EP1925376A1 - Tête de profilage antiflexion et machine à profiler équipée de telles têtes - Google Patents
Tête de profilage antiflexion et machine à profiler équipée de telles têtes Download PDFInfo
- Publication number
- EP1925376A1 EP1925376A1 EP06291815A EP06291815A EP1925376A1 EP 1925376 A1 EP1925376 A1 EP 1925376A1 EP 06291815 A EP06291815 A EP 06291815A EP 06291815 A EP06291815 A EP 06291815A EP 1925376 A1 EP1925376 A1 EP 1925376A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- profiling
- head according
- shafts
- ring
- bearing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/06—Bending sheet metal along straight lines, e.g. to form simple curves by drawing procedure making use of dies or forming-rollers, e.g. making profiles
- B21D5/08—Bending sheet metal along straight lines, e.g. to form simple curves by drawing procedure making use of dies or forming-rollers, e.g. making profiles making use of forming-rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/14—Bending sheet metal along straight lines, e.g. to form simple curves by passing between rollers
Definitions
- the invention relates to a profiling head equipped with anti-bending means for forming, by rolling, plates of sheet metal or equivalent having a certain profile, for example U, V or other.
- the invention also relates to machines equipped with such profiling heads.
- a profiling line of a profiling machine the sheet is progressively formed by passing through profiling heads equipped with rolling cassettes.
- the profiling machines comprise one or more profiling lines until the desired profile is reached.
- the sheet is unrolled from a reel, formed by passing through the rolls of rolling profiling heads, then collected on an output conveyor equipped with plate cutting shears and finally stacked.
- bending machines can be provided for bending the shaped sheet metal plates. Electronic equipment for controlling the profiling lines is also provided.
- Each rolling cassette of the profiling heads comprises a set of two parallel shafts on which rollers and spacers are mounted.
- the sheet is formed by passing between these rolling means respectively having a complementary profile, the two shafts being adjusted in distance on vertical uprights according to the sheet thicknesses.
- a support frame for the shafts comprising the vertical uprights and a base is provided.
- the current trend is to substantially reduce the diameter of the mounting shafts and rollers.
- the use of such shafts cause problems of bending and adjustment of the trees due to their deformation due to the dynamic stresses generated by the weight of the sheets and their advancement in the profiling lines. Adjustment can then be achieved by clamping the rollers of the rollers, which causes in time a digging effect of the rings by the work of the shaft.
- the trees are never perfectly cylindrical and their runout may, in rotation, cause their ejection.
- the invention provides to make the adjustment of all shafts and forming means integral and to provide bending adaptation means.
- the subject of the invention is a profiling head comprising at least one roller forming cassette comprising a set of two parallel shafts on which rollers separated by spacers are mounted to form a rolling tool, and a frame comprising vertical uprights for supporting the shafts and a base for fixing these uprights, which uprights are provided with means for vertical adjustment of the shafts.
- the profiling head also comprises tool alignment adjustment elements, mounted laterally on each shaft in connection with at least one vertical upright, and anti-bending adjustment elements mounted substantially in the central position of each connected shaft. with the base and / or a control beam in the case where such a control beam is mounted on the vertical uprights of the frame parallel to the shafts.
- the invention also relates to a profiling machine comprising a sheet metal storage coil, several progressive profiling heads as defined above, an output conveyor equipped with plate cutting shears profiled sheet, a tray of stacking of the plates and electronic equipment for driving profiling lines formed by each profiled sheet.
- bending machines can be provided for bending the shaped sheet metal plates.
- the profiling head 1 view in main section is equipped with a rolling cassette 2 having a set of two parallel shafts 20 and 30.
- Rollers 201 to 217 are mounted on the shaft 20 and the rollers 301 to 310 are mounted on the shaft 30. Most of these rollers are mounted on bearings 3. Spacers 200 and 300 are mounted directly on the shafts 20 and 30 to wedge the rollers of one shaft on the corresponding rollers of the other shaft. The rollers and spacers form the rolling tool.
- the forming sheet is inserted between the rollers thus positioned opposite and respectively having a complementary profile.
- the two shafts being adjusted in distance on lateral uprights 41 and 51 depending on the desired gap between the rollers of the trees located opposite for a given thickness of sheet to be formed.
- a tree support frame comprises the vertical uprights 41, 51 and a base 60 on which these uprights are fixed with parts 42, 43 and 52, 53 forming vices.
- the shafts 20 and 30 are mounted parallel to the uprights 41 and 51 by means of lateral adjustment elements, respectively 61 and 71, mounted on the shafts with the aid of bearings 3 and fixed to these uprights.
