EP2329899B1 - Verfahren zur Herstellung eines Fahrzeugrads aus Leichtlegierung - Google Patents
Verfahren zur Herstellung eines Fahrzeugrads aus Leichtlegierung Download PDFInfo
- Publication number
- EP2329899B1 EP2329899B1 EP10015245A EP10015245A EP2329899B1 EP 2329899 B1 EP2329899 B1 EP 2329899B1 EP 10015245 A EP10015245 A EP 10015245A EP 10015245 A EP10015245 A EP 10015245A EP 2329899 B1 EP2329899 B1 EP 2329899B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- flat
- casting
- mold
- forging
- casting material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
- 229910001234 light alloy Inorganic materials 0.000 title claims description 23
- 238000004519 manufacturing process Methods 0.000 title claims description 14
- 238000005266 casting Methods 0.000 claims description 126
- 238000005242 forging Methods 0.000 claims description 79
- 239000000463 material Substances 0.000 claims description 77
- 238000000034 method Methods 0.000 claims description 29
- 238000005520 cutting process Methods 0.000 claims description 10
- 238000009749 continuous casting Methods 0.000 claims description 9
- 238000007790 scraping Methods 0.000 claims description 9
- 238000003754 machining Methods 0.000 claims description 8
- 238000005204 segregation Methods 0.000 claims description 5
- 230000015572 biosynthetic process Effects 0.000 claims description 3
- 238000003825 pressing Methods 0.000 claims description 3
- 239000013078 crystal Substances 0.000 description 42
- 238000001816 cooling Methods 0.000 description 21
- 230000000052 comparative effect Effects 0.000 description 11
- 238000010438 heat treatment Methods 0.000 description 10
- 229910000838 Al alloy Inorganic materials 0.000 description 9
- 230000007423 decrease Effects 0.000 description 7
- 238000009987 spinning Methods 0.000 description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 230000009970 fire resistant effect Effects 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 239000007921 spray Substances 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 230000032683 aging Effects 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 229910002804 graphite Inorganic materials 0.000 description 2
- 239000010439 graphite Substances 0.000 description 2
- 238000009721 upset forging Methods 0.000 description 2
- 229910000861 Mg alloy Inorganic materials 0.000 description 1
- 229910001069 Ti alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000000593 degrading effect Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 238000001953 recrystallisation Methods 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/28—Making machine elements wheels; discs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
Definitions
- the present invention relates to a method for producing a light alloy vehicle wheel that has an excellent mechanical property even in a large diameter wheel.
- a forging method for forging and producing a casting material is well known as one of the methods for producing the light alloy vehicle wheels.
- a round-bar billet is prepared by semi-continuous casting or the like using a mold having a circular mold outlet port (S11), and the round-bar billet is sliced in rounds to form a cylindrical casting material (S12) .
- the cylindrical casting material is heated (S13), the heated cylindrical casting material is pressed down from a circular surface side to forge the cylindrical casting material into a disc shape (S14), and the disc-shaped forging product is further forged to complete the forging product into a rough wheel shape having a rim portion and a disc portion (S15).
- the forging product having the rough wheel shape is subjected to spinning forming to shape the rim portion (S16), and a rim-integrated vehicle wheel is completed through a heat treatment process (S17) and a machining process (S18).
- the cylindrical casting material is used in the conventional producing method is that the forging process of the cylindrical casting material is simply formed into the cylindrical vehicle wheel.
- the cylindrical casting material cut from the round-bar billet is generally used in the method for producing the light alloy vehicle wheel by the forging process. Therefore, in order to deal with the current enlargement of the vehicle wheel, the round-bar billet having the large diameter is prepared during the casting, and the cylindrical casting material having the large diameter cut from the round-bar billet is used.
- the crystal grain size of the metallic structure increases as a cooling rate slows down during the casting process.
- the cooling rate during the casting process depends on the diameter of the round-bar billet during the forging process, the cooling rate slows down as the diameter increases, and the crystal grain size of the metallic structure increases naturally.
- the crystal grain size of the metallic structure of the casting material increases, and the crystal grain size of the metallic structure of the finishing wheel also increases, thereby degrading the strength or ductility of the light alloy vehicle wheel.
