolls or finished rolls to be connected, or the connecting element in 1 to 20, preferably 1 to 8, more preferably 2 to 5 continuous wraps, is applied.
- the application of the at least one connecting element is initiated on the basis of measured data.
- a method of this kind can certainly comprise a daily production at which only some of the roller sets to be manufactured, for example, in a clock cycle of approximately 5 to 15 minutes, are stabilized by a connection of adjacent partial web rolls.
- Such a method according to the invention thus provides a very high degree of security for each individual roller set to be created.
- the program sequence can be created, for example, on the basis of calculations or experience.
- At least one connecting element is applied shortly before or when a critical natural frequency of the winding system or at least part of the winding system is reached.
- At least one connecting element is applied over the separation gap of two adjacent sectionbahn- or finished rolling when the two Operabahnfunctionalizer finished rolls during their training a certain difference in diameter, preferably of at least 0.5mm, occasionally of at least 1.0 mm and exceptionally of at least Exceed 2.0 mm.
- the first-mentioned limit guarantees a particularly gentle winding, as vibrations are particularly effectively prevented here. Accordingly, such a further developed winding method is capable of exceptionally high winding power also with regard to the achievable winding speeds.
- the second-mentioned limit is completely sufficient for the normal cases and keeps the costs low, since connecting elements (with adhesion promoter) are saved and unnecessary expenditure for subsequent separation processes is kept within limits.
- At least one connecting element at a web speed of more than 800 meters per minute, preferably more than 1200 meters per minute, more preferably more than 1500 meters per minute.
- the manufacturing process can be operated particularly effectively. It is preferred that when bridging the at least one separation gap, the currently applied web speed is reduced by not more than about 10% to 15%. Most preferably, the web speed is maintained even within the usual tolerance ranges and can then be as high as 2500 meters per minute, 2800 meters per minute or even up to about 3000 meters per minute in modern slitter machines.
- the longitudinal separation process comprises a plurality of individual separation processes distributed temporally in parallel and over the CD direction (Y) of the material web and (at least with regard to temporal overlapping) at least one connecting element being applied over only a part of the separation gaps.
- Overlapping in time means that the bridging of the individual longitudinal separation processes does not have to be exactly synchronous, although a temporally exactly parallel operation is preferred in most cases.
- the finished rolls to be joined are selected according to format and position in the winding bed such that a single interruption and resumption of the longitudinal cutting process is sufficient to achieve critical vibration conditions of a part of the winding system or the winding system over the to avoid the entire winding process.
- a winding process is particularly safe and efficient calmed.
- the object of the invention is achieved in that the slitter longitudinally behind the longitudinal part has a device by means of a connecting element for bridging the at least one separation gap between two adjacent partial webs or between two adjacent Operabahn- or finished rolls can be applied.
- a thus characterized roll cutting device is thus particularly advantageous for carrying out a method according to the invention.
- the device consists of several, in the CD direction parallel in a selectable distance to each other alignable individual devices.
- At least one guide can be provided.
- the device or its individual devices can be positioned according to the longitudinal dividing section and is preferably forcibly coupled thereto.
- the device is formed from an output device which comprises an output and a pressure device.
- the output device may also have a Pfalz coupled, by means of which the distributable connecting elements are profiled.
- a connecting element which has a bonding agent in its initial region, receives a transverse gap in the subsequent region in order to be easier and safer to remove in a subsequent unwinding process, which is known to occur in the reverse direction of the winding process.
- connecting elements which have a bonding agent or consist of a bonding agent, particularly uncomplicated and safe orderable.
- the device has an application device which is suitable for applying liquid or atomized adhesion promoter.
- An additional fixed connection element does not have to be additionally required.
- the device below the Separation gap form an area where the coatable adhesion promoter is not abbindbar.
- this area can then be formed by a circumferential band, whereby disturbing remnants of adhesion promoters passed through a separation gap can be transported away.
- the circulating band can then have, for example, a cleaning device on its underside.
- the roll cutting device has a control / regulating unit with which the roll cutting device can be controlled or advantageously even regulated.
- control / regulation unit is connected to at least one sensor for collecting measurement data within the slitter-winder.
- control / regulation unit is suitable for taking measurement data which has been collected in a device upstream of the slitter-cutting device for producing and / or finishing a material web, in particular a paper or board web.
- control / regulation unit of the slitter-winder device is connected to a control / regulation unit of an upstream device for producing and / or refining a material web via a data network. Then it is even possible that such an upstream device can be influenced under the influence of the control unit of the slitter-cutting device.
- the at least one sensor for detecting the speed of the incoming web material in the winding bed, for detecting the rotational speed of individual Operabahn- or finished rolling, for detecting vibrations of the winding system or at least a portion of Winding system and in particular for moving individual Operabahnfunctional mecanic finished rolls is suitable.
- Cooling device a UV light or laser device a mechanical
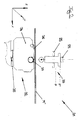
- FIG. 1 In a highly schematic manner, a slitter-winder 1 according to the invention is shown, which has an unwinding device 2 in the left-hand image area, in which a paper or board web M can be unwound from a mother roll 3.
- the paper or board web M is then guided by a longitudinal separation section 4, which is realized in the example shown as a longitudinal cutting device with positionable in y-direction format selection knife pairs 23, each pair of knives 23 by a driven disc-shaped upper or cutting blade 16 and a revolving lower - or pot knife 17 is formed.
- the longitudinal cutting section 4 is bounded in the x-direction by a front and a rear guide roller 11, which can of course also consist of individual segments.
- the paper or board web M is then in a further course in a, formed from two axially parallel support rollers 18,19, formed winding bed 6 feasible in the y-direction frontally juxtaposed partial web or finished rolls 7 are formed.
- At least one of the two support rollers 18, 19 can be driven.
- both support rollers 18,19 are driven and are connected via a common control and / or regulating device 20 in connection.
- a common control and / or regulating device 20 in connection.
- it has proven useful if the speed in the running direction x of the paper or board web M first support roller 18 and the second support roller 19 is torque-controlled.
- an elastic storage at least one support roller 18,19 is conceivable.
- the axes 21, 22 of the support rollers 18, 19 may be mounted at different height levels in the z direction.
- the support rollers 18,19 may have different diameters.
- At least one of the two support rollers 18, 19 also have a coating or casing which becomes effective on the paper or board web M, while, for example, the other support roller 18, 19 is designed as a steel roller.
- at least one of the support rollers 18, 19 may comprise a passive or active damping or a repayment element.
- winding cores 15 'arranged in alignment one behind the other are to correspond in their axial extent to the spacing of two adjacent pairs of blades 23 of the longitudinal dividing section 4.
- the cores 15 ' may preferably consist of cardboard or plastic.
- the most common diameter parameters in the market are 75 mm and 150 mm.
- the illustrated roll slitting machine 1 has a pressure roller device 24.
- the support rollers 18, 19 and the Antikwalzensegmente 25 of Andruckwalzen listening 24 are collectively referred to as winding rollers, by means of the Operabahn- or finished rolling 7 are formed and during each winding process together with these form a winding system 8, in mutually outgoing vibrations mutually Act.
- At least two of the at least two partial web rolls or finished rolls 7 forming side by side are connected to one another for the further course of the winding process by a bridging of the separating gap limited in their length (X).
- X the length of the section 27
- the length of the section 27 may vary depending on Execution of a slitter according to the invention 1 always be the same size.
- the slitter-winder 1 has an output device 32, which is designed such that the length of the section or sections 27 can be selected.
- a preferred dispensing device 32 comprises a housing 34 in which a path of defined length can be unwound from a spool to form connecting elements. It is preferred that the dispensing device 32, preferably along a guide 35 synchronously to the separating means, here the knife pairs 23 on the transverse direction (Y) of the slitter 1 positionable.
- this separation device and output device can also form a structural unit or, as shown here, be arranged spatially separated.
- the length of the respective section 27 corresponding to the instantaneous diameter D of the forming Operabahn- or finished rolling 7 and the current winding speed V is adaptable such that a compound of the adjacent Part track rollers 7 over 1 to 20 winding layers, preferably over 1 to 10 winding layers, very preferably over 2 to 5 winding layers results.
- the winding layers do not have to be reached in integer steps.
- the winding layers are not completely connected in itself, but that the longitudinal separation process is interrupted in short successive periods and resumed.
- FIG. 5 schematically illustrated connection it is then achievable that form, for example, two free spaces F within the connecting portion 27, which, starting from the partial web or finished rolling center, opposite, so form a common escape with the winding tube 15 '.
- the free spaces F a clearance forming slightly larger than the diameter of the used winding tube 15 ', so that a separation medium, such as a blade 28, is inserted into the free space F, and the connection is separable from the inside out.
- a winding tube 15 ' which may have been elongated under the winding load during the winding process, ie, will not be injured or hinder the separation process either.
- FIG. 2 an exemplary embodiment of a designed as an application device means 31 is shown, which has an output device 32 and a pressing device 33. Output device 32 and pressing device 33 are synchronous with their associated, in FIG. 1 illustrated pair of knives 23 positionable in the Y direction.
- a guide 35 in the form of a dovetail guide is exemplarily shown on the underside of the housing 34 of the dispensing device 31.
- the guide 35 may take any, and preferably a configuration known to those skilled in the art with the known configurations for positioning knife pairs on roll cutting devices.
- the housing 34 of the dispensing device 32 provides a supply roll, not shown in greater detail, of which an adhesion promoter 37 can be acted upon or already acted upon, strip-shaped connecting means, from which connecting elements 36 can be produced by application to the sections 27 to be joined of the partial webs M 'and transverse cutting ,
- the pressing device 33 is for rapid mobility with two electromagnets 29 in operative connection and seen in the z direction between two predetermined by the two electromagnets 29 positions reversible, the pressing device 33 with the paper or board webs to be connected M in contact and about the output device 32 comes into operative connection.
- the other position P ' represents the waiting position.
- the entire process takes place within one second, more preferably even fractions of a second.
- a web stabilizer 10 is provided.