- the amounts 41 and 51 are provided with stops 44 and 54 for vertical adjustment of the shafts, whose position is locked by nuts 45, 46 and 55, 56.
- the mounting shafts and rollers have a reduced diameter compared to those conventionally used.
- the diameter of the shafts is 60 mm, whereas a conventional diameter is 100 mm.
- the lateral adjusting elements 71 fixed to the upright 51 comprise tooling alignment means by centering, as detailed below, while the adjustment elements 61 mounted on the other upright 41 do not include a centering system. .
- an adjusting beam 80 is mounted on the vertical uprights, using connectors 81 and adjusting nuts 82, parallel to the mounting shafts 20 and 30.
- Anti-bending adjustment elements 90 and 91 are mounted substantially in the central position of each shaft, respectively in connection with the base 60 and the adjusting beam 80 via the rods 4 and 5.
- the rod 4 has an adjustable height through a set 6 nut / lock nut mounted on a threaded end 4a of this rod 4. The rod is inserted into the non-threaded orifice 7a of a nozzle 7.
- the other rod 5 is fixedly mounted on the adjustment beam 80 to the using means known to those skilled in the art.
- the lateral adjustment elements 61, 71 and anti-flexion 90, 91 are mounted on bearings 3 and 3a, and automatically adjust to the vertical adjustment made on the stops 44 and 54.
- FIGS. 2a, 2b and 2c illustrate a side view and sectional views of FIG. 1 concentrated on an alignment alignment element 71 of the tooling.
- an alignment alignment element 71 of the tooling comprises two centering bolts with threaded screws 72 and 73.
- the bolts are mounted on two flanges 74 and 75, disposed externally on two walls 57 and 58 of the upright 51, to pass through the walls 57 and 58.
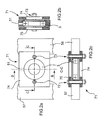
- FIG. 3a an anti-bending adjustment element is illustrated in FIG. 3a.
- Such an element 90 comprises a conical ring 92a slotted longitudinally along the axis X'X of the shaft 20.
- the ring has a thickness sufficient to serve as a spacer.
- On this ring 92a is mounted a bearing 3a whose inner bearing 30 has the same taper as that of the ring 92a.
- the relative position of the bearing 3a on the ring is set laterally by relative movement (arrow F) of this bearing along the conical ring 92a by means of a nut 32 in connection with a threaded portion 93 of the split ring.
- Such a displacement simultaneously induces a constriction or loosening of this ring.
- FIG. 3b Another anti-flexion element 91 is illustrated in FIG. 3b.
- This element consists of a split ring 92b of the same type as the ring 92a and a bearing 3a conical inner bearing 30, identical to the bearing associated with the ring 92a.
- a lateral displacement causes the rolling of the bearing 3a on the ring 92b whose diameter remains constant by increasing or decreasing the opening of the slot of the ring. The displacement is provided by the roller 305 which bears against the bearing 3a.
- FIG. 4 illustrates, in cross-section along a variable plane AA of FIG. 1, the two anti-bending adjustment elements 90 and 91 of FIGS. 3a and 3b.
- the figure highlights the use of external bearings partial 94a, 94b formed of a cylinder section disposed opposite the connecting rod 4 to the base 60 or the rod 5 connecting to the beam 80.
- the ends of the rods 4 and 5 are respectively fixed in the bearings Partials 94a and 94b.
- This reduction in bearing length advantageous in terms of cost, is justified by the fact that only an outer bearing portion is useful for adjustment.
- the inner bearings 30 remain complete.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Machine Tool Units (AREA)
- Straightening Metal Sheet-Like Bodies (AREA)
Abstract
Description
- L'invention se rapporte à une tête de profilage équipée de moyens anti-flexion pour former, par roulage, des plaques de tôle ou équivalent présentant un certain profil, par exemple en U, en V ou autre. L'invention concerne également les machines équipées de telles têtes de profilage.
- Dans une ligne de profilage d'une machine à profiler, la tôle est progressivement formée par passage à travers des têtes de profilage équipées de cassettes de roulage. Les machines de profilage comportent une ou plusieurs lignes de profilage jusqu'à atteindre le profil souhaité. Pour chaque ligne, la tôle est déroulée à partir d'une bobine, formée par passage à travers les cassettes de roulage des têtes de profilage, puis recueillie sur un convoyeur de sortie équipé de cisaille de découpe en plaques et enfin empilée. En sortie, des cintreuses peuvent être prévues pour cintrer les plaques de tôle profilées. Des équipements électroniques de pilotage des lignes de profilage sont également prévus.
