EP1738005B1 - Verfahren zum herstellen von faserverbund-halbzeugen mittels rundflechttechnik - Google Patents
Verfahren zum herstellen von faserverbund-halbzeugen mittels rundflechttechnik Download PDFInfo
- Publication number
- EP1738005B1 EP1738005B1 EP05733313A EP05733313A EP1738005B1 EP 1738005 B1 EP1738005 B1 EP 1738005B1 EP 05733313 A EP05733313 A EP 05733313A EP 05733313 A EP05733313 A EP 05733313A EP 1738005 B1 EP1738005 B1 EP 1738005B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- threads
- braiding
- partially
- braided
- supporting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000835 fiber Substances 0.000 title claims abstract description 32
- 238000000034 method Methods 0.000 title claims abstract description 23
- 239000011265 semifinished product Substances 0.000 title claims abstract description 10
- 238000004519 manufacturing process Methods 0.000 title claims description 5
- 239000002131 composite material Substances 0.000 title abstract description 10
- 238000009954 braiding Methods 0.000 claims abstract description 48
- 230000003014 reinforcing effect Effects 0.000 claims abstract description 21
- 229920001169 thermoplastic Polymers 0.000 claims abstract description 17
- 239000004416 thermosoftening plastic Substances 0.000 claims abstract description 17
- 238000002844 melting Methods 0.000 claims description 8
- 230000008018 melting Effects 0.000 claims description 8
- 229920003620 Grilon® Polymers 0.000 claims description 5
- JBKVHLHDHHXQEQ-UHFFFAOYSA-N epsilon-caprolactam Chemical compound O=C1CCCCCN1 JBKVHLHDHHXQEQ-UHFFFAOYSA-N 0.000 claims description 5
- 230000008595 infiltration Effects 0.000 claims description 5
- 238000001764 infiltration Methods 0.000 claims description 5
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 3
- 229920000271 Kevlar® Polymers 0.000 claims description 3
- 239000004760 aramid Substances 0.000 claims description 3
- 229920003235 aromatic polyamide Polymers 0.000 claims description 3
- 229910052799 carbon Inorganic materials 0.000 claims description 3
- 239000011521 glass Substances 0.000 claims description 3
- 239000004761 kevlar Substances 0.000 claims description 3
- 239000011159 matrix material Substances 0.000 claims description 3
- 239000010410 layer Substances 0.000 description 13
- 239000002356 single layer Substances 0.000 description 6
- 239000000463 material Substances 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 4
- 239000000047 product Substances 0.000 description 4
- 239000012783 reinforcing fiber Substances 0.000 description 3
- 238000000151 deposition Methods 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 230000008092 positive effect Effects 0.000 description 2
- 241000252203 Clupea harengus Species 0.000 description 1
- 241000628997 Flos Species 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 230000001680 brushing effect Effects 0.000 description 1
- 210000000078 claw Anatomy 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 235000019514 herring Nutrition 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 238000013178 mathematical model Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- -1 polyethylenes Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 238000009941 weaving Methods 0.000 description 1
Images

Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04C—BRAIDING OR MANUFACTURE OF LACE, INCLUDING BOBBIN-NET OR CARBONISED LACE; BRAIDING MACHINES; BRAID; LACE
- D04C1/00—Braid or lace, e.g. pillow-lace; Processes for the manufacture thereof
- D04C1/02—Braid or lace, e.g. pillow-lace; Processes for the manufacture thereof made from particular materials
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2505/00—Industrial
- D10B2505/02—Reinforcing materials; Prepregs
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Textile Engineering (AREA)
- Braiding, Manufacturing Of Bobbin-Net Or Lace, And Manufacturing Of Nets By Knotting (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Moulding By Coating Moulds (AREA)
Description
- Die vorliegende Erfindung betrifft ein Verfahren zum Herstellen von Faserverbund-Halbzeugen mittels Rundflechttechnik gemäß dem Oberbegriff des Patentanspruchs 1. Ein erfindungsgemäß hergestelltes Faserverbund-Halbzeug ist in Patentanspruch 8 angegeben.
