EP2269741A1 - Kolbendosierer für fluide Medien und System zum Beschichten von Gegenständen - Google Patents
Kolbendosierer für fluide Medien und System zum Beschichten von Gegenständen Download PDFInfo
- Publication number
- EP2269741A1 EP2269741A1 EP10005969A EP10005969A EP2269741A1 EP 2269741 A1 EP2269741 A1 EP 2269741A1 EP 10005969 A EP10005969 A EP 10005969A EP 10005969 A EP10005969 A EP 10005969A EP 2269741 A1 EP2269741 A1 EP 2269741A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- piston
- cylinder
- fluid
- valve
- dispenser
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/16—Arrangements for supplying liquids or other fluent material
- B05B5/1608—Arrangements for supplying liquids or other fluent material the liquid or other fluent material being electrically conductive
- B05B5/1616—Arrangements for supplying liquids or other fluent material the liquid or other fluent material being electrically conductive and the arrangement comprising means for insulating a grounded material source from high voltage applied to the material
- B05B5/1625—Arrangements for supplying liquids or other fluent material the liquid or other fluent material being electrically conductive and the arrangement comprising means for insulating a grounded material source from high voltage applied to the material the insulating means comprising an intermediate container alternately connected to the grounded material source for filling, and then disconnected and electrically insulated therefrom
- B05B5/1633—Arrangements for supplying liquids or other fluent material the liquid or other fluent material being electrically conductive and the arrangement comprising means for insulating a grounded material source from high voltage applied to the material the insulating means comprising an intermediate container alternately connected to the grounded material source for filling, and then disconnected and electrically insulated therefrom the arrangement comprising several supply lines arranged in parallel, each comprising such an intermediate container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/16—Arrangements for supplying liquids or other fluent material
- B05B5/1608—Arrangements for supplying liquids or other fluent material the liquid or other fluent material being electrically conductive
- B05B5/1616—Arrangements for supplying liquids or other fluent material the liquid or other fluent material being electrically conductive and the arrangement comprising means for insulating a grounded material source from high voltage applied to the material
- B05B5/1625—Arrangements for supplying liquids or other fluent material the liquid or other fluent material being electrically conductive and the arrangement comprising means for insulating a grounded material source from high voltage applied to the material the insulating means comprising an intermediate container alternately connected to the grounded material source for filling, and then disconnected and electrically insulated therefrom
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/16—Arrangements for supplying liquids or other fluent material
- B05B5/1608—Arrangements for supplying liquids or other fluent material the liquid or other fluent material being electrically conductive
- B05B5/1675—Arrangements for supplying liquids or other fluent material the liquid or other fluent material being electrically conductive the supply means comprising a piston, e.g. a piston pump
Definitions
- the invention relates to a system for coating objects with an application device, which is connected to a supply and purging device.
- piston dispensers In order to be able to supply the application device with a well-dosed coating, piston dispensers have established themselves on the market, among other things.
- a working according to the double piston piston dispenser of the type mentioned is, for example, from DE 10 2004 058 053 B4 known. There, the working space of the cylinder is filled with paint and this then fed to the application device. Rinsing of the piston dispenser and the lines leading to the application device, which is necessary before a color change, takes place by means of a rinsing agent supplied from another source. However, this can lead to relatively large paint losses, which can be counteracted again, for example, by the above-mentioned pigging technique.
- the receiving space of the Piston assembly filled with a particular liquid detergent and the working space of the cylinder are charged with lacquer. If the paint has then been released from the working space of the cylinder completely to the application device and the line between piston dispenser and application device must be flushed, the detergent is discharged from the receiving space of the piston assembly, which is still in the line befindaji paint pushed to the application device and there can be discharged for coating until the phase boundary between the paint and detergent reaches the application device. Possible paint losses can thus be reduced to a low value of 1 ml per color change process.
- a potential separation between an electrostatically operating application device and a lying at ground color reservoir or color changer can also be done simply by the construction of an insulating air layer in the connecting line to the piston dispenser, the piston dispenser itself is at the potential of the application device.
- the piston arrangement comprises a first piston element facing the working chamber of the cylinder and a second piston element remote from the working space of the cylinder, which are displaceable relative to one another in the cylinder, so that the receiving space can be formed between the piston elements.
- the volume of the receiving space and thus the usable volume of the detergent can be adjusted depending on the position of the piston elements to each other.
- rinsing agent by a movement of the second piston element in the direction of the first Piston element to be pushed out of the receiving space.
- the volume of flushing agent required depends on the length of the lines to be flushed. In the dimensions of systems used in practice, for example, a detergent volume of about 16 ml has proven to be favorable.
- the flow channel can be optionally closed or released. This can preferably be done by means of a valve.
- the first piston member is a piston ring, which is supported by an axial connecting member, in which the flow channel extends at least partially.
- the flow channel can be made relatively simple.
- the first piston element is coupled to the piston rod and the second piston element is movably mounted relative to the piston rod.
- the dispensing of detergent from the receiving space can be carried out automatically with the flow path open.
- the second piston element is coupled to the piston rod and the first piston element is movably mounted relative to the piston rod.
- the cylinder comprises a valve block, which defines the opening for fluid medium as the only such opening of the cylinder.
- the valve block can then be manufactured as a separate component and include all the necessary connections for the cylinder and leading away from the lines.
- the above object is achieved in a system for coating objects of the type mentioned above in that coating medium is conveyed within a fluid line of the system by means of a flushing fluid, which is introduced under a pressure increased to normal pressure in the fluid line.
- the invention relates to this system based on the knowledge that forms only a narrow mixing area between the coating medium and the flushing fluid. Although the material in this mixing area must be discarded, the associated paint loss is lower than in conventional systems.
- the supply and purging device comprises at least one piston dispenser according to one of claims 1 to 11.
- the advantages correspond to the above explained to Kolbendosierer advantages.
- the system may preferably comprise an electrostatically operating application device.
- the necessary isolation distances for electrical isolation of individual components can be well formed and maintained in the piston dispenser.
- coating medium is conveyed within a fluid line of the system by means of a flushing fluid, which is introduced under a pressure increased to normal pressure in the fluid line.
- FIG. 1 is generally designated 10 a piston dispenser, which comprises a hollow cylinder 12 which is made of glass in the present embodiment and whose one end face is closed with a plate 14.
- the cylinder 12 has in close proximity to the plate 14 on a not specifically illustrated vent hole, as it is known per se.
- the plate 14 has a coaxial passage 16 in which a piston rod 18 is held by means of a sliding bearing 20 movable.
- the piston rod 18 extends outside of the glass cylinder 12 in a housing 22 which is flanged at one end to the plate 14 and at the opposite end in a belt housing 24 opens.
- the piston rod 18 is formed in the present embodiment at its end facing the belt housing 24 as a threaded spindle of a ball screw not specifically shown, the spindle nut is mounted in the belt housing 24.
- the spindle nut can be rotated by means of a drive belt running in the belt housing 24 and also not specifically shown, which is coupled to a drive motor 26 mounted on the belt housing.
- the piston rod 18 moves into or out of the glass cylinder 12.
- valve block 28 made of an electrically non-conductive plastic, which is in particular graphite-free.
- the valve block 28 has a main channel 30 which extends between an externally accessible connection thread 32 and a connection opening 34, through which the main channel 30 opens into the glass cylinder 12.
- a contact lug 35 is provided coaxially with the glass cylinder 12, which will be discussed again below.
- first valve seat-like opening 36 with a first pre-chamber 38, which in turn widens to form a first externally accessible valve receiving bore 40.
- the opening 36 can be closed by the closing element 42 of a seated in the valve receiving bore 40 compressed air-actuated first valve 44.
- the first pre-chamber 38 communicates via a secondary passage 46 and a second valve seat-like opening 48 with a second prechamber 50, which in turn widens to a second externally accessible valve receiving bore 52.
- the second opening 48 can be closed by the closing element 54 of a pressure-actuated second valve 56 seated in the valve receiving bore 52.
- the passage of the main channel 30 can be closed by means of the closing element 58 of a pneumatically operated third valve 60.
- the third valve 60 is seated in an externally accessible third valve receiving bore 62.
- a compressed air duct leads to a compressed air connection piece 64 for a compressed air hose on the outside of the valve block 28.
- the valves 44, 56 and 60 are pressurized air, whereby the first and second valves 44 and 56 associated openings 36 and 48 and the passage of the main channel 30 can be selectively released or closed.
- a discharge connection piece 66 can be screwed, which can be connected to a supply hose, which leads to an electrostatically operating application device.
- the first pre-chamber 38 of the valve block 28 is connected via a not visible here side channel with an externally accessible inlet connection piece 68, which only in FIG. 2 can be seen.
- the second pre-chamber 50 of the valve block 28 is connected in a corresponding manner via a likewise not visible here side channel with an externally accessible return connection piece 70.
- piston assembly 72 As in FIG. 3 can be seen, carries the piston rod 18 at its arranged in the interior of the glass cylinder 12 end 18a a piston assembly 72, which is now based on FIG. 4 is explained in more detail. For clarity, some components of the piston assembly 72 in the Figures 3 and 5 not provided with reference numerals.
- the piston assembly 72 comprises a in FIG. 4 On the right of the first end face 74a, the through hole 76 has a threaded portion 76a, a radially inwardly projecting circumferential rib 76b and an adjoining thereto smooth wall portion 76c.
- the piston assembly 72 includes a tubular connector 78 having a first end surface 78a. Its outer circumferential surface 80 has an external thread 80a complementary to the threaded portion 76a of the through-bore 76 of the first piston element 74. This merges into a circumferential groove 80b, which in turn is followed by a smooth wall section 80c.
- the connecting member 78 is screwed into the first piston element 74 such that its end face 78a is aligned with the end face 74a of the first piston element 74.
