EP2149452B1 - Rollendruckmaschine und Verfahren zum Herstellen eines Druckproduktes auf der Rollendruckmaschine - Google Patents
Rollendruckmaschine und Verfahren zum Herstellen eines Druckproduktes auf der Rollendruckmaschine Download PDFInfo
- Publication number
- EP2149452B1 EP2149452B1 EP20090166471 EP09166471A EP2149452B1 EP 2149452 B1 EP2149452 B1 EP 2149452B1 EP 20090166471 EP20090166471 EP 20090166471 EP 09166471 A EP09166471 A EP 09166471A EP 2149452 B1 EP2149452 B1 EP 2149452B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- web
- printing
- turning
- running direction
- wide part
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/28—Folding in combination with cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F13/00—Common details of rotary presses or machines
- B41F13/54—Auxiliary folding, cutting, collecting or depositing of sheets or webs
- B41F13/56—Folding or cutting
- B41F13/58—Folding or cutting lengthwise
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/22—Longitudinal folders, i.e. for folding moving sheet material parallel to the direction of movement
- B65H45/221—Longitudinal folders, i.e. for folding moving sheet material parallel to the direction of movement incorporating folding triangles
- B65H45/225—Arrangements of folding triangles
Definitions
- the invention relates to a web-fed printing press and to a method for producing a printed product on the web-fed press.
- the invention has for its object to provide a novel web printing press and a novel method for producing a printed product on the web printing machine, which flexible both 3-page products and 2-page products can be produced.
- a web-fed printing machine comprises: a printing line having at least one printing unit for printing a printing material web and a longitudinal cutting device, which is arranged in the web run after this printing unit and which is set up so that the printing substrate along a 1/3 -wide partial web and a 2/3-wide partial web is divisible, a turning unit, in which the 1/3-width partial web and the 2/3-width partial web are to be introduced in a first web running direction and the first turning bar for the 1/3 width Part web and a second turning bar for the 2/3-width partial web, wherein the two turning bars are arranged parallel to each other, so that over this the 1/3-wide and 2/3-wide partial web running parallel to 90 degrees in a second web running direction can be turned, and at least one in the second web running direction after the turning unit arranged folding hopper for simultaneously processing the 1/3-wide and 2/3-wide sub-web to 3-sided products and for processing the undivided printing substrate to 2-page products.
- a form cylinder such as e.g. a plate cylinder of the at least one printing unit along the bale width
- three standing or lying printed pages are arranged, so by using the longitudinal cutting device, the printed substrate sheet in a 1/3 width partial web (1 pressure side across the width having) and a 2/3-wide Part track (2 printed pages across the width having) to be cut longitudinally.
- the two partial webs can be turned and aligned so that the 2/3-width partial web runs centered on the hopper tip on the former and the 1/3 width partial web runs with a side edge matching the hopper tip on the former.
- a 3-sided product can be produced, in which between two contiguous, longitudinally folded printed pages (the 2/3-wide sub-web) a single printed page (the 1/3 -wide sub-web) is arranged.
- the undivided printing material web can then be turned and aligned by means of a turning bar (possibly an additional turning bar) so that the undivided printing material runs onto the formwork hopper in the middle of its hopper tip.
- a 2-page product can be produced, in which two contiguous printed pages are longitudinally folded in the middle.
- the longitudinal cutting device can be moved parallel to the second web running direction, so that it can be set to predetermined, predetermined cutting positions corresponding to different web widths of the printing material web.
- the longitudinal cutting device is movable transversely to the first web running direction or in the width of the printing material web to predetermined (for example stored in a machine control of the web press) cutting positions, whereby for different web widths always the o.g. 1/3-to-2/3-division of the printing substrate according to the invention can be achieved.
- predetermined for example stored in a machine control of the web press
- the first and the second turning bar are each movable individually or jointly parallel to the first running direction.
- the first and the second turning bar are variably adjustable in their position so that on the basis of different web widths resulting 1/3-part webs or 2/3-part webs can always be performed in the above manner on the former, so that a 3- Side product can be produced.
- the first and the second turning bar can be variably adjusted in their position in the first web running direction such that, for example, in the production of a two-sided product, one of the two turning bars for turning and aligning the Undivided substrate web can be used. That is, preferably, the second turning bar is formed so long that it covers the maximum web width.
- the first and the second turning bar are respectively movable individually or jointly parallel to the second web running direction or transversely to the first web running direction.
- both turning bars depending on the printed product to be produced, can be moved further into the printing material web transversely to the first web running direction or driven out of it.
- the second turning bar with its full length is driven into the printing material web (the first turning bar, which preferably has a length which covers a 1/3 wide partial web of a printing material web of maximum web width, remains out of operation or out of operation .) is driven out of the printing substrate), so that the undivided printing material runs into the middle of the hopper tip on the former.
- the web press further comprises: a second printing line with at least one printing unit for printing a printing substrate and a longitudinal cutting device, which is arranged in the web run after the printing unit of the second printing section and which is set up so that the printing material web of the second printing line can be divided longitudinally into a 1/3-width partial path and a 2/3-width partial path, wherein the turning unit is arranged between the respective pressure units of the first and the second pressure path and the 1/3 width partial path and the 2/3 width Partial orbit of the second pressure line in a third web running direction, which runs parallel and opposite to the first web running direction, in the Turning unit are to be introduced, and wherein the turning unit has a third turning bar for the 1/3 width of part of the second printing line and a fourth turning bar for the 2/3-wide part of the second printing line, the third and the fourth turning bar are arranged parallel to each other , so that over this the 1/3-wide and 2/3-wide sub-web of the second printing section can be rotated by 90 degrees concurrently in
- This embodiment of the web printing press according to the invention is a particularly cost-effective and practical solution, since two working in opposite directions print sections share a common turning unit, in which they introduce their respective printing material laterally, the printing material then turned 90 degrees are guided to respective former.
- it is of course also conceivable to guide the printing material webs of the two printing sections on a common former. It is also conceivable to guide the two partial webs of a respective printing section to different formers or, if several printing units of a particular printing section to print multiple substrates to lead their respective partial webs on a common former or on different former.
- the longitudinal cutting device of the second printing section is movable parallel to the second web running direction, so that it can be set to predetermined web cutting positions corresponding to different web widths of the printing material web of the second printing section.
- the longitudinal cutting device is movable transversely to the third web running direction or in the width of the printing material web to predetermined (for example stored in the machine control of the web press) cutting positions, whereby for different web widths always the o.g. 1/3-to-2/3-division of the printing substrate according to the invention can be achieved.
- the web width variability of the web press is promoted in an advantageous manner.
- the third and the fourth turning bar are each movable individually or jointly parallel to the third running direction.
- the third and the fourth turning bar are variably adjustable in their position so that arising on the basis of different web widths 1/3 partial webs or 2/3 partial webs always in the o.g. Way can be performed on the former of the second printing line (or, of course, possibly on the former of the first printing line), so that a 3-sided product can be produced.
- the third and fourth turning bars may be variably adjusted in position parallel to the third web running direction such that e.g. In the production of a two-sided product, one of the two turning bars can be used for turning and aligning the undivided printing material web. That is, preferably, the fourth turning bar is made long enough to cover the maximum web width.
- the third and the fourth turning bar are respectively movable individually or jointly parallel to the second web running direction or transversely to the third web running direction.
- both turning bars can be moved further into the printing material web transversely to the third web running direction or driven out of it.
- the fourth turning bar is driven into the printing material web with its full length (the third turning bar, which preferably has a length covering a 1/3 width partial web of a printing material web of maximum web width, remains out of operation or out of operation .) is driven out of the printing substrate), so that the undivided substrate web centered on the hopper tip on the former of the second printing line (or, of course, possibly on the former of the first printing line) runs.
