EP2013114B1 - Druckbehälter mit polyethylenglykolen und kohlendioxid als treibmittel - Google Patents
Druckbehälter mit polyethylenglykolen und kohlendioxid als treibmittel Download PDFInfo
- Publication number
- EP2013114B1 EP2013114B1 EP07720118A EP07720118A EP2013114B1 EP 2013114 B1 EP2013114 B1 EP 2013114B1 EP 07720118 A EP07720118 A EP 07720118A EP 07720118 A EP07720118 A EP 07720118A EP 2013114 B1 EP2013114 B1 EP 2013114B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- propellant
- polyethylene glycol
- pressure vessel
- carbon dioxide
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 title claims abstract description 103
- 239000003380 propellant Substances 0.000 title claims abstract description 90
- 229920001223 polyethylene glycol Polymers 0.000 title claims abstract description 86
- 229910002092 carbon dioxide Inorganic materials 0.000 title claims abstract description 54
- 239000001569 carbon dioxide Substances 0.000 title claims abstract description 48
- 239000002202 Polyethylene glycol Substances 0.000 claims abstract description 55
- 239000012071 phase Substances 0.000 claims abstract description 51
- 239000007791 liquid phase Substances 0.000 claims abstract description 48
- 238000003860 storage Methods 0.000 claims abstract description 24
- 239000000443 aerosol Substances 0.000 claims abstract description 17
- 239000007921 spray Substances 0.000 claims description 14
- 239000007788 liquid Substances 0.000 claims description 12
- 239000000126 substance Substances 0.000 claims description 10
- 238000000034 method Methods 0.000 claims description 8
- 150000001875 compounds Chemical class 0.000 claims description 6
- 230000009471 action Effects 0.000 claims description 5
- 229940068918 polyethylene glycol 400 Drugs 0.000 claims description 2
- 230000008602 contraction Effects 0.000 claims 1
- 239000007789 gas Substances 0.000 description 24
- 239000000463 material Substances 0.000 description 20
- 210000004379 membrane Anatomy 0.000 description 20
- 210000001035 gastrointestinal tract Anatomy 0.000 description 13
- 239000004604 Blowing Agent Substances 0.000 description 10
- 238000011049 filling Methods 0.000 description 10
- 239000012528 membrane Substances 0.000 description 10
- 239000006184 cosolvent Substances 0.000 description 7
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 6
- 239000000243 solution Substances 0.000 description 5
- DURPTKYDGMDSBL-UHFFFAOYSA-N 1-butoxybutane Chemical compound CCCCOCCCC DURPTKYDGMDSBL-UHFFFAOYSA-N 0.000 description 4
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 4
- 229910052799 carbon Inorganic materials 0.000 description 4
- 150000002170 ethers Chemical class 0.000 description 4
- 239000011521 glass Substances 0.000 description 4
- 239000002245 particle Substances 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 3
- 229920002556 Polyethylene Glycol 300 Polymers 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 239000000470 constituent Substances 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- 229910001220 stainless steel Inorganic materials 0.000 description 3
- 239000010935 stainless steel Substances 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 2
- ATUOYWHBWRKTHZ-UHFFFAOYSA-N Propane Chemical compound CCC ATUOYWHBWRKTHZ-UHFFFAOYSA-N 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 239000003570 air Substances 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 238000003889 chemical engineering Methods 0.000 description 2
- 238000002788 crimping Methods 0.000 description 2
- 238000011067 equilibration Methods 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- -1 fluorine-chlorine hydrocarbons Chemical class 0.000 description 2
- 239000005431 greenhouse gas Substances 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000000569 multi-angle light scattering Methods 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 238000006722 reduction reaction Methods 0.000 description 2
- 238000000638 solvent extraction Methods 0.000 description 2
- BLUGYPPOFIHFJS-UUFHNPECSA-N (2s)-n-[(2s)-1-[[(3r,4s,5s)-3-methoxy-1-[(2s)-2-[(1r,2r)-1-methoxy-2-methyl-3-oxo-3-[[(1s)-2-phenyl-1-(1,3-thiazol-2-yl)ethyl]amino]propyl]pyrrolidin-1-yl]-5-methyl-1-oxoheptan-4-yl]-methylamino]-3-methyl-1-oxobutan-2-yl]-3-methyl-2-(methylamino)butanamid Chemical compound CN[C@@H](C(C)C)C(=O)N[C@@H](C(C)C)C(=O)N(C)[C@@H]([C@@H](C)CC)[C@H](OC)CC(=O)N1CCC[C@H]1[C@H](OC)[C@@H](C)C(=O)N[C@H](C=1SC=CN=1)CC1=CC=CC=C1 BLUGYPPOFIHFJS-UUFHNPECSA-N 0.000 description 1
- KBPLFHHGFOOTCA-UHFFFAOYSA-N 1-Octanol Chemical compound CCCCCCCCO KBPLFHHGFOOTCA-UHFFFAOYSA-N 0.000 description 1
- 208000007934 ACTH-independent macronodular adrenal hyperplasia Diseases 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- 229920002565 Polyethylene Glycol 400 Polymers 0.000 description 1
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 1
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Natural products C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000002528 anti-freeze Effects 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 239000001273 butane Substances 0.000 description 1
- 238000010531 catalytic reduction reaction Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 1
- SZXQTJUDPRGNJN-UHFFFAOYSA-N dipropylene glycol Chemical compound OCCCOCCCO SZXQTJUDPRGNJN-UHFFFAOYSA-N 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000009977 dual effect Effects 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 229920002457 flexible plastic Polymers 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 239000007792 gaseous phase Substances 0.000 description 1
- 238000001192 hot extrusion Methods 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 239000005001 laminate film Substances 0.000 description 1
- 238000002356 laser light scattering Methods 0.000 description 1
- 229920000126 latex Polymers 0.000 description 1
- 239000004816 latex Substances 0.000 description 1
- 238000012417 linear regression Methods 0.000 description 1
- 239000011344 liquid material Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- IJDNQMDRQITEOD-UHFFFAOYSA-N n-butane Chemical compound CCCC IJDNQMDRQITEOD-UHFFFAOYSA-N 0.000 description 1
- OFBQJSOFQDEBGM-UHFFFAOYSA-N n-pentane Natural products CCCCC OFBQJSOFQDEBGM-UHFFFAOYSA-N 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920000151 polyglycol Polymers 0.000 description 1
- 239000010695 polyglycol Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 239000001294 propane Substances 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 238000005070 sampling Methods 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 230000001131 transforming effect Effects 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D83/00—Containers or packages with special means for dispensing contents
- B65D83/14—Containers or packages with special means for dispensing contents for delivery of liquid or semi-liquid contents by internal gaseous pressure, i.e. aerosol containers comprising propellant for a product delivered by a propellant
- B65D83/60—Contents and propellant separated
- B65D83/64—Contents and propellant separated by piston
- B65D83/643—Contents and propellant separated by piston the propellant being generated by a chemical or electrochemical reaction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D83/00—Containers or packages with special means for dispensing contents
- B65D83/14—Containers or packages with special means for dispensing contents for delivery of liquid or semi-liquid contents by internal gaseous pressure, i.e. aerosol containers comprising propellant for a product delivered by a propellant
- B65D83/60—Contents and propellant separated
- B65D83/62—Contents and propellant separated by membrane, bag, or the like
- B65D83/625—Contents and propellant separated by membrane, bag, or the like the propellant being generated by a chemical or electrochemical reaction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D83/00—Containers or packages with special means for dispensing contents
- B65D83/14—Containers or packages with special means for dispensing contents for delivery of liquid or semi-liquid contents by internal gaseous pressure, i.e. aerosol containers comprising propellant for a product delivered by a propellant
- B65D83/75—Aerosol containers not provided for in groups B65D83/16 - B65D83/74
- B65D83/752—Aerosol containers not provided for in groups B65D83/16 - B65D83/74 characterised by the use of specific products or propellants
Definitions
- the present invention relates to pressure vessels, in particular aerosol cans, in which the propellant and the pressurized material are present in separate chambers.
- the above-mentioned pressure chambers with separate chambers have the advantage over ordinary, single-chamber pressure or aerosol containers in that they are capable of dispensing the product in any spatial orientation, without first having to shake the container.
- Another advantage of these two-chambered containers is that no consideration has to be given to any chemical incompatibilities between the propellant and the product.
- Examples of such containers are, on the one hand, the spray containers, which contain a flexible bag with the material to be sprayed inside, and wherein the blowing agent fills the gap between this bag and the actual container. With increasing emptying of the container of material to be sprayed, the bag is compressed by the action of the propellant and thus ensures that the remaining portion of the material to be sprayed is still under pressure.
- the term "bag in a can" is often used in the art.
- the two-chamber containers of this first type available on the market in the present application are the containers marketed by the assignee of the present application under the trade names LamiPACK, COMPACK, MicroCOMPACK, and AluCOMPACK.
- ⁇ -in-a-can Another category of such containers are those known in the art by the term "can-in-a-can".
- a second, inner box is provided which gradually folds up under the action of the propellant and with increasing emptying.
- Another category of dual chamber containers are those in which the propellant presses from below onto a movable piston located in the container.
- This piston is typically first mounted near the container bottom; the propellant is located in the cavity between the container bottom and piston.
- the material to be sprayed is located above the piston in the remaining cavity of the container. With increasing emptying of the container from the material to be sprayed, the piston slides upward through the action of the propellant within the container and thus ensures that the remaining portion of the product to be sprayed is still under pressure.
- piston-containing pressure vessels are sold for example by the United States Can Company.
- blowing agents used in the two-chamber containers described above are typically gaseous carbon dioxide, air, nitrogen, liquid gases such as propane and butane, fluorine-chlorine hydrocarbons or fluorocarbons.