- Auswerfer wornen 14 of which in the illustrated side view, only the foremost is recognizable, along the Y direction corresponding to the individual longitudinal separation devices of the longitudinal separation section 4 can be positioned and act on ejection, that is, exactly when ejecting or rolling, the finished rolls 7 on the joints between two adjacent and inventively connected finished rollers 7.
- This tension the joints and can be separated in a suitable manner to form a particularly accurate and clean separation or cutting edge of each other. It is economically advantageous that no additional production time is required by the temporal overlap of the ejection process and the separation process and high efficiency of the slitter-winder 1 is ensured.
- This second device for separating the connected finished rolls is essentially an intermediate storage area 38 in which preferably finished rolls which have a connection with time-dependent strength are temporarily stored.
- the time interval of such connections is preferably set to the duration of an average winding process.
- the finished rolls 7 then roll down after release under their own weight a slope 39 and are separated by individually controllable stops 40.
Landscapes
- Winding Of Webs (AREA)
- Replacement Of Web Rolls (AREA)
Abstract
Description
- Die Erfindung betrifft ein Wickelverfahren, bei dem eine Materialbahn, insbesondere eine Papier- oder Kartonbahn, von einer Mutterrolle abgewickelt und zur Bildung von Fertigrollen in einem Längstrennprozess entlang ihrer Laufrichtung, unter Ausbildung eines Trennungspaltes, geteilt und im Anschluss wieder aufgewickelt wird, wobei mindestens zwei sich während eines Wickelprozesses aus den entstandenen Teilbahnen bildenden Fertigrollen stirnseitig nebeneinander in einem gemeinsamen Wickelbett mittels Wickelwalzen gebildet werden, wobei die sich bildenden Fertigrollen und die sie behandelnden Wickelwalzen Teile eines gemeinsamen Wickelsystems bilden.
- Ferner betrifft die Erfindung eine Rollenschneidvorrichtung die eine Abwickeleinrichtung für eine Mutterrolle aufweist, in der eine Materialbahn, vorzugsweise eine Papier- oder Kartonbahn, von einer Mutterrolle abwickelbar ist,
eine Längstrennpartie in der die Materialbahn in Längsrichtung unter Ausbildung mindestens eines Trennungsspaltes in mindestens zwei Teilbahnen trennbar ist
und eine Aufwickeleinrichtung die ein Wickelbett aufweist in dem mindestens zwei stirnseitig nebeneinander positionierbare Fertigrollen mittels Wickelwalzen bildbar sind und die sich bildenden Teilbahnbeziehungsweise Fertigrollen und die sie behandelnden Wickelwalzen Teile eines gemeinsamen Wickelsystems bilden. - Die Erfindung wird im Folgenden im Zusammenhang mit der Behandlung einer Papierbahn erläutert. Sie ist jedoch auch bei anderen Bahnen entsprechend anwendbar, die ähnlich zu handhaben sind. Dabei handelt es sich beispielsweise, jedoch nicht erschöpfend, um Bahnen aus Karton, Kunststoff- oder Metallfolien.
- Papierbahnen werden in relativ großen Breiten von bis zu über 11 m in einer Papiermaschine produziert. Die Produktion erfolgt quasi endlos. Dabei definiert die Warenlaufrichtung der Papiermaschine für alle in der Papierfabrik befindlichen Maschinen und Einrichtungen die Längs- und in horizontaler Ebene senkrecht dazu die Querrichtung. Zur Vereinfachung der vorliegenden Schrift wird im Weiteren an geeigneten Stellen die Längsrichtung X-Richtung, die Querrichtung als Y-Richtung und die auf einer durch diese beiden Richtungen aufgespannten Ebene senkrecht stehende Höhenrichtung als Z-Richtung bezeichnet. Am Ende der Papiermaschine wird die erzeugte Papierbahn in voller Breite auf einen Wickelkern aufgewickelt. Dieser Wickelkern wird zyklisch, in aller Regel bei laufender Produktion, ersetzt. Der auf diese Weise entstehende, bahnbreite Wickel wird üblicherweise als Mutterrolle bezeichnet. Um für einen späteren Verwender, beispielsweise eine Druckerei, handhabbar zu sein, muss die, auf einer Mutterrolle gewickelte, Papierbahn in mehrere, parallel verlaufende Teilbahnen geschnitten werden, deren Breiten für den jeweiligen späteren Verwender geeignet ist. Diese Breiten können fallweise stark variieren, sodass die Aufteilung der Papierbahn üblicherweise nach einem individuell definierbaren Schnittmuster vorgenommen wird. Die Teilbahnen werden dann zu so genannten Teilbahn- oder Fertigrollen aufgewickelt und gemeinsam als sogenannter Rollenwurf ausgegeben. Das Schnittmuster ist von Rollenwurf zu Rollenwurf änderbar. Das Längsschneiden und Aufwickeln erfolgt zweckmäßigerweise in einer einzigen Maschine, die weitverbreitet als Rollenschneidmaschine bezeichnet wird. Im Wesentlichen besteht eine solche Rollenschneidmaschine aus einer Abrolleinrichtung, einer Schneidpartie und einer Aufrolleinrichtung, wobei die Schneidpartie eine entsprechend der möglichen Teilungen angepassten Anzahl von meist scheibenförmig ausgebildeten Schneiden aufweist.
- Bei der Ausgestaltung einer Rollenschneidmaschine unterscheidet der Fachmann zwischen zwei grundsätzlichen Bautypen, nämlich dem Tragwalzenroller und dem Stützwalzenroller. Dies gilt auch dann, wenn wenigstens eine der auf die sich im Wickelprozess bildenden Wickelrollen - d.h. Teilbahn- oder Fertigrollen - Einfluss nehmenden Wickelwalzen durch einen, um Walzen umlaufendem, Gurt ersetzt ist.
- Kennzeichnend für den Tragwalzenroller-Typ, der für die vorliegende Anmeldung alleinig von Interesse ist, ist eine Aufrolleinrichtung, bei der der gesamte Rollenwurf in einem Wickelbett, das aus zwei Tragwalzen besteht, auf Wickelhülsen aufgewickelt wird. Die Wickelhülsen des Rollenwurfes können achslos durch Spann- beziehungsweise Führungsköpfe oder, in selteneren Fällen, durch in die Wickelhülsen eingeführte Wickelwellen gehalten werden. Die Rollen werden gemeinsam, als kompletter Wurf, aufgewickelt. In der Regel geschieht dies mittels einer Umfangswicklung, wozu mindestens eine der beiden Tragwalzen antreibbar ist. Wird eine Wickelwelle verwendet kann auch eine Zentrumswicklung oder eine Kombination von beidem stattfinden.
- Im Allgemeinen werden zusätzliche Andruckwalzen verwendet, die im Anfangsstadium jeder Wicklung für ein gewünschtes Maß an Wickelhärte sorgen und im weiteren Verlauf des Wickelprozesses häufig stabilisierende Aufgaben übernehmen sollen.
- Zur Sicherung der Wettbewerbsfähigkeit und zur Erreichung einer hohen Produktivität ist man bestrebt, hohe Produktionsgeschwindigkeiten zu erreichen. Dabei haben sich alle in der Produktionskette einer Papierfabrik befindlichen Einrichtungen beziehungsweise Maschinen an der durch die Papiermaschine vorgegebenen Produktionsgeschwindigkeit zu orientieren. Da eine Papiermaschine, einmal von Störungsfällen abgesehen, kontinuierlich arbeitet, ist es für eine diskontinuierlich arbeitende Rollenschneidmaschine schwierig, der vorgelegten Geschwindigkeit zu folgen, da Rüst-, Beschleunigungs- und Verzögerungszeiten entsprechend der Aufgabe der Formatreduzierung relativ häufig anfallen und deshalb nur durch deutlich höhere Produktionsgeschwindigkeiten auszugleichen sind.
- Dass heißt, das die Rollenschneidmaschine Rollensatz für Rollensatz in einer Art "stop-and-go-" Prozess unter extremen Beschleunigungs- und Verzögerungswerten produzieren muss. Die in den vergangenen Jahren stark gestiegenen Produktionsgeschwindigkeiten der Papiermaschinen, der aus wirtschaftlichen Gründen bestehende Wunsch mit einer einzigen Rollenschneidmaschine der Produktion der Papiermaschine folgen zu können und das insbesondere in den oberen Formatbereichen gewachsene Spektrum der unterschiedlichen Verbraucherwünsche hat zur Folge das heute Fertigrollen in Breitenbereichen zwischen etwa 0,2 m bis 5,0 m und Fertiggewichten zwischen wenigen hundert Kilogramm und 10 Tonnen produziert werden. Ihr Enddurchmesser beträgt meist ca. 1,5 m, wobei auch starke Abweichungen davon gängig sind. Dabei werden Produktionsgeschwindigkeiten von bis zu 3000 m/min angestrebt, die zwischen Beschleunigungs- und Verzögerungsphasen von 40 m/s2 bis 60 m/s2 erreicht werden sollen.
- Derartig hohe Anforderungen an den Wickelprozess und damit verbunden auch an die Rollenschneidmaschine bergen jedoch ein hohes Gefährdungspotential auf Grund auftretender Schwingungen.
- Der zu erzeugende Wickel nimmt nämlich kaum eine ideale runde Form an. Kleine Wickelfehler, beispielsweise auf Grund leichter Profilschwankungen der zu wickelnden Papierbahn, addieren sich bei jeder vollen Umwicklung. Auf Grund der periodischen Wiederkehr der jeweiligen Wickelfehler des rotierenden Wickels, bilden sich in Abhängigkeit von dessen Umfang und Umfangsgeschwindigkeit Schwingungen entsprechender Frequenz aus.
