EP1834090B1 - Kolbenpumpe, insbesondere hochdruck-kraftstoffpumpe f]r eine brennkraftmaschine eines kraftfahrzeugs - Google Patents
Kolbenpumpe, insbesondere hochdruck-kraftstoffpumpe f]r eine brennkraftmaschine eines kraftfahrzeugs Download PDFInfo
- Publication number
- EP1834090B1 EP1834090B1 EP05821583.1A EP05821583A EP1834090B1 EP 1834090 B1 EP1834090 B1 EP 1834090B1 EP 05821583 A EP05821583 A EP 05821583A EP 1834090 B1 EP1834090 B1 EP 1834090B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- holding body
- piston pump
- contact surface
- pump
- fastening flange
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000002485 combustion reaction Methods 0.000 title claims description 6
- 239000000446 fuel Substances 0.000 title claims description 4
- 238000003466 welding Methods 0.000 claims description 9
- 239000002184 metal Substances 0.000 claims description 2
- 229910000831 Steel Inorganic materials 0.000 claims 1
- 238000004080 punching Methods 0.000 claims 1
- 239000010959 steel Substances 0.000 claims 1
- 238000005482 strain hardening Methods 0.000 claims 1
- 238000004519 manufacturing process Methods 0.000 description 5
- 238000009434 installation Methods 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 2
- 230000001133 acceleration Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
Images




Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04B—POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS
- F04B1/00—Multi-cylinder machines or pumps characterised by number or arrangement of cylinders
- F04B1/04—Multi-cylinder machines or pumps characterised by number or arrangement of cylinders having cylinders in star- or fan-arrangement
- F04B1/0404—Details or component parts
- F04B1/0421—Cylinders
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M59/00—Pumps specially adapted for fuel-injection and not provided for in groups F02M39/00 -F02M57/00, e.g. rotary cylinder-block type of pumps
- F02M59/44—Details, components parts, or accessories not provided for in, or of interest apart from, the apparatus of groups F02M59/02 - F02M59/42; Pumps having transducers, e.g. to measure displacement of pump rack or piston
- F02M59/48—Assembling; Disassembling; Replacing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M2200/00—Details of fuel-injection apparatus, not otherwise provided for
- F02M2200/80—Fuel injection apparatus manufacture, repair or assembly
- F02M2200/8053—Fuel injection apparatus manufacture, repair or assembly involving mechanical deformation of the apparatus or parts thereof
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M2200/00—Details of fuel-injection apparatus, not otherwise provided for
- F02M2200/80—Fuel injection apparatus manufacture, repair or assembly
- F02M2200/8084—Fuel injection apparatus manufacture, repair or assembly involving welding or soldering
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M2200/00—Details of fuel-injection apparatus, not otherwise provided for
- F02M2200/85—Mounting of fuel injection apparatus
- F02M2200/855—Mounting of fuel injection apparatus using clamp elements or fastening means, e.g. bolts or screws
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M59/00—Pumps specially adapted for fuel-injection and not provided for in groups F02M39/00 -F02M57/00, e.g. rotary cylinder-block type of pumps
- F02M59/02—Pumps specially adapted for fuel-injection and not provided for in groups F02M39/00 -F02M57/00, e.g. rotary cylinder-block type of pumps of reciprocating-piston or reciprocating-cylinder type
- F02M59/025—Pumps specially adapted for fuel-injection and not provided for in groups F02M39/00 -F02M57/00, e.g. rotary cylinder-block type of pumps of reciprocating-piston or reciprocating-cylinder type characterised by a single piston
Definitions
- the invention relates to a piston pump, in particular a high-pressure fuel pump for an internal combustion engine of a motor vehicle, according to the preamble of claim 1.
- Such a piston pump is out of the DE 103 22 599 A1 in the form of a single-cylinder piston pump, which can be fixed by means of a mounting flange to a cylinder head of an internal combustion engine.
- the mounting flange is welded to a pump housing of the piston pump and is fully installed in the installation position on the cylinder head.
- Object of the present invention is to provide a piston pump of the type mentioned in such a way that it can be securely attached over a long time, for example, to a cylinder head, builds small, is lightweight, and has low production costs.
- the inventively provided distance between the connecting portion and the holding body allows the realization of an increased strain length of the connecting element.
- a screw or a bolt is used as a connecting element, is prevented by this measure, that the connecting element through Setting operations relaxes. In this way, a good connection of the piston pump can be ensured with the holding body over a long period.
- connection region is designed as a bulge, so that an increased rigidity in the connection region is achieved.
- contact surfaces lead during assembly to a tension of the mounting flange by this applies to the holding body at least partially and thereby deformed. This leads to an additional clamping force on the connecting element.
- the arranged in different levels contact surfaces also form in the holding body slightly, resulting in increased friction between the mounting flange of the piston pump and the holding body. This prevents the piston pump from being moved by transverse accelerations, thereby loosening the connection of the connecting element.
- Verkrallkanten provided according to the invention can increase the friction between mounting flange and holding body again, which also reduces the strength requirements of the connecting element.
- a welded-through weld ensures a good weld between the mounting flange and the pump housing, which has a high dynamic strength.
- the flange in the region of the weld can be reduced to weld depth, for example by embossing in the wall thickness. The basic rigidity of the mounting flange is still preserved.
