EP1936003A2 - Dispositif et procédé de revêtement de composants - Google Patents
Dispositif et procédé de revêtement de composants Download PDFInfo
- Publication number
- EP1936003A2 EP1936003A2 EP07021513A EP07021513A EP1936003A2 EP 1936003 A2 EP1936003 A2 EP 1936003A2 EP 07021513 A EP07021513 A EP 07021513A EP 07021513 A EP07021513 A EP 07021513A EP 1936003 A2 EP1936003 A2 EP 1936003A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- compressed gas
- distributor
- coating
- coating material
- coated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000576 coating method Methods 0.000 title claims abstract description 54
- 239000011248 coating agent Substances 0.000 title claims abstract description 46
- 238000000034 method Methods 0.000 title claims description 7
- 239000000463 material Substances 0.000 claims abstract description 27
- 239000007921 spray Substances 0.000 claims abstract description 21
- 239000000356 contaminant Substances 0.000 claims abstract 2
- 239000012768 molten material Substances 0.000 claims abstract 2
- 238000009826 distribution Methods 0.000 claims description 8
- 238000011144 upstream manufacturing Methods 0.000 claims description 4
- 238000002844 melting Methods 0.000 claims description 3
- 230000008018 melting Effects 0.000 claims description 3
- 239000000155 melt Substances 0.000 abstract description 2
- 239000012535 impurity Substances 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 238000004140 cleaning Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 230000001133 acceleration Effects 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000005323 electroforming Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000010285 flame spraying Methods 0.000 description 1
- 239000011265 semifinished product Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/12—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the method of spraying
- C23C4/14—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the method of spraying for coating elongate material
- C23C4/16—Wires; Tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B13/00—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00
- B05B13/06—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00 specially designed for treating the inside of hollow bodies
- B05B13/0627—Arrangements of nozzles or spray heads specially adapted for treating the inside of hollow bodies
- B05B13/0636—Arrangements of nozzles or spray heads specially adapted for treating the inside of hollow bodies by means of rotatable spray heads or nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B14/00—Arrangements for collecting, re-using or eliminating excess spraying material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B7/00—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas
- B05B7/16—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas incorporating means for heating or cooling the material to be sprayed
- B05B7/22—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas incorporating means for heating or cooling the material to be sprayed electrically, magnetically or electromagnetically, e.g. by arc
- B05B7/222—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas incorporating means for heating or cooling the material to be sprayed electrically, magnetically or electromagnetically, e.g. by arc using an arc
- B05B7/224—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas incorporating means for heating or cooling the material to be sprayed electrically, magnetically or electromagnetically, e.g. by arc using an arc the material having originally the shape of a wire, rod or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C9/00—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important
- B05C9/08—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important for applying liquid or other fluent material and performing an auxiliary operation
- B05C9/10—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important for applying liquid or other fluent material and performing an auxiliary operation the auxiliary operation being performed before the application
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/12—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the method of spraying
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/12—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the method of spraying
- C23C4/123—Spraying molten metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B7/00—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas
- B05B7/02—Spray pistols; Apparatus for discharge
- B05B7/08—Spray pistols; Apparatus for discharge with separate outlet orifices, e.g. to form parallel jets, i.e. the axis of the jets being parallel, to form intersecting jets, i.e. the axis of the jets converging but not necessarily intersecting at a point
- B05B7/0807—Spray pistols; Apparatus for discharge with separate outlet orifices, e.g. to form parallel jets, i.e. the axis of the jets being parallel, to form intersecting jets, i.e. the axis of the jets converging but not necessarily intersecting at a point to form intersecting jets
Definitions
- the invention relates to a device for coating components.
- a material in a layer which is usually only a few ⁇ m thick is applied to a carrier component in order, for example, to increase the wear resistance or to impart certain properties (for example electrical conductivity) to the component surface.
- thermal coating methods in which the coating material is melted and then - regularly by means of a compressed air or other gas stream - atomized and transported to the surface to be coated, are used.
- thermal coating processes are plasma coating, high speed flame spraying and electroforming wire spraying.
- the disclosed therein arc spray unit has a rotatably driven burner shaft in the form of a hollow shaft, which is inserted into the cavity to be coated. At the lower end of the burner shaft a radially directed nozzle is provided, through which the droplets of the molten coating material is discharged by means of compressed air, which is supplied through the hollow interior of the burner shaft.