- Mit zunehmender Produktionsgeschwindigkeit wird die Erregerfrequenz immer größer (bei steigender Umfangsgeschwindigkeit durchläuft dieselbe Position des Wickels immer häufiger denselben Wickelspalt) und die Erregeramplitude wird immer heftiger (gleichzeitig wächst mit zunehmendem Wickelrollendurchmesser auch dessen Unebenheit und das wirksames Gewicht). Dabei nimmt die Wahrscheinlichkeit stark zu, dass sich während dieses komplexen Prozesses Schwingungen ausbilden, die (über ganzzahlige Harmonische) geeignet sind, mit den Tragwalzen der Wickelmaschine Resonanzen auszubilden, die zu einem heftigen, teilweise raschen "Aufschaukeln" der gesamten Maschine führen können. Wie bekannt können dabei im Extremfall Wickel aus dem Wickelbett ausgeworfen werden.
- Bei heute angestrebten Produktionsgeschwindigkeiten besteht zudem kaum noch die wirtschaftlich nutzbare Möglichkeit die Eigenfrequenzen der beteiligten Tragwalzen derart auszulegen, dass eine mögliche Eigenstimmulierung des Systems zuverlässig ausgeschlossen werden kann und überlagernd dazu treten noch eine Vielzahl weiterer Schwingungsindikatoren auf die unter einer Gruppe von Schwingungsindikatoren maschinenbedingter zusammen zu fassen sind.
- Hauptsächlich durch die vorgenannte Gruppe, also denjenigen Schwingungsindikatoren die im Wesentlichen mit der zu verarbeitenden Papierbahn zusammenhängen, beeinflusst treten zudem häufig beobachtete weitere Phänomene auf, die mindestens zum Teil auf eine Bewegungsfreiheit der einzelnen Rollen untereinander zurück zu führen sind. Beobachtungen haben gezeigt, dass sich kritische Wickelphasen insbesondere ausbilden können, wenn die Teilbahnrollen einen Wickeldurchmesser von etwa 800 mm bis 1100 mm erreicht haben beziehungsweise durchlaufen.
- Der Erfindung liegt daher die Aufgabe zugrunde, ein Verfahren und eine Vorrichtung zum Aufwickeln einer Materialbahn auf eine Wickelhülse derart weiterzuentwickeln, dass die Verhältnisse im Aufwickelbereich stabilisieren werden. Insbesondere sollen hohe Schwingungsamplituden innerhalb des Wickelsystems vermieden werden.
- Verfahrensgemäß wird die Aufgabe der Erfindung dadurch gelöst, dass während mindestens eines Abschnittes des Wickelprozesses nach dem Längstrennprozess ein Verbindungselement zur Überbrückung des Trennungsspaltes aufgebracht wird.
- Erfindungswesentlich ist also die Überbrückung, dass bedeuted abschnittsweise "Wiederverbindung" eines durch einen, innerhalb desselben Wickelprozesses erzeugten Trennungsspaltes und die anschließende Wiederaufnahme des Längstrennprozesses.
- Dabei ist es von besonders großem Vorteil, wenn eine derartige Überbrückung während der Hauptwickelphase, also nach der Beschleunigungsphase zu Beginn und vor der Verzögerungsphase zum Ende des Wickelprozesses vorgenommen wird, da die schwingungskritischen Wickelphasen häufig in diesen Bereich fallen oder zumindest in diesem Bereich initiiert werden.
- Ebenso kann es aber auch von Vorteil sein, wenn während der Beschleunigungsphase, insbesondere zu dessen Ende hin oder während der Verzögerungsphase, insbesondere während der Einleitungsperiode der Verzögerungsphase, das erfindungsgemäße Verfahren angewendet wird, da es auch in diesen Zeitabschnitten teilweise zu heftigem Rollenschaukeln kommen kann, was dann meist durch Bahnzugschwankungen initiiert ist und rasch gefährlich werden kann.
- Bei dem erfindungsgemäßen Verfahren werden benachbarte Teilbahnrollen während ihres Bildungsprozesses verbunden und somit in ihren Laufeigenschaften beruhigt, wobei auch ihre Eigenfrequenz verändert wird. Die Verbindung findet dabei in einem Durchmesserbereich statt, der sowohl vom Außendurchmesser der Wickelhülse(n), wie auch vom Enddurchmesser einer zu Ende gewickelten Fertigrolle beabstandet ist.
- Bevorzugt wird ein Verbindungselemenent aufgebracht, das wenigstens abschnittsweise einen Haftvermittler aufweist.
- Auf diese Weise ist eine rasche Anbindung an die zu verbindenden Teilbahnrollen gewährleistet und das Risiko einer unbeabsichtigten Verschiebung oder eines Verlustes des jeweiligen Verbindungselementes minimiert.
- Um eine ganz besonders stabile Verbindung herzustellen und den Aufwand für eine exakte Positionierung in Y-Richtung des aufzubringenden Verbindungselementes gering zu halten ist es von Vorteil, wenn der Haftvermittler vollflächig mit dem Verbindungselement in Kontakt steht.
- Dagegen kann auch eine nur Teilflächige Überdeckung des Verbindungselementes mit einem Haftvermittler von Vorteil sein, da beispielsweise die Gefahr von Randverschmutzungen an den sich bildenden Teilbahnrollen dann besonders gering ist. Ebenso können Kosten eingespart werden.
- Dabei ist es ganz besonders bevorzugt, wenn in Laufrichtung (X) gesehen am hinteren Ende des jeweiligen Verbindungselementes kein Haftvermittler vorgesehen ist, da die entstehenden Teilbahnbeziehungsweise Fertigrollen in späteren Prozessen, etwa in einem Druckprozess, anders herum abgewickelt werden. Auf diese Weise ist dann nämlich der Anfang des jeweiligen Verbindungselements nur lose mit der durch ihn teilweise überdeckten Wickellage der jeweiligen Teilbahn- oder Fertigrolle in Kontakt, dass heißt das Verbindungselement kann dann gut abgeführt beziehungsweise entfernt werden, beispielsweise durch Blasluft oder einen kleinen Abnehmer oder Ähnliches.
- Dazu kann es besonders bevorzugt sein, dass das Verbindungselement am Übergang zwischen einem Bereich, der einen Haftvermittler aufweist und einen Bereich, der keinen Haftvermittler aufweist eine Prägung, beispielsweise eine Kante oder eine Pfalz eingebracht wird, um ein späteres Ablösen zu vereinfachen.
- Sowohl vollflächig wie auch teilflächig mit Haftvermittlern in Kontakt stehende Verbindungselemente können bereits als vorgefertigte Verbindungen, insbesondere Laminate, zur Verfügung stehen.
- In anderen Fällen kann ein Haftvermittler aber auch einfach gemeinsam mit dem Verbindungselement aufgebracht werden. Dies hat dann aber den Verteil, dass der Anwender sehr frei in seiner Auswahl hinsichtlich des Deckungsgehaltes von Haftvermittler zu Verbindungselement bleibt.
- Es kann von Vorteil sein, wenn ein abbindender Haftvermittler verwendet wird. Abbindende Haftvermittler stehen preiswert auf dem Markt zur Verfügung. Auf diese Weise werden darüber hinaus besonders feste Verbindungen möglich.
- Es ist von Vorteil wenn ein Haftvermittler verwendet wird, dessen Haftstruktur unter Betriebsbedingungen, insbesondere in einem Temperaturbereich von 8°C bis 65°C, ganz insbesondere von 15°C bis 50°C offen bleibt, dass heißt nicht vollständig abbindet.
- Auf diese Weise wird eine besonders unkomplizierte Wiederablösung des Verbindungselementes ermöglicht. Das Verbindungselement kann dann also ganz einfach, wie zum Beispiel ein Post-it®-Produkt, wieder von der Oberfläche der oder den von ihm teilweise überdeckten Wickellage(n) der jeweiligen Teilbahnrolle "abgezogen" werden.
- Mit besonderem Vorteil wird ein Haftvermittler verwendet, der sich nach einem bestimmten Zeitintervall selbständig auflöst.
- Dies bietet den Vorteil, dass die Verbindung zwischen benachbarten Teilbahn- beziehungsweise Fertigrollen sich nach einem bestimmten Zeitabschnitt wieder selbständig auflöst und der Aufwand für eine Trennung entfällt oder mindestens erheblich reduziert wird. Es kann dabei ganz besonders bevorzugt sein, dass der Haftvermittler so eingestellt ist, dass er nach in Kontakttreten mit der Oberfläche der von ihm teilweise überdeckten Wickellage(n) derart eingestellt ist, dass er die restliche Zeit des jeweiligen Wickelprozesses hält und sich dann, möglicherweise nach einer gewissen Zugabe einer zeitlichen Sicherheit, wieder auflöst.
- Dann ist es beispielsweise bevorzugt, dass die Wirkzeit des Haftvermittlers in etwa der Dauer eines Wickelprozesses entspricht. Diese Dauer ist im Normalfall dem Betreiber einer Rollenschneidvorrichtung bekannt und ändert sich im Allgemeinen von Wickelprozess zu Wickelprozess kaum. Es ist dann unerheblich, ob die zu verbindenden Teilbahnrollen in einem eher anfänglichen Wickelstadium, in dem bevorzugten mittleren Wickelstadium oder in einem eher zum Ende des Wickelprozesses gerichteten Zeitabschnitt miteinander verbunden werden. Die Fertigrollen werden dann nämlich gemeinsam als Rollensatz ausgegeben und können dann vorzugsweise in einem ersten Wartebereich außerhalb des Wickelbettes zwischengelagert werden. Dies ist auch dann sinnvoll, wenn nicht alle Fertigrollen eines Rollensatzes mit einer benachbarten Fertigrolle verbunden sind. Nach einem Zeitabschnitt der dem eines Wickelprozesses entspricht und mit dem Zeitpunkt der Verbindung beziehungsweise der zuletzt vorgenommenen Verbindung beginnt, werden die Fertigrollen dann vereinzelt, beispielsweise in dem sie gegen versetzt zueinander angeordnete Stoppstellen gerollt werden. Die einzelnen Fertigrollen sind dann zum Abtransport bereit.
