EP1698758A2 - Axial getrennter Rotor-Schluss - Google Patents
Axial getrennter Rotor-Schluss Download PDFInfo
- Publication number
- EP1698758A2 EP1698758A2 EP20060110011 EP06110011A EP1698758A2 EP 1698758 A2 EP1698758 A2 EP 1698758A2 EP 20060110011 EP20060110011 EP 20060110011 EP 06110011 A EP06110011 A EP 06110011A EP 1698758 A2 EP1698758 A2 EP 1698758A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- halves
- rotor
- wedge
- clip
- blades
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 claims abstract description 9
- 230000008878 coupling Effects 0.000 claims 2
- 238000010168 coupling process Methods 0.000 claims 2
- 238000005859 coupling reaction Methods 0.000 claims 2
- 229910000756 V alloy Inorganic materials 0.000 claims 1
- VGIPUQAQWWHEMC-UHFFFAOYSA-N [V].[Mo].[Cr] Chemical compound [V].[Mo].[Cr] VGIPUQAQWWHEMC-UHFFFAOYSA-N 0.000 claims 1
- 230000007306 turnover Effects 0.000 claims 1
- 239000013589 supplement Substances 0.000 description 9
- 238000011161 development Methods 0.000 description 5
- 230000018109 developmental process Effects 0.000 description 5
- 229910001182 Mo alloy Inorganic materials 0.000 description 4
- 239000004744 fabric Substances 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- VNTLIPZTSJSULJ-UHFFFAOYSA-N chromium molybdenum Chemical compound [Cr].[Mo] VNTLIPZTSJSULJ-UHFFFAOYSA-N 0.000 description 2
- OGSYQYXYGXIQFH-UHFFFAOYSA-N chromium molybdenum nickel Chemical compound [Cr].[Ni].[Mo] OGSYQYXYGXIQFH-UHFFFAOYSA-N 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 235000021189 garnishes Nutrition 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 210000001331 nose Anatomy 0.000 description 1
- 235000012046 side dish Nutrition 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images



Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/30—Fixing blades to rotors; Blade roots ; Blade spacers
- F01D5/3023—Fixing blades to rotors; Blade roots ; Blade spacers of radial insertion type, e.g. in individual recesses
- F01D5/303—Fixing blades to rotors; Blade roots ; Blade spacers of radial insertion type, e.g. in individual recesses in a circumferential slot
- F01D5/3038—Fixing blades to rotors; Blade roots ; Blade spacers of radial insertion type, e.g. in individual recesses in a circumferential slot the slot having inwardly directed abutment faces on both sides
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2260/00—Function
- F05D2260/30—Retaining components in desired mutual position
Definitions
- the invention relates to the field of thermal turbomachinery, in particular it relates to a rotor end for rotors according to the preamble of claim 1. Furthermore, an assembly method for a rotor according to the invention is given.
- Thermal turbomachinery with axial turbines and axial compressors have a rotor equipped with blades and a stator, are mounted in the guide vanes for flow guidance.
- the stationary guide vanes have the task of directing the flow of the gas medium to be compressed or to be relaxed in such a way onto the rotating running blading of the respective compressor stage or the respective turbine stage that the energy conversion takes place with the best possible efficiency.
- Both blades and vanes essentially comprise a profiled airfoil and a blade root.
- grooved in the stator and on the rotor shaft are the Feet of the blades inserted and locked there.
- compressor blade rows of gas turbine rotors are arranged in circumferential grooves, which often have a T-shaped cross-section.
- blades and spacers alternate here.
- a special solution must be found for the last blades to be mounted, since then the remaining filling opening for a complete intermediate piece is too small. This residual opening is therefore filled with a so-called rotor-end.
- the known rotor closure consists of a halved intermediate piece, that is to say of two halves split circumferentially with respect to the rotor, and a wedge with the aid of which the end halves in the rotor are caulked in the circumferential direction.
- the two end halves each have a straight lateral surface.
- the side surfaces mentioned are opposite in the installed state, in which case the wedge is located between them.
- the formed at the top of the wedge flaps are bent into appropriate undercuts in the side surfaces of the end halves and the wedge and thus the entire tail secured against escaping.
- EP 1 215 367 A2 and DE 103 10 432 A1 describe proposed solutions in which the forces in the adjacent blades, i. be initiated in the circumferential direction.
- the solutions presented here are complex and costly in assembly and production.
- the object of the invention is therefore to avoid the aforementioned disadvantages of the prior art.
- the invention is based on the technical problem of providing a rotor end which, if possible, exerts no axial forces on the rotor, thereby avoiding the occurrence of disturbing rotor vibrations caused by axial forces.
- the rotor end according to the invention is characterized in that a clamp is arranged in the residual gap, which accommodates the forces of the two end halves and two shim halves arranged between the end halves and clamped with the wedge.