- a piston pump carries in FIG. 1 Overall, the reference numeral 10. It is used as a high-pressure fuel pump in an internal combustion engine of a motor vehicle, the latter are not shown in the figure.
- the piston pump 10 has a pump housing 12, which in an in FIG. 1 lower portion 14 has a circular outer contour. In this lower region 14, a centering portion 16 is formed, which in a receiving opening 18 (see FIG. 2 ) of a holding body, which in the present case is designed as a cylinder head 20 shown only schematically, can be introduced.
- a mounting flange 22 is welded to this.
- This has a central portion 24 (see FIGS. 3 and 4 ), in which a circular opening 26 is present, the edge region of which is formed as a welding section 28, which is shown in FIG. FIG. 2 ) is welded to the pump housing 12.
- the weld 30 is welded through. The production of such a weld 30 is facilitated by an immediately above the weld 30 on the pump housing 12 existing circumferential recess 32, which can be prepared for example by a puncture.
- the mounting flange 22 is made as a sheet metal part made of stainless steel by stamping and cold forming. He has almost everywhere on a substantially equal thickness or sheet thickness. Only in the welding section 28, the thickness of the mounting flange 22 is significantly reduced.
- wing portions 34a and 34b are formed, which are identical to each other. Below, therefore, for the sake of simplicity, only in the FIGS. 2 to 4 left wing portion 34a will be described in detail.
- the wing portion 34 a has a circular contour in plan view bulge 36 is impressed. In this concentric with the outer contour, a through hole 37 is present. At the top of the bulge 36 is supported via an integrally formed collar 38 (or optionally with the interposition of a washer) from a screw head 40 of a commercially available screw 42 (for example, an M6 screw of strength class 8.8) from. A threaded portion 44 of the screw 42 is passed through the through hole 37 and bolted in the cylinder head 20. Since the screw 42, which forms a connecting element to the cylinder head 20, supported on the bulge 36 and acts on this, the bulge 36 is also referred to as a connection region. By the configuration of the connection region as a bulge 36 has this in the in FIG. 2 shown installation position relative to the cylinder head 20 a distance D.
- contact area 46 The lying outside of the bulge 36 areas of the mounting flange 22 may, with the exception of the welding section 28, be referred to as contact area 46, since these rest in the installed position at least partially on the cylinder head 20, so contact this.
- the contact region 46 has a total of two dotted filled contact surfaces 48 and 50 and a base surface 52 which are provided on the side facing in the installed position to the cylinder head 20 of the contact portion 46 of the mounting flange 20.
- the first contact surface 48 extends concentrically around the opening 26 in the central portion 24 of the mounting flange 22, the pump housing 12 immediately adjacent. In that regard, in this embodiment, at least a portion of the first contact surface 48 between the connecting portion forming a recess 36 and the pump housing 12 is arranged.
- the second contact surface 50 is located at the outer edge of the wing portion 34a, so seen from the pump housing 12 from behind the bulge 36, and it has in plan view, the contour in about half a circular ring.
- the base surface 52 lies in the region of the attachment flange 22 which is outside the first two contact surfaces 48 and 50 and outside the bulge 36 and the welding section 28.
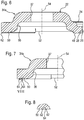
- FIG. 5 As can be seen, are the contact surfaces 48 and 50 and the base surface 52 seen in the direction of a longitudinal axis 54 before mounting the mounting flange 22 on the cylinder head 20, so before tightening the screw (s) 42, in different planes.
- a reference plane 56 is defined by the base surface 52.
- a plane 58, in which the first contact surface 48 is located, has a larger section D 48 from the reference plane 56 to the cylinder head 20 than a plane 60 in which the contact surface 50 lies and which only has a distance D 50 from the reference plane 56 ,
- the surface pressure is particularly high in the region of the first contact surface 48 immediately adjacent to the bulge 36, since this first comes into contact with the cylinder head 20 during screwing.
- the welding portion 28 is compared to the immediately adjacent to him first contact surface 48 seen from the cylinder head 20 from something set back. As a result, damage to the first contact surface 48 is prevented during the production of the weld seam 30.
- FIG. 6 an alternative embodiment of a mounting flange 22 is shown.
- those elements and regions which have equivalent functions to previously described elements and regions carry the same reference numerals. They are not explained again in detail.
- fastening flange 22 has at the radially projecting edge of the wing portions (in FIG. 6 is again only the wing portion 34 a shown) in the region of the second contact surface 50 a sharp and in the installed position in the direction of the cylinder head 20 projecting edge, which forms a Verkrallkante 62.
- the frictional engagement between the mounting flange 22 and the cylinder head 20 is increased again and a displacement transverse to the longitudinal axis 54 again better prevented.
- corresponding Verkrallkanten 62 can be made in the second contact surface 50 by conical impressions 64.
- conical impressions 64 By a corresponding arrangement of these conical impressions 64, a waffle-iron-like configuration of the second contact surface 50 can be produced.
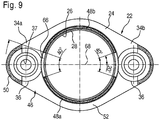
- the contact surface 48 may be interrupted in the region of the bulge 36 by a portion 66 which is set back relative to the first plane 58, for example in the reference plane 56 or in the second plane 60 is located.