- an angled annular space 82 which extends to the second end face 74b of the first piston member 74.
- the wall section 80c of the connecting member 78 is adjoined by a wall end section 80d which is offset radially inwards and whose end region carries an external thread 84.
- a coupling sleeve 86 is screwed with complementary internal thread 88 which extends between the first end face 86a and the second end face 86b.
- the piston arrangement 72 also comprises a second annular piston element 90 with a stepped coaxial through-bore 92. Starting from a first end face 90a of the piston element 90, this has a first bearing section 92a whose inner diameter is complementary to the outer diameter of the wall section 80d of the connecting member 78. The first bearing portion 92 a of the through hole 92 widens to a second bearing portion 92 b, whose inner diameter is complementary to the outer diameter of the coupling sleeve 86.
- the second piston element 90 is arranged so that it slides with its first bearing portion 92a on the wall portion 80d of the connecting member 78 and with its second bearing portion 92b on the coupling sleeve 86, with its first end face 90a in the direction of the second end face 74b of the first piston member 74th has.
- the second piston member 90 further includes an annular space 94 which extends from the second bearing portion 92b of the through-bore 92 toward the first end face 90a of the second piston member 90 coaxially therewith and has an annular bottom surface 94a which extends in from the End face 90a of the second piston member 90 pioneering direction shows.
- a helical compression spring 96 is arranged, which rests with its one end on the bottom surface 94a of the annular space 94 and with its opposite end on the first end face 86a of the coupling sleeve 86. In this way, the second piston member 90 relative to the coupling sleeve 86 and thus always pressed against the piston rod 18 in the direction of the first piston member 74.
- the connecting member 78 On its first end face 78a, the connecting member 78 has a valve seat-like opening 98, which leads to an antechamber 100 in the interior of the connecting member 78, which in turn widens to an externally accessible valve receiving bore 102.
- the opening 98 is closed by the closing element 104 of a seated in the valve receiving bore 102 spring-loaded valve 106, the spring 106 a only in FIG. 4 is indicated.
- the closing element 104 of the valve 106 is designed to be in the in FIG. 4 shown closed position of the valve 106 projects beyond the end face 78a of the connecting member 78.
- the pre-chamber 100 of the connecting member 78 communicates via a plurality of channels 108, of which in FIG. 4 two are visible and only one is provided with a reference numeral, with the annular space 82 between the connecting member 78 and the first piston member 74th
- the first piston member 74 and the second piston member 90 carry radially outward circumferential piston seals 110 and 112. Further, the first bearing portion 92a of the through hole 92 of the second piston member 90 is provided with two circumferentially arranged in the axial direction circumferential ring seals 114a and 114b.
- a receiving space 116 can be formed between the second end face 74b of the first piston element 74 and the end face 90a of the second piston element 90, the volume of which depends on the distance between the two piston elements 74 and 90 and which is bounded radially by the inner lateral surface of the glass cylinder 12. The latter is in the FIGS. 4 and 6 indicated by dashed lines.
- the maximum volume of the receiving space 116 may be several 10 ml. In practice, the amount of detergent received by the piston assembly 116 is about 17 ml.
- the piston assembly 72 is connected via the coupling sleeve 86 with the end 18 a of the piston rod 18. Between the piston assembly 72 and the valve block 28 is a working space 12 a (see. Figures 3 and 7 ) of the glass cylinder 12, the volume of which depends on the position of the piston arrangement 72 in the gas cylinder 12 and which is also bounded radially by the inner circumferential surface of the glass cylinder 12.
- FIGS. 7 to 9 is shown as a second embodiment, a piston dispenser 10 '.
- Components of the piston dispenser 10 ', which correspond to those of the piston dispenser 10, bear the same reference numerals.
- the piston dispenser 10 differs from the piston dispenser 10 after the FIGS. 1 to 6 by a modified piston assembly 72 'which includes an altered second piston member 90'.
- a coaxial annular space 118 for the helical compression spring 96 is embedded in the end face 90'a, which does not communicate with the through-bore 92 or its second bearing section 92b and which one has in the direction of the end face 90'a of the second piston member 90 'facing bottom surface 118a.
- the coupling sleeve 86 can also be integrally integrated into the second piston element 90 '.
- the connecting member 78 is not fixedly connected to the coupling sleeve 86 in the piston dispenser 10 ', but can slide in this. Thus, the coupling sleeve 86 and the second piston member 90 'can be moved together relative to the connecting member 78.
- helical compression spring 96 abuts with its one end to the bottom surface 118a of the annular space 118 and with its opposite end to the second end face 74b of the first piston member 74, to which the helical compression spring 96 thus always exerts a force.
- the valve 106 in the connecting member 78 can be brought in the piston dispenser 10 'by means of compressed air in its open position, for which leads through the piston rod 18, a not specifically shown compressed air line to the valve 106.
- the closing element 104 of the valve 106 does not protrude beyond the end face 78a of the connecting member 78 at the piston dispenser 10 ', but aligns with the latter.
- a system 120 that includes a first piston feeder 10a and a second piston feeder 10b.
- Their respective inlet connection pieces 68 are fluidically connected via respective lines 122a, 122b to outputs 124a, 124b of a mixing block 126, which can optionally be released or closed in a manner known per se.
- the mixing block 126 is over a detergent inlet 128 connected to a not specifically shown Spülstoffreservoir.
- the mixing block 126 via a compressed air inlet 130 compressed air from a compressed air source also not specifically shown can be supplied.
- a further input 132 of the mixing block 126 is also connected via a line 134 to a color changing device 136, as it is known per se.
- This has a plurality of paint inputs 138a to 138i, which are each connected to a paint reservoir, not shown here.
- the color changing device 136 also has a flushing agent inlet 140 (not shown) connected to a flushing agent reservoir, an inlet 142 for compressed air and an outlet 144.
- the inputs 138, 140 and 142 and the output 144 can be selectively opened or closed by means not separately shown valves.
- the discharge ports 66 of the piston dispensers 10a, 10b are each connected via a line 146a or 146b to an electrostatic application device 148, as it is known per se.
- the components of the system 120 form a supply and purging device 150 for the application device 148.
- valves 44 and 56 of the valve block 28 are opened and the valve 60 is closed and the valve block 28 of the piston dispenser 10a is supplied with detergent from the color changer 136 via the line 134, the mixing block 126 and the line 122a. Since the valve 56 releases the flow path to the return connection piece 70, air is first forced out of the valve block 28 via this.
- valve 56 is closed, whereby rinsing agent flows through the connection opening 34 through the valve seat opening 98 of the connecting member 78 in the antechamber 100 and further through the channels 108 and the annular space 82 to the second piston member 90 of the piston assembly 72.
- the second piston member 90 is moved against the force of the helical compression spring 96 relative to the connecting member 78 and the coupling sleeve 86, whereby the receiving space 116 is formed, which fills up with detergent.
- the pressure with which the rinsing agent is supplied must be greater than the force of the helical compression spring 96th
- the valve 44 When the receiving space 116 is filled with the intended amount of detergent, the valve 44 is closed and the valve 56 is opened. Thereafter, the desired color is supplied to the valve block 28 from the color changer 136, which initially still in the lines 134 and 122a located rinsing agent pushes in front of it, which is discharged via the return port 70 of the valve block 28.
- a sensor system known per se is detected when the ink is applied to the valve 44 of the valve block 28, whereupon it is opened and the valve 56 is closed. Now, the color is thus directed in the direction of the glass cylinder 12.
- the piston assembly 72 is left in the position in which its valve 106 is opened until the defined volume of flushing agent, which is still between the valve seat opening 98 and the closing element 42 of the valve 44, of the color in the piston assembly 72nd was pressed into it. Then, the piston assembly 72 is moved away from the communication port 34 of the valve block 28, whereby the valve 106 of the piston assembly 72 again assumes its closed position and the ink can flow into the working chamber 12a of the glass cylinder 12, which results from the movement of the piston assembly 72.
- the color changer 136 is again driven to emit detergent. This pushes now still in the lines 134 and 122a located color in the working space 12a of the glass cylinder. If the above-mentioned sensor detects that the flushing agent is in the antechamber 38 of the valve block 28, the valve 44 is closed. This operating state is in FIG. 13 shown.
- valve 60 of the valve block 28 is opened and color is pressed via the discharge connector 66 in the direction of the application device 148 by the piston assembly 72 is moved to the valve block 28 to. Then, the valve 56 of the valve block 28 is opened and this is acted upon via the mixing block 126 with compressed air, whereby all medium from the prechamber 38, the secondary channel 46 and the prechamber 50 is pushed out via the return connection piece 70.
- an insulating air gap is constructed, which leads to a potential separation between piston meter 10a and mixing block 126.
- the compressed air in the line 122a is at about 10 bar to the antechamber 38 of the valve block 28 at.
- the receiving space 116 of the second piston dispenser 10b is filled with rinsing agent in the manner described above for the first piston dispenser 10a.
- This operating state of the system 120 is in FIG. 14 shown.
- the dispensing of the rinsing agent may e.g. be metered by the valve 106 is opened or closed as needed, which can be done by a corresponding method of the piston assembly 72 to the contact lug 35 of the valve block 28 on or away.
- the application device 148 can now be supplied with ink by means of the second piston dispenser 10b.
- the first piston dispenser 10a is charged with rinsing agent and paint in the manner explained above, after it has previously been rinsed in a conventional manner, and the cycle begins again.
- the second piston element 90 must be actively moved in the modified piston dispenser 10' by the piston rod 18 being moved accordingly when the receiving space 116 is filled with detergent or when flushing agent is to be dispensed from the receiving space 116.
- the piston assembly 72 'in the corresponding operating step is initially approached completely to the valve block 28, so that it rests against this. Then the valve 106 of the connecting member 78 is brought by compressed air in its open position.