- an advantageous development of the invention provides that the opposing shims halves each have an undercut, in the arranged on the upper side of the wedge key flaps are hineinsp Schwarzbar. As a result, the wedge is secured in the package against flying out due to centrifugal forces.
- a further advantageous embodiment of the invention provides that the supplement halves have over the undercuts Beilagelappen, which are drivable on the spread keys. This results in an additional securing of the wedge, since a drift apart of the side shells and associated exposure of the keys is safely avoided.
- the package of the two supplements and the wedge is secured by flanged halves tail. This is it also an additional fuse that intervenes in case of failure of one of the previous fuses.
- the clamp is designed as a substantially rectangular plate with a Lägsschlitz and U-shaped cross-section.
- a development of the invention provides that the U-legs of the clip engage in corresponding grooves of the end halves.
- the staple is in axial, i. mounted in the rotor longitudinal direction in the circumferential groove.
- the clip is engaged with both the half shells and the half halves. Due to the centrifugal forces, the U-legs are additionally pressed into the corresponding grooves of the end halves.
- a further advantageous embodiment of the present invention provides that the clamp is made of a chromium-molybdenum alloy.
- a method for mounting an axially divided rotor closure which has two end halves, two side halves, a clamp and a wedge, comprises the following steps: inserting the clamp into the circumferential groove; Mounting the two end halves, which are engaged with the clip; Assembly of the two side halves, where these are also engaged with the clip; Tension the two side halves in the axial direction by inserting the wedge. Disassembly is in reverse order. The wedges are drilled out.
- An advantageous development of the method for mounting an axially divided rotor closure further comprises the following steps: securing the wedge by Aufpreitzen the upper Keillappen in recesses of the side halves and Umbörteln of lobes of the side halves; Secure the sides of the garnish and fold over with cloths of the end halves. When disassembling the flanged cloths are usually ground away.
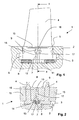
- FIG. 1 shows a section in the rotor longitudinal direction through a rotor-end 1 according to the invention after installation in a compressor rotor.
- FIG. 2 shows a section in the circumferential direction along the line II - II from FIG. 1.
- FIG. 1 and FIG. 2 represents a partial section of a rotating rotor groove 3 of a compressor stage.
- the groove 3 are already all upsetting blades and intermediate pieces (not shown in this section) and the two closing blades 4, 4 mounted.
- the closing blades 4, 4 differ from the regular compression blades only in that the bulge on the inlet and outlet side is removed.
- the axially separated rotor closure has two end halves 9, 9, a first side half 5, a second side half 6, a bracket 8 and a wedge 7 made of chrome nickel steel.
- the package formed from the shims 5, 6 and the wedge 7, the clamp 8 and the end halves 9, 9 together have a comparable mass with an intermediate piece.
- FIG. 3 shows a side view of a closure half 9, 9 according to the invention
- FIG. 4 shows a plan view of the two closure halves
- Fig. 5 shows a section along the line V -V of Figure 4.
- the two end halves 9, 9 are made in the present embodiment of a chromium-nickel-molybdenum alloy.
- the outer contour of the closing half 9 is designed so that it corresponds to the T-shaped cross-section of the circumferential groove 3 of the rotor disk 2.
- the elongated webs or lobes 10 are shown at the top of the end half 9, which are crimped at the end of assembly.
- FIG. 6 shows a side view of two supplement halves 5, 6 according to the invention, which in the present exemplary embodiment are made of a chromium-nickel-molybdenum alloy.
- the bracket 8 is the component which absorbs the axial forces in the present invention and thus provides for the relief of the rotor groove.
- the bracket 8 is a plan view of a substantially rectangular metal profile with a central longitudinal slot or a central elongated recess 12.
- the bracket 8 has a U-profile in cross-section. Through the recess 12 and the U-legs 13, the clip with the end halves 9.9 and the supplement halves 5, 6 is engaged. Together with the wedge 7 so a fastening dressing is formed.
- Fig. 7 shows a detail plan view of a clip 8 according to the invention.
- Fig. 8 shows a cross section through the clip 8 along the line VIII - VIII from Figure 7.
- the bracket 8 is made in the present embodiment of a chromium molybdenum alloy.
- a circumferential groove 3 is inserted with a substantially T-shaped cross-section in a rotor disk 2.
- upsetting blades and intermediate pieces 15 are alternately mounted until the two closing blades 4 are mounted, between which no regular intermediate piece 15 can be mounted because of the small space in the residual gap.
- the wedges 7 are spread in the shims 18, 18, which together form a heart shape in side view.
- the sheath tabs 16, 16 on the heart shape are then, as shown in Figure 10, driven over the spread wedge 7.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
Abstract
Description
- Die Erfindung betrifft das Gebiet der thermischen Turbomaschinen, insbesondere betrifft sie einen Rotor-Schluss für Rotoren gemäss dem Oberbegriff des Patentanspruches 1. Ferner wird ein Montageverfahren für einen erfindungsgemässen Rotor-Schluss angegeben.