- the portion 66 extends in the present embodiment over an angular range of 20 ° on both sides of a central axis 68 of the wing portions 34a and 34b (the central axis 68 extends through the centers of the two bulges 36 and the screw (s) 42). It is also conceivable, however, an extent of 10 ° on both sides of this central axis 68 up to 45 ° on both sides of the central axis 68th
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Fuel-Injection Apparatus (AREA)
Description
- Die Erfindung betrifft eine Kolbenpumpe, insbesondere eine Hochdruck-Kraftstoffpumpe für eine Brennkraftmaschine eines Kraftfahrzeugs, nach dem Oberbegriff des Anspruchs 1.
- Eine solche Kolbenpumpe ist aus der
DE 103 22 599 A1 in Form einer Einzylinder-Kolbenpumpe bekannt, die mittels eines Befestigungsflansches an einem Zylinderkopf einer Brennkraftmaschine befestigt werden kann. Der Befestigungsflansch ist an einem Pumpengehäuse der Kolbenpumpe angeschweißt und liegt in Einbaulage vollflächig am Zylinderkopf an. - Aufgabe der vorliegenden Erfindung ist es, eine Kolbenpumpe der eingangs genannten Art so weiterzubilden, dass sie über eine lange Zeit sicher beispielsweise an einem Zylinderkopf befestigt werden kann, klein baut, leicht ist, und geringe Herstellkosten hat.
- Diese Aufgabe wird durch eine Kolbenpumpe mit den Merkmalen des Anspruchs 1 gelöst. Vorteilhafte Weiterbildungen finden sich in Unteransprüchen.
- Der erfindungsgemäß vorgesehene Abstand zwischen Verbindungsbereich und Haltekörper ermöglicht die Realisierung einer vergrößerten Verspannungslänge des Verbindungselements. Insbesondere dann, wenn als Verbindungselement eine Schraube beziehungsweise ein Schraubbolzen verwendet wird, wird durch diese Maßnahme verhindert, dass sich das Verbindungselement durch Setzvorgänge lockert. Auf diese Weise kann eine gute Verbindung der Kolbenpumpe mit dem Haltekörper über einen langen Zeitraum gewährleistet werden.
- Dabei ist für den Befestigungsflansch eine deutlich verringerte Wandstärke erforderlich, da die für eine sichere Verbindung erforderliche Verspannungslänge nicht über die Materialdicke, sondern durch einen Abstand zwischen Verbindungsbereicht und Haltekörper realisiert wird. Darüber hinaus werden die Herstellkosten gesenkt, da durch die Vermeidung eines flächig anliegenden Befestigungsflansches am Haltekörper die ansonsten sehr hohen Anforderungen an die Ebenheit einer entsprechenden Kontaktfläche reduziert werden.
- Erfindungsgemäß ist der Verbindungsbereich als Ausbuchtung ausgebildet, sodass eine erhöhte Steifigkeit im Verbindungsbereich erzielt wird. Vor der Montage in unterschiedlichen Ebenen liegende Kontaktflächen führen bei der Montage zu einer Verspannung des Befestigungsflansches, indem dieser sich an den Haltekörper zumindest bereichsweise anlegt und dabei verformt. Dies führt zu einer zusätzlichen Spannkraft am Verbindungselement. Die in verschiedenen Ebenen angeordneten Kontaktflächen formen sich darüber hinaus in den Haltekörper geringfügig ein, was zu einer erhöhten Reibung zwischen dem Befestigungsflansch der Kolbenpumpe und dem Haltekörper führt. Hierdurch wird verhindert, dass sich die Kolbenpumpe durch Querbeschleunigungen bewegt und hierdurch die Verbindung des Verbindungselements gelockert wird. Da durch die erhöhte Reibung eine geringere Vorspannkraft am Verbindungselement erforderlich ist, können, beispielsweise bei Verwendung von Schrauben als Verbindungselemente, handelsübliche Schrauben beispielsweise der Festigkeitsklasse 8.8 verwendet werden, die preiswert bezogen werden können. Erfindungsgemäß vorgesehene Verkrallkanten können die Reibung zwischen Befestigungsflansch und Haltekörper nochmals erhöhen, was ebenfalls die Festigkeitsanforderungen an das Verbindungselement reduziert.
- Eine durchgeschweißte Schweißnaht sorgt vor allem in Verbindung mit Laserschweißtechnik für eine gute Schweißverbindung zwischen Befestigungsflansch und Pumpengehäuse, die eine hohe dynamische Festigkeit aufweist. Um einerseits mit einer vergleichsweise geringen Schweißleistung die Schweißnaht herstellen zu können, was die Herstellkosten senkt, und gleichzeitig eine ausreichende Wandstärke des Befestigungsflansches insgesamt sicherzustellen, kann der Flansch im Bereich der Schweißnaht beispielsweise durch Prägen in der Wandstärke auf Schweißnahttiefe reduziert werden. Die Grundsteifigkeit des Befestigungsflansches bleibt dennoch erhalten.
