EP1945390B1 - Verfahren und vorrichtung zur befestigung von metallstrukturen - Google Patents
Verfahren und vorrichtung zur befestigung von metallstrukturen Download PDFInfo
- Publication number
- EP1945390B1 EP1945390B1 EP06810004A EP06810004A EP1945390B1 EP 1945390 B1 EP1945390 B1 EP 1945390B1 EP 06810004 A EP06810004 A EP 06810004A EP 06810004 A EP06810004 A EP 06810004A EP 1945390 B1 EP1945390 B1 EP 1945390B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- fixing
- cage
- stirrups
- contrasting
- longitudinal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21F—WORKING OR PROCESSING OF METAL WIRE
- B21F27/00—Making wire network, i.e. wire nets
- B21F27/12—Making special types or portions of network by methods or means specially adapted therefor
- B21F27/121—Making special types or portions of network by methods or means specially adapted therefor of tubular form, e.g. as reinforcements for pipes or pillars
- B21F27/125—Making special types or portions of network by methods or means specially adapted therefor of tubular form, e.g. as reinforcements for pipes or pillars by attaching individual stirrups to longitudinal wires
Definitions
- the present invention relates to a method according to the preamble of claim 1 and an apparatus according to the preamble of claim 5 for the completion of pre-cages through the fixing of longitudinal reinforcement bars to some of the stirrups at least, composing the pre-cage, in particular for the production of metal cages for reinforced concrete, an example of such a method and apparatus is disclosed by EP-A-1243358 (italian application UD 2001A000055 ).
- stirrups are commonly used, which are constituted by longitudinal reinforcement steel bars connected to transversal stirrups suitably spaced out.
- the stirrups usually define a closed pathway, for example with quadrilateral shape, having overlapped ends.
- the longitudinal bars are inserted inside the profile defined by the stirrups, at the design positions specified by the structural engineers, where they have to be suitably fixed, for example at the angles of such profile.
- pre-cage In order to improve the assembly accuracy and speed, are known automatic methods and apparatuses suited to realize a preliminary cage, usually called pre-cage or with similar words, constituted by the reinforcement stirrups and by disposable longitudinal auxiliary wires, not included in the structural design, which are usually welded externally in order to retain the stirrups of the cage to realize.
- the longitudinal bars are inserted inside the pre-cage and fixed at the suitable design positions in order to obtain the desired structural geometry.
- the advantage of the use od the pre-cage consists in the fact that, for joining the reinforcement longitudinal bars, it is not necessary any more to fix all the bars at the crossings with all the stirrups to constitute a sufficiently rigid structure, but it is sufficient to hang the bars to the pre-cage, which is already itself a rigid structure. Consequently, thanks to this method, the fixing operations to effect are drastically reduced and the fixing accuracy is improved, thus increasing the total velocity with which the reinforcement cage is accomplished.
- Several patents are known, which illustrate how to produce such pre-cages, in particular the patent n° EP 0667195 B1 in the name of the Applicant and the patent EP 1101547 in the name of the company MEP S.p.A..
- the Italian patent application UD2001A000055 ( EP-A-1243358 ) in turn illustrates a device for the completion of reinforcement cages which enables to carry out the positioning of the longitudinal bars at the internal angles of the stirrups.
- This device comprises lifting elements which lift the pre-cage for overturning it partially and in succession on a supporting surface, so as to take each time a different angle to an operational position.
- the cited device enables the positioning and the fixing of the longitudinal bars only at the angles of the stirrups and, moreover, does not carry out any automatic fixing of the bars.
- the aim of the present invention is to overcome the cited problems, by devising a method and an apparatus which enable to carry out the fixing of longitudinal reinforcement bars automatically, for the production of metal cages for reinforced concrete starting from a pre-cage.
- a further aim of the invention is to devise an apparatus for the completion of the pre-cages by the fixing of longitudinal reinforcemet bars, which is of simple conception, reliable function and versatile use.
- the cited aims are achieved according to the present invention by the method for the fixing metal structures, in particular metal cages of the type obtained starting from a metal pre-cage constituted by a series of stirrups suitably spaced out on substantially parallel planes, constrained to one longitudinal auxiliary wire at least, comprising the steps of:
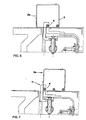
- fig. 1 illustrates a side view of the apparatus for fixing metal structures according to the invention
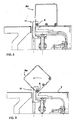
- fig. 2-12 respectively illustrate a detail view of the operational area of the claimed apparatus, at different operational steps
- fig. 13 illustrates a perspective exploded view of the fixing means intended for the use in the claimed apparatus
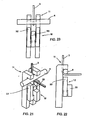
- fig. 21, 22 and 23 respectively illustrate a perspective view, a front view and a side view of a different embodiment of said fixing means
- fig. 30 illustrates a perspective view of the bench constituting the frame of the claimed apparatus.