- the piston rod 18 In order to fill the receiving space 116 with detergent, the piston rod 18 is then moved away in the direction of the valve block 28. With the piston rod 18 then move the coupling sleeve 86 and the second piston member 90 'of the valve block 28 away.
- the first piston element 74 is always pushed away from the second piston element 90 and thus from the piston rod 18 in the direction of the valve block 28 at Kolbendosierers 10 'according to the second embodiment and thus initially remains in its position on the valve block 28.
- the valve 106 After the desired amount of detergent is introduced into the receiving space 116 of the piston assembly 72 of the piston dispenser 10 ', the valve 106 is transferred to its closed position.
- the filling process of the piston dispenser 10 'with paint takes place in the manner described above for the piston dispenser 10 according to FIGS FIGS. 1 to 6 was explained.
- the first piston member 74 and the second piston member 90 ' are not coupled to each other at the piston dispenser 10', the first piston member 74 follows the movement of the piston rod 18 and the associated second piston member 90 'due to the rinsing agent present between the piston members 74 and 90' and the resulting negative pressure.
- valve 106 When the flushing agent is to be discharged from the receiving space 116 of the piston assembly 72, the valve 106 is first opened again. The piston rod 18 is moved in the direction of the valve block 28, whereby the second piston element 90 is pressed against the force of the helical compression spring 96 in the direction of the first piston member 74. In this case, detergent is pressed from the receiving space 106 through the valve seat opening 98 into the main channel 30 of the valve block 28.
- the rinsing agent is used as a pushing medium for the paints used. This works especially with waterborne paints and paint systems.
- a rinsing agent can be used in which the transition region between the paint and the rinsing agent, in which the two media mix, is as small as possible.
- the rinsing agent is always introduced into the fluid lines of the system 120 at a pressure which is higher than standard pressure, which pressure is approximately 6 bar in practice.
- the piston dispensers 10 and 10 ' can also easily determine whether there is a leak or air pockets.
- the receiving space 116 of the piston assembly 72 or 72 ' is first filled with a predetermined amount of flushing fluid and the working chamber 12a of the cylinder 12 is charged with the desired amount of paint.
- the three valves 44, 56 and 60 of the valve block 28 are closed and the motor 26 driven with increasing torques until the torque is reached, which is normally used to move the piston assembly 72 and 72 'towards the valve block 28.
- a properly working piston dispenser 10 or 10 ' is a method of the piston assembly 72 and 72', however, not possible because only incompressible fluids are in the system. If, on the other hand, a movement of the piston arrangement 72 or 72 'takes place, this indicates either a leakage or air pockets, which can then be investigated in detail.
Landscapes
- Coating Apparatus (AREA)
Abstract
Description
- Die Erfindung betrifft einen Kolbendosierer für fluide Medien, insbesondere zur Versorgung einer Applikationseinrichtung in einer Anlage zur Beschichtung von Gegenständen, welcher umfasst:
- a) einen Zylinder mit wenigstens einer Öffnung für fluides Medium;
- b) eine in dem Zylinder mittels einer Antriebseinrichtung verfahrbare Kolbenanordnung, welche von einer Kolbenstange getragen und einen mit der Öffnung des Zylinders kommunizierenden Arbeitsraum des Zylinders begrenzt.
- Außerdem betrifft die Erfindung ein System zum Beschichten von Gegenständen mit einer Applikationseinrichtung, welche mit einer Versorgungs- und Spüleinrichtung verbunden ist.
- Bei Beschichtungsanlagen, insbesondere bei Lackieranlagen, werden häufig Applikationseinrichtungen eingesetzt, welche das von ihnen zu versprühende Beschichtungsmaterial mittels einer Hochspannungselektrode ionisieren. Dieses ionisierte Material wird dann auf Grund elektrostatischer Kräfte auf im Allgemeinen auf Massepotential liegende zu beschichtenden Gegenstände gezogen.
- Bei Lackieranlagen kommt es häufig vor, dass für die Beschichtung eines Gegenstandes ein anderer Lack verwendet werden soll als derjenige Lack, mit dem ein vorhergehender Gegenstand beschichtet wurde. Vor einem Lackwechsel müssen die zur Applikationseinrichtung führenden Leitungen und das Versorgungssystem für den Lack gespült und von Lackresten des ersten Lacks befreit werden. Hierbei kommt es zu Lackverlusten. Um diese möglichst gering zu halten, wurde beispielsweise die sogenannte Molchtechnik entwickelt, bei welcher Lack und Spülmittel mittels Molchen voneinander getrennt gehalten werden können. Diese Technik ist jedoch verhältnismäßig aufwändig.
- Um der Applikationseinrichtung Lack wohldosiert zuführen zu können, haben sich am Markt unter anderem Kolbendosierer etabliert. Ein nach dem Doppelkolbenprinzip arbeitender Kolbendosierer der Eingangs genannten Art ist beispielsweise aus der
DE 10 2004 058 053 B4 bekannt. Dort wird der Arbeitsraum des Zylinders mit Lack gefüllt und dieser dann der Applikationseinrichtung zugeführt. Ein Spülen des Kolbendosierers und der zur Applikationseinrichtung führenden Leitungen, welches vor einem Farbwechsel notwendig ist, erfolgt mittels eines aus einer anderen Quelle zugeführten Spülmittels. Hierdurch kann es jedoch zu verhältnismäßig großen Lackverlusten kommen, denen wieder beispielsweise durch die oben angesprochene Molchtechnik entgegengewirkt werden kann. - Es ist daher Aufgabe der Erfindung, einen Kolbendosierer und ein System der Eingangs genannten Art bereitzustellen, durch welche der Lackverlust bei einem Farbwechsel reduziert werden kann, ohne dass aufwändige Zusatzmaßnahmen ergriffen werden müssen.
- Diese Aufgabe wird bei einem Kolbendosierer der Eingangs genannten Art dadurch gelöst, dass
- c) einem Aufnahmeraum der Kolbenanordnung Spülfluid zuführbar ist, welcher fluidisch mit dem Arbeitsraum des Zylinders verbunden ist.
- Erfindungsgemäß kann somit zunächst der Aufnahmeraum der Kolbenanordnung mit einem insbesondere flüssigen Spülmittel gefüllt und der Arbeitsraum des Zylinders mit Lack beschickt werden. Wenn der Lack dann aus dem Arbeitsraum des Zylinders vollständig an die Applikationseinrichtung abgegeben wurde und die Leitung zwischen Kolbendosierer und Applikationseinrichtung gespült werden muss, wird das Spülmittel aus dem Aufnahmeraum der Kolbenanordnung abgegeben, wodurch noch in der Leitung befindlicher Lack zur Applikationseinrichtung geschoben wird und dort noch zur Beschichtung abgegeben werden kann, bis die Phasengrenze zwischen Lack und Spülmittel zur Applikationseinrichtung gelangt. Mögliche Lackverluste können so auf einen geringen Wert von um 1 ml pro Farbwechselvorgang reduziert werden.
- Eine Potentialtrennung zwischen einer elektrostatisch arbeitenden Applikationseinrichtung und einem auf Erdpotential liegenden Farbreservoir bzw. Farbwechsler kann zudem einfach durch den Aufbau einer isolierenden Luftschicht in der Verbindungsleitung zum Kolbendosierer erfolgen, wobei der Kolbendosierer selbst auf dem Potential der Applikationseinrichtung liegt.
- Vorteilhafte Weiterbildungen sind in den abhängigen Ansprüchen angegeben.
- Es ist insbesondere günstig, wenn die Kolbenanordnung ein dem Arbeitsraum des Zylinders zugewandtes erstes Kolbenelement und ein vom Arbeitsraum des Zylinders abliegendes zweites Kolbenelement umfasst, welche relativ zueinander in dem Zylinder verschiebbar sind, so dass zwischen den Kolbenelementen der Aufnahmeraum ausbildbar ist. Das Volumen des Aufnahmeraums und damit das nutzbare Volumen des Spülmittels kann so abhängig von der Stellung der Kolbenelemente zueinander eingestellt werden. Zudem kann Spülmittel durch eine Bewegung des zweiten Kolbenelements in Richtung auf das erste Kolbenelement zu aus dem Aufnahmeraum herausgedrückt werden. Das benötigte Spülmittelvolumen hängt von der Länge der zu spülenden Leitungen ab. Bei den Dimensionen von in der Praxis verwendeten Anlagen hat sich z.B. ein Spülmittelvolumen von etwa 16 ml als günstig erwiesen.
- Es ist bautechnisch von Vorteil, wenn durch das erste Kolbenelement ein Strömungskanal für Medium führt, welcher den Aufnahmeraum mit dem Arbeitsraum verbindet.
- Um die Abgabe von Spülmittel sicher steuern zu können, ist es besonders günstig, wenn der Strömungskanal wahlweise verschließbar oder freigebbar ist. Dies kann vorzugsweise mittels eines Ventils erfolgen.
- Fertigungstechnisch ist es vorteilhaft, wenn das erste Kolbenelement ein Kolbenring ist, welcher von einem axialen Verbindungsglied getragen ist, in welchem der Strömungskanal zumindest teilweise verläuft. Der Strömungskanal kann so verhältnismäßig einfach ausgebildet werden.
- Bei einer ersten Variante ist das erste Kolbenelement mit der Kolbenstange gekoppelt und das zweite Kolbenelement gegenüber der Kolbenstange verfahrbar gelagert.
- Wenn dann das zweite Kolbenelement mittels einer Druckfeder von der Kolbenstange weg in axialer Richtung auf das erste Kolbenelement gedrückt wird, kann die Abgabe von Spülmittel aus dem Aufnahmeraum bei geöffnetem Strömungsweg automatisch erfolgen.