- the relatively long, cylindrical casting material is cut from the round-bar billet having the small diameter in which the crystal grain size does not increase, the vehicle wheel having the large diameter is produced by adding an upset forging process in which the long, cylindrical casting material is upset-forged from the circular surface side to enlarge the diameter.
- the upset forging process is added, when the cylindrical casting material has a large material height, a cover uneven thickness is generated due to buckling and the like to hardly produce the good vehicle wheel.
- the present invention provides a method for producing a light alloy vehicle wheel having the small crystal grain size of the metallic structure and the excellent mechanical property even in the large diameter of the vehicle wheel.
- a method for producing a light alloy vehicle wheel in which a casting material is forged to produce a rim-integrated vehicle wheel comprising:
- a cooling rate of the flat, square billet depends on a thickness (a short-side length in a rectangular section) of the flat, square billet during the casting .
- the cooling rate depends on a diameter of the round-bar billet during the casting. Accordingly, for the flat, square billet, the cooling rate can considerably be enhanced during the casting compared with the round-bar billet having the diameter corresponding to a long-side length in the rectangular section. Therefore, a crystal grain size of the metallic structure of the flat, square billet formed during the casting can considerably be reduced compared with the round-bar billet having the diameter corresponding to the long-side length in the rectangular section.
- the flat, square billet is cut into a quadrangular shape perpendicular to a casting direction, thereby obtaining a rectangular casting material that is flat in the casting direction.
- a flat, quadrangular surface orthogonal to the casting direction is formed in the obtained flat, rectangular casting material, and the quadrangular surface can constitute a broad surface suitable for reduction in the next forging process.
- the rectangular casting material is pressed down from the quadrangular surface side (the broad surface side orthogonal to the casting direction) to forge the rectangular casting material into the disc shape, which allows the disc-shaped forging product in which the volume is distributed from the rectangular shape into the disc shape to be obtained without increasing the number of forging times and without generating troubles such as the uneven thickness.
- the disc-shaped forging product is further forged to form the forging product into the rough wheel shape having the disc portion and the rim portion. Therefore, the light alloy vehicle wheel having the small crystal grain size is obtained because the casting material has the small crystal grain size even if the diameter of the vehicle wheel increases.
- the light alloy vehicle wheel having the small crystal grain size of the metallic structure and the excellent mechanical property can be produced even if the diameter of the vehicle wheel increases.
- a ratio of a short side and a long side of the mold outlet port is 1:1.5 or more and a short-side length is 200 mm or less in the mold, and the flat, square billet is prepared using the mold.
- the cooling rate is hardly enhanced to decrease the crystal grain size during the casting.
- the flat, square billet is prepared using the mold, in which the ratio of the short side and the long side of the mold outlet port is 1:1.5 or more and the short-side length is 200 mm or less
- the cooling rate is sufficiently enhanced during the casting to successfully finely decrease the crystal grain size of the metallic structure compared with the round-bar billet having the diameter corresponding to the long-side length in the rectangular section.
- a step of scraping a chill layer by machining the chill layer being formed in a casting surface corresponding to a wheel design surface in the flat rectangular casting material.
- the cooling rate of the flat, square billet is enhanced during the casting, whereby the chill layer is easily formed in the billet surface by an influence of the cooling.
- the chill layer possibly degrades strength of the vehicle wheel.
- the flat, quadrangular surface in the flat, rectangular casting material cut from the flat, square billet is the casting surface, and one of the flat, quadrangular surfaces opposite to each other constitutes the wheel design surface. Accordingly, the chill layer formed in the casting surface corresponding to the wheel design surface in the flat, rectangular casting material is scraped by the machining, which allows a decrease in strength caused by the chill layer to be prevented in the wheel.
- the mold is formed by a semi-fire-resistant mold to suppress formation of a segregation layer in a surface of the flat, square billet, and therefore surface scraping is eliminated in the casting surface of the flat, rectangular casting material.
- a segregation layer can be suppressed in a surface of the billet to eliminate surface scraping of the casting surface. Accordingly, the high-yield, cost-reduction wheel can be provided because a material loss caused by the surface scraping is eliminated.
- a method for producing a light alloy vehicle wheel according to an embodiment of the present invention is a method for hot-forging the casting material to produce the rim-integrated vehicle wheel.