- 1 refers to the apparatus for fixing metal structures according to the present invention.
- the apparatus is suitable for carrying out the completion of pre-cages through the fixing, by welding, of longitudinal reinforcement bars for producing metal cages 2 for reinforced concrete ( fig. 13 ).
- the apparatus 1 it is also possible to use the apparatus 1 for carrying out the generic fixing of elements in structures of different material, size and use.
- the metal cage 2 to produce is constituted by a series of longitudinal bars 4 usually positioned parallel and at prefixed distances from the longitudinal axis of the structure itself, internally fixed to a plurality of stirrups 3.
- the longitudinal reinforcement bars 4 are fixed to the stirrups 3 at respective design positions determined by the structural design.
- stirrups 3 are represented closed for the sake of simplicity, but, actually, they commonly shape an open profile with overlapping ends.
- the apparatus 1 is suited to carry out the fixing of the longitudinal reinforcement bars 4, in some points at least, to a pre-cage 2a constituted by the stirrups 3 longitudinally spaced out and constrained to disposable longitudinal auxiliary wires 8.
- the apparatus 1 is constituted by a work bench 6 suited to define a work surface 7 preferably horizontal, on which the pre-cage 2a is longitudinally prearranged, being the pre-cage 2a supported by respective sides of the stirrups 3.
- the work surface 7 can shape a front folding portion intended for facilitating the loading, unloading and handling operations of the pre-cage 2a.
- the bench 6 preferably presents a series of recesses 60 suitably distributed along the edge, suited to enable an easy access of the operators for the execution of the manual operational steps ( fig. 30 ).
- the work bench 6 presents a longitudinal slit 9 along which suitably spaced fixing areas 10 are defined. At such fixing areas 10 are suited to act operational tools for the fixing to the stirrups 3 of the pre-cage 2a, of a reinforcement bar 4 prearranged in the suitable design position 5 of the cage 2, according to a fixing axis, as described in detail later on.
- Such operational tools comprise a plurality of contrasting means 11 suitable for being positioned longitudinally along the slit 9, and mobile fixing means 12 suited to carry out, preferably in succession, the fixing operations required at the design positions 5.
- the contrasting means 11 and the fixing means 12 are supported on the same side as to the pre-cage 2a, where the respective actuators are housed, too.
- the contrasting means 11 is shaped so as to enter the volume of the pre-cage 2a, tighten the bar 4 against the stirrups 3 of the pre-cage 2a and, in case of need, disappear under the work surface 7, releasing the pre-cage 2a in order to avoid interference during the handling of the pre-cage 2a itself.
- the contrasting means 11 is preferably constituted by couples of C-shaped contrasting elements aligned in longitudinal direction, so as to constitute a fork which defines a space suited to enable the interposition of a portion of the stirrup 3 to fix to the bar 4.
- the contrasting elements 11 present respective upper and lower end portions 13, 14 positioned orthogonally to respective intermediate portions 15 positioned in a substantial vertical way ( fig. 13 ).
- the contrasting elements 11 are fixed to a vertical stem 16 sliding axially inside a short tube 17 sliding along a horizontal section bar 19 integral with the fixed framework 20 of the apparatus 1.
- the stem 16 is associated to drive means suited to operate its vertical sliding inside the short tube 17 for positioning the contrasting elements 11 at three positions:
- the drive means of the contrasting elements 11 are preferably constituted by a linear actuator, not illustrated, suited to move a spar 18 having a longitudinal development substantially equal to that of the work surface 7, suited to contrast the stems 16 at a lower portion.
- the spar 18 is suited to contrast the lower end of the stems 16 in order to cause the lifting of all the contrasting elements 11 suitably distributed along the length of the apparatus.
- the lowering of the stems 16 is substantially produced by the gravity action acting on the contrasting elements 11 when the spar 18 is taken to the intermediate position and lowered.
- the fixing means 12 are constituted by a first and a second fixing element 22, 23 suited to cooperate with the contrasting elements 11 for the fixing of the longitudinal bar 4 to the stirrup 3 ( fig. 13 ).
- the first and second fixing element 22, 23 constitute a couple of overlapped electrodes suited to perform the desired junction through welding.
- the electrodes 22, which are conductive, preferably of a suitable copper alloy, are suitably connected to a power supplying device by means of suitable flexible conductors 24.
- the first electrode 22 shapes a flat upper face 25, through which it is suitable for intercepting the stirrup 3 by a lower portion during the welding phase.
- the second electrode 23 which is mounted below the first electrode 22, shapes a flat lower face 26 suited to contrast suitably the lower portions 14 of the contrasting elements 11 which, being operated by the electrode 23, transmit the polarity to the bar 4 and at the same time draw the bar 4 near the stirrup 3.