- Thermische Turbomaschinen mit Axialturbinen und Axialverdichtern, weisen einen mit Laufschaufeln bestückten Rotor und einen Stator auf, in den Leitschaufeln zur Strömungsführung eingehängt sind.
- Die stationären Leitschaufeln haben die Aufgabe, den Strom des zu verdichtenden bzw. des zu entspannenden gasförmigen Mediums so auf die rotierende Laufbeschaufelung der jeweiligen Verdichterstufe bzw. der jeweiligen Turbinenstufe zu lenken, dass die Energieumwandlung mit bestmöglichem Wirkungsgrad erfolgt.
- Sowohl Laufschaufeln als auch Leitschaufeln weisen im wesentlichen ein profiliertes Schaufelblatt und einen Schaufelfuss auf. Um die Laufschaufeln auf dem Rotor bzw. die Leitschaufeln im Stator befestigen zu können, sind im Stator und auf der Rotorwelle Nuten eingestochen. In diese Nuten werden die Füsse der Schaufeln eingeschoben und dort arretiert.
- Es ist bekannt, dass Verdichterschaufelreihen von Gasturbinenrotoren in Umfangsnuten angeordnet sind, die häufig einen T-förmigen Querschnitt aufweisen. In der Regel wechseln sich hier Schaufeln und Zwischenstücke ab. Bei der Montage solcher Schaufelreihen muss für die letzten zu montierenden Schaufeln eine spezielle Lösung gefunden werden, da dann die verbleibende Einfüllöffnung für ein vollständiges Zwischenstück zu klein ist. Diese Restöffnung wird daher mit einem sogenannten Rotor-Schluss aufgefüllt.
- Aus der DE 812 337 ist ein derartiger Rotor-Schluss bekannt. Der bekannte Rotorschluss besteht aus einem halbierten Zwischenstück, das heisst aus zwei in Bezug auf den Rotor in Umfangsrichtung geteilten Schlusshälften, und einem Keil, mit Hilfe dessen die Schlusshälften im Rotor in Umfangsrichtung verstemmt werden.
- Die beiden Schlusshälften weisen bei dem bekannten Stand der Technik gemäss der DE 812 337 jeweils eine gerade ausgebildete Seitenfläche auf. Die genannten Seitenflächen stehen sich im eingebauten Zustand gegenüber, wobei sich dann zwischen ihnen der Keil befindet. Nachdem die beiden Schlusshälften und der Keil eingebaut sind, werden abschliessend die an der Oberseite des Keils ausgebildeten Lappen in entsprechede Hinterschneidungen in den Seitenflächen der Schlusshälften gebogen und der Keil und damit das gesamte Schlussstück gegen Herausfliegen gesichert.
- Nachteilig an diesem Stand der Technik ist, dass bei hohen Rotordrehzahlen Festigkeitsprobleme auf Grund des Kippmomentes der beiden Schlusshälften auftreten können, welches durch die Fliehkraft während des Betriebes bewirkt wird.
- Ein weiterer Nachteil dieser technischen Lösungen besteht darin, dass die Schlussstücke einerseits durch die Fliehkraft während des Betriebes und anderseits durch das Verstemmen des Keiles Axialkräfte auf den Rotor ausüben. Bei der Suche nach den Ursachen für die häufig auftretenden Rotorvibrationen hat man festgestellt, dass diese Axialkräfte den Rotor verbiegen und dadurch nachteilig störende Schwingungen erzeugen können.
- Die EP 1 215 367 A2 und die DE 103 10 432 A1 beschreiben Lösungsvorschläge, bei denen die Kräfte in die benachbarten Schaufeln, d.h. in Umfangsrichtung eingeleitet werden. Die hier vorgestellten Lösungen sind aufwändig und kostspielig in Montage und Herstellung. Ausserdem können auch durch die Einleitung der Kräfte in Umfangsrichtung Rotorvibrationen hervorgerufen werden.
- Aufgabe der Erfindung ist es daher, die vorgenannten Nachteile des Standes der Technik zu vermeiden. Der Erfindung liegt das technische Problem zu Grunde, einen Rotor-Schluss zur Verfügung zu stellen, welcher möglichst keine Axialkräfte auf den Rotor ausübt, so dass dadurch ein Auftreten von durch Axialkräfte hervorgerufenen störenden Rotorvibrationen vermieden wird.
- Erfindungsgemäss wird diese Aufgabe durch einen Rotor-Schluss für Rotoren thermischer Turbomaschinen mit den Merkmalen des Patentanspruchs 1 gelöst. Ein erfindungsgemässes Montageverfahren wird in Anspruch 9 beschrieben. Vorteilhafte Ausführungsformen und Weiterbildungen der Erfindung sind in den Unteransprüchen beschrieben.