- Chaque cassette de roulage des têtes de profilage comporte un jeu de deux arbres parallèles sur lesquels des galets et entretoises sont montés. La tôle est formée par passage entre ces moyens de roulage présentant respectivement un profil complémentaire, les deux arbres étant réglés en distance sur des montants verticaux en fonction des épaisseurs de tôle. Un châssis de support des arbres comportant les montants verticaux et une embase est prévu.
- Afin de réduire les coûts et le poids des têtes de profilage, la tendance actuelle est de diminuer sensiblement le diamètre des arbres de montage et des galets. Cependant, l'utilisation de tels arbres entraînent des problèmes de flexion et de déréglage des arbres du fait de leur déformation suite aux contraintes dynamiques générées par le poids des tôles et par leur avancée dans les lignes de profilage. Le réglage ne peut alors être réalisé que par serrage des bagues de roulement des galets, ce qui provoque dans le temps un effet de creusement des bagues par le travail de l'arbre.
- De plus, les arbres ne sont jamais parfaitement cylindriques et leur faux-rond peut, en rotation, provoquer leur éjection.
- Pour remédier à ces problèmes, l'invention prévoit de rendre solidaire le réglage de l'ensemble des arbres et des moyens de formage et de prévoir des moyens d'adaptation en flexion.
- Plus précisément, l'invention a pour objet une tête de profilage comportant au moins une cassette de formage à galets comprenant un jeu de deux arbres parallèles sur lesquels des galets séparés par des entretoises sont montés pour former un outillage de roulage, et un châssis comprenant des montants verticaux de support des arbres et une embase pour fixer ces montants, lesquels montants étant pourvus de moyens de réglage vertical des arbres.
- La tête de profilage comporte également des éléments de réglage d'alignement de l'outillage, montés latéralement sur chaque arbre en liaison avec au moins un montant vertical, et des éléments de réglage anti-flexion montés sensiblement en position centrale de chaque arbre en liaison avec l'embase et/ou une poutre de réglage dans le cas où une telle poutre de réglage est montée sur les montants verticaux du châssis parallèlement aux arbres. Les éléments de réglage latéraux et anti-flexion, montés sur roulements, s'ajustent alors automatiquement aux moyens de réglage vertical.
- Ainsi, aucun réajustement des moyens de réglage latéraux ou anti-flexion n'est nécessaire, cet ajustement étant asservi : aucun déréglage ne peut se produire, les moyens de transmission du réglage vertical, - poutre et/ou embase -, restant en pression. La poutre peut également servir de contre-flexion. L'adjectif « vertical » (ou verticaux) signifie perpendiculaire(s) aux arbres dans le plan formé par les axes de ces arbres.
- Selon des modes de réalisation particulièrement avantageux :
- la poutre peut être montée soit du côté opposé à l'embase, soit du côté opposé à l'embase et du même côté que l'embase par rapport à la (ou aux) cassette(s) de formage ;
- la liaison entre les arbres et l'embase et/ou la poutre étant réalisée par des tiges, au moins l'une de ces tiges présentant une hauteur ajustable ;
- le réglage latéral d'alignement de l'outillage est effectué par des moyens de centrage, notamment des vis filetées, en liaison avec le montant vertical, cette liaison pouvant être réalisée par des flasques disposés de part et d'autre du montant ;
- au moins un élément de réglage anti-flexion peut comporter, dans le cadre d'un réglage latéral d'alignement de l'outillage, une bague conique fendue suffisamment épaisse pour servir d'entretoise ; sur cette bague est monté un roulement dont le palier interne présente la même conicité que celle de la bague ; la position relative du roulement qui avance sur la bague est réglée latéralement par déplacement relatif du palier conique le long de la bague conique à l'aide d'un moyen d'ajustage approprié, notamment un écrou en liaison avec une portion filetée de la bague fendue, un galet ou une entretoise ; un tel déplacement induit un resserrement ou desserrement asservi de cette bague;
- au moins un élément de réglage possède un palier externe partiel, formé d'une section de cylindre, dans lequel la tige de liaison à l'embase ou à la poutre vient se fixer; cette disposition permet de réduire les coûts par la mise en oeuvre d'une quantité réduite de matière, seule une portion de palier externe étant utile pour le réglage ;
- la hauteur ajustable de la tige est réalisée par un moyen de serrage monté sur une extrémité de cette tige introduite dans l'orifice d'un embout.
- L'invention a également pour objet une machine de profilage comportant une bobine de stockage de tôle, plusieurs têtes de profilage progressif comme définies ci-dessus, un convoyeur de sortie équipé de cisaille de découpe en plaques de la tôle profilée, un bac d'empilement des plaques et des équipements électroniques de pilotage des lignes de profilage formées par chaque tôle profilée. En sortie, des cintreuses peuvent être prévues pour cintrer les plaques de tôle profilées.
