EP2000573A1 - Verfahren und Vorrichtung zur Durchflusssteuerung in einer Maschine zum Färben von Textilspulen - Google Patents
Verfahren und Vorrichtung zur Durchflusssteuerung in einer Maschine zum Färben von Textilspulen Download PDFInfo
- Publication number
- EP2000573A1 EP2000573A1 EP07252252A EP07252252A EP2000573A1 EP 2000573 A1 EP2000573 A1 EP 2000573A1 EP 07252252 A EP07252252 A EP 07252252A EP 07252252 A EP07252252 A EP 07252252A EP 2000573 A1 EP2000573 A1 EP 2000573A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- flow rate
- pump
- fluid
- reversal device
- package
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 34
- 238000009974 package dyeing Methods 0.000 title claims description 6
- 239000012530 fluid Substances 0.000 claims abstract description 67
- 239000004753 textile Substances 0.000 claims abstract description 27
- 238000012544 monitoring process Methods 0.000 claims abstract description 6
- 230000008569 process Effects 0.000 description 14
- 230000008859 change Effects 0.000 description 4
- 238000004043 dyeing Methods 0.000 description 4
- 239000000975 dye Substances 0.000 description 3
- 238000009530 blood pressure measurement Methods 0.000 description 2
- 238000004364 calculation method Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 230000000737 periodic effect Effects 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000011796 hollow space material Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 230000010355 oscillation Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images


Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06B—TREATING TEXTILE MATERIALS USING LIQUIDS, GASES OR VAPOURS
- D06B3/00—Passing of textile materials through liquids, gases or vapours to effect treatment, e.g. washing, dyeing, bleaching, sizing, impregnating
- D06B3/04—Passing of textile materials through liquids, gases or vapours to effect treatment, e.g. washing, dyeing, bleaching, sizing, impregnating of yarns, threads or filaments
- D06B3/08—Passing of textile materials through liquids, gases or vapours to effect treatment, e.g. washing, dyeing, bleaching, sizing, impregnating of yarns, threads or filaments as hanks
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06B—TREATING TEXTILE MATERIALS USING LIQUIDS, GASES OR VAPOURS
- D06B5/00—Forcing liquids, gases or vapours through textile materials to effect treatment, e.g. washing, dyeing, bleaching, sizing impregnating
- D06B5/12—Forcing liquids, gases or vapours through textile materials to effect treatment, e.g. washing, dyeing, bleaching, sizing impregnating through materials of definite length
- D06B5/16—Forcing liquids, gases or vapours through textile materials to effect treatment, e.g. washing, dyeing, bleaching, sizing impregnating through materials of definite length through yarns, threads or filaments
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06B—TREATING TEXTILE MATERIALS USING LIQUIDS, GASES OR VAPOURS
- D06B3/00—Passing of textile materials through liquids, gases or vapours to effect treatment, e.g. washing, dyeing, bleaching, sizing, impregnating
- D06B3/10—Passing of textile materials through liquids, gases or vapours to effect treatment, e.g. washing, dyeing, bleaching, sizing, impregnating of fabrics
- D06B3/20—Passing of textile materials through liquids, gases or vapours to effect treatment, e.g. washing, dyeing, bleaching, sizing, impregnating of fabrics with means to improve the circulation of the treating material on the surface of the fabric
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06B—TREATING TEXTILE MATERIALS USING LIQUIDS, GASES OR VAPOURS
- D06B3/00—Passing of textile materials through liquids, gases or vapours to effect treatment, e.g. washing, dyeing, bleaching, sizing, impregnating
- D06B3/34—Driving arrangements of machines or apparatus
- D06B3/36—Drive control
Definitions
- the present invention relates to a method and apparatus for controlling the flow of treatment fluid in a package dyeing machine.
- Textiles such as yarn, thread, ribbon and the like are commonly wound onto large conical spools or bobbins to form packages for handling by textile treatment machines.
- Textile treatment includes dyeing and also treating with substances other than dye, where the dye stuff or other treatment substance is diluted in water to give a treatment fluid or liquor.
- a quantity of packages are loaded onto hollow spindles inside the kier of a treatment machine, the kier is filled with the treatment fluid, and the fluid is then passed through the packages using a fluid circulation system.
- a pump drives fluid around the circulation system.
