EP2065150A1 - Dispositif pour fabriquer des veines continues ayant des modèles désirés et traversant l'épaisseur totale d'un produit et son procédé de préparation - Google Patents
Dispositif pour fabriquer des veines continues ayant des modèles désirés et traversant l'épaisseur totale d'un produit et son procédé de préparation Download PDFInfo
- Publication number
- EP2065150A1 EP2065150A1 EP07450217A EP07450217A EP2065150A1 EP 2065150 A1 EP2065150 A1 EP 2065150A1 EP 07450217 A EP07450217 A EP 07450217A EP 07450217 A EP07450217 A EP 07450217A EP 2065150 A1 EP2065150 A1 EP 2065150A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- distributing
- materials
- cartridge
- tray
- material receiving
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B13/00—Feeding the unshaped material to moulds or apparatus for producing shaped articles; Discharging shaped articles from such moulds or apparatus
- B28B13/02—Feeding the unshaped material to moulds or apparatus for producing shaped articles
- B28B13/0215—Feeding the moulding material in measured quantities from a container or silo
- B28B13/022—Feeding several successive layers, optionally of different materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/005—Devices or processes for obtaining articles having a marble appearance
Definitions
- System S.p.A. an Italian machinery manufacturer, developed a tile forming press for a large format, capable of producing ceramic tiles of up to 3 meters in length.
- System S.p.A. has detailed its technique for making patterns throughout the mass of the ceramic tiles in EP 1334811 .
- the technique is characterized by a double-pressing that comprises first a low pressure compacting.
- the compacted ceramic tiles are subsequently decorated by an ink-jet system to apply, according to the design, special ceramic colors which can penetrate into the tile mass.
- appearance of the patterns in the tile mass is somewhat partial and the level of depth of pattern penetration is not deep enough to provide the pattern to the lowest layer of the tile mass.
- a pattern regulating sensor (80) is also provided.
- the pattern regulating sensor (80) (“the sensor") is positioned such that it can scan the pattern forming inside the vertical material receiving-distributing cartridge (30) to read the pattern values (pre-coded values which are predetermined in order to produce a desired pattern). More preferably, it is positioned above the vertical material receiving-distributing cartridge (30).
- the sensor (80) is linked to the software application which records pre-coded values of the desired pattern which in turn control the operation mechanism of the material distributing control cartridge (10) as well as the material distributing tray (60).
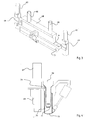
- the vertical material receiving-distributing unit (30) is configured such that at least one of its sidewalls, preferably the sidewall with large surface area, is able to move in a loop, similar to a conveyer.
- the moveable sidewall is set to drive in the same direction with the movement of the materials discharging from the vertical material receiving-distributing cartridge (30). If tiles or slabs with greater thickness are desired, it is desirable to provide the vertical material receiving-distributing cartridge (30) with two opposing movable walls.
- the movable sidewall helps to reduce friction between the material granules and the wall surface, thus discharging the patterned materials onto the conveyer belt (40) is easier and with minimal dispersion of patterned materials. Thus, the formed pattern is maintained. Accordingly, with the use of the vertical material receiving-distributing cartridge (30) having movable sidewalls, a 90-degree turn of the material receiving unit is no longer necessary. Consequently, irregularities or damages to the pattern are reduced.
- the process for making continuous veining of desired patterns extending throughout the entire thickness of the products according to the invention comprises the following three main stages:
- the predetermined materials on the arrangement belt (20) After the predetermined materials on the arrangement belt (20) have moved to the farthest position of the arrangement belt (20), those materials fall into the vertical material receiving-distributing cartridge (30) through the first opening (32) which remains open. The process is repeated.
- the materials inside the vertical material receiving-distributing cartridge (30) are formed in such a manner that one layer is placed over another in accordance with the pattern, the quantity of the materials, and the position at which the predetermined patterns is created.
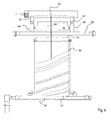
- the patterned materials on the conveyor belts (40) move forward to the horizontal material receiving-distributing cartridge (50) through the first exit (52). After the patterned materials move completely inside the cover sheet (51), the open-close member (54) is closed down. Then the horizontal material receiving-distributing cartridge (50) will move forward to bring the patterned materials to the pressing machine.