- Alternativ ist das zweite Kolbenelement mit der Kolbenstange gekoppelt und das erste Kolbenelement gegenüber der Kolbenstange verfahrbar gelagert.
- Wenn in diesem Fall das erste Kolbenelement mittels einer Druckfeder von der Kolbenstange und dem zweiten Kolbenelement in axialer Richtung weg gedrückt wird, kann das Befüllen des Aufnahmeraums und die Abgabe des Spülmittels aus diesem durch Verfahren der Kolbenstange gesteuert werden.
- Es ist vorteilhaft, wenn der Zylinder einen Ventilblock umfasst, welcher die Öffnung für fluides Medium als einzige solche Öffnung des Zylinders vorgibt. Der Ventilblock kann dann als separates Bauteil gefertigt werden und alle notwendigen Anschlüsse für zum Zylinder und von diesem weg führende Leitungen umfassen.
- Die oben genannte Aufgabe wird bei einem System zum Beschichten von Gegenständen der Eingangs genannten Art dadurch gelöst, dass Beschichtungsmedium innerhalb einer Fluidleitung des Systems mittels eines Spülfluids gefördert wird, welches unter einem gegenüber Normaldruck erhöhten Druck in die Fluidleitung eingebracht wird. Die Erfindung beruht dieses System betreffend auf der Erkenntnis, dass sich zwischen dem Beschichtungsmedium und dem Spülfluid lediglich ein schmaler Mischbereich ausbildet. Das Material in diesem Mischbereich muss zwar verworfen werden, der damit einhergehende Lackverlust ist jedoch geringer als bei herkömmlichen Systemen.
- Die oben genannte Aufgabe wird bei einem System zum Beschichten von Gegenständen der Eingangs genannten Art alternativ dadurch gelöst, dass die Versorgungs- und Spüleinrichtung wenigstens einen Kolbendosierer nach einem der Ansprüche 1 bis 11 umfasst. Die Vorteile entsprechen den oben zum Kolbendosierer erläuterten Vorteilen.
- Das System kann vorzugsweise eine elektrostatisch arbeitende Applikationseinrichtung umfassen. Die notwendigen Isolationsstrecken zur Potentialtrennung einzelner Bauteile können bei dem Kolbendosierer gut ausgebildet und aufrechterhalten werden.
- Auch hier ist es günstig, wenn Beschichtungsmedium innerhalb einer Fluidleitung des Systems mittels eines Spülfluids gefördert wird, welches unter einem gegenüber Normaldruck erhöhten Druck in die Fluidleitung eingebracht wird.
- Nachfolgend werden Ausführungsbeispiele der Erfindung anhand der Zeichnungen näher erläutert. In diesen zeigen:
- Figur 1
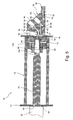
- eine perspektivische Ansicht eines ersten Ausfüh- rungsbeispiels eines Kolbendosierers;
- Figur 2
- eine perspektivische Ansicht des Ventilblocks des Kolbendosierers von
Figur 1 in größerem Maßstab aus einer anderen Blickrichtung; - Figur 3
- einen Schnitt durch den Dosierzylinder des Kolben- dosierers von
Figur 1 , wobei eine Kolbenanordnung mit zwei Kolbenelementen zu erkennen ist; - Figur 4
- einen Schnitt durch die Kolbenanordnung von
Figur 3 in größerem Maßstab; - Figur 5
- einen der
Figur 3 entsprechenden Schnitt durch den Dosierzylinder, wobei die zwei Kolbenelemente der Kolbenanordnung eine voneinander beabstandete Stel- lung einnehmen, wodurch ein Aufnahmeraum gebildet ist; - Figur 6
- einen Schnitt durch die Kolbenanordnung in der Stellung von
Figur 5 in größerem Maßstab; - Figur 7
- einen Schnitt durch den Dosierzylinder eines zwei- ten Ausführungsbeispiel eines Kolbendosierers mit einer abgewandelten Kolbenanordnung mit zwei Kol- benelementen;
- Figur 8
- einen Schnitt durch die abgewandelte Kolbenanord- nung von
Figur 7 in größerem Maßstab; - Figur 9
- einen der
Figur 7 entsprechenden Schnitt durch den Dosierzylinder, wobei die zwei Kolbenelemente der abgewandelten Kolbenanordnung eine voneinander beabstandete Stellung einnehmen, wodurch auch hier der Aufnahmeraum gebildet ist; - Figur 10
- einen Schnitt durch die abgewandelte Kolbenanord- nung von
Figur 9 in größerem Maßstab; - Figuren 11 bis 16
- verschiedene Betriebsphasen eines Systems zur Beschichtung von Gegenständen, welches zwei Kolbendosierer verwendet.
- In
Figur 1 ist mit 10 insgesamt ein Kolbendosierer bezeichnet, welcher einen Hohlzylinder 12 umfasst, der beim vorliegenden Ausführungsbeispiel aus Glas gefertigt ist und dessen eine Stirnseite mit einer Platte 14 verschlossen ist. Der Zylinder 12 weist in dichter Nachbarschaft zur Platte 14 eine nicht eigens dargestellte Entlüftungsbohrung auf, wie sie an und für sich bekannt ist. Wie inFigur 3 zu erkennen ist, weist die Platte 14 einen koaxialen Durchgang 16 auf, in welchem eine Kolbenstange 18 mittels eines Gleitlagers 20 verfahrbar gehalten ist. - Die Kolbenstange 18 verläuft außerhalb des Glaszylinders 12 in einem Gehäuse 22, welches an einem Ende an die Platte 14 angeflanscht ist und am gegenüberliegenden Ende in ein Riemengehäuse 24 mündet. Die Kolbenstange 18 ist beim vorliegenden Ausführungsbeispiel an ihrem dem Riemengehäuse 24 zugewandten Ende als Gewindespindel eines nicht eigens dargestellten Kugelgewindetriebs ausgebildet, dessen Spindelmutter im Riemengehäuse 24 gelagert ist. Die Spindelmutter kann über einen im Riemengehäuse 24 verlaufenden und ebenfalls nicht eigens gezeigten Antriebsriemen in Drehung versetzt werden, der mit einem am Riemengehäuse angebrachten Antriebsmotor 26 gekoppelt ist. Je nach Drehrichtung der Spindelmutter fährt die Kolbenstange 18 in den Glaszylinder 12 hinein oder aus diesem heraus. Durch den Antriebsriemen ist eine Potentialtrennung zwischen der Kolbenstange 18 und dem Antriebsmotor 26 gewährleistet.
- An der von der Platte 14 abliegenden Stirnseite des Glaszylinders 12 ist dieser mit einem Ventilblock 28 aus einem elektrisch nicht leitenden Kunststoff verschlossen, der insbesondere graphitfrei ist. Wie z.B. in
Figur 3 zu erkennen ist, weist der Ventilblock 28 einen Hauptkanal 30 auf, der sich zwischen einem von außen zugänglichen Anschlussgewinde 32 und einer Verbindungsöffnung 34 erstreckt, über welche der Hauptkanal 30 in den Glaszylinder 12 mündet. Im Bereich der Verbindungsöffnung 34 des Hauptkanals 30 zum Glaszylinder 12 ist eine Kontaktnase 35 koaxial zum Glaszylinder 12 vorgesehen, auf welche weiter unten nochmals eingegangen wird. - Dicht neben der Verbindungsöffnung 34 des Hauptkanals 30 kommuniziert dieser im Ventilblock 28 über eine erste ventilsitzartige Öffnung 36 mit einer ersten Vorkammer 38, die sich ihrerseits zu einer ersten von außen zugänglichen Ventilaufnahmebohrung 40 erweitert. Die Öffnung 36 kann durch das Schließelement 42 eines in der Ventilaufnahmebohrung 40 sitzenden druckluftbetätigten ersten Ventils 44 verschlossen werden.
- Die erste Vorkammer 38 steht über einen Nebenkanal 46 und eine zweite ventilsitzartige Öffnung 48 mit einer zweiten Vorkammer 50 in Verbindung, die sich ihrerseits zu einer zweiten von außen zugänglichen Ventilaufnahmebohrung 52 erweitert. Die zweite Öffnung 48 kann durch das Schließelement 54 eines in der Ventilaufnahmebohrung 52 sitzenden druckluftbetätigten zweiten Ventils 56 verschlossen werden.
- Zwischen der ersten ventilsitzartigen Öffnung 36 und dem Anschlussgewinde 32 des Ventilblocks 28 kann der Durchgang des Hauptkanals 30 mittels des Schließelements 58 eines druckluftbetätigten dritten Ventils 60 verschlossen werden. Das dritte Ventil 60 sitzt in einer von außen zugänglichen dritten Ventilaufnahmebohrung 62.
- Von den drei Ventilaufnahmebohrungen 40, 52 und 62 führt jeweils ein hier nicht zu erkennender Druckluftkanal zu jeweils einem Druckluftanschlussstück 64 für einen Druckluftschlauch auf der Außenseite des Ventilblocks 28. Mittels einer an und für sich bekannten, hier nicht eigens gezeigten Ventilsteuerung können die Ventile 44, 56 und 60 mit Druckluft beaufschlagt werden, wodurch die dem ersten und zweiten Ventil 44 und 56 zugeordneten Öffnungen 36 bzw. 48 und der Durchgang des Hauptkanals 30 wahlweise freigegeben oder verschlossen werden können.
- In das Anschlussgewinde 32 des Hauptkanals 30 kann ein Abgabeanschlussstück 66 eingeschraubt werden, welche mit einem Versorgungsschlauch verbunden werden kann, welcher zu einer elektrostatisch arbeitenden Applikationseinrichtung führt.