- a printing substrate printed in at least one printing unit of the web printing press into a turning unit of the web press the web is longitudinally cut into a 1/3-wide sub-web and a 2/3-wide sub-web when entering the turning unit, the 1 / 3- turned wide sub-web in its web running direction over a turning bar of the turning unit by 90 degrees, the 2/3-width sub-web is turned in its web direction over another turning bar of the turning unit by 90 degrees, so that the web running directions of both sub-webs are the same, and are both sub-webs after turning over at least one former fed to produce 3-sided products.
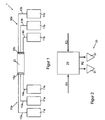
- FIGS. 1 to 4 show an embodiment of a web-fed printing press 1.
- the web-fed printing machine 1 has a first printing section 10a, a second printing section 10b, a turning unit 20 and a folding device 30 (see Fig.1 and Fig.2 ) on.
- the first printing section 10a has a plurality of printing units 11a configured as 8-arm towers (in FIG Fig.1 By way of example, three printing units 11 a are shown) for printing respective printing substrate webs 12 a, 13 a, 14 a.
- the first printing section 10a further comprises for each printing material web 12a-14a on a longitudinal cutting device 15a, which in the web run after the respective printing units 11a and according to this embodiment at the inlet (see Fig.1 ) of the turning unit 20 are arranged.
- the printing material webs 12a-14a of the first printing section 10a leave the printing units 11a of the first printing section 10a in vertical alignment and are rotated by respective deflection rollers (not shown) into a horizontally extending, first web running direction R1 deflected, in which the printing material webs 12a-14a run into the turning unit 20.
- Each of the longitudinal cutting devices 15a of the first printing section 10a is set up in such a way that the respective printing material web 12a-14a extends longitudinally into a 1/3-wide partial web T1a and a 2/3-wide partial web T2a (see FIG Figure 3 ) is divisible.
- each of the longitudinal cutting devices 15a of the first printing section 10a is bidirectional (as indicated by the double arrow in FIG. 1) transversely to the first web running direction R1 (parallel to a second web running direction R2) Figure 3 indicated) movable, so that it is adjustable to different web widths of the printing material web 12a-14a corresponding, predetermined cutting positions.
- the turning unit 20 has a plurality of turning bar arrangements for the respective printing substrate webs 12a-14a of the first printing line 10a.
- the turning bar arrangement for one of the printing material webs 12a-14a of the first printing section 10a will be described below, wherein the described turning bar arrangement is to be transferred to the turning bar arrangements for the other printing material webs 12a-14a of the first printing section 10a ,
- the turning bar arrangements for the first printing line 10a each have a first turning bar 21 for the 1/3 width partial web T1a and a second turning bar 22 for the 2/3 wide partial web T2a of a respective printing material web 12a-14a of the first printing line 10a on.
- the two turning bars 21, 22 are arranged parallel to each other, so that in the printing operation over this the 1/3 width partial web T1 a and the 2/3 width partial web T2a are rotated by 90 degrees in the same direction in the second web running direction R2.
- first turning bar 21 and the second turning bar 22 are each individually or jointly parallel to the first web running direction R1 and parallel to the second web running direction R2 bidirectionally (as indicated by the double arrows in Figure 3 indicated) movable.
- the folding device 30 has two in the second direction of web travel R2 arranged after the turning unit 20 formers 31 and 32.
- the in the Figures 2-4 Folding funnel 31 shown on the left serves for the simultaneous processing of the 1/3-wide partial webs T1 a and the 2/3-wide partial webs T2a to 3-sided products P3 (see Figure 3 ) and for processing the undivided printing substrate webs 12a-14a to 2-side products P2 (see Figure 4 ).
- the in the Figures 2-4 Folding funnel 32 shown on the right is associated with the second pressure path 10b.
- the second printing section 10b has a plurality of printing units 11b (in FIG Fig.1 By way of example, three printing units 11b are shown) for printing respective printing substrate webs 12b, 13b, 14b.
- the second printing section 10b also has, for each printing material web 12b-14b, a longitudinal cutting device 15b which, in the web run, follows the respective printing units 11b and, according to this embodiment, the inlet (see FIG Fig.1 ) of the turning unit 20 are arranged.
- the printing material webs 12b-14b of the second printing section 10b leave the printing units 11b of the second printing section 10b in vertical alignment and are deflected by respective deflection rollers (not shown) into a horizontally extending, third web running direction R3, in which the printing substrate webs 12b-14b in FIG enter the turning unit 20.
- the third web running direction R3 runs parallel and opposite to the first web running direction R1.
- Each of the longitudinal cutting devices 15b of the second printing section 10b is set up in such a way that the respective printing material web 12b-14b is longitudinally in a 1/3 width Partial track T1b and a 2/3-wide partial track T2b (see Figure 3 ) is divisible.
- each of the longitudinal cutting devices 15b of the second printing section 10b is bidirectional (as indicated by the double arrow in FIG. 1) transversely to the third web running direction R3 (parallel to the second web running direction R2) Figure 3 indicated) movable, so that it is adjustable to different web widths of the printing substrate 12b-14b respectively corresponding, predetermined cutting positions.
- the turning unit 20 has a plurality of turning bar arrangements for the respective printing substrate webs 12b-14b of the second printing section 10b.
- the turning bar arrangement for one of the printing material webs 12b-14b of the second printing section 10b will be described below, wherein the described turning bar arrangement can be thoughtfully transferred to the turning bar arrangements for the other printing material webs 12b-14b of the second printing section 10b ,
- the turning bar arrangements for the second printing section 10b each have a third turning bar 23 for the 1/3 width partial web T1b and a fourth turning bar 24 for the 2/3 wide dividing line T2b of a respective printing material web 12b-14b of the second printing line 10b on.
- the two turning bars 23, 24 are arranged parallel to each other, so that in the printing operation over this the 1/3-width partial web T1 b and the 2/3-wide partial web T2b are rotated by 90 degrees in the same direction in the second web running direction R2.
- the third turning bar 23 and the fourth turning bar 24 are each bidirectionally individually or jointly parallel to the third web running direction R3 and parallel to the second web running direction R2 (as indicated by the double arrows in FIG Figure 3 indicated) movable.
- Folding funnel 32 shown on the right is used for the simultaneous processing of the 1/3-wide partial webs T1 b and the 2/3-wide partial webs T2b 3-sided products P3 (see Figure 3 ) and for processing the undivided printing substrate webs 12b-14b into 2-side products P2 (see Figure 4 ).
- FIGS. 1 to 4 exemplarily explained two possible operating variants of the web printing machine according to the invention in its basic features.
- the operation of the web-fed printing press 1 for producing a 3-sided product P3 is described only for the first printing line 10a and one of the printing material webs 12a-14a, the processes being thought of on the other printing material webs 12a-14a of the first printing line 10a or on the second printing section 10b are to be transmitted.
- the printed pages 11a In operation of the web-fed printing machine 1 for producing a 3-sided product P3, the printed pages 11a, whose plate cylinders are three standing or lying along their bale width in the printing unit 11a in the e.g. Tabloid format or in broadsheet format have arranged one behind the other, printed substrate web 12a-14a in the first web running direction R1 in the turning unit 20 led into it.
- the printing material web 12a-14a is cut longitudinally into a 1/3 width partial web T1a and a 2/3 width partial web T2a (see FIG Figure 3 ).
- the 1/3-wide partial web T1a is turned in its web running direction over the first turning bar 21 of the turning unit 20 by 90 degrees and the 2/3-width partial web T2a in its web running direction via a second turning bar 22nd the turning unit 20 turned by 90 degrees, so that both partial webs T1 a and T2a run in the second direction of web travel R2.
- both partial webs T1a, T2a are guided over the left former 31 for producing 3-side products P3.
- the second turning bar 22 is set so that the 2/3-width partial web T2a runs centered on the hopper tip on the left former 31, and the first turner bar 21 is set so that the 1/3 width partial web T1a with a side edge fits to the hopper tip on the former 31.
- a 3-sided product P3 can be produced, in which between two contiguous, longitudinally folded printed pages (the 2/3-wide partial web T2a) a single printed page (the 1/3-width partial web T1a) is arranged.
