EP1959223A2 - Procédé de fabrication d'un panneau de blindage composite - Google Patents
Procédé de fabrication d'un panneau de blindage composite Download PDFInfo
- Publication number
- EP1959223A2 EP1959223A2 EP08002139A EP08002139A EP1959223A2 EP 1959223 A2 EP1959223 A2 EP 1959223A2 EP 08002139 A EP08002139 A EP 08002139A EP 08002139 A EP08002139 A EP 08002139A EP 1959223 A2 EP1959223 A2 EP 1959223A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- elements
- energy
- adhesive
- composite armor
- consuming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F41—WEAPONS
- F41H—ARMOUR; ARMOURED TURRETS; ARMOURED OR ARMED VEHICLES; MEANS OF ATTACK OR DEFENCE, e.g. CAMOUFLAGE, IN GENERAL
- F41H5/00—Armour; Armour plates
- F41H5/02—Plate construction
- F41H5/04—Plate construction composed of more than one layer
- F41H5/0492—Layered armour containing hard elements, e.g. plates, spheres, rods, separated from each other, the elements being connected to a further flexible layer or being embedded in a plastics or an elastomer matrix
Definitions
- the invention relates to a method for producing a composite armor element, such as a composite armor plate or a flexible composite armor mat, for protection against high kinetic energy projectiles, wherein the composite armor element comprises at least one layer of a plurality of juxtaposed, energy-consuming elements, which with a potting compound to be shed.
- a composite armor element such as a composite armor plate or a flexible composite armor mat
- Such composite armor elements are known per se.
- a composite armor plate is used for example in the DE 696 00 574 T2 described.
- the energy-consuming elements of a high-hardness metallic or non-metallic material can have a variety of geometries.
- the energy-consuming elements In the manufacture of the composite armor elements, the energy-consuming elements must be positioned precisely, for example in a form such as a frame, to be finally connected to the potting compound, such as elastomers or other casting compounds. This method has proved to be very laborious and time-consuming, especially for larger composite armor elements, in which more than a thousand elements are laid, and causes high costs.
- the DE 103 13 231 A1 describes a high-strength sheet having a plurality of individual bodies, which are first assembled into a three-dimensional and overall flat composite body, wherein the individual bodies are joined together by gluing, soldering, pressing or welding. This composite is then bonded to a backing material such as fibrous web or sheet. In the event that gaps between the individual bodies are provided, these columns are completely filled, for example by an adhesive.
- the individual bodies are formed as pyramids, tetrahedrons, pentahedrons and / or hexahedra, so that they have straight edges and flat surfaces.
- the invention has for its object to provide a method for producing a composite armor element with the features specified, with which the production of the composite armor element can be considerably simplified in terms of time and cost.
- a basic idea of the invention is to preconfigure in each case a predetermined number of the energy-consuming elements in small assemblies by arranging the elements next to one another and interconnecting them at certain points, in particular by means of a preferably fast-curing adhesive, the connections being partially released again.
- preconfigured structures can be created, in which the elements are arranged in a row, in a surface or even spatially and are fixed together by the connection at least during a predetermined period of time.
- the elements are connected in rows in chains.
- the further processing of the small assemblies is effected in that the elements are inserted into a mold, wherein finally the potting compound is introduced.
- a particular advantage of the invention is that, especially in a chain-like configuration, the small assemblies can be manufactured in large quantities, since they are initially produced independently of the geometry and size of the concrete composite armor element.
- the corresponding shape can be filled with the preconfigured small assemblies.
- single or multiple, dissolved elements can be used, ie it can sub-assemblies from the Solve small assemblies by, for example, breaking the small assemblies as needed ("Toblerone Principle").
- the detachable connections thus represent predetermined breaking points.
- the connection between the sixth and seventh element are solved, so that a subassembly with six and a subassembly with four interconnected elements arises, which can then be installed.
- the at least partial release takes place before the introduction of the small assemblies in the mold.
- connections between the individual elements can be at least partially released again prior to casting with the potting compound.
- connection between the elements is thus designed such that it is sufficiently strong on the one hand or stops long enough to preconfigure the elements and to introduce them into the mold.