- Nachfolgend werden besonders bevorzugte Ausführungsbeispiele der vorliegenden Erfindung unter Bezugnahme auf die beiliegende Zeichnung näher erläutert. In der Zeichnung zeigen:
- Figur 1
- eine perspektivische Darstellung einer Kolbenpumpe mit einem Befestigungsflansch;
- Figur 2
- einen Schnitt durch den Befestigungsflansch und ein Pumpengehäuse der Kolbenpumpe von
Figur 1 ; - Figur 3
- eine Ansicht von unten auf den Befestigungsflansch von
Figur 1 ; - Figur 4
- einen Schnitt längs der Linie IV-IV von
Figur 3 ; - Figur 5
- ein Detail V von
Figur 4 ; - Figur 6
- eine Darstellung ähnlich
Figur 5 einer alternativen Ausführungsform; - Figur 7
- eine Darstellung ähnlich
Figur 5 einer nochmals alternativen Ausführungsform; - Figur 8
- ein Detail VIII aus
Figur 7 ; und - Figur 9
- eine Darstellung ähnlich
Figur 3 einer alternativen Ausführungsform eines Befestigungsflansches. - Eine Kolbenpumpe trägt in
Figur 1 insgesamt das Bezugszeichen 10. Sie wird als Hochdruck-Kraftstoffpumpe bei einer Brennkraftmaschine eines Kraftfahrzeugs eingesetzt, wobei die letztgenannten in der Figur nicht gezeigt sind. - Die Kolbenpumpe 10 weist ein Pumpengehäuse 12 auf, welches in einem in
Figur 1 unteren Bereich 14 eine kreisförmige Außenkontur aufweist. In diesem unteren Bereich 14 ist auch ein Zentrierabschnitt 16 ausgebildet, der in eine Aufnahmeöffnung 18 (vergleicheFigur 2 ) eines Haltekörpers, der vorliegend als nur schematisch dargestellter Zylinderkopf 20 ausgebildet ist, eingeführt werden kann. - In dem kreisrunden Bereich 14 des Pumpengehäuses 12 ist an dieses ein Befestigungsflansch 22 angeschweißt. Dieser weist einen Zentralabschnitt 24 (vergleiche
Figuren 3 und 4 ) auf, in dem eine kreisrunde Öffnung 26 vorhanden ist, deren Randbereich als Schweißabschnitt 28 ausgebildet ist, der in 30 (Figur 2 ) mit dem Pumpengehäuse 12 verschweißt ist. Die Schweißnaht 30 ist dabei durchgeschweißt. Die Herstellung einer solchen Schweißnaht 30 wird durch eine unmittelbar oberhalb der Schweißnaht 30 am Pumpengehäuse 12 vorhandene umlaufende Ausnehmung 32, die beispielsweise durch einen Einstich hergestellt werden kann, erleichtert. - Der Befestigungsflansch 22 ist als Blechformteil aus Edelstahl durch Stanzen und Kaltumformung hergestellt. Er weist dabei fast überall eine im Wesentlichen gleiche Materialstärke beziehungsweise Blechdicke auf. Nur im Schweißabschnitt 28 ist die Dicke des Befestigungsflansches 22 deutlich reduziert.
- An den Zentralabschnitt 24 des Befestigungsflansches 22 sind zwei entgegengesetzt angeordnete und radial abragende Flügelabschnitte 34a und 34b angeformt, die zueinander identisch ausgebildet sind. Nachfolgend wird daher der Einfachheit halber nur der in den
Figuren 2 bis 4 linke Flügelabschnitt 34a im Detail beschrieben werden. - Wie aus den
Figuren 2 bis 5 ersichtlich ist, ist in den Flügelabschnitt 34a eine in der Draufsicht kreisförmige Kontur aufweisende Ausbuchtung 36 eingeprägt. In dieser ist konzentrisch zur Außenkontur eine Durchgangsöffnung 37 vorhanden. An der Oberseite der Ausbuchtung 36 stützt sich über einen angeformten Bund 38 (oder wahlweise unter Zwischenschaltung einer Unterlegscheibe) ein Schraubenkopf 40 einer handelsüblichen Schraube 42 (beispielsweise einer M6-Schraube der Festigkeitsklasse 8.8) ab. Ein Gewindeabschnitt 44 der Schraube 42 ist durch die Durchgangsöffnung 37 hindurchgeführt und im Zylinderkopf 20 verschraubt. Da sich die Schraube 42, die ein Verbindungselement zum Zylinderkopf 20 hin bildet, an der Ausbuchtung 36 abstützt bzw. an dieser angreift, wird die Ausbuchtung 36 auch als Verbindungsbereich bezeichnet. Durch die Ausgestaltung des Verbindungsbereiches als Ausbuchtung 36 weist dieser in der inFigur 2 dargestellten Einbaulage gegenüber dem Zylinderkopf 20 einen Abstand D auf. - Die außerhalb der Ausbuchtung 36 liegenden Bereiche des Befestigungsflansches 22 können, mit Ausnahme des Schweißabschnitts 28, als Kontaktbereich 46 bezeichnet werden, da diese in Einbaulage wenigstens abschnittsweise am Zylinderkopf 20 anliegen, diesen also kontaktieren. Wie insbesondere aus den
Figuren 3 und5 ersichtlich ist, weist der Kontaktbereich 46 insgesamt zwei gepunktet ausgefüllt dargestellte Kontaktflächen 48 und 50 sowie eine Basisfläche 52 auf, die auf der in Einbaulage zum Zylinderkopf 20 weisenden Seite des Kontaktbereichs 46 des Befestigungsflansches 20 vorhanden sind. - Die erste Kontaktfläche 48 erstreckt sich konzentrisch um die Öffnung 26 im Zentralabschnitt 24 des Befestigungsflansches 22, zum Pumpengehäuse 12 unmittelbar benachbart. Insoweit ist bei diesem Ausführungsbeispiel zumindest ein Bereich der ersten Kontaktfläche 48 zwischen der einen Verbindungsbereich bildenden Ausbuchtung 36 und dem Pumpengehäuse 12 angeordnet. Die zweite Kontaktfläche 50 befindet sich am äußeren Rand des Flügelabschnitts 34a, also vom Pumpengehäuse 12 aus gesehen hinter der Ausbuchtung 36, und sie hat in der Draufsicht die Kontur in etwa eines halben Kreisrings. Die Basisfläche 52 liegt in dem außerhalb der ersten beiden Kontaktflächen 48 und 50 und außerhalb der Ausbuchtung 36 und des Schweißabschnitts 28 liegenden Bereich des Befestigungsflansches 22.