- the electrodes 22, 23 are fitted mobile below the work surface 7. To be more precise, they are suited to be operated by respective linear actuators, not illustrated, in motion of translation according to opposite ways along the direction of the contact force. In this independent motion, the electrodes 22, 23 are suited to be guided by the guiding stems 27 provided at the upper portion of the second electrode 23 and inserted sliding axially in respective holes provided at a lower portion of the first electrode. 22. To be more precise, the first electrode 22 is suited to be operated alternatively between a lowered configuration, inactive, at some distance from the stirrup 3 and a lifted configuration, active, whereat it is drawn near in contact with the stirrup 3 by the upper face 25.
- the second electrode 23 is suited to be operated in suitable phase relationship as to the first electrode 22, between a lifted configuration, inactive, and a lowered configuration, active, whereat the electrode contrasts by the lower face 26 the lower portions 14 of the contrasting elements 11 positioned, in turn, in the intermediate position for carrying out the welding of the stirrup 3 to the longitudinal bar 4.
- the electrodes 22, 23, together with the operating actuators and the power supplying device, are fitted on a carriage 28 mobile in longitudinal direction.
- the carriage 28 is sliding through rolling means on guiding shanks 30 longitudinally extended as much as the apparatus 1 and integral with the fixed framework 20 beneath the work surface 7.
- the motion of the carriage 28 in longitudinal direction is controlled by operating means of known type through drive means, for example of flexible type through a chain wound around suitable gear wheels or through a wheel- rack coupling.
- sensors 40 Near the electrodes 22, 23 are fitted sensors 40 ( fig. 13 ), suited to detect, during the advance motion of the carriage 28, the reaching of the contrasting elements 11 positioned at the fixing areas 10. Such sensors 40 are suited to transmit suitable stop signals to the means operating the carriage 28.
- the sensors 40 provided are preferably two at least, on opposite sides of the carriage 28 as to the direction of the motion, so as to signal usefully the reaching of the fixing area 10 in one way as well as in the opposite one.
- the contrasting elements 11 have to be prearranged along a fixing longitudinal axis defined at the slit 9, being the contrasting elements 11 suitably spaced out depending on the position of the stirrups 3 to fix to the longitudinal reinforcement bars 4 in a position 5 provided by the design and the relevant structural computation, for the completion of the cage 2.
- the contrasting elements 11 are spaced each other by making the corresponding short tubes 17 slide along the section bar 19.
- the contrasting elements 11 are suited to contrast the longitudinal reinforcement bars 4, by acting at the selected fixing areas 10.
- the pre-cage 2a is prearranged on the work surface 7, leaning on respective horizontal sides of the stirrups 3, wherein the stirrups 3 are suitably positioned at respective contrasting elements 11 ( fig. 1 ).
- the contrasting elements 11 are positioned so that the stirrups 3 of the pre-cage 2a to fix to the reinforcement bars 4 are substantially positioned in the middle of the fork defined by the contrasting elements 11 themselves.
- a first longitudinal reinforcement bar 4 is inserted inside the stirrups 3, along the cited fixing axis. It is worth noting that, in order to easily insert such bar 4 inside the stirrups 3, the contrasting elements 11 are taken in this phase to the lifted position, suitably spaced from the work surface 7, while the pre-cage 2a is positioned at a position suitably advanced frontally to the contrasting elements 11, so as to be at some distance from the fixing area 10 ( fig. 1 ).
- the pre-cage 2a is pulled back so as to be positioned with the stirrups 3 close to the said bar 4 in the design position 5 ( fig. 2 ).
- the first longitudinal bar 4 is fixed close to the inner lower corner of the vertical side turned to the gripping area of the hook-shaped contrasting elements 11, as illustrated.
- the cited moving back of the pre-cage 2a can be carried out manually or through suitable mechanical instruments.
- the prearranged pre-cage 2a lies with the first reinforcement bar 4 in the design position 5, aligned at respective fixing areas 10, and with the stirrups 3 to weld in the middle of each fork of the contrasting elements 11.
- the contrasting elements 11 are lowered in the contrasting position so as to tighten suitably the longitudinal bar 4 to the stirrups 3 ( fig. 3 ).
- the carriage 28 is operated in advance towards a first selected fixing area 10.
- the carriage 28 stops for carrying out the desired fixing.
- the electrodes 22, 23, which are respectively in the inactive position, face the portions 13 and 14 of the contrasting elements 11 ( fig. 14, 15 and 16 ). Subsequently the electrodes 22, 23 are operated in the active position and powered for transmitting the necessary fixing actions to the joint ( fig. 17, 18, 19 and 20 ). In particular, to the joint are transmitted opposing contact forces and suitable amounts of current.
