EP2095890B1 - Verfahren zur Umformung eines Hohlprofilbauteils mittels Innenhochdruck - Google Patents
Verfahren zur Umformung eines Hohlprofilbauteils mittels Innenhochdruck Download PDFInfo
- Publication number
- EP2095890B1 EP2095890B1 EP20090002084 EP09002084A EP2095890B1 EP 2095890 B1 EP2095890 B1 EP 2095890B1 EP 20090002084 EP20090002084 EP 20090002084 EP 09002084 A EP09002084 A EP 09002084A EP 2095890 B1 EP2095890 B1 EP 2095890B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- hollow profile
- component
- profile component
- reinforcing component
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
- 238000000034 method Methods 0.000 title claims description 27
- 238000007493 shaping process Methods 0.000 title 1
- 230000003014 reinforcing effect Effects 0.000 claims description 62
- 239000000463 material Substances 0.000 claims description 12
- 238000007789 sealing Methods 0.000 claims description 5
- 238000005452 bending Methods 0.000 claims description 2
- 238000003780 insertion Methods 0.000 claims description 2
- 230000037431 insertion Effects 0.000 claims description 2
- 229910052751 metal Inorganic materials 0.000 claims description 2
- 239000002184 metal Substances 0.000 claims description 2
- 229920003023 plastic Polymers 0.000 claims description 2
- 239000004033 plastic Substances 0.000 claims description 2
- 238000003825 pressing Methods 0.000 claims description 2
- 230000002787 reinforcement Effects 0.000 description 4
- 239000003981 vehicle Substances 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 238000005476 soldering Methods 0.000 description 1
- 239000002569 water oil cream Substances 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D26/00—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces
- B21D26/02—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces by applying fluid pressure
- B21D26/033—Deforming tubular bodies
- B21D26/051—Deforming double-walled bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D39/00—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders
- B21D39/04—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders of tubes with tubes; of tubes with rods
Definitions
- Fig. 1 shows a hollow profile component 1, which may be formed for example as a frame member of a motor vehicle.
- the hollow profile component 1 may be a lateral roof frame of the motor vehicle.
- the hollow profile component 1 is preferably made of an aluminum material, but other materials may be suitable for the same.
- the hollow profile component 1 should consist of a formable material which has been produced, for example, by extrusion, roll forming, tube drawing or the like.
- the hollow profile component 1 has an outer flange portion 1a, which, however, plays no role in the method described below.
- the hollow profile component 1 can have approximately any desired external shape.
- the closure element 5 may optionally have a slightly larger diameter than the inner diameter of the hollow profile component 1, so that the reinforcing member 2 and the closure member 5 must be inserted with a certain force in the hollow profile component 1 and a certain material removal on the closure element 5 can take place ,
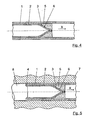
- FIG Fig. 5 A further method step, with which the hollow profile component 1 is shaped together with the reinforcing component 2 by means of internal high pressure, is in FIG Fig. 5 shown.
- the hollow profile component 1 is inserted with the reinforcing member 2 inserted in the same and the closure element 5 in a forming tool 7, which may be of known type.
- a pressure medium is introduced.
- the narrowed end 3 of the reinforcing member 2 is formed tapered and, as already mentioned above, adapted to the recess 6 in the closure element 5.
- the angle at which the narrowed end 3 is narrowed and which has an influence on the introduction of force via the closure element 5, also depends on the material of the hollow profile component 1, the reinforcing member 2 and in particular the closure element 5 as well as the clearance between the closure element 5 and the Hollow profile component 1 from.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Body Structure For Vehicles (AREA)
Description
- Die Erfindung betrifft ein Verfahren zur Umformung eines Hohlprofilbauteils mittels Innenhochdruck nach der im Oberbegriff von Anspruch 1 näher definierten Art (siehe z.B.