- the operation of the web-fed printing press 1 for producing a 2-page product P2 is described only for the first printing line 10a and one of the printing material webs 12a-14a, wherein the processes mentally on the other printing material webs 12a-14a of the first printing section 10a and on the second printing section 10b are to be transmitted.
- the printing substrate 12a-14a in the first web running direction R1 is printed in one of the printing units 11a, whose plate cylinders have two printing pages standing or lying along their bale width, eg in tabloid format or in broadsheet format introduced into the turning unit 20, wherein the longitudinal cutter 15a is put out of operation.
- the undivided printing material web 12a-14a is then turned and aligned by means of the second turning bar 22 (which has been moved accordingly) so that the undivided printing material web 12a-14a runs onto the former 31 in the middle of its hopper tip.
- a 2-sided product P2 can be produced, in which two contiguous printed pages are longitudinally folded in the middle.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Rotary Presses (AREA)
Description
- Die Ereindung betrifft eine Rollendruckmaschine und ein Verfahren zum Herstellen eines Druckproduktes auf der Rollendruckmaschine.
- In jüngster Zeit gibt es auf dem Gebiet von Rollenrotations-Offsetdruckmaschinen (im Folgenden einfach Rollendruckmaschinen) den Trend dahin, die Rollendruckmaschinen immer flexibler hinsichtlich der mit ihnen herstellbaren Druckprodukte zu machen. Derartige Druckmaschinen sind beispielsweise aus der
DE 10 2004 001399 A1 und derDE 10 2005 034331 A1 bekannt. -
DE 10 2004 001399 A1 weisst eine Rollendruckmaschine mit den folgenden Merkmalen auf: - eine Druckstrecke mit:
- wenigstens einer Druckeinheit zum Bedrucken einer Bedruckstoffbahn , und
- einer Längsschneideeinrichtung, die im Bahnlauf nach dieser Druckeinheit angeordnet ist und die so eingerichtet ist, dass damit die Bedruckstoffbahn längs in eine 1/3-breite Teilbahn und eine 2/3-breite Teilbahn teilbar ist,
- eine Wendeeinheit, in welche die 1/3-breite Teilbahn und die 2/3- breite Teilbahn in einer ersten Bahnlaufrichtung einzuführen sind und die eine erste Wendestange für die 1/3-breite Teilbahn und eine zweite Wendestange für die 2/3-breite Teilbahn aufweist,
- wobei die beiden Wendestangen parallel zueinander angeordnet sind, so dass über diese die 1/3-breite und die 2/3-breite Teilbahn um 90 Grad gleichlaufend in eine zweite Bahnlaufrichtung gewendet werden können, und
- wenigstens einen in der zweiten Bahnlaufrichtung nach der Wendeinheit angeordneten Falztrichter zum gleichzeitigen Verarbeiten der 1/3-breiten und der 2/3-breiten Teilbahn zu 3-Seitenprodukten.
- Der Erfindung liegt die Aufgabe zugrunde, eine neuartige Rollendruckmaschine sowie ein neuartiges Verfahren zum Herstellen eines Druckproduktes auf der Rollendruckmaschine zu schaffen, womit flexibel sowohl 3-Seitenprodukte als auch 2-Seitenprodukte herstellbar sind.
- Dies wird mit einer Rollendruckmaschine gemäß Anspruch 1 bzw. einem Verfahren gemäß Anspruch 6 erreicht. Weiterbildungen der Erfindung sind in den abhängigen Ansprüchen definiert.
- Gemäß der Erfindung weist eine Rollendruckmaschine auf: eine Druckstrecke mit wenigstens einer Druckeinheit zum Bedrucken einer Bedruckstoffbahn und einer Längsschneideeinrichtung, die im Bahnlauf nach dieser Druckeinheit angeordnet ist und die so eingerichtet ist, dass damit die Bedruckstoffbahn längs in eine 1/3-breite Teilbahn und eine 2/3-breite Teilbahn teilbar ist, eine Wendeeinheit, in welche die 1/3-breite Teilbahn und die 2/3-breite Teilbahn in einer ersten Bahnlaufrichtung einzuführen sind und die eine erste Wendestange für die 1/3-breite Teilbahn und eine zweite Wendestange für die 2/3-breite Teilbahn aufweist, wobei die beiden Wendestangen parallel zueinander angeordnet sind, so dass über diese die 1/3-breite und die 2/3-breite Teilbahn um 90 Grad gleichlaufend in eine zweite Bahnlaufrichtung gewendet werden können, und wenigstens einen in der zweiten Bahnlaufrichtung nach der Wendeinheit angeordneten Falztrichter zum gleichzeitigen Verarbeiten der 1/3-breiten und der 2/3-breiten Teilbahn zu 3-Seitenprodukten und zum Verarbeiten der ungeteilten Bedruckstoffbahn zu 2-Seitenprodukten.
- Mit der erfindungsgemäßen Rollendruckmaschine ist es möglich, je nach Druckauftrag flexibel sowohl 3-Seitenprodukte als auch 2-Seitenprodukte herzustellen.
- Wenn gemäß einem Druckauftrag auf einem Formzylinder wie z.B. einem Plattenzylinder der wenigstens einen Druckeinheit entlang von dessen Ballenbreite drei stehende oder liegende Druckseiten angeordnet sind, so kann durch Einsatz der Längsschneideeinrichtung die bedruckte Bedruckstoffbahn in eine 1/3-breite Teilbahn (1 Druckseite über die Breite aufweisend) und eine 2/3-breite Teilbahn (2 Druckseiten über die Breite aufweisend) längsgeschnitten werden. Durch die beiden Wendestangen können die beiden Teilbahnen so gewendet und ausgerichtet werden, dass die 2/3-breite Teilbahn mittig zu dessen Trichterspitze auf den Falztrichter aufläuft und die 1/3-breite Teilbahn mit einer Seitenkante passend zur Trichterspitze auf den Falztrichter aufläuft. Somit ist ein 3-Seitenprodukt herstellbar, bei dem zwischen zwei zusammenhängenden, längsgefalzten Druckseiten (der 2/3-breiten Teilbahn) eine einzelne Druckseite (der 1/3-breiten Teilbahn) angeordnet ist.
- Wenn gemäß einem Druckauftrag auf dem Formzylinder der wenigstens einen Druckeinheit entlang von dessen Ballenbreite zwei stehende oder liegende Druckseiten angeordnet sind, so kann durch Außerbetriebsetzen der Längsschneideeinrichtung die bedruckte Bedruckstoffbahn ungeteilt der Wendeeinheit zugeführt werden. In der Wendeeinheit kann die ungeteilte Bedruckstoffbahn dann mittels einer Wendestange (ggf. einer zusätzlichen Wendestange) so gewendet und ausgerichtet werden, dass die ungeteilte Bedruckstoffbahn mittig zu dessen Trichterspitze auf den Falztrichter aufläuft. Somit ist ein 2-Seitenprodukt herstellbar, bei dem zwei zusammenhängende Druckseiten in der Mitte längsgefalzt sind.
- Gemäß der Erfindung ist die Längsschneideeinrichtung parallel zur zweiten Bahnlaufrichtung verfahrbar, so dass sie auf zu unterschiedlichen Bahnbreiten der Bedruckstoffbahn jeweils korrespondierende, vorbestimmte Schneidpositionen einstellbar ist.
- D.h., die Längsschneideeinrichtung ist quer zur ersten Bahnlaufrichtung bzw. in der Breite der Bedruckstoffbahn definiert auf vorbestimmte (z.B. in einer Maschinensteuerung der Rollendruckmaschine gespeicherte) Schneidpositionen verfahrbar, wodurch für unterschiedliche Bahnbreiten stets die o.g. erfindungsgemäße 1/3-zu-2/3-Teilung der Bedruckstoffbahn erzielbar ist. Damit wird auf vorteilhafte Weise die Bahnbreitenvariabilität der Rollendruckmaschine gefördert.