- Aus dem Stand der Technik sind unterschiedliche Verfahren zum Herstellen von rohrförmigen (
DE-A-42 34 979 ) oder dreidimensionalen Geflechte (US-5630349 ) bekannt. Derartige Rundgeflechte besitzen aufgrund der Tatsache, dass Flechtfasern auf einen Flechtkern aufgewickelt werden, naturgemäß eine sogenannte Leinwand- bzw. Körperbindung. Dies hat eine Welligkeit der Flechtfasern zur Folge, was dazu führt, dass die positiven Eigenschaften der Fasern, nämlich eine hohe Zug- und Drucksteifigkeit bzw. eine hohe Zug- und Druckfestigkeit, in einem mit konventioneller Flechttechnik hergestellten Faserverbundwerkstoff nicht optimal ausgenutzt werden können, - Daneben weisen die bekannten Verfahren den Nachteil auf, dass die Flechtfasern durch die während des Flechtens auf sie einwirkenden Scherkräfte bzw. durch Reibung an entsprechenden Überkreuzungsstellen beschädigt und geschwächt werden, was beispielsweise durch eine Flechtmaschine mit zwei, periodische Hubbewegungen ausführenden Flechtringen (
DE-C-101 15 935 ) verringert werden kann. Allerdings besteht auch bei dieser Anordnung weiterhin das Problem der Faserwelligkeit. - Aus Druckschrift
EP 0 628 401 A1 ist ein Verfahren zur Herstellung eines Produktes, insbesondere eines Sportgerätes aus faserverstärktem thermoplastischem Harz bekannt, sowie ein entsprechendes Bauteil, bei dem matrixbildende Fasern sowie Verstärkungsfasern verwoben oder verflochten werden. - In Druckschrift
WO 92/15740 A1 - Aus Druckschrift
EP 0 628 401 A1 ist ein so genanntes Prepreg (vorimprägniertes) Material sowie ein Verfahren und ein daraus hergestellter Sportartikel bekannt. - Aus der Druckschrift
WO 92/15740 - Somit liegt der vorliegenden Erfindung die Aufgabe zugrunde, ein Verfahren zum Herstellen von geflochtenen Faserverbund-Halbzeugen zu schaffen, bei dem die Faserschädigung verringert ist und derartige Halbzeuge mit deutlich verminderter Faserwelligkeit und verbesserten Materialeigenschaften hergestellt werden können.
- Diese Aufgabe wird erfindungsgemäß durch die Merkmale des Patentanspruchs 1 bzw. 8 gelöst.
- Vorteilhafte Weiterbildungen der Erfindung sind in den Unteransprüchen angegeben.
- Die Erfindung basiert auf der Rundflechttechnik, bei der ein Flechtkern mit Flechtfäden beflochten wird, welche über konzentrisch um den Flechtkern in unterschiedliche Richtung umlaufende Klöppel abgespult werden, und zeichnet sich dadurch aus, dass die Klöppel einer Umlaufrichtung mit Verstärkungsfäden und die Klöppel der entgegengesetzten Umlaufrichtung zumindest teilweise mit Stützfäden bestückt sind, wobei die Stützfäden zumindest teilweise aus Thermoplastfäden bestehen.
- Durch das Einftechten von Thermoplastfäden, die bekanntlich aus Kunststoffen (Polyamide, Polystyrole, Polyethylene, Polyester etc.) bestehen und bei Erwärmung über den Erweichungspunkt schmelzen, sich warmverformen lassen und nach Abkühlung wieder erstarren und darüber hinaus gute Gleiteigenschaften aufweisen, wird zunächst die Reibung der sich beim Flechten überkreuzenden Flechtfäden reduziert, da die Verstärkungsfäden auf den Thermoplastfäden reibungsvermindert abgleiten. Dies hat eine deutliche Verringerung der Faserschädigung und folglich eine Verbesserung der Materialeigenschaften des Geflechtes zur Folge.
- Zweckmäßigerweise halten die zumindest teilweise aus Thelmoplastfäden bestehenden Stützfäden die auf dem Faserkern abgelegten Verstärkungsfäden in Position, so dass gleichzeitig die Flexibilität des Flechtprozesses bezüglich der Flechtkemgeometrie gewährleistet ist. Die elastischen Thermoplastfäden schmiegen sich dabei so eng zwischen die Verstärkungsfäden, dass diese praktisch ohne Zwischenraum parallel zu liegen kommen und somit nahezu wellenfrei abgelegt werden. Durch die damit einhergehende reduzierte Faserwelligkeit können die positiven Eigenschaften der Verstärkungsfäden optimal ausgenutzt werden, so dass die Materialeigenschaften erfindungsgemäß hergestellter Faserverbund-Halbzeuge stark verbessert sind.
- Zweckmäßigerweise wird der Flechtkern mehrmals nacheinander beflochten, wobei jeweils unidirektionale Verstärkungsfaser-Einzellagen auf dem Flechtkern abgelegt werden. Der Begriff "unidirektional" bringt dabei zum Ausdruck, dass es sich um ebene, nicht wellige Einzellagen handelt. Dies hat wiederum den Vorteil, dass die Berechenbarkeit des Faseraufbaus erfindungsgemäß hergestellter Geflechte verbessert ist, da die mathematischen Modelle für unidirektionale Gelege anwendbar sind. Zudem ist die Dicke derartiger Einzellagen im Vergleich zu einem mittels herkömmlicher Flechttechnik hergestelltem Geflecht, d.h. alle Klöppel sind mit Verstärkungsfäden belegt, auf ungefähr die Hälfte reduziert.
- Ein weiterer Vorteil besteht darin, dass bei einem schichtweisen Beflechten des Flechtkerns vor dem Ablegen einer weiteren Einzellage die zuvor abgelegte Einzellage durch Schmelzen der Thermoplastfäden fixiert werden kann. Dadurch wird auf einfache und effektive Weise ein Verrutschen oder Verschieben verhindert. Das Schmelzen kann beispielsweise durch lokale Erwärmung oder durch Aufbringen eines Vakuumschlauches mit nachfolgender Erwärmung durchgeführt werden. Bei letzterem Verfahren wird die abgelegte Einzellage entsprechend verdichtet, was die Welligkeit des Geflechtes weiter reduziert.