- D'autres caractéristiques et avantages de l'invention apparaîtront à la lecture de l'exemple de réalisation détaillée qui suit, décrit à titre non limitatif en référence aux figures annexées qui représentent, respectivement :
- la figure 1, une vue en coupe principale d'un exemple de tête de profilage selon l'invention;
- la figure 2a, une vue latérale de la figure 1 illustrant plus précisément un moyen de réglage latéral ;
- les figures 2b et 2c, des coupes de la figure 2a selon les plans B-B et C-C ;
- les figures 3a et 3b, deux vues de la figure 1 illustrant respectivement un élément de réglage anti-flexion muni d'un écrou de réglage et un élément de réglage anti-flexion dont le roulement avance avec un galet adjacent ; et
- la figure 4, une vue en coupe transversale selon un plan variable A-A de la figure 1, et dans laquelle apparaissent les deux éléments de réglage anti-flexion des figures 3a et 3b.
- En référence à la figure 1, la tête de profilage 1 vue en coupe principale est équipée d'une cassette de roulage 2 comportant un jeu de deux arbres parallèles 20 et 30.
- Des galets 201 à 217 sont montés sur l'arbre 20 et les galets 301 à 310 sont montés sur l'arbre 30. La plupart de ces galets sont montés sur roulements 3. Des entretoises 200 et 300 sont montées directement sur les arbres 20 et 30 afin de caler les galets d'un arbre sur les galets correspondants de l'autre arbre. Les galets et les entretoises forment l'outillage de roulage.
- La tôle à former vient s'insérer entre les galets ainsi positionnés en regard et présentant respectivement un profil complémentaire. Les deux arbres étant réglés en distance sur des montants verticaux latéraux 41 et 51 en fonction de l'écart souhaité entre les galets des arbres situés en regard pour une épaisseur donnée de tôle à former.
- Un châssis de support des arbres comporte les montants verticaux 41, 51 et une embase 60 sur laquelle sont fixés ces montants à l'aide de pièces 42, 43 et 52, 53 formant des étaux. Les arbres 20 et 30 sont montés parallèlement sur les montants 41 et 51 à l'aide d'éléments de réglage latéraux, respectivement 61 et 71, montés sur les arbres à l'aide de roulements 3 et fixés à ces montants.
- Les montants 41 et 51 sont pourvus de butées 44 et 54 de réglage vertical des arbres, dont la position est verrouillée par des écrous 45, 46 et 55, 56.
- Les arbres de montage et les galets ont un diamètre réduit par rapport à ceux utilisés classiquement. Dans l'exemple de réalisation, le diamètre des arbres est de 60 mm, alors qu'un diamètre conventionnel est de 100 mm.
- Les éléments de réglage latéral 71 fixés au montant 51 comportent des moyens d'alignement de l'outillage par centrage, comme détaillé ci-dessous, alors que les éléments de réglage 61 montés sur l'autre montant 41 ne comportent pas de système de centrage.
- Dans l'exemple de réalisation, une poutre de réglage 80 est montée sur les montants verticaux, à l'aide de raccords 81 et d'écrous de réglage 82, parallèlement aux arbres de montage 20 et 30. Des éléments de réglage anti-flexion 90 et 91 sont montés sensiblement en position centrale de chaque arbre, respectivement en liaison avec l'embase 60 et la poutre de réglage 80 par l'intermédiaire des tiges 4 et 5. La tige 4 présente une hauteur ajustable grâce à un ensemble 6 d'écrou/contre-écrou monté sur une extrémité filetée 4a de cette tige 4. La tige est introduite dans l'orifice 7a non fileté d'un embout 7. L'autre tige 5 est montée fixe sur la poutre de réglage 80 à l'aide de moyens connus de l'homme du métier.
- Les éléments de réglage latéraux 61, 71 et anti-flexion 90, 91 sont montés sur des roulements 3 et 3a, et s'ajustent automatiquement au réglage vertical effectué sur les butées 44 et 54.
- De manière plus détaillée, s'agissant du réglage d'alignement latéral, les figures 2a, 2b et 2c illustrent une vue latérale et des vues en coupe de la figure 1 concentrée sur un élément 71 de réglage d'alignement de l'outillage. Un tel élément comporte deux boulons de centrage à vis filetées 72 et 73. Les boulons sont montés sur deux flasques 74 et 75, disposés extérieurement à deux parois 57 et 58 du montant 51, pour traverser les parois 57 et 58.