- Object of the present invention is to provide an improved pressure vessel of the type mentioned.
- the pressure vessels according to the invention comprise a propellant with a liquid phase which comprises a polyethylene glycol and / or a (C 1 -C 4 ) monoether and / or a C 1 -C 4 ) diether of a polyethylene glycol.
- the polyethylene glycols or their ethers may be present as pure substances; As a rule, however, the polyethylene glycols or their ethers, as a result of their preparation, are mixtures of compounds having different, approximately normally distributed molecular weights.
- i is an index running across all molecular types of the polyethylene glycol and / or polyethylene glycol monoether and / or polyethylene glycol diether
- N i and M i, respectively, are the number of molecules in the ith molecular species and the molecular weight of the ith molecular species.
- This average molecular weight M w can, as is customary in the art, be diluted by means of laser light scattering measurements based on the principle of "Multi Angle Light Scattering" (MALS) Solutions of the polyethylene glycol or polyethylene glycol are determined. The required measuring devices are known and commercially available. The determination of the M w from the obtained scattering measurements can be made using the Zimm equation and the associated Zimm diagram.
- MALS Multi Angle Light Scattering
- the M w of the polyethylene glycol and / or the ether thereof can be selected depending on the ambient temperatures at which the pressure vessel according to the invention is to be used: At higher ambient temperatures, a higher molecular weight polyethylene glycol and / or a higher molecular weight polyethylene glycol ether can be used; wherein the polyethylene glycol should be liquid at the desired ambient temperature.
- the M w of the polyethylene glycol and / or polyethylene glycol monoether and / or polyethylene glycol diether may preferably be in the range from 200 to 600 daltons, more preferably in the range of about 250 to about 390 daltons; most preferably it is about 300 daltons.
- polyethylene glycol monoethers and polyethylene glycol diethers are, for example, the compounds listed in the aforementioned reference of "Canadian Journal of Chemical Engineering” in Table 1.
- diethers are used.
- the liquid phase of the propellant may contain a cosolvent.
- cosolvents may be antifreeze such as dipropylene glycol or ethylene glycol; it may also be viscosity modifying additives such as water; it may also be foam inhibitors such as N-octanol.
- cosolvents if they are to be present, are preferably added in amounts of from 0.1 to 5 percent by weight, based on the liquid, still carbon dioxide-free phase.
- the liquid phase contains only just one polyethylene glycol having M w in the ranges indicated above, if desired in combination with one of the cosolvents mentioned above.
- the liquid phase contains only just a polyethylene glycol diether with M w in the ranges indicated above, if desired in combination with one of the cosolvents mentioned above.
- the polyethylene glycol diether is particularly preferably a polyethylene glycol 1,4-dibutyl ether, such as "Polyglycol BB 300" marketed by Clariant.
- the summed content of polyethylene glycol and polyethylene glycol mono- and -diethern and dissolved therein carbon dioxide is in the liquid phase of the propellant preferably at least 90 weight percent, based on the liquid phase, more preferably at least 95 weight percent.
- the ratio of the partial pressure of the carbon dioxide to the total pressure is preferably at least 0.9, more preferably at least 0.95 and particularly preferably at least 0.98.
- the blowing agent is preferably prepared before, before filling in the inventive pressure vessel.
- a liquid phase comprising a selected from the polyethylene glycols and their (C 1 -C 4 ) monoethers their (C 1 -C 4 ) diethers selected compound, be subjected to carbon dioxide (if desired, the pressure reactor before Be charged with carbon dioxide evacuated to remove air debris).
- the propellant is allowed to equilibrate, which can be checked by adjusting the pressure constancy.
- the function (1a) can be determined experimentally by means of a simple measuring apparatus for each pressure vessel and propellant according to the invention (see below in the description of FIGS. 7 and 8th ).
- the value pairs P, ⁇ V thus obtained can be plotted as P (y-axis) against ⁇ V (x-axis), giving a curve according to formula (1b); they can also be plotted as ⁇ V (y-axis) versus P (x-axis), giving a curve according to formula (1a).
- the temperature dependence of the pressure in the propellant chamber of the pressure vessel according to the invention is surprisingly relatively low. This is attributed to the fact that the pressure in the gas phase, which increases with increasing temperature, is partially compensated for by the likewise increasing temperature absorption of the carbon dioxide in the liquid phase, which leads to a reduction in the amount of carbon dioxide in the gas phase.
- FIGS. 4 to 6 show this as an example for PEG 300 ( 4 and 5 ) and PEG dibutyl ether ( Fig. 6 ).
- T ⁇ 25 ° C there is a pressure change of ⁇ 2bar. Below and above this temperature jump, the pressure is relatively constant as a function of temperature. The jump in pressure at T ⁇ 25 ° C takes place independently of the amount of dissolved carbon dioxide and, consequently, independent of the absolute value of the pressure at T ⁇ 25 ° C.
- the pressure vessels according to the invention have a separating part which is capable of variably subdividing the interior of the pressure vessel into a propellant chamber and a storage chamber.
- separating member are all means that are used in prior art pressure vessels with divided interior, such as in pressure vessels of the type mentioned "bag-in- ⁇ -can", "can-in- ⁇ -can” or the type with movable piston .
- the materials for the separator are not critical, as far as they do not dissolve in the respective polyethylene glycol and / or mono- or diethers of polyethylene glycol.
- Materials for membrane-type parting agents are, for example, flexible plastics which have been rendered insoluble by crosslinking, for example vulcanized rubbers or latex, or crosslinked polyesters or polyetherpolyesters.
- the separator should, because of the use of the liquid phase in the propellant, be capable of liquid-tight partitioning between the reservoir and the propellant chamber.
- the separating part also forms a gas-tight barrier between the storage chamber and the propellant chamber.
- the separating part is preferably designed as a movable piston or as an expandable and / or foldable inner bag.
- the pressure vessel according to the invention can also have a valve and a spray head, so that the material can be released into the environment in a controlled manner by actuating the spray head and the valve.
- the pressure vessel according to the invention is then preferably an aerosol container or a spray can.
- it may also be a cartridge which does not yet have an outlet valve and in which only by clamping in a removal device, a hole in the container wall pricked and this is closed at the same time with a sampling valve.
- the term "at least a portion of the length of the central axis” as used in the claims preferably means at least 50% by length, based on the total length of the central axis of the interior.
- the term "center axis” is understood to mean the longest straight line which can be laid inside the interior and which is defined by the two geometric penetration points of this line through the inside of the wall of the interior; in rotationally symmetric internal spaces, the central axis is the axis of rotation.
- the total length of the central axis is defined in all cases by the two geometric fürstossfrac the central axis through the inside of the wall of the interior.
- the term "at least a portion of the interior” as used in the claims preferably means at least 70 percent by volume based on the total volume of the interior.
- the interior has in all embodiments of the pressure vessel according to the invention preferably over at least part of the length of the central axis of the interior of rotationally symmetrical, in particular cylindrical shape.
- the good that can be filled in the inventive pressure vessel is a at the temperature at which the inventive pressure vessel is used, gaseous, liquid material or a finely divided dry or suspended in a liquid Good, as in the prior art pressure vessels, in particular previously known aerosol containers, is used.
- finely divided is in the frame understood the present application that the finely divided material can be sprayed through a conventional spray nozzle.
- the term "finely divided” is preferably understood as meaning a particle size which is from about 0.1 ⁇ m to about 100 ⁇ m particle diameter (measured as "mass median aerodynamic diameter" MMAD). In a particularly preferred embodiment, "finely divided” also means a particle size in an inhalable size range of about 1 to about 6 ⁇ m.
- the pressure vessels according to the invention can be produced and filled in analogy to previously known pressure vessels.
- the embodiments for valves and spray heads, which are used for the inventive pressure vessel analogous to the prior art pressure vessels, such as the type mentioned "bag-in-a-can" be.
- the blank can be made of a pressure-resistant thermoplastic, such as acrylonitrile / butadiene / styrene copolymer, polycarbonate or a polyester such as polyethylene terephthalate, or preferably a metal sheet such as stainless steel sheet or aluminum sheet.
- the blank preferably has the shape of a cylinder, which can be tapered in the direction of its upper cover surface with rounding.
- the production of this blank can be done in a conventional manner by injection molding (plastic containers) or by cold or optionally hot extrusion (in metal containers).
- blowing agents which can be used in the pressure vessels according to the invention are themselves new and are therefore also the subject of the present invention. These are blowing agents consisting of: a) a gas phase comprising carbon dioxide, and b) a liquid phase comprising more than 90% by weight, based on the liquid phase, of a polyethylene glycol and dissolved carbon dioxide, with the proviso that the compound is not polyethylene glycol 400.
- FIGS. 7 and 8th show the measured dependence of the pressure P in the propellant chamber of inventive aerosol containers (spray cans) as a function of sprayed Volume ⁇ V.
- the respective still carbon dioxide-free liquid phase was in a mixing cylinder, which withstands a maximum pressure of 10 bar, presented and sealed.
- the liquid phase was treated with CO 2 via a plug valve with integrated tap.
- CO 2 was admitted until a pressure of 10 bar was in the mixing cylinder.
- the valve was closed and the measuring cylinder shaken vigorously until the pressure remained constant even with shaking. Subsequently, CO 2 was admitted again. This process was repeated until the desired pressure in the mixing cylinder was not exceeded even after shaking.
- the previously prepared blowing agent containing about 5 weight percent carbon dioxide was pumped without gas phase with a pump in the filling machine ("Pamasol" product filler) and filled into commercial cans with inner bag.
- the nominal volume of the cans was 118 ml each, the volume of their inner bag was 60 ml and the filled amount of propellant was 12 g per can.
- water was filled into the inner bag with the product filler. The final initial pressure in the cans is in the FIGS. 7 and 8th visible as y-intercept.