EP-A-1 389 497 ) - In der
DE 10 2005 028 188 A1 ist ein Verfahren zur Herstellung eines Abzweigrohres in einer Kraftstoffdruckleitung für eine Brennkraftmaschine beschrieben. - Aus dem allgemeinen Stand der Technik sind verschiedene Verfahren zur Umformung von Doppelrohren mittels Innenhochdruck bekannt. Bei sämtlichen bislang bekannten Verfahren besteht die Grundvoraussetzung, dass das innere der beiden Rohre an seinen beiden Enden abgedichtet wird, wenn es mit seiner Außenwand an die Innenwand des äußeren Rohres angelegt werden soll, um mit demselben formschlüssig verbunden zu werden. Hierzu muss das innere Rohr jedoch an den Enden frei zugänglich sein, wodurch es erforderlich ist, dass das innere Rohr mindestens so lang wie das äußere Rohr ist. Insbesondere im Kraftfahrzeugbau wird es aus Gründen der Gewichtsverringerung aber immer häufiger zu der Notwendigkeit kommen, dass einzelne Hohlprofilbauteile nicht über ihre gesamte Länge verstärkt werden sollen, sondern dass die Verstärkungen nur über einen Teilbereich verlaufen sollen, was mit den bislang bekannten Verfahren nicht möglich ist, da das innere Rohr, wie oben beschrieben, stets mindestens so lang sein muss wie das äußere Rohr.
- Es ist daher Aufgabe der vorliegenden Erfindung, ein Verfahren zur Umformung eines Hohlprofilbauteils mittels Innenhochdruck zu schaffen, bei dem eine Verstärkung des Hohlprofilbauteils nur über einen Teil seiner Länge möglich ist.
- Erfindungsgemäß wird diese Aufgabe durch die in Anspruch 1 genannten Merkmale gelöst.
- Durch das Verengen des Verstärkungsbauteils an einem Ende und das Aufbringen des Verschlusselements auf diesem verengten Ende ist es vorteilhafterweise nicht mehr erforderlich, das Verstärkungsbauteil an beiden Enden bis zu dem Ende des Hohlprofilbauteils zu führen. Vielmehr wird durch das verengte Ende des Verstärkungsbauteils und das daran angebrachte Verschlusselement beim Aufbringen des Drucks auf das Verstärkungsbauteil über das Verschlusselement eine Normalkraft auf die Innenseite des Hohlprofilbauteils aufgebracht, was zu einer Klemmwirkung führt, die die Lage des Verstärkungsbauteils und des Verschlusselements sichert und einen Formschluss zwischen den beteiligten Bauteilen herstellt.
- Durch das erfindungsgemäße Verfahren ist es somit möglich, komplexe Hohlprofilbauteile mit lokalen, innenliegenden Verstärkungen zu versehen.
- Das Aufbringen des Drucks auf das Verstärkungsbauteil kann in einer vorteilhaften Weiterbildung der Erfindung dadurch stattfinden, dass das offene Ende des Verstärkungsbauteils mit einem Dichtstempel verschlossen wird, und dass in das offene Ende des Verstärkungsbauteils ein Druckmedium eingeleitet wird.
- Um ein Abgleiten des Verschlusselements von dem verengten Ende des Verstärkungselements beim Aufbringen des Drucks zu verhindern, kann in einer weiteren vorteilhaften Ausgestaltung der Erfindung vorgesehen sein, dass das verengte Ende des Verstärkungsbauteils spitz zulaufend und an eine Ausnehmung in dem Verschlusselement zumindest annähernd angepasst ausgeformt wird.
- Des weiteren kann vorgesehen sein, dass das Verengen des Endes des Verstärkungsbauteils so durchgeführt wird, dass das verengte Ende verschlossen wird. Auf diese Art und Weise wird unabhängig von der Ausgestaltung des Verschlusselements eine Dichtheit des Verstärkungsbauteils erreicht.
- Weitere vorteilhafte Ausgestaltungen und Weiterbildungen der Erfindung ergeben sich aus den restlichen Unteransprüchen. Nachfolgend ist ein Ausführungsbeispiel der Erfindung anhand der Zeichnung prinzipmäßig dargestellt.