- Angemerkt sei hier, dass das Entwicklungsfeld selbstauflösender Haftvermittler sich derzeit relativ stark entfaltet. Derartige Haftvermittler sind aber beispielsweise aus der
DE 101 60 320 A1 bereits bekannt und decken auch das hier bevorzugte Zeitintervall bei weitem ab. - Besteht das Verbindungselement selber aus einem derartigen Haftvermittler ist ein besonders sicherer und komfortabler Trennungsprozess gewährleistet. Mögliche Rückstände fallen in einem nachfolgenden Prozess auf Grund ihrer Schwerkraft dann beim Abwickeln einfach nach unten oder können, beispielsweise von der Oberseite einer sich im Abwickelprozess befindlichen Papierbahn, abgeblasen werden.
- Mit großem Vorteil kann ein Haftvermittler verwendet werden, der sich unter einem energetischen Einfluss auflöst.
- In anderen Fällen, beispielsweise, wenn es räumlich keine Möglichkeit gibt, eine oben beschriebene Zwischenlagerung einzurichten, oder wenn der Betreiber ausnahmsweise doch mit schwankenden Prozessintervallen zwischen einzelnen Wickelprozessen rechnen muss oder möglicherweise auch aus Kostengründen, kann es von Vorteil sein, wenn der Haftvermittler unter energetischem Einfluss aufgelöst oder zumindest in seiner Haftkraft geschwächt oder desaktiviert wird. Dies kann dann beispielsweise, aber nicht erschöpfend, mittels Schallwellen, bevorzugt Ultraschall- oder Hyperschallwellen, unter Einwirkung von Lichtstrahlen, bevorzugt Laser- oder UV-Strahlen, oder fallweise auch unter zu Hilfenahme eines Temperatureinflusses, beispielsweise durch eine (gezielte) Wärme- oder Kältebehandlung, initiiert werden. Dann ist beispielsweise auch eine wenigstens teilweise Verdunstung des Verbindungselementes erreichbar.
- Es ist bevorzugt, dass ein Verbindungselement aufgebracht wird, dass aus einem Metall in einer Stärke von 0,01 mm bis 2,0 mm, vorzugsweise zwischen 0,05 mm und 1,15 mm, ganz vorzugsweise zwischen 0,05 mm und 0,75 mm besteht,
oder aus einem Thermoplast in einer Stärke von 0,005 mm bis 2,0 mm, vorzugsweise zwischen 0,01 mm und 1,3 mm, ganz vorzugsweise zwischen 0,1 mm und 0,8 mm besteht,
oder aus einem Papier in der Stärke von 0,005 mm bis 2,0 mm, vorzugsweise zwischen 0,02 mm und 1,3 mm, ganz vorzugsweise zwischen 0,1 mm und 0,8 mm besteht,
oder vollständig aus einem Haftvermittler, vorzugsweise in dem für Thermoplaste genannten Stärke Bereich, besteht. - Dabei wird das Verbindungselement bevorzugt als streifenförmig ausgebildetes Verbindungselement aufgebracht, das eine Breite (Y) zwischen 3 mm und 65 mm, vorzugsweise zwischen 5 mm und 40 mm, ganz vorzugsweise zwischen 7 mm und 30 mm aufweist.
- Dabei ist es ganz besonders vorteilhaft, wenn die Breite und die Lage des Verbindungselementes derart gewählt wird, dass der von dem Verbindungselement wenigstens temporär überdeckte Bereich der Teilbahn- beziehungsweise Fertigrolle in einem nachfolgenden Prozess, etwa im Vorfeld eines Druckprozess, durch einen Randbeschnitt entfernt wird.
- Die Länge (X) ist selbstverständlich vom Anwendungsfall, insbesondere von dem zu überdeckenden Umfang, abhängig. Das streifenförmig ausgebildete Verbindungselement wird dazu also bevorzugt als Rollenmaterial bevorratet und in gewünschten Längen abgewickelt und aufgebracht.
- Besonders bevorzugt wird ein Verbindungselement aufgebracht, dass einen in seinem Querschnitt geschwächten und oder durchbrochenen Bereich aufweist.
- Dabei wird das Verbindungselement dann vorzugsweise so aufgebracht, dass der Bereich den Trennungsspalt überdeckt oder in seiner unmittelbaren Umgebung, beispielsweise bis maximal 1mm bis 2 mm innerhalb einer Teilbahn- beziehungsweise Fertigrolle angesiedelt wird. Dabei kann die Schwächung in der Weise erfolgen, dass die im Wickelprozess üblicherweise vorherrschenden Kräfte zwischen benachbarten Teilbahn- beziehungsweise Fertigrollen, die bestrebt sind, sich gegeneinander zu bewegen, aufgefangen werden und die Schwächung nur hinsichtlich einer gezielten Kraftbeaufschlagung die dann außerhalb des Wickelbettes vorzunehmen ist, empfindlich wirkt.
- Auch ist es besonders bevorzugt, dass ein Verbindungselement aufgebracht wird, dass ein Schwächungsmittel, vorzugsweise einen Reißfaden, ein Reißband, einen Layer oder ähnliches, aufweist.
- Ein solches Verbindungselement wird analog zur vorher genannten Ausgestaltungsvariante aufgebracht und besitzt gegenüber dieser den weiteren Vorteil, dass das Verbindungselement während des Wickelprozesses seine volle Stabilität behält und erst nach Beendigung des Wickelprozesses geschwächt oder geteilt wird.
- Unter einem Layer wird in diesem Zusammenhang eine Schicht verstanden, die zur Trennungsbildung geeignet ist, die also beispielsweise nach einem Zeitintervall oder unter gezielter Fremdeinwirkung zerfällt, sich relativ stark ausdehnt oder expandiert, sich zusammenzieht oder in ähnlicher Weise geeignet ist, eine Rißbildung im Verbindungselement zu initiieren.
- Es ist von großem Vorteil, wenn das Verbindungselement in mehreren, über den Umfang der zu verbindenden Teilbahn- oder Fertigrollen, verteilten Abschnitten aufgebracht wird,
oder
das Verbindungselement in 1 bis 20, vorzugsweise 1 bis 8, ganz vorzugsweise 2 bis 5 durchgängigen Umwicklungen, aufgebracht wird. - Werden über den momentanen Umfang der benachbarten Teilbahn beziehungsweise Fertigrollen mehrere kürzere Abschnitte von Verbindungselemente aufgebracht, bietet das zwei wesentliche Vorteile. Zum einen können bei geringem Material- und Kostenaufwand hohe Stabilitäten erreicht werden, zum anderen bleibt bei geeigneter Anordnung ein Fenster frei, durch das ein späteres Trennungselement hindurch gebracht werden kann, um die Verbindung dann besonders sauber und Rissfrei von Innen nach Außen trennen zu können.
- Wird ein Trennungsspalt mittels eines einzigen sich nach dem Aufwickeln über mindestens einen Umfang erstreckenden Verbindungselementes überdeckt, ist ein bedeutend ruhigeres Aufbringen möglich, da, wie erwähnt, vorzugsweise bei hohen Geschwindigkeiten gearbeitet wird. Auf Grund der geometrischen Anordnung entsteht eine besonders feste Verbindung, sodass auch an die Stabilität des Verbindungselementes, also seines Materials und seiner Materialstärke, nur geringere Anforderungen zu stellen sind.
- Vorzugsweise wird das Aufbringen des mindestens einen Verbindungselementes anhand von erhobenen Messdaten veranlasst.
- Auf diese Weise kann bedarfsgerecht stabilisierend in den Wickelprozess eingegriffen werden. Ein derartig ausgebildetes Verfahren kann also besonders individuell eingesetzt werden. Möglicherweise aufwendige spätere Trennprozesse werden nur dann nötig, wenn der Wickelprozess eines bestimmten gerade in der Produktion befindlichen Rollensatzes beruhigt werden soll. Ein solcherart ausgebildetes Verfahren kann also durchaus eine Tagesproduktion umfassen, an der nur einige der beispielsweise im etwa 5 bis 15 minütigen Zeittakt zu fertigenden Rollensätzen durch eine Verbindung benachbarter Teilbahnrollen stabilisiert werden. Ein derartig ausgestaltetes erfindungsgemäßes Verfahren bietet also ein ganz besonders hohes Maß an Sicherheit für jeden einzelnen zu erstellenden Rollensatz.
- Dagegen kann es fallweise auch von Vorteil sein, wenn das Aufbringen mindestens eines Verbindungselementes anhand eines festgelegten Programmablaufs veranlasst wird.
- Häufig werden auf ein und derselben Papiermaschine Papiere unterschiedlicher Sorten hergestellt, deren Parameter wie beispielsweise Flächengewichte sich jedoch über einen gewissen Zeitraum wiederholen. Ähnliches gilt dabei für die auf der Rollenschneidvorrichtungen zu erzeugenden Schnittmuster. In Papierfabriken, die ein relativ überschaubares Spektrum an derartigen Variationen produzieren kann es deshalb sinnvoll sein, ein erfindungsgemäßes Verfahren anhand von hinterlegten Programmabläufen durchzuführen. Das spart beispielsweise einen gewissen Anteil an nötiger Steuerungs- beziehungsweise Regelungstechnik ein.
- Der Programmablauf kann dabei beispielsweise auf Grund von Berechnungen oder von Erfahrungen erstellt werden.
- Es ist von Vorteil, wenn mindestens ein Verbindungselement kurz vor oder bei Erreichen einer kritischen Eigenfrequenz des Wickelsystems oder wenigstens eines Teils des Wickelsystems aufgebracht wird.
- Auf diese Weise wird das Erreichen kritischer Schwingungszustände wirksam verhindert und ein laufruhiger Wickelprozess gewährleistet. Somit wird die Herstellung qualitativ hochwertiger Wickelrollen bei hohen Produktionsgeschwindigkeiten ermöglicht.
- Es ist bevorzugt, dass mindestens ein Verbindungselement über den Trennungsspalt zweier benachbarter Teilbahn- beziehungsweise Fertigrollen aufgebracht wird, wenn die beiden Teilbahnbeziehungsweise Fertigrollen während ihrer Ausbildung einen bestimmten Durchmesserunterschied, vorzugsweise von wenigstens 0,5mm, fallweise von wenigstens 1,0 mm und ausnahmsweise von wenigstens 2,0 mm überschreiten.