Landscapes
- Chemical & Material Sciences (AREA)
- Dispersion Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Containers And Packaging Bodies Having A Special Means To Remove Contents (AREA)
- Medicinal Preparation (AREA)
- Cosmetics (AREA)
- Agricultural Chemicals And Associated Chemicals (AREA)
- Carbon And Carbon Compounds (AREA)
Description
- Die vorliegende Erfindung betrifft Druckbehälter, insbesondere Aerosolbehälter, bei denen das Treibmittel und das unter Druck stehende Gut in voneinander getrennten Kammern vorliegen.
- Die oben erwähnten Druckbehälter mit getrennten Kammern weisen gegenüber gewöhnlichen, einkammerigen Druck- oder Aerosolbehältern den Vorteil auf, dass sie in jeder räumlichen Orientierung zur Abgabe des Gutes befähigt sind, ohne dass der Behälter zunächst geschüttelt werden muss. Ein weiterer Vorteil dieser zweikammerigen Behälter ist, dass keine Rücksicht genommen werden muss auf allfällige chemische Unverträglichkeiten zwischen Treibmittel und dem Gut.
- Beispiele für solche Behälter sind einerseits die Sprühbehälter, die im Inneren einen flexiblen Beutel mit dem zu versprühenden Gut enthalten, und wobei das Treibmittel den Zwischenraum zwischen diesem Beutel und dem eigentlichen Behälter ausfüllt. Mit zunehmender Leerung des Behälters von zu versprühendem Gut wird der Beutel durch die Einwirkung des Treibmittels zusammengedrückt und sorgt so dafür, dass der noch vorhandene Rest des zu versprühenden Gutes weiterhin unter Druck steht. Für solche Behälter wird in der Technik oft der Begriff "bag in a can" verwendet. Beispiele für am Anmeldetag der vorliegenden Anmeldung auf dem Markt erhältliche Zweikammerbehälter dieses ersten Typs sind die von der Anmelderin der vorliegenden Anmeldung unter den Handelsbezeichnungen LamiPACK, COMPACK, MicroCOMPACK, und AluCOMPACK vertriebenen Behälter. Weitere Beispiele sind die Behälter der Marke BiCan® von der Crown Aerosols (England), die von der Firma EP Spray Systems SA (Schweiz) unter der Handelsbezeichnung "EP Spray" vertriebenen Behälter, sowie die von der United States Can Company unter der Marke Sepro® erhältlichen Behälter.
- Ein weitere Kategorie solcher Behälter sind diejenigen, die in der Technik unter dem Begriff "can-in-a-can" bekannt sind. Hier ist anstelle des flexiblen Beutels eine zweite, innere Dose vorgesehen, die sich unter der Einwirkung des Treibmittels und mit zunehmender Entleerung allmählich zusammenfaltet.
- Eine weitere Kategorie von Zweikammerbehältern sind die Behälter, bei denen das Treibmittel von unten auf einen sich im Behälter befindenden, beweglichen Kolben drückt. Dieser Kolben ist typischerweise zunächst in der Nähe des Behälterbodens angebracht; das Treibmittel befindet sich im Hohlraum zwischen Behälterboden und Kolben. Das zu versprühende Gut befindet sich oberhalb des Kolbens im restlichen Hohlraum des Behälters. Mit zunehmender Leerung des Behälters vom zu versprühenden Gut gleitet der Kolben durch die Einwirkung des Treibmittels innerhalb des Behälters nach oben und sorgt so dafür, dass der noch verbleibende Anteil des zu versprühenden Guts weiterhin unter Druck steht. Solche kolbenhaltigen Druckbehälter werden etwa von der United States Can Company vertrieben.
- Die in den vorstehend beschriebenen Zweikammerbehältern eingesetzten Treibmittel sind typisch gasförmiges Kohlendioxid, Luft, Stickstoff, Flüssiggase wie etwa Propan und Butan, Fluor-Chlor-Kohlenwasserstoffe oder Fluorkohlenwasserstoffe.
- In einem Artikel ("ACS Symposium Series, 2002, Seiten 166-180) wurde im Hinblick auf die Bereitstellung von Lösungsmitteln für die katalytische Reduktion von Kohlendioxid (im Hinblick auf die Verringerung von Treibhausgasen) die Löslichkeit von Kohlendioxid in PEG 400 bestimmt.
- In einem anderen Artikel ("Canadian Journal of Chemical Engineering" 83(2), 2005, Seiten 358-361) wurde, ebenfalls im Hinblick auf die Verringerung des Treibhausgases Kohlendioxid, die Löslichkeit von Kohlendioxid in verschiedenen Ethern von verschiedenen Polyethylenglykolen untersucht.
- Aufgabe der vorliegenden Erfindung ist die Bereitstellung eines verbesserten Druckbehälters der eingangs erwähnten Art.
- Die Aufgabe wird erfindungsgemäss gelöst durch einen Druckbehälter zur Aufnahme eines unter Druck stehenden gasförmigen, flüssigen oder feinteiligen Gutes, umfassend eine Wand mit einer Wandinnenseite, die einen Innenraum des Druckbehälters definiert; ein sich in dem Innenraum befindendes Trennteil, das den Innenraum in eine Vorratskammer und in eine Treibmittelkammer unterteilt, wobei die Vorratskammer das Gut umfasst und die Treibmittelkammer ein Treibmittel umfasst, wobei das Trennteil zur flüssigkeitsdichten Unterteilung in Vorratskammer und Treibmittelkammer und, unter Einwirkung des Treibmittels, zur Variierung des Volumenverhältnisses zwischen Vorratskammer und Treibmittelkammer zugunsten der Treibmittelkammer befähigt ist;
wobei der Druckbehälter dadurch gekennzeichnet ist, dass das Treibmittel besteht aus: - a) einer Gasphase, die Kohlendioxid umfasst, und
- b) einer flüssigen Phase, die eine aus den Polyethylenglykolen und ihren ihren (C1-C4) Monoethern und (C1-C4) Diethern ausgewählte Verbindung und darin gelöstes Kohlendioxid umfasst.
- Bevorzugte Ausführungsformen des Druckbehälters und weitere Gegenstände der Erfindung ergeben sich aus den Ansprüchen.
-
- Fig. 1
- zeigt einen erfindungsgemässen Druckbehälter mit beweglichem Kolben in zwei unterschiedlichen Füllzuständen.
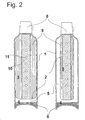
- Fig. 2,3
- zeigen zwei weitere erfindungsgemässe Druckbehälter mit Innenbeutel in jeweils zwei unterschiedlichen Füllzuständen.
- Fig. 4,5,6
- zeigen bei erfindungsgemässen Druckbehältern die Abhängigkeit des Drucks in der Treibmittelkammer von der Temperatur, wenn von drei verschiedene Ausgangsdrücken bei 25°C ausgegangen wird.
- Fig. 7,8
- zeigen bei erfindungsgemässen Druckbehältern die Abhängigkeit des Drucks in der Treibmittelkammer vom versprühten Volumen des zu versprühenden Gutes.
- Die erfindungsgemässen Druckbehälter umfassen ein Treibmittel mit einer flüssigen Phase, die ein Polyethylenglykol und/oder einen (C1-C4)Monoether und/oder einen C1-C4)Diether eines Polyethylenglykols umfasst. Die Polyethylenglykole oder ihre Ether können als Reinsubstanzen vorliegen; in der Regel sind die Polyethylenglykole oder ihre Ether jedoch, herstellungsbedingt, Gemische von Verbindungen mit unterschiedlichen, etwa normalverteilten Molekulargewichten.
- Im Rahmen der vorliegenden Anmeldung werden die Molekulargewichte von Gemischen von Polyethylenglykolen oder ihren Ethern als Massen-Mittelgewichte Mw:

- Das Mw des Polyethylenglykols und/oder des Ethers davon kann in Abhängigkeit von den Umgebungstemperaturen, bei denen der erfindungsgemässe Druckbehälter eingesetzt werden soll, gewählt werden: Bei höheren Umgebungstemperaturen kann ein höhermolekulares Polyethylenglykol und/oder ein höhermolekularer Polyethylenglykolether eingesetzt werden; wobei das Polyethylenglykol bei der gewünschten Umgebungstemperatur flüssig sein sollte. In der folgenden Tabelle sind die typischen Schmelzintervalle einiger repräsentativen, erfindungsgemäss einsetzbaren Polyethylenglykole in Abhängigkeit von ihrem Molekulargewicht aufgeführt:
Mw des Polyethylenglykols Schmelzintervall (°C) 200 -65 bis -50 300 -15 bis -10 400 -6 bis 8 600 17 bis 22 - Wenn die Umgebungstemperatur, bei denen der erfindungsgemässe Druckbehälter eingesetzt werden soll, im Bereich etwa der Raumtemperatur ist, also von etwa 0°C bis etwa 40°C, kann das Mw des Polyethylenglycols und/oder Polyethylenglycolmonoethers und/oder Polyethylenglycoldiethers bevorzugt im Bereich von 200 bis 600 Dalton, eher bevorzugt im Bereich von etwa 250 bis etwa 390 Dalton liegen; besonders bevorzugt ist es etwa 300 Dalton.
- Beispiele für Polyethylenglycolmonoether und Polyethylenglycoldiether sind etwa die in der eingangs erwähnten Referenz von "Canadian Journal of Chemical Engineering" in Tabelle 1 aufgeführten Verbindungen. Bevorzugt werden Diether verwendet.
- Die flüssige Phase des Treibmittels kann gewünschtenfalls ein Cosolvens enthalten. Solche Cosolventien können etwa Frostschutzmittel wie etwa Dipropylenglycol oder Ethylenglycol sein; es können auch viskositätsverändernde Zusätze wie etwa Wasser sein; es können auch Schaumhemmer wie etwa N-Octanol sein. Diese Cosolventien werden, wenn sie vorhanden sein sollen, bevorzugt in Mengen von 0,1 bis 5 Gewichtsprozenten, bezogen auf die flüssige, noch kohlendioxidfreie Phase, zugegeben.