- the pressing sheet (56) moves down to lay flat against the upper surface of the patterned materials while the patterned materials are moving towards the pressing machine so that the powdery materials around the areas are saved from dispersion which damages the surface patterns. While the horizontal material receiving-distributing cartridge (50) is moving, the conveyor belt (40) also moves in order to prevent damage to the lower layer of the patterns.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES07450217.0T ES2469616T3 (es) | 2007-11-27 | 2007-11-27 | Dispositivo para realizar un veteado continuo de motivos deseados que se extienden a través de todo el espesor de un producto y procedimiento para su realización |
| EP20070450217 EP2065150B1 (fr) | 2007-11-27 | 2007-11-27 | Dispositif pour fabriquer des veines continues ayant des modèles désirés et traversant l'épaisseur totale d'un produit et son procédé de préparation |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20070450217 EP2065150B1 (fr) | 2007-11-27 | 2007-11-27 | Dispositif pour fabriquer des veines continues ayant des modèles désirés et traversant l'épaisseur totale d'un produit et son procédé de préparation |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2065150A1 true EP2065150A1 (fr) | 2009-06-03 |
| EP2065150B1 EP2065150B1 (fr) | 2014-03-05 |
Family
ID=39645496
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20070450217 Expired - Fee Related EP2065150B1 (fr) | 2007-11-27 | 2007-11-27 | Dispositif pour fabriquer des veines continues ayant des modèles désirés et traversant l'épaisseur totale d'un produit et son procédé de préparation |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2065150B1 (fr) |
| ES (1) | ES2469616T3 (fr) |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102126249A (zh) * | 2010-01-13 | 2011-07-20 | 佛山市萨米特陶瓷有限公司 | 一种密细多线纹理瓷质抛光砖的生产设备及其方法 |
| CN102241062A (zh) * | 2011-04-29 | 2011-11-16 | 佛山市点石机械有限公司 | 仿石纹理层次丰富的陶瓷砖的布料方法及其装置 |
| CN103640084A (zh) * | 2013-12-16 | 2014-03-19 | 岳芙蓉 | 一种生产陶瓷墙地砖的循环布料系统 |
| IT201600132469A1 (it) * | 2016-12-29 | 2018-06-29 | Cementhai Ceram Co Ltd | Apparato e cassetto per l'alimentazione di materiale da formare ad un impianto di produzione di lastre |
| IT201600132481A1 (it) * | 2016-12-29 | 2018-06-29 | Cementhai Ceram Co Ltd | Apparato e cassetto per l'alimentazione di materiale da formare ad un impianto di produzione di lastre |
| IT201700026199A1 (it) * | 2017-03-09 | 2018-09-09 | Sacmi | Impianto e metodo per la realizzazione di articoli ceramici |
| CN108527631A (zh) * | 2018-04-26 | 2018-09-14 | 佛山市东鹏陶瓷有限公司 | 一种具有间隔条纹纹理布料砖的布料设备及布料方法 |
| CN109203184A (zh) * | 2017-07-05 | 2019-01-15 | 萨克米伊莫拉机械合作社合作公司 | 用于制造陶瓷产品的方法和设备 |
| WO2020058891A1 (fr) * | 2018-09-20 | 2020-03-26 | Scg Building Materials Co., Ltd. | Appareil et procédé d'alimentation en matériau granulaire d'une installation pour la production de dalles ou de tuiles |
| US10773418B2 (en) | 2015-01-30 | 2020-09-15 | Cambria Company Llc | Processed slabs, and systems and methods related thereto |
| US10981346B2 (en) | 2014-08-19 | 2021-04-20 | Cambria Company Llc | Processed slabs, and systems and methods related thereto |
| IT202000013594A1 (it) * | 2020-06-08 | 2021-12-08 | Sacmi | Impianto e metodo per la realizzazione di articoli ceramici |
| IT202000014812A1 (it) * | 2020-06-19 | 2021-12-19 | System Ceramics S P A | Macchina per la decorazione a secco di piastrelle ceramiche, con sistema di controllo di un accumulo di composto ceramico |
| US11772299B2 (en) * | 2017-05-16 | 2023-10-03 | Sacmi Cooperativa Meccanici Imola Societa' Cooperativa | Method and machine for the surface decoration of a ceramic article |
| CN108527631B (zh) * | 2018-04-26 | 2024-05-14 | 佛山市东鹏陶瓷有限公司 | 一种具有间隔条纹纹理布料砖的布料设备及布料方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0586257A2 (fr) * | 1992-09-04 | 1994-03-09 | Cca Inc. | Appareil pour distribuer simultanément plusieurs sortes de matériaux particulaires et pour enlever les particules par succion et procédé de production d'articles comprenant un dessin, utilisant cet appareil |