- Dans le cadre du réglage latéral d'alignement de l'outillage, un élément de réglage anti-flexion est illustré en figure 3a. Un tel élément 90 comporte une bague conique 92a fendue longitudinalement selon l'axe X'X de l'arbre 20. La bague présente une épaisseur suffisante pour servir d'entretoise. Sur cette bague 92a, est monté un roulement 3a dont le palier interne 30 présente la même conicité que celle de la bague 92a. La position relative du roulement 3a sur la bague est réglée latéralement par déplacement relatif (flèche F) de ce roulement le long de la bague conique 92a à l'aide d'un écrou 32 en liaison avec une portion filetée 93 de la bague fendue. Un tel déplacement induit simultanément un resserrement ou desserrement asservi de cette bague.
- Un autre élément anti-flexion 91 est illustré en figure 3b. Cet élément se compose d'une bague fendue 92b de même type que la bague 92a et d'un roulement 3a à palier interne conique 30, identique au roulement associé à la bague 92a. Un déplacement latéral entraîne le glissement du roulement 3a sur la bague 92b dont le diamètre reste constant par augmentation ou diminution de l'ouverture de la fente de la bague. Le déplacement est assuré par le galet 305 qui appuie contre le roulement 3a.
- La figure 4 illustre en coupe transversale selon un plan variable A-A de la figure 1, les deux éléments de réglage anti-flexion 90 et 91 des figures 3a et 3b. La figure met en évidence l'utilisation de paliers externes partiels 94a, 94b formés d'une section de cylindre disposée au regard de la tige 4 de liaison à l'embase 60 ou la tige 5 de liaison à la poutre 80. Les extrémités des tiges 4 et 5 viennent se fixer respectivement dans les paliers partiels 94a et 94b. Cette réduction de longueur de palier, avantageuse en terme de coût, est justifiée par le fait que seule une portion de palier externe est utile pour le réglage. Les paliers internes 30 restent complets.
- L'invention n'est pas limitée à l'exemple décrit et représenté. Selon d'autres modes de réalisation de l'invention :
- des éléments de centrage latéral 71 peuvent être montés sur les deux montants verticaux 41 et 51 ;
- plusieurs cassettes peuvent être montées entre l'embase et la poutre de réglage ;
- d'autres types de moyens de serrage des bagues des tiges ou des butées, par exemple à lame ou à clipsage, peuvent être mis en oeuvre.
Claims (15)
- Tête de profilage (1) comportant au moins une cassette de formage à galets (2) comprenant un jeu de deux arbres parallèles (20, 30) sur lesquels des galets (201 à 217 ; 301 à 310) séparés par des entretoises (200 ; 300) sont montés pour former un outillage de roulage, et un châssis comprenant des montants verticaux (41, 51) de support des arbres (20, 30) et une embase (60) pour fixer ces montants, lesquels montants sont pourvus de moyens de réglage vertical (44 à 46 ; 54 à 56) des arbres (20, 30), caractérisée en ce qu'elle comporte également des éléments de réglage d'alignement de l'outillage (61, 71), montés latéralement sur chaque arbre (20, 30) en liaison avec au moins un montant vertical (51), et au moins un élément de réglage anti-flexion (90, 91) monté sensiblement en position centrale d'un arbre (20, 30) en liaison (4, 5) avec l'embase (60) et/ou une poutre de réglage (80) dans le cas où une telle poutre de réglage est montée sur les montants verticaux (41, 51) du châssis parallèlement aux arbres (20, 30), les éléments de réglage latéraux (61, 71) et anti-flexion (90, 91), montés sur roulements, s'ajustant alors automatiquement aux moyens de réglage vertical (44 à 46 ; 54 à 56).
- Tête de profilage selon la revendication 1, dans laquelle la poutre peut être montée soit du côté opposé à l'embase (60) soit du côté opposé à l'embase (60) et du même côte que l'embase (60) par rapport à la (ou aux) cassette(s) (2) de formage.
- Tête de profilage selon la revendication 1 ou 2, dans laquelle la liaison entre les arbres (20, 30) et l'embase (60) et/ou la poutre (80) est réalisée par des tiges (4, 5), au moins l'une (4) de ces tiges présentant une hauteur ajustable.
- Tête de profilage selon la revendication précédente, dans laquelle la hauteur ajustable de la tige (4) est réalisée par un moyen de serrage (6) monté sur une extrémité (4a) de cette tige introduite dans l'orifice (7a) d'un embout (7).
- Tête de profilage selon l'une quelconque des revendications précédentes, dans laquelle le réglage latéral d'alignement de l'outillage est effectué par des moyens de centrage (72, 73) en liaison avec le montant vertical (51).
- Tête de profilage selon la revendication précédente, dans laquelle la liaison entre les moyens de centrage (72, 73) et le montant vertical (51) est réalisée par des flasques (74, 75) disposés de part et d'autre du montant (51).