- a replenishment device with two wire rollers is attached to this. Starting from the wire rollers, the two wires are led parallel to the longitudinal axis of the burner shaft up to the top. There, an arc is generated between the two wire ends by means of an electrical high voltage, which melts the wire material. The drops of molten wire are then captured by the flow of compressed air and discharged through the nozzle.
- the replenishment device ensures a continuous supply of the burner with coating material.
- Overspray are particles of the coating material that are not sufficient firm bond with the surface to be coated. In general, this is the result of too small particle sizes or too large a distance between the burner and the surface to be coated, with the result that the temperature of the particles has fallen too low for sufficient adhesion to the surface.
- overspray is usually sucked off at the latest after the coating process by means of a large, "global" suction device.
- these suction devices have the disadvantage that they must be designed very powerful to remove all overspray from the coated surface.
- Efficient suction devices are associated with, among other things, correspondingly high costs.
- a use of less efficient suction devices can lead to problems especially when it is to be coated in several layers. In these cases, overspray applied to the surface may be overcoated during the subsequent coating process, which results, among other things, in a lower layer adhesion at the sites affected.
- the present invention seeks to provide an apparatus and a method for coating of components, which reduces a deposit of overspray on the surfaces to be coated.
- the invention is based on the idea in a coating device for coating components, as known from the prior art, to remove the resulting overspray by means of a compressed gas flow locally.
- the device according to the invention has, in addition to a compressed gas nozzle, which is provided for the transport of the molten coating material, at least one further compressed gas outlet, which generates a compressed gas flow directed onto the surface to be coated.
- a compressed gas nozzle which is provided for the transport of the molten coating material
- at least one further compressed gas outlet which generates a compressed gas flow directed onto the surface to be coated.
- a distributor device of the coating device according to the invention thus has, in addition to the compressed gas nozzle, at least one burner for melting the coating material.
- the gas emerging from the compressed gas nozzle detects the coating material which has been melted thereby, so that a corresponding spray jet is formed.
- the burner can be designed as desired; According to the invention, this means all means by means of which the coating material can be melted.
- the device has an elongated body on which - preferably in the vicinity of one of the ends - the distributor is attached.
- a device may advantageously be used in hollow bodies having a small cross-section relative to the longitudinal extent (e.g., cylinders in an engine block).
- the cross-sectional shape of the elongate base body can be designed as desired. Manufacturing technology, a circular cross-section may be advantageous, since in this case can be used on existing semi-finished products or a production by means of a little expensive turning process is possible.
- the device has a rotary drive for a rotary drive of the distributor; this allows a simple all-round coating of a hollow body.
- the rotary drive can directly drive the distributor, i. possibly relative to other components of the device, such as the elongated body.
- the spray head may have an annular portion which is arranged in rotation on a cylindrical portion of the base body. This allows a particularly compact design, which allows use of the device even in cavities of small cross-section.
- the rotary drive can alternatively be designed for a drive of the distribution device including further components up to the entire device.
- the rotary drive drives the elongated base body including the distribution device attached thereto.
- the device according to the invention can furthermore have means for moving the distributor along the component surface to be coated. Thereby, the detectable by the spray range can be significantly increased.
- the device has an elongate base body with a distributing device arranged thereon on the end, a rotary drive for the distribution device and a device which is a method of Distributor, optionally including the main body in the longitudinal direction allows.
- a device which is a method of Distributor, optionally including the main body in the longitudinal direction allows.
- the compressed gas flow provided for removing the overspray is arranged upstream of the spray jet of coating material in the direction of travel. In this way, the section of the component surface to be coated next is always freed of any existing overspray.
- the one or more compressed gas outlets may be designed so that any desired form of compressed gas flow is generated.
- an annular pressure gas flow may be provided in the event that the / the further compressed gas outlets are not driven in rotation with the distribution device.
- the flow can be further focused if the / the other compressed gas outlets are driven in rotation with the distributor together (with the same or different angular velocity).
- the compressed gas flow should be upstream of the spray jet in this case in the direction of rotation.
- the compressed gas outlet can be designed to be adjustable, so that the direction of the compressed gas flow can be adjusted in particular in relation to the direction of movement (rotational and linear) of the distributor device.
- the device further comprises a suction device for sucking off the compressed gas including the overspray.