- Dabei garantiert das erstgenannte Limit eine besonders schonende Wicklung, da Schwingungen hier ganz besonders wirkungsvoll verhindert werden. Demnach ist ein derart weitergebildetes Wickelverfahren zu außergewöhnlich hohen Wickelleistungen auch im Hinblick auf die erzielbaren Wickelgeschwindigkeiten, befähigt.
- Das zweitgenannte Limit reicht jedoch für die normalen Fälle vollkommen aus und hält die Kosten gering, da Verbindungselemente (mit Haftvermittler) eingespart werden und unnötiger Aufwand für sich anschließende Trennungsprozesse in Grenzen gehalten wird.
- Für einfache Anwendungen reicht häufig sogar eine Auslösekennzahl von etwa 2 mm aus. Dann müssen wohlmöglich zwar bereits leichte Qualitätseinbußen beim Wickelergebnis in Kauf genommen werden, aber dem Betreiber steht bei rationeller Fertigung immer noch ein hoch wirksames Sicherungsverfahren zur Verfügung, falls die Durchmesserunterschiede auf einen kritischen wert zustreben.
- Mit besonderem Vorteil wird mindestens ein Verbindungselement bei einer Bahngeschwindigkeit von mehr als 800 Meter pro Minute, vorzugsweise von mehr als 1200 Meter pro Minute, ganz vorzugsweise von mehr als 1500 Metern pro Minute aufgebracht.
- Somit kann der Herstellungsprozess besonders effektiv betrieben werden. Dabei ist es bevorzugt, dass bei Überbrückung des mindestens einen Trennungsspaltes die momentan anliegende Bahngeschwindigkeit um nicht mehr als etwa 10 % bis 15% verringert wird. Ganz bevorzugt wird die Bahngeschwindigkeit sogar in den üblichen Toleranzbereichen beibehalten und kann dann bei modernen Rollenschneidmaschinen unter voller Produktionsgeschwindigkeit 2500 Meter pro Minute, 2800 Meter pro Minute oder sogar bis etwa 3000 Meter pro Minute betragen.
- Es ist bevorzugt, dass der Längstrennprozess mehrere zeitlich parallel und über die CD-Richtung (Y) der Materialbahn verteilte Einzeltrennprozesse umfasst und (zumindest hinsichtlich einer zeitlichen Überlappung) nur über einen Teil der Trennungsspalte mindestens ein Verbindungselement aufgebracht wird.
- Auf diese Weise kann der Wickelprozess besonders effizient stabilisiert werden, da nur diejenigen sich bildenden Teilbahnrollen stabilisiert werden, von denen eine Schwingungsgefahr zu erwarten ist oder von denen bereits ein Schwingungsherd konkret ausgeht.
- Zeitlich überlappend bedeutet dabei, dass die Überbrückungen der einzelnen Längstrennprozesse nicht exakt synchron verlaufen müssen, obwohl eine zeitlich exakt parallele Arbeitsweise in den meisten Fällen bevorzugt ist.
- Für eine besonders wirtschaftliche und effiziente Nutzung des erfindungsgemäßen Verfahrens kann es ferner bevorzugt sein, dass nur der- oder diejenigen Einzeltrennprozesse, die die Materialbahn in CD-Richtung (Y) gesehen, in ihrem mittleren Bereich längstrennen mittels Verbindungselementen wiederverbunden werden, während die randständigen Einzeltrennprozesse aufrecht erhalten werden.
- In den meisten Fällen wird nämlich von einer Schwingungsgefahr aus dem, in Y-Richtung gesehenen, mittleren Bereich des Wickelbetts auszugehen sein, sodass bei einer entsprechenden Ausgestaltung des erfindungsgemäßen Verfahrens, der Wickelprozess effizient beruhigt werden kann und unnötiger Aufwand in Verbindung mit den sonst auch für die randständigen Fertigrollen durchzuführenden Trennprozessen nach Abschluss des Wickelprozesses vermieden wird.
- Unter dem selben Gesichtspunkt kann es darüber hinaus bevorzugt sein, dass die zu verbindenden Fertigrollen nach Format und Lage im Wickelbett derart ausgewählt werden, dass eine einzige Unterbrechung und Wiederaufnahme des Längsschneideprozesses ausreicht, um das erreichen kritischer Schwingungszustände eines Teils des Wickelsystems oder des Wickelsystems über den gesamten Wickelprozess zu vermeiden.
- Stimmt der Betreiber den erfindungsgemäßen Eingriff, dass heißt die Unterbrechung und Wiederaufnahme des Längstrennprozesses und das Schnittmuster, also Format und Lage der zu erzeugenden Fertigrollen entsprechend der letztgenannten Ausführung ab, wird ein Wickelprozess besonders sicher und effizient beruhigt.
- Vorrichtungsgemäß wird die Aufgabe der Erfindung dadurch gelöst, dass die Rollenschneidmaschine in Längsrichtung hinter der Längstrennpartie eine Einrichtung aufweist, mittels der ein Verbindungselement zur Überbrückung des mindestens einen Trennungsspaltes zwischen zwei benachbarten Teilbahnen beziehungsweise zwischen zwei benachbarten Teilbahn- beziehungsweise Fertigrollen aufbringbar ist.
- Eine so charakterisierte Rollenschneidvorrichtung ist also besonders vorteilhaft zur Durchführung eines erfindungsgemäßen Verfahrens geeignet.
- Dabei ist es von Vorteil, wenn die Einrichtung in mehrere, in CD-Richtung parallel in einem wählbaren Abstand zueinander ausrichtbaren Einzeleinrichtungen besteht.
- Dazu kann wenigstens eine Führung vorgesehen sein.
- Es ist von Vorteil, wenn die Einrichtung beziehungsweise ihre Einzeleinrichtungen entsprechend der Längstrennpartie positionierbar ist und vorzugsweise mit dieser zwangsgekoppelt ist.
- Dabei ist es von Vorteil, wenn die Einrichtung aus einer Ausgabeeinrichtung gebildet ist, die eine Ausgabe- und eine Andruckeinrichtung umfasst. Mit besonderem Vorteil kann die Ausgabeeinrichtung zudem eine Pfalzeinrichtung aufweisen, mittels der die ausgebbaren Verbindungselemente profilierbar sind. Insbesondere ist es dann denkbar, dass ein Verbindungselement, dass in seinem Anfangsbereich einen Haftvermittler aufweist, im nachfolgenden Bereich eine Querpfalz erhält um bei einem späteren Abwickelprozess, der bekanntlich in umgekehrter Richtung wie der Wickelprozess erfolgt, leichter und sicherer entfernbar ist.
- Dadurch sind Verbindungselemente, die einen Haftvermittler aufweisen oder aus einem Haftvermittler bestehen, besonders unkompliziert und sicher auftragbar.
- Ebenso ist es denkbar, dass die Einrichtung eine Auftragseinrichtung aufweist, die zur Aufbringung flüssiger oder zerstäubter Haftvermittler geeignet ist. Ein zusätzliches festes Verbindungselement muss dann nicht zusätzlich nötig sein. Beispielsweise kann die Einrichtung unterhalb des Trennungsspaltes einen Bereich aus bilden, an dem der aufbringbare Haftvermittler nicht abbindbar ist. Vorteilhafter Weise kann dieser Bereich dann durch ein umlaufendes Band gebildet sein, wodurch störende Reste von durch einen Trennungsspalt gelangten Haftvermittlern abtransportierbar sind. Das umlaufende Band kann dann beispielsweise auf seiner Unterseite eine Säuberungseinrichtung aufweisen.
- Es ist von Vorteil, wenn die Rollenschneidvorrichtung eine Steuerungs-/Regelungseinheit aufweist, mit der die Rollenschneidvorrichtung steuerbar oder vorteilhaft sogar regelbar ist.
- Dann ist es von Vorteil, wenn die Steuerungs- / Regelungseinheit mit wenigstens einem Sensor zur Erhebung von Messdaten innerhalb der Rollenschneidvorrichtung in Verbindung steht.
- Auch ist es von Vorteil, wenn die Steuerungs- / Regelungseinheit zur Aufnahme von Messdaten geeignet ist, die in einer, der Rollenschneidvorrichtung vorgelagerten Vorrichtung zur Herstellung und/oder Veredelung einer Materialbahn, insbesondere einer Papier- oder Kartonbahn, erhoben wurden.
- Dazu ist es besonders geeignet, wenn die Steuerungs- / Regelungseinheit der Rollenschneidvorrichtung mit einer Steuerungs- / Regelungseinheit einer vorgelagerten Vorrichtung zur Herstellung und/oder Veredelung einer Materialbahn über ein Datennetzwerk in Verbindung steht. Dann ist es sogar möglich, dass eine derartige, vorgelagerte Vorrichtung unter Einfluss der Steuerungs- / Regelungseinheit der Rollenschneidvorrichtung beeinflussbar ist.
- Es ist von besonderem Vorteil, wenn wenigstens einer, der wenigstens einen Sensoren zur Erfassung der Geschwindigkeit der in das Wickelbett einlaufenden Materialbahn, zur Erfassung der Rotationsgeschwindigkeit einzelner Teilbahn- beziehungsweise Fertigrollen, zur Erfassung von Schwingungen des Wickelsystems oder wenigstens eines Teils des Wickelsystems und insbesondere zur Bewegung einzelner Teilbahnbeziehungsweise Fertigrollen geeignet ist.
- Ferner ist von Vorteil, wenn die Rollenschneidvorrichtung eine Separiereinrichtung aufweist, die wenigstens eine der folgenden Mittel umfasst:
- Eine Auswerfereinrichtung mit in CD- Richtung positionierbaren Auswerfern.
- Ein Behandlungseinrichtung, die vorzugsweise eine Heiz- oder
- Kühleinrichtung, eine UV- Licht- oder Lasereinrichtung eine mechanische
- Trenneinrichtung, insbesondere in Form einer Schneideinrichtung oder eine Ultra- oder Hyperschall erzeugende Einrichtung umfasst.