- Tête de profilage selon la revendication 5 ou 6, dans laquelle les moyens de centrage comportent des boulons à vis filetées (72, 73).
- Tête de profilage selon l'une quelconque des revendications précédentes, dans laquelle au moins un élément de réglage anti-flexion (90, 91) comporte une bague conique fendue (92a, 92b), suffisamment épaisse pour servir d'entretoise, et un roulement (3a) dont le palier interne (30) présente la même conicité que celle de la bague (92a, 92b), ce palier interne étant monté sur cette bague.
- Tête de profilage selon la revendication précédente, dans laquelle la position relative du roulement (3a) sur la bague (92a) est réglée latéralement par déplacement relatif du palier conique le long de la bague conique à l'aide d'un moyen d'ajustage (305 ; 200, 300 ; 32, 93).
- Tête de profilage selon la revendication précédente, dans laquelle le moyen d'ajustage comporte un écrou (32) en liaison avec une portion filetée (93) de la bague fendue (92a).
- Tête de profilage selon la revendication 9, dans laquelle le moyen d'ajustage est formé par un galet (305) en appui contre la bague (92b).
- Tête de profilage selon la revendication 9, dans laquelle le moyen d'ajustage est formé par une entretoise (200, 300) en appui contre la bague (92b).
- Tête de profilage selon l'une quelconque des revendications 8 à 12, dans laquelle au moins un élément de réglage anti-flexion (90, 91) possède un palier externe partiel (94a, 94b), formé d'une section de cylindre, où vient se fixer la tige (4, 5) de liaison à l'embase (60) ou à la poutre (80).
- Machine de profilage comportant une bobine de stockage de tôle, plusieurs têtes de profilage progressif, un convoyeur de sortie équipé de cisaille de découpe en plaques de la tôle profilée, un bac d'empilement des plaques et des équipements électroniques de pilotage des lignes de profilage formées par chaque tôle profilée, caractérisée en ce que les têtes de profilage sont définies selon l'une quelconque des revendications précédentes.
- Machine de profilage selon la revendication précédente, comportant également des cintreuses pour cintrer les plaques de tôle profilées.
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT06291815T ATE550115T1 (de) | 2006-11-24 | 2006-11-24 | Profilierkopf mit vorrichtung zum biegungsausgleich sowie profiliermaschine mit einem solchen profilierkopf |
| EP06291815A EP1925376B1 (fr) | 2006-11-24 | 2006-11-24 | Tête de profilage antiflexion et machine à profiler équipée de telles têtes |
| NZ577162A NZ577162A (en) | 2006-11-24 | 2007-11-07 | An anti-bending profiling head and a profiling machine fitted with such heads |
| BRPI0719145-6A BRPI0719145A2 (pt) | 2006-11-24 | 2007-11-07 | Cabeça de perfilagem e máquina de perfilar equipada com tais cabeças. |
| US12/516,129 US20100018274A1 (en) | 2006-11-24 | 2007-11-07 | Anti-bending profiling head and profiling machine fitted with such heads |
| AU2007330632A AU2007330632A1 (en) | 2006-11-24 | 2007-11-07 | Antiflexion profiling head and profiling machine equipped with the same<0} |
| JP2009537668A JP2010510072A (ja) | 2006-11-24 | 2007-11-07 | 耐曲げ異形加工(profiling)ヘッド及び当該ヘッドが備え付けられる異形加工機 |
| CA002670441A CA2670441A1 (fr) | 2006-11-24 | 2007-11-07 | Tete de profilage antiflexion et machine a profiler equipee de telles tetes |
| PCT/FR2007/001834 WO2008068404A2 (fr) | 2006-11-24 | 2007-11-07 | Tete de profilage antiflexion et machine a profiler equipee de telles tetes |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP06291815A EP1925376B1 (fr) | 2006-11-24 | 2006-11-24 | Tête de profilage antiflexion et machine à profiler équipée de telles têtes |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10015249.5 Division-Into | 2010-12-03 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1925376A1 true EP1925376A1 (fr) | 2008-05-28 |
| EP1925376B1 EP1925376B1 (fr) | 2012-03-21 |
Family
ID=38006578
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06291815A Not-in-force EP1925376B1 (fr) | 2006-11-24 | 2006-11-24 | Tête de profilage antiflexion et machine à profiler équipée de telles têtes |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20100018274A1 (fr) |
| EP (1) | EP1925376B1 (fr) |
| JP (1) | JP2010510072A (fr) |
| AT (1) | ATE550115T1 (fr) |
| AU (1) | AU2007330632A1 (fr) |
| BR (1) | BRPI0719145A2 (fr) |
| CA (1) | CA2670441A1 (fr) |
| NZ (1) | NZ577162A (fr) |
| WO (1) | WO2008068404A2 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101817020B (zh) * | 2009-02-27 | 2012-03-14 | 北新集团建材股份有限公司 | 一种轻钢龙骨加工中轧辊模具快速变换机构 |