- Die erste Vorkammer 38 des Ventilblocks 28 ist über einen hier nicht zu sehenden Seitenkanal mit einem von außen zugänglichen Zulaufanschlussstück 68 verbunden, welches nur in
Figur 2 zu erkennen ist. - Die zweite Vorkammer 50 des Ventilblocks 28 ist in entsprechender Weise über einen ebenfalls hier nicht zu sehenden Seitenkanal mit einem von außen zugänglichen Rücklaufanschlussstück 70 verbunden.
- Wie in
Figur 3 zu erkennen ist, trägt die Kolbenstange 18 an ihrem im Inneren des Glaszylinders 12 angeordneten Ende 18a eine Kolbenanordnung 72, welche nun anhandFigur 4 näher erläutert wird. Der Übersichtlichkeit halber sind einige Komponenten der Kolbenanordnung 72 in denFiguren 3 und5 nicht mit Bezugszeichen versehen. - Die Kolbenanordnung 72 umfasst ein in
Figur 4 rechts zu erkennendes erstes ringförmiges Kolbenelement 74 mit einer ersten Stirnfläche 74a, einer zweiten Stirnfläche 74b sowie einer koaxialen Durchgangsbohrung 76. Ausgehend von der ersten Stirnfläche 74a weist die Durchgangsbohrung 76 einen Gewindeabschnitt 76a, eine radial nach innen vorstehende umlaufende Rippe 76b und einen sich daran anschließenden glatten Wandabschnitt 76c auf. - Ferner umfasst die Kolbenanordnung 72 ein röhrenförmiges Verbindungsglied 78 mit einer ersten Stirnfläche 78a. Dessen Außenmantelfläche 80 weist ein zum Gewindeabschnitt 76a der Durchgangsbohrung 76 des ersten Kolbenelements 74 komplementäres Außengewinde 80a auf. Dieses geht in eine umlaufende Nut 80b über, an die sich ihrerseits ein glatter Wandabschnitt 80c anschließt. Das Verbindungsglied 78 ist so in das erste Kolbenelement 74 eingeschraubt, dass seine Stirnfläche 78a mit der Stirnfläche 74a des ersten Kolbenelements 74 fluchtet. Zwischen der Nut 80b und dem Wandabschnitt 80c und der Auskragung 76b sowie des Wandabschnitts 76c der Durchgangbohrung 76 des ersten Kolbenelements 74 verbleibt bei dieser Anordnung ein gewinkelter Ringraum 82, der sich bis zur zweiten Stirnfläche 74b des ersten Kolbenelements 74 erstreckt.
- An den Wandabschnitt 80c des Verbindungsgliedes 78 schließt sich ein gegenüber diesem nach radial innen versetzter Wandendabschnitt 80d an, dessen Endbereich ein Außengewinde 84 trägt. Auf dieses Außengewinde 84 ist eine Koppelhülse 86 mit dazu komplementärem Innengewinde 88 aufgeschraubt, welches sich zwischen deren erster Stirnseite 86a und deren zweiter Stirnseite 86b erstreckt.
- Die Kolbenanordnung 72 umfasst außerdem ein zweites ringförmiges Kolbenelement 90 mit einer gestuften koaxialen Durchgangsbohrung 92. Diese weist ausgehend von einer ersten Stirnfläche 90a des Kolbenelements 90 einen ersten Lagerabschnitt 92a auf, dessen Innendurchmesser komplementär zum Außendurchmesser des Wandabschnitts 80d des Verbindungsgliedes 78 ist. Der erste Lagerabschnitt 92a der Durchgangsbohrung 92 erweitert sich zu einem zweiten Lagerabschnitt 92b, dessen Innendurchmesser komplementär zum Außendurchmesser der Koppelhülse 86 ist.
- Das zweite Kolbenelement 90 ist so angeordnet, dass es mit seinem ersten Lagerabschnitt 92a auf dem Wandabschnitt 80d des Verbindungsgliedes 78 und mit seinem zweiten Lagerabschnitt 92b auf der Koppelhülse 86 gleitet, wobei seine erste Stirnfläche 90a in Richtung auf die zweite Stirnfläche 74b des ersten Kolbenelements 74 weist.
- Das zweite Kolbenelement 90 weist ferner einen Ringraum 94 auf, welcher sich von dem zweiten Lagerabschnitt 92b der Durchgangsbohrung 92 in Richtung der ersten Stirnseite 90a des zweiten Kolbenelements 90 koaxial zu diesem erstreckt und eine ringförmige Bodenfläche 94a hat, welche in von der Stirnfläche 90a des zweiten Kolbenelements 90 wegweisende Richtung zeigt.
- In dem Ringraum 94 ist eine Schraubendruckfeder 96 angeordnet, welche mit ihrem einen Ende an der Bodenfläche 94a des Ringraumes 94 und mit ihrem gegenüberliegenden Ende an der ersten Stirnfläche 86a der Koppelhülse 86 anliegt. Auf diese Weise wird das zweite Kolbenelement 90 gegenüber der Koppelhülse 86 und somit gegenüber der Kolbenstange 18 stets in Richtung auf das erste Kolbenelement 74 gedrückt.
- Auf seiner ersten Stirnfläche 78a weist das Verbindungsglied 78 eine ventilsitzartige Öffnung 98 auf, die zu einer Vorkammer 100 im Inneren des Verbindungsgliedes 78 führt, die sich ihrerseits zu einer von außen zugänglichen Ventilaufnahmebohrung 102 erweitert. Die Öffnung 98 wird durch das Schließelement 104 eines in der Ventilaufnahmebohrung 102 sitzenden federbeaufschlagten Ventils 106 verschlossen, dessen Feder 106a nur in
Figur 4 angedeutet ist. Das Schließelement 104 des Ventils 106 ist so ausgebildet, dass es in der inFigur 4 gezeigten Schließstellung des Ventils 106 über die Stirnfläche 78a des Verbindungsgliedes 78 vorsteht. - Die Vorkammer 100 des Verbindungsgliedes 78 kommuniziert über mehrere Kanäle 108, von denen in
Figur 4 zwei zu erkennen sind und nur einer mit einem Bezugszeichen versehen ist, mit dem Ringraum 82 zwischen dem Verbindungsglied 78 und dem ersten Kolbenelement 74. - Das erste Kolbenelement 74 und das zweite Kolbenelement 90 tragen radial außen umlaufende Kolbendichtungen 110 bzw. 112. Ferner ist der erste Lagerabschnitt 92a der Durchgangsbohrung 92 des zweiten Kolbenelements 90 mit zwei in axialer Richtung hintereinander angeordneten umlaufenden Ringdichtungen 114a und 114b versehen.
- Wie anhand der
Figuren 5 und6 zu erkennen ist, ist das zweite Kolbenelement 90 auf dem Verbindungsglied 78 und der Koppelhülse 86 gleitend von dem ersten Kolbenelement 74 weg verschiebbar. Zwischen der zweiten Stirnfläche 74b des ersten Kolbenelements 74 und der Stirnfläche 90a des zweiten Kolbenelements 90 kann somit ein Aufnahmeraum 116 gebildet werden, dessen Volumen vom Abstand zwischen den beiden Kolbenelementen 74 und 90 abhängt und welcher radial durch die Innenmantelfläche des Glaszylinders 12 begrenzt ist. Letzterer ist in denFiguren 4 und6 durch gestrichelte Linien angedeutet. Das Maximalvolumen des Aufnahmeraums 116 kann mehrere 10 ml betragen. In der Praxis liegt die von der Kolbenanordnung 116 aufnehmbare Spülmittelmenge bei etwa 17 ml. - Die Kolbenanordnung 72 ist über die Koppelhülse 86 mit dem Ende 18a der Kolbenstange 18 verbunden. Zwischen der Kolbenanordnung 72 und dem Ventilblock 28 ist ein Arbeitsraum 12a (vgl.
Figuren 3 und7 ) des Glaszylinders 12 gebildet, dessen Volumen von der Stellung der Kolbenanordnung 72 im Gaszylinder 12 abhängt und welcher radial ebenfalls durch die Innenmantelfläche des Glaszylinders 12 begrenzt ist. - In den
Figuren 7 bis 9 ist als zweites Ausführungsbeispiel ein Kolbendosierer 10' gezeigt. Komponenten des Kolbendosierers 10', welche denjenigen des Kolbendosierers 10 entsprechen, tragen die gleichen Bezugszeichen. - Der Kolbendosierer 10' unterscheidet sich von dem Kolbendosierer 10 nach den
Figuren 1 bis 6 durch eine abgewandelte Kolbenanordnung 72', welche ein verändertes zweites Kolbenelement 90' umfasst. Bei diesem ist in die Stirnfläche 90'a ein koaxialer Ringraum 118 für die Schraubendruckfeder 96 eingelassen, welcher nicht mit der Durchgangsbohrung 92 bzw. deren zweiten Lagerabschnitt 92b kommuniziert und welche eine in Richtung der Stirnfläche 90'a des zweiten Kolbenelements 90' weisende Bodenfläche 118a hat. - Außerdem ist das zweite Kolbenelement 90' unbeweglich mit der Koppelhülse 86 verbunden, beispielsweise über entsprechende Gewinde. Alternativ kann die Koppelhülse 86 auch einstückig in das zweite Kolbenelement 90' integriert werden. Auch das Verbindungsglied 78 ist bei dem Kolbendosierer 10' nicht fest mit der Koppelhülse 86 verbunden, sondern kann in dieser gleiten. Somit können die Koppelhülse 86 und das zweite Kolbenelement 90' gemeinsam gegenüber dem Verbindungsglied 78 verschoben werden.
- Die in dem Ringraum 118 angeordnete Schraubendruckfeder 96 liegt mit ihrem einen Ende an der Bodenfläche 118a des Ringraumes 118 und mit ihrem gegenüberliegenden Ende an der zweiten Stirnfläche 74b des ersten Kolbenelements 74 an, auf welche die Schraubendruckfeder 96 somit stets eine Kraft ausübt.