- the suction device can be performed arbitrarily. It may be advantageous to arrange the suction device in the vicinity of the point of impact of the compressed gas flow on the component surface and in particular to pre-store this the pressure gas outlet in the direction of movement.
- a pressurized gas supply is integrated into the elongated base body of the device.
- This can be designed for this purpose in particular as a hollow cylinder.
- the compressed gas nozzle is aligned in the distributor so that the spray of coating material is aligned in the normal direction relative to the surface portion to be coated.
- This can be achieved be that the drops of the molten coating material, which are detected by the gas flow and transported to the surface to be coated, the shortest path to hitting the surface cover. They can therefore have both the highest possible kinetic energy and temperature at impact. Both favor the surface adhesion of the coating material to the surface.
- the compressed gas nozzle can be designed arbitrarily. For example, this may be formed as a simple opening in a surface. Alternatively, the compressed gas nozzle can be designed so that an acceleration and / or direction control of the exiting spray jet can be effected.
- the distribution device has a guide surface, which ensures a targeted guidance of the compressed gas flow.
- the design of the guide surface may depend, for example, on the shape of the hollow body to be coated, the type of burner (e.g., plasma, arc torch), and / or the coating material.
- the guide surface may be formed flat, wherein the outlet direction of the spray jet from the compressed gas nozzle is aligned perpendicular to this.
- Another embodiment may for example provide a part-circular guide surface.
- the compressed gas nozzle is integrated in the guide surface.
- the (further) compressed gas outlet does not have to be in direct connection with the distributor. Rather, these may represent structurally separate elements of the device. This makes it possible, for example, to introduce the distributor from one side into a hollow cylinder open at both ends, while the compressed gas outlet is introduced from the other side. This can bring advantages in terms of the construction of the device.
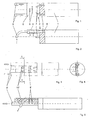
- Fig. 1 shows a section of a device according to the invention for coating a hollow body in a first embodiment.
- the spray head 2 comprises a cylindrical portion 3 and a perpendicular thereto section 4, which forms a planar guide surface 5, in which a total of eight openings 6 are provided for the discharge of compressed air, which are arranged in two rows parallel to each other and by means of a compressed air supply eighth be supplied with compressed air.
- a compressed air supply eighth be supplied with compressed air.
- two wires 7 of coating material come out at an acute angle from the cylindrical portion 3 of the spray head 2, wherein the ends are positioned at a defined distance from each other.
- the cylindrical portion 3 of the spray head 2 and the base body 1 has two internal channels (not shown for the main body), through which the wires 7 are led to a (not shown) feeding device, which is for a continuous tracking the coating wires 7 during the coating process provides.
- the tubes (9) represent a compressed air discharge, through which the air previously supplied through the openings 6, including any existing overspray or other impurities is discharged again.
- a voltage is generated between the two coating wires 7 that is high enough to generate an arc between their two ends. Due to the associated high temperatures, the material of the wires is melted.
- the compressed air supply 8 air is supplied under high pressure, which emerges from the openings 6.
- the emerging from the series with five openings 6 compressed air is primarily intended to detect the drops of the molten coating material and on the inner wall of a Hollow body (not shown), in which the device has been introduced to transport.
- the compressed air emerging from the row with three openings 6 is likewise directed towards the inner wall of the hollow body and is provided there to remove any impurities present, for example overspray.
- the compressed air including the impurities is then discharged through the serving as a compressed air discharge pipes 9.
- the discharge of the compressed air is effected by the pressure generated in the interior of the hollow body.
- both the openings 6, including the wire ends, and the openings 6 serving as compressed air outlets perform a helical movement, whereby the compressed air flow emerging from the row with three openings 6 precedes the spray jet of molten coating material (in linear movement direction) , This compressed air flow thus continuously cleans that portion of the inner wall of the hollow body 2, which is coated directly below by means of the spray jet.