- Hierdurch werden die Nachteile des Standes der Technik vermieden und ein Rotor-Schluss zur Verfügung gestellt, welcher keine Axialkräfte auf den Rotor und keine Kräfte in Umfangsrichtung auf benachbare Schaufeln ausübt, so dass ein Auftreten störender Rotorvibrationen und Verklemmung von benachbarten Schaufeln wirksam vermieden wird.
- Der erfindungsgemässe Rotor-Schluss ist dadurch gekennzeichnet, dass eine Klammer in dem Restspalt angeordnet ist, welche die Kräfte der beiden Schlusshälften und zweier zwischen den Schlusshälften angeordneter und mit dem Keil verspannten Beilagehälften aufnimmt. Hierdurch werden die bei den bekannten Rotor-Schluss Konstruktionen in axialer Richtung auf die Nut und in Umfangsrichtung auf benachbarte Schaufeln wirkenden Kräfte wirkungsvoll vermieden.
- Die Vorteile der Erfindung bestehen darin, dass nunmehr die Klammer und nicht wie beim bekannten Stand der Technik der Rotor die durch die Fliehkraft und den aufgestemmten Keil verursachten Axialkräfte aufnehmen. Dadurch werden vorteilhaft störende Schwingungen vermieden.
- Eine Vorteilhafte Weiterbildung der Erfindung sieht vor, dass die sich gegenüberliegenden Beilagehälften jeweils eine Hinterschneidung aufweisen, in die an der Oberseite des Keils angeordnete Keillappen hineinspreizbar sind. Hierdurch wird der Keil im Paket gegen Herausfliegen aufgrund der Fliehkräfte gesichert.
- Eine weitere vorteilhafte Weiterbildung der Erfindung sieht vor, dass die Beilagehälften über den Hinterschneidungen Beilagelappen aufweisen, die über die gespreizten Keillappen treibbar sind. Hierdurch erfolgt eine zusätzliche Sicherung des Keils, da ein Auseinanderdriften der Beilagehälften und damit verbundenes Freilegen der Keillappen sicher vermieden wird.
- Ferner ist es vorteilhaft, dass das Paket aus den beiden Beilagen und dem Keil durch umgebördelte Schlusshälftenlappen gesichert ist. Hierbei handelt es sich ebenfalls um eine zusätzliche Sicherung, die bei Versagen einer der vorhergehenden Sicherungen greift.
- Besonders vorteilhaft ist es, dass die Klammer als ein im wesentlichen rechteckförmige Platte mit einem Lägsschlitz und U-förmigem Querschnitt ausgebildet ist. Dabei sieht eine Weiterbildung der Erfindung vor, dass die U-Schenkel der Klammer in korrespondierende Nuten der Schlusshälften eingreifen. Dabei wird die Klammer in axialer, d.h. in Rotorlängsrichtung in der umlaufenden Nut montiert. Die Klammer steht sowohl mit den Beilagehälften als auch mit den Schlusshälften im Eingriff. Durch die Fliehkräfte werden die U-Schenkel in die korrespondierenden Nuten der Schlusshälften zusätzlich quasi hineingedrückt.
- Noch eine vorteilhafte Weiterbildung der vorliegenden Erfindung sieht vor, dass entsprechende Vorsprünge der Beilegehälften in den Länsgschlitz der Klammer eingreifen. Alternativ können auch Nasen oder Stege an den Beilagehälften nach unten hervorstehen und in den Längsschlitz der Klammer eingreifen. Hierdurch erfolgt die Krafteinleitung der durch den Keil auseinandergetriebenen Beilagen in axialer Richtung in die Klammer. Eine Belastung des Nutgrunds in axialer Richtung wird hierdurch effektiv vermieden.
- Schliesslich sieht eine weitere vorteilhafte Ausführungsform der vorliegenden Erfindung vor, dass die Klammer aus einer Chrom-Molybdän-Legierung hergestellt ist. Hierdurch werden die Anforderungen an hohe Festigkeit bei geringem Gewicht des Bauteils vorteilhaft erfüllt.
- Ein erfindungsgemäßes Verfahren zur Montage eines axial geteilten Rotorschluss, der zwei Schlusshälften, zwei Beilagehälften, eine Klammer und einen Keil aufweist, weist folgende Schritte auf: Einbringen der Klammer in die umlaufende Nut; Montage der beiden Schlusshälften, wobei diese mit der Klammer in Eingriff gebracht werden; Montage der beiden Beilagehälften, wobei diese ebenfalls mit der Klammer in Eingriff gebracht werden; Verspannnen der beiden Beilagehälften in axialer Richtung durch Einbringen des Keils. Die Demontage erfolgt in ugekehrter Reihenfolge. Dabei werden die Keillappen aufgebohrt.