- Zweckmäßigerweise ist eine asymmetrische Klöppelbesetzung möglich, bei der die Anzahl der in einer Richtung umlaufenden Klöppel ungleich der Anzahl der in entgegengesetzter Richtung umlaufenden Klöppel ist, was einen hohen Variationsgrad gewährleistet. Belegt man beispielsweise drei Viertel der in eine Richtung umlaufenden Klöppel mit Verstärkungsfäden und ein Viertel der in entgegengesetzter Richtung umlaufenden Klöppel, mit Thermoplastfäden, kann in einer Einzellage die anderthalbfache Anzahl an Verstärkungsfäden verarbeitet werden, so dass eine um 50 % erhöhte Ablagebreite erreicht wird. Der beflechtbare Kernumfang steigt in gleichem Maße. Dies hat den Vorteil, dass entsprechend kleinere und damit billigere Maschinen verwendet werden können.
- Typischerweise bestehen die Verstärkungsfäden aus Kohle-, Glas-, Aramid- und/oder Kevlarfasern, die sich durch hohe Zug- und Drucksteifigkeit sowie hohe Zug- und Druckfestigkeit auszeichnen.
- Erfindungsgemäß lösen sich die Stützfäden bei Temperaturen, bei denen das Geflecht üblicherweise infiltriert wird, ganz oder zumindest teilweise auf. Je nach Anwendungsfall bestehen die Stützfäden ganz oder zumindest teilweise aus Grilon®-Fäden oder anderen Thermoplastfäden mit Schmelztemperaturen im Bereich der Infiltrationstemperatur. Daneben können die Stützfäden auch aus Materialien bestehen, die lediglich teilweise schmelzend sind,
- Erfindungsgemäß geflochtene Faserverbund-Halbzeuge zeichnen sich dadurch aus, dass sie aus einer Vielzahl schichtweise abgelegter unidirektionaler Einzellagen bestehen, wobei jede Einzellage eingeflochtene, zumindest teilsweise aus Thermoplastfäden bestehende Stützfäden aufweist. Vorteilhaft ist dabei, dass durch geeignete Wahl der Stützfäden auf einfache Weise auf spezielle Anforderungen eingegangen werden kann, so dass die Stützfäden im infiltrierten Geflecht entweder ganz oder teilweise aufgelöst sind.
- Nachstehend wird die Erfindung anhand der Zeichnungen näher erläutert. Es zeigt:
- Fig.1
- eine schematische Darstellung der Fadenführung am Flechtkern in Seitenansicht;
- Fig. 2
- eine schematische Darstellung der Fadenführung am Flechtkern in Vorderansicht, und
- Fig. 3
- eine schematische Bersetzung der Flechtmaschine für das Ablegen von Verstärkungsfäden und Stützfäden im Verhältnis von 3:1.
- Beim Flechtvorgang werden bekanntlich Klöppel, d.h. Spulenhalter, die Flechtfadenspulen aufnehmen, auf Führungsbahnen relativ zueinander bewegt, so dass geflechtbildende Fadenüberkreuzungen entstehen. Beim Rundflechten sind die Führungsbahnen zwei gegenläufige konzentrische Kreisbahnen um einen zu beflechtenden Flechtkem. Auf diese Weise wird erreicht, dass sich die Flechtfäden der Klöppel in positiver Drehrichtung mit denen der negativen Drehrichtung überkreuzen, so dass beim Umflechten eines dreidimensionalen Flechtkerns ein Geflecht entsteht.
-
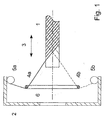
Fig. 1 zeigt in vereinfachter Darstellung in Seitenansicht die Fadenführung beim erfindungsgemäßen Verfahren. Beim Flechten wird der Flochtkern 1 in bekannter Weise, beispielsweise mit einem Roboter (nicht dargestellt) relativ zu dem feststehenden Flechtmaschinenrumpf 2 in Richtung des Bewegungspfeils 3 bewegt, wobei sich die Flechtfäden 4a, 4b von den Klöppeln 5a bzw. 5b abspulen und nach einer Umlenkung am Flechtring 6 über entsprechende Überkreuzung an den Flechtpunkten auf dem Flechtkern 1 abgelegt werden. Die Klöppel 5a und 5b weisen dabei unterschiedliche Umlaufrichtungen um den Faserkem 1 auf. Aus Gründen der zeichnerischen Vereinfachung sind inFig. 1 nur zwei der vielen weiteren Flechtfäden 4a, 4b bzw. Klöppel 5a, 5b dargestellt. - Wie in