- Wie besonders gut aus
Figur 5 hervorgeht, liegen die Kontaktflächen 48 und 50 und die Basisfläche 52 in Richtung einer Längsachse 54 gesehen vor der Montage des Befestigungsflansches 22 am Zylinderkopf 20, also vor dem Festziehen der Schraube(n) 42, in unterschiedlichen Ebenen. Eine Bezugsebene 56 wird durch die Basisfläche 52 defmiert. Eine Ebene 58, in der die erste Kontaktfläche 48 liegt, hat von der Bezugsebene 56 zum Zylinderkopf 20 hin gesehen einen größeren Abschnitt D48 als eine Ebene 60, in der die Kontaktfläche 50 liegt und die von der Bezugsebene 56 nur einen Abstand D50 aufweist. - Mit diesen unterschiedlichen Ebenen 56, 58 und 60, in denen die Kontaktflächen 48und 50 und die Basisfläche 52 liegen, hat es folgendes auf sich: Wird die Schraube 42 festgedreht, verformt sich der Befestigungsflansch 22 (dies ist in der Zeichnung nicht dargestellt), so dass neben der ersten Kontaktfläche 48 auch die zweite Kontaktfläche 50 in Anlage an den Zylinderkopf 20 kommt. An den Kontaktflächen 48 und 50 ergibt sich so eine erhöhte Flächenpressung, die bei entsprechender Spannkraft durch die Schraube 42 sogar dazu führen kann, dass sich die erste Kontaktfläche 48 und die zweite Kontaktfläche 50 zumindest bereichsweise geringfügig in den Zylinderkopf 20 einformen bzw. eingraben. Hierdurch wird im Betrieb der Kolbenpumpe 10 und der Brennkraftmaschine ein Verschieben des Befestigungsflansches 22 in einer Richtung quer zur Längsachse 54 wirkungsvoll unterbunden.
- Besonders hoch ist die Flächenpressung dabei in dem unmittelbar benachbart zur Ausbuchtung 36 liegenden Bereich der ersten Kontaktfläche 48, da dieser beim Verschrauben zuerst am Zylinderkopf 20 zum Anliegen kommt. Wie man aus
Figur 5 ferner erkennt, ist der Schweißabschnitt 28 gegenüber der zu ihm unmittelbar benachbarten ersten Kontaktfläche 48 vom Zylinderkopf 20 aus gesehen etwas zurückgesetzt. Hierdurch wird beim Herstellen der Schweißnaht 30 eine Beschädigung der ersten Kontaktfläche 48 verhindert. - In
Figur 6 ist eine alternative Ausführungsform eines Befestigungsflansches 22 dargestellt. Dabei tragen hier und in nachfolgenden Ausführungsbeispielen solche Elemente und Bereiche, welche äquivalente Funktionen zu zuvor beschriebenen Elementen und Bereichen aufweisen, die gleichen Bezugszeichen. Sie sind nicht nochmals im Detail erläutert. - Der in
Figur 6 gezeigte Befestigungsflansch 22 weist am radial abragenden Rand der Flügelabschnitte (inFigur 6 ist wieder nur der Flügelabschnitt 34a gezeigt) im Bereich der zweiten Kontaktfläche 50 eine scharfe und in Einbaulage in Richtung Zylinderkopf 20 vorstehende Kante auf, welche ein Verkrallkante 62 bildet. Hierdurch wird in Einbaulage und nach der Montage der Kolbenpumpe 10 am Zylinderkopf 20 der Reibschluss zwischen dem Befestigungsflansch 22 und dem Zylinderkopf 20 nochmals erhöht und ein Verschieben quer zur Längsachse 54 nochmals besser verhindert. - Wie aus
Figur 7 hervorgeht, können entsprechende Verkrallkanten 62 auch in der zweiten Kontaktfläche 50 durch kegelförmige Einprägungen 64 hergestellt werden. Durch eine entsprechende Anordnung dieser kegelförmigen Einprägungen 64 kann eine waffeleisenförmige Ausgestaltung der zweiten Kontaktfläche 50 erzeugt werden. - Eine nochmals andere Ausgestaltung des Befestigungsflansches ergibt sich aus
Figur 9 : Danach kann die Kontaktfläche 48 im Bereich der Ausbuchtung 36 durch einen Abschnitt 66 unterbrochen sein, der gegenüber der ersten Ebene 58 zurückgesetzt ist, beispielsweise in der Bezugsebene 56 oder in der zweiten Ebene 60 liegt. Hierdurch werden zwei voneinander getrennte Abschnitte 48a und 48b der ersten Kontaktfläche 48 gebildet. Der Abschnitt 66 erstreckt sich bei dem vorliegenden Ausführungsbeispiel über einen Winkelbereich von 20° zu beiden Seiten einer Mittelachse 68 der Flügelabschnitte 34a und 34b (die Mittelachse 68 erstreckt sich durch die Mitten der beiden Ausbuchtungen 36 bzw. der Schraube(n) 42 hindurch). Denkbar ist aber auch eine Erstreckung von 10° zu beiden Seiten dieser Mittelachse 68 bis hin zu 45° zu beiden Seiten der Mittelachse 68. - Bei einem solchermaßen ausgestalteten Befestigungsflansch 22 zeigt dieser nach der Montage eine besonders hohe Stabilität gegen Kippen um die Achse 68. Dies rührt daher, dass bei der Montage eine erhöhte Verspannungskraft in die mittleren Bereiche der beiden Abschnitt 48a und 48b der ersten Kontaktfläche 48 geleitet wird.