- the connection must not be too strong or last too long, i. the connection must be, in particular manually, detachable or temporary.
- connection can be released in different ways, manually or automatically. If the elements are bonded together by gluing, spot welding or soldering, the connection may be achieved by a targeted mechanical overload, e.g. B. caused by knocking, hitting, pressure or the like. be solved.
- the desired cohesive failure or adhesion breakage of the compound can be done, inter alia, by a hammer blow.
- the release for example, by a flat plate, which is on the in-mold elements, in particular manually, pressed or beaten, so that the compounds partially solve and can set the Legetruck, which also has a homogeneous, regular Layer is created without individual elements protruding.
- a temporary configuration is achieved by using an adhesive having temporary adhesive properties.
- a wax may be used which melts when the mold is heated with the elements.
- a liquid-soluble, for example salt-based, compound can be used, so that e.g. Water can be poured over the mold with the elements, which dissolve the compounds.
- a cyanoacrylate adhesive for temporarily bonding the elements, for example, a cyanoacrylate adhesive may be used, but an epoxy resin, a phenol resin, a copolyester, a polyamide resin or silicone may also be used.
- wallpaper paste or wood glue can be used as the water-soluble adhesive.
- brittle highly crosslinked adhesive systems such as heat-resistant epoxy resins are used.
- the energy-consuming elements may additionally be treated with a primer or adhesion promoter before bonding, for example with silanes.
- the preconfigured assemblies can also be assembled into three-dimensional structures of energy-consuming elements.
- auxiliary devices such as wax or plastic molds can be used for temporary fixing of the energy-consuming elements in a predetermined arrangement during preconfiguration.
- the auxiliary devices may also consist of water-soluble molding compositions and be formed for example as gypsum or salt forms.
- the arrangement of the energy-consuming elements and / or the application of the bonding agent can also be performed by machine.
- the energy-consuming elements can be arranged by means of a helical linear conveyor or a robot and connected to the contact points by means of the adhesive.
- the application of the adhesive can be done by hand or by machine-controlled adhesive dosing. It is also possible to use for short-term fixing of the energy-consuming elements to each other during the pre-configuration with vacuum working devices such as vacuum suction mats, Flachsauggreifer, Bellowsauggreifer or gripper with special principles of action.
- Fig. 1 shows in cross section a composite armor plate as a composite armor element with two superimposed layers of rod-shaped, energy-consuming elements 3, which are arranged in a manner not shown one behind the other in rows.
- the composite armor plate further comprises an outer cover layer 1 and a cover layer 4, which glued by means of a potting compound 2 made of epoxy resin with the assembly consisting of the elements 3 are.
- the cross-section hexagonal elements 3 were preconfigured prior to insertion into the composite armor plate by placing them in the Fig. 1 arranged apparent manner and at predetermined points 5 in each adjacent corner areas by means of a fast-curing adhesive, such as cyanoacrylate adhesive, were joined together, so that arose at least until the introduction into the composite armor plate assembly.
- a fast-curing adhesive such as cyanoacrylate adhesive
- Fig. 2 shows in cross section a further embodiment of a composite armor plate with two superimposed layers of rod-shaped, energy-consuming elements 3 'with triangular cross-section.
- the elements 3 'of the two layers have been glued together with the outer cover layer 1 and the cover layer 4 at predetermined locations 5' of the adjoining contact surfaces and then bonded to the cover layer 1 and the cover layer 4 by means of the potting compound 2 ' ,
- Fig. 3 shows in cross section a third embodiment of a composite armor plate with two superimposed layers of rod-shaped energy-consuming elements 3a and 3b.
- the arranged in the upper layer elements 3a have a semi-cylindrical cross-sectional shape, while arranged in the lower layer elements 3b have a fully cylindrical cross-sectional shape.
- the preconfigured assembly consisted of those in the Fig. 3 evidently arranged elements 3a and 3b, which were glued together at the contact points 5a and 5b of the surfaces.
- the further interstices were filled with the potting compound 2, with which the assembly was also bonded to the cover layer 1 and to the top layer 4.