- the operational means is shaped and the diameter of the elements constituting the joint is, it is important that the fixing action is effected while substantially preserving the contact among the stirrups 3 of the pre-cage 2a and the work surface 7, that is while avoiding the lifting of the manufactured item and the production of undesired deformations, as well as the possible move of the bars 4 from the design positions 5.
- the adopted solution reaches this aim thanks to the fact that the contrasting elements 11 push the joint against a reference surface constituted by the work surface 7 without requiring any external adjustment, setting or data input.
- the electrodes 22, 23 are taken back to the inactive position.
- the carriage 28 is operated again in motion for reaching the second fixing area 10 aligned to the previous one in order to carry out the second fixing operation on the longitudinal bar 4.
- the fixing operations are carried out in the same way at the remaining fixing areas 10 aligned along the longitudinal slit 9, in order to complete the fixing of the longitudinal bar 4 to the provided stirrups 3 of the pre-cage 2a.
- the pre-cage 2a and the bars 4 may have a longitudinal extension lower than the length of the work surface 7 or, anyway, the contrasting elements 11 actually used may be less than the ones provided on the apparatus 1. Therefore the device is usefully provided with suitable sensors able to recognize autonomously the end of the bar 4 in process, by detecting where the contrasting element 11 whereat the carriage 28 is positioned, in the event it does not contrast the bar 4, comes substantially in contact with the upper electrode under the gravity action, thus indicating the absence of the bar to weld without requiring any input relating to the length or the position of the bars themselves. Such recognition takes place even in case a stirrup 3 of the pre-cage 2a is actually in the contrasting element 11, but without any bar 4.
- the contrasting elements 11 are operated to the lifted position in order to release the longitudinal bar 4 already fixed. So the pre-cage 2a can be translated on the work surface 7 transversally to its longitudinal axis and / or rotated in suitable phase relationship around an axis parallel to such longitudinal axis, in order to position the stirrups 3 in the further positions 5 provided by the design and the structural computation, at the contrasting elements 11, and to fix the further longitudinal bars 4 to them.
- a second longitudinal reinforcement bar 4 inserted inside the pre-cage 2a ( fig. 6 ).
- the contrasting elements 11 are shifted into the lowered position beneath the work surface 7 to avoid any interference with the auxiliary wires 8 of the pre-cage 2a (see fig. 5 ).
- the contrasting elements 11 are taken to the lifted position again in order to draw in to the new longitudinal bar 4 to fix, then lowered in the contrasting position to tighten the same bar 4.
- the pre-cage 2a is advantageously translated forward to the gripping area of the contrasting elements 11, so as to enable the bar 4 just fixed to come out and move to the adjacent fixing position without interfering with the contrasting elements 11 themselves.
- the pre-cage 2a is rotated on the work surface 7 ( fig. 9 ). It is to point out that, in order to carry out the capsizing of the pre-cage 2a, the previously fixed bar 4 advantageously acts as a pivot, being suitably retained by the contrasting elements 11 at the fixing axis.
- the cage 2 is finally completed by proceeding with repeated cycles of handling the pre-cage 2a and fixing the longitudinal bars 4 provided by the structural computation ( fig. 10, 11 and 12 ).
- the claimed method and the apparatus which carries out the method reach the aim of fixing metal structure in a more automated way, in particular for the completion of metal cages for reinforced concrete, realized starting from a pre-cage.
- the fixing means 12 which allows to operate the fixing of all longitudinal reinforcement bars 4 settled by the structural computation for a determined metal cage 2, by proceeding preferably in succession at the fixing positions 5.
- the fixing means 12 is preferably mobile in longitudinal direction as to the work bench 6 as previously described.
- the fixing means 12 provides for the use of two parallel electrodes 32, 33 moved by the same side, preferably upward.
- the first electrode 32 is suited to contrast the longitudinal reinforcement bar 4, while the second electrode 33 contrasts the stirrup 3. In this way, it is not necessary any more that the contrasting elements 11 are made of any expensive conductive material, thus gaining a considerable constructional economy.
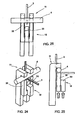
- the electrodes 32 and 33 are operated separately. In particular, at first both electrodes 32, 33 are moved upward till the first electrode 32 comes in contact with the reinforcement bar 4 ( fig. 24, 25 and 26 ); in suitable phase relationship, only the second electrode 33 is operated till it comes in contact with the corresponding stirrup 3 of the junction ( fig. 27, 28 and 29 ).
- the simultaneous handling of both the electrodes 32 and 33 through a single actuator, by interposing one elastic element at least, in order to compensate for the different travel that the two electrodes must make.
- the first electrode 32 is represented split in two prongs, but it is obviously possible to provide for an electrode shaped by only one element.