- the flat, square billet is used as the casting material before the forging.
- aluminum alloys such as A6061, magnesium alloys, and titanium alloys are used as the light alloy material.
- the flat, square billet is prepared by continuous casting or semi-continuous casting using a mold whose mold outlet port is formed into a substantially rectangular shape.
- a DC casting process can be used as the casting process.
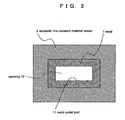
- a casting apparatus used in the DC casting includes a shallow mold 1, a vessel 2, and a water spray 3.
- the vessel 2 is made of an adiabatic fire-resistant material, and the mold 1 is disposed in a lower portion of the vessel 2.
- the water spray 3 is disposed in a mold outlet port 11 to cool an ingot (see the figure beside step S1 in FIG. 1 ).
- the mold 1 includes a vertically-penetrating opening 10, the opening 10 is formed into a substantially rectangular shape, and the mold outlet port 11 in the lower portion is also formed into a substantially rectangular shape.
- the casting light alloy molten metal is poured into the vessel 2 made of the adiabatic fire-resistant material from a holding furnace through a tub made of a fire-resistant material.
- the molten metal is primary-cooled by thermal conduction to a mold wall to form the ingot.
- the ingot is shaped into the flat, square shape by a mold shape, and the ingot is discharged through the mold outlet port 11 in the lower portion of the mold by its own weight.
- the ingot discharged from the mold outlet port 11 of the mold 1 is secondary-cooled (directly water-cooled) by watering of the water spray 3.
- the whole ingot is solidified by the secondary cooling, thereby obtaining the flat, square billet having a predetermined length.
- the flat, square billet is cast using the mold 1 whose mold outlet port 11 is formed into the substantially rectangular shape. Therefore, a cooling rate of the flat, square billet depends on a thickness (a short-side length in a rectangular section) of the flat, square billet during the casting .
- the cooling rate depends on a diameter of the round-bar billet during the casting . Accordingly, for the flat, square billet, the cooling rate can considerably be enhanced during the casting compared with the round-bar billet having the diameter corresponding to a long-side length in the rectangular section. Therefore, a crystal grain size of the metallic structure of the flat, square billet formed during the casting can considerably be reduced compared with the round-bar billet having the diameter corresponding to the long-side length in the rectangular section.
- a ratio of the short side and the long side of the mold outlet port 11 is 1:1.5 or more and the short-side length is 200 mm or less.
- the cooling rate is hardly enhanced to decrease the crystal grain size during the casting.
- the cooling rate is sufficiently enhanced during the casting to successfully finely decrease the crystal grain size of the metallic structure compared with the round-bar billet having the diameter corresponding to the long-side length in the rectangular section.
- the crystal grain size of the metallic structure of the flat, square billet can more successfully and securely finely be decreased.
- a semi-fire-resistant mold made of graphite or the like is used as the mold 1. Therefore, a segregation layer can be suppressed in a surface of the billet to eliminate surface scraping of the casting surface. Accordingly, the high-yield, cost-reduction wheel can be provided because a material loss caused by the surface scraping is eliminated.
- step S2 the flat, square billet is cut into a quadrangular shape perpendicular to a casting direction, thereby obtaining a rectangular casting material that is flat in the casting direction.
- a flat, quadrangular surface orthogonal to the casting direction is formed in the obtained flat, rectangular casting material, and the quadrangular surface can constitute a broad surface suitable for reduction in the next forging process.
- a chill layer in a casting surface corresponding to a wheel design surface in the flat, rectangular casting material may be scraped by machining.
- the cooling rate of the flat, square billet is enhanced during the casting, whereby the chill layer is easily formed in the billet surface by an influence of the cooling.
- the chill layer possibly degrades strength of the vehicle wheel.
- the flat, quadrangular surface in the flat, rectangular casting material cut from the flat, square billet is the casting surface, and one of the flat, quadrangular surfaces opposite to each other constitutes the wheel design surface. Accordingly, the chill layer formed in the casting surface corresponding to the wheel design surface in the flat, rectangular casting material is scraped by the machining, which allows a decrease in strength caused by the chill layer to be prevented in the wheel.