- In einer ersten bevorzugten Ausführungsform enthält die flüssige Phase nur gerade ein Polyethylenglycol mit Mw in den oben angegebenen Bereichen, gewünschtenfalls in Kombination mit einem der oben erwähnten Cosolventien.
- In einer anderen bevorzugten Ausführungsform der Erfindung enthält die flüssige Phase nur gerade ein Polyethylenglycoldiether mit Mw in den oben angegebenen Bereichen, gewünschtenfalls in Kombination mit einem der oben erwähnten Cosolventien. Der Polyethylenglycoldiether ist besonders bevorzugt ein Polyethylenglykol-1,4-dibutylether, etwa das von der Clariant vertriebene "Polyglycol BB 300".
- Der summierte Gehalt an Polyethylenglykol und Polyethylenglykolmono- und -diethern und darin gelöstem Kohlendioxid beträgt in der flüssigen Phase des Treibmittels bevorzugt mindestens 90 Gewichtsprozente, bezogen auf die flüssige Phase, eher bevorzugt mindestens 95 Gewichtsprozente.
- In der Gasphase des erfindungsgemässen Treibmittels beträgt das Verhältnis von Partialdruck des Kohlendioxids zum Gesamtdruck bevorzugt mindestens 0,9, eher bevorzugt mindestens 0,95 und besonders bevorzugt mindestens 0,98.
- Das Treibmittel wird bevorzugt vorgängig, vor dem Einfüllen in den erfindungsgemässen Druckbehälter hergestellt. Dabei kann in einem Druckreaktor mit Manometer eine flüssige Phase, die eine aus den Polyethylenglykolen und ihren (C1-C4)Monoethern ihren (C1-C4) Diethern ausgewählte Verbindung umfasst, mit Kohlendioxid beaufschlagt werden (gewünschtenfalls kann der Druckreaktor vor dem Beaufschlagen mit Kohlendioxid evakuiert werden, um Luftreste zu entfernen). Vorzugsweise unter Rühren oder Schütteln lässt man das Treibmittel äquilibrieren, was anhand des Einstellens der Druckkonstanz überprüft werden kann.
- Für den Anfangsdruck im erfindungsgemässen Druckbehälter spielt es keine Rolle, in welchem Verhältnis flüssige Phase zu Gasphase das Treibmittel in die Treibmittelkammer eingefüllt wird; der Anfangsdruck in der Kammer ist gleich dem Druck, mit dem das Treibmittel in die Kammer eingefüllt wird. Der Druckabfall in der Treibmittelkammer mit zunehmendem versprühten Volumen ΔV ist aber vom Anfangsvolumen der flüssigen Phase und vom gesamten Treibmittel (d.h. vom Anfangsvolumen der Treibmittelkammer), von den Molzahlen aller Bestandteile des Treibmittels (diese bestimmen auch das Verhältnis flüssige Phase zu Gasphase) und von der Temperatur abhängig:

worin - VTO das Anfangsvolumen des gesamten Treibmittels, d.h. das Anfangsvolumen der Treibmittelkammer ist;
- Ng die gesamte, über die flüssige Phase und die Gasphase des Treibmittels summierte Molzahl des Kohlendioxids ist (bleibt konstant, da bei den erfindungsgemässen Druckbehältern kein Kohlendioxid abgegeben wird);
- N1 die Summe der Molzahlen aller flüssigen Bestandteile (Polyethylenglycol, Polyethylenglycolmonoether, Polyethylenglycoldiether und Cosolventien) der flüssigen Phase des Treibmittels ist (bleibt konstant, da bei den erfindungsgemässen Druckbehältern keine flüssige Phase abgegeben wird); und
- T die absolute Temperatur ist.
- Die Funktion (1a) lässt sich anhand einer einfachen Messapparatur für jeden erfindungsgemässen Druckbehälter und jedes Treibmittel experimentell bestimmen (siehe unten bei der Beschreibung der
Figuren 7 und8 ). - Wenn das im Treibmittel vorhandene Gas als reines Kohlendioxid angenommen wird und die flüssigen Bestandteile des Treibmittels als nichtflüchtig angenommen werden, lässt sich die Umkehrfunktion (1b):

- a) Bei den in den erfindungsgemässen Druckbehältern typischerweise vorkommenden Drücken und Temperaturen lässt sich die Gleichgewichtsverteilung des Kohlendioxides zwischen Gasphase und flüssiger Phase anhand der folgenden Formel abschätzen:

worin- PCO2 der Partialdruck des Kohlendioxids in der Gasphase des Treibmittels ist,
- x CO2 der Molenbruch des Kohlendioxids in der flüssigen Phase des Treibmittels ist, und
- H und H 0 für die jeweilige flüssige Phase und Temperatur charakteristische Konstanten sind.
Figur 3 etwa -0,5 MPa). In den zur vorliegenden Anmeldung führenden Arbeiten wurde bei 25°C für PEG mit Mw 300 für H = 32,8 MPa und für H0 = -0,39 MPa gefunden. - b) Der in (2) verwendete Molenbruch xCO
2 ist definiert als:

worin- lng die Molzahl des Kohlendioxids in der flüssigen Phase des Treibmittels ist;
- gng die Molzahl Kohlendioxid in der Gasphase des Treibmittels ist; und
- Ng und N1 die oben angegebene Bedeutung haben.
- c) Wenn man (2) und (3b) kombiniert und nach gng auflöst erhält man:

- d) Die Van-der-Waals-Gleichung lautet:

worin- P und gng wie oben definiert sind;
- gV das Volumen der Gasphase ist;
- R die universelle Gaskonstante ist; und
- a und b die Van-der-Waals-Koeffizienten des Kohlendioxids sind; d.h. 3,96 × 10-1 Pa m3 und 42,69 × 10-6 m3/mol.
- e) Das Volumen 1 V der flüssigen Phase des Treibmittels wird approximiert als:


worin- 1V0 das Volumen der noch kohlendioxidfreien flüssigen Phase des Treibmittels ist (dieser Wert ist eine Konstante); und
- Ng, gng, 1ng und b die oben angegebene Bedeutung halben.
Bei Formeln (6a) und (6b) ist angenommen, dass die flüssige Phase inkompressibel ist, d.h. dass die Volumenänderung der flüssigen Phase nur durch Aufnahme oder Abgabe von Kohlendioxid erfolgt. Des Weiteren ist angenommen, dass zwischen gelöstem Kohlendioxid und den Molekülen der flüssigen Phase keine Interaktionen stattfinden, die zu einer zusätzlichen Volumenänderung führen würden. - f) Das gesamte versprühte Volumen ΔV, das in (1a) und (1b) vorkommt, ist:

worin lV, gV und V T0 die oben angegebene Bedeutung haben. - g) Die in den Formeln (1a) , (1b) ,(3a), (3b) und (4) vorkommende Gesamtzahl der Mole N1 in der flüssigen Phase (noch ohne Kohlendioxid, konstant) lässt sich nach der folgenden Formel (8):

- m (PEG) , m (PEGMonoether) bzw. m (PEGDiether) die frei wählbaren Massen des Polyethylenglykols bzw. Polyethylenglykolmonoethers bzw. Polyethylenglykoldiethers sind;
- Mw(PEG), Mw(PEGMonoether) bzw. Mw (PEGDiether) die Massen-Mittelgewichte des Polyethylenglykols, Polyethylenglykolmonoethers bzw. Polyethylenglykoldiethers sind (die sich wie vorstehend beschrieben bestimmen lassen); und
- n1 die Molzahl der optionalen weiteren Cosolventien sind.
- h) Die in den Formeln (1a), (1b), (3b), (4) und (6b) vorkommende gesamte, über die flüssige Phase und die Gasphase des Treibmittels summierte Molzahl Ng des Kohlendioxids (konstant) lässt sich dabei gemäss der folgenden Formel (9):

- r die einzige reelle und positive Lösung der kubischen Gleichung

- VT0, 1V0, a, b, H und H0 die oben angegebene Bedeutung haben.
- r die einzige reelle und positive Lösung der kubischen Gleichung
- Zur Bestimmung einer Kurve gemäss Formel (1b) werden vorgängig mittels der Formeln (8) bzw. (9) das N1 bzw. das Ng bestimmt. Dann wird für jedes zu bestimmende Wertepaar P, ΔV dieser Kurve wie folgt vorgegangen:
- a) Es wird ein Druck P gewählt, der in einem für den erfindungsgemässen Druckbehälter typischen Bereich liegt; dieser Druck sollte nicht grösser sein als der für Formel (9) gewählte Anfangsdruck P0 ;
- b) mit diesem P wird mittels Formel (4) gng berechnet;
- c) mit P und gng wird mittels Formel (5) gV bestimmt, indem Formel (5) zu einer kubischen Gleichung in gV umgewandelt und gV als die einzige reelle und positive Lösung dieser ungewandelten Gleichung bestimmt wird;
- d) mit g ng wird mittels Formel (6b) 1V bestimmt;
- e) mit gV und 1V wird mittels Formel (7) das zu P gehörige ΔV bestimmt.
- Die so erhaltenen Wertepaare P, ΔV können als P (y-Achse) gegen ΔV (x-Achse) aufgetragen werden, was eine Kurve gemäss Formel (1b) ergibt; sie können auch als ΔV (y-Achse) gegen P (x-Achse) aufgetragen werden, was eine Kurve gemäss Formel (1a) ergibt.