- An inside-to-out flow path sends fluid up inside the hollow spindle, through perforations in the spindle wall and outwardly through the package, to the main volume of the kier.
- An opposite, outside-to-in flow path forces fluid from the main volume of the kier inwardly through the package, through the spindle wall and into the central hollow space in the spindle.
- a typical treatment cycle will include periodic switching between these two flow directions. This is a widely-accepted technique to minimise unevenness in the treatment.
- the change in flow direction is achieved by a mechanical flow reversal device in the fluid circulation system together with a unidirectional pump.
- the structure of flow reversal devices is such that the resistance to flow for the two flow directions is different, because the distance of travel and the nature of the flow is not the same.
- the performance of the pump is also different for the two flow directions, giving different rates of flow.
- different cycle times for the two flow directions are commonly used. The time difference is typically obtained through experience.
- a first aspect of the present invention is directed to a method of controlling fluid flow rate during operation of a textile package fluid treatment machine, comprising: measuring the differential pressure across a unidirectional pump in a fluid circulation system connected to a kier of the machine and comprising a reversal device which is switched during operation of the machine to reverse the direction of fluid flow through at least one package in the kier; calculating an actual fluid flow rate through the fluid circulation system from the measured differential pressure using a performance characteristic of the pump; monitoring the actual flow rate over time to determine the accumulated flow between each switching of the reversal device; and using the accumulated flow information to automatically control switching of the reversal device such that total flow between each switching of the reversal device is substantially equal.
- the method therefore corrects the flow rate for changes that typically exist between the two flow directions. Equal flow in each direction is important for achieving a good treatment result, but changes in flow rate may arise after each switching of the reversal device. By monitoring the accumulated flow after each switching operation, the switching can be carried out at the appropriate times to ensure that the total flow is the same.
- the method allows the correct flow to be used without the need for any human estimation or experience, so that human error is removed from the treatment process, and better quality textiles can be produced.
- the method may further comprise comparing the actual fluid flow rate with a desired fluid flow rate for the at least one package to determine any flow rate difference; and using the flow rate difference to automatically adjust operation of the pump such that the flow rate difference is reduced.
- the method can be operated as a feedback arrangement to allow constant monitoring and adjustment of the flow rate throughout an entire treatment process so that any changes in flow rate arising from, for example, switching of the reversal device or fluctuations in pump performance can be compensated and corrected as they arise.
- any reduction in the flow rate difference is advantageous, but preferably the method is used to substantially match the actual flow rate to the desired flow rate. Therefore, operation of the pump may be adjusted such that the flow rate difference is substantially eliminated. Several adjustments may be required to achieve this.
- any suitable type of pump may be used.
- the pump will be driven by a motor, in which case automatically adjusting operation of the pump may comprise automatically controlling operation of a motor that drives the pump.
- the desired flow rate may be provided directly, if known. Alternatively, it may be determined for the particular treatment process to be performed from more readily available parameters. This simplifies things for the machine operator.
- the method may further comprise calculating the desired flow rate from the size of the load in the kier and the performance index of the textile in the at least one package.
- a second aspect of the present invention is directed to apparatus for controlling fluid flow rate during operation of a textile package fluid treatment machine, comprising: a differential pressure sensor connectable across a unidirectional pump in a fluid circulation system connected to a kier of the machine and comprising a reversal device switchable to reverse the direction of fluid flow through at least one package in the kier; a reversal device controller connectable to the reversal device and operable to control switching of the reversal device during operation of the machine; a flow rate calculator arranged to receive differential pressure data measured by the differential pressure sensor and operable to calculate an actual fluid flow rate through the fluid circulation system using a performance characteristic of the pump; and a levelness control unit arranged to receive the actual flow rate from the flow rate calculator and operable to monitor the actual flow rate over time to determine the accumulated flow between each switching of the reversal device, and to provide instructions to the reversal device controller to switch the reversal device such that total flow between each switching of the reversal device is substantially equal.
- the apparatus may further comprise an input device for receiving operator input relating to a desired flow rate for the at least one package; a comparator operable to compare the actual flow rate and the desired flow rate to determine any flow rate difference; and a pump controller connectable to the pump, and arranged to receive flow rate difference data from the comparator and operable to adjust operation of the pump such that the flow rate difference is reduced.
- Operation of the pump may be adjusted such that the flow rate difference is substantially eliminated.