- Es zeigt:
- Fig. 1
- ein Hohlprofilbauteil, das bei dem erfindungsgemäßen Verfahren einge- setzt wird;
- Fig. 2
- ein bei dem erfindungsgemäßen Verfahren eingesetztes Verstärkungsbau- teil in seinem Rohzustand;
- Fig. 3
- das Verstärkungsbauteil aus
Fig. 2 in einem bearbeiteten Zustand; - Fig. 4
- einen Schritt des erfindungsgemäßen Verfahrens; und
- Fig. 5
- einen weiteren Schritt des erfindungsgemäßen Verfahrens.
-
Fig. 1 zeigt ein Hohlprofilbauteil 1, welches beispielsweise als Rahmenbauteil eines Kraftfahrzeugs ausgebildet sein kann. Insbesondere kann es sich bei dem Hohlprofilbauteil 1 um einen seitlichen Dachrahmen des Kraftfahrzeugs handeln. Das Hohlprofilbauteil 1 besteht vorzugsweise aus einem Aluminiumwerkstoff, es können jedoch auch andere Werkstoffe für dasselbe geeignet sein. Im allgemeinen sollte das Hohlprofilbauteil 1 aus einem umformfähigen Material bestehen, das beispielsweise durch Strangpressen, Rollformen, Rohrziehen oder ähnliches hergestellt wurde. Im vorliegenden Fall weist das Hohlprofilbauteil 1 einen außen liegenden Flanschabschnitt 1a auf, der jedoch für das nachfolgend beschriebene Verfahren keine Rolle spielt. Im Allgemeinen kann das Hohlprofilbauteil 1 annähernd jede beliebig äußere Form aufweisen. - Das Hohlprofilbauteil 1 soll mittels eines in
Fig. 2 dargestellten Verstärkungsbauteils 2 lokal, d. h. über einen Teil seiner Länge, verstärkt werden. Die Länge des Verstärkungsbauteils 2 richtet sich dabei nach der Länge des Bereichs, über den das Hohlprofilbauteil 1 verstärkt werden soll. Zum Erzielen einer ausreichenden Verstärkung ist es zu bevorzugen, wenn das Material des Verstärkungsbauteils 2 eine höhere Festigkeit als das Material des Hohlprofilbauteils 1 aufweist, die beiden Bauteile 1 und 2 können jedoch auch aus demselben Material bestehen. Das nachfolgend beschriebene Verfahren zur Verbindung der beiden Bauteilen 1 und 2 ist auch dann interessant, wenn diese aus Materialien bestehen, die in ihrer Kombination nicht schweißbar sind. - In
Fig. 3 ist das Verstärkungsbauteil 2 in einem bearbeiteten Zustand dargestellt, in dem ein Ende 3 des Verstärkungsbauteils 2 verengt wird. Dieses Verengen des Endes 3 des Verstärkungsbauteils 2 wird im vorliegenden Fall so durchgeführt, dass das verengte Ende 3 vollständig verschlossen wird. Dagegen wird das dem verengten Ende 3 abgewandte, offene Ende 4 des Verstärkungsbauteils 2 nicht bearbeitet. Als Bearbeitungsverfahren zum Verengen des Verstärkungsbauteils 2 kann beispielsweise Rundkneten eingesetzt werden, es ist jedoch auch möglich, das Verstärkungsbauteil 2 durch einen Löt-, Klebe- oder Schweißprozess zu verschließen. - Anschließend wird, wie in
Fig. 4 dargestellt, an das verengte Ende 3 des Verstärkungselements 2 ein Verschlusselement 5 angelegt und das Verstärkungsbauteil 2 wird mit dem daran angelegten Verschlusselement 5 in das Hohlprofilbauteil 1 eingeschoben. Um einen guten Formschluss zwischen dem Verstärkungsbauteil 2 und dem Verschlusselement 5 zu erreichen, ist das verengte Ende 3 an eine Ausnehmung 6 in dem Verschlusselement 5 zumindest annähernd angepasst. Das Verschlusselement 5 kann beispielsweise aus Metall bestehen, es ist jedoch auch denkbar, dass dasselbe aus Kunststoff besteht. Im letzteren Fall kann das Verschlusselement 5 gegebenenfalls einen geringfügig größeren Durchmesser als den Innendurchmesser des Hohlprofilbauteils 1 aufweisen, so dass das Verstärkungsbauteil 2 und das Verschlusselement 5 mit einer bestimmten Kraft in das Hohlprofilbauteil 1 eingeschoben werden müssen und ein gewisser Materialabtrag an dem Verschlusselement 5 stattfinden kann. - Um das Einführen des Verstärkungsbauteils 2 in das Hohlprofilbauteil 1 zu erleichtern, den Aufwand für das nachfolgende Umformen zwischen den beiden Bauteilen 1 und 2 jedoch so weit wie möglich zu verringern, sollte der Außendurchmesser des Verstärkungsbauteils 2 geringfügig kleiner als der Innendurchmesser des Hohlprofilbauteils 1 sein.