- Die Temperaturabhängigkeit des Druckes in der Treibmittelkammer des erfindungsgemässen Druckbehälters ist überraschenderweise relativ gering. Dies wird darauf zurückgeführt, dass der mit steigender Temperatur zunehmende Druck in der Gasphase durch die ebenfalls mit der Temperatur ansteigende Absorption des Kohlendioxids in der flüssigen Phase, die zu einer Verringerung der Kohlendioxidmenge in der Gasphase führt, teilweise kompensiert wird.
Figuren 4 bis 6 zeigen dies beispielhaft für PEG 300 (Fig. 4 und 5 ) und PEG-Dibutylether (Fig. 6 ). Bei T~25°C gibt es eine Druckänderung von ~ 2bar. Unterhalb und oberhalb dieses Temperatursprungs ist der Druck als Funktion der Temperatur relativ konstant. Der Sprung des Druckes bei T~25°C findet unabhängig von der Menge des gelösten Kohlendioxids und demzufolge unabhängig vom absoluten Wert des Drucks bei T~25°C statt. - Die erfindungsgemässen Druckbehälter weisen ein Trennteil auf, das zur variablen Unterteilung des Innenraums des Druckbehälters in eine Treibmittelkammer und eine Vorratskammer befähigt ist. Als solches Trennteil eignen sich sämtliche Mittel, die in vorbekannten Druckbehältern mit unterteiltem Innenraum, etwa in Druckbehältern des eingangs erwähnten Typs "bag-in-α-can", "can-in-α-can" oder des Typs mit beweglichem Kolben eingesetzt werden. Die Materialien für das Trennteil sind unkritisch, soweit sie sich nicht in dem jeweiligen Polyethylenglykol und/oder Mono- oder Diether des Polyethylenglykols lösen. Materialien für membranartige Trennteile sind etwa flexible, durch Vernetzung unlöslich gemachte Kunststoffe, etwa vulkanisierte Gummis oder Latex, oder quervernetzte Polyester oder Polyetherpolyester. Geeignet sind auch Laminatfolien oder reine Metallfolien, etwa aus Aluminium. Das Trennteil sollte, wegen der Verwendung der flüssigen Phase beim Treibmittel, zur flüssigkeitdichten Unterteilung zwischen Vorratskammer und Treibmittelkammer befähigt sein. Bevorzugt bildet das Trennteil auch eine gasdichte Barriere zwischen Vorratskammer und Treibmittelkammer. Bevorzugt ist bei den erfindungsgemässen Druckbehältern das Trennteil als ein beweglicher Kolben oder als ein dehnbarer und/oder faltbarer Innenbeutel ausgebildet.
- Der erfindungsgemässe Druckbehälter kann auch ein Ventil und einen Sprühkopf aufweisen, so dass das Gut durch Betätigen des Sprühkopfs und des Ventils kontrolliert an die Umgebung abgegeben werden kann. Der erfindungsgemässe Druckbehälter ist dann bevorzugt ein Aerosolbehälter oder eine Sprühdose. Als Alternative kann er auch eine Kartusche sein, die noch kein Auslassventil aufweist und bei der erst durch Einspannen in eine Entnahmevorrichtung ein Loch in die Behälterwand gestochen und dieses gleichzeitig mit einem Entnahmeventil verschlossen wird.
- Der Begriff "mindestens ein Teil der Länge der Mittelachse", wie er in den Ansprüchen verwendet wird, bedeutet bevorzugt mindestens 50 Längenprozent, bezogen auf die Gesamtlänge der Mittelachse des Innenraums. Als "Mittelachse" wird im Fall eines nicht rotationssymmetrischen Innenraums die längstmögliche gerade Linie verstanden, die innerhalb des Innenraums gelegt werden kann und die durch die beiden geometrischen Durchstosspunkte dieser Linie durch die Innenseite der Wand des Innenraums definiert ist; bei rotationsymmetrischen Innenräumen ist die Mittelachse die Rotationsachse. Die Gesamtlänge der Mittelachse ist in allen Fällen durch die beiden geometrischen Durchstosspunkte der Mittelachse durch die Innenseite der Wand des Innenraums definiert. Der Begriff "mindestens ein Teil des Innenraums", wie er in den Ansprüchen verwendet wird, bedeutet bevorzugt mindestens 70 Volumenprozent, bezogen auf das Gesamtvolumen des Innenraums.
- Der Innenraum weist bei allen Ausführungsformen des erfindungsgemässen Druckbehälters bevorzugt über mindestens einen Teil der Länge der Mittelachse des Innenraums rotationssymmetrische, insbesondere zylindrische Form auf.
- Das Gut, das in die erfindungsgemässen Druckbehälter eingefüllt werden kann, ist ein bei der Temperatur, bei dem der erfindungsgemässe Druckbehälter eingesetzt wird, gasförmiges, flüssiges Gut oder ein feinteiliges trockenes oder in einer Flüssigkeit suspendiertes Gut, wie es auch in den vorbekannten Druckbehältern, insbesondere vorbekannten Aerosolbehältern, verwendet wird. Als "feinteilig" wird im Rahmen der vorliegenden Anmeldung verstanden, dass das feinteilige Gut über eine übliche Sprühdüse versprüht werden kann. Bevorzugt wird unter "feinteilig" eine Partikelgrösse verstanden, die von etwa 0.1 µm bis etwa 100 µm Teilchendurchmesser (gemessen als "Mass Median Aerodynamic Diameter" MMAD) verstanden. In einer besonders bevorzugten Ausführungsform wird unter "feinteilig" auch eine Partikelgrösse in einem inhalierbaren Grössenbereich von etwa 1 bis etwa 6 µm verstanden.
- Die erfindungsgemässen Druckbehälter können in Analogie zu vorbekannten Druckbehältern hergestellt und befüllt werden. Insbesondere können die Ausgestaltungen für Ventile und Sprühköpfe, die für die erfindungsgemässen Druckbehälter verwendet werden, analog zu den vorbekannten Druckbehältern, etwa des eingangs erwähnten Typs "bag-in-a-can", sein.
- In der Regel geht man von einem aus einem geeigneten Material vorgeformten Behälterrohling aus. Der Rohling kann aus einem druckfesten thermoplastischen Kunststoff, etwa aus Acrylnitril/Butadien/Styrol-Copolymer, Polycarbonat oder einem Polyester wie Polyethylenterephthalat, oder bevorzugt aus einem Metallblech wie etwa rostfreiem Stahlblech oder Aluminiumblech bestehen. Der Rohling weist bevorzugt die Form eines Zylinders auf, der in Richtung zu seiner oberen Deckfläche hin unter Verrundung verjüngt sein kann. Die Herstellung dieses Rohlings kann in an sich bekannter Weise durch Spritzguss (bei Kunststoffbehältern) oder durch Kalt- oder wahlweise Warmfliesspressen (bei Metallbehältern) erfolgen.
- Im Folgenden werden einige beispielhafte Abfüllverfahren beschrieben:
- 1) Ein Druckbehälter, bei dem die Unterteilung zwischen Vorratskammer und Treibmittelkammer durch einen Kolben, eine Membran oder einen Beutel erfolgt, kann befüllt werden, indem ein Behälterrohling, der an seinem oberen Ende noch offen ist und der eine vorzugsweise nach innen gewölbte Bodenfläche mit einer verschliessbaren Öffnung aufweist, verwendet wird (dieses Verfahren ist analog zu dem in der
EP-A-0 017 147 beschriebenen Verfahren). Der Kolben wird durch das noch offene obere Ende des Rohlings bis zu einer gewünschten Tiefe im Behälterrohling, die weitgehend das Volumenverhältnis zwi-, schen Vorratskammer (oberhalb des Kolbens) und Treibmittelkammer (unterhalb des Kolbens) bestimmen wird, eingeführt. Bei dieser Ausführungsform wird der Behälterrohling erst nach dem Einführen des Kolbens verjüngend verrundet, sofern dies erwünscht ist. Anschliessend wird das Gut von oben eingefüllt, so dass es auf den Kolben zu liegen kommt, und die obere Öffnung mit einem Teller, der gewünschtenfalls ein Auslassventil aufwiesen kann, unter Umbördelung mit dem Rand der Öffnung verschlossen. Als letzter Schritt wird durch die Öffnung im Boden des Rohlings das Treibmittel bis zum gewünschten Druck eingefüllt und die Öffnung mit einem geeigneten Stopfen verschlossen. - 2) Ein Druckbehälter, der zur Unterteilung ein Innenbeutel oder eine Membran aufweist, kann wie folgt befüllt werden: Der Innenbeutel oder die Membran wird durch die obere Öffnung eines Behälterrohlings wie bei 1) beschrieben (der aber hier oben bereits verjüngt sein kann) eingeführt und auf dem Rand der Öffnung ringsum dicht festgehalten. Anschliessend wird das Gut von oben durch die obere Öffnung eingefüllt. Dabei wird im Rohling der Innenbeutel durch die Füllung entfaltet oder die Membran gedehnt und so im oberen Teil des Rohlings eine mit dem Gut ausgefüllte Vorratskammer ausgebildet. Anschliessend wird die Öffnung mit dem auf ihrem Rand dicht aufliegenden Teil des Beutels oder der Membran mittels eines Tellers, der wahlweise ein Ventil aufweisen kann, unter Umbördelung gasdicht verschlossen. Zum Schluss wird wiederum durch die Öffnung im Boden des Rohlings das Treibmittel bis zum gewünschten Druck eingefüllt und die Öffnung mit einem geeigneten Stopfen verschlossen.