| US5554393A (en) * | 1992-02-26 | 1996-09-10 | Cca Inc. | Apparatus for supplying particles and/or granules to form a layer of prescribed thickness |
| EP1273408A2 (fr) | 2001-07-05 | 2003-01-08 | SACMI COOPERATIVA MECCANICI IMOLA Soc. Coop. a r.l. | Procédé pour le remplissage des moules d'une presse utilisée dans la fabrication de carreaux en céramique, moyens de mise en oeuvre correspondants et carreaux ainsi fabriqués |
| EP1334811A2 (fr) | 2002-02-07 | 2003-08-13 | System S.p.A. | Procédé et dispositif pour la décoration des carreaux ou dalles en céramique |
| WO2004071733A1 (fr) | 2003-02-17 | 2004-08-26 | Sacmi Cooperativa Meccanici Imola Societa' Cooperativa | Procede et usine pour former des tuiles ou des plaques ceramiques |
| WO2005068146A2 (fr) * | 2004-01-08 | 2005-07-28 | Sacmi Cooperativa Meccanici Imola Societa' Cooperativa | Procede et installation de mise en place de poudres pour former des carreaux ou dalles de ceramique |
| EP1717000A1 (fr) | 2005-04-25 | 2006-11-02 | Thai Ceramic Co., Ltd. | Dispositif pour fabriquer des veines continues ayant des modèles désirés et traversant l'épaisseur totale d'un produit, son procédé de préparation et produit ainsi obtenu |
| EP1787779A2 (fr) * | 2005-11-16 | 2007-05-23 | Sacmi Cooperativa Meccanici Imola Societa' Cooperativa | Procédé pour la fabrication des carreaux ou plaques en céramique ayant l'aspect esthétique de la pierre naturelle, et appareil associé |
-
2007
- 2007-11-27 EP EP20070450217 patent/EP2065150B1/fr not_active Expired - Fee Related
- 2007-11-27 ES ES07450217.0T patent/ES2469616T3/es active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5554393A (en) * | 1992-02-26 | 1996-09-10 | Cca Inc. | Apparatus for supplying particles and/or granules to form a layer of prescribed thickness |
| EP0586257A2 (fr) * | 1992-09-04 | 1994-03-09 | Cca Inc. | Appareil pour distribuer simultanément plusieurs sortes de matériaux particulaires et pour enlever les particules par succion et procédé de production d'articles comprenant un dessin, utilisant cet appareil |
| EP1273408A2 (fr) | 2001-07-05 | 2003-01-08 | SACMI COOPERATIVA MECCANICI IMOLA Soc. Coop. a r.l. | Procédé pour le remplissage des moules d'une presse utilisée dans la fabrication de carreaux en céramique, moyens de mise en oeuvre correspondants et carreaux ainsi fabriqués |
| EP1334811A2 (fr) | 2002-02-07 | 2003-08-13 | System S.p.A. | Procédé et dispositif pour la décoration des carreaux ou dalles en céramique |
| WO2004071733A1 (fr) | 2003-02-17 | 2004-08-26 | Sacmi Cooperativa Meccanici Imola Societa' Cooperativa | Procede et usine pour former des tuiles ou des plaques ceramiques |
| WO2005068146A2 (fr) * | 2004-01-08 | 2005-07-28 | Sacmi Cooperativa Meccanici Imola Societa' Cooperativa | Procede et installation de mise en place de poudres pour former des carreaux ou dalles de ceramique |
| EP1717000A1 (fr) | 2005-04-25 | 2006-11-02 | Thai Ceramic Co., Ltd. | Dispositif pour fabriquer des veines continues ayant des modèles désirés et traversant l'épaisseur totale d'un produit, son procédé de préparation et produit ainsi obtenu |
| EP1787779A2 (fr) * | 2005-11-16 | 2007-05-23 | Sacmi Cooperativa Meccanici Imola Societa' Cooperativa | Procédé pour la fabrication des carreaux ou plaques en céramique ayant l'aspect esthétique de la pierre naturelle, et appareil associé |
Cited By (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102126249A (zh) * | 2010-01-13 | 2011-07-20 | 佛山市萨米特陶瓷有限公司 | 一种密细多线纹理瓷质抛光砖的生产设备及其方法 |
| CN102126249B (zh) * | 2010-01-13 | 2012-04-25 | 广东格莱斯陶瓷有限公司 | 一种密细多线纹理瓷质抛光砖的生产设备及其方法 |
| CN102241062A (zh) * | 2011-04-29 | 2011-11-16 | 佛山市点石机械有限公司 | 仿石纹理层次丰富的陶瓷砖的布料方法及其装置 |
| CN103640084A (zh) * | 2013-12-16 | 2014-03-19 | 岳芙蓉 | 一种生产陶瓷墙地砖的循环布料系统 |
| CN103640084B (zh) * | 2013-12-16 | 2016-03-30 | 岳芙蓉 | 一种生产陶瓷墙地砖的循环布料系统 |