- the semi-fire-resistant mold made of graphite or the like is used as the mold 1, and the surface scraping of the casting surface can be eliminated when the formation of the segregation layer is suppressed in the surface of the flat, square billet.
- the rectangular casting material is subjected to the hot-forging.
- the flat, rectangular casting material is heated to 450°C to 550°C in a heating furnace.
- the heated rectangular casting material is set in a primary forging die (die temperature of 150°C to 350°C), and primary forging is performed to form the casting material into a disc shape.
- the rectangular casting material is flatly placed in the center of the primary forging die having a disc-shaped cavity, the rectangular casting material is pressed down in a thickness direction from the flat, quadrangular surface side of the rectangular casting material, each side of a periphery of the rectangular casting material is pushed out to form the casting material into the disc shape.
- the primary forging process is similar to the conventional process of pressing down the cylindrical casting material in the thickness direction to form the casting material into the disc shape, the primary forging process can be performed using the primary forging die similarly to that of the conventional technique. Accordingly, a disc-shaped primary forging product in which a volume is distributed from the rectangular shape into the disc shape can be obtained without increasing the number of forging times and without generating an uneven thickness.
- step S5 the disc-shaped primary forging product is set in a secondary forging die (die temperature of 150°C to 350°C), and secondary forging is performed to form the primary forging product into a wheel shape having a rim portion and a disc portion.
- the forging is preferably performed in two stages, that is, coarse forging and finishing forging.
- the coarse forging the primary forging product is set in a coarse forging die to roughly distribute the volume of the primary forging product into the rim portion and the disc portion.
- the coarse forging product is set in a finishing forging die to mainly form the shape of the disc portion.
- the disc portion When the disc portion is formed into an irregular shape while the volume is distributed into the rim portion and the disc portion, possibly a strain is locally generated depending on the wheel design.
- the reason the forging is preferably performed in the two stages of the coarse forging and the finishing forging is that the generation of strain is prevented.
- the disc-shaped primary forging product may be set in the finishing forging die to shape the rim portion and the disc portion by one-time forging.
- the grain size of the metallic structure can more finely be formed in the casting material through the forging process.
- step S6 the wheel of the forging product is subjected to spinning forming to obtain the shape of the rim portion. Specifically, while the wheel-shaped forging product is rotated, a pressure roller is pressed against the rim portion to shape the rim portion.
- the spinning forming may be performed in either a hot temperature or a cool temperature (room temperature) .
- step S7 the post-spinning wheel is subjected to a heat treatment (T6 heat treatment). Specifically, the post-spinning wheel is subjected to a solution heat treatment while heated at a temperature of 500°C to 550°C for 3 to 180 minutes, and then the wheel is subjected to an aging heat treatment while retained at a temperature of 170°C to 220°C for 30 minutes to 6 hours. Therefore, the metallic structure becomes stable to enhance the strength.
- step S8 the post-heat-treatment wheel is subjected to a machining process such as chamfering, thereby completing the rim-integrated vehicle wheel.
- the flat, square billet in which the crystal grain size of the metallic structure can be formed smaller than that of the round-bar billet is prepared, and the flat, rectangular casting material is cut from the flat, square billet to obtain the shape suitable to the hot-forging.
- the flat, rectangular casting material is pressed down from the flat surface side to perform the forging, which allows the casting material to be formed into the vehicle wheel shape without increasing the number of forging times and without generating troubles such as the uneven thickness. Accordingly, the light alloy vehicle wheel having the small crystal grain size of the metallic structure and the excellent mechanical property can be produced even if the diameter of the vehicle wheel increases.
- Example 1 An aluminum forging wheel having a rim diameter of 17 inches was produced in Example 1.
- An aluminum alloy (A6061) flat, square billet having a rectangular section of 80 mm by 300 mm was prepared using semi-continuous casting facilities including a mold whose mold outlet port is formed into the substantially rectangular shape.
- an average crystal grain size was 95 ⁇ m.
- the flat, square billet was cut in a longitudinal direction (casting direction) with a length of 290 mm, the cut surface was burred, and the design surface was subjected to cutting work with a cutting margin of 1 mm, thereby obtaining the flat, rectangular casting material having the length of 290 mm, the width (wide) of 300 mm, the thickness (long) of 79 mm, and a weight of about 18 kg.