- Einen Zwischenlagerungsbereich
- Eine Schräge
- wenistens eine Stoppstelle
- Die Vorteile einer erfindungsgemäßen Rollenschneidvorrichtung und ihrer bevorzugten Ausgestaltungsmerkmalen sind entsprechend der Beschreibung der Vorteile des erfindungsgemäßen Verfahrens und dessen vorteilhaften Ausgestaltungen zu entnehmen.
- Die Erfindung wird im Folgenden anhand von Ausführungsbeispielen unter Bezugnahme auf die Zeichnungen näher erläutert. Dabei zeigt
- Figur 1
- eine schematische, Darstellung in Seitenansicht einer erfindungsgemäßen Rollenschneidmaschine
- Figur 2
- eine schematische Darstellung einer beispielhaften Ausgestaltung einer vorteilhaft ausgestalteten Auftragseinrichtung
- Figur 3
- eine stark abstrahierte Darstellung einer Verbindung zweier benachbarter Teilbahnen mittels eines Verbindungselementes
- Figur 4
- Schnittdarstellung durch nebeneinander angeordnete Fertigrollen in einem gemeinsamen Wickelbett die mittels eines erfindungsgemäßen Wickelverfahrens gewickelt wurden
- Figur 5
- beispielhafte Ausgestaltung einer erfindungsgemäß erzeugten Verbindung zweier benachbarter Teilbahnrollen in einer seitlichen, teilweise geschnittenen Darstellung
- In
Figur 1 ist in stark schematisierter Weise eine erfindungsgemäße Rollenschneidmaschine 1 dargestellt, die im linken Bildbereich eine Abwickeleinrichtung 2 aufweist, in der eine Papier- oder Kartonbahn M von einer Mutterrolle 3 abwickelbar ist. Die Papier- oder Kartonbahn M ist dann durch eine Längstrennpartie 4 führbar, die im dargestellten Beispiel als Längsschneideinrichtung mit in y-Richtung zur Formatwahl positionierbaren Messerpaaren 23 realisiert ist, wobei jedes Messerpaar 23 durch ein angetriebenes scheibenförmiges Ober- beziehungsweise Schneidmesser 16 und ein mitlaufendes Unter- beziehungsweise Topfmesser 17 gebildet ist. Die Längsschneidpartie 4 wird in x-Richtung durch eine vordere und eine hintere Umlenkwalze 11 begrenzt, die selbstverständlich auch aus einzelnen Segmenten bestehen kann. Die Papier- oder Kartonbahn M ist dann im weiteren Verlauf in ein, aus zwei achsparallel angeordneten Tragwalzen 18,19, gebildetes Wickelbett 6 führbar in dem in y- Richtung stirnseitig nebeneinander angeordnete Teilbahn- beziehungsweise Fertigrollen 7 bildbar sind. - Dazu ist mindestens eine der beiden Tragwalzen 18, 19 antreibbar. Vorzugsweise sind jedoch beide Tragwalzen 18,19 antreibbar und stehen über eine gemeinsame Steuer- und/oder Regelungseinrichtung 20 in Verbindung. Dabei hat es sich bewährt, wenn die, in Laufrichtung x der Papier- oder Kartonbahn M erste Tragwalze 18 drehzahlgeregelt und die zweite Tragwalze 19 drehmomentengeregelt ist. Auch ist eine elastische Lagerung wenigstens einer Tragwalze 18,19 denkbar. Ebenso können die Achsen 21, 22 der Tragwalzen 18, 19 auf unterschiedlichen Höhenniveaus in z-Richtung gelagert sein. Weiterhin können die Tragwalzen 18,19 unterschiedlich starke Durchmesser aufweisen. Selbstverständlich kann mindestens eine der beiden Tragwalzen 18, 19 auch eine, an der Papier- oder Kartonbahn M wirksam werdende Beschichtung oder Ummantelung aufweisen, während beispielsweise die andere Tragwalze 18, 19 als Stahlwalze ausgebildet ist. Ferner kann mindestens eine der Tragwalzen 18, 19 eine passive oder aktive Dämpfung oder ein Tilgungselement aufweisen. Diese vorteilhaften Ausgestaltungen sind dem Fachmann jedoch bekannt und hier aus Gründen der Übersichtlichkeit nicht näher dargestellt.
- Im dargestellten Beispiel sollen die -zumindest zu Beginn des Wickelprozesses - fluchtend hintereinander angeordneten Wickelhülsen 15' in ihrer axialen Ausdehnung dem Abstand zweier benachbarter Messerpaare 23 der Längstrennpartie 4 entsprechen. Die Wickelhülsen 15' können dabei vorzugsweise aus Pappe oder Kunststoff bestehen. Im Markt besonders gängige Durchmessernenngrößen liegen bei 75 mm und 150 mm. Zur Einflussnahme auf den Wickelhärtenverlauf, insbesondere zu Beginn eines jeweiligen Wickelprozesses und zur stabilisierenden Beeinflussung, insbesondere im weiteren Verlauf des jeweiligen Wickelprozesses, weist die dargestellte Rollenschneidmaschine 1 eine Andruckwalzeneinrichtung 24 auf. Diese besteht im dargestellten Beispiel aus mehreren, in y-Richtung hintereinander und gemeinsam an einer in z-Richtung bewegbaren Traverse 26 angeordneten Andruckwalzensegmenten 25. In weiteren, nicht dargestellten Ausführungsbeispielen können diese Andruckwalzensegmente 25 auch gemeinsam oder voneinander unabhängig seitlich entlang des Umfangs U der sich bildenden Teilbahn- beziehungsweise Fertigrollen 7 verlagerbar sein.
- Die Tragwalzen 18, 19 und die Andruckwalzensegmente 25 der Andruckwalzeneinrichtung 24 sind gemeinsam als Wickelwalzen zu bezeichnen, mittels der die Teilbahn- beziehungsweise Fertigrollen 7 bildbar sind und die während eines jeden Wickelprozesses gemeinsam mit diesen ein Wickelsystem 8 bilden, in dem voneinander ausgehende Schwingungen wechselseitig aufeinander wirken.
- Wie bereits beschrieben können derartige Schwingungen aus unterschiedlichsten Gründen entstehen und sich meist gegenseitig überlagernd negativ auf den Wickelprozess und das Wickelergebnis auswirken. Nicht selten ist die in einem Wickelprozess maximal umzusetzende Wickelgeschwindigkeit V durch auftretende Schwingungen begrenzt, wobei fallweise, insbesondere bei einfacheren Papier- oder Kartonsorten, gewisse Qualitätseinbußen bereits bei den dann gefahrenen Wickelgeschwindigkeiten in Kauf genommen werden. Mindestens ein Teil der für diese Schwingungen verantwortlichen Indikatoren ist auf eine gewisse gegenseitige Bewegungsfreiheit der sich nebeneinander im Wickelbett 6 ausbildenden Teilbahn- beziehungsweise Fertigrollen 7 zurückzuführen.
- Erfindungsgemäß werden mindestens zwei der mindestens zwei sich nebeneinander bildenden Teilbahn- beziehungsweise Fertigrollen 7 während des Wickelprozesses durch eine, in ihrer Länge (X) begrenzten Überbrückung des Trennungsspaltes in mindestens einem Abschnitt miteinander für den weiteren Verlauf des Wickelprozesses verbunden. Wie in
Figur 3 dargestellt laufen dann die beiden benachbarten und auf mindestens einem Abschnitt 27 verbundenen Teilbahnen M' "gemeinsam" ins Wickelbett 6 ein. Die Länge des Abschnittes 27 kann je nach Ausführung einer erfindungsgemäßen Rollenschneidmaschine 1 stets gleichen Maßes sein. Vorzugsweise weist die Rollenschneidmaschine 1 jedoch eine Ausgabeeinrichtung 32 auf, die derart ausgebildet, dass die Länge des oder der Abschnitte 27 wählbar ist. Eine bevorzugte Ausgabeeinrichtung 32 umfasst dazu ein Gehäuse 34 in der eine Bahn definierter Länge von einer Spule zur Bildung von Verbindungselementen abwickelbar ist. Dabei ist es bevorzugt, dass die Ausgabeeinrichtung 32, vorzugsweise entlang einer Führung 35 synchron zu den Trenneinrichtungen, hier den Messerpaaren 23 über die Querrichtung (Y) der Rollenschneidvorrichtung 1 positionierbar. Dazu können Trenneinrichtung und Ausgabeeinrichtung auch eine bauliche Einheit bilden oder, wie hier dargestellt, räumlich getrennt angeordnet sein. Dabei ist es bevorzugt, dass die Länge des jeweiligen Abschnittes 27 entsprechend des momentanen Durchmessers D der sich bildenden Teilbahn- beziehungsweise Fertigrollen 7 und der momentanen Wickelgeschwindigkeit V, ggf. auch vorliegenden Beschleunigungs- oder Verzögerungskenndaten, derart anpassbar ist, dass sich eine Verbindung der benachbarten Teilbahnrollen 7 über 1 bis 20 Wickellagen, vorzugsweise über 1 bis 10 Wickellagen, ganz vorzugsweise über 2 bis 5 Wickellagen ergibt. Natürlich müssen die Wickellagen nicht in ganzzahligen Schritten erreicht werden. - Zur besseren Trennbarkeit der Verbindung ist es ganz bevorzugt, dass die Wickellagen in sich nicht vollständig verbunden werden, sondern dass der Längstrennprozess in kurz aufeinander folgenden Perioden unterbrochen und wieder aufgenommen wird. Bei einer derart ausgebildeten, in
Figur 5 schematisch dargestellten Verbindung, ist es dann erreichbar, dass beispielsweise zwei Freiräume F innerhalb des verbindenden Abschnitts 27 ausbilden, die sich, ausgehend vom Teilbahn- beziehungsweise Fertigrollenzentrum, gegenüberliegen, also eine gemeinsame Flucht mit der Wickelhülse 15' bilden. Dabei ist es dann ganz bevorzugt, dass die Freiräume F einen lichten Abstand ausbilden, der etwas größer ist als der Durchmesser der Verwendeten Wickelhülse 15', sodass ein Trennmedium, beispielsweise eine Klinge 28, in den Freiraum F einführbar ist, und die Verbindung von innen nach außen trennbar ist. Dabei wird eine, sich eventuell während des Wickelprozesses unter der Wickellast gelängte Wickelhülse15', also nicht verletzt beziehungsweise behindert auch den Trennprozess nicht. - In
Figur 2 ist eine beispielhafte Ausgestaltung einer als Auftragseinrichtung ausgebildeten Einrichtung 31 dargestellt, die eine Ausgabeeinrichtung 32 und eine Andrückeinrichtung 33 aufweist. Ausgabeeinrichtung 32 und Andrückeinrichtung 33 sind synchron mit dem ihnen zugehörigen, inFigur 1 dargestellten Messerpaar 23 in Y-Richtung positionierbar. Dazu ist beispielhaft auf der Unterseite des Gehäuses 34 der Ausgabeeinrichtung 31 eine Führung 35 in Form einer Schwalbenschwanzführung dargestellt. Die Führung 35 kann natürlich jede, und vorzugsweise eine dem Fachmann üblicherweise mit der bekannten Ausgestaltungen zur Positionierung von Messerpaaren an Rollenschneidvorrichtungen, bekannten Ausgestaltungen annehmen. Das Gehäuse 34 der Ausgabeeinrichtung 32 bietet einer im einzelnen nicht näher dargestellten Vorratsrolle eines, abschnittsweise mit einem Haftvermittler 37 beaufschlagbaren, oder bereits beaufschlagten, streifenförmigen Verbindungsmittels, aus dem durch Auftragen auf die zu verbindenden Abschnitte 27 der Teilbahnen M' und Querschneiden Verbindungselemente 36 erzeugbar sind. - Die Andrückeinrichtung 33 steht zur raschen Bewegbarkeit mit zwei Elektromagneten 29 in Wirkverbindung und ist in z-Richtung gesehen zwischen zwei durch die beiden Elektromagneten 29 vorgebbare Positionen umstellbar, wobei die Andrückeinrichtung 33 mit den zu verbindenden Papier- oder Kartonbahnen M in Kontakt und darüber mit der Ausgabeeinrichtung 32 in Wirkverbindung tritt. Die andere Position P' stellt dagegen die Warteposition dar.