- Eine vorteilhafte Weiterbildung des Verfahrens zur Montage eines axial geteilten Rotorschluss, weist ferner folgende Schritte auf: Sichern des Keils durch Aufpreitzen der oberen Keillappen in Aussparungen der Beilagehälften und Umbörteln von Lappen der Beilagehälften; Sichern der Beilagehälften und umbörteln von Lappen der Schlusshälften. Bei der Demontage werden die umgebördelten Lappen in der Regel weggeschliffen.
- Weitere Vorteile der Erfindung werden nachstehend gemeinsam mit der Beschreibung eines bevorzugten Ausführungsbeispiels der Erfindung anhand der Figuren näher dargestellt. Es zeigen:
- Fig. 1 einen Schnitt in Rotorlängsrichtung durch einen erfindungsgemässen Rotor-Schluss nach Einbau in einen Verdichterrotor;
- Fig. 2 einen Schnitt in Umfangsrichtung etlang der Linie II - II aus Figur 1;
- Fig. 3 eine Seitenansicht einer erfindungsgemässen Schlusshälfte;
- Fig. 4 eine Draufsicht auf zwei Schhlusshälften;
- Fig. 5 ein Schnitt entlang der Linie V -V aus Figur 4;
- Fig. 6 eine Seitenansicht zweier erfindungsgemässer Beilagen;
- Fig. 7 eine Draufsicht auf eine erfindungsgemässe Klammer;
- Fig. 8 einen Querschnitt entlang der Linie VIII - VIII aus Figur 7; und
- Fig.9 - Fig 11 verschiedene Montagestufen des erfindungsgemässen Rotorschluss im Schnitt.
- In den Figuren sind jeweils gleiche Bauteile mit gleichen Bezugszeichen versehen. Ferner sind nur die für das Verständnis der Erfindung wesentlichen Elemente dargestellt.
- Fig. 1 zeigt einen Schnitt in Rotorlängsrichtung durch einen erfindungsgemässen Rotor-Schluss 1 nach Einbau in einen Verdichterrotor. Fig. 2 zeigt einen Schnitt in Umfangsrichtung entlang der Linie II - II aus Figur 1.
- Der in Fig. 1 und Fig. 2 gezeigte Ausschnitt stellt einen Teilabschnitt einer umlaufenden Rotornut 3 einer Verdichterstufe dar. In die Nut 3 sind bereits alle Stauchschaufeln und Zwischenstücke (in diesem Ausschnitt nicht gezeigt) und die beiden Schlussschaufeln 4, 4 montiert. Die Schlussschaufeln 4, 4 unterscheiden sich von den regulären Stauchschaufeln nur dadurch, dass die Stauchwulst auf der Ein- und Austrittseite entfernt ist. In die zwischen den beiden Schlussschaufeln 4, 4 verbleibende Restöffnung sind drei getrennte Schlüsse montiert. Der axial getrennte Rotorschluss weist zwei Schlusshälften 9, 9, eine erste Beilagehälfte 5, eine zweite Beilagehälfte 6, eine Klammer 8 und einen Keil 7 aus Chrom Nickel Stahl auf. Das aus den Beilagenhälften 5, 6 und dem Keil 7 gebildete Paket, die Klammer 8 und die Schlusshälften 9, 9 weisen zusammen eine etwa mit einem Zwischenstück vergleichbare Masse auf.
- Fig. 3 zeigt eine Seitenansicht einer erfindungsgemässen Schlusshälfte 9, 9 und Fig. 4 eine Draufsicht auf die beiden Schhlusshälften. Fig. 5 zeigt einen Schnitt entlang der Linie V -V aus Figur 4. Die beiden Schlusshälften 9, 9 sind im vorliegenden Ausführungsbeispiel aus einer Chrom-Nickel-Molybdän-Legierung hergestellt. Die Aussenkontur der Schlusshälfte 9 ist dabei so gestaltet, dass sie mit dem T-förmigen Querschnitt der umlaufenden Nut 3 der Rotorscheibe 2 korrespondiert. Ausserdem sind in den Figuren 3 bis 5 die länglichen Stege oder Lappen 10 am oberen Rand der Schlusshälfte 9 dargestellt, die am Ende der Montage umgebördelt werden.
- Fig. 6 zeigt eine Seitenansicht zweier erfindungsgemässer Beilagehälften 5, 6, die im vorliegenden Ausführungsbeispiel aus einer Chrom-Nickel-Molybdän-Legierung hergestellt sind. Die Klammer 8 ist das Bauelement, welches bei der vorliegenden Erfindung die axialen Kräfte aufnimmt und somit für die Entlastung der Rotornut sorgt. Die klammer 8 ist dabei ein in der Draufsicht im wesentlichen rechteckig ausgebildetes Metallprofil mit einem zentralen Längsschlitz bzw. einer zentralen länglichen Aussparung 12. Die Klammer 8 weist im Querschnitt ein U-Profil auf. Durch die Aussparung 12 und die U-Schenkel 13 steht die Klammer mit den Schlusshälften 9,9 und den Beilagehälften 5, 6 im Eingriff. Zusammen mit dem Keil 7 wird so ein Befestigungsverband gebildet.