- the pump controller may be operable to adjust operation of the pump by controlling operation of a motor that drives the pump.
- the input device may be configured to receive operator input of the size of the load in the kier and the performance index of the textile in the at least one package, with the apparatus further comprising a flow rate converter operable to calculate the desired flow rate from the operator input. This removes the need for the operator to know or calculate the desired flow rate, and allows the more simpler step of entry of more directly available data.
- a third aspect of the present invention is directed to a textile package fluid treatment machine provided with apparatus according to any embodiment of the second aspect.
- the machine may be a textile package dyeing machine, for example.
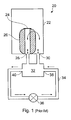
- FIG. 1 shows a simplified schematic diagram of a conventional package dyeing machine with a fluid circulation system.
- the machine 20 comprises a kier 22 for holding a plurality of textile packages during a fluid treatment process such as dyeing.
- a fluid treatment process such as dyeing.
- the package 26 is supported on a vertical hollow spindle 24 extending up from the base of the kier 22.
- the base of the kier 22 also includes two fluid inlet/outlet ports.
- One port 28 connects with the hollow interior of the spindle 24.
- the other port 30 opens in the base of the kier 22 remote from the spindle to as to communicate with the main volume of the kier.
- a fluid circulation system is connected to the ports 28, 30, and operates to circulate treatment fluid through the package 26.
- the system comprises a pipe network 34 and a pump 36 in the pipe network operable to drive fluid around the pipe network 34 and into the kier 22.
- the pump 36 is unidirectional and circulates fluid only in the direction indicated by the single-headed arrows.
- a flow reversal device 32 is interposed between the pipe network 34 and the kier 22.
- the reversal device 32 has an inlet 38 for receiving fluid from the pipe network 34 and an outlet 40 for returning fluid to the pipe network 34, plus connections to the two ports 28, 30 in the base of the kier.
- a mechanical mechanism in the reversal device 32 can be switched between an inside-to-out flow position which connects the inlet 38 to the port 28 under the spindle 24 and connects the port 30 in the base of the kier 22 to the outlet 40, and an outside-to-in flow position which connects the inlet 38 to the port 30 in the base of the kier 22 and connects the port 28 under the spindle 24 to the outlet 40.
- a range of flow reversal devices is known.
- a typical treatment process comprises several alternating periods of flow in each direction, with the aim of providing equal total flow for each period.
- the duration of the periods for the two flow directions must generally be unequal to compensate for differences in the resistance to flow for each flow direction, arising in part from the construction of the reversal device.
- the timings are determined by user experience, and are hence prone to error.
- Figure 2 shows a package dyeing machine similar to the conventional machine 20 of Figure 1 , comprising a kier 1 having a fluid circulation system comprising a pipe network 14, a reversal device 2 connected between the pipe network 14 and the kier 1, and a unidirectional pump 15.
- the pump 15 is driven by a motor 4.
- the machine is provided with an apparatus according to an embodiment of the invention for automatically controlling the fluid flow through the packages in the kier such that substantially equal amounts of flow can be provided in each flow direction during a single treatment process.
- a pump has a performance characteristic that relates the flow rate it produces to the pressure difference (pressure head) across the pump.
- Figure 3 shows an example of a pump performance characteristic, illustrated as a graph showing the relationship between the head and the flow rate.
- the relationship is substantially linear with a shallow decline, such that a small change in the pressure difference (the decrease from point A to point B, for example) gives a large change to the flow rate (the increase from point r to point s, for example).
- the present invention makes use of the relationship. The exact nature of the relationship is immaterial, so long as it is known or can be determined for the pump being used. Therefore, the invention is not limited to a pump with a performance characteristic as shown in Figure 3 .
- the apparatus includes a differential pressure sensor 5. This is connected to the inlet 3 and the outlet 13 of the pump 15, so as to measure the pressure difference (differential pressure) across the pump 15 while the pump 15 is in operation to circulate fluid through packages in the kier 1.
- the differential pressure will vary according to the rate at which the motor 4 is driving the pump 15, and the direction of flow as set by the reversal device 2.
- the measured differential pressure is supplied from the sensor 5 to a flow rate calculator 6.
- the flow rate calculator 6 is provided with information regarding the performance characteristic of the pump 15, and is operable to calculate the flow rate from the differential pressure, using the performance characteristic.