- Fig. 4 shows in cross section a fourth embodiment of a composite armor plate with only one layer of rod-shaped, energy-consuming elements 3a ', which are arranged side by side and behind one another.
- the elements 3a ' have an upper rounded portion and a lower angular portion in cross section.
- the elements 3a 'at the contact points 5a' were glued together and then introduced into the composite armor plate between the top layer 1 and top layer 4, wherein the bonding with these layers and the filling of the interstices by the potting compound 2 takes place.
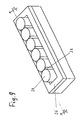
- the Fig. 5 to 10 show an essential step in the manufacturing process of the composite armor plate, namely the arrangement of a given number of energy-consuming elements within an auxiliary device in which the pre-configuration is performed.
- the Fig. 5 and 6 show in a first embodiment spherical elements, which are arranged in three rows 7.1, 7.2 and 7.3 side by side within an auxiliary device 6, which may be, for example, a water-soluble salt form.
- the arrangement is such that the middle row 7.2 is arranged offset from the rows 7.1 and 7.3 by a spherical radius.
- Each of the balls is connected to each of the adjacent balls at the points of contact a fast-curing adhesive, as mentioned above, connected. It results from the selected arrangement splices 8.1, which are arranged in the longitudinal direction of the rows of balls, and splices 8.2 and 8.3, which are each arranged obliquely to the longitudinal direction of the rows of balls.
- the auxiliary device 6 can be dissolved and the preconfigured assembly used to further manufacture the composite armor plate.
- Fig. 7 and 8th are cylindrical elements in three rows resting on their lateral surfaces and arranged with parallel longitudinal axes within the formed as a salt form auxiliary device 16.
- the middle row 17.2 is offset relative to the two outer rows 17.1 and 17.3 offset by a cylinder radius in this embodiment.
- the splices are here on the one hand in the longitudinal direction of each row arranged in the gussets between each two adjacent elements, in which the adhesive 18 is introduced.
- the rows 17.1, 17.2 and 17.3 are simultaneously connected to each other, so that after curing of the adhesive, a preconfigured assembly of the three rows 17.1, 17.2 and 17.3 of the elements is obtained, which can then be used for further processing.
- Fig. 9 and 10 is a series of cylindrical elements 27 arranged upright with mutually parallel longitudinal axes in the formed as a salt auxiliary device 26.
- the splices are in the interstices of the adjacent elements, in which the adhesive 28 is introduced.
- one of a series obtained preconfigured assembly which can be used to produce the composite armor plate.
- the Fig. 11 shows a further embodiment of a composite armor plate in plan view.
- the composite armor plate consists of a mold 50, are introduced into the energy-consuming elements 29 before potting.
- the energy consuming elements 29 are preconfigured to five-unit 36 bar-shaped.
- the individual elements 29 are spherical.
- the Fig. 12 shows the composite armor plate with the composite via the connections 30 to five-unit 36 and inserted into the mold 50 elements 29. By the use of fives units 36, the insertion of the elements 29 can be done much faster than in the handling of individual elements.
- molded parts 32 for example made of balsa wood, are inserted into the mold 50.
- the adhesive joint 30 is designed such that the five-unit units 36 can be broken manually ("Toblerone principle"), so that units 31, 33 with one to four elements 29 are inserted into the mold 50 as required can.
- the cavities 34 can be filled after inserting the elements 29 with a potting compound.
- the five-unit 36 may have manufacturing tolerances.
- a mechanical force 37 such. In Fig. 13 shown exerted on the composite armor plate. This force can be exerted by a hammer blow, for example. Due to the brief action of the force 37, the temporary adhesive bonds 30 are partially overloaded, so that an adhesion or a cohesive break of the adhesive bonds 30 takes place between the elements 29 inserted in the mold 50.
- a set Legesent the elements 29 results, wherein the gaps 40 are minimized between the elements 29 and results in an increased ballistic protective effect of the composite armor plate.