- Das Ventil 106 in dem Verbindungsglied 78 kann bei dem Kolbendosierer 10' mittels Druckluft in seine Offenstellung gebracht werden, wozu durch die Kolbenstange 18 eine nicht eigens gezeigte Druckluftleitung zu dem Ventil 106 führt. Das Schließelement 104 des Ventils 106 steht beim Kolbendosierer 10' nicht über die Stirnfläche 78a des Verbindungsgliedes 78 vor, sondern fluchtet mit dieser.
- In den
Figuren 11 bis 16 ist ein System 120 gezeigt, welches einen ersten Kolbendosierer 10a und einen zweiten Kolbendosierer 10b umfasst. Deren jeweilige Zulaufanschlussstücke 68 sind fluidisch über jeweils eine Leitung 122a, 122b mit Ausgängen 124a, 124b eines Mischblocks 126 verbunden, welche in an und für sich bekannter Weise wahlweise freigegeben oder verschlossen werden können. Der Mischblock 126 ist über einen Spülmitteleingang 128 mit einem nicht eigens gezeigten Spülmittelreservoir verbunden. Außerdem kann dem Mischblock 126 über einen Drucklufteingang 130 Druckluft aus einer ebenfalls nicht eigens gezeigten Druckluftquelle zugeführt werden. - Ein weiterer Eingang 132 des Mischblocks 126 ist darüber hinaus über eine Leitung 134 mit einer Farbwechseleinrichtung 136 verbunden, wie sie an und für sich bekannt ist. Diese weist eine Vielzahl von Lackeingängen 138a bis 138i auf, die mit jeweils einem hier nicht gezeigten Lackreservoir verbunden sind. Die Farbwechseleinrichtung 136 weist außerdem einen mit einem Spülmittelreservoir (nicht dargestellt) verbundenen Spülmitteleingang 140, einen Eingang 142 für Druckluft sowie einen Ausgang 144 auf. Die Eingänge 138, 140 und 142 und der Ausgang 144 können mittels nicht eigens gezeigter Ventile wahlweise geöffnet oder verschlossen werden.
- Die Abgabeanschlussstücke 66 der Kolbendosierer 10a, 10b sind jeweils über eine Leitung 146a bzw. 146b mit einer elektrostatisch arbeitenden Applikationseinrichtung 148 verbunden, wie sie an und für sich bekannt ist.
- Die Komponenten des Systems 120 abgesehen von der Applikationseinrichtung 148 selbst bilden eine Versorgungs- und Spüleinrichtung 150 für die Applikationseinrichtung 148.
- Nachstehend wird der Betrieb des Systems 120 erläutert, woraus auch die Arbeitsweise des Kolbendosierers 10 hervorgeht:
- Ausgehend von dem in
Figur 11 gezeigten Betriebsgrundzustand, in welchem beide Kolbendosierer 10a, 10b ungefüllt sind, wird zunächst der Aufnahmeraum 116 in der Kolbenanordnung 72 des ersten Kolbendosierers 10a mit einem flüssigen Spülmittel beschickt. Dazu wird die Kolbenanordnung 72 des ersten Kolbendosierers 10a bei geöffnetem Ventil 60 des Ventilblocks 28 so weit in dessen Richtung verfahren, bis die erste Stirnfläche 74a des ersten Kolbenelements 74 an dem Ventilblock 28 anliegt. Hierbei wird das Schließelement 104 des Ventils 106 im Verbindungsglied 78 durch die Kontaktnase 35 des Ventilblocks 28 nach Innen geschoben und gibt die Verbindungsglied-Ventilsitzöffnung 98 frei. - Dann werden die Ventile 44 und 56 des Ventilblocks 28 geöffnet und dessen Ventil 60 geschlossen und dem Ventilblock 28 des Kolbendosierers 10a wird Spülmittel von der Farbewechseleinrichtung 136 über die Leitung 134, den Mischblock 126 und die Leitung 122a zugeführt. Da das Ventil 56 den Strömungsweg zum Rücklaufanschlussstück 70 freigibt, wird über dieses zunächst Luft aus dem Ventilblock 28 herausgedrückt.
- Dann wird das Ventil 56 geschlossen, wodurch Spülmittel über die Verbindungsöffnung 34 durch die Ventilsitzöffnung 98 des Verbindungsgliedes 78 in dessen Vorkammer 100 und weiter durch die Kanäle 108 und den Ringraum 82 zum zweiten Kolbenelement 90 der Kolbenanordnung 72 strömt.
- Durch das Spülmittel wird das zweite Kolbenelement 90 gegen die Kraft der Schraubendruckfeder 96 gegenüber dem Verbindungsglied 78 und der Koppelhülse 86 verschoben, wodurch der Aufnahmeraum 116 gebildet wird, welcher sich mit Spülmittel füllt. Dies ist in
Figur 12 zu erkennen. Hierzu muss der Druck, mit welchem das Spülmittel zugeführt wird, größer sein als die Kraft der Schraubendruckfeder 96. - Wenn der Aufnahmeraum 116 mit der vorgesehenen Menge Spülmittel gefüllt ist, wird das Ventil 44 geschlossen und das Ventil 56 geöffnet. Hierauf wird dem Ventilblock 28 von der Farbwechseleinrichtung 136 die gewünschte Farbe zugeführt, welche zunächst noch in den Leitungen 134 und 122a befindliches Spülmittel vor sich her schiebt, das über den Rücklaufanschluss 70 des Ventilblocks 28 abgegeben wird. Über eine an und für sich bekannte Sensorik wird erfasst, wenn die Farbe am Ventil 44 des Ventilblocks 28 anliegt, worauf dieses geöffnet und das Ventil 56 geschlossen wird. Nun wird die Farbe folglich in Richtung des Glaszylinders 12 geleitet.
- Die Kolbenanordnung 72 wird noch so lange in der Stellung belassen, in welcher ihr Ventil 106 geöffnet ist, bis das definierte Volumen an Spülmittel, welches sich noch zwischen der Ventilsitzöffnung 98 und dem Schließelement 42 des Ventils 44 befindet, von der Farbe in die Kolbenanordnung 72 hinein gedrückt wurde. Dann wird die Kolbenanordnung 72 von der Verbindungsöffnung 34 des Ventilblocks 28 wegbewegt, wodurch das Ventil 106 der Kolbenanordnung 72 wieder seine Schließstellung einnimmt und die Farbe in den Arbeitsraum 12a des Glaszylinders 12 einströmen kann, der durch die Bewegung der Kolbenanordnung 72 entsteht.
- Wenn das Volumen des Arbeitsraumes 12a des Glaszylinders 12 und das Volumen in den Leitungen zwischen dem Ventilblock 28 und der Farbwechseleinrichtung 136 das gewünschte Gesamtvolumen an Farbe ergeben, wird die Farbwechseleinrichtung 136 erneut so angesteuert, dass sie Spülmittel abgibt. Dieses schiebt nun noch in den Leitungen 134 und 122a befindliche Farbe in den Arbeitsraum 12a des Glaszylinders. Wenn die oben erwähnte Sensorik erfasst, dass das Spülmittel in der Vorkammer 38 des Ventilblocks 28 anliegt, wird das Ventil 44 geschlossen. Dieser Betriebszustand ist in
Figur 13 gezeigt. - Nun wird das Ventil 60 des Ventilblocks 28 geöffnet und Farbe über das Abgabeanschlussstück 66 in Richtung auf die Applikationseinrichtung 148 angedrückt, indem die Kolbenanordnung 72 auf den Ventilblock 28 zu bewegt wird. Dann wird das Ventil 56 des Ventilblocks 28 geöffnet und dieser über den Mischblock 126 mit Druckluft beaufschlagt, wodurch alles Medium aus der Vorkammer 38, dem Nebenkanal 46 und der Vorkammer 50 über das Rücklaufanschlussstück 70 herausgedrückt wird.
- In der Leitung 122a zwischen dem Ventilblock 28 und dem Mischblock 126 ist dann eine isolierende Luftstrecke aufgebaut, welche zu einer Potentialtrennung zwischen Kolbendosierer 10a und Mischblock 126 führt. Die Druckluft in der Leitung 122a liegt mit etwa 10 bar an der Vorkammer 38 des Ventilblocks 28 an.
- Nun wird die Farbe dosiert aus dem Arbeitsraum 12a des Kolbendosierers 10a zur Applikationseinrichtung 148 abgegeben, indem die Kolbenanordnung entsprechend in Richtung auf den Ventilblock 28 verfahren wird.
- Während des Lackiervorgangs, bei dem die Applikationseinrichtung 148 durch den ersten Kolbendosierer 10a gespeist wird, wird der Aufnahmeraum 116 des zweiten Kolbendosierers 10b in der Art und Weise mit Spülmittel gefüllt, wie es oben zum ersten Kolbendosierer 10a erläutert wurde. Dieser Betriebszustand des Systems 120 ist in
Figur 14 gezeigt. - Im weiteren Verlauf des Lackiervorgangs wird der Arbeitsraum 12a des zweiten Kolbendosierers 10b in der Art und Weise mit einer Farbe gefüllt, wie es oben zum ersten Kolbendosierer 10a erläutert wurde. Dieser Betriebszustand des Systems 120 ist in
Figur 15 zu erkennen. - Wenn alle Farbe aus dem Arbeitsraum 12a des ersten Kolbendosierers 10a abgegeben wurde, nimmt dessen Kolbenanordnung 72 wieder eine Position ein, in der das Schließelement 104 des Ventils 106 in dem Verbindungsglied 78 durch die Kontaktnase 35 des Ventilblocks 28 die Ventilsitzöffnung 98 freigibt. Durch die Federkraft der Schraubendruckfeder 96 wird das Spülmittel dann aus dem Aufnahmeraum 116 in den Hauptkanal 30 des Ventilblocks 28 hindurch zur Applikationseinrichtung 148 gedrückt, wodurch diese und die Leitung 146a gespült werden (vgl.