- 3) Ein Druckbehälter mit Innenbeutel als Trennteil und mit Ventil kann auch ausgehend von einem Behälterrohling hergestellt werden, der einen Boden ohne Öffnung aufweist. Als erster Schritt wird in den Rohling von oben eine vorbestimmte Menge Treibmittel eingefüllt. Dann wird ein Teller, der ein Ventil aufweist und an dem der Innenbeutel oder die Membran bereits gasdicht befestigt ist, auf den Rand des vorgängig mit Treibmittel befüllten Rohlings aufgeflanscht oder aufgebördelt. Der Innenbeutel oder die Membran sind hier noch frei von dem zu versprühenden Gut. Vorzugsweise weist hier der Teller ein mit dem Ventil verbundenes hohles und mit Löchern versehenes Steigrohr auf, auf das der Innenbeutel oder die Membran zunächst aufgelegt oder aufgewickelt ist. Dieses Steigrohr kommt beim Anflanschen oder Anbördeln des Deckels in den Innenraum des Behälterrohlings hinein. Nach dem Anflanschen oder Anbördeln des Tellers wird das Gut durch den Ventilstem mit einem Druck, der grösser ist als der in dem Behälterrohling herrschende Innendruck des Treibmittels, in den Innenbeutel oder die Membran eingefüllt. Wenn das besagte Steigrohr verwendet wird, fliesst das Gut durch den Ventilstem in das Steigrohr und bläht über die in dem Steigrohr vorhandenen Löcher den Innenbeutel auf.
- 4) Ein Druckbehälter mit Innenbeutel oder des Typs "can-in-α-can", mit Ventil, kann wie folgt befüllt werden: Zunächst wird der Innnenbeutel oder die Innendose, die noch unbefüllt oder schon befüllt sein können, in den Innenraum des Behälterrohlings eingebracht. Ein Ventil wird mit seinem Ventilteller allenfalls nur lose, jedenfalls aber nicht flüssigkeitsdicht, auf den Rand des Behälterrohlings aufgesetzt, oder wird in sehr geringem Abstand über dem Rand des Behälterrohlings gehalten. Über den Behälterrohling und den allenfalls lose aufsitzenden Ventilteller wird von oben her eine Füllvorrichtung nach dem Prinzip einer Glocke gestülpt, welche von aussen her fluiddicht an der Aussenwand des Behälterrohlings anliegt, was durch eine entsprechende Dichtung erreicht werden kann. Da der Ventilteller nicht dicht auf dem Rand des Behälterrohlings aufliegt, kann dann mit Hilfe der Füllvorrichtung durch den nicht fluiddichten Spalt zwischen Ventilteller und Rand des Behälterrohlings das unter Druck stehende Treibmittel in den Innenraum des Behälterrohlings eingebracht werden. Nach dem Befüllen des Innenraums mit dem Treibmittel muss der Ventilteller mit dem Rand des Behälterrohlings gasdicht verbunden werden, was typischerweise mit Hilfe einer im Ventilteller angeordneten Dichtung und wiederum durch Umbördeln des Rands des Ventiltellers erfolgt. Ist dies erfolgt, kann, wenn der Innenbeutel oder die Innendose nicht bereits mit dem zu versprühenden Gut befüllt war, das Befüllen mit dem Gut durch den Ventilstem hindurch erfolgen.
- 5) Wenn ein Behälter mit Kolben als Trennteil verwendet wird, kann auch ein zylindrischer Behälterrohling, der oben zu ist und wahlweise bereits ein Ventil aufweist, dessen Boden aber noch offen ist, verwendet werden. Hier wird zunächst in den umgekehrten Behälterrohling eine vorbestimmte Menge des Gutes eingefüllt, dann wird der Kolben bis zu einer gewünschten Tiefe in den Rohling heruntergestossen. Dann wird eine geeignete Menge des Treibmittels eingefüllt und auf das untere Ende des Behälterrohlings unter Druck ein Behälterboden aufgeflanscht.
- Einige der in den erfindungsgemässen Druckbehältern einsetzbaren Treibmittel sind selber neu und sind daher auch Gegenstand der vorliegenden Erfindung. Es handelt sich um Treibmittel, die bestehen aus: a) einer Gasphase, die Kohlendioxid umfasst, und b) einer flüssigen Phase, die mehr als 90 Gewichtsprozente, bezogen auf die flüssige Phase, eines Polyethylenglykols und gelöstes Kohlendioxid umfasst, mit der Massgabe, dass die Verbindung nicht Polyethylenglykol 400 ist.
- Die oben gemachten Aussagen betreffend bevorzugte Molekulargewichtsbereiche und die Gehalte an Polyethylenglykol in der flüssigen Phase sind auch für die erfindungsgemässen Treibmittel anwendbar.
- Unter Bezugnahme auf die Figuren werden nun konkrete Ausgestaltungsformen des erfindungsgemässen Druckbehälters beschrieben.
-
Figur 1 zeigt einen zylindrischen Aerosolbehälter mit einer Aussenwand 1 aus Aluminiumblech, der in seinem Innenraum einen Innenbeutel 2 aufweist, der den Innenraum in eine Vorratskammer 3 und eine Treibmittelkammer 4 unterteilt. Die Treibmittelkammer 4 enthält ein erfindungsgemässes Treibmittel. Dieses besteht aus einer gasförmigen Phase 5 mit einem Gesamtdruck in der Gasphase von typisch etwa 5 bar, wobei das Verhältnis Partialdruck Kohlendioxid zu Gesamtdruck etwa 0,98 betragen kann, und aus einer flüssigen Phase 6, die im Wesentlichen aus Polyethylenglykol mit Mw 300 und darin gelöstem Kohlendioxid besteht. Die Vorratskammer 3 ist mit einem flüssigen Gut 7 gefüllt, das mittels eines üblichen Ventils (in der Figur nicht gezeigt) und mittels eines üblichen Sprühkopfs 8 aus dem Aerosolbehälter versprüht werden kann. Links ist der gefüllte Aerosolbehälter gezeigt, rechts der Aerosolbehälter nach weitgehender Entleerung, wobei sich die Membran 2 nach oben zusammengezogen hat. -
Figur 2 zeigt einen erfindungsgemässen Aerosolbehälter mit einer Aussenwand 1 aus nichtrostendem Stahlblech. Sein Innenraum ist mittels eines Innenbeutels 2 in eine Vorratskammer 3 und eine Treibmittelkammer 4 unterteilt. Die Vorratskammer 3 ist mit einem feinteiligen Gut 9 gefüllt (etwa einem Trockenpulver von inhalierbarer Teilchengrösse). Die Treibmittelkammer 4 enthält ein Treibmittel, das aus einer Gasphase 5 und einer flüssigen Phase 6 besteht. Die Gasphase weist einen Gesamtdruck von typisch etwa 4 bar auf, wobei das Verhältnis Partialdruck Kohlendioxid zu Gesamtdruck etwa 0,99 betragen kann. Die flüssige Phase 6 besteht im Wesentlichen aus PEG mit Mw 250 und darin gelöstem Kohlendioxid. Bei dieser Ausführungsform weist der Innenbeutel 2 in seinem Inneren ein hohles Steigrohr 10 mit Durchtrittsöffnungen 11 auf. Beim Komprimieren und/oder Zusammenfalten des Innenbeutels 2 (rechte Seite derFigur 2 ) wird das zu versprühende Gut 9 durch die Öffnungen 11 in das Steigrohr 10 gedrückt; das Steigrohr 10 führt zu dem im Inneren des Sprühkopfs 8 angeordneten nicht sichtbaren Ventil. -
Figur 3 zeigt einen erfindungsgemässen Aerosolbehälter mit einer Aussenwand 1 aus nichtrostendem Stahlblech. Der Innenraum des Aerosolbehälters ist mittels eines Kolbens 12, der etwa aus PVC bestehen kann, in eine Vorratskammer 3 und eine Treibmittelkammer 4 unterteilt. Diese Ausführungsform des Aerosolbehälters weist über mindestens einen Teil der Länge der Mittelachse einen konstant geformten, vorzugsweise zylindrischen Querschnitt auf. In der Figur ist die Mittelachse als gestrichelte Linie gezeigt. Der Kolben 12 ist passgenau zum Querschnitt des Innenraums. Die Vorratskammer enthält ein flüssiges zu versprühendes Gut 7. Die Treibmittelkammer 4 enthält ein Treibmittel, das aus einer Gasphase 5 und einer flüssigen Phase 6 besteht. Die Gasphase weist einen Gesamtdruck von typisch etwa 4 bar auf, wobei das Verhältnis Partialdruck Kohlendioxid zu Gesamtdruck etwa 0,95 betragen kann. Die flüssige Phase 6 besteht im Wesentlichen aus dem Dibutylether eines Polyethylenglykols, der ein Mw von etwa 350 aufweist, und darin gelöstem Kohlendioxid. Auf dem Kopf des Aerosolbehälters ist ein Sprühkopf 8 angebracht, der in seinem Inneren ein Auslassventil aufweist (in der Figur nicht gezeigt). Rechts ist inFigur 3 gezeigt, wie das Volumen der Vorratskammer 3 sich durch Heraufschieben des Kolbens 12 sich verringert hat. -