- Vorzugsweise findet der gesamte Prozess innerhalb einer Sekunde, besonders bevorzugt sogar in Sekundenbruchteilen statt.
- Um eine ungewollte Rissbildung zu vermeiden ist nach
Figur 1 eine Bahnstabilisierungseinrichtung 10 vorgesehen. Die hier unmittelbar vor und hinter dem Messerpaar 23 angeordneten Umlenkwalzen 11 bilden dann mit ihnen zugeordneten Sekundärrollen 12 Nips (also Walzenspalte) aus, die eine Rissbildung im Zusammenhang mit der Operation an einer zu überbrückenden Trennnaht 30 zuverlässig verhindern. - Die in
Figur 1 dargestellten Auswerfereinrichtungen 14, von denen freilich in der dargestellten Seitenansicht auch nur die vorderste erkennbar ist, sind entlang der Y-Richtung entsprechend der einzelnen Längstrenneinrichtungen der Längstrennpartie 4 positionierbar und wirken beim Auswerfen, dass heißt genau genommen beim Ausstoßen beziehungsweise Ausrollen, der Fertigrollen 7 auf die Trennfugen zwischen zwei benachbarten und erfindungsgemäß verbundenen Fertigrollen 7. Dadurch spannen sich die Verbindungsstellen und können in geeigneter Weise unter Ausbildung einer besonders genauen und sauberen Trenn- beziehungsweise Schnittkante von einander separiert werden. Dabei ist es ökonomisch günstig, dass durch die zeitliche Überlappung des Ausstoß-Prozesses und des Trennprozesses keine zusätzliche Produktionszeit benötigt wird und eine hohe Effektivität der Rollenschneidmaschine 1 gewährleistet wird. - In derselben Figur ist auch eine weitere Einrichtung zur Separierung der verbundenen Fertigrollen dargestellt. In der Praxis werden erfindungsgemäß ausgestattete Rollenschneidvorrichtungen freilich meist nur eine der beiden hier dargestellten Separierungseinrichtungen aufweisen.
- Bei dieser zweiten Einrichtung zur Separierung der verbundenen Fertigrollen handelt es sich im Wesentlichen um einen Zwischenlagerungsbereich 38 in dem vorzugsweise Fertigrollen, die eine Verbindung mit zeitabhängiger Festigkeit aufweisen zwischengelagert werden. Wie bereits beschrieben ist das Zeitintervall derartiger Verbindungen vorzugsweise auf die Dauer eines durchschnittlichen Wickelprozesses einzustellen. Die Fertigrollen 7 rollen dann nach Freigabe unter ihrer eigenen Gewichtskraft eine Schräge 39 herunter und werden durch individuell ansteuerbare Stoppstellen 40 separiert.
- Von den dargestellten Ausführungsformen kann in vielfacher Hinsicht abgewichen werden, ohne den Grundgedanken der Erfindung zu verlassen.
-
- 1
- Rollenschneidvorrichtung
- 2
- Abwickeleinrichtung
- 3
- Mutterrolle
- 4
- Längstrennpartie
- 5
- Aufwickeleinrichtung
- 6
- Wickelbett
- 7
- Teilbahnrolle, Fertigrolle
- 8
- Wickelsystem
- 9
- Sensor
- 10
- Bahnstabilisierungseinrichtung
- 11
- Umlenkwalze
- 12
- Sekundärrolle
- 13
- Trenneinrichtung
- 14
- Auswerfereinrichtung
- 15'
- Wickelhülse
- 16
- Obermesser, Schneidmesser
- 17
- Untermesser, Topfmesser
- 18
- Tragwalze
- 19
- Tragwalze
- 20
- Steuer- / Regelungseinrichtung
- 21
- Achse
- 22
- Achse
- 23
- Messerpaar
- 24
- Andruckwalzeneinrichtung
- 25
- Andruckwalzensegment
- 26
- Traverse
- 27
- Abschnitt
- 28
- Klinge
- 29
- Elektromagnet
- 30
- Trennungsspalt / Trennnaht
- 31
- Einrichtung / (Auftragseinrichtung)
- 32
- Ausgabeeinrichtung
- 33
- Andrückeinrichtung
- 34
- Gehäuse
- 35
- Führung
- 36
- Verbindungselement
- 37
- Haftvermittler
- 38
- Zwischenlagerungsbereich
- 39
- Schräge
- 40
- Stoppstelle
- D
- Durchmesser
- F
- Freiraum
- M
- Materialbahn
- M'
- Teilbahn
- P
- Position
- P'
- Position
- t
- Zeit / Zeitintervall
- U
- Umfang
- V
- Bahngeschwindigkeit, Wickelgeschwindigkeit
- X
- Längsrichtung, MD, Laufrichtung
- Y
- Querrichtung, CD
- Z
- Höhenrichtung
Claims (15)
- Wickelverfahren, bei dem eine Materialbahn (M), insbesondere eine Papier- oder Kartonbahn, von einer Mutterrolle (3) abgewickelt und zur Bildung von Fertigrollen (7) in einem Längstrennprozess entlang ihrer Laufrichtung (x), unter Ausbildung eines Trennungspaltes (30), geteilt und im Anschluss wieder aufgewickelt wird, wobei mindestens zwei sich während eines Wickelprozesses aus den entstandenen Teilbahnen (M') bildenden Fertigrollen (7) stirnseitig nebeneinander in einem gemeinsamen Wickelbett (6) mittels Wickelwalzen (18,19,24) gebildet werden, wobei die sich bildenden Fertigrollen (7) und die sie behandelnden Wickelwalzen (18,19,24) Teile eines gemeinsamen Wickelsystems (8) bilden,
dadurch gekennzeichnet, dass
während mindestens eines Abschnittes des Wickelprozesses nach dem Längstrennprozess ein Verbindungselement (36) zur Überbrückung des Trennungsspaltes (30) aufgebracht wird. - Wickelverfahren nach Anspruch 1,
dadurch gekennzeichnet, dass
ein Verbindungselemenent (36) aufgebracht wird, das wenigstens abschnittsweise einen Haftvermittler (37) aufweist. - Wickelverfahren nach Anspruch 1 oder 2,
dadurch gekennzeichnet, dass
ein Haftvermittler (37) verwendet wird, dessen Haftstruktur unter Betriebsbedingungen, insbesondere in einem Temperaturbereich von- 8°C bis 65°C, ganz insbesondere von 15°C bis 50°C offen bleibt, dass heißt nicht vollständig abbindet. - Wickelverfahren nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
ein Haftvermittler (37) verwendet wird, der sich nach einem bestimmten Zeitintervall (t) selbständig auflöst. - Wickelverfahren nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
ein Haftvermittler (37) verwendet wird, der sich unter einem energetischen Einfluss auflöst. - Wickelverfahren nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
das Verbindungselement (36) aus einem Metall in einer Stärke (Z) von 0,01 mm bis 2,0 mm, vorzugsweise zwischen 0,05 mm und 1,15 mm, ganz vorzugsweise zwischen 0,05 mm und 0,75 mm besteht,
oder aus einem Thermoplast in einer Stärke von 0,005 mm bis 2,0 mm, vorzugsweise zwischen 0,01 mm und 1,3 mm, ganz vorzugsweise zwischen 0,1 mm und 0,8 mm besteht,
oder aus einem Papier in der Stärke (Z) von 0,005 mm bis 2,0 mm, vorzugsweise zwischen 0,02 mm und 1,3 mm, ganz vorzugsweise zwischen 0,1 mm und 0,8 mm besteht,
oder vollständig aus einem Haftvermittler (37), vorzugsweise in dem für Thermoplaste genannten Stärkebereich, besteht. - Wickelverfahren nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
ein Verbindungselement (36) aufgebracht wird, dass einen in seinem Querschnitt geschwächten und oder durchbrochenen Bereich aufweist
oder
dass ein Verbindungselement (36) aufgebracht wird, dass ein Schwächungsmittel, vorzugsweise einen Reißfaden, ein Reißband, einen Layer oder ähnliches, aufweist. - Wickelverfahren nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
das Verbindungselement (36) in mehreren, über den Umfang der zu verbindenden Teilbahn- oder Fertigrollen (7), verteilten Abschnitten aufgebracht wird,
oder
das Verbindungselement (36) in 1 bis 20, vorzugsweise 1 bis 8, ganz vorzugsweise 2 bis 5 durchgängigen Umwicklungen, aufgebracht wird. - Wickelverfahren nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
das Aufbringen mindestens eines Verbindungselementes (36) anhand von erhobenen Messdaten veranlasst wird. - Wickelverfahren nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
mindestens ein Verbindungselement (36) kurz vor oder bei Erreichen einer kritischen Eigenfrequenz des Wickelsystems (8) oder wenigstens eines Teils (7, 18, 19, 24-26) des Wickelsystems (8) aufgebracht wird. - Wickelverfahren nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