- the flat, rectangular casting material was put in the heating furnace and heated to about 500°C, the primary forging was performed to obtain the disc-shaped primary forging product such that the substantially square surface (the side of the surface orthogonal to the casting direction) of the flat, rectangular casting material was pressed down at a die temperature of 300°C. Then the disc-shaped primary forging product was subjected to the coarse forging and the finishing forging at the die temperature of 300°C, thereby obtaining the forging product in which the rim portion and the disc portion are shaped.
- the forging product was subjected to the spinning forming. Then, after the forging product was sequentially subjected to the solution heat treatment at a temperature of 540°C for 5 minutes, water quenching at a substantial temperature of 60°C or less, the aging heat treatment at a temperature of 180°C for 5 hours, the aluminum alloy vehicle wheel was obtained through the machining.
- Example 2 An aluminum forging wheel having a rim diameter of 20 inches was produced in Example 2.
- Example 2 the flat, square billet (the average crystal grain size was 100 ⁇ m) of 150 mm by 300 mm was prepared, the flat, square billet was cut in the longitudinal direction (casting direction) with the length of 290 mm, the cut surface was burred, and the design surface was subjected to the cutting work with the cutting margin of 1 mm, thereby obtaining the flat, rectangular casting material having the length of 290 mm, the width (wide) of 300 mm, the thickness (long) of 149 mm, and the weight of about 35 kg.
- Other processes were similar to those of Example 1, and the aluminum alloy vehicle wheel was obtained.
- An aluminum alloy (A6061) round-bar billet having the circular section of the diameter of 300 mm was prepared using semi-continuous casting facilities including a mold whose mold outlet port is formed into the circular shape.
- the crystal grain of the round-bar billet was measured, it was confirmed that the average crystal grain size was 230 ⁇ m.
- the round-bar billet was cut in the longitudinal direction (casting direction) with the length of 94 mm, the cut surface was burred, and the design surface was subjected to the cutting work with the cutting margin of 1 mm, thereby obtaining the flat, circular casting material having the diameter of 300 mm, the thickness of 93 mm, and the weight of about 18 kg.
- the aluminum alloy vehicle wheel was obtained through the processes that were similar to those of Example 1 except that in the hot-forging process, the flat, circular casting material was subjected to the primary forging such that the circular surface (the side of the surface in the casting direction) of the flat, circular casting material was pressed down.
- the flat, square billets of Examples 1 and 2 had the average crystal grain sizes of 95 ⁇ m and 100 ⁇ m, respectively.
- the round-bar billet of Comparative Example has the average crystal grain size of 230 ⁇ m. Accordingly, in the flat, square billets of Examples 1 and 2, the crystal grain was able to be considerably formed smaller than that of the round-bar billet of Comparative Example having the diameter corresponding to the long-side length of the rectangular section. In the round-bar billet of Comparative Example, the cooling rate during the casting depends on the diameter of the round-bar billet.
- the cooling rate during the casting depends on the thicknesses ("80 mm" in Example 1 and 150 mm” in Example 2) of the flat, square billets. Therefore, in the flat, square billets of Examples 1 and 2, the cooling rate can considerably be enhanced during the casting compared with the round-bar billet of Comparative Example having the diameter (300 mm ⁇ ) corresponding to the long-side length ("300 mm" in Examples 1 and 2) of the rectangular section.
- the recrystallization was generated by performing the hot-forging to the casting material to obtain the metallic structure having finer crystal grain.
- Comparative Example because the crystal grain size of the casting material was as large as 230 ⁇ m, the crystal grain size of the vehicle wheel was reduced only up to 120 ⁇ m.
- Example 1 because the crystal grain size of the casting material was as small as 95 ⁇ m, the crystal grain size of the vehicle wheel was reduced up to 50 ⁇ m.
- Example 2 the crystal grain size was reduced from 100 ⁇ m to 60 ⁇ m. Therefore, it was found that Examples 1 and 2 in which the casting material had the small crystal grain was favorable to the metallic structure having the finer crystal grain through the hot-forging.
- Example 2 it was found that the crystal grain became larger in the billet and the vehicle wheel because Example 2 was larger than Example 1 in the thickness of the flat, square billet ("80 mm” in Example 1 and "150 mm” in Example 2).