- Gemäß der Erfindung sind die erste und die zweite Wendestange jeweils einzeln oder gemeinsam parallel zur ersten Bahnlaufrichtung verfahrbar.
- Damit sind die erste und die zweite Wendestange in ihrer Position variabel so verstellbar, dass auf Basis unterschiedlicher Bahnbreiten entstehende 1/3-Teilbahnen bzw. 2/3-Teilbahnen stets in der o.g. Weise auf den Falztrichter geführt werden können, so dass ein 3-Seitenprodukt herstellbar ist. Ferner können die erste und die zweite Wendestange in ihrer Position variabel so in der ersten Bahnlaufrichtung verstellt werden, dass z.B. bei der Produktion eines 2-Seitenproduktes eine der beiden Wendestangen zum Wenden und Ausrichten der ungeteilten Bedruckstoffbahn verwendet werden kann. D.h., bevorzugt ist die zweite Wendestange so lang ausgebildet, dass sie die maximale Bahnbreite abdeckt.
- Gemäß der Erfindung sind die erste und die zweite Wendestange jeweils einzeln oder gemeinsam parallel zur zweiten Bahnlaufrichtung bzw. quer zur ersten Bahnlaufrichtung verfahrbar.
- Damit sind die erste und die zweite Wendestange in ihrer Position noch variabler verstellbar, so dass sowohl 2-Seitenprodukte als auch 3-Seitenprodukte noch variabler herstellbar sind. Gemäß dieser Ausgestaltung der Erfindung können beide Wendestangen je nach herzustellendem Druckprodukt quer zur ersten Bahnlaufrichtung weiter in die Bedruckstoffbahn reingefahren oder aus dieser rausgefahren werden. Im Fall der Produktion eines 2-Seitenproduktes wird also die zweite Wendestange mit ihrer vollen Länge in die Bedruckstoffbahn hineingefahren (die erste Wendestange, welche bevorzugt eine Länge aufweist, die eine 1/3-breite Teilbahn einer Bedruckstoffbahn maximaler Bahnbreite abdeckt, bleibt außer Betrieb bzw. wird aus der Bedruckstoffbahn rausgefahren), so dass die ungeteilte Bedruckstoffbahn mittig zu dessen Trichterspitze auf den Falztrichter aufläuft.
- Gemäß einer Ausführungsform der Erfindung weist die Rollendruckmaschine ferner auf: eine zweite Druckstrecke mit wenigstens einer Druckeinheit zum Bedrucken einer Bedruckstoffbahn und einer Längsschneideeinrichtung, die im Bahnlauf nach der Druckeinheit der zweiten Druckstrecke angeordnet ist und die so eingerichtet ist, dass damit die Bedruckstoffbahn der zweiten Druckstrecke längs in eine 1/3-breite Teilbahn und eine 2/3-breite Teilbahn teilbar ist, wobei die Wendeeinheit zwischen den jeweiligen Druckeinheiten der ersten und der zweiten Druckstrecke angeordnet ist und die 1/3-breite Teilbahn und die 2/3-breite Teilbahn der zweiten Druckstrecke in einer dritten Bahnlaufrichtung, welche parallel und entgegengesetzt zur ersten Bahnlaufrichtung verläuft, in die Wendeeinheit einzuführen sind, und wobei die Wendeeinheit eine dritte Wendestange für die 1/3-breite Teilbahn der zweiten Druckstrecke und eine vierte Wendestange für die 2/3-breite Teilbahn der zweiten Druckstrecke aufweist, wobei die dritte und die vierte Wendestange parallel zueinander angeordnet sind, so dass über diese die 1/3-breite und die 2/3-breite Teilbahn der zweiten Druckstrecke um 90 Grad gleichlaufend in die zweite Bahnlaufrichtung gewendet werden können, und wenigstens einen in der zweiten Bahnlaufrichtung nach der Wendeinheit angeordneten Falztrichter zum gleichzeitigen Verarbeiten der 1/3-breiten und der 2/3-breiten Teilbahn der zweiten Druckstrecke zu 3-Seitenprodukten und zum Verarbeiten der ungeteilten Bedruckstoffbahn der zweiten Druckstrecke zu 2-Seitenprodukten.
- Diese Ausgestaltung der erfindungsgemäßen Rollendruckmaschine ist eine besonders kostengünstige und praktische Lösung, da sich zwei in einander entgegengesetzte Richtungen arbeitende Druckstrecken eine gemeinsame Wendeeinheit teilen, in die sie ihre jeweiligen Bedruckstoffbahnen seitlich einführen, wobei die Bedruckstoffbahnen dann 90 Grad gewendet auf jeweilige Falztrichter geführt werden. In diesem Zusammenhang ist es natürlich auch denkbar, die Bedruckstoffbahnen der beiden Druckstrecken auf einen gemeinsamen Falztrichter zu führen. Auch ist es denkbar, die beiden Teilbahnen einer jeweiligen Druckstrecke auf unterschiedliche Falztrichter zu führen oder, wenn mehrere Druckeinheiten einer jeweiligen Druckstrecke mehrere Bedruckstoffbahnen bedrucken, deren jeweilige Teilbahnen auf einen gemeinsamen Falztrichter oder auf unterschiedliche Falztrichter zu führen.
- Gemäß einer Ausführungsform der Erfindung ist die Längsschneideeinrichtung der zweiten Druckstrecke parallel zur zweiten Bahnlaufrichtung verfahrbar, so dass sie auf zu unterschiedlichen Bahnbreiten der Bedruckstoffbahn der zweiten Druckstrecke jeweils korrespondierende vorbestimmte Schneidpositionen einstellbar ist.
- D.h., die Längsschneideeinrichtung ist quer zur dritten Bahnlaufrichtung bzw. in der Breite der Bedruckstoffbahn definiert auf vorbestimmte (z.B. in der Maschinensteuerung der Rollendruckmaschine gespeicherte) Schneidpositionen verfahrbar, wodurch für unterschiedliche Bahnbreiten stets die o.g. erfindungsgemäße 1/3-zu-2/3-Teilung der Bedruckstoffbahn erzielbar ist. Damit wird auf vorteilhafte Weise die Bahnbreitenvariabilität der Rollendruckmaschine gefördert.
- Gemäß einer Ausführungsform der Erfindung sind die dritte und die vierte Wendestange jeweils einzeln oder gemeinsam parallel zur dritten Bahnlaufrichtung verfahrbar.
- Damit sind die dritte und die vierte Wendestange in ihrer Position variabel so verstellbar, dass auf Basis unterschiedlicher Bahnbreiten entstehende 1/3-Teilbahnen bzw. 2/3-Teilbahnen stets in der o.g. Weise auf den Falztrichter der zweiten Druckstrecke (oder natürlich auch ggf. auf den Falztrichter der ersten Druckstrecke) geführt werden können, so dass ein 3-Seitenprodukt herstellbar ist. Ferner können die dritte und die vierte Wendestange in ihrer Position variabel so parallel zur dritten Bahnlaufrichtung verstellt werden, dass z.B. bei der Produktion eines 2-Seitenproduktes eine der beiden Wendestangen zum Wenden und Ausrichten der ungeteilten Bedruckstoffbahn verwendet werden kann. D.h., bevorzugt ist die vierte Wendestange so lang ausgebildet, dass sie die maximale Bahnbreite abdeckt.
- Gemäß einer Ausführungsform der Erfindung sind die dritte und die vierte Wendestange jeweils einzeln oder gemeinsam parallel zur zweiten Bahnlaufrichtung bzw. quer zur dritten Bahnlaufrichtung verfahrbar.