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Diaphragms For Electromechanical Transducers (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Laminated Bodies (AREA)
- Aiming, Guidance, Guns With A Light Source, Armor, Camouflage, And Targets (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102007007225 | 2007-02-14 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1959223A2 true EP1959223A2 (fr) | 2008-08-20 |
| EP1959223A3 EP1959223A3 (fr) | 2010-03-17 |
| EP1959223B1 EP1959223B1 (fr) | 2011-03-30 |
Family
ID=39410223
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08002139A Not-in-force EP1959223B1 (fr) | 2007-02-14 | 2008-02-06 | Procédé de fabrication d'un panneau de blindage composite |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1959223B1 (fr) |
| AT (1) | ATE503981T1 (fr) |
| DE (1) | DE502008002989D1 (fr) |
| ES (1) | ES2361376T3 (fr) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2053339A2 (fr) | 2007-10-24 | 2009-04-29 | Krauss-Maffei Wegmann GmbH & Co. KG | Elément de blindage composite plat |
| EP2053340A2 (fr) | 2007-10-24 | 2009-04-29 | Krauss-Maffei Wegmann GmbH & Co. KG | Elément de blindage composite plat |
| EP2363682A2 (fr) | 2010-03-05 | 2011-09-07 | Krauss-Maffei Wegmann GmbH & Co. KG | Procédé de réparation d'un élément de blindage composite et kit de réparation destiné à la réalisation de la réparation |
| EP2363683A3 (fr) * | 2010-03-05 | 2013-10-30 | Krauss-Maffei Wegmann GmbH & Co. KG | Elément de blindage composite, notamment plaque de blindage composite, pour la protection contre des projectiles |
| EP2239534A3 (fr) * | 2009-04-07 | 2014-04-30 | Plasan Sasa Ltd | Blindage balistique |
| EP2330377A3 (fr) * | 2009-12-04 | 2014-08-27 | Krauss-Maffei Wegmann GmbH & Co. KG | Module de protection avec matériau en vrac |
| WO2015175048A3 (fr) * | 2014-02-14 | 2016-01-14 | Sierra Protective Technologies | Blindages formables employant des composants de céramique |
| US9909842B2 (en) | 2012-07-27 | 2018-03-06 | Np Aerospace Limited | Armour |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE69600574T2 (de) | 1996-11-12 | 1999-06-17 | Mofet Etzion, North Yehuda | Verbundpanzerplatte und Verfahren zur Herstellung |
| DE10313231A1 (de) | 2003-03-19 | 2004-10-07 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Hochfeste Flächengebilde für endballistischen Schutz und Verschleißschutz und Verfahren zu ihrer Herstellung |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3684631A (en) * | 1969-12-12 | 1972-08-15 | Textron Inc | Glass armor fabrication |
| FR2419498A1 (fr) * | 1978-03-08 | 1979-10-05 | Merlin Gerin | Blindage composite coule |
| GB2377006A (en) * | 2001-06-30 | 2002-12-31 | David Adie | Ballistic protection shield |
| GB0506360D0 (en) * | 2005-03-30 | 2005-05-04 | Secr Defence | A ceramic element for use in armour |
| DE102006053047B4 (de) * | 2006-11-10 | 2008-12-18 | Krauss-Maffei Wegmann Gmbh & Co. Kg | Verbundpanzerplatte |
-
2008
- 2008-02-06 ES ES08002139T patent/ES2361376T3/es active Active
- 2008-02-06 DE DE502008002989T patent/DE502008002989D1/de active Active
- 2008-02-06 AT AT08002139T patent/ATE503981T1/de active
- 2008-02-06 EP EP08002139A patent/EP1959223B1/fr not_active Not-in-force
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE69600574T2 (de) | 1996-11-12 | 1999-06-17 | Mofet Etzion, North Yehuda | Verbundpanzerplatte und Verfahren zur Herstellung |
| DE10313231A1 (de) | 2003-03-19 | 2004-10-07 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Hochfeste Flächengebilde für endballistischen Schutz und Verschleißschutz und Verfahren zu ihrer Herstellung |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2053340A2 (fr) | 2007-10-24 | 2009-04-29 | Krauss-Maffei Wegmann GmbH & Co. KG | Elément de blindage composite plat |
| DE102007050658A1 (de) | 2007-10-24 | 2009-04-30 | Krauss-Maffei Wegmann Gmbh & Co. Kg | Flächiges Verbundpanzerungselement |
| DE102007050660A1 (de) | 2007-10-24 | 2009-04-30 | Krauss-Maffei Wegmann Gmbh & Co. Kg | Flächiges Verbundpanzerungselement |
| EP2053339A2 (fr) | 2007-10-24 | 2009-04-29 | Krauss-Maffei Wegmann GmbH & Co. KG | Elément de blindage composite plat |