- Example 1 it was found that the vehicle wheel having the high strength, high ductility, and excellent mechanical property was obtained because the crystal grain size of the metallic structure can be formed smaller than that of Comparative Example. Even in producing the aluminum alloy vehicle wheel having the same large diameter (17 inches) size, according to Example 1, the vehicle wheel having the excellent mechanical property was obtained compared with Comparative Example.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Forging (AREA)
Claims (4)
- Verfahren zur Herstellung eines Fahrzeugrads aus Leichtlegierung, wobei ein Gussmaterial geschmiedet wird, um ein Fahrzeugrad mit integrierter Felge herzustellen, wobei das Verfahren umfasst:einen Gießschritt (S1) zur Herstellung eines flachen, quadratischen Barrens durch kontinuierliches Gießen oder halbkontinuierliches Gießen unter Verwendung einer Form (1), deren Formauslasslöffnung zu einer im Wesentlichen rechteckigen Form ausgebildet ist;einen Schneidschritt (S2) zum Schneiden des flachen quadratischen Barrens in einem rechten Winkel zu einer Gussrichtung, um ein rechteckiges Gussmaterial in der Gussrichtung flach auszubilden;einen primären Schmiedeschritt (S4) des Herunterpressens des rechteckgien Gussmaterials von einer flachen Oberflächenseite des rechteckigen Gussmaterials, um das rechteckige Gussmaterial zu einer Scheibenform zu schmieden; undeinen sekundären Schmiedeschritt (S5) des Schmiedens des scheibenförmigen Schmiedeprodukts in eine Rohradform mit einem Scheibenabschnitt und einem Felgenabschnitt.
- Verfahren zur Herstellung eines Fahrzeugrads aus Leichtlegierung nach Anspruch 1, wobei
ein Verhältnis einer kurzen Seite und einer langen Seite der Auslassöffnung der Form (1) 1:1,5 oder mehr ist und eine Länge der kurzen Seite in der der Form (1) 200 mm oder weniger ist und der flache quadratische Barren unter Verwendung der Form hergestellt wird. - Verfahren zur Herstellung eines Fahrzeugrads aus Leichtlegierung nach Anspruch 1 oder 2, das umfasst:einen Schritt des Abschabens einer Schreckschicht durch maschinelle Bearbeitung, wobei die Schreckschicht in einer Gussoberfläche ausgebildet wird, die einer Radgestaltungsoberfläche in dem flachen rechteckigen Gussmaterial entspricht.
- Verfahren zur Herstellung eines Fahrzeugrads aus Leichtlegierung nach einem der vorhergehenden Ansprüche, wobei
die Form (1) aus einer halbfeuerfesten Form (2) ausgebildet ist, um die Bildung einer Entmischungs- bzw. Trennungsschicht in einer Oberfläche des flachen quadratischen Barrens zu unterdrücken, und daher das Oberflächenabschaben in der Gussoberfläche des flachen rechteckigen Gussmaterials beseitigt wird.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009274388A JP2011115812A (ja) | 2009-12-02 | 2009-12-02 | 軽合金製車両ホイールの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2329899A1 EP2329899A1 (de) | 2011-06-08 |
| EP2329899B1 true EP2329899B1 (de) | 2012-09-05 |
Family
ID=43638678
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10015245A Not-in-force EP2329899B1 (de) | 2009-12-02 | 2010-12-02 | Verfahren zur Herstellung eines Fahrzeugrads aus Leichtlegierung |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20110127003A1 (de) |
| EP (1) | EP2329899B1 (de) |
| JP (1) | JP2011115812A (de) |
| CN (1) | CN102085559A (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10835954B2 (en) | 2014-05-21 | 2020-11-17 | Novelis Inc. | Mixing eductor nozzle and flow control device |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101170412B1 (ko) | 2010-12-31 | 2012-08-02 | 한국항공우주연구원 | 재생 냉각형 연소기 챔버의 내측 구조물의 제작방법 |