Fig. 1 schematisch dargestellt ist, sind die Klöppel 5a mit Verstärkungsfäden 4a aus Kohle-, Glas-, Aramid- und/oder Kevlarfasem bestückt, und die in entgegengesetzter Richtung umlaufenden Klöppel 5b sind mit Stützfäden 4b, die zumindest teilweise aus Thermoplastfäden (z.B. Grilon®- oder Polyesterfäden) bestehen, bestückt. Zur besseren Unterscheidung sind inFig. 1 die Verstärkungsfäden 4a mit durchgezogenen Linien dargestellt, und die Stützfäden 4b sind gestrichelt eingezeichnet. Auf Grund der guten Gleiteigenschaften der Thermoplastfäden wird die Reibung bei der Umlenkung am Flechtring 6 sowie an Überkreuzungspunkten von Verstärkungsfäden 4a und Stützfäden 4b reduziert, was eine deutliche Abnahme der Faserschädigung zur Folge hat, Zudem werden die Verstärkungsfäden 4a wellenfrei abgelegt, wobei sie durch die Stützfäden 4b in Position gehalten werden, so dass die Flexibilität des Flechtprozesses bezüglich der Kemgeometrie wie bei herkömmlichen Flechttechniken erhalten bleibt. Die schmelzbar, elastische Thermoplastfäden enthaltenden Stützfäden 4b schmiegen sich dabei so eng zwischen die Verstärkungsfasern 4a, dass diese praktisch ohne Zwischenraum parallel zu liegen kommen. Auf diese Weise werden ebene, nicht wellige Einzellagen (sogenannte Unidirektionallagen) auf dem Flechtkern 1 abgelegt, was die mathematische Berechenbarkeit des Faseraufbaus derartiger Geflechte verbessert, da auf bestehende theoretische Modelle für unidirektionale Gelege zurückgegriffen werden kann. - Zum Aufbau eines Faserverbund-Halbzeuges wird der Flechfikern 1 mehrmals nacheinander, durch entsprechendes Hin- und Herbewegen des Flechtkernes 1 in Richtung des Bewegungspfeils 3, beflochten, wobei jeweils unidirektionale Einzellagen abgelegt werden. Hier bietet es sich an, den Flechtvorgang sowohl bei der Hin- als auch bei Herbewegung durchzuführen, um einen erneuten Ansatz der Flechtfäden zu vermeiden. Selbstverständlich kann der Flechtvorgang auch nur in einer Bewegungsrichtung erfolgen, wobei ein erneuter Ansatz der Flechtfäden beispielsweise durch Abziehen der Flechtfäden in Längsrichtung des Flechtkerns 1 vermieden werden kann.
- Alternativ kann vor dem Ablegen einer weiteren Einzellage die zuvor abgelegte Einzellage durch Aufschrnelzen der eingeflochtenen Thermoplastfäden vorfixiert werden. Dies kann entweder durch lokales Erwärmen oder durch Aufbringen eines Vakuumschlauches mit nachfolgender Erwärmung durchgeführt werden. Letzteres hat den Vorteil, dass die Welligkeit weiter reduziert wird.
-
Fig. 2 zeigt schematisch die Fadenführung am Flechtkern 1 in Vorderansicht bei einer asymmetrische Belegung der Klöppel. Die Klöppel sind inFig. 2 aus Gründen der besseren Übersicht nicht dargestellt. Bei der exemplarischen Anordnung gemäßFig. 2 laufen drei Viertel der Klöppel in Gegenuhrzeigerrichtung um den Flechtkern 1 und sind mit Verstarkungsfäden 4a belegt. Die restlichen Klöppel, die in Uhrzeigerrichtung um den Flechtkern 1 verlaufen, sind mit Stützfäden 4b (gestrichelt dargestellt) belegt. Auf diese Weise kann die anderthalbfache Anzahl von Verstärkungsfäden 4a in einer unidirektionalen Einzellage verarbeitet werden, was eine um 50 % erhöhte Ablagebreite ermöglicht. Folglich würde sich bei einer derartigen drei Viertel / ein Viertel-Belegung eine 144 Klöppel-Maschine wie eine konventionell betriebene Maschine mit 216 Klöppeln verhalten, so dass eine entsprechend kleinere und damit preiswertere Maschine verwendet werden könnte. - Zusätzlich zeigt
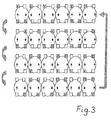
Fig. 3 die Besetzung der Flechtmaschine für das Ablegen von Verstärkungsfäden und Stützfäden im Verhältnis 3:1 in schematischer Darstellung. Jede Zeile vonFig. 3 zeigt die Position der Klöppel nach einer viertel Drehung. Die grau markierten Rechtecke stehen für Klöppel, die im Gegenuhrzeigersinn um den Flechtkern laufen, Die Rechtecke mit den Kreuzen stehen für Klöppel, die im Uhrzeigersinn laufen, und die weißen Rechtecke stehen für leere Plätze. - Selbstverständlich können auch andere Belegungsverhältnisse der Klöppel gewählt werden, und
Figs. 2 und3 dienen lediglich zur beispielhaften Erläuterung. - Erfindungsgemäß geflochtene Faserverbund-Halbzeuge bestehen folglich aus einer Vielzahl von schichtweise abgelegten unidirektionalen Einzellagen, wobei jede Einzellage eingeflochtene, zumindest teilweise aus Thermoplastfäden bestehende Stützfäden aufweist. Werden als Stützfäden beispielsweise Grilon®-Fäden verwendet, die eine Schmelztemperatur von ca. 85 °C haben, lösen sich diese beim Infiltrieren des Geflechtes im Matrixsystem auf. Daneben können auch Stützfäden bzw. Stützfädenzusammensetzungen verwendet werden, die sich beim Infiltrieren des Geflechtes nur teilweise auflösen.