Claims (11)
- Kolbenpumpe (10), insbesondere Hochdruck-Kraftstoffpumpe für eine Brennkraftmaschine eines Kraftfahrzeugs, mit einem Pumpengehäuse (12) und mit einem Befestigungsflansch (22), der am Pumpengehäuse (12) befestigt und angeschweißt ist und der mindestens einen Verbindungsbereich (36) aufweist, an dem in Einbaulage ein Verbindungselement (42) angreift, über welches die Kolbenpumpe (10) an einem Haltekörper (20) befestigt werden kann, wobei der Verbindungsbereich (36) in Einbaulage vom Haltekörper (20) beabstandet ist, dadurch gekennzeichnet, dass der Verbindungsbereich als Ausbuchtung (36) in oder an einem Kontaktbereich (46) ausgebildet ist, der in Einbaulage wenigstens abschnittsweise an dem Haltekörper (20) anliegt.
- Kolbenpumpe (10) nach Anspruch 1, dadurch gekennzeichnet, dass der Verbindungsbereich als Ausbuchtung (36) in oder an einem Kontaktbereich (46) eingeprägt ist, der in Einbaulage wenigstens abschnittsweise an dem Haltekörper (20) anliegt.
- Kolbenpumpe (10) nach einem der Ansprüche 1 oder 2, dadurch gekennzeichnet, dass ein Kontaktbereich (46) mindestens zwei zum Haltekörper (20) hin weisende Kontaktflächen (48, 50) aufweist, die nach der Montage an dem Haltekörper (20) wenigstens abschnittsweise an diesem anliegen und die mindestens vor der Montage in Ebenen (58, 60) liegen, die von einer gemeinsamen Bezugsebene (56) unterschiedliche Abstände (D48, D50) haben, derart, dass der Befestigungsflansch (22) bei der Montage am Haltekörper (20) verspannt wird und/oder sich in den Haltekörper (20) eingräbt.
- Kolbenpumpe (10) nach Anspruch 3, dadurch gekennzeichnet, dass der Kontaktbereich (46) eine zum Pumpengehäuse (12) benachbarte und vorzugsweise zu diesem konzentrische erste Kontaktfläche (48), eine vom Pumpengehäuse (12) aus gesehen hinter dem Verbindungsbereich (36) angeordnete zweite Kontaktfläche (50), und eine Basisfläche (52) umfasst, wobei die Basisfläche (52) in der Bezugsebene (56) liegt und vor der Montage die Ebene (58) der ersten Kontaktfläche (48) zum Haltekörper (20) hin gesehen von der Bezugsebene (56) einen größeren Abstand (D48) aufweist als die Ebene (60) der zweiten Kontaktfläche (50).
- Kolbenpumpe nach Anspruch 4, dadurch gekennzeichnet, dass die erste Kontaktfläche (48) in der Nähe des Verbindungsbereichs (36) durch einen Abschnitt (66) unterbrochen ist, der in einer gegenüber der Ebene (58) der ersten Kontaktfläche (48) zurückversetzten Ebene (56) liegt, und dass sich der Abschnitt (66) vorzugsweise über einen Winkelbereich von ungefähr 20° bis ungefähr 90° erstreckt.
- Kolbenpumpe (10) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass an mindestens einer Kontaktfläche (50) mindestens eine Verkrallkante (62), insbesondere eine Mehrzahl von sich kreuzenden oder waffeleisenförmigen Verkrallkanten (62), vorhanden ist.
- Kolbenpumpe (10) nach Anspruch 6, dadurch gekennzeichnet, dass mindestens eine Verkrallkante (62) durch eine in Einbaulage zum Haltekörper (20) hin vorstehende, insbesondere eingeprägte Kante an einem Rand des Befestigungsflansches (22) gebildet wird.