- Ein weiterer Verfahrensschritt, mit dem das Hohlprofilbauteil 1 zusammen mit dem Verstärkungsbauteil 2 mittels Innenhochdruck umgeformt wird, ist in
Fig. 5 dargestellt. Hierbei wird das Hohlprofilbauteil 1 mit dem in dasselbe eingelegten Verstärkungsbauteil 2 und dem Verschlusselement 5 in ein Umformwerkzeug 7 eingelegt, welches von bekannter Bauart sein kann. Dann wird das offene Ende des Verstärkungsbauteils 2, welches aus dem Hohlprofilbauteil 1 herausragt, mit einem Dichtstempel 8 verschlossen und in das offene Ende 4 des Verstärkungsbauteils 2 wird ein Druckmedium eingeleitet. Durch das Einleiten des Druckmediums in das Verstärkungsbauteil 1, was in an sich bekannter Weise zum Beispiel über den Dichtstempel 8 erfolgen kann, wird das Verstärkungsbauteil 2 unter einen sehr hohen Druck gesetzt, wodurch sich dasselbe verformt und sich, zusammen mit dem Verschlusselement 5, mit dem Hohlprofilbauteil 1 verbindet. Selbstverständlich kann das Umformwerkzeug 7 mit weiteren Hohlräumen oder Ausnehmungen versehen sein, durch die eine weitere Umformung des Hohlprofilbauteils 1 stattfindet. Bei dem Druckmedium kann es sich beispielsweise um eine Öl-Wasser-Emulsion handeln. - Da in der mit "X" bezeichneten Axialrichtung keine Wirkfläche mehr vorhanden ist, wird bei dieser Innenhochdruckumformung zum Einen die wirksame Kraft auf das verengte Ende 3 des Verstärkungsbauteils 2 reduziert, und zum Anderen bewirkt der Innendruck über das Verstärkungsbauteil 2 eine Normalkraft auf das Verschlusselement 5, was zu einer die Lage des Verschlusselements 5 sichernden Klemmwirkung führt und somit einen Formschluss zwischen dem Verstärkungsbauteil 2 und dem Verschlusselement 5 einerseits und dem Hohlprofilbauteil 1 andererseits entstehen lässt. Das Verschlusselement 5 wird üblicherweise auch zu einem gewissen Grad in das Hohlprofilbauteil 1 eingeprägt und damit zwischen den beiden Bauteilen 1 und 2 verkeilt.
- Um eine möglichst geringe Kraftkomponente in Axialrichtung des Hohlprofilbauteils 1 und des Verstärkungsbauteils 2 zu erhalten, ist das verengte Ende 3 des Verstärkungsbauteils 2 spitz zulaufend ausgebildet und, wie bereits oben erwähnt, an die Ausnehmung 6 in dem Verschlusselement 5 angepasst. Der Winkel, unter welchem das verengte Ende 3 verengt wird und welcher Einfluss auf die Krafteinleitung über das Verschlusselement 5 hat, hängt auch von dem Material des Hohlprofilbauteils 1, des Verstärkungsbauteils 2 und insbesondere des Verschlusselements 5 sowie von dem Spiel zwischen dem Verschlusselement 5 und dem Hohlprofilbauteil 1 ab.