Claims (9)
- Verfahren zum Herstellen von Faserverbund-Halbzeugen mittels Rundflechttechnik, wobei
ein Flechtkern (1) mit Flechtfäden (4a,4b) beflochten wird, die über konzentrisch um den Flechtkern (1) in unterschiedliche Richtung umlaufende Klöppel (5a, 5b) abgespult werden,
die Klöppel (5a) einer Umlaufrichtung mit Verstärkungsfäden (4a) und die Klöppel (5b) der entgegengesetzten Laufrichtung zumindest teilweise mit Stützfäden (4b) bestückt sind, und
die Stützfäden (4b) zumindest teilweise aus Thermoplastfäden bestehen, deren Schmelztemperatur im Bereich der Infiltrationstemperatur liegt, so dass die Stützfäden (4b) beim Infiltrieren des Geflechts mit einem Matrixsystem zumindest teilweise schmelzen. - Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Verstärkungsfäden (4a) durch die Stützfäden (4b) in Postition gehalten werden.
- Verfahren nach einem der Ansprüche 1 oder 2, dadurch gekennzeichnet, dass der Flechtkern (1) mehrmals beflochten wird, wobei jeweils unidirektionale Einzellagen auf dem Flechtkern (1) abgelegt werden.
- Verfahren nach Anspruch 3, dadurch gekennzeichnet, dass vor dem Ablegen einer weiteren Einzellage die zuvor abgelegte Einzellage durch Schmelzen der Thermoplastfäden fixiert wird.
- Verfahren nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die Anzahl der in einer Richtung umlaufenden Klöppel ungleich der Anzahl der in gegengesetzter Richtung umlaufenden Klöppel ist.
- Verfahren nach einem der vorangegangenen Ansprüche, dadurch gekennzeichnet, dass als Verstärkungsfäden (4a) Kohle-, Glas-, Aramid-, und/oder Kevlarfasem verwendet werden.
- Verfahren nach einem der vorangegangenen Ansprüche, dadurch gekennzeichnet, dass die Stützfäden (4b) zumindest teilweise aus Grilon®-Fäden bestehen.
- Geflochtenes Faserverbund-Halbzeug, hergestellt mit einem Verfahren gemäß einem der Ansprüche 1 - 7, bestehend aus einer Vielzahl von schichtweise abgelegten unidirektionalen Einzellagen, wobei jede Einzellage Verstärkungsfäden (4a) und eingeflochtene, zumindest teilweise aus Thermoplastäden bestehende Stützfäden (4b) aufweist, wobei die Stützfäden (4b) beim Infiltrieren des Geflechtes in einem Matrixsystem zumindest teilweise schmelzbar sind.
- Geflochtenes Faserverbund-Halbzeug nach Anspruch 8, dadurch gekennzeichnet, dass die Stützfäden (4b) zumindest teilweise aus Grifon®-Fäden bestehen.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004017311A DE102004017311B4 (de) | 2004-04-06 | 2004-04-06 | Verfahren zum Herstellen von Faserverbund-Halbzeugen mittels Rundflechttechnik |
| PCT/DE2005/000603 WO2005098117A1 (de) | 2004-04-06 | 2005-04-06 | Verfahren zum herstellen von faserverbund-halbzeugen mittels rundflechttechnik |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1738005A1 EP1738005A1 (de) | 2007-01-03 |
| EP1738005B1 true EP1738005B1 (de) | 2009-02-11 |
Family
ID=34964921
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05733313A Active EP1738005B1 (de) | 2004-04-06 | 2005-04-06 | Verfahren zum herstellen von faserverbund-halbzeugen mittels rundflechttechnik |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US7581479B2 (de) |
| EP (1) | EP1738005B1 (de) |
| JP (1) | JP4754554B2 (de) |
| AT (1) | ATE422573T1 (de) |
| DE (2) | DE102004017311B4 (de) |
| ES (1) | ES2320680T3 (de) |
| WO (1) | WO2005098117A1 (de) |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005059933B4 (de) * | 2005-12-13 | 2011-04-21 | Eads Deutschland Gmbh | Flechttechnisch hergestelltes Faserverbundbauteil |
| DE102006035939B4 (de) * | 2006-07-31 | 2012-02-23 | Eads Deutschland Gmbh | Verfahren zur Herstellung von Faserverbundbauteilen und Faserverbundbauteil |
| DE102008001826B3 (de) * | 2008-05-16 | 2009-09-17 | Airbus Deutschland Gmbh | Ausschnittverstärkung für Kernverbunde sowie ein Verfahren zum Herstellen einer Ausschnittverstärkung für Kernverbunde |
| EP2145751A1 (de) | 2008-07-18 | 2010-01-20 | Euro-Composites S.A. | Verfahren zur Herstellung eines Hohlkörpers aus Faserverbundkunststoff |
| DE102008052671B3 (de) * | 2008-10-22 | 2010-06-17 | Eads Deutschland Gmbh | Flechtvorrichtung und Verfahren zum Beflechten eines Flechtkerns |
| DE102008052668B4 (de) | 2008-10-22 | 2011-04-28 | Eads Deutschland Gmbh | Vorrichtung zum Zuführen einer Verstärkungsfaser zur Bildung einer Verstärkungslage eines Faserhalbzeuges und Vorrichtung zur Herstellung eines Faserhalbzeuges |
| DE102008052667B3 (de) * | 2008-10-22 | 2010-06-17 | Eads Deutschland Gmbh | Verfahren und Vorrichtung zum Ersetzen einer Spule durch eine Ersatzspule sowie entsprechende Flechtvorrichtung |
| DE102008052670B4 (de) | 2008-10-22 | 2017-12-14 | Airbus Defence and Space GmbH | Flechtvorrichtung und Flechtverfahren zum Beflechten eines Flechtkerns |