- the claimed method and apparatus allow a notable reduction of the production costs for the metal cages, in particular thanks to the possibility of using only one fixing assembly or, anyway, a reduced number of fixing assemblies to join the reinforcement bars 4 to the stirrups 3.
- a prerogative of the invention is constituted by the considerable speed in the execution of the fixing operations.
- the fixing means 12 is allowed to move forward at very high speed from a selected fixing area to the subsequent, thus reducing the idle times of the production cycle.
- the sensors 40 suited to position the fixing means 12 correctly guarantee the correct positioning of the same even when the carriage 28 carrying the fixing means itself goes at high speed.
- Such result is achieved also thanks to a plurality of contrasting elements 11 which allow an easy recognition of the welding area, since the fixing means 12 has not to identify the elements to fix directly, but limits itself to detect the presence of the contrasting elements 11 which are already at the selected joint to fix.
- the cited contrasting elements are prearranged to grip the elements constituting the joint and this constitutes an advantage in comparison with different systems, according to which the contrasting elements are not prearranged, because it allows to gain the time necessary for the contrasting elements to go out, to be taken to the right position behind the bar, corresponding to the stirrup, and the time for the return travel after fixing.
- An essential feature of the apparatus according to the present invention is the arrangement of the contrasting elements 11 as well as of the fixing means 12 on the same side and the possibility of releasing such contrasting elements 11 below the work surface 7.
- This feature is essential to carry out the fixing of a tri-dimensional handiwork such as a cage with closed profile, since it is essential not to have any obstacle to the handling of the handiwork itself during formation as well as to the aim of reaching the joints during the fixing phases.
- a tri-dimensional handiwork such as a cage with closed profile
- the operational tools are carried on opposite sides of the product in process, which so can freely slide in the middle and whose joints can be reached without any obstacle thanks to the kind of the product itself. Consequently such a known technique is not usable in case of tri-dimensional products, such as the mentioned cages.
- the claimed apparatus allows the widest adjustment range for the positioning of all the tools intended for the fixing.
- Another important prerogative is constituted by the advantage that no data entry is required, relating either to the thickness of the joint components, or to the position and the length of the bars to fix.
- a further prerogative of the invention consists in the fact that the use of the apparatus by the operators results simple and secure, in particular thanks to the recesses 60 provided at the folding portion of the bench 6 and to the fact that the phase of drawing near the contrasting elements 11 to the joint to weld is obtained through the sole action of the force of gravity and consequently any risk connected to the crushing of the upper limbs is avoided.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Wire Processing (AREA)
- Catalysts (AREA)
- Reinforcement Elements For Buildings (AREA)
- Coating With Molten Metal (AREA)
Claims (20)
- Verfahren zum Befestigen von Metallkonstruktionen, insbesondere zum Fertigstellen von Körben (2) aus Metall ausgehend von einem Vorkorb (2a) aus Metall, der aus einer Reihe von Bügeln (3) besteht, die in im Wesentlichen parallelen Ebenen mit einem geeigneten Abstand angeordnet sind und von mindestens einem längsverlaufenden Hilfsbindedraht (8) fixiert werden, dadurch gekennzeichnet, dass es die folgenden Phasen vorsieht:a. Vorbereiten längs einer Befestigungsachse von in Entsprechung mit vorbestimmten Befestigungszonen (10) wirkenden Anschlagmitteln (11), die in Abhängigkeit von der Position der vorbestimmten Bügel (3) angemessen beabstandet sind, die an Längsbewehrungsstäben (4) in einer vom Projekt und der zugehörigen Strukturberechnung vorgesehenen Position (5) zum Fertigstellen des Korbs (2) zu befestigen sind;b. Vorbereiten auf einer Arbeitsfläche (7) des Vorkorbs (2a) aus Metall, wobei mindestens ein Abschnitt der zu befestigenden Bügel (3) in Entsprechung mit den Anschlagmitteln (11) angeordnet ist;c. Einführen in den Vorkorb (2a) aus Metall von mindestens einem ersten Längsbewehrungsstab (4) in Entsprechung mit der Befestigungsachse in Übereinstimmung