| CN102642005B (zh) * | 2012-05-23 | 2013-12-18 | 河北钢铁股份有限公司邯郸分公司 | 一种方坯切割根数耦合计数方法 |
| CN103302454B (zh) * | 2013-06-09 | 2015-05-27 | 永康市鸿月五金制造厂 | 镁合金轮毂复合成形方法 |
| WO2016027208A1 (en) | 2014-08-18 | 2016-02-25 | Bharat Forge Limited | A method of forging complex parts from continuous cast billets |
| FR3030370B1 (fr) * | 2014-12-17 | 2018-04-20 | Saint Jean Industries | Procede de fabrication d'une roue hybride en deux parties en alliage leger notamment aluminium comportant des evidements dans un des sieges de talons de pneumatique |
| CN106216952B (zh) * | 2016-08-06 | 2018-05-22 | 宁波路威汽车轮业有限公司 | 一种轮毂锻造方法 |
| EP3589435A1 (de) * | 2017-02-28 | 2020-01-08 | Novelis Inc. | Scherinduzierte kornverfeinerung eines gussblocks |
| CN111660716B (zh) * | 2020-06-19 | 2021-11-23 | 重庆市超群工业股份有限公司 | 车轮及其制造方法、车轮总成和汽车 |
| KR102459844B1 (ko) * | 2022-01-21 | 2022-10-28 | 주식회사 에스티엔터 | 알루미늄 단조휠의 제조 방법 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US848927A (en) * | 1906-06-25 | 1907-04-02 | Charles T Schoen | Method of making wheels. |
| US1408702A (en) * | 1919-09-04 | 1922-03-07 | Standard Forgings Company | Apparatus for making drop-forged steel car wheels |
| US1486365A (en) * | 1920-11-30 | 1924-03-11 | Joseph C Cummings | Forging process |
| GB235065A (en) * | 1924-10-02 | 1925-06-11 | Beardmore William & Co | Process and apparatus for the production of metal wheel-blanks and the like |
| US3263315A (en) * | 1962-10-24 | 1966-08-02 | Reynolds Metals Co | Metal forming system |
| CH456858A (de) * | 1965-06-23 | 1968-05-31 | Alusuisse | Verfahren zum vertikalen Stranggiessen von Nichteisenmetallen |
| DE1908465C3 (de) * | 1969-02-20 | 1973-10-04 | Fa. Otto Fuchs, 5892 Meinerzhagen | Verfahren zur Herstellung eines emstuckigen Leichtmetall Speichen rades |
| US3580328A (en) * | 1969-05-12 | 1971-05-25 | Gen Motors Corp | Mold for improved control of heat transfer in casting plate or strip products |
| US4528734A (en) * | 1982-07-08 | 1985-07-16 | Ni Industries, Inc. | Method of spin forging a vehicle wheel |
| EP0665299B1 (de) * | 1993-12-17 | 2000-03-08 | Mazda Motor Corporation | Plastisch-verformbarer Gusswerkstoff aus Magnesium-Legierung aus dieser Legierung hergestellte Werkstücke sowie Verfahren zur Herstellung |
| RU2095184C1 (ru) * | 1995-11-22 | 1997-11-10 | Валерий Николаевич Щерба | Способ комбинированного изготовления колес из легких сплавов |
| GB9621427D0 (en) * | 1996-10-15 | 1996-12-04 | Davy Distington Ltd | Continuous casting mould |
| US6372057B1 (en) * | 2000-06-01 | 2002-04-16 | Sumitomo Metal Industries, Inc. | Steel alloy railway wheels |
| US20030143102A1 (en) * | 2001-07-25 | 2003-07-31 | Showa Denko K.K. | Aluminum alloy excellent in cutting ability, aluminum alloy materials and manufacturing method thereof |
| JP2003071546A (ja) * | 2001-08-30 | 2003-03-11 | Nippon Light Metal Co Ltd | アルミニウム鋳塊およびその連続鋳造方法ならびに前記アルミニウム鋳塊を用いた電解コンデンサの電極用アルミニウム箔の製造方法 |
| FI113020B (fi) * | 2001-12-28 | 2004-02-27 | Outokumpu Oy | Muotti metallinauhojen jatkuvavaluun |
| JP2003290875A (ja) * | 2002-04-03 | 2003-10-14 | Sky Alum Co Ltd | もみの木組織の無い純アルミニウム系スラブの鋳造方法 |
| JP4822324B2 (ja) * | 2006-02-10 | 2011-11-24 | 日産自動車株式会社 | アルミニウム合金製鍛造ロードホイール及びその製造方法 |
-
2009
- 2009-12-02 JP JP2009274388A patent/JP2011115812A/ja active Pending
-
2010
- 2010-10-28 US US12/913,959 patent/US20110127003A1/en not_active Abandoned
- 2010-11-11 CN CN2010105401414A patent/CN102085559A/zh active Pending
- 2010-12-02 EP EP10015245A patent/EP2329899B1/de not_active Not-in-force
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10835954B2 (en) | 2014-05-21 | 2020-11-17 | Novelis Inc. | Mixing eductor nozzle and flow control device |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102085559A (zh) | 2011-06-08 |