| CN104772334A (zh) * | 2015-04-09 | 2015-07-15 | 肇庆北新建材有限公司 | 卡式龙骨新的成型方式 |
| CN114074114A (zh) * | 2020-08-12 | 2022-02-22 | 浙江惠创智能装备有限公司 | 一种光伏圆丝铜带的生产设备 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10243677A1 (de) * | 2002-09-20 | 2004-04-01 | Sms Demag Ag | Reibungsarmes Biegesystem in einem Mehrwalzen-Walzgerüst |
| CN107150077B (zh) * | 2016-03-04 | 2019-09-27 | 北新集团建材股份有限公司 | 调节用轧辊设备和龙骨开口尺寸的控制方法 |
| CN113441547B (zh) * | 2021-07-02 | 2022-08-16 | 太原理工大学 | 一种头部预弯曲改善镁/铝复合板波平连续轧制的方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2484874A1 (fr) * | 1980-06-18 | 1981-12-24 | Krueckels Gerhard | Machine permettant d'obtenir en continu des profiles a section variable en fonction de la longueur et procede de fabrication correspondant |
| EP0621087A1 (fr) * | 1993-04-22 | 1994-10-26 | Hitachi, Ltd. | Laminoir et procédé |
| DE9416413U1 (de) * | 1994-10-12 | 1994-12-01 | Helwig, Roger, 59872 Meschede | Walzengestell einer Kalt-Profilieranlage |
| EP1245302A1 (fr) * | 2001-03-27 | 2002-10-02 | Dreistern-Werk Maschinenbau GmbH & co. KG | Machine de profilage avec plusieurs stations de formage arrangées en ligne |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5358466A (en) * | 1976-11-06 | 1978-05-26 | Ooemu Kougiyou Kk | Method for fabricating metal shaped material |
| JPH0238125U (fr) * | 1988-08-27 | 1990-03-14 | ||
| JP2521645Y2 (ja) * | 1993-11-22 | 1996-12-25 | 冷間ロール成形システム株式会社 | ロール成形機 |
| JPH0989698A (ja) * | 1995-09-22 | 1997-04-04 | Toyota Motor Corp | 棒状部材の強制力測定方法およびその装置 |
| JPH10166055A (ja) * | 1996-12-10 | 1998-06-23 | Tokyo Steel Center Kk | 長尺鋼材のキャンバー矯正方法およびそのための装置を備えたミニレベラー設備 |
-
2006
- 2006-11-24 EP EP06291815A patent/EP1925376B1/fr not_active Not-in-force
- 2006-11-24 AT AT06291815T patent/ATE550115T1/de active
-
2007
- 2007-11-07 JP JP2009537668A patent/JP2010510072A/ja active Pending
- 2007-11-07 NZ NZ577162A patent/NZ577162A/en unknown
- 2007-11-07 US US12/516,129 patent/US20100018274A1/en not_active Abandoned
- 2007-11-07 CA CA002670441A patent/CA2670441A1/fr not_active Abandoned
- 2007-11-07 BR BRPI0719145-6A patent/BRPI0719145A2/pt not_active IP Right Cessation
- 2007-11-07 WO PCT/FR2007/001834 patent/WO2008068404A2/fr active Application Filing
- 2007-11-07 AU AU2007330632A patent/AU2007330632A1/en not_active Abandoned
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2484874A1 (fr) * | 1980-06-18 | 1981-12-24 | Krueckels Gerhard | Machine permettant d'obtenir en continu des profiles a section variable en fonction de la longueur et procede de fabrication correspondant |
| EP0621087A1 (fr) * | 1993-04-22 | 1994-10-26 | Hitachi, Ltd. | Laminoir et procédé |
| DE9416413U1 (de) * | 1994-10-12 | 1994-12-01 | Helwig, Roger, 59872 Meschede | Walzengestell einer Kalt-Profilieranlage |
| EP1245302A1 (fr) * | 2001-03-27 | 2002-10-02 | Dreistern-Werk Maschinenbau GmbH & co. KG | Machine de profilage avec plusieurs stations de formage arrangées en ligne |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101817020B (zh) * | 2009-02-27 | 2012-03-14 | 北新集团建材股份有限公司 | 一种轻钢龙骨加工中轧辊模具快速变换机构 |
| CN104772334A (zh) * | 2015-04-09 | 2015-07-15 | 肇庆北新建材有限公司 | 卡式龙骨新的成型方式 |
| CN114074114A (zh) * | 2020-08-12 | 2022-02-22 | 浙江惠创智能装备有限公司 | 一种光伏圆丝铜带的生产设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2008068404A3 (fr) | 2008-07-24 |
| NZ577162A (en) | 2011-08-26 |
| ATE550115T1 (de) | 2012-04-15 |
| CA2670441A1 (fr) | 2008-06-12 |
| AU2007330632A1 (en) | 2008-06-12 |
| WO2008068404A2 (fr) | 2008-06-12 |
| BRPI0719145A2 (pt) | 2014-02-11 |
| US20100018274A1 (en) | 2010-01-28 |
| JP2010510072A (ja) | 2010-04-02 |
| EP1925376B1 (fr) | 2012-03-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1925376B1 (fr) | Tête de profilage antiflexion et machine à profiler équipée de telles têtes | |
| EP3181312B1 (fr) | Agencement réglable de transformation d'un support plan, cassette, unité, et machine ainsi équipée | |
| FR2493763A1 (fr) | Chassis de tension d'un ecran pour l'impression en serigraphie | |
| EP3472479B1 (fr) | Bielle de longueur réglable pour turbomachine | |
| FR2573344A1 (fr) | Machine de traitement d'une matiere en bande | |
| GB2253025A (en) | Roller conveyors. | |
| EP0707902B1 (fr) | Installation de laminage | |
| EP0403434B1 (fr) | Procédé de préparation ainsi que de fixation et installation de fixation de plaques d'impression sur un cylindre d'une machine d'impression taille-douce | |
| EP0792830A2 (fr) | Dispositif de guidage à rouleau rotatif | |
| WO2013053900A1 (fr) | Systeme de guidage d'un arbre vertical de machine tournante et installation de conversion d'energie incorporant un tel systeme | |