- the coating apparatus according to the Fig. 2 has in addition to the eight openings 6 'two further compressed air outlets 10', which generate further compressed air flows for cleaning purposes, the compressed air outlets 10 '- pointing in the direction of the front end of the device - are executed angled by 45 °.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Electromagnetism (AREA)
- Nozzles (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102006059900A DE102006059900A1 (de) | 2006-12-19 | 2006-12-19 | Vorrichtung und Verfahren zum Beschichten von Bauteilen |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1936003A2 true EP1936003A2 (fr) | 2008-06-25 |
| EP1936003A3 EP1936003A3 (fr) | 2008-10-15 |
| EP1936003B1 EP1936003B1 (fr) | 2013-01-02 |
Family
ID=38924812
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07021513A Active EP1936003B1 (fr) | 2006-12-19 | 2007-11-06 | Dispositif et procédé de revêtement de composants |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1936003B1 (fr) |
| DE (1) | DE102006059900A1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018223419A1 (fr) * | 2017-06-09 | 2018-12-13 | Bmw Brilliance Automotive Ltd. | Procédé, équipement et produit de pulvérisation de fil a l'arc |
| DE102019004085A1 (de) * | 2019-06-08 | 2020-12-10 | Daimler Ag | Vorrichtung zum thermischen Beschichten einer Zylinderbohrung |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202010016599U1 (de) * | 2010-12-15 | 2012-03-16 | Leoni Bordnetz-Systeme Gmbh | Vorrichtung zum Aufspritzen einer Struktur aus leitfähigem Material auf ein Substrat |
| DE102014006723B4 (de) | 2014-05-07 | 2023-01-26 | Mercedes-Benz Group AG | Verfahren zum Visualisieren und Reinigen von Verunreinigungen |
| DE102017120397A1 (de) * | 2017-09-05 | 2019-03-07 | Gebr. Heller Maschinenfabrik Gmbh | Vorrichtung und Verfahren zum Lichtbogendrahtspritzen |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1991012183A1 (fr) | 1990-02-12 | 1991-08-22 | Tafa Incorporated | Pistolet de pulverisation a l'arc pour diametres interieurs |
| WO1997049497A1 (fr) | 1996-06-24 | 1997-12-31 | Tafa, Incorporated | Metalliseur a flux rotatif |
| EP0949036A2 (fr) | 1998-03-11 | 1999-10-13 | Sulzer Metco (US) Inc. | Prolongement d'un chalumeau à arc à pulvérisation et élément produisant le jet de gaz |
| US20030161946A1 (en) | 2002-02-11 | 2003-08-28 | Moore Karen A. | Systems and methods for coating conduit interior surfaces utilizing a thermal spray gun with extension arm |
| US20040231596A1 (en) | 2003-05-19 | 2004-11-25 | George Louis C. | Electric arc spray method and apparatus with combustible gas deflection of spray stream |
| FR2866901A1 (fr) | 2004-02-27 | 2005-09-02 | Peugeot Citroen Automobiles Sa | Dispositif de projection de particules metalliques par arc electrique entre deux fils |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE808310C (de) * | 1949-07-30 | 1951-07-12 | Carola Doernemann | Rotierende Zerstaeubungswinkelduese fuer Metallspritzpistolen |
| DE19841617A1 (de) | 1998-09-11 | 2000-03-23 | Daimler Chrysler Ag | Rotierende Drahtlichtbogenspritzanlage zur Beschichtung von Innenflächen |
-
2006
- 2006-12-19 DE DE102006059900A patent/DE102006059900A1/de not_active Withdrawn
-
2007
- 2007-11-06 EP EP07021513A patent/EP1936003B1/fr active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1991012183A1 (fr) | 1990-02-12 | 1991-08-22 | Tafa Incorporated | Pistolet de pulverisation a l'arc pour diametres interieurs |
| WO1997049497A1 (fr) | 1996-06-24 | 1997-12-31 | Tafa, Incorporated | Metalliseur a flux rotatif |
| EP0949036A2 (fr) | 1998-03-11 | 1999-10-13 | Sulzer Metco (US) Inc. | Prolongement d'un chalumeau à arc à pulvérisation et élément produisant le jet de gaz |
| US20030161946A1 (en) | 2002-02-11 | 2003-08-28 | Moore Karen A. | Systems and methods for coating conduit interior surfaces utilizing a thermal spray gun with extension arm |
| US20040231596A1 (en) | 2003-05-19 | 2004-11-25 | George Louis C. | Electric arc spray method and apparatus with combustible gas deflection of spray stream |