- Fig. 7 zeigte eine Detail-Draufsicht auf eine erfindungsgemässe Klammer 8. Fig. 8 zeigt einen Querschnitt durch die Klammer 8 entlang der Linie VIII - VIII aus Figur 7. Die Klammer 8 ist im vorliegenden Ausführungsbeispiel aus einer Chrom Molybdän Legierung hergestellt.
- Fig.9 - Fig 11 zeigen verschiedene Montagestufen des erfindungsgemässen Rotorschluss 1 im Schnitt.
- Dabei ist in einer Rotorscheibe 2 eine umlaufende Nut 3 mit im wesentlichen T-förmigem Querschnitt eingestochen. In diese Nut 3 sind abwechselnd Stauchschaufeln und Zwischenstücke 15 montiert, bis die beiden Schlussschaufeln 4 montiert sind, zwischen denen wegen des geringen Platzes im Restspalt kein reguläres Zwischenstück 15 mehr montiert werden kann.
- Über den Restspalt werden zwei Schlusshälften 9, 9 zusammen mit einer Klammer 8 eingebaut. Die Schlusshälften 9, 9 werden in Umfangsrichtung auseinandergetrieben. Dann werden zwei Beilagenhälften 5, 6 montiert und ein Keil 7 eingeschoben.
- Wie in Figur 10 gezeigt, werden die Keillappen 7 in die Beilageaussparungen 18, 18, die zusammen in der Seitenansicht eine Herzform ergeben, gespreizt. Die Beilagelappen 16, 16 an der Herzform werden dann, wie in Figur 10 gezeigt, über den gespreizten Keil 7 getrieben.
- Das aus den Beilagenhälften 5, 6 und dem Keil 7 gebildete Paket wird zusätzlich durch das Umbiegen der Schlusshälftenlappen 10, 10 gesichert. Es entsteht der in Figur 1 gezeigte Rotor-Schluss.
-
- 1
- Rotor-Schluss
- 2
- Rotorscheibe
- 3
- Umlaufende Nut
- 4
- Schlussschaufel
- 5
- Erste Beilagehälfte
- 6
- Zweite Beilagehälfte
- 7
- Keil
- 8
- Klammer
- 9
- Schlusshälfte
- 10
- Schlusshälftenlappen
- 11
- Beilagevorsprung
- 12
- Klammeraussparung
- 13
- U-Schenkel
- 14
- Schlusshälftennut
- 15
- Zwischenstück
- 16
- Beilagelappen
- 17
- Keillappen
- 18
- Beilageaussparung
Claims (10)
- Rotor-Schluss (1) für einen Rotor einer thermischen Turbomaschine mit zumindest einer Umfangsnut (3), in der Laufschaufeln, Zwischenstücke und zwei Schlussschaufeln (4), zwischen denen ein Restspalt gebildet ist, montiert sind, wobei der Rotor-Schluss (1) zwei Schlusshälften (9, 9) und einen Keil (7) aufweist,
dadurch gekennzeichnet, dass
eine Klammer (8) in dem Restspalt angeordnet ist, welche die Kräfte der beiden Schlusshälften (9, 9) und zweier zwischen den Schlusshälften (9, 9) angeordneter und mit dem Keil (7) verspannten Beilagehälften (5, 6) aufnimmt. - Rotor-Schluss (1) nach Anspruch 1,
dadurch gekennzeichnet, dass
die sich gegenüberliegenden Beilagehälften (5, 6) jeweils eine Hinterschneidung (18) aufweisen, in die an der Oberseite des Keils (7) angeordnete Keillappen (17) hineinspreizbar sind. - Rotor-Schluss (1) nach Anspruch 2,
dadurch gekennzeichnet, dass
die Beilagehälften (5, 6) über den Hinterschneidungen (18) Beilagenlappen (16) aufweisen, die über die gespreizten Keillappen (17) treibbar sind. - Rotor-Schluss nach einem der Ansprüche 1 bis 3,
dadurch gekennzeichnet, dass
das Paket aus den beiden Beilagehälften (5, 6) und dem Keil (7) durch umgebördelte Schlusshälftenlappen (10) gesichert ist. - Rotor-Schluss (1) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
die Klammer (8) als ein im wesentlichen rechteckförmige Platte mit einer Aussparung (12) und U-förmigem Querschnitt ausgebildet ist. - Rotor-Schluss nach Anspruch 5,
dadurch gekennzeichnet, dass
die U-Schenkel (13) der Klammer (8) in korrespondierende Nuten (14) der Schlusshälften eingreifen. - Rotor-Schluss nach Anspruch 1,
dadurch gekennzeichnet, dass
entsprechende Vorsprünge (11) der Beilegehälften (5, 6) in die Aussparungen (12) der Klammer (8) eingreifen. - Rotor-Schluss nach Anspruch 1,
dadurch gekennzeichnet, dass
die Klammer (8) aus einer Chrom-Molybdän-Vanadium-Legierung hergestellt ist. - Verfahren zur Montage eines axial getrennten Rotorschluss, der zwei Schlusshälften, zwei Beilegehälften, eine Klammer und einen Keil aufweist, wobei das Verfahren folgende Schritte aufweist:- Einbringen der Klammer in die umlaufende Nut;- Montage der beiden Schlusshälften, wobei diese mit der Klammer in Eingriff gebracht werden;- Montage der beiden Beilegehälften, wobei diese ebenfalls mit der Klammer in Eingriff gebracht werden;- Verspannnen der beiden Beilegehälften in axialer Richtung durch Einbringen des Keils.