mit den vorbestimmten Befestigungszonen (10), in denen die Anschlagmittel (11) wirken;d. Klemmen des ersten Längsbewehrungsstab (4) auf die Bügel (3) des Vorkorbs (2a) in der vom Projekt vorgesehenen Position (5) mit Hilfe der Anschlagmittel (11);e. Ausführen der Befestigung des ersten Längsbewehrungsstabs (4) an den Bügeln (3) auf Höhe der Anschlagmittel (11) mit Hilfe von Befestigungsmitteln (12), die längs einer Längsachse in Entsprechung mit der Arbeitsfläche (7) wirken;f. Verschieben des Vorkorbs (2a) quer zur Längsachse auf der Arbeitsfläche (7) und/oder Drehen in einer geeigneten Phasenbeziehung des Vorkorbs (2a) um eine zu dieser Längsachse parallelen Achse, um den Vorkorb (2a) in der zum Befestigen weiterer Längsbewehrungsstäbe (4) an den Bügeln (3) in einer entsprechenden weiteren vom Projekt und der zugehörigen Strukturberechnung vorgesehenen Position geeigneten Position anzuordnen;g. Einführen in einer geeigneten Phasenbeziehung der weiteren vom Projekt und der zugehörigen Strukturberechnung vorgesehenen Längsbewehrungsstäbe (4) in den Vorkorb (2a);h. Befestigen aller Längsbewehrungsstäbe (4) an mindestens einem Teil der Bügel (3) in den weiteren vom Projekt und der zugehörigen Strukturberechnung vorgesehenen Positionen, um die Herstellung des Korbs zu vervollständigen.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Anschlagmittel (11) während der Phase der Verschiebung und/oder Drehung des Vorkorbs (2a) für die Befestigung der Bügel (4) unter die Arbeitsfläche (7) gebracht werden können, um das Überwinden der Hilfsbindedrähte (8) des Vorkorbs (2a) zu ermöglichen.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass es das Verstellen der Anschlagmittel (11) in Arbeitspositionen vorsieht, die sich auf verschiedenen Höhen bezogen auf die Arbeitsfläche (7) befinden.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass es das Anschlagen und Befestigen der Längsbewehrungsstäbe (4) an den Bügel (3) mit Hilfe von Anschlag- und Befestigungsmitteln (11, 12) vorsieht, die auf einer selben Seite des Vorkorbs (2a) gelagert sind, so dass sie in das Volumen des Vorkorbs (2a) eintreten, den Stab (4) gegen die Bügel (3) des Vorkorbs (2a) spannen und unter die Arbeitsfläche (7) versenkt werden können, wodurch sie sich aus dem Vorkorb (2a) zurückziehen, um während der Handhabung des Vorkorbs (2a) nicht zu stören.
- Vorrichtung zum Befestigen von Metallkonstruktionen, insbesondere zum Fertigstellen von Körben (2) aus Metall ausgehend von einem Vorkorb (2a) aus Metall, der aus einer Reihe von Bügeln (3) besteht, die in im Wesentlichen parallelen Ebenen mit einem geeigneten Abstand angeordnet sind und von mindestens einem längsverlaufenden Hilfsbindedraht (8) fixiert werden, dadurch gekennzeichnet, dass sie umfasst,- eine Arbeitsfläche (7) auf der der Vorkorb (2a) vorgesehen werden kann;- eine Vielzahl von längs der Arbeitsfläche (7) festgelegten und entlang einer Längsachse gefluchteten vorbestimmten Befestigungszonen (10) für die Befestigung der Bügel (3) an einem der Längsbewehrungsstäbe (4);- Anschlagmittel (11), die geeignet sind, in einer vom Projekt vorgesehenen Position (5) an den Längsstab (4) anzugreifen, in welcher der Stab (4) an den Bügeln (3) des Vorkorbs (2a) in Übereinstimmung mit den vorbestimmten Befestigungszonen (10) befestigt werden muss, in denen die Anschlagmittel (11) wirken;- Befestigungsmittel (12), die geeignet sind, mit den Anschlagmitteln (11) zusammenzuarbeiten, um die Befestigung des Längsstabs (4) an den Bügel (3) auszuführen.
- Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, dass die Befestigungsmittel (12) längs zur Arbeitsfläche (7) beweglich sind.
- Vorrichtung nach Anspruch 5 oder 6, dadurch gekennzeichnet, dass die Befestigungsmittel (12) über einen bidirektionalen Arbeitsweg längs der Arbeitsfläche (7) verfügen, so dass sie die Phase der Befestigung der Stäbe (4) an den Bügeln (3) in beiden Verfahrrichtungen ausführen können.
- Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, dass sie eine Vielzahl der Anschlagmittel (11) vorsieht, die jeweils längs zur Arbeitsfläche (7) in Übereinstimmung mit den Befestigungszonen (10) angeordnet sind.
- Vorrichtung nach Anspruch 5 oder 8, dadurch gekennzeichnet, dass die Anschlagmittel (11) zwischen einer abgesenkten Rückzugsstellung unterhalb der Arbeitsfläche (7), einer auf eine Höhe, die das unbehinderte Einführen der aus dem Bügel (3) und dem Bewehrungsstab (4) bestehenden Verbindung ermöglicht, über die Arbeitsfläche (7) angehobenen Stellung und einer dazwischen liegenden Eingriffsstellung dieser Verbindung bewegt werden können, um an der Befestigung mitzuwirken.