- Kolbenpumpe (10) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Befestigungsflansch (22) zum Pumpengehäuse (12) hin einen insbesondere durch Prägen hergestellten Schweißabschnitt (28) aufweist, der eine geringere Dicke aufweist als der restliche Befestigungsflansch (22), und dass eine Schweißnaht (30) zwischen Schweißabschnitt (28) und Pumpengehäuse (12) durchgeschweißt ist.
- Kolbenpumpe (10) nach Anspruch 8, dadurch gekennzeichnet, dass der Schweißabschnitt (28) gegenüber einer benachbarten und zum Haltekörper (20) hin weisenden Kontaktfläche (48) zurückgesetzt ist.
- Kolbenpumpe (10) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Befestigungsflansch (22) aus einem Metallblech, vorzugsweise einem Edelstahlblech, durch Stanzen und Kaltumformung, insbesondere Prägen, hergestellt ist.
- Kolbenpumpe (10) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Befestigungsflansch (22) außen um das Pumpengehäuse (12) herum angeordnet ist und mindestens zwei abragende Flügelabschnitte (34a, 34b) aufweist, in denen jeweils ein Verbindungsbereich (36) vorhanden ist.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004063073 | 2004-12-28 | ||
| DE102005007806A DE102005007806A1 (de) | 2004-12-28 | 2005-02-21 | Kolbenpumpe, insbesondere Hochdruck-Kraftstoffpumpe für eine Brennkraftmaschine eines Kraftfahrzeugs |
| PCT/EP2005/056734 WO2006069913A1 (de) | 2004-12-28 | 2005-12-13 | Kolbenpumpe, insbesondere hochdruck-kraftstoffpumpe für eine brennkraftmaschine eines kraftfahrzeugs |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1834090A1 EP1834090A1 (de) | 2007-09-19 |
| EP1834090B1 true EP1834090B1 (de) | 2018-09-12 |
Family
ID=35929717
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05821583.1A Active EP1834090B1 (de) | 2004-12-28 | 2005-12-13 | Kolbenpumpe, insbesondere hochdruck-kraftstoffpumpe f]r eine brennkraftmaschine eines kraftfahrzeugs |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1834090B1 (de) |
| DE (1) | DE102005007806A1 (de) |
| ES (1) | ES2701345T3 (de) |
| WO (1) | WO2006069913A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20230036743A (ko) * | 2021-09-08 | 2023-03-15 | 주식회사 현대케피코 | 다중 면 접촉식 고압펌프 마운팅 장치 |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016206459B3 (de) * | 2016-04-18 | 2017-10-05 | Continental Automotive Gmbh | Kombination, umfassend ein Gehäuse und einen Flansch, und Anordnung |
| DE102016206456B4 (de) * | 2016-04-18 | 2017-11-09 | Continental Automotive Gmbh | Kombination, umfassend ein Gehäuse und einen Flansch, und Anordnung |
| DE102016206470B3 (de) * | 2016-04-18 | 2017-10-05 | Continental Automotive Gmbh | Kombination, umfassend ein Gehäuse und einen Flansch, und Anordnung |
| DE102016213451A1 (de) | 2016-05-19 | 2017-11-23 | Robert Bosch Gmbh | Kraftstoff-Hochdruckpumpe |
| DE102016212468A1 (de) | 2016-07-08 | 2018-01-11 | Robert Bosch Gmbh | Hochdruck-Kraftstoffpumpe für ein Kraftstoff-Einspritzsystem einer Brennkraftmaschine |
| DE102016213333A1 (de) | 2016-07-21 | 2018-01-25 | Robert Bosch Gmbh | Kraftstoff-Hochdruckpumpe |
| DE102017207207A1 (de) | 2017-04-28 | 2018-10-31 | Robert Bosch Gmbh | Kraftstoffpumpe |
| DE102017210313A1 (de) | 2017-06-20 | 2018-12-20 | Robert Bosch Gmbh | Kraftstoff-Hochdruckpumpe |
| DE102018209264A1 (de) | 2018-06-11 | 2019-12-12 | Robert Bosch Gmbh | Kraftstoff-Hochdruckpumpe |
| DE102018211690A1 (de) | 2018-07-13 | 2020-01-16 | Robert Bosch Gmbh | Kraftstoff-Hochdruckpumpe |
| DE102018216583A1 (de) * | 2018-09-27 | 2020-04-02 | Continental Automotive Gmbh | Verfahren zum Herstellen einer Pumpenanordnung für eine Brennkraftmaschine und Pumpenanordnung |
| DE102018216582A1 (de) * | 2018-09-27 | 2020-04-02 | Continental Automotive Gmbh | Pumpenanordnung für eine Brennkraftmaschine |
| DE102018221702A1 (de) | 2018-12-13 | 2020-06-18 | Robert Bosch Gmbh | Kraftstoff-Hochdruckpumpe |
| DE102019204995B4 (de) * | 2019-04-08 | 2024-03-07 | Vitesco Technologies GmbH | Pumpe für ein Kraftfahrzeug und Verfahren zum Herstellen einer Pumpe |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CS191051B1 (en) * | 1975-03-27 | 1979-06-29 | Jaromir Indra | Injection unit of the injection pump for the combustion engines |
| IT1226115B (it) * | 1988-12-13 | 1990-12-11 | O M A P Officine Meccaniche Al | Pompa di iniezione ad alta pressione principalmente per motori diesel |
| DE10134066A1 (de) * | 2001-07-13 | 2003-02-06 | Bosch Gmbh Robert | Kraftstoffpumpe, insbesondere Hochdruck-Kraftstoffpumpe für ein Kraftstoffsystem einer Brennkraftmaschine mit Benzin-Direkteinspritzung |