- the calculator may be implemented by hardware or software. The calculation may be carried out using a look-up table that lists values of flow rate for the corresponding values of differential pressure, or using the equation that describes the curve of the performance characteristic, for example.
- the apparatus further comprises a flow rate converter 7 connected to an input device 10 which allows an operator of the machine to enter a value for the flow rate at which it is desired that a treatment process should be carried out.
- This value is supplied to the flow rate converter 7.
- the input device 10 can allow user input of data from which the desired flow rate can be determined. This may be an input of the size or capacity 11 of the textile load that is to be contained in the kier 1, and an input of the performance index of the textile (a parameter describing the ease of treating that textile with the particular treatment fluid to be used).
- the input device 10 may have a display screen, and a keypad, keyboard or other entry device via which the data can be entered. The display screen may show messages prompting the user to enter the required data. The data is entered before operation of the machine.
- the flow rate converter 7 is then operable to calculate the desired flow rate from the data entered by the user. As with the flow rate calculator 6, this may be performed using equations or a look-up table, and by software or hardware.
- the desired flow rate is obtained, it is supplied by the flow rate converter 7 to a comparator 16. Then, during operation of the machine, the comparator 16 also receives from the flow rate calculator 6 the calculated actual flow rate. The comparator 16 compares the two flow rates to determine any difference between them. A difference indicates that the pump is not circulating the treatment fluid at the appropriate flow rate for the process. To correct this, a motor controller 12 is arranged to receive flow rate difference data from the comparator 16, and, using the data, to generate and send control signals to the motor 4 to turn the motor up or down as appropriate to change the rate at which the pump 15 operates. Alternatively, the control signals may be generated by the comparator 16 and sent to the motor controller 12 which then operates to adjust the motor 4.
- the aim of the adjustment to the motor 4 is to reduce the flow rate difference so that the actual flow rate substantially matches the desired flow rate. This may require several cycles of measurement and adjustment. Hence, the control may be carried out continuously during operation of the machine.
- the magnitude of the flow rate difference determines by how much the motor is adjusted, and the sign of the flow rate difference determines whether the motor operation is increased or decreased. Further measurement of the differential pressure, calculation of the flow rate and comparison with the desired flow rate will determine if further adjustment to the motor is necessary, and so on.
- the apparatus can provide a feedback loop for controlling the pump throughout operation of the machine.
- the reversal device 2 can be operated such that the two flow directions are used for substantially equal time periods, to produce substantially equal total amounts of flow for each direction during each period and over the whole treatment process. This gives an even and uniform treatment of the textiles.
- the machine might therefore be operated using periodic switching of the reversal device at pre-set intervals to match the flow times for each direction.
- periodic switching of the reversal device at pre-set intervals to match the flow times for each direction.
- a further embodiment proposes a dynamic control of the reversal device 2 to address this issue, and achieve equal flow in each flow direction.
- the apparatus accordingly may further comprise a reversal device controller 9 connected to the reversal device 2 and operable to switch the reversal device 2 between its two positions.
- a levelness control unit 8 is connected between the flow rate calculator 6 and the reversal device controller 9. The levelness control unit 8 continuously receives the real-time calculated actual flow rate from the flow rate calculator 6. It also generates control signals for transmission to the reversal device controller 9 to tell the reversal controller when to switch the reversal device. Therefore, the levelness control unit 8 knows which flow direction is being used.
- the levelness control unit 8 operates by monitoring the actual flow rate over time for the two flow directions to determine the accumulated flow in each time period for each flow direction as the process proceeds. Based on this information, the levelness control unit 8 determines when the reversal device should be switched so as to achieve the same amount of flow for each time period of the reversal device, and hence a balance between the total inside-to-out flow and the total outside-to-in flow over the entire treatment process. Alternatively, the switching may be controlled only to achieve equal total flow in each direction over the whole process, and not for each individual period of flow between switching.
- the levelness control unit 8 can be implemented by hardware or software, and may perform its function by use of an algorithm, for example.
- embodiments of the invention provide automated dynamic control of the pump and the reversal device over the course of a treatment process carried out by the machine, to provide equal total flows for the two opposite fluid flow directions.
- the treatment process with automated control can be initiated and completed without further operator input.