| EP1955975B1 (fr) | Dispositif télescopique de manutention | |
| EP3999789B1 (fr) | Tirant pour structure notamment en treillis | |
| EP0368686B1 (fr) | Rouleuse à rouleaux crénelés automatisable | |
| FR2663315A1 (fr) | Montage reglable d'une roue de roulement. | |
| BE1004786A3 (fr) | Appareil pour fabriquer un tube ondule. | |
| FR2750062A1 (fr) | Machine de cintrage de toles a rouleaux presseurs decales | |
| FR2609581A1 (fr) | Machine dynamo-electrique notamment alternateur de vehicule automobile | |
| EP0075834A1 (fr) | Stator à circuit magnétique feuilleté avec doigts de serrage pour machine dynamoélectrique, notamment du type à bulbe immergé | |
| FR2462375A1 (fr) | Procede d'enroulement, sur un arbre recepteur, d'un materiau en feuille | |
| EP1498650A1 (fr) | Dispositif de guidage pour flexibles hydrauliques | |
| CA2002334C (fr) | Rouleuse a rouleaux creneles automatisable | |
| FR3111170A3 (fr) | Boulon équipé d’un système de blocage en rotation procurant une immobilisation en rotation précise | |
| FR3132129A1 (fr) | Boulon comprenant un écrou permettant d’exercer un effort de traction, outil de serrage permettant d’appliquer une précharge au boulon et procédé de serrage du boulon | |
| FR2859655A1 (fr) | Systeme de protection, en particulier pour convoyeurs | |
| EP1463401A2 (fr) | Rouleau pour la preparation du sol du type rouleau a spires |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| 17P | Request for examination filed |
Effective date: 20081023 |
|
| 17Q | First examination report despatched |
Effective date: 20081124 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAC | Information related to communication of intention to grant a patent modified |
Free format text: ORIGINAL CODE: EPIDOSCIGR1 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 550115 Country of ref document: AT Kind code of ref document: T Effective date: 20120415 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602006028296 Country of ref document: DE Effective date: 20120516 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20120321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120321 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20120321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120321 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120622 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120321 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 550115 Country of ref document: AT Kind code of ref document: T Effective date: 20120321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120321 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120321 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120321 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120321 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120321 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120321 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120721 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120723 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120321 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120321 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120321 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120321 |
|
| 26N | No opposition filed |
Effective date: 20130102 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602006028296 Country of ref document: DE Effective date: 20130102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120702 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20130319 Year of fee payment: 7 Ref country code: DE Payment date: 20130221 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20130220 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20121124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121130 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121130 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120621 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121130 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121124 |
|
| BERE | Be: lapsed |
Owner name: MINISCLOUX, FRANCIS Effective date: 20131130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061124 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20140731 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602006028296 Country of ref document: DE Effective date: 20140603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131124 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131202 |