| US11498298B2 (en) | 2014-08-19 | 2022-11-15 | Cambria Company Llc | Synthetic molded slabs, and systems and methods related thereto |
| US10981346B2 (en) | 2014-08-19 | 2021-04-20 | Cambria Company Llc | Processed slabs, and systems and methods related thereto |
| US11529752B2 (en) | 2015-01-30 | 2022-12-20 | Cambria Company Llc | Processed slabs, and systems and methods related thereto |
| US10981293B2 (en) | 2015-01-30 | 2021-04-20 | Cambria Company Llc | Processed slabs, and systems and methods related thereto |
| US10773418B2 (en) | 2015-01-30 | 2020-09-15 | Cambria Company Llc | Processed slabs, and systems and methods related thereto |
| CN110461555A (zh) * | 2016-12-29 | 2019-11-15 | 泰国水泥陶瓷有限公司 | 用于向生产板件的设备供应待成形材料的装置和盒 |
| WO2018122755A1 (fr) * | 2016-12-29 | 2018-07-05 | Cementhai Ceramics Co., Ltd. | Appareil et cassette d'alimentation en matériau à façonner d'une usine afin de produire des dalles |
| IT201600132481A1 (it) * | 2016-12-29 | 2018-06-29 | Cementhai Ceram Co Ltd | Apparato e cassetto per l'alimentazione di materiale da formare ad un impianto di produzione di lastre |
| IT201600132469A1 (it) * | 2016-12-29 | 2018-06-29 | Cementhai Ceram Co Ltd | Apparato e cassetto per l'alimentazione di materiale da formare ad un impianto di produzione di lastre |
| WO2018122752A1 (fr) * | 2016-12-29 | 2018-07-05 | Cementhai Ceramics Co., Ltd. | Appareil et cassette pour alimenter une installation de production d'ébauches en matériau à former |
| CN110430980A (zh) * | 2016-12-29 | 2019-11-08 | 泰国水泥陶瓷有限公司 | 用于向生产板件的设备供应待成形材料的装置和盒 |
| CN110418701A (zh) * | 2017-03-09 | 2019-11-05 | 萨克米伊莫拉机械合作社合作公司 | 用于制造陶瓷制品的设备和方法 |
| IT201700026199A1 (it) * | 2017-03-09 | 2018-09-09 | Sacmi | Impianto e metodo per la realizzazione di articoli ceramici |
| WO2018163124A1 (fr) * | 2017-03-09 | 2018-09-13 | Sacmi Cooperativa Meccanici Imola Società Cooperativa | Installation et procédé de fabrication d'articles en céramique |
| US11407143B2 (en) | 2017-03-09 | 2022-08-09 | Sacmi Cooperativa Meccanica Imola Societa' Cooperativa | Plant and method for manufacturing ceramic articles |
| CN110418701B (zh) * | 2017-03-09 | 2021-10-22 | 萨克米伊莫拉机械合作社合作公司 | 用于制造陶瓷制品的设备和方法 |
| WO2019171166A1 (fr) * | 2017-03-09 | 2019-09-12 | Sacmi Cooperativa Meccanici Imola Società Cooperativa | Machine et procédé pour le compactage d'un matériau en poudre |
| US11772299B2 (en) * | 2017-05-16 | 2023-10-03 | Sacmi Cooperativa Meccanici Imola Societa' Cooperativa | Method and machine for the surface decoration of a ceramic article |
| CN109203184A (zh) * | 2017-07-05 | 2019-01-15 | 萨克米伊莫拉机械合作社合作公司 | 用于制造陶瓷产品的方法和设备 |
| CN108527631B (zh) * | 2018-04-26 | 2024-05-14 | 佛山市东鹏陶瓷有限公司 | 一种具有间隔条纹纹理布料砖的布料设备及布料方法 |
| CN108527631A (zh) * | 2018-04-26 | 2018-09-14 | 佛山市东鹏陶瓷有限公司 | 一种具有间隔条纹纹理布料砖的布料设备及布料方法 |
| CN112805129A (zh) * | 2018-09-20 | 2021-05-14 | Scg建筑材料有限公司 | 用于将粒状材料给送至用于生产板或砖的设施的设备和方法 |
| WO2020058891A1 (fr) * | 2018-09-20 | 2020-03-26 | Scg Building Materials Co., Ltd. | Appareil et procédé d'alimentation en matériau granulaire d'une installation pour la production de dalles ou de tuiles |
| ES2890735R1 (es) * | 2020-06-08 | 2022-05-13 | Sacmi | Planta y método para la fabricación de artículos de cerámica |
| IT202000013594A1 (it) * | 2020-06-08 | 2021-12-08 | Sacmi | Impianto e metodo per la realizzazione di articoli ceramici |
| WO2021255548A1 (fr) * | 2020-06-19 | 2021-12-23 | System Ceramics S.P.A. | Machine pour la décoration à sec de carreaux en céramique, avec un système de commande pour une accumulation de mélange de céramique |
| IT202000014812A1 (it) * | 2020-06-19 | 2021-12-19 | System Ceramics S P A | Macchina per la decorazione a secco di piastrelle ceramiche, con sistema di controllo di un accumulo di composto ceramico |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2065150B1 (fr) | 2014-03-05 |
| ES2469616T3 (es) | 2014-06-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2065150B1 (fr) | Dispositif pour fabriquer des veines continues ayant des modèles désirés et traversant l'épaisseur totale d'un produit et son procédé de préparation | |