- Falls erforderlich, kann auf das Verstärkungsbauteil 2 auch von seinem verengten Ende 3 her mittels eines weiteren, nicht dargestellten Dichtstempels und mittels des Einleitens eines Druckmediums Druck aufgebracht werden. Auf diese Weise kann auch der nicht verstärkte Bereich des Hohlprofilbauteils 1 einer Umformung unterzogen und in die Form des Umformwerkzeugs 7 expandiert werden. Dabei sollte der Druckaufbau dem Druckaufbau an dem offenen Ende 4 nacheilen und derart eingestellt sein, dass das Verschlusselement 5 stets eine Dichtigkeit zwischen dem Verstärkungsbauteil 2 und dem Hohlprofilbauteil 1 gewährleistet. In diesem Fall wird vorzugsweise an dem verengten Ende 3 ein geringerer Druck als an dem offenen Ende 4 gewählt.
- Vor dem Aufbringen von Druck auf das Verstärkungsbauteil 2 in dem Umformwerkzeug 7 können an dem Hohlprofilbauteil 1 und an dem in das Hohlprofilbauteil 1 eingebrachten Verstärkungsbauteil 2 Biege- und/oder Prägeoperationen durchgeführt werden, um die äußere Form des Hohlprofilbauteils 1 zu verändern und/oder um die Lage des Verstärkungsbauteils 2 sowie des Verschlusselements 5 innerhalb des Hohlprofilbauteils 1 zu sichern. Falls erforderlich, kann auch ein Hinterschnitt zwischen den beiden Bauteilen 1 und 2 erzeugt werden.
Claims (12)
- Verfahren zur Umformung eines Hohlprofilbauteils mittels Innenhochdruck, wobei in das Hohlprofilbauteil vor der Umformung ein als Hohlprofil ausgebildetes Verstärkungsbauteil eingebracht wird,
dadurch gekennzeichnet, dass
das Verstärkungsbauteil (2) an einem sich bei der Umformung innerhalb des Hohlprofilbauteils (1) befindlichen Ende (3) verengt wird, und dass an das verengte Ende (3) des Verstärkungsbauteils (2) ein Verschlusselement (5) angelegt wird, wobei auf das Verstärkungsbauteil (2) in seinem in das Hohlprofilbauteil (1) eingebrachten Zustand von dem dem verengten Ende (3) abgewandten, offenen Ende (4) her ein derartiger Druck aufgebracht wird, dass das Verstärkungsbauteil (2) und das Verschlusselement (5) mit dem Hohlprofilbauteil (1) verbunden werden. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet, dass
zum Aufbringen des Drucks auf das Verstärkungsbauteil (2) das offene Ende (4) desselben mit einem Dichtstempel (8) verschlossen wird, und dass in das offene Ende (4) des Verstärkungsbauteils (2) ein Druckmedium eingeleitet wird. - Verfahren nach Anspruch 1 oder 2,
dadurch gekennzeichnet, dass
das verengte Ende (3) des Verstärkungsbauteils (2) spitz zulaufend und an eine Ausnehmung (6) in dem Verschlusselement (5) zumindest annähernd angepasst ausgeformt wird. - Verfahren nach Anspruch 1, 2 oder 3,
dadurch gekennzeichnet, dass
das Verengen des Endes (3) des Verstärkungsbauteils (2) durch Rundkneten durchgeführt wird. - Verfahren nach einem der Ansprüche 1 bis 4,
dadurch gekennzeichnet, dass
das Verengen des Verstärkungsbauteils (2) so durchgeführt wird, dass das verengte Ende (3) verschlossen wird. - Verfahren nach einem der Ansprüche 1 bis 5,
dadurch gekennzeichnet, dass
auf das Verstärkungsbauteil (2) von seinem verengten Ende (3) her mittels eines Dichtstempels (8) und mittels des Einleitens eines Druckmediums Druck aufgebracht wird. - Verfahren nach einem der Ansprüche 1 bis 6,
dadurch gekennzeichnet, dass
das Verstärkungsbauteil (2) an seinem offenen Ende (4) aus dem Hohlprofilbauteil (1) herausragt. - Verfahren nach einem der Ansprüche 1 bis 7,
dadurch gekennzeichnet, dass