- Verfahren zur Montage eines axial getrennten Rotorschluss nach Anspruch 9, wobei das Verfahren ferner folgende Schritte aufweist:- Sichern des Keils durch Aufpreitzen der oberen Keillappen in Aussparungen der Beilegehälften und Umbörteln von Lappen der Beilegehälften;- Sichern der Beilegehälften und umbörteln von Lappen der Schlusshälften.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH3222005 | 2005-02-23 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1698758A2 true EP1698758A2 (de) | 2006-09-06 |
| EP1698758A3 EP1698758A3 (de) | 2013-03-27 |
| EP1698758B1 EP1698758B1 (de) | 2015-11-11 |
Family
ID=34974750
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06110011.1A Active EP1698758B1 (de) | 2005-02-23 | 2006-02-16 | Axial getrennter Rotor-Schluss |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US7338258B2 (de) |
| EP (1) | EP1698758B1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2045444A1 (de) | 2007-10-01 | 2009-04-08 | ALSTOM Technology Ltd | Laufschaufel, Verfahren zur Herstellung einer Laufschaufel, sowie Verdichter mit einer solchen Laufschaufel |
| CH702204A1 (de) * | 2009-11-10 | 2011-05-13 | Alstom Technology Ltd | Rotor für eine axial durchströmte turbomaschine sowie gasturbine für solchen rotor. |
| EP3159483A1 (de) * | 2015-10-22 | 2017-04-26 | Siemens Aktiengesellschaft | Schaufelträger zur befestigung von laufschaufeln einer thermischen strömungsmaschine |
| CN108791817A (zh) * | 2018-06-26 | 2018-11-13 | 李荣旭 | 一种具有低阻力性能的飞行器螺旋桨及其组装方法 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8162615B2 (en) * | 2009-03-17 | 2012-04-24 | United Technologies Corporation | Split disk assembly for a gas turbine engine |
| US8545184B2 (en) * | 2010-01-05 | 2013-10-01 | General Electric Company | Locking spacer assembly |
| US8517688B2 (en) * | 2010-09-21 | 2013-08-27 | General Electric Company | Rotor assembly for use in turbine engines and methods for assembling same |
| US10465699B2 (en) * | 2017-01-26 | 2019-11-05 | DOOSAN Heavy Industries Construction Co., LTD | Compressor blade locking mechanism in disk with tangential groove |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH349624A (de) * | 1957-03-05 | 1960-10-31 | Oerlikon Maschf | Axiale Strömungsmaschine |
| DE1751819B1 (de) * | 1968-07-26 | 1971-01-21 | Sulzer Ag | Läufer für Str¦mungsmaschinen |
| EP1215367A2 (de) * | 2000-12-16 | 2002-06-19 | ALSTOM Power N.V. | Fixiervorrichtung für eine Beschaufelung einer Strömungsmaschine |
| EP1457642A2 (de) * | 2003-03-11 | 2004-09-15 | Alstom Technology Ltd | Vorrichtung zur Schaufelbefestigung an einem Rotor |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE441756A (de) | 1940-06-12 | |||
| US2406703A (en) * | 1944-06-08 | 1946-08-27 | Allis Chalmers Mfg Co | Turbine blade locking apparatus |
| FR974989A (fr) | 1948-09-17 | 1951-02-28 | Verrou pour l'aubage des rotors en forme de tambour de compresseurs axiaux et de turbines à vapeur ou à gaz | |
| US3252687A (en) * | 1965-02-01 | 1966-05-24 | Gen Motors Corp | Rotor blade locking |
| EP1028231B1 (de) | 1999-02-12 | 2003-09-03 | ALSTOM (Switzerland) Ltd | Befestigung von Laufschaufeln einer Strömungsmachine |
-
2006
- 2006-02-16 EP EP06110011.1A patent/EP1698758B1/de active Active
- 2006-02-17 US US11/276,186 patent/US7338258B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH349624A (de) * | 1957-03-05 | 1960-10-31 | Oerlikon Maschf | Axiale Strömungsmaschine |