| EP1556197B1 (fr) | Distributeur de melanges constitues de ceramique ou de pierres agglomerees aux fins du remplissage d'un moule | |
| EP1879727B1 (fr) | Procédé et appareils de distribution de couleur hautement contrôlée dans des produits en béton fabriques en série | |
| RU2641115C1 (ru) | Устройство нанесения слоя для 3d-принтера и способ для нанесения двух слоев конструкционного материала в виде частиц | |
| US7799253B2 (en) | Method of, and apparatus for, applying flowable material across a surface | |
| CA2301703C (fr) | Procede de production de blocs en beton, notamment de paves, pierres a batir ou similaires | |
| RU2572874C2 (ru) | Устройство для изготовления бетонных камней и способ получения по меньшей мере двухцветных бетонных камней | |
| EP1802430B1 (fr) | Appareil servant a repartir, dans une couche mince, un melange a base de ceramique ou pierre agglomeree | |
| EP1717000B1 (fr) | Dispositif pour fabriquer des veines continues ayant des modèles désirés et traversant l'épaisseur totale d'un produit et son procédé de préparation | |
| CN113165205B (zh) | 用于瓷砖的干法装饰的机器 | |
| CN105881905A (zh) | 一种3d打印机粉末材料自动传输装置 | |
| US20110147972A1 (en) | Hopper for discharging concrete into a mold | |
| EP0940235B1 (fr) | Dispositif pour la production de carreaux avec différentes colorations | |
| CN114025944A (zh) | 构建材料装载 | |
| CN114007764B (zh) | 用于粒状材料的分配设备 | |
| CN113165206B (zh) | 在厚度上装饰陶瓷板的方法 | |
| JP2689963B2 (ja) | 積層断面を有するコンクリートブロックの成型方法 | |
| EP1043133A2 (fr) | Presse pour la fabrication de carreaux avec dispositif d'alimentation pour deux couches de matériaux | |
| CN1739932B (zh) | 生成贯穿产品整个厚度的图案纹理的装置和工艺 | |
| JP2683481B2 (ja) | 装飾タイルの製造方法 | |
| JPH07117039A (ja) | 二層式タイル成型方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| 17P | Request for examination filed |
Effective date: 20091203 |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20091202 |
|
| AKX | Designation fees paid |
Designated state(s): DE ES IT |
|
| 17Q | First examination report despatched |
Effective date: 20091203 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20131001 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES IT |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602007035337 Country of ref document: DE Effective date: 20140417 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2469616 Country of ref document: ES Kind code of ref document: T3 Effective date: 20140618 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602007035337 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20141208 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602007035337 Country of ref document: DE Effective date: 20141208 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602007035337 Country of ref document: DE Representative=s name: MATHYS & SQUIRE EUROPE LLP, DE Ref country code: DE Ref legal event code: R082 Ref document number: 602007035337 Country of ref document: DE Representative=s name: MATHYS & SQUIRE GBR, DE Ref country code: DE Ref legal event code: R082 Ref document number: 602007035337 Country of ref document: DE Representative=s name: MATHYS & SQUIRE EUROPE PATENTANWAELTE PARTNERS, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20191121 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20191127 Year of fee payment: 13 Ref country code: ES Payment date: 20191202 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602007035337 Country of ref document: DE Representative=s name: MATHYS & SQUIRE GBR, DE Ref country code: DE Ref legal event code: R082 Ref document number: 602007035337 Country of ref document: DE Representative=s name: MATHYS & SQUIRE EUROPE PATENTANWAELTE PARTNERS, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602007035337 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210601 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20220207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201128 |