| DE102008057780B4 (de) | 2008-11-17 | 2011-04-14 | Eads Deutschland Gmbh | Flechtkern zur Herstellung eines Faserverbund-Halbzeuges sowie Verfahren zur Herstellung eines Faserverbund-Halbzeuges |
| DE102008057779B4 (de) | 2008-11-17 | 2012-09-13 | Eads Deutschland Gmbh | Verfahren zur Herstellung eines hohlen und zu einem wesentlichen Anteil aus einem Fasermaterial gebildeten Formteils |
| EP2202084A1 (de) * | 2008-12-22 | 2010-06-30 | Müller Martini Holding AG | Walze für eine Druckmaschine, Druckmaschine mit der Walze sowie Verfahren zum Herstellen der Walze |
| DE102009019236A1 (de) | 2009-04-28 | 2010-11-04 | Daimler Ag | Verfahren zur Herstellung eines Faserverbundbauteils sowie Faserverbundbauteil |
| DE102009032005B4 (de) | 2009-07-06 | 2013-03-14 | Eads Deutschland Gmbh | Verfahren zur Herstellung eines Faserhalbzeuges |
| FR2954356B1 (fr) | 2009-12-22 | 2012-01-13 | Hexcel Reinforcements | Nouveaux materiaux intermediaires realises par entrecroisement avec entrelacement de fils voiles |
| DE102010010513B4 (de) * | 2010-03-05 | 2014-07-03 | ThyssenKrupp Carbon Components GmbH | Verfahren zur Herstellung von hohlprofilartigen Bauteilen aus Faserverbundwerkstoffen |
| DE102011009641B4 (de) * | 2011-01-27 | 2013-04-04 | Puma SE | Verfahren zum Herstellen eines Schuhoberteils eines Schuhs, insbesondere eines Sportschuhs |
| DE102011012675B4 (de) * | 2011-02-28 | 2014-10-23 | Munich Composites Gmbh | Verfahren zum Herstellen einer Felge mit einer teilbaren Flechtvorrichtung |
| DE102012002841A1 (de) * | 2012-02-11 | 2013-08-14 | Daimler Ag | Vorrichtung und Verfahren zum Herstellen eines gekrümmten Rohrs aus faserverstärktem Verbundkunststoff |
| US10161067B2 (en) * | 2012-03-01 | 2018-12-25 | Groz-Beckert Kg | Fabric for use in composite materials and method for producing said fabric and a composite material body |
| US10260181B2 (en) * | 2013-01-14 | 2019-04-16 | Lake Region Medical, Inc. | Directional mesh and associated systems |
| DE102013220337A1 (de) * | 2013-10-09 | 2015-04-09 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zum Herstellen eines verstärkten Faserverbundbauteils |
| DE102013016854A1 (de) | 2013-10-10 | 2015-04-16 | Airbus Defence and Space GmbH | Faserverbund-Halbzeug und Verfahren zum Herstellen von Faserverbundhalbzeugen |
| DE102013221172A1 (de) | 2013-10-18 | 2015-04-23 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zum Herstellen eines verstärkten Faserverbundbauteils |
| DE102013017450A1 (de) | 2013-10-22 | 2015-04-23 | Airbus Defence and Space GmbH | Verfahren zur Herstellung von Faserverbund-Halbzeugen |
| CN106436011B (zh) * | 2016-10-08 | 2018-08-03 | 东华大学 | 端面卧式立体编织机及其机器人芯模牵引系统 |
| DE102017210815B4 (de) * | 2017-06-27 | 2020-06-04 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zur Herstellung einer mehrlagigen Faserverbundpreform für ein Faserverbundbauteil |
| EP3907063B1 (de) | 2020-05-04 | 2024-04-24 | Ratier-Figeac SAS | Mehrschichtiger geflochtener artikel |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1421657A (fr) | 1963-12-04 | 1965-12-17 | Shell Int Research | Récupération de p-xylène |
| US3815468A (en) * | 1972-01-20 | 1974-06-11 | Textron Inc | Braided fabric bearing liner |
| JPS6228234A (ja) * | 1985-07-31 | 1987-02-06 | Toyoda Gosei Co Ltd | 補強ホ−スの製造方法 |
| CA1309283C (en) * | 1988-02-02 | 1992-10-27 | Ronald Frank Mcconnell | In-line consolidation of braided structures |
| US4976812A (en) | 1988-02-02 | 1990-12-11 | E. I. Du Pont De Nemours And Company | In-line consolidation of braided structures |
| JP2682057B2 (ja) * | 1988-09-19 | 1997-11-26 | 三菱化学株式会社 | 印字物の保護方法 |
| JPH0280279U (de) * | 1988-12-08 | 1990-06-20 | ||
| CA2104669A1 (en) | 1991-03-04 | 1992-09-05 | George A. Earle, Iii | Asymmetric braiding of improved fiber reinforced products |
| JPH07122211B2 (ja) * | 1991-10-18 | 1995-12-25 | 村田機械株式会社 | 筒型組物構造体の組成方法 |
| JPH05311302A (ja) | 1991-10-22 | 1993-11-22 | Toyota Motor Corp | 高温強度および耐摩耗性に優れた低摩擦アルミニウム合金 |
| DE4243465A1 (en) * | 1991-12-28 | 1993-07-01 | Basf Ag | Hybrid yarn with polyamide and reinforcing fibres - has 5-20 micron polyamide filaments to give greater strength fabrics and consolidated composites |
| US5314446A (en) * | 1992-02-19 | 1994-05-24 | Ethicon, Inc. | Sterilized heterogeneous braids |
| US5392683A (en) * | 1992-09-29 | 1995-02-28 | The United States Of America As Represented By The Administrator Of The National Aeronautics And Space Administration | Method and apparatus for three dimensional braiding |
| JPH06346337A (ja) * | 1993-06-07 | 1994-12-20 | Yamaha Corp | 繊維強化熱可塑性樹脂用スリーブ |
| US5633074A (en) | 1993-06-07 | 1997-05-27 | Yamaha Corporation | Prepreg available for fiber reinforced thermoplastic resin and process of producing sporting goods using the same |
| US5409651A (en) * | 1993-10-06 | 1995-04-25 | Atkins & Pearce, Inc. | Method of forming tubular parts |