- Damit sind die dritte und die vierte Wendestange in ihrer Position noch variabler verstellbar, so dass sowohl 2-Seitenprodukte als auch 3-Seitenprodukte noch variabler herstellbar sind. Gemäß dieser Ausgestaltung der Erfindung können beide Wendestangen je nach herzustellendem Druckprodukt quer zur dritten Bahnlaufrichtung weiter in die Bedruckstoffbahn reingefahren oder aus dieser rausgefahren werden. Im Fall der Produktion eines 2-Seitenproduktes wird also die vierte Wendestange mit ihrer vollen Länge in die Bedruckstoffbahn hineingefahren (die dritte Wendestange, welche bevorzugt eine Länge aufweist, die eine 1/3-breite Teilbahn einer Bedruckstoffbahn maximaler Bahnbreite abdeckt, bleibt außer Betrieb bzw. wird aus der Bedruckstoffbahn rausgefahren), so dass die ungeteilte Bedruckstoffbahn mittig zu dessen Trichterspitze auf den Falztrichter der zweiten Druckstrecke (oder natürlich auch ggf. auf den Falztrichter der ersten Druckstrecke) aufläuft.
- Gemäß der Erfindung wird bei einem Verfahren zum Herstellen eines Druckproduktes auf einer Rollendruckmaschine gemäss Anspruch 1, insbesondere einer Rollendruckmaschine gemäß einer oder aller der o.g. Ausführungsformen, eine in wenigstens einer Druckeinheit der Rollendruckmaschine bedruckte Bedruckstoffbahn in eine Wendeeinheit der Rollendruckmaschine hineingeführt, wird die Bedruckstoffbahn beim Einlaufen in die Wendeeinheit in eine 1/3-breite Teilbahn und eine 2/3-breite Teilbahn längsgeschnitten, wird die 1/3-breite Teilbahn in ihrer Bahnlaufrichtung über eine Wendestange der Wendeeinheit um 90 Grad gewendet, wird die 2/3-breite Teilbahn in ihrer Bahnlaufrichtung über eine weitere Wendestange der Wendeinheit um 90 Grad gewendet, so dass die Bahnlaufrichtungen beider Teilbahnen gleich sind, und werden beide Teilbahnen nach dem Wenden über wenigstens einen Falztrichter geführt zum Herstellen von 3-Seitenprodukten.
- Wie oben bereits erwähnt, ist es, wenn 2-Seitenprodukte hergestellt werden sollen, erfindungsgemäß auch möglich, das Längsschneiden bzw. -teilen der Bedruckstoffbahn wegzulassen, wobei dann nur eine Wendestange zum Einsatz kommt, so dass die ungeteilte Bedruckstoffbahn mittig zu dessen Trichterspitze auf den wenigstens einen Falztrichter aufläuft.
- Im Folgenden wird die Erfindung anhand einer bevorzugten Ausführungsform und unter Bezugnahme auf die beigefügten Figuren detaillierter beschrieben.
- Fig.1
- zeigt eine schematische Seitenansicht der erfindungsgemäßen Rollendruckmaschine.
- Fig.2
- zeigt eine schematische Draufsicht auf die Wendeeinheit der Rollendruckmaschine von
Fig.1 . - Fig.3
- zeigt eine schematische Teilansicht der Rollendruckmaschine von
Fig.1 zur Erläuterung des Betriebes bei Herstellung von 3-Seitenprodukten. - Fig.4
- zeigt eine schematische Teilansicht der Rollendruckmaschine von
Fig.1 zur Erläuterung des Betriebes bei Herstellung von 2-Seitenprodukten. - Die
Figuren 1 bis 4 zeigen eine Ausführungsform einer erfindungsgemäßen Rollendruckmaschine 1. Die Rollendruckmaschine 1 weist eine erste Druckstrecke 10a, eine zweite Druckstrecke 10b, eine Wendeeinheit 20 sowie eine Falzeinrichtung 30 (sieheFig.1 und Fig.2 ) auf. - Die erste Druckstrecke 10a weist eine Mehrzahl von als 8er-Türmen ausgebildeten Druckeinheiten 11a (in
Fig.1 sind beispielhaft drei Druckeinheiten 11 a dargestellt) auf zum Bedrucken jeweiliger Bedruckstoffbahnen 12a, 13a, 14a. - Die erste Druckstrecke 10a weist ferner für jede Bedruckstoffbahn 12a-14a eine Längsschneideeinrichtung 15a auf, die im Bahnlauf nach den jeweiligen Druckeinheiten 11 a und gemäß dieser Ausführungsform am Einlauf (siehe
Fig.1 ) der Wendeeinheit 20 angeordnet sind. - Wie in
Fig.1 gezeigt, verlassen die Bedruckstoffbahnen 12a-14a der ersten Druckstrecke 10a die Druckeinheiten 11a der ersten Druckstrecke 10a in vertikaler Ausrichtung und werden mittels jeweiliger Umlenkwalzen (nicht dargestellt) in eine horizontal verlaufende, erste Bahnlaufrichtung R1 umgelenkt, in der die Bedruckstoffbahnen 12a-14a in die Wendeeinheit 20 einlaufen. - Jede der Längsschneideeinrichtungen 15a der ersten Druckstrecke 10a ist so eingerichtet, dass damit die jeweilige Bedruckstoffbahn 12a-14a längs in eine 1/3-breite Teilbahn T1 a und eine 2/3-breite Teilbahn T2a (siehe
Fig.3 ) teilbar ist. Zu diesem Zweck ist jede der Längsschneideeinrichtungen 15a der ersten Druckstrecke 10a quer zur ersten Bahnlaufrichtung R1 (parallel zu einer zweiten Bahnlaufrichtung R2) bidirektional (wie durch den Doppelpfeil inFig.3 angedeutet) verfahrbar, so dass sie auf zu unterschiedlichen Bahnbreiten der Bedruckstoffbahn 12a-14a jeweils korrespondierende, vorbestimmte Schneidpositionen einstellbar ist. - Die Wendeeinheit 20 weist eine Vielzahl von Wendestangen-Anordnungen für die jeweiligen Bedruckstoffbahnen 12a-14a der ersten Druckstrecke 10a auf. Der Einfachheit halber wird im Folgenden nur die Wendestangen-Anordnung für eine der Bedruckstoffbahnen 12a-14a der ersten Druckstrecke 10a beschrieben, wobei die beschriebene Wendestangen-Anordnung gedanklich auf die Wendestangen-Anordnungen für die anderen Bedruckstoffbahnen 12a-14a der ersten Druckstrecke 10a zu übertragen ist.
- D.h., die Wendestangen-Anordnungen für die erste Druckstrecke 10a weisen jeweils eine erste Wendestange 21 für die 1/3-breite Teilbahn T1a und eine zweite Wendestange 22 für die 2/3-breite Teilbahn T2a einer jeweiligen Bedruckstoffbahn 12a-14a der ersten Druckstrecke 10a auf. Die beiden Wendestangen 21, 22 sind parallel zueinander angeordnet, so dass im Druckbetrieb über diese die 1/3-breite Teilbahn T1 a und die 2/3-breite Teilbahn T2a um 90 Grad gleichlaufend in die zweite Bahnlaufrichtung R2 gewendet werden.