| EP2239534A3 (fr) * | 2009-04-07 | 2014-04-30 | Plasan Sasa Ltd | Blindage balistique |
| EP2330377A3 (fr) * | 2009-12-04 | 2014-08-27 | Krauss-Maffei Wegmann GmbH & Co. KG | Module de protection avec matériau en vrac |
| DE102010000649B4 (de) * | 2010-03-05 | 2013-04-25 | Krauss-Maffei Wegmann Gmbh & Co. Kg | Verfahren zur Instandsetzung eines Verbundpanzerungselements sowie Reparatur-Set zur Durchführung der Instandsetzung |
| EP2363683A3 (fr) * | 2010-03-05 | 2013-10-30 | Krauss-Maffei Wegmann GmbH & Co. KG | Elément de blindage composite, notamment plaque de blindage composite, pour la protection contre des projectiles |
| DE102010000649A1 (de) | 2010-03-05 | 2011-09-08 | Krauss-Maffei Wegmann Gmbh & Co. Kg | Verfahren zur Instandsetzung eines Verbundpanzerungselements sowie Reparatur-Set zur Durchführung der Instandsetzung |
| EP2363682A2 (fr) | 2010-03-05 | 2011-09-07 | Krauss-Maffei Wegmann GmbH & Co. KG | Procédé de réparation d'un élément de blindage composite et kit de réparation destiné à la réalisation de la réparation |
| EP2363683B1 (fr) | 2010-03-05 | 2017-12-27 | Krauss-Maffei Wegmann GmbH & Co. KG | Elément de blindage composite, notamment plaque de blindage composite, pour la protection contre des projectiles |
| EP2363682B1 (fr) | 2010-03-05 | 2019-09-04 | Krauss-Maffei Wegmann GmbH & Co. KG | Procédé de réparation d'un élément de blindage composite et kit de réparation destiné à la réalisation de la réparation |
| DE102010000648B4 (de) | 2010-03-05 | 2024-09-19 | Knds Deutschland Gmbh & Co. Kg | Verbundpanzerungselement zum Schutz vor Geschossen |
| US9909842B2 (en) | 2012-07-27 | 2018-03-06 | Np Aerospace Limited | Armour |
| WO2015175048A3 (fr) * | 2014-02-14 | 2016-01-14 | Sierra Protective Technologies | Blindages formables employant des composants de céramique |
Also Published As
| Publication number | Publication date |
|---|---|
| DE502008002989D1 (de) | 2011-05-12 |
| ES2361376T3 (es) | 2011-06-16 |
| ATE503981T1 (de) | 2011-04-15 |
| EP1959223A3 (fr) | 2010-03-17 |
| EP1959223B1 (fr) | 2011-03-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1959223B1 (fr) | Procédé de fabrication d'un panneau de blindage composite | |
| EP1949017B1 (fr) | Élément de blindage composite et élément de corps actif pour l'insertion dans un élément de blindage composite | |
| DE69518633T2 (de) | Verbesserungen an zweischaligen verbundpaneelen | |
| EP2559532B1 (fr) | Procédé de fabrication d'un élément de construction composite multicouche translucide avec plaque de façade intégrée et produits obtenus selon ledit procédé | |
| DE102006008728B3 (de) | Verfahren zur Herstellung eines räumlichen Stabwerks als Kernstruktur einer Sandwichkonstruktion | |
| WO2009132612A1 (fr) | Procédé de fabrication d'un raccord de pale de rotor, raccord de pale et élément de fixation pour un raccord de pale | |
| DE102013220718A1 (de) | Bauteil mit einem Befestigungsbereich für eine Schraubverbindung sowie Formteil und Befestigungsteil | |
| DE4133416C3 (de) | Verfahren zum Herstellen von Formkörpern, insbesondere von Dämmplatten | |
| DE19925953C1 (de) | Bolzenverbindung für Faserverbundstrukturen | |
| DE102009051392A1 (de) | Verfahren zum Herstellen eines Verbundkörpers aus mindestens einem vorzufertigenden Metallbauteil und mindesten einem Kunststoffbauteil und formschlüssig gefügter Verbundkörper | |
| DE102012211765A1 (de) | Kernschicht für ein Sandwichverbundbauteil, Sandwichverbundbauteil und Verfahren zur Herstellung eines Sandwichverbundbauteils | |
| EP0213109B1 (fr) | Lame de ressort et procédé pour sa fabrication | |
| DE102007003273A1 (de) | Lokalisierte Bearbeitung von verstärkten Schaumwerkstoffen sowie Kernverbundbauteil | |
| EP2926990B1 (fr) | Procédé de mise à disposition d'entretoises | |
| DE102013200287A1 (de) | Verfahren für die Herstellung eines Strukturbauteils eines Fahrzeugs | |
| DE102010048337B4 (de) | Verfahren zum Aufspannen eines Bauteils an einem Bauteilträger | |
| EP2840194B1 (fr) | Élément en bois composite et procédé de fabrication | |
| DE102007050658B4 (de) | Flächiges Verbundpanzerungselement | |