Figuren 4 bis 6 zeigen die Abhängigkeit des Drucks in der Treibmittelkammer von der Temperatur, wenn die flüssige Phase PEG mit Mw 300 oder PEG-Dibutylether enthält. Für diese Messungen wurden als simulierte Treibmittelkammer plastifizierte Glasflaschen von 100 ml Volumen verwendet. Diese wurden zunächst geclincht und evakuiert, in die evakuierten Glasflaschen wurde die flüssige, noch kohlendioxidfreie Phase des Treibmittels (etwa 10 g) mit einer Spritze injiziert. Anschliessend wurde unter Schütteln die gewünschte Menge CO2 von der Gasflasche in die Glasflaschen gegeben, bis nach Äquilibrierung bei 25°C der gewünschte Ausgangsdruck erzielt war. Es wurden drei verschiedene Ausgangsdrücke gewählt (Figur 4: 2,5 bar;Figur 5 : ca. 5 bar;Figur 6: 7 bar). Der Druck wurde bei verschiedenen Temperaturen gemessen. -15°C wurde in einer Salzlösung, die zuvor im Tiefkühler gekühlt wurde, erreicht. 8°C wurden durch Äquilibrierenlassen im Kühlschrank erzielt. Auf die Temperaturen von 20°C, 25°C, 30°C, 40°C und 50°C wurden die Glasflaschen jeweils in einem Wasserbad temperiert. Der nach Äquilibrierung vorhandene Druck wurde mittels eines Handmanometers gemessen. - Derselbe experimentelle Versuchsaufbau wie für die Figuren 4 bis 6 verwendet erlaubt es auch, bei gegebener, konstanter Temperatur die Abhängigkeit des Drucks in der Gasphase von der Gesamtmenge des zugeführten Kohlendioxids zu bestimmen. So wurde etwa für PEG 300 bei 25°C gefunden:
P (T=25°C) [bar] 3 4,75 7 wt % ( CO2) 1,6 2,8 4,0 xCO 2 0,0998 0,1641 0,2212 - Mit den P / xCO
2 - Werten aus der obigen Tabelle lässt sich für PEG 300 mittels linearer Regression das H und H0 für die oben erwähnte Formel (2) bestimmen. -
Figuren 7 und8 zeigen die gemessene Abhängigkeit des Drucks P in der Treibmittelkammer von erfindungsgemässen Aerosolbehältern (Sprühdosen) in Abhängigkeit von versprühten Volumen ΔV. Die jeweilige noch kohlendioxidfreie flüssige Phase wurde in einem Mischzylinder, der einem Maximaldruck von 10 bar standhält, vorgelegt und verschlossen. Über ein Steckventil mit integriertem Hahn wurde die flüssige Phase mit CO2 versetzt. Um die flüssige Phase vollständig mit CO2 zu sättigen, wurde CO2 eingelassen, bis ein Druck von 10 bar im Mischzylinder war. Das Ventil wurde verschlossen und der Messzylinder kräftig geschüttelt bis der Druck auch unter Schütteln konstant blieb. Anschliessend wurde wieder CO2 eingelassen. Dieser Vorgang wurde wiederholt, bis der gewünschte Druck im Mischzylinder auch nach dem Schütteln nicht unterschritten wurde. Anschliessend wurde das so vorgängig hergestellte Treibmittel, das etwa 5 Gewichtsprozent Kohlendioxid enthielt, ohne Gasphase mit einer Pumpe in die Abfüllmaschine ("Pamasol" Produktfüller) gepumpt und in handelsübliche Dosen mit Innenbeutel abgefüllt. Das Nennvolumen der Dosen betrug je 118 ml, das Volumen ihres Innenbeutels betrug 60 ml, und die abgefüllte Menge Treibmittel war 12 g pro Dose. Zur Simulierung eines zu versprühenden Doseninhalts wurde mit dem Produktfüller Wasser in den Innenbeutel gefüllt. Der schlussendliche Anfangsdruck in den Dosen ist in denFiguren 7 und8 als y-Achsenabschnitt sichtbar. Anschliessend wurde das Wasser aus der Dose versprüht und der Druck als Funktion des Massenverlusts der Spraydose gemessen (1 g Massenverlust = 1 ml versprühtes Volumen) und grafisch aufgetragen.
Claims (19)
- Druckbehälter zur Aufnahme eines unter Druck stehenden gasförmigen, flüssigen oder feinteiligen Gutes (7, 9), umfassend eine Wand (1) mit einer Wandinnenseite, die einen Innenraum des Druckbehälters definiert; ein sich in dem Innenraum befindendes Trennteil (2, 12), das den Innenraum in eine Vorratskammer (3) und in eine Treibmittelkammer (4) unterteilt, wobei die Vorratskammer das Gut (7, 9) umfasst und die Treibmittelkammer (4) ein Treibmittel umfasst, wobei das Trennteil (2, 12) zur flüssigkeitsdichten Unterteilung in Vorratskammer (3) und Treibmittelkammer (4) und, unter Einwirkung des Treibmittels, zur Variierung des Volumenverhältnisses zwischen Vorratskammer (3) und Treibmittelkammer (4) zugunsten der Treibmittelkammer (4) befähigt ist;
wobei der Druckbehälter dadurch gekennzeichnet ist, dass das Treibmittel besteht aus:a) einer Gasphase (5), die Kohlendioxid umfasst, undb) einer flüssigen Phase (6), die eine aus den Polyethylenglykolen und ihren (C1-C4)Monoethern und (C1-C4)Diethern ausgewählte Verbindung und darin gelöstes Kohlendioxid umfasst. - Druckbehälter nach Anspruch 1, wobei das Trennteil ein dehnbarer und/oder faltbarer Innenbeutel (2) ist, der durch Kontraktion und/oder Zusammenfalten zur Variierung des Volumenverhältnisses zwischen Vorratskammer (3) und Treibmittelkammer (4) befähigt ist.
- Druckbehälter nach Anspruch 1, wobei der Innenraum eine Mittelachse und über mindestens einen Teil der Länge dieser Mittelachse, der zusammenhängend ist, einen hinsichtlich Form und Fläche konstanten, zur Mittelachse senkrecht stehenden Querschnitt aufweist, und wobei das Trennteil ein beweglicher Kolben (12) ist, der passgenau an die Wandinnenseite anliegt und mittels Bewegung entlang des besagten Teils der Mittelachse zur Variierung des Volumenverhältnisses zwischen Vorratskammer (3) und Treibmittelkammer (4) befähigt ist.
- Druckbehälter nach einem der vorangehenden Ansprüche, wobei mindestens ein Teil des Innenraums eine zylindrische Form aufweist.
- Druckbehälter nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass der summierte Anteil von Polyethylenglykol und Polyethylenglykolmonoether und Polyethylenglykoldiether und gelöstem Kohlendioxid in der flüssigen Phase (6) mehr als 90 Gewichtsprozente, eher bevorzugt mindestens 95 Gewichtsprozente und besonders bevorzugt mindestens 98 Gewichtsprozente, bezogen auf die flüssige Phase (6), beträgt.
- Druckbehälter nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass das Polyethylenglykol oder der Polyethylenglykolmonoether oder der Polyethylenglykoldiether ein Mw im Bereich von 200 bis 600, eher bevorzugt 200 bis 390 und besonders bevorzugt von etwa 300 aufweist.
- Druckbehälter nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass die flüssige Phase ein Polyethylenglykol oder ein Polyethylenglykol-1,4-dibutylether umfasst.
- Druckbehälter nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass in der Gasphase (5) des Treibmittels das Verhältnis von Partialdruck des Kohlendioxids zum Gesamtdruck mindestens 0,90, eher bevorzugt mindestens 0,95 und besonders bevorzugt mindestens 0,98 ist.
- Druckbehälter nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass er mittels eines Ventils zur kontrollierten Abgabe des Gutes aus der Vorratskammer (3) befähigt ist.
- Druckbehälter nach Anspruch 9, dadurch gekennzeichnet, dass er mittels eines Sprühkopfs (8) zum Versprühen des Gutes befähigt ist.
- Druckbehälter nach Anspruch 10, dadurch gekennzeichnet, dass er ein Aerosolbehälter ist.
- Druckbehälter nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass er eine Kartusche ist.
- Treibmittel, bestehend ausa) einer Gasphase (5), die Kohlendioxid umfasst, undb) einer flüssige Phase (6), die mehr als 90 Gewichtsprozente, eher bevorzugt mindestens 95 Gewichtsprozente und besonders bevorzugt mindestens 98 Gewichtsprozente, bezogen auf die flüssige Phase (6), eines Polyethylenglykols und darin gelöstem Kohlendioxid umfasst;mit der Massgabe, dass das Polyethylenglykol nicht Polyethylenglykol 400 ist.
- Treibmittel nach Anspruch 13, wobei das Polyethylenglykol ein Polyethylenglykol mit Mw im Bereich von 200 bis 600, eher bevorzugt 200 bis 390 und besonders bevorzugt 300 ist.
- Treibmittel nach Anspruch 13 oder 14, wobei der Anteil Polyethylenglykol und gelöstem Kohlendioxid in der flüssigen Phase (6) mehr als 90 Gewichtsprozente, eher bevorzugt mindestens 95 Gewichtsprozente und besonders bevorzugt mindestens 98 Gewichtsprozente, bezogen auf die flüssige Phase (6), beträgt.
- Treibmittel nach einem der Ansprüche 13 bis 15,
wobei das Polyethylenglykol ein Polyethylenglykol mit Mw im Bereich von 200 bis 600, eher bevorzugt 200 bis 390 und besonders bevorzugt etwa 300 ist. - Treibmittel nach einem der Ansprüche 13 bis 16,
wobei in der Gasphase (5) das Verhältnis von Partialdruck des Kohlendioxids zum Gesamtdruck mindestens 0,90, eher bevorzugt mindestens 0,95 und besonders bevorzugt mindestens 0,98 ist. - Verfahren zur kontrollierten Abgabe eines gasförmigen, flüssigen oder feinteiligen Gutes, dadurch gekennzeichnet, dass das Gut in der Vorratskammer (3) eines Druckbehälters nach einem der Ansprüche 1 bis 10 bereitgestellt wird, und das Gut mittels eines Ventils aus der Vorratskammer (3) des Druckbehälters kontrolliert abgegeben wird.