- Um an unterschiedliche Bahnbreiten anpassbar zu sein, sind die erste Wendestange 21 und die zweite Wendestange 22 jeweils einzeln oder gemeinsam parallel zur ersten Bahnlaufrichtung R1 und parallel zur zweiten Bahnlaufrichtung R2 bidirektional (wie durch die Doppelpfeile in
Fig.3 angedeutet) verfahrbar. - Die Falzeinrichtung 30 weist zwei in der zweiten Bahnlaufrichtung R2 nach der Wendeinheit 20 angeordnete Falztrichter 31 und 32 auf. Der in den
Figuren 2-4 links dargestellte Falztrichter 31 dient zum gleichzeitigen Verarbeiten der 1/3-breiten Teilbahnen T1 a und der 2/3-breiten Teilbahnen T2a zu 3-Seitenprodukten P3 (sieheFig.3 ) und zum Verarbeiten der ungeteilten Bedruckstoffbahnen 12a-14a zu 2-Seitenprodukten P2 (sieheFig.4 ). Der in denFiguren 2-4 rechts dargestellte Falztrichter 32 ist der zweiten Druckstrecke 10b zugeordnet. - Die zweite Druckstrecke 10b weist eine Mehrzahl von als 8er-Türmen ausgebildeten Druckeinheiten 11 b (in
Fig.1 sind beispielhaft drei Druckeinheiten 11 b dargestellt) auf zum Bedrucken jeweiliger Bedruckstoffbahnen 12b, 13b, 14b. - Die zweite Druckstrecke 10b weist ferner für jede Bedruckstoffbahn 12b-14b eine Längsschneideeinrichtung 15b auf, die im Bahnlauf nach den jeweiligen Druckeinheiten 11 b und gemäß dieser Ausführungsform am Einlauf (siehe
Fig.1 ) der Wendeeinheit 20 angeordnet sind. - Wie in
Fig.1 gezeigt, verlassen die Bedruckstoffbahnen 12b-14b der zweiten Druckstrecke 10b die Druckeinheiten 11 b der zweiten Druckstrecke 10b in vertikaler Ausrichtung und werden mittels jeweiliger Umlenkwalzen (nicht dargestellt) in eine horizontal verlaufende, dritte Bahnlaufrichtung R3 umgelenkt, in der die Bedruckstoffbahnen 12b-14b in die Wendeeinheit 20 einlaufen. Die dritte Bahnlaufrichtung R3 verläuft parallel und entgegengesetzt zur ersten Bahnlaufrichtung R1. - Jede der Längsschneideeinrichtungen 15b der zweiten Druckstrecke 10b ist so eingerichtet, dass damit die jeweilige Bedruckstoffbahn 12b-14b längs in eine 1/3-breite Teilbahn T1 b und eine 2/3-breite Teilbahn T2b (siehe
Fig.3 ) teilbar ist. Zu diesem Zweck ist jede der Längsschneideeinrichtungen 15b der zweiten Druckstrecke 10b quer zur dritten Bahnlaufrichtung R3 (parallel zur zweiten Bahnlaufrichtung R2) bidirektional (wie durch den Doppelpfeil inFig.3 angedeutet) verfahrbar, so dass sie auf zu unterschiedlichen Bahnbreiten der Bedruckstoffbahn 12b-14b jeweils korrespondierende, vorbestimmte Schneidpositionen einstellbar ist. - Die Wendeeinheit 20 weist eine Vielzahl von Wendestangen-Anordnungen für die jeweiligen Bedruckstoffbahnen 12b-14b der zweiten Druckstrecke 10b auf. Der Einfachheit halber wird im Folgenden nur die Wendestangen-Anordnung für eine der Bedruckstoffbahnen 12b-14b der zweiten Druckstrecke 10b beschrieben, wobei die beschriebene Wendestangen-Anordnung gedanklich auf die Wendestangen-Anordnungen für die anderen Bedruckstoffbahnen 12b-14b der zweiten Druckstrecke 10b zu übertragen ist.
- D.h., die Wendestangen-Anordnungen für die zweite Druckstrecke 10b weisen jeweils eine dritte Wendestange 23 für die 1/3-breite Teilbahn T1 b und eine vierte Wendestange 24 für die 2/3-breite Teilbahn T2b einer jeweiligen Bedruckstoffbahn 12b-14b der zweiten Druckstrecke 10b auf. Die beiden Wendestangen 23, 24 sind parallel zueinander angeordnet, so dass im Druckbetrieb über diese die 1/3-breite Teilbahn T1 b und die 2/3-breite Teilbahn T2b um 90 Grad gleichlaufend in die zweite Bahnlaufrichtung R2 gewendet werden.
- Um an unterschiedliche Bahnbreiten anpassbar zu sein, sind die dritte Wendestange 23 und die vierte Wendestange 24 jeweils einzeln oder gemeinsam parallel zur dritten Bahnlaufrichtung R3 und parallel zur zweiten Bahnlaufrichtung R2 bidirektional (wie durch die Doppelpfeile in
Fig.3 angedeutet) verfahrbar. - Der in den
Figuren 2-4 rechts dargestellte Falztrichter 32 dient zum gleichzeitigen Verarbeiten der 1/3-breiten Teilbahnen T1 b und der 2/3-breiten Teilbahnen T2b zu 3-Seitenprodukten P3 (sieheFig.3 ) und zum Verarbeiten der ungeteilten Bedruckstoffbahnen 12b-14b zu 2-Seitenprodukten P2 (sieheFig.4 ). - Im Folgenden werden unter Bezugnahme auf die vorhergehende Beschreibung und die
Figuren 1 bis 4 beispielshaft zwei mögliche Betriebsvarianten der erfindungsgemäßen Rollendruckmaschine in ihren Grundzügen erläutert. - Der Einfachheit halber wird der Betrieb der Rollendruckmaschine 1 zum Herstellen eines 3-Seitenproduktes P3 nur für die erste Druckstrecke 10a und eine der Bedruckstoffbahnen 12a-14a beschrieben, wobei die Abläufe gedanklich auf die anderen Bedruckstoffbahnen 12a-14a der ersten Druckstrecke 10a bzw. auf die zweite Druckstrecke 10b zu übertragen sind.
- Beim Betrieb der Rollendruckmaschine 1 zum Herstellen eines 3-Seitenproduktes P3 wird die in einer der Druckeinheiten 11a, deren Plattenzylinder entlang ihrer Ballenbreite drei stehende oder liegende Druckseiten im z.B. Tabloidformat oder im Broadsheetformat hintereinander angeordnet haben, bedruckte Bedruckstoffbahn 12a-14a in der ersten Bahnlaufrichtung R1 in die Wendeeinheit 20 hineingeführt.
- Beim Einlaufen in die Wendeeinheit 20 wird die Bedruckstoffbahn 12a-14a in eine 1/3-breite Teilbahn T1a und eine 2/3-breite Teilbahn T2a längsgeschnitten (siehe
Fig.3 ). - Danach wird die 1/3-breite Teilbahn T1a in ihrer Bahnlaufrichtung über die erste Wendestange 21 der Wendeeinheit 20 um 90 Grad gewendet und wird die 2/3-breite Teilbahn T2a in ihrer Bahnlaufrichtung über eine zweite Wendestange 22 der Wendeinheit 20 um 90 Grad gewendet, so dass beide Teilbahnen T1 a und T2a in die zweite Bahnlaufrichtung R2 laufen.
- Nach dem Wenden in der Wendeeinheit 20 werden beide Teilbahnen T1 a, T2a über den linken Falztrichter 31 geführt zum Herstellen von 3-Seitenprodukten P3.
- Zu diesem Zweck ist die zweite Wendestange 22 so eingestellt, dass die 2/3-breite Teilbahn T2a mittig zu dessen Trichterspitze auf den linken Falztrichter 31 aufläuft, und ist die erste Wendestange 21 so eingestellt, dass die 1/3-breite Teilbahn T1a mit einer Seitenkante passend zur Trichterspitze auf den Falztrichter 31 aufläuft. Somit ist ein 3-Seitenprodukt P3 herstellbar, bei dem zwischen zwei zusammenhängenden, längsgefalzten Druckseiten (der 2/3-breiten Teilbahn T2a) eine einzelne Druckseite (der 1/3-breiten Teilbahn T1a) angeordnet ist.
- Der Einfachheit halber wird der Betrieb der Rollendruckmaschine 1 zum Herstellen eines 2-Seitenproduktes P2 nur für die erste Druckstrecke 10a und eine der Bedruckstoffbahnen 12a-14a beschrieben, wobei die Abläufe gedanklich auf die anderen Bedruckstoffbahnen 12a-14a der ersten Druckstrecke 10a bzw. auf die zweite Druckstrecke 10b zu übertragen sind.