| DE2721696A1 (de) | Verfahren zur ausbesserung schadhafter platten und vorrichtung zur durchfuehrung des verfahrens | |
| EP1303003B1 (fr) | Revêtement de protection pour installations radiotechniques, leurs éléments de construction, et procédé de fabrication | |
| DE10106057C2 (de) | Piezokeramische Platte und Verfahren zum Herstellen derselben | |
| AT380039B (de) | Verfahren und vorrichtung zum herstellen von verbindungslaschen fuer elektrisch isolierende oder elektrisch leitende klebestoesse an schienen, sowie einbaufertige lasche | |
| DE102004062800B4 (de) | Formschlussverbindung | |
| DE102016200040A1 (de) | Unterlagsplatte zur Auflage von Erzeugnissen während deren Herstellung sowie zur Lagerung derselben in einem Regal o.dgl. | |
| DE102018220636A1 (de) | Verfahren zum Herstellen einer Feder-Baugruppe, Feder-Baugruppe und Feder einer Feder-Baugruppe |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| 17P | Request for examination filed |
Effective date: 20100715 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: F41H 5/04 20060101AFI20101125BHEP |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 502008002989 Country of ref document: DE Date of ref document: 20110512 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502008002989 Country of ref document: DE Effective date: 20110512 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BOHEST AG |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2361376 Country of ref document: ES Kind code of ref document: T3 Effective date: 20110616 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110701 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20110330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110630 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110801 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110730 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 |
|
| 26N | No opposition filed |
Effective date: 20120102 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502008002989 Country of ref document: DE Effective date: 20120102 |
|
| BERE | Be: lapsed |
Owner name: KRAUSS-MAFFEI WEGMANN G.M.B.H. & CO. KG Effective date: 20120228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 503981 Country of ref document: AT Kind code of ref document: T Effective date: 20130206 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130206 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120206 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: NEW ADDRESS: HOLBEINSTRASSE 36-38, 4051 BASEL (CH) |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080206 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20170228 Year of fee payment: 10 Ref country code: SE Payment date: 20170221 Year of fee payment: 10 Ref country code: FR Payment date: 20170220 Year of fee payment: 10 Ref country code: CH Payment date: 20170221 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20170220 Year of fee payment: 10 Ref country code: GB Payment date: 20170221 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20170217 Year of fee payment: 10 Ref country code: ES Payment date: 20170220 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502008002989 Country of ref document: DE Representative=s name: FEDER WALTER EBERT PARTNERSCHAFT VON PATENTANW, DE Ref country code: DE Ref legal event code: R082 Ref document number: 502008002989 Country of ref document: DE Representative=s name: FEDER WALTER EBERT PATENTANWAELTE, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502008002989 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20180301 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20180206 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180228 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180228 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20181031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180228 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180206 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180206 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20190801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180207 |