vor dem Aufbringen von Druck auf das Verstärkungsbauteil (2) Biege- und/oder Prägeoperationen an dem Hohlprofilbauteil (1) und an dem in das Hohlprofilbauteil (1) eingebrachten Verstärkungsbauteil (2) durchgeführt werden. - Verfahren nach einem der Ansprüche 1 bis 8,
dadurch gekennzeichnet, dass
der Außendurchmesser des Verstärkungsbauteils (2) geringfügig kleiner als der Innendurchmesser des Hohlprofilbauteils (1) ist. - Verfahren nach einem der Ansprüche 1 bis 9,
dadurch gekennzeichnet, dass
das Material des Verstärkungsbauteils (2) eine höhere Festigkeit als das Material des Hohlprofilbauteils (1) aufweist. - Verfahren nach einem der Ansprüche 1 bis 10,
dadurch gekennzeichnet, dass
das Verschlusselement (5) aus Metall besteht. - Verfahren nach einem der Ansprüche 1 bis 10,
dadurch gekennzeichnet, dass
das Verschlusselement (5) aus Kunststoff besteht.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE200810012008 DE102008012008B3 (de) | 2008-03-01 | 2008-03-01 | Verfahren zur Umformung eines Hohlprofilbauteils mittels Innenhochdruck |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2095890A2 EP2095890A2 (de) | 2009-09-02 |
| EP2095890A3 EP2095890A3 (de) | 2012-01-18 |
| EP2095890B1 true EP2095890B1 (de) | 2013-04-17 |
Family
ID=40834392
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20090002084 Not-in-force EP2095890B1 (de) | 2008-03-01 | 2009-02-14 | Verfahren zur Umformung eines Hohlprofilbauteils mittels Innenhochdruck |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2095890B1 (de) |
| DE (1) | DE102008012008B3 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104785604B (zh) * | 2015-04-14 | 2016-10-19 | 桂林电子科技大学 | 金属薄壁双层管冲击液压胀形方法及装置 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5838618A (ja) * | 1981-09-01 | 1983-03-07 | Kawasaki Heavy Ind Ltd | 内管端部を補強した二重管の製造方法 |
| DE19511970C2 (de) * | 1995-04-18 | 1998-07-09 | Werdau Fahrzeugwerk | Verfahren zum Herstellen von verformten mehrwandigen Rohren mit Hohlräumen zwischen den Wandungen |
| DE10013428C1 (de) * | 2000-03-17 | 2001-01-18 | Daimler Chrysler Ag | Verfahren zur Herstellung von doppelwandigen Hohlprofilen mittels Innenhochdruckumformen |
| CN1222378C (zh) * | 2001-05-22 | 2005-10-12 | 三菱自动车工业株式会社 | 液压成形工艺 |
| US7275521B2 (en) * | 2004-06-17 | 2007-10-02 | Usui Kokusai Sangyo Kaisha Limited | Joint structure of diverging branch pipe in fuel rail for internal combustion engine, diverging branch pipe and manufacture method of its diverging branch pipe |
| US7181846B2 (en) * | 2004-07-08 | 2007-02-27 | Torque-Traction Technologies, Inc. | Method of manufacturing a combined driveshaft tube and yoke assembly |
-
2008
- 2008-03-01 DE DE200810012008 patent/DE102008012008B3/de not_active Expired - Fee Related
-
2009
- 2009-02-14 EP EP20090002084 patent/EP2095890B1/de not_active Not-in-force
Also Published As
| Publication number | Publication date |
|---|---|
| EP2095890A2 (de) | 2009-09-02 |
| DE102008012008B3 (de) | 2009-09-03 |
| EP2095890A3 (de) | 2012-01-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE60101789T2 (de) | Verfahren zur herstellung eines rohrförmigen bauteils | |
| EP1989011B1 (de) | Verfahren zur herstellung eines lenkspindelteils und lenkspindel mit einem solchen lenkspindelteil | |
| DE102006025522B4 (de) | Verfahren und Vorrichtung zur Herstellung strukturierter, geschlossener Hohlprofile | |
| DE102009038316A1 (de) | Verfahren zur Herstellung eines einen Abschnitt einer Lenkspindel bildenden Lenkspindelteils | |
| DE102007038713B4 (de) | Verfahren zur Herstellung von partiell verstärkten Hohlprofilen | |