Figur 16 ). - Die Abgabe des Spülmittels kann z.B. dosiert werden, indem das Ventil 106 nach Bedarf geöffnet oder geschlossen wird, was durch ein entsprechendes Verfahren der Kolbenanordnung 72 an die Kontaktnase 35 des Ventilblocks 28 heran oder von dieser weg erfolgen kann.
- Wenn der Spülvorgang abgeschlossen ist, kann die Applikationseinrichtung 148 nun mittels des zweiten Kolbendosierers 10b mit Farbe versorgt werden. Während des Lackierens mit Farbe aus dem zweiten Kolbendosierer 10b wird wiederum der erste Kolbendosierer 10a in der oben erläuterten Weise mit Spülmittel und Farbe beschickt, nachdem er zuvor in üblicher Weise gespült wurde, und der Zyklus beginnt von neuem.
- Wenn anstelle zweier Kolbendosierer 10 mit einer Kolbenanordnung 72, wie sie in den
Figuren 3 bis 6 gezeigt ist, zwei Kolbendosierer 10' mit einer Kolbenanordnung 72' gemäß denFiguren 7 bis 10 verwendet wird, erfolgt der Betrieb des Systems 120 grundsätzlich in der oben erläuterten Art und Weise. - Im Unterschied zum Kolbendosierer 10 muss das zweite Kolbenelement 90' beim abgewandelten Kolbendosierer 10' jedoch aktiv verfahren werden, indem die Kolbenstange 18 entsprechend bewegt wird, wenn der Aufnahmeraum 116 mit Spülmittel gefüllt oder wenn Spülmittel aus dem Aufnahmeraum 116 abgegeben werden soll.
- Zum Befüllen des Aufnahmeraums 116 mit Spülmittel wird die Kolbenanordnung 72' im entsprechenden Betriebsschritt zunächst ganz an den Ventilblock 28 herangefahren, so dass sie an diesem anliegt. Dann wird das Ventil 106 des Verbindungsgliedes 78 durch Druckluft in seine Offenstellung gebracht.
- Um den Aufnahmeraum 116 mit Spülmittel zu befüllen, wird dann die Kolbenstange 18 in Richtung von dem Ventilblock 28 weg bewegt. Mit der Kolbenstange 18 bewegen sich dann die Koppelhülse 86 und das zweite Kolbenelement 90' von dem Ventilblock 28 weg. Durch die Schraubendruckfeder 96 wird beim Kolbendosierers 10' gemäß dem zweiten Ausführungsbeispiel das erste Kolbenelement 74 stets von dem zweiten Kolbenelement 90 und damit von der Kolbenstange 18 in Richtung auf den Ventilblock 28 weggedrückt und verbleibt somit zunächst in seiner Stellung an dem Ventilblock 28. Nachdem die gewünschte Menge Spülmittel in den Aufnahmeraum 116 der Kolbenanordnung 72 des Kolbendosierers 10' eingebracht wurde, wird das Ventil 106 in seine Schließstellung überführt.
- Der Befüllvorgang des Kolbendosierers 10' mit Farbe erfolgt in der Weise, wie es oben zum Kolbendosierer 10 gemäß den
Figuren 1 bis 6 erläutert wurde. Obwohl das erste Kolbenelement 74 und des zweite Kolbenelement 90' beim Kolbendosierer 10' nicht miteinander gekoppelt sind, folgt das erste Kolbenelement 74 der Bewegung der Kolbenstange 18 und des damit verbundenen zweiten Kolbenelements 90' auf Grund des zwischen den Kolbenelementen 74 und 90' vorhandenen Spülmittels und des entstehenden Unterdrucks. - Wenn das Spülmittel aus dem Aufnahmeraum 116 der Kolbenanordnung 72 abgegeben werden soll, wird zunächst wieder das Ventil 106 geöffnet. Die Kolbenstange 18 wird in Richtung auf den Ventilblock 28 verfahren, wodurch das zweite Kolbenelement 90 gegen die Kraft der Schraubendruckfeder 96 in Richtung auf das erste Kolbenelement 74 gedrückt wird. Dabei wird Spülmittel aus dem Aufnahmeraum 106 durch die Ventilsitzöffnung 98 in den Hauptkanal 30 des Ventilblocks 28 gedrückt.
- Grundsätzlich kann zum Betrieb der Applikationseinrichtung 148 auch nur ein einziger Kolbendosierer 10 oder 10' verwendet werden, was jedoch zu Verzögerungen bei einem Farbwechsel führt.
- Beim vorliegenden System 120 mit den Kolbendosierern 10a und 10b wird das Spülmittel als Schubmedium für die verwendeten Lacke genutzt. Dies funktioniert insbesondere bei wasserverdünnbaren Lacken und Lacksystemen. Je nach verwendetem Lack kann ein Spülmittel genutzt werden, bei welchem der Übergangsbereich zwischen Lack und Spülmittel, in dem sich die beiden Medien vermischen, möglichst klein ist.
- Das Spülmittel wird bei den vorliegenden Ausführungsbeispielen stets mit einem gegenüber Normaldruck erhöhten Druck in die Fluidleitungen des Systems 120 eingebracht, der in der Praxis etwa bei 6 bar liegt.
- Mit den Kolbendosierern 10 und 10' lässt sich zudem auf einfache Weise ermitteln, ob es eine Undichtigkeit gibt oder Lufteinschlüsse vorliegen. Hierzu wird zunächst der Aufnahmeraum 116 der Kolbenanordnung 72 bzw. 72' mit einer vorgegebenen Menge an Spülfluid gefüllt und der Arbeitsraum 12a des Zylinders 12 mit der gewünschten Menge an Lack beschickt. Dann werden die drei Ventile 44, 56 und 60 des Ventilblocks 28 geschlossen und der Motor 26 mit steigenden Drehmomenten angesteuert, bis das Drehmoment erreicht ist, welches im Normalfall zum Bewegen der Kolbenanordnung 72 bzw. 72' in Richtung auf den Ventilblock 28 verwendet wird.
- Bei einem einwandfrei arbeitenden Kolbendosierer 10 oder 10' ist ein Verfahren der Kolbenanordnung 72 bzw. 72' jedoch nicht möglich, da sich nur nicht komprimierbare Flüssigkeiten im System befinden. Wenn dagegen eine Bewegung der Kolbenanordnung 72 bzw. 72' erfolgt, spricht dies für entweder eine Leckage oder für Lufteinschlüsse, welchen dann im Detail nachgegangen werden kann.
Claims (15)
- Kolbendosierer für fluide Medien, insbesondere zur Versorgung einer Applikationseinrichtung in einer Anlage zur Beschichtung von Gegenständen, welcher umfasst:a) einen Zylinder (12) mit wenigstens einer Öffnung (34) für fluides Medium;b) eine in dem Zylinder (12) mittels einer Antriebseinrichtung (26) verfahrbare Kolbenanordnung (72; 72'), welche von einer Kolbenstange (18) getragen und einen mit der Öffnung (34) des Zylinders (12) kommunizierenden Arbeitsraum (12a) des Zylinders (12) begrenzt, dadurch gekennzeichnet, dassc) einem Aufnahmeraum (116) der Kolbenanordnung (72, 72') Spülfluid zuführbar ist, welcher fluidisch mit dem Arbeitsraum (12a) des Zylinders (12) verbunden ist.
- Kolbendosierer nach Anspruch 1, dadurch gekennzeichnet, dass die Kolbenanordnung (72; 72') ein dem Arbeitsraum (12a) des Zylinders (12) zugewandtes erstes Kolbenelement (74) und ein vom Arbeitsraum (12a) des Zylinders (12) abliegendes zweites Kolbenelement (90; 90') umfasst, welche relativ zueinander in dem Zylinder (12) verschiebbar sind, so dass zwischen den Kolbenelementen (74, 90; 74, 90') der Aufnahmeraum (116) ausbildbar ist.
- Kolbendosierer nach Anspruch 2, dadurch gekennzeichnet, dass durch das erste Kolbenelement (74) ein Strömungskanal (82, 108, 100) für Medium führt, welcher den Aufnahmeraum (116) mit dem Arbeitsraum (12a) verbindet.
- Kolbendosierer nach Anspruch 3, dadurch gekennzeichnet, dass der Strömungskanal (82, 108, 100) wahlweise verschließbar oder freigebbar ist.
- Kolbendosierer nach Anspruch 4, dadurch gekennzeichnet, dass der Strömungskanal (82, 108, 100) mittels eines Ventils (106) verschließbar ist.
- Kolbendosierer nach Anspruch 4 oder 5, dadurch gekennzeichnet, dass das erste Kolbenelement (74) ein Kolbenring ist, welcher von einem axialen Verbindungsglied (78) getragen ist, in welchem der Strömungskanal (82, 108, 100) zumindest teilweise verläuft.
- Kolbendosierer nach einem der Ansprüche 2 bis 6, dadurch gekennzeichnet, dass das erste Kolbenelement (74) mit der Kolbenstange (18) gekoppelt und das zweite Kolbenelement (90) gegenüber der Kolbenstange (18) verfahrbar gelagert ist.
- Kolbendosierer nach Anspruch 7, dadurch gekennzeichnet, dass das zweite Kolbenelement (90) mittels einer Druckfeder (96) von der Kolbenstange (18) weg in axialer Richtung auf das erste Kolbenelement (74) gedrückt wird.