| DE10322599B4 (de) * | 2003-05-20 | 2013-08-08 | Robert Bosch Gmbh | Kolbenpumpe, insbesondere Hochdruck-Kraftstoffpumpe |
-
2005
- 2005-02-21 DE DE102005007806A patent/DE102005007806A1/de not_active Withdrawn
- 2005-12-13 ES ES05821583T patent/ES2701345T3/es active Active
- 2005-12-13 WO PCT/EP2005/056734 patent/WO2006069913A1/de active Application Filing
- 2005-12-13 EP EP05821583.1A patent/EP1834090B1/de active Active
Non-Patent Citations (1)
| Title |
|---|
| None * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20230036743A (ko) * | 2021-09-08 | 2023-03-15 | 주식회사 현대케피코 | 다중 면 접촉식 고압펌프 마운팅 장치 |
| KR102604769B1 (ko) | 2021-09-08 | 2023-11-21 | 주식회사 현대케피코 | 다중 면 접촉식 고압펌프 마운팅 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1834090A1 (de) | 2007-09-19 |
| DE102005007806A1 (de) | 2006-07-06 |
| ES2701345T3 (es) | 2019-02-21 |
| WO2006069913A1 (de) | 2006-07-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1834090B1 (de) | Kolbenpumpe, insbesondere hochdruck-kraftstoffpumpe f]r eine brennkraftmaschine eines kraftfahrzeugs | |
| EP1307667B1 (de) | Vorrichtung zur elastischen lagerung eines hydraulischen aggregats einer fahrzeugbremsanlage in einem fahrzeug | |
| EP2971747B1 (de) | Hochdruckpumpe, insbesondere steckpumpe, für ein kraftstoffsystem für eine brennkraftmaschine | |
| DE69006990T2 (de) | Träger für eine Lenksäule. | |
| DE69903116T2 (de) | Klemmvorrichtung für Einspritzventile | |
| DE2857679A1 (de) | Injection nozzle clamp | |
| DE2353548C3 (de) | Elastische Wellenkupplung | |
| EP2730456B1 (de) | Antrieb einer Sitzverstelleinrichtung für Kraftfahrzeuge | |
| EP1772633B1 (de) | Vorrichtung zum Verschrauben zweier Bauteile mit Toleranzausgleich | |
| DE102010052781A1 (de) | Befestigungsvorrichtung und Befestigungsbaugruppe zur Befestigung eines Gasgenerators und Fahrzeuginsassenrückhaltesystem | |
| EP1389701B1 (de) | Mehrlagige Dichtung und Verfahren zum Verbinden der Lagen einer mehrlagigen Dichtung | |
| DE69205768T2 (de) | Haltemutter. | |
| DE4004199A1 (de) | Verbindungsvorrichtung fuer eine fahrzeug-antriebsquelle | |
| DE202016106796U1 (de) | Fahrzeugsitz | |
| DE102010030033B4 (de) | Befestigungsanordnung zur Anbringung eines Fahrzeugheizgeräts an einer Trägerstruktur | |
| DE102012011609A1 (de) | Unterlegelement zur Befestigung eines Abgaskrümmers an einem Verbrennungsmotor, Abgaskrümmer und Verbrennungsmotor | |
| DE102016115709B4 (de) | Befestigungsvorrichtung | |
| EP3203048B1 (de) | Befestigungsanordnung zur festlegung eines auslasskrümmers an einem zylinderkopf einer brennkraftmaschine | |
| EP1903219B1 (de) | Befestigungsvorrichtung zur Befestigung eines Bauteils an einem Trägerbauteil | |
| DE10219829B4 (de) | Vorrichtung zum Befestigen eines Abgaskrümmers | |
| EP2156021A1 (de) | Kipphebel einer brennkraftmaschine | |
| EP0930439B1 (de) | Verbindung zumindest zweier übereinanderliegender Bleche mit einer Gewindefurch-Schraube | |
| EP3569879A1 (de) | Schwimmende, verliergesicherte anordnung eines verbindungselementes an einem bauteil | |
| DE102004036518B4 (de) | Verdrehsichere Dichtkegelverbindung bei Einspritzleitungen zur Kraftstoffeinspritzung und Verfahren zu deren Herstellung | |
| WO2018197113A1 (de) | Kraftstoffpumpe |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20070730 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): DE ES FR IT |
|
| 17Q | First examination report despatched |
Effective date: 20150203 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20180329 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: F04B 1/04 20060101AFI20180319BHEP Ipc: F02M 59/48 20060101ALI20180319BHEP Ipc: F02M 59/02 20060101ALI20180319BHEP |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES FR IT |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502005015906 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2701345 Country of ref document: ES Kind code of ref document: T3 Effective date: 20190221 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502005015906 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20190613 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20221220 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20230119 Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R084 Ref document number: 502005015906 Country of ref document: DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20221230 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240227 Year of fee payment: 19 |