| DE3328913A1 (de) | Einrichtung zur befestigung eines rohres in einer bohrung | |
| EP2095890B1 (de) | Verfahren zur Umformung eines Hohlprofilbauteils mittels Innenhochdruck | |
| DE102007046788B3 (de) | Verfahren zum Herstellen eines Schließringbolzens und Schließringbolzen | |
| DE602005004598T2 (de) | Rohr zum Innenhochdruckumformen sowie Verfahren zum Innenhochdruckumformen eines Rohres | |
| EP3546812A1 (de) | Hydraulikkomponentensystem mit einer zumindest teilweise generativ hergestellten hydraulikkomponente | |
| DE19757946C2 (de) | Rohrverbindung | |
| DE10019384B4 (de) | Verfahren zur Herstellung eines Verbundrohres sowie ein Verbundrohr zum Transport fluider Medien | |
| EP3812121B1 (de) | Fahrzeugtür und deren herstellung | |
| DE102006012625C5 (de) | Verfahren zur Herstellung von Profilen | |
| DE102006040072A1 (de) | Kraftfahrzeughohlprofil und ein Verfahren zu dessen Herstellung | |
| EP1357017B1 (de) | Rahmenstruktur eines Fahrzeugs | |
| DE102010014537B4 (de) | Strukturbauteil für einen Kraftwagen und Verfahren zu dessen Herstellung | |
| DE19837131C2 (de) | Verfahren zum Innenhochdruck-Umformen zweier oder mehrerer Hohlkörper mit jeweils zumindest einer Öffnung, insbesondere Metallrohre oder Metallhohlprofile sowie Innenhochdruck-Umformmaschine zur Durchführung des Verfahrens | |
| DE102004060218B4 (de) | Verfahren zum Herstellen verstärkter rohrförmiger Elemente | |
| EP2205370B1 (de) | Verfahren und vorrichtung zur herstellung eines hohlkörpers und hohlkörper | |
| DE19901425A1 (de) | Rohrförmiges Zahnstangenwerkstück und Verfahren zu dessen Herstellung, insbesondere für Zahnstangenlenkungen von Kraftfahrzeugen | |
| DE102006031503B4 (de) | Verfahren und Vorrichtung zum Biegen von Hohlprofilen mit minimalem Biegeradius | |
| DE69809823T2 (de) | Verfahren zum Verbinden eines Schlauches mit einem Rohr, Kupplung und Befestigungsring zum Durchführen dieses Verfahrens | |
| DE102007010117A1 (de) | Strukturbauteil aus blechförmigem Material sowie Vorrichtung und Verfahren zum Fügen eines Strukturbauteils aus blechförmigem Material | |
| DE102015014503A1 (de) | Zusammenschiebbares Hohlrohr zur Drehmomentübertragung in einer Kardanwelle und Verfahren zu dessen Herstellung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B21D 39/04 20060101ALI20111215BHEP Ipc: B21D 26/02 20110101AFI20111215BHEP |
|
| 17P | Request for examination filed |
Effective date: 20120718 |
|
| AKX | Designation fees paid |
Designated state(s): DE FR IT SE |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B21D 26/02 20110101AFI20120823BHEP Ipc: B21D 39/04 20060101ALI20120823BHEP |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR IT SE |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502009006851 Country of ref document: DE Effective date: 20130613 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20140120 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502009006851 Country of ref document: DE Effective date: 20140120 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R084 Ref document number: 502009006851 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20190220 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20190224 Year of fee payment: 11 Ref country code: SE Payment date: 20190222 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20200229 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200302 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502009006851 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210901 |