- Kolbendosierer nach einem der Ansprüche 2 bis 6, dadurch gekennzeichnet, dass das zweite Kolbenelement (90') mit der Kolbenstange (18) gekoppelt und das erste Kolbenelement (74) gegenüber der Kolbenstange (18) verfahrbar gelagert ist.
- Kolbendosierer nach Anspruch 9, dadurch gekennzeichnet, dass erste Kolbenelement (74) mittels einer Druckfeder (96) von der Kolbenstange (18) und dem zweiten Kolbenelement (90') in axialer Richtung weg gedrückt wird.
- Kolbendosierer nach einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, dass das der Zylinder (12) einen Ventilblock (28) umfasst, welcher die Öffnung (34) für fluides Medium als einzige solche Öffnung des Zylinders (12) vorgibt.
- System zum Beschichten von Gegenständen mit einer Applikationseinrichtung (148), welche mit einer Versorgungs- und Spüleinrichtung (150) verbunden ist, dadurch gekennzeichnet, dass Beschichtungsmedium innerhalb einer Fluidleitung (134, 122a, 122b, 146a, 146b) des Systems (120) mittels eines Spülfluids gefördert wird, welches unter einem gegenüber Normaldruck erhöhten Druck in die Fluidleitung (134, 122a, 122b, 146a, 146b) eingebracht wird.
- System zum Beschichten von Gegenständen mit einer Applikationseinrichtung (148), welche mit einer Versorgungs- und Spüleinrichtung (150) verbunden ist, dadurch gekennzeichnet, dass die Versorgungs- und Spüleinrichtung (150) wenigstens einen Kolbendosierer (10, 10') nach einem der Ansprüche 1 bis 11 umfasst.
- System nach Anspruch 13, dadurch gekennzeichnet, dass die Applikationseinrichtung (148) elektrostatisch arbeitet.
- System nach Anspruch 13 oder 14, dadurch gekennzeichnet, dass Beschichtungsmedium innerhalb einer Fluidleitung (134, 122a, 122b, 146a, 146b) des Systems (120) mittels eines Spülfluids gefördert wird, welches unter einem gegenüber Normaldruck erhöhtem Druck in die Fluidleitung (134, 122a, 122b, 146a, 146b) eingebracht wird.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE200910031463 DE102009031463A1 (de) | 2009-07-01 | 2009-07-01 | Kolbendosierer für fluide Medien und System zum Beschichten von Gegenständen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2269741A1 true EP2269741A1 (de) | 2011-01-05 |
| EP2269741B1 EP2269741B1 (de) | 2015-03-04 |
Family
ID=42291217
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20100005969 Active EP2269741B1 (de) | 2009-07-01 | 2010-06-10 | Kolbendosierer für fluide Medien und System zum Beschichten von Gegenständen |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2269741B1 (de) |
| DE (1) | DE102009031463A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3012028A1 (de) * | 2014-10-25 | 2016-04-27 | Eisenmann SE | Kolbendosierer für fluide Medien und System zum Beschichten von Gegenständen |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010012466B4 (de) | 2010-03-24 | 2018-08-23 | B+M Surface Systems Gmbh | Dosiervorrichtung für einen scherempfindlichen Klebstoff sowie Vorrichtung zur Aufbringung von Klebstoff mit einer derartigen Dosiervorrichtung |
| DE102011012012A1 (de) * | 2011-02-22 | 2012-08-23 | Eisenmann Ag | Kolbendosierer für fluide Medien |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0292778A2 (de) * | 1987-05-27 | 1988-11-30 | Behr Industrieanlagen GmbH & Co. | Verfahren und Anlage zum elektrostatischen Beschichten mit leitfahigem Material |
| DE102004058053B4 (de) | 2004-12-01 | 2006-12-28 | Dürr Systems GmbH | Verfahren und Kolbendosierer zur dosierten Materialversorgung einer Beschichtungsvorrichtung |
| CA2674912A1 (en) * | 2007-01-12 | 2008-07-17 | Honda Motor Co., Ltd. | Electrostatic coating device |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3821006C1 (de) * | 1988-06-22 | 1989-07-13 | Ransburg-Gema Gmbh, 6056 Heusenstamm, De | |
| DE4444671A1 (de) * | 1994-12-15 | 1996-06-20 | Abb Patent Gmbh | Lackförderpumpe |
| DE102008064637A1 (de) * | 2008-02-23 | 2009-09-24 | LacTec Gesellschaft für moderne Lackiertechnik GmbH | Farbdosierzylinder |
-
2009
- 2009-07-01 DE DE200910031463 patent/DE102009031463A1/de not_active Withdrawn
-
2010
- 2010-06-10 EP EP20100005969 patent/EP2269741B1/de active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0292778A2 (de) * | 1987-05-27 | 1988-11-30 | Behr Industrieanlagen GmbH & Co. | Verfahren und Anlage zum elektrostatischen Beschichten mit leitfahigem Material |
| DE102004058053B4 (de) | 2004-12-01 | 2006-12-28 | Dürr Systems GmbH | Verfahren und Kolbendosierer zur dosierten Materialversorgung einer Beschichtungsvorrichtung |
| CA2674912A1 (en) * | 2007-01-12 | 2008-07-17 | Honda Motor Co., Ltd. | Electrostatic coating device |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3012028A1 (de) * | 2014-10-25 | 2016-04-27 | Eisenmann SE | Kolbendosierer für fluide Medien und System zum Beschichten von Gegenständen |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102009031463A1 (de) | 2011-01-05 |
| EP2269741B1 (de) | 2015-03-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1172152B1 (de) | Farbversorgungssystem mit molchbaren Zuführleitungen für eine elektrostatische Beschichtungsanlage | |
| DE10116614C2 (de) | Automatisierbare Meß-,Reinigungs- und Kalibriereinrichtung für pH-Elektroden oder Elektroden zur Messung von Redoxpotentialen | |
| EP1314483B1 (de) | Verfahren und Versorgungssystem zur dosierten Materialversorgung einer Beschichtungsvorrichtung | |
| DE19709988A1 (de) | Lackiereinrichtung | |
| DE102008015258B4 (de) | Farbwechsler für einen Lackierroboter | |
| EP2269741B1 (de) | Kolbendosierer für fluide Medien und System zum Beschichten von Gegenständen | |
| EP1344572B1 (de) | Lackieranlage zum Aufbringen von flüssigem Beschichtungsmaterial auf Werkstücke | |
| EP1270083B1 (de) | Verfahren und System zur Versorgung einer Beschichtungsvorrichtung mittels Molchen | |
| EP3171983B1 (de) | Beschichtungssystem zum beschichten von gegenständen | |
| DE60302702T2 (de) | Verfahren und Vorrichtung zur Lackversorgung einer Auftragsvorrichtung sowie zu deren Spülung | |
| DE10064065B4 (de) | Beschichtungssystem für die automatisierte Beschichtungstechnik | |
| EP3414017B1 (de) | Isolationseinrichtung sowie beschichtungssystem hiermit | |
| EP1314480B1 (de) | Verfahren zur Farbversorgung eines Zerstäubers und Beschichtungsvorrichtung mittels eines Molches | |
| EP3012028B1 (de) | Kolbendosierer für fluide Medien und System zum Beschichten von Gegenständen | |
| DE202006021283U1 (de) | Beschichtungsmittel-Versorgungseinrichtung | |
| DE10120077B4 (de) | Beschichtungssystem für die automatisierte Beschichtungstechnik | |
| EP2678114B1 (de) | Kolbendosierer für fluide medien | |
| EP1045732A1 (de) | Vorrichtung zum isolieren eines elektrisch leitenden strömungsmediums | |
| DE102004056789A1 (de) | Elektrische Trenneinheit für eine Fluid-Förderleitung | |
| EP1502656B1 (de) | Verfahren zur Farbversorgung einer elektrostatischen Beschichtungsvorrichtung und Kupplungseinrichtung hierfür | |
| EP3188844B1 (de) | Beschichtungssystem zum beschichten von gegenständen | |
| WO2008019737A1 (de) | Modul für eine wechseleinrichtung für beschichtungsmaterialien sowie wechseleinrichtung für beschichtungsmaterialien | |
| EP3313584A1 (de) | Pulverweiche und pulverabgabesystem mit pulverweiche | |
| EP3322540A1 (de) | Wechseleinrichtung und beschichtungssystem zum beschichten von gegenständen | |
| EP3015174A1 (de) | Beschichtungssystem zum beschichten von gegenständen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME RS |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: EISENMANN AG |
|
| 17P | Request for examination filed |
Effective date: 20110222 |
|
| 17Q | First examination report despatched |
Effective date: 20130405 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20141027 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 713368 Country of ref document: AT Kind code of ref document: T Effective date: 20150415 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502010009026 Country of ref document: DE Effective date: 20150416 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20150304 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150304 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150304 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150604 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150304 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150304 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150605 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150304 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150304 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150304 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150304 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150304 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150304 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150706 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502010009026 Country of ref document: DE Representative=s name: OSTERTAG & PARTNER, PATENTANWAELTE MBB, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502010009026 Country of ref document: DE Owner name: EISENMANN SE, DE Free format text: FORMER OWNER: EISENMANN AG, 71032 BOEBLINGEN, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150304 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150704 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502010009026 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150304 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150304 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 26N | No opposition filed |
Effective date: 20151207 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20150610 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150610 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150304 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150610 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150630 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150610 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 713368 Country of ref document: AT Kind code of ref document: T Effective date: 20150610 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150610 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150304 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20100610 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150304 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150304 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150304 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150304 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150304 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150304 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20200629 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20200629 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20200630 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210611 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210610 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502010009026 Country of ref document: DE Owner name: B+M SURFACE SYSTEMS GMBH, DE Free format text: FORMER OWNER: EISENMANN SE, 71032 BOEBLINGEN, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20230607 Year of fee payment: 14 |