| DE1751819B1 (de) * | 1968-07-26 | 1971-01-21 | Sulzer Ag | Läufer für Str¦mungsmaschinen |
| EP1215367A2 (de) * | 2000-12-16 | 2002-06-19 | ALSTOM Power N.V. | Fixiervorrichtung für eine Beschaufelung einer Strömungsmaschine |
| EP1457642A2 (de) * | 2003-03-11 | 2004-09-15 | Alstom Technology Ltd | Vorrichtung zur Schaufelbefestigung an einem Rotor |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2045444A1 (de) | 2007-10-01 | 2009-04-08 | ALSTOM Technology Ltd | Laufschaufel, Verfahren zur Herstellung einer Laufschaufel, sowie Verdichter mit einer solchen Laufschaufel |
| US8257047B2 (en) | 2007-10-01 | 2012-09-04 | Alstom Technology Ltd. | Rotor blade, method for producing a rotor blade, and compressor with a rotor blade |
| CH702204A1 (de) * | 2009-11-10 | 2011-05-13 | Alstom Technology Ltd | Rotor für eine axial durchströmte turbomaschine sowie gasturbine für solchen rotor. |
| EP3159483A1 (de) * | 2015-10-22 | 2017-04-26 | Siemens Aktiengesellschaft | Schaufelträger zur befestigung von laufschaufeln einer thermischen strömungsmaschine |
| CN108791817A (zh) * | 2018-06-26 | 2018-11-13 | 李荣旭 | 一种具有低阻力性能的飞行器螺旋桨及其组装方法 |
| CN108791817B (zh) * | 2018-06-26 | 2021-07-20 | 深圳市飞翼创新有限公司 | 一种具有低阻力性能的飞行器螺旋桨及其组装方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20060188373A1 (en) | 2006-08-24 |
| EP1698758B1 (de) | 2015-11-11 |
| US7338258B2 (en) | 2008-03-04 |
| EP1698758A3 (de) | 2013-03-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1698758B1 (de) | Axial getrennter Rotor-Schluss | |
| EP2414641B1 (de) | Axialturbomaschinenrotor mit dichtscheibe | |
| EP2723991B1 (de) | Schaufelanordnung | |
| EP1457640B1 (de) | Wirbelgleichrichter in Röhrenbauweise mit Haltering für Gasturbinen | |
| EP1714006A1 (de) | Dämpfungsanordnung für leitschaufeln | |
| EP2478186B1 (de) | Rotor einer Turbomaschine | |
| EP1483482A1 (de) | Leitschaufelbefestigung in einem strömungskanal einer fluggasturbine | |
| DE19828817C2 (de) | Rotor für eine Turbomaschine | |
| EP3999717B1 (de) | Zwischenelement für eine schaufel-rotorscheiben-verbindung bei einem rotor einer strömungsmaschine, rotor für eine strömungsmaschine und strömungsmaschine | |
| EP1413712A1 (de) | Turbinenschaufel mit Deckband und Dichtrippe | |
| CH704212A1 (de) | Axialkompressor. | |
| DE2002469C3 (de) | Laufschaufelbefestigung in einer schwalbenschwanzförmigen Umfangsnut eines Läufers axial durchströmter Strömungsmaschinen, insbesondere Gasturbinenstrahltriebwerke | |
| EP3379037B1 (de) | Dichtung am innenring eines leitschaufelkranzes | |
| EP2960555A1 (de) | Bürstendichtungssystem zum abdichten eines spalts zwischen relativ zueinander bewegbaren bauteilen einer strömungsmaschine | |
| DE602005005254T2 (de) | Rotorscheibe einer Turbomaschine | |
| CH714651A2 (de) | Verschalung eines Turboladers und Turbolader. | |
| EP3121385B1 (de) | Rotorvorrichtung eines flugtriebwerks mit einer dämpfungseinrichtung zwischen laufschaufeln | |
| WO2013020643A1 (de) | Bauelement | |
| EP1457642A2 (de) | Vorrichtung zur Schaufelbefestigung an einem Rotor | |
| EP3309359B1 (de) | Laufschaufelbaugruppe für ein triebwerk | |
| EP3194725B1 (de) | Rotor, axialverdichter, verfahren zur montage | |
| EP1698759B1 (de) | Rotor-Schluss | |
| DE102009007664A1 (de) | Abdichtvorrichtung an dem Schaufelschaft einer Rotorstufe einer axialen Strömungsmaschine | |
| DE19823157A1 (de) | Einrichtung zur Befestigung der Laufschaufeln axial durchströmter Turbomaschinen | |
| EP2404038A1