- Control of the pump may be performed alone, or combined with control of the reversal device.
- FIG. 2 shows the apparatus embodied as separate modules. Each module may be implemented using hardware, software or firmware as desired or as appropriate. The functions of more than one module may be combined within a single unit. For example, with the exception of suitable pressure transducers to provide the pressure measurements required to determine the differential pressure, the whole apparatus may be implemented as software running on a single processor that receives the pressure measurements from the pump and the desired flow rate data input by the operator, and outputs control signals to the motor and the reversal device.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Treatment Of Fiber Materials (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP07252252A EP2000573B1 (de) | 2007-06-05 | 2007-06-05 | Verfahren und Vorrichtung zur Durchflusssteuerung in einer Maschine zum Färben von Textilspulen |
| TW096122641A TWI347224B (en) | 2007-06-05 | 2007-06-22 | Method and apparatus for flow control in a package dyeing machine |
| KR1020070101994A KR101277394B1 (ko) | 2007-06-05 | 2007-10-10 | 패키지 염색기에서의 유동 제어를 위한 방법 및 장치 |
| CN2008100926442A CN101320272B (zh) | 2007-06-05 | 2008-04-16 | 用于筒子纱染色机中的流量控制的方法及设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP07252252A EP2000573B1 (de) | 2007-06-05 | 2007-06-05 | Verfahren und Vorrichtung zur Durchflusssteuerung in einer Maschine zum Färben von Textilspulen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2000573A1 true EP2000573A1 (de) | 2008-12-10 |
| EP2000573B1 EP2000573B1 (de) | 2012-01-25 |
Family
ID=38626638
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07252252A Ceased EP2000573B1 (de) | 2007-06-05 | 2007-06-05 | Verfahren und Vorrichtung zur Durchflusssteuerung in einer Maschine zum Färben von Textilspulen |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2000573B1 (de) |
| KR (1) | KR101277394B1 (de) |
| CN (1) | CN101320272B (de) |
| TW (1) | TWI347224B (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101277394B1 (ko) * | 2007-06-05 | 2013-06-20 | 팔머 인베스트먼츠 리미티드 | 패키지 염색기에서의 유동 제어를 위한 방법 및 장치 |
| CN105334784A (zh) * | 2015-10-28 | 2016-02-17 | 无锡市惠泽通用机械有限公司 | 染色机用智能监控系统 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102936813B (zh) * | 2011-08-16 | 2014-09-03 | 紫罗兰家纺科技股份有限公司 | 一种智能家纺和服装成品多功能加压营养素设备 |
| KR101866552B1 (ko) * | 2016-06-16 | 2018-06-12 | (주) 포원시스템 | 염색기 모니터링 시스템 |
| KR102047121B1 (ko) | 2018-06-28 | 2019-11-20 | 다이텍연구원 | 지거 상압 염색 제어 시스템 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0851053A2 (de) * | 1996-12-31 | 1998-07-01 | Falmer Investments Limited | Vorrichtung und Verfahren zum Überwachen und Steuern der Durchflussmenge einer Flüssigkeit |
| DE19851795A1 (de) | 1998-11-10 | 2000-05-11 | Thies Gmbh & Co | Textilbehandlungsverfahren sowie Textilbehandlungsvorrichtung |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1130134A (en) * | 1966-02-24 | 1968-10-09 | Pegg S & Son Ltd | Flow reversing means in an installation for treating textile goods |
| JP2559662B2 (ja) * | 1993-02-17 | 1996-12-04 | 敏郎 小林 | 染色方法 |
| CN1186950A (zh) * | 1996-12-31 | 1998-07-08 | 科万商标投资有限公司 | 监控染液循环同期流量的装置和方法 |
| US6083284A (en) * | 1996-12-31 | 2000-07-04 | Falmer Investments, Ltd. | Apparatus and method for monitoring and controlling rate of bath turnover |
| EP2000573B1 (de) * | 2007-06-05 | 2012-01-25 | Falmer Investments Limited | Verfahren und Vorrichtung zur Durchflusssteuerung in einer Maschine zum Färben von Textilspulen |
-
2007
- 2007-06-05 EP EP07252252A patent/EP2000573B1/de not_active Ceased
- 2007-06-22 TW TW096122641A patent/TWI347224B/zh not_active IP Right Cessation