- Verfahren nach Anspruch 18, wobei das Gut mittels eines Sprühkopfs versprüht wird.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH7242006 | 2006-05-04 | ||
| PCT/CH2007/000221 WO2007128157A1 (de) | 2006-05-04 | 2007-05-03 | Druckbehälter mit polyethylenglykolen und kohlendioxid als treibmittel |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2013114A1 EP2013114A1 (de) | 2009-01-14 |
| EP2013114B1 true EP2013114B1 (de) | 2010-04-21 |
Family
ID=37309440
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07720118A Active EP2013114B1 (de) | 2006-05-04 | 2007-05-03 | Druckbehälter mit polyethylenglykolen und kohlendioxid als treibmittel |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US8240509B2 (de) |
| EP (1) | EP2013114B1 (de) |
| AT (1) | ATE465101T1 (de) |
| CA (1) | CA2651096C (de) |
| DE (1) | DE502007003514D1 (de) |
| DK (1) | DK2013114T3 (de) |
| ES (1) | ES2345009T3 (de) |
| RU (1) | RU2430003C2 (de) |
| WO (1) | WO2007128157A1 (de) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL1034895C2 (nl) * | 2008-01-08 | 2009-07-13 | Dispensing Technologies Bv | Samengestelde houder en werkwijze voor het vervaardigen daarvan. |
| EP2165968A1 (de) | 2008-09-19 | 2010-03-24 | InBev S.A. | Behälterbeutel mit einem Raum unter Vordruck zwischen Innenbeutel und Außenbehälter |
| CH706042A1 (de) * | 2012-01-27 | 2013-07-31 | Alpla Werke | Druckbehälter. |
| DE102012221448A1 (de) * | 2012-11-23 | 2014-06-12 | Hochschule Aalen | Magnetisches Material und Verfahren zu dessen Herstellung |
| JP5798220B2 (ja) * | 2013-12-12 | 2015-10-21 | 株式会社ヒロマイト | 二重構造容器の製造方法 |
| EP2923772B1 (de) * | 2014-03-28 | 2018-06-20 | Lawrence M. Levenstein | Aerosolnachfüllkartusche |
| JP6630491B2 (ja) * | 2015-05-01 | 2020-01-15 | 株式会社ダイゾー | 吐出容器 |
| US10519923B2 (en) * | 2015-09-21 | 2019-12-31 | Ut-Battelle, Llc | Near isothermal combined compressed gas/pumped-hydro electricity storage with waste heat recovery capabilities |
| CN105541523B (zh) * | 2015-12-15 | 2017-11-10 | 湖北航天化学技术研究所 | 一种热塑性碳氢推进剂组合物 |
| US11104506B2 (en) | 2017-07-17 | 2021-08-31 | Rocep Lusol Holdings Ltd. | Dispensing apparatus |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3031347A (en) * | 1951-02-05 | 1962-04-24 | Aerojet General Co | Slow burning solid composite propellant |
| JPS5493214A (en) | 1977-12-29 | 1979-07-24 | Toppan Printing Co Ltd | Aerosol container made of plastic |
| FR2447445A1 (fr) | 1979-01-25 | 1980-08-22 | Chaumat Bernard | Dispositif de porte ou analogue |
| JPS60110669A (ja) * | 1983-11-12 | 1985-06-17 | 株式会社林原生物化学研究所 | 圧出容器とその製造方法 |
| FR2622541B1 (de) * | 1987-10-30 | 1990-03-09 | Oreal | |
| JPH03124585A (ja) | 1989-10-09 | 1991-05-28 | Yoshida Kogyo Kk <Ykk> | 流動性物質の加圧吐出容器 |
| US5167347A (en) * | 1991-04-22 | 1992-12-01 | Clairol Incorporated | Multi-fluid mixing and automatic metering dispenser |
| RU2016820C1 (ru) | 1991-06-29 | 1994-07-30 | Анатолий Яковлевич Столяревский | Способ создания избыточного давления газообразного диоксида углерода внутри рабочего объема упаковки для распыления вещества |
| EP0776834A1 (de) | 1995-11-29 | 1997-06-04 | Viorica Dipl.-Ing. Muntean | Behälter zur Abgabe von Aerosolen oder Schäumen |
| JP4666716B2 (ja) * | 2000-05-26 | 2011-04-06 | 株式会社ダイゾー | エアゾール製品 |
| FR2824539B1 (fr) * | 2001-05-09 | 2003-12-19 | Oreal | Dispositif pour le conditionnement separe de deux produits, et leur distribution sous pression, de maniere separee ou en melange |
-
2007
- 2007-05-03 RU RU2008148122/12A patent/RU2430003C2/ru not_active IP Right Cessation
- 2007-05-03 ES ES07720118T patent/ES2345009T3/es active Active
- 2007-05-03 CA CA2651096A patent/CA2651096C/en not_active Expired - Fee Related
- 2007-05-03 EP EP07720118A patent/EP2013114B1/de active Active
- 2007-05-03 DE DE502007003514T patent/DE502007003514D1/de active Active
- 2007-05-03 DK DK07720118.4T patent/DK2013114T3/da active
- 2007-05-03 AT AT07720118T patent/ATE465101T1/de active
- 2007-05-03 WO PCT/CH2007/000221 patent/WO2007128157A1/de active Application Filing
- 2007-05-03 US US12/299,414 patent/US8240509B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US20090184131A1 (en) | 2009-07-23 |
| DE502007003514D1 (de) | 2010-06-02 |
| US8240509B2 (en) | 2012-08-14 |
| RU2008148122A (ru) | 2010-06-10 |
| ATE465101T1 (de) | 2010-05-15 |
| WO2007128157A1 (de) | 2007-11-15 |
| CA2651096C (en) | 2014-07-08 |
| ES2345009T3 (es) | 2010-09-13 |
| DK2013114T3 (da) | 2010-08-16 |
| EP2013114A1 (de) | 2009-01-14 |
| RU2430003C2 (ru) | 2011-09-27 |
| CA2651096A1 (en) | 2007-11-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2013114B1 (de) | Druckbehälter mit polyethylenglykolen und kohlendioxid als treibmittel | |
| DE69911451T2 (de) | Verpackungssystem zur mischung und abgabe von mehrkomponentenprodukten | |
| DE69838065T2 (de) | Aerosolprodukte und verfahren zu deren herstellung | |
| EP2605858B1 (de) | Abgabemodul und verfahren zum befüllen eines abgabemoduls | |
| DE2849599A1 (de) | Aerosoldose mit einem feinstvernebelungsventil mit einer treibmittel enthaltenden fuellung, verfahren zu ihrer herstellung sowie ihre verwendung | |
| CH652468A5 (de) | Schubregler zur verwendung im innern eines unter gasdruck stehenden behaelters. | |
| EP2605857A1 (de) | Abgabemodul | |
| EP2807091B1 (de) | Druckbehälter | |
| DE10114624B4 (de) | Druckdose und ihre Verwendung für 2-Komponentensysteme | |
| DE3026112A1 (de) | Behaelter und verfahren zu einer herstellung | |
| DE102004048002B3 (de) | Abdichtvorrichtung | |
| DE69636018T2 (de) | Abgabevorrichtung | |
| DD275652A5 (de) | Vorrichtung zur lagerung und abgabe von produkten | |
| DE2622077A1 (de) | Behaelter zum lagern und abgeben wenigstens eines produktes | |
| DE3400415A1 (de) | Verfahren zum verdichten und/oder befuellen von pulverfoermigen stoffen | |
| CH641827A5 (de) | Aerosolerzeugnis, verfahren zur herstellung eines aerosolerzeugnisses und vorrichtung zur durchfuehrung des verfahrens. | |
| AT2312U1 (de) | Behälter zur abgabe von aerosolen und schäumen | |
| EP0144961A2 (de) | Aufschäumbares Kunststoffgranulat und daraus hergestelltes Packmaterial | |
| DE102007058183A1 (de) | Wirkstoffbefüllfertiger Druckbehälter | |
| EP3802361A1 (de) | Beutelventil | |
| EP0637567B1 (de) | Kohlendioxid-Dosierung in flüssigen oder festen Substanzen | |
| DE102011056331B4 (de) | Vorrichtung zum Ausgeben eines unter Druck stehenden Produktes mit einem flexiblen Beutel | |
| DE3829104A1 (de) | Polyurethanschaumbildende mischung aus einem praepolymeren und einem als weichmacher verwendeten wirkstoff | |
| DE202007016867U1 (de) | Wirkstoffbefüllfertiger Druckbehälter | |
| CH625180A5 (en) | Dispensing container provided with the substance to be dispensed and a propellant, and method for its manufacture |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20081114 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| 17Q | First examination report despatched |
Effective date: 20090209 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502007003514 Country of ref document: DE Date of ref document: 20100602 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BOHEST AG |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2345009 Country of ref document: ES Kind code of ref document: T3 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20100421 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100421 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100421 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100821 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100421 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100531 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100609 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100421 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100823 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100421 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100421 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100421 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100421 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100421 |
|
| 26N | No opposition filed |
Effective date: 20110124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100421 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100722 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100421 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100503 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101022 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100421 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100721 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: NEW ADDRESS: HOLBEINSTRASSE 36-38, 4051 BASEL (CH) |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20190521 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20190527 Year of fee payment: 13 Ref country code: IT Payment date: 20190528 Year of fee payment: 13 Ref country code: ES Payment date: 20190619 Year of fee payment: 13 Ref country code: DK Payment date: 20190527 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20190522 Year of fee payment: 13 Ref country code: FR Payment date: 20190531 Year of fee payment: 13 Ref country code: BE Payment date: 20190527 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20190522 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20190520 Year of fee payment: 13 Ref country code: DE Payment date: 20190712 Year of fee payment: 13 Ref country code: AT Payment date: 20190527 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502007003514 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: FI Ref legal event code: MAE |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20200531 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20200601 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 465101 Country of ref document: AT Kind code of ref document: T Effective date: 20200503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200531 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200503 Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200503 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200531 Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200601 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20200531 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20200503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200531 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200503 Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200531 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200503 |