- Beim Betrieb der Rollendruckmaschine 1 zum Herstellen eines 2-Seitenproduktes P2 wird die in einer der Druckeinheiten 11a, deren Plattenzylinder entlang ihrer Ballenbreite zwei stehende oder liegende Druckseiten im z.B. Tabloidformat oder im Broadsheetformat hintereinander angeordnet haben, bedruckte Bedruckstoffbahn 12a-14a in der ersten Bahnlaufrichtung R1 in die Wendeeinheit 20 hineingeführt, wobei die Längsschneideeinrichtung 15a außer Betrieb gesetzt ist.
- In der Wendeeinheit 20 wird die ungeteilte Bedruckstoffbahn 12a-14a dann mittels der zweiten Wendestange 22 (welche entsprechend verfahren wurde) so gewendet und ausgerichtet, dass die ungeteilte Bedruckstoffbahn 12a-14a mittig zu dessen Trichterspitze auf den Falztrichter 31 aufläuft. Somit ist ein 2-Seitenprodukt P2 herstellbar, bei dem zwei zusammenhängende Druckseiten in der Mitte längsgefalzt sind.
-
- 1
- Rollendruckmaschine
- 10a
- erste Druckstrecke
- 11a
- Druckeinheit(en)
- 12a
- Bedruckstoffbahn
- 13a
- Bedruckstoffbahn
- 14a
- Bedruckstoffbahn
- 15a
- Längsschneideeinrichtung(en)
- T1a
- 1/3-breite Teilbahn
- T2a
- 2/3-breite Teilbahn
- 10b
- zweite Druckstrecke
- 11 b
- Druckeinheit(en)
- 12b
- Bedruckstoffbahn
- 13b
- Bedruckstoffbahn
- 14b
- Bedruckstoffbahn
- 15b
- Längsschneideeinrichtung(en)
- T1b
- 1/3-breite Teilbahn
- T2b
- 2/3-breite Teilbahn
- 20
- Wendeeinheit
- 21
- erste Wendestange
- 22
- zweite Wendestange
- 23
- dritte Wendestange
- 24
- vierte Wendestange
- R1
- erste Bahnlaufrichtung
- R2
- zweite Bahnlaufrichtung
- R3
- dritte Bahnlaufrichtung
- P2
- 2-Seitenprodukt
- P3
- 3-Seitenprodukt
Claims (6)
- Rollendruckmaschine (1), aufweisend:eine Druckstrecke (10a) mit:wenigstens einer Druckeinheit (11a) zum Bedrucken einer Bedruckstoffbahn (12a, 13a, 14a), undeiner Längsschneideeinrichtung (15a), die im Bahnlauf nach dieser Druckeinheit (11a) angeordnet ist und die so eingerichtet ist, dass damit die Bedruckstoffbahn (12a, 13a, 14a) in Abhängigkeit des Druckauftrages längs in eine 1/3-breite Teilbahn (T1a) und eine 2/3-breite Teilbahn (T2a) teilbar oder nicht teilbar ist,eine Wendeeinheit (20), in welche die 1/3-breite Teilbahn (T1a) und die 2/3-breite Teilbahn (T2a) oder die ungeteilte Bedruckstoffbahn (12a, 13a, 14a) in einer ersten Bahnlaufrichtung (R1) einzuführen sind und die eine erste Wendestange (21) für die 1/3-breite Teilbahn (T1a) und eine zweite Wendestange (22) für die 2/3-breite Teilbahn (T2a) oder die ungeteilte Bedruckstoffbahn (12a, 13a, 14a) aufweist,wobei die beiden Wendestangen (21, 22) parallel zueinander angeordnet sind, so dass über diese die 1/3-breite und die 2/3-breite Teilbahn (T1a, T2a) oder die ungeteilte Bedruckstoffbahn (12a, 13a, 14a) um 90 Grad gleichlaufend in eine zweite Bahnlaufrichtung (R2) gewendet werden können, und wobei die erste und die zweite Wendestange (21, 22) jeweils einzeln oder gemeinsam parallel zur ersten (R1) und/oder zweiten (R2) Bahnlaufrichtung verfahrbar sindund wobei die Längsschneideeinrichtung (15a) parallel zur zweiten Bahnlaufrichtung (R2) verfahrbar ist, so dass sie auf zu unterschiedlichen Bahnbreiten der Bedruckstoffbahn (12a, 13a, 14a) jeweils korrespondierende, vorbestimmte Schneidpositionen einstellbar istund wenigstens einen in der zweiten Bahnlaufrichtung (R2) nach der Wendeinheit (20) angeordneten Falztrichter (31) zum gleichzeitigen Verarbeiten der 1/3-breiten und der 2/3-breiten Teilbahn (T1a, T2a) zu 3-Seitenprodukten (P3) und zum Verarbeiten der ungeteilten Bedruckstoffbahn (12a, 13a, 14a) zu 2-Seitenprodukten (P2).
- Rollendruckmaschine (1) gemäß Anspruch 1, ferner aufweisend:eine zweite Druckstrecke (10b) mit:wenigstens einer Druckeinheit (11b) zum Bedrucken einer Bedruckstoffbahn (12b, 13b, 14b), undeiner Längsschneideeinrichtung (15b), die im Bahnlauf nach der Druckeinheit (11b) der zweiten Druckstrecke (10b) angeordnet ist und die so eingerichtet ist, dass damit die Bedruckstoffbahn (12b, 13b, 14b) der zweiten Druckstrecke (10b) in Abhängigkeit des Druckauftrages längs in eine 1/3-breite Teilbahn (T1b) und eine 2/3-breite Teilbahn (T2b) teilbar oder nicht teilbar ist,wobei die Wendeeinheit (20) zwischen den jeweiligen Druckeinheiten (11a, 11b) der ersten und der zweiten Druckstrecke (10a, 10b) angeordnet ist und die 1/3-breite Teilbahn (T1b) und die 2/3-breite Teilbahn (T2b) der zweiten Druckstrecke (10b) in einer dritten Bahnlaufrichtung (R3), welche parallel und entgegengesetzt zur ersten Bahnlaufrichtung (R1) verläuft, in die Wendeeinheit (20) einzuführen sind, und wobei die Wendeeinheit (20) eine dritte Wendestange (23) für die 1/3-breite Teilbahn (T1b) der zweiten Druckstrecke (10b) und eine vierte Wendestange (24) für die 2/3-breite Teilbahn (T2b) der zweiten Druckstrecke (10b) oder die ungeteilten Bedruckstoffbahn (12a, 13a, 14a) aufweist,wobei die dritte und die vierte Wendestange (23, 24) parallel zueinander angeordnet sind, so dass über diese die 1/3-breite und die 2/3-breite Teilbahn (T1b, T2b) oder die ungeteilte Bedruckstoffbahn (12a, 13a, 14a) der zweiten Druckstrecke (10b) um 90 Grad gleichlaufend in die zweite Bahnlaufrichtung (R2) gewendet werden können, undwenigstens einen in der zweiten Bahnlaufrichtung (R2) nach der Wendeinheit (20) angeordneten Falztrichter (32) zum gleichzeitigen Verarbeiten der 1/3-breiten und der 2/3-breiten Teilbahn (T1b, T2b) der zweiten Druckstrecke (10b) zu 3-Seitenprodukten (P3) und zum Verarbeiten der ungeteilten Bedruckstoffbahn (12b, 13b, 14b) der zweiten Druckstrecke (10b) zu 2-Seitenprodukten (P2).
- Rollendruckmaschine (1) gemäß Anspruch 2, wobei die Längsschneideeinrichtung (15b) der zweiten Druckstrecke (10b) parallel zur zweiten Bahnlaufrichtung (R2) verfahrbar ist, so dass sie auf zu unterschiedlichen Bahnbreiten der Bedruckstoffbahn (12b, 13b, 14b) der zweiten Druckstrecke (10b) jeweils korrespondierende vorbestimmte Schneidpositionen einstellbar ist.
- Rollendruckmaschine (1) gemäß Anspruch 3, wobei die dritte und die vierte Wendestange (23, 24) jeweils einzeln oder gemeinsam parallel zur dritten Bahnlaufrichtung (R3) verfahrbar sind.