| JPH07207557A (ja) * | 1993-12-30 | 1995-08-08 | Murata Mach Ltd | 組物の製造方法及びそれに用いられるボビンキャリア |
| US5468327A (en) * | 1994-01-24 | 1995-11-21 | University Of Massachusetts Lowell | Method and device for continuous formation of braid reinforced thermoplastic structural and flexible members |
| JPH081817A (ja) * | 1994-06-16 | 1996-01-09 | Nitto Boseki Co Ltd | 繊維補強熱可塑性樹脂管状成形体用スリーブと管状成形体 |
| US20020083820A1 (en) * | 2000-10-10 | 2002-07-04 | Greenhalgh E. Skott | Stiffened fabric |
| DE10115953C2 (de) * | 2001-03-30 | 2003-03-13 | Eads Deutschland Gmbh | Flechtmaschine |
-
2004
- 2004-04-06 DE DE102004017311A patent/DE102004017311B4/de not_active Expired - Fee Related
-
2005
- 2005-04-06 DE DE502005006603T patent/DE502005006603D1/de active Active
- 2005-04-06 JP JP2007506649A patent/JP4754554B2/ja not_active Expired - Fee Related
- 2005-04-06 ES ES05733313T patent/ES2320680T3/es active Active
- 2005-04-06 WO PCT/DE2005/000603 patent/WO2005098117A1/de active Search and Examination
- 2005-04-06 EP EP05733313A patent/EP1738005B1/de active Active
- 2005-04-06 US US10/592,678 patent/US7581479B2/en not_active Expired - Fee Related
- 2005-04-06 AT AT05733313T patent/ATE422573T1/de active
Also Published As
| Publication number | Publication date |
|---|---|
| US7581479B2 (en) | 2009-09-01 |
| JP2007537363A (ja) | 2007-12-20 |
| DE502005006603D1 (de) | 2009-03-26 |
| EP1738005A1 (de) | 2007-01-03 |
| ES2320680T3 (es) | 2009-05-27 |
| ATE422573T1 (de) | 2009-02-15 |
| JP4754554B2 (ja) | 2011-08-24 |
| US20070193439A1 (en) | 2007-08-23 |
| WO2005098117A1 (de) | 2005-10-20 |
| DE102004017311A1 (de) | 2005-11-03 |
| DE102004017311B4 (de) | 2012-03-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1738005B1 (de) | Verfahren zum herstellen von faserverbund-halbzeugen mittels rundflechttechnik | |
| EP1900949B1 (de) | Gleitelement und Verfahren zu dessen Herstellung | |
| EP2262630B1 (de) | Verfahren zur herstellung von faservorformlingen | |
| EP1987185B1 (de) | Räumliche textile bauteilstruktur aus hochfesten fäden sowie verfahren zu deren herstellung | |
| EP2665600B1 (de) | Verfahren zum herstellen einer schlauchförmigen faseranordnung eines faserverstärkten verbundbauteils und schlauchförmige faseranordnung | |
| DE102010052078B4 (de) | Hybridgarn, Verfahren zur Herstellung von Faser-Preforms für Faserverbundbauteile, insbesondere Hochleistungsfaserverbundbauteile, unter Verwendung desselben sowie Verfahren zur Herstellung von Faserverbundbauteilen, insbesondere Hochleistungsfaserverbundbauteilen | |
| DE102012205906A1 (de) | Prozessintegrierte Flechtmustervariation | |
| DE102014016832B3 (de) | Flechtvorrichtung und Flechtverfahren zum Überflechten eines Flechtkerns | |
| WO2016074952A1 (de) | Druckbehälter, verfahren zur herstellung eines druckbehälters sowie flechtmaschine | |
| DE102013114669A1 (de) | Endlos-Carbon-Faser/Thermoplast-Harz-Faser-Verbundgarn und Verfahren zum Herstellen desselben | |
| DE10251581B4 (de) | Verfahren zum Herstellen textiler Vorformlinge aus textilen Halbzeugen | |
| DE102011106865A1 (de) | Faserverstärkte Kunststoffprofile | |
| DE102019110640A1 (de) | Verfahren zum herstellen von verbundgegenständen aus nicht gekräuselten geweben | |
| DE102019104427A1 (de) | Rohrförmiges Faserhalbzeug, faserverstärktes Kunststoffhohlprofil, Verfahren zur Herstellung eines Faserhalbzeugs und Verfahren zur Herstellung eines faserverstärkten Kunststoffhohlprofils | |
| EP3419815B1 (de) | Werkzeugsystem und verfahren zur herstellung eines faserverbundhalbzeugs sowie verfahren zur herstellung eines faserverbundbauteils | |
| EP4219137A1 (de) | Verfahren und vorrichtung zur herstellung eines ringförmigen multiaxialen fadengeleges sowie ein damit hergestellter ringförmiger gegenstand | |
| DE10024670B4 (de) | Verfahren zur Herstellung eines Garnes | |
| DE102017210815B4 (de) | Verfahren zur Herstellung einer mehrlagigen Faserverbundpreform für ein Faserverbundbauteil | |
| Laourine | Braided Semi-finished Products and Braiding Techniques | |
| DE102015013341A1 (de) | Verfahren zur Herstellung eines Faserstapelgarns aus bei der Herstellung von faserverstärkten Bauteilen als Verschnittabfällen oder beim Recyceln von faserverstärkten Bauteilen angefallenen Verstärkungsfasern | |
| JP3817149B2 (ja) | Frpパイプの製造方法 | |
| EP2345755B1 (de) | Verfahren zur Herstellung eines Trägergewebes | |
| DE102012016720A1 (de) | Garnabschnitt, Verfahren zur Herstellung eines Funktionsgarns und Vorrichtung | |
| DE102019213250A1 (de) | Neuartiger Zwirn | |
| DE102018132876A1 (de) | Vorrichtung und ein Verfahren zur Herstellung dreidimensionaler Objekte |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20060922 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| 17Q | First examination report despatched |