| US20110127003A1 (en) | 2011-06-02 |
| JP2011115812A (ja) | 2011-06-16 |
| EP2329899A1 (de) | 2011-06-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2329899B1 (de) | Verfahren zur Herstellung eines Fahrzeugrads aus Leichtlegierung | |
| CN104073689A (zh) | 汽车用铝合金锻造件及其制造方法 | |
| CN102876939B (zh) | 一种铝镁合金厚板的制造方法 | |
| US3930895A (en) | Special magnesium-manganese aluminum alloy | |
| CN111057903B (zh) | 一种大规格钛合金锁紧环及其制备方法 | |
| JP4846197B2 (ja) | 連続的に鋳造された金属スラブもしくはストリップの加工法、および本法で製造されたプレートもしくはストリップ | |
| CN103361520A (zh) | 汽车用铝合金锻造材及其制造方法 | |
| WO2015188545A1 (zh) | 铝合金轮毂的制造方法 | |
| CN101680055A (zh) | 通过熔铸法制造微粒微合金铌片 | |
| CN109097640B (zh) | 一种用于手机中板可蚀刻高强度铝的制造方法 | |
| US20210292878A1 (en) | Aluminum alloy sheet for can body, and process for producing the same | |
| JP2019206757A (ja) | アルミニウムボトルの高速生産に適したアルミニウム合金及びその製造方法 | |
| EA020258B1 (ru) | Титановая плоская заготовка для горячей прокатки, способ ее получения и способ ее прокатки | |
| CN115647734A (zh) | 一种无缝钛筒制备工艺 | |
| CN106715005A (zh) | 即使省略初轧工序、精整工序,热轧后的表面性状也优异的热轧用钛铸坯及其制造方法 | |
| US11479839B2 (en) | Method for producing hot-rolled titanium plate | |
| JP2004244701A (ja) | 缶胴用アルミニウム合金冷間圧延板およびその素材として用いられるアルミニウム合金熱間圧延板 | |
| CN119608817B (zh) | 一种大单重、大厚度、超宽幅高韧钛合金板材的制备方法 | |
| JP3605662B2 (ja) | 容器用アルミニウム箔 | |
| JP2002346710A (ja) | 連続鋳造圧延方法 | |
| TWI730190B (zh) | 鈦熱軋板的製造方法 | |
| JP4427439B2 (ja) | 中空状の鍛造用鋼材の製法および筒状鍛造品の製法 | |
| JP3867569B2 (ja) | 容器用アルミニウム箔およびその製造方法 | |
| JPH0999344A (ja) | 非鉄金属スラブの縦型半連続鋳造用鋳型 | |
| JP7417056B2 (ja) | チタン合金鋳塊 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20111110 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B21K 1/28 20060101AFI20120316BHEP |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 573847 Country of ref document: AT Kind code of ref document: T Effective date: 20120915 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602010002657 Country of ref document: DE Effective date: 20121031 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 573847 Country of ref document: AT Kind code of ref document: T Effective date: 20120905 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20120905 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121205 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D Effective date: 20120905 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121206 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130105 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121216 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130107 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121231 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121205 |
|
| 26N | No opposition filed |
Effective date: 20130606 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602010002657 Country of ref document: DE Effective date: 20130606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20131127 Year of fee payment: 4 Ref country code: IT Payment date: 20131231 Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121202 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120905 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20150831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141202 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20161222 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20161220 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602010002657 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20171202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180703 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171202 |