- Rollendruckmaschine (1) gemäß Anspruch 3 oder 4, wobei die dritte und die vierte Wendestange (23, 24) jeweils einzeln oder gemeinsam parallel zur zweiten Bahnlaufrichtung (R2) verfahrbar sind.
- Verfahren zum Herstellen eines Druckproduktes auf einer Rollendruckmaschine (1) gemäss Anspruch 1, wobei
eine in wenigstens einer Druckeinheit (11a, 11b) der Rollendruckmaschine (1) bedruckte Bedruckstoffbahn (12a, 13a, 14a; 12b, 13b, 14b) in eine Wendeeinheit (20) der Rollendruckmaschine (1) hineingeführt wird,
die Bedruckstoffbahn (12a, 13a, 14a; 12b, 13b, 14b) in eine 1/3-breite Teilbahn (T1a; T1b) und eine 2/3-breite Teilbahn (T2a; T2b) längsgeschnitten wird,
Wendestangen (21, 22, 23, 24) in der Wendeeinheit verfahrbar sind und entsprechend der Teilbahnen (T1a, T1b, T2a, T2b) verstellt werden,
die 1/3-breite Teilbahn (T1a; T1b) in ihrer Bahnlaufrichtung (R1; R3) über eine Wendestange (21, 23) der Wendeeinheit (20) um 90 Grad gewendet wird,
die 2/3-breite Teilbahn (T2a; T2b) in ihrer Bahnlaufrichtung (R1; R3) über eine weitere Wendestange (22, 24) der Wendeinheit (20) um 90 Grad gewendet wird, so dass die Bahnlaufrichtungen (R2) beider Teilbahnen (T1a; T1b, T2a; T2b) gleich sind, und
beide Teilbahnen (T1a; T1b, T2a; T2b) nach dem Wenden über wenigstens einen Falztrichter (31, 32) geführt werden zum Herstellen von 3-Seitenprodukten (P3).
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE200810035675 DE102008035675A1 (de) | 2008-07-30 | 2008-07-30 | Rollendruckmaschine und Verfahren zum Herstellen eines Druckproduktes auf der Rollendruckmaschine |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2149452A2 EP2149452A2 (de) | 2010-02-03 |
| EP2149452A3 EP2149452A3 (de) | 2011-11-02 |
| EP2149452B1 true EP2149452B1 (de) | 2014-10-22 |
Family
ID=41170076
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20090166471 Not-in-force EP2149452B1 (de) | 2008-07-30 | 2009-07-27 | Rollendruckmaschine und Verfahren zum Herstellen eines Druckproduktes auf der Rollendruckmaschine |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2149452B1 (de) |
| DE (1) | DE102008035675A1 (de) |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102004001399A1 (de) * | 2004-01-09 | 2005-08-04 | Koenig & Bauer Ag | Druckmaschine |
| DE102005034331B4 (de) * | 2005-04-13 | 2009-04-09 | Koenig & Bauer Aktiengesellschaft | Rollenrotationsdruckmaschine |
-
2008
- 2008-07-30 DE DE200810035675 patent/DE102008035675A1/de not_active Withdrawn
-
2009
- 2009-07-27 EP EP20090166471 patent/EP2149452B1/de not_active Not-in-force
Also Published As
| Publication number | Publication date |
|---|---|
| EP2149452A3 (de) | 2011-11-02 |
| EP2149452A2 (de) | 2010-02-03 |
| DE102008035675A1 (de) | 2013-02-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1868815B1 (de) | Trichteraufbau und druckwerk einer rollenrotationsdruckmaschine | |
| EP1990190B1 (de) | Rollendruckmaschine | |
| EP0107126A1 (de) | Papierbahnführung in Rollenrotationsdruckmaschinen | |
| EP1072551A2 (de) | Falzapparatanordnung in einer Rollenrotations-Zeitungs-druckmaschine | |
| EP1106554A2 (de) | Bewegbarer Falzapparat und Falzrichteranordnung | |
| DE4327646C2 (de) | Breiten-Einstellverfahren für eine Papierbahn sowie damit ausgerüstete lithographische Rotationspresse | |
| EP1634833B1 (de) | Druckmaschine mit mindestens einem Druckwerk | |
| EP2193918B1 (de) | Falztrichteranordnung | |
| EP0957057B1 (de) | Längsfalzeinrichtung am Falzapparat von Rotationsdruckmaschinen | |
| EP1456107B1 (de) | Vorrichtung zur herstellung von falzprodukten | |
| EP2020292A2 (de) | Rollenrotationsdruckmaschine | |
| EP2149452B1 (de) | Rollendruckmaschine und Verfahren zum Herstellen eines Druckproduktes auf der Rollendruckmaschine | |
| DE102007030844A1 (de) | Rollenrotationsdruckmaschine, insbesondere Tiefdruckmaschine, mit halbbreiter Bedruckstoffbahn | |
| EP1718463B1 (de) | Druckmaschine mit falztrichter | |
| DE102008005392A1 (de) | Bahnspreizeinrichtung für eine Rotationsdruckmaschine und damit ausgerüstete Rotationsdruckmaschine | |
| DE10163211C2 (de) | Vorrichtung zur Herstellung von Falzprodukten | |
| DE102011088783B4 (de) | Rollen-Rotationsdruckmaschine | |
| EP2223806A1 (de) | Vorrichtung und Verfahren zum Spreizen von quer zur Maschinenlängsachse laufenden Teilbahnen in einer Rollenrotationsdruckmaschine | |
| DE102008054367A1 (de) | Falztrichteranordnung | |
| EP1992485A2 (de) | Rollenrotationsdruckmaschine und ein Verfahren zum Erzeugen eines Druckproduktes | |
| EP2030933A2 (de) | Verfahren zum Betreiben einer Rollenrotationsdruckmaschine | |
| DE102011088780B4 (de) | Rollen-Rotationsdruckmaschine | |
| DE102016216429B4 (de) | Druckprodukt, Verfahren und Rollendruckmaschine zur Herstellung eines Druckproduktes | |
| DE102008034982B4 (de) | Falzrichteranordnung für eine Rollendruckmaschine | |
| EP2202191B1 (de) | Rollenrotationsdruckmaschine und ein Verfahren zur Erzeugung eines Druckproduktes |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65H 45/28 20060101ALI20110926BHEP Ipc: B41F 13/58 20060101AFI20110926BHEP |
|
| 19U | Interruption of proceedings before grant |
Effective date: 20120201 |
|
| 19W | Proceedings resumed before grant after interruption of proceedings |
Effective date: 20130603 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MANROLAND WEB SYSTEMS GMBH |
|
| 17P | Request for examination filed |
Effective date: 20130713 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| 17Q | First examination report despatched |
Effective date: 20130920 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20140717 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: CH Ref legal event code: NV Representative=s name: E. BLUM AND CO. AG PATENT- UND MARKENANWAELTE , CH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 692412 Country of ref document: AT Kind code of ref document: T Effective date: 20141115 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502009010122 Country of ref document: DE Effective date: 20141204 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150223 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141022 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150122 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141022 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150222 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141022 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141022 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141022 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141022 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141022 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141022 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150123 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502009010122 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141022 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141022 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141022 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141022 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141022 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141022 |
|
| 26N | No opposition filed |
Effective date: 20150723 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141022 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141022 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20150727 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150727 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150727 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150727 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 692412 Country of ref document: AT Kind code of ref document: T Effective date: 20150727 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150727 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141022 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141022 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20090727 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141022 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141022 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141022 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20180723 Year of fee payment: 10 Ref country code: NL Payment date: 20180719 Year of fee payment: 10 Ref country code: FR Payment date: 20180725 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502009010122 Country of ref document: DE Owner name: MANROLAND GOSS WEB SYSTEMS GMBH, DE Free format text: FORMER OWNER: MANROLAND WEB SYSTEMS GMBH, 86153 AUGSBURG, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20180719 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502009010122 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190801 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200201 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20190801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190731 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190731 |