Effective date: 20071129 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502005006603 Country of ref document: DE Date of ref document: 20090326 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2320680 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090211 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090211 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090211 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090611 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090713 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090211 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090211 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090211 |
|
| BERE | Be: lapsed |
Owner name: EADS DEUTSCHLAND G.M.B.H. Effective date: 20090430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090211 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090211 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20091112 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090430 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090430 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090511 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090512 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090406 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090812 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090211 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502005006603 Country of ref document: DE Owner name: AIRBUS DEFENCE AND SPACE GMBH, DE Free format text: FORMER OWNER: EADS DEUTSCHLAND GMBH, 85521 OTTOBRUNN, DE Effective date: 20140819 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502005006603 Country of ref document: DE Owner name: MUNICH COMPOSITES GMBH, DE Free format text: FORMER OWNER: AIRBUS DEFENCE AND SPACE GMBH, 85521 OTTOBRUNN, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502005006603 Country of ref document: DE Representative=s name: WINTER, BRANDL - PARTNERSCHAFT MBB, PATENTANWA, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502005006603 Country of ref document: DE Owner name: MUNICH COMPOSITES GMBH, DE Free format text: FORMER OWNER: MUNICH COMPOSITES GMBH, 85521 OTTOBRUNN, DE Ref country code: DE Ref legal event code: R082 Ref document number: 502005006603 Country of ref document: DE Representative=s name: WINTER, BRANDL, FUERNISS, HUEBNER, ROESS, KAIS, DE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20181025 AND 20181102 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: HC Owner name: AIRBUS DEFENCE AND SPACE GMBH; DE Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), CHANGE OF OWNER(S) NAME; FORMER OWNER NAME: EADS DEUTSCHLAND GMBH Effective date: 20190117 Ref country code: NL Ref legal event code: PD Owner name: MUNICH COMPOSITES GMBH; DE Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), ASSIGNMENT; FORMER OWNER NAME: AIRBUS DEFENCE AND SPACE GMBH Effective date: 20190117 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: PD Owner name: AIRBUS DEFENCE AND SPACE GMBH; DE Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), ASSIGNMENT; FORMER OWNER NAME: MUNICH COMPOSITES GMBH Effective date: 20190816 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20191003 AND 20191009 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20220420 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20220421 Year of fee payment: 18 Ref country code: IT Payment date: 20220420 Year of fee payment: 18 Ref country code: GB Payment date: 20220420 Year of fee payment: 18 Ref country code: FR Payment date: 20220421 Year of fee payment: 18 Ref country code: ES Payment date: 20220629 Year of fee payment: 18 Ref country code: DE Payment date: 20220426 Year of fee payment: 18 Ref country code: CZ Payment date: 20220406 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20220421 Year of fee payment: 18 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230406 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502005006603 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20230501 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 422573 Country of ref document: AT Kind code of ref document: T Effective date: 20230406 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20230406 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230406 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230407 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230501 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230406 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230430 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231103 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230406 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230406 |