- Vorrichtung nach Anspruch 5 oder 8, dadurch gekennzeichnet, dass die Anschlagmittel (11) und die Befestigungsmittel (12) auf einer selben Seite des Vorkorbs (2a) gelagert sind, so dass sie in das Volumen des Vorkorbs (2a) eintreten, den Stab (4) gegen die Bügel (3) des Vorkorbs (2a) spannen und unter die Arbeitsfläche (7) versenkt werden können, wodurch sie sich aus dem Vorkorb (2a) zurückziehen, um während der Handhabung des Vorkorbs (2a) nicht mit den Hilfsbindedrähten (8) zu kollidieren.
- Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, dass die Anschlagmittel (11) geeignet sind, die aus dem Längsstab (4) und dem Bügel (3) bestehende Verbindung im Anschlag gegen eine Referenzfläche zu drücken, die in der Arbeitsfläche (7) besteht, um die Verbindung unabhängig vom Durchmesser des Längsstabs (4) und des Bügels (3) einzuspannen und diese Einspannung selbsttätig auch dann aufrechtzuerhalten, wenn sich dieser Durchmesser während der Befestigungsphase ändert, ohne unerwünschte Verformungen oder Verschiebungen der Elemente zu bewirken, aus denen die Verbindung besteht.
- Vorrichtung nach Anspruch 5 oder 8, dadurch gekennzeichnet, dass die Anschlagmittel (11) gabelförmig gestaltet sind, so dass sie einen Raum definieren, der geeignet ist, das Einfügen eines Abschnitts des an dem Längsbewehrungsstab (4) zu befestigenden Bügels (3) zu ermöglichen.
- Vorrichtung nach Anspruch 5 oder 9, dadurch gekennzeichnet, dass die Anschlagmittel (11) einen oberen und einen unteren Endabschnitt (13, 14) aufweisen, die im Wesentlichen rechtwinklig zu einem Zwischenabschnitt (15) angeordnet und geeignet sind, mit dem oberen Abschnitt (13) an der zu befestigende Verbindung und mit dem unteren Abschnitt (14) an den Befestigungsmitteln (12) anzuschlagen.
- Vorrichtung nach Anspruch 5 oder 13, dadurch gekennzeichnet, dass die Anschlagmittel (11) aus einem leitenden Material ausgeführt sind.
- Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, dass die Befestigungsmittel (12) ein erstes Befestigungselement (22), das geeignet ist, oben in Entsprechung mit der vom Projekt vorgesehenen Position (5) am Bügel (3) anzuschlagen, und ein zweites Befestigungselement (23) umfassen, das geeignet ist, für die Befestigung des Längsstabs (4) am Bügel (3) unten in die Anschlagmittel (11) einzugreifen.
- Vorrichtung nach Anspruch 15, dadurch gekennzeichnet, dass das erste und das zweite Befestigungselement (22, 23) jeweilige Elektroden bilden, die von einer Einrichtung für die Versorgung mit elektrischer Energie angemessen gespeist werden.
- Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, dass die Befestigungsmittel (12) eine erste Elektrode (32) und eine zweite Elektrode (33) umfassen, die zueinander parallel und geeignet sind, auf einer selben Seite und vorzugsweise von unten nach oben betätigt zu werden, so dass sie an dem Längsbewehrungsstab (4) beziehungsweise dem Bügel (3) angreifen, welche die Verbindung bilden, die in der vorbestimmten Befestigungszone (10) zu befestigen ist.
- Vorrichtung nach Anspruch 17, dadurch gekennzeichnet, dass die erste und die zweite Elektrode (32, 33) geeignet sind, von einem einzigen Aktuatorelement mittels Einfügung von elastischen Mitteln gleichzeitig betätigt zu werden, welche den unterschiedlichen Ausschlag der Elektroden (32, 33) ausgleichen.
- Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, dass die Befestigungsmittel (12) über Sensorelemente (40) verfügen, die geeignet sind, das Vorhandensein der Anschlagmittel (11) während der bidirektionalen Vorschubbewegung längs der Arbeitsfläche (7) festzustellen.
- Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, dass sie Sensorelemente umfasst, die geeignet sind, eigenständig das Ende der in Bearbeitung befindlichen Längsstäbe (4) zu erkennen, indem sie feststellen, dass sich die Anschlagmittel (11), auf denen sich die Befestigungsmittel (12) positioniert haben, falls sie nicht am Stab (4) angreifen, aufgrund der Schwerkraft im Wesentlichen in Kontakt mit den Befestigungsmitteln befinden, und so auf das Fehlen des zu befestigenden Stabs (4) hinweisen, ohne dass Daten bezüglich der Länge und der Position der Stäbe (4) eingegeben werden müssen.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT000610A ITBO20050610A1 (it) | 2005-10-12 | 2005-10-12 | Metodo e apparecchiatura per il fissaggio di strutture metalliche |
| PCT/IT2006/000700 WO2007043080A1 (en) | 2005-10-12 | 2006-10-02 | Method and apparatus for fixing metal structures |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1945390A1 EP1945390A1 (de) | 2008-07-23 |
| EP1945390B1 true EP1945390B1 (de) | 2011-09-21 |
Family
ID=37562128
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06810004A Not-in-force EP1945390B1 (de) | 2005-10-12 | 2006-10-02 | Verfahren und vorrichtung zur befestigung von metallstrukturen |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1945390B1 (de) |
| AT (1) | ATE525150T1 (de) |
| IT (1) | ITBO20050610A1 (de) |
| WO (1) | WO2007043080A1 (de) |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3370150A (en) * | 1965-07-07 | 1968-02-20 | Leonard Concrete Pipe Company | Welding apparatus and method |
| FR2155083A5 (de) * | 1971-10-06 | 1973-05-18 | Mancelles Armatures | |
| ITUD20010055A1 (it) * | 2001-03-19 | 2002-09-19 | Piegatrici Macch Elettr | Dispositivo e procedimento per il completamento di gabbie di armatura |
-
2005
- 2005-10-12 IT IT000610A patent/ITBO20050610A1/it unknown
-
2006
- 2006-10-02 WO PCT/IT2006/000700 patent/WO2007043080A1/en active Application Filing
- 2006-10-02 AT AT06810004T patent/ATE525150T1/de not_active IP Right Cessation
- 2006-10-02 EP EP06810004A patent/EP1945390B1/de not_active Not-in-force
Also Published As
| Publication number | Publication date |
|---|---|
| ITBO20050610A1 (it) | 2007-04-13 |
| EP1945390A1 (de) | 2008-07-23 |
| WO2007043080A1 (en) | 2007-04-19 |
| ATE525150T1 (de) | 2011-10-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1837092B1 (de) | Automatische Anordnung zum Biegen und Einfügen von Bewehrungsstäben in vorgeformten metallischen Bewehrungskäfigen | |
| ITBO940053A1 (it) | Metodo e apparecchiatura per realizzare gabbie metalliche per cemento armato e gabbia metallica cosi' ottenuta | |
| CN103801652B (zh) | 链弯折机器 | |
| CN104353937B (zh) | 一字型钢管束自动拼装焊接装置 | |
| CN107717483B (zh) | 电梯门板全自动化生产流水线 | |
| CN104325231B (zh) | 钢管束组合结构构件自动拼装焊接装置 | |
| EP2600991B1 (de) | Verfahren und vorrichtung zur korrektur der torsionsbeanspruchung bei metallstäben | |
| EP2598266B1 (de) | Verfahren zur herstellung von bewehrungseisen | |
| CN113059093A (zh) | 钢筋笼生产装置 | |
| EP1945390B1 (de) | Verfahren und vorrichtung zur befestigung von metallstrukturen | |
| CS276338B6 (en) | Apparatus for the production of three-dimensional metallic structures | |
| EP0990471A1 (de) | Biegemaschine | |
| CN203292379U (zh) | 一种多功能预制桩钢筋笼桩尖弯折机 | |
| CN114147381B (zh) | 一种拼板焊机板料推拉定位装置 | |
| KR101632424B1 (ko) | 단관 또는 복관 연결 용접작업 방법 | |
| CN115026466A (zh) | 一种钢结构壳体自动焊接装置 | |
| CN204209494U (zh) | U型钢管定向转料装置 | |
| CN204321594U (zh) | 钢管束组合结构构件的自动化生产设备 | |
| CN204235053U (zh) | 一字型钢管束结构构件自动翻转装置 | |
| EP2398607B1 (de) | Verfahren und vorrichtung zur herstellung von armierungen für armierten beton | |
| CN104325346A (zh) | U型钢管定向转料装置 | |
| EP1270110A2 (de) | Verfahren und Vorrichtung zur Herstellung von Metallrahmen für Stahlbeton und damit hergestellte Metallrahmen | |
| CN203292382U (zh) | 预制桩钢筋笼桩尖弯折机 | |
| CN221848491U (zh) | 一种圆钢微弯装置 | |
| CN204295138U (zh) | 一字型钢管束自动拼装焊接装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20080509 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602006024602 Country of ref document: DE Effective date: 20111201 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20110921 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20110921 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111222 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 525150 Country of ref document: AT Kind code of ref document: T Effective date: 20110921 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120121 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120123 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111031 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120501 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111031 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111031 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20120706 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602006024602 Country of ref document: DE Effective date: 20120501 |
|
| 26N | No opposition filed |
Effective date: 20120622 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20111221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111221 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111002 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111002 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20151027 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161002 |