mindestens ein Verbindungselement (36) über den Trennungsspalt (30) zweier benachbarter Teilbahn- beziehungsweise Fertigrollen (7) aufgebracht wird, wenn die beiden Teilbahn- beziehungsweise Fertigrollen (7) während ihrer Ausbildung einen bestimmten Durchmesserunterschied, vorzugsweise von wenigstens 0,5 mm, fallweise von wenigstens 1,0 mm und ausnahmsweise von wenigstens 2,0 mm überschreiten. - Wickelverfahren nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
mindestens ein Verbindungselement (36) bei einer Bahngeschwindigkeit (V) von mehr als 800 Meter pro Minute, vorzugsweise von mehr als 1200 Meter pro Minute, ganz vorzugsweise von mehr als 1500 Metern pro Minute aufgebracht wird. - Wickelverfahren nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
der Längstrennprozess mehrere zeitlich parallel und über die CD-Richtung (Y) der Materialbahn (M) verteilte Einzeltrennprozesse umfasst und, zumindest hinsichtlich einer zeitlichen Überlappung, nur über einen Teil der Trennungsspalte (30) mindestens ein Verbindungselement (36) aufgebracht wird. - Rollenschneidvorrichtung (1) die eine Abwickeleinrichtung (2) für eine Mutterrolle (3) aufweist, in der eine Materialbahn (M), vorzugsweise eine Papier- oder Kartonbahn, von einer Mutterrolle (3) abwickelbar ist, eine Längstrennpartie (4) in der die Materialbahn (M) in Längsrichtung unter Ausbildung mindestens eines Trennungsspaltes (30) in mindestens zwei Teilbahnen (M') trennbar ist und eine Aufwickeleinrichtung (5) die ein Wickelbett (6) aufweist in dem mindestens zwei stirnseitig nebeneinander positionierbare Fertigrollen (7) mittels Wickelwalzen (18, 19, 24) bildbar sind und die sich bildenden Teilbahn- beziehungsweise Fertigrollen (7) und die sie behandelnden Wickelwalzen (18, 19, 24) Teile eines gemeinsamen Wickelsystems (8) bilden,
dadurch gekennzeichnet, dass
die Rollenschneidmaschine (1) in Längsrichtung (x) hinter der Längstrennpartie (4) eine Einrichtung (31) aufweist, mittels der ein Verbindungselement (36) zur Überbrückung des mindestens einen Trennungsspaltes (30) zwischen zwei benachbarten Teilbahnen (M') beziehungsweise zwischen zwei benachbarten Teilbahnbeziehungsweise Fertigrollen (7) aufbringbar ist. - Rollenschneidvorrichtung (1) nach dem vorhergehenden Anspruch, dadurch gekennzeichnet, dass
eine Separiereinrichtung aufweist, mittels der durch wenigstens ein Verbindungselement (36) verbundene Fertigrollen (7) von einander separierbar sind.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE201010041718 DE102010041718A1 (de) | 2010-09-30 | 2010-09-30 | Wickelverfahren und Rollenschneidvorrichtung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2436628A2 true EP2436628A2 (de) | 2012-04-04 |
| EP2436628A3 EP2436628A3 (de) | 2014-07-09 |
Family
ID=44720676
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11182660.8A Withdrawn EP2436628A3 (de) | 2010-09-30 | 2011-09-26 | Wickelverfahren und Rollenschneidvorrichtung |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2436628A3 (de) |
| DE (1) | DE102010041718A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115258226A (zh) * | 2022-07-05 | 2022-11-01 | 钢铁研究总院有限公司 | 一种焊丝分层包装装置及方法及分层盘状焊丝 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10160320A1 (de) | 2000-12-18 | 2002-11-14 | Henkel Kgaa | Selbstauflösendes Laminat |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1238356A (en) * | 1917-03-03 | 1917-08-28 | Joseph Joseph & Brothers Company | Wadding. |
| US1779578A (en) * | 1929-10-24 | 1930-10-28 | Clarence B Andersen | Method of forming paper rolls |
| US4170691A (en) * | 1975-09-11 | 1979-10-09 | Rogers J W | Steel metal web handling method, apparatus, and coil construct |
| US4304371A (en) * | 1979-07-09 | 1981-12-08 | Rogers J W | Peeling tool for integrated strip in a sheet metal coil construct |
| US4267984A (en) * | 1980-03-13 | 1981-05-19 | United States Steel Corporation | Method and apparatus for separating strip coil from wound construct by rotation |
| US4431141A (en) * | 1982-06-10 | 1984-02-14 | Crown Zellerbach Corporation | Method of making a roll paper product |
| US6935080B2 (en) * | 2001-02-13 | 2005-08-30 | Johns Manville International, Inc. | Pre-cut fibrous insulation for custom fitting wall cavities of different widths |
| DE102005000076A1 (de) * | 2005-06-15 | 2006-12-21 | Voith Patent Gmbh | Rollenvorrichtung und Verfahren zum gleichzeitigen Aufwickeln von mehreren nebeneinander laufenden Teil-Materialbahnen |
-
2010
- 2010-09-30 DE DE201010041718 patent/DE102010041718A1/de not_active Withdrawn
-
2011
- 2011-09-26 EP EP11182660.8A patent/EP2436628A3/de not_active Withdrawn
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10160320A1 (de) | 2000-12-18 | 2002-11-14 | Henkel Kgaa | Selbstauflösendes Laminat |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115258226A (zh) * | 2022-07-05 | 2022-11-01 | 钢铁研究总院有限公司 | 一种焊丝分层包装装置及方法及分层盘状焊丝 |
| CN115258226B (zh) * | 2022-07-05 | 2023-10-31 | 钢铁研究总院有限公司 | 一种焊丝分层包装装置及方法及分层盘状焊丝 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2436628A3 (de) | 2014-07-09 |
| DE102010041718A1 (de) | 2012-04-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE60317813T2 (de) | Verfahren zur herstellung von bahnmaterialrollen und eine das verfahren durchführende wickelmaschine | |
| DE60309162T2 (de) | Vorrichtung und verfahren zur herstellung von wickeln aus bahnförmigem material | |
| DE3522271A1 (de) | Vorrichtung zum aufwickeln einer gutbahn | |
| EP0744365A2 (de) | Verfahren zum Rollenwechsel in einer Wickelmaschine und zum Durchführen des Verfahrens geeignete Wickelmaschine | |
| EP2295356B1 (de) | Verfahren und Vorrichtung zum Wechseln von Wickelrollen | |
| AT505976B1 (de) | Verfahren in verbindung mit einem rollapparat einer faserbahnmaschine | |
| EP0352564B1 (de) | Verfahren und Vorrichtung zur Handhabung und Weiterverarbeitung eines Wabenbandes | |
| EP2436626A2 (de) | Rollenwickelvorrichtung und Verfahren zur Herstellung von Wickelrollen | |
| EP2223876B1 (de) | Anordnung von Rollenschneideinrichtungen und Verfahren zum Betreiben einer Anordnung von Rollenschneideinrichtungen | |
| EP2803609B1 (de) | Maschine zum Aufwickeln von bahnförmigen Materialien | |
| DE202015105607U1 (de) | Vorrichtung zum Aufwickeln einer Faserbahn | |
| EP2436628A2 (de) | Wickelverfahren und Rollenschneidvorrichtung | |
| EP1179630B1 (de) | Verfahren und Vorrichtung zum Herstellen von Papierrollen | |
| AT506494B1 (de) | Verfahren zum aufwickeln einer papierbahn | |
| DE102019105485A1 (de) | Rollenschneidmaschinen-Antrieb | |
| EP2436627A2 (de) | Wickelverfahren und Rollenschneidmaschine | |
| DE102017105298B4 (de) | Konfektionierungsanlage | |
| DE60002987T2 (de) | Verfahren und vorrichtung zum aufwickeln einer papierbahn | |
| EP1657194B1 (de) | Rollenwickelvorrichtung und Verfahren zum Erzeugen von Wickelrollen | |
| EP1733983B1 (de) | Verfahren zum Erzeugen einer Klebestelle an einer Wickelrolle und Vorrichtung zum Aufwickeln einer Materialbahn zu einer Wickelrolle | |
| WO2015028165A1 (de) | Rollenwickelvorrichtung für faserstoffbahnen und verfahren zum wickeln | |
| DE19720174B4 (de) | Kalander | |
| EP2082982A2 (de) | Wickelvorrichtung | |
| EP1897831A2 (de) | Verfahren zum Rollenwechsel in einer Rollenwickeleinrichtung und Rollenwickelvorrichtung zur Aufwicklung einer Materialbahn | |
| AT514371B1 (de) | Verfahren und Vorrichtung zum Aufrollen von Faserbahnen, insbesondere von Papier- und Kartonbahnen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65H 18/20 20060101AFI20140605BHEP Ipc: B65H 18/28 20060101ALI20140605BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20140401 |