| FR2866901A1 (fr) | 2004-02-27 | 2005-09-02 | Peugeot Citroen Automobiles Sa | Dispositif de projection de particules metalliques par arc electrique entre deux fils |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018223419A1 (fr) * | 2017-06-09 | 2018-12-13 | Bmw Brilliance Automotive Ltd. | Procédé, équipement et produit de pulvérisation de fil a l'arc |
| US10941478B2 (en) | 2017-06-09 | 2021-03-09 | Bmw Brilliance Automotive Ltd. | Arc wire spraying method, equipment and product |
| DE102019004085A1 (de) * | 2019-06-08 | 2020-12-10 | Daimler Ag | Vorrichtung zum thermischen Beschichten einer Zylinderbohrung |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1936003A3 (fr) | 2008-10-15 |
| DE102006059900A1 (de) | 2008-07-03 |
| EP1936003B1 (fr) | 2013-01-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2953732B1 (fr) | Procédé d'application et installation d'application | |
| DE2452684C2 (de) | Verfahren und Vorrichtung zur gleichmäßigen Verteilung eines Stromes zerstäubter Teilchen auf einem Substrat | |
| DE102006052824B4 (de) | Verfahren und Vorrichtung beim Laserstrahlschneiden eines metallischen Bauteils | |
| EP1936003B1 (fr) | Dispositif et procédé de revêtement de composants | |
| WO2008080449A2 (fr) | Procédé et dispositif de revêtement d'un corps creux | |
| DE10130455B4 (de) | Heißspritzsystem für Zylinder | |
| EP2153910B1 (fr) | Procédé et système de peinture de pièces | |
| EP1980328B1 (fr) | Dispositif de revêtement de composants | |
| EP2393603B1 (fr) | Lance | |
| DE102007019509B3 (de) | Vorrichtung zum Beschichten der Innenwand eines Hohlkörpers | |
| EP3559301B1 (fr) | Structure de buse pour la pulvérisation thermique au moyen d'une suspension ou d'une solution de précurseur | |
| DE102007004416B4 (de) | Vorrichtung zum Beschichten von Hohlkörpern | |
| DE102006056230B4 (de) | Vorrichtung zum Innenbeschichten eines Hohlkörpers | |
| EP2145974A1 (fr) | Procédé destiné à l'injection de flammes à vitesse élevée | |
| EP2827999B1 (fr) | Appareil et méthode de revetement par pulvérisation d'un objet par colle de type hot melt | |
| DE102008016041A1 (de) | Vorrichtung | |
| WO2019048431A1 (fr) | Dispositif et procédé de projection arc-fil | |
| DE102014001199A1 (de) | Innenbrenner | |
| EP1980331B1 (fr) | Procédé et dispositif de revêtement de surfaces | |
| DE1577617A1 (de) | Elektrostatische Spritzvorrichtung fuer Farbmaterial u. dgl. | |
| DE10327429A1 (de) | Ultraschall-Stehwellen-Zerstäuberanordnung | |
| DE10025040C1 (de) | Vorrichtung zum Beschichten von Werkstückoberflächen | |
| EP1354633A1 (fr) | Dispositif de revêtement par pulvérisation comprenant une électrode creuse | |
| DE102009023603A1 (de) | Absaugvorrichtung zum Absaugen von Abfallpartikeln beim thermischen Beschichten | |
| DE202009017910U1 (de) | Vorrichtung zum Reinigen von Düsen eines Schweißbrenners |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| 17P | Request for examination filed |
Effective date: 20081030 |
|
| 17Q | First examination report despatched |
Effective date: 20081217 |
|
| AKX | Designation fees paid |
Designated state(s): DE FR GB IT |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 502007011137 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: C23C0004160000 Ipc: B05B0015040000 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: C23C 4/12 20060101ALI20120309BHEP Ipc: B05B 7/22 20060101ALI20120309BHEP Ipc: B05B 15/04 20060101AFI20120309BHEP Ipc: B05B 13/06 20060101ALI20120309BHEP Ipc: C23C 4/16 20060101ALI20120309BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: SCHREIER, EMIL Inventor name: WAGENER, WOLFRAM |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502007011137 Country of ref document: DE Effective date: 20130314 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20131003 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502007011137 Country of ref document: DE Effective date: 20131003 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 502007011137 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: B05B0015040000 Ipc: B05B0014000000 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230502 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20231123 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20231130 Year of fee payment: 17 Ref country code: FR Payment date: 20231122 Year of fee payment: 17 Ref country code: DE Payment date: 20231113 Year of fee payment: 17 |