- 2007-10-10 KR KR1020070101994A patent/KR101277394B1/ko not_active Expired - Fee Related
-
2008
- 2008-04-16 CN CN2008100926442A patent/CN101320272B/zh not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0851053A2 (de) * | 1996-12-31 | 1998-07-01 | Falmer Investments Limited | Vorrichtung und Verfahren zum Überwachen und Steuern der Durchflussmenge einer Flüssigkeit |
| DE19851795A1 (de) | 1998-11-10 | 2000-05-11 | Thies Gmbh & Co | Textilbehandlungsverfahren sowie Textilbehandlungsvorrichtung |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101277394B1 (ko) * | 2007-06-05 | 2013-06-20 | 팔머 인베스트먼츠 리미티드 | 패키지 염색기에서의 유동 제어를 위한 방법 및 장치 |
| CN105334784A (zh) * | 2015-10-28 | 2016-02-17 | 无锡市惠泽通用机械有限公司 | 染色机用智能监控系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101277394B1 (ko) | 2013-06-20 |
| EP2000573B1 (de) | 2012-01-25 |
| CN101320272B (zh) | 2011-09-07 |
| CN101320272A (zh) | 2008-12-10 |
| KR20080107237A (ko) | 2008-12-10 |
| TWI347224B (en) | 2011-08-21 |
| TW200900160A (en) | 2009-01-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2000573B1 (de) | Verfahren und Vorrichtung zur Durchflusssteuerung in einer Maschine zum Färben von Textilspulen | |
| JP6352143B2 (ja) | 基板液処理装置及び基板液処理方法 | |
| FI95084B (fi) | Menetelmä ja kytkentälaite monikäyttömonitorin sovittamiseksi henkilökohtaiseen tietokoneeseen | |
| EP3991855B1 (de) | Vorrichtung zur steuerung der leimausgabe und leimausgabesteuerverfahren dafür | |
| US5382227A (en) | Apparatus and method for setting the level of a liquid in a chamber of an extracorporeal blood circuit | |
| JP5448521B2 (ja) | 処理液供給装置および処理液供給方法 | |
| US9221052B2 (en) | Dispensing device | |
| KR101866552B1 (ko) | 염색기 모니터링 시스템 | |
| HK1122074A (en) | Method and apparatus for flow control in a package dyeing machine | |
| KR102548154B1 (ko) | 세탁기 및 세탁기의 제어방법 | |
| CN114507961A (zh) | 一种染样操控方法、存储介质、可读程序 | |
| JP2009001922A (ja) | パッケージ染色機械における流量制御方法及び装置 | |
| KR20230043378A (ko) | 통합지능형 염색장치 iot 적용 컨트롤러 시스템 | |
| JP2018142740A (ja) | 基板液処理装置及び基板液処理方法 | |
| JPS5947068B2 (ja) | 吸尽染色方法及び装置 | |
| JP4731987B2 (ja) | 自動培養装置 | |
| KR100789799B1 (ko) | 세탁기의 포량감지 표시장치 및 방법 | |
| EP1510608A2 (de) | Verfahren zum Speichern der Betriebsbedingungen einer Vorrichtung zum Schlichten von Kettfäden sowie Verfahren zum Einstellen der Betriebsbedingungen einer Vorrichtung zum Schlichten von Ketfäden | |
| JPH0149822B2 (de) | ||
| JPH10323492A (ja) | 洗濯機 | |
| JPH052432A (ja) | 制御対象の異状検知装置 | |
| JP4362360B2 (ja) | ビール充填装置 | |
| JP2000114225A (ja) | 基板処理方法及び基板処理装置 | |
| CN216870149U (zh) | 一种染样机 | |
| JPH06240560A (ja) | 染色方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| 17P | Request for examination filed |
Effective date: 20090206 |
|
| 17Q | First examination report despatched |
Effective date: 20090324 |
|
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: DE Ref document number: 1122074 Country of ref document: HK |
|
| AKX | Designation fees paid |
Designated state(s): DE TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE TR |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: TSUI, TAK MING WILLIAM |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602007020210 Country of ref document: DE Effective date: 20120329 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20121026 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602007020210 Country of ref document: DE Effective date: 20121026 |
|
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: WD Ref document number: 1122074 Country of ref document: HK |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20180625 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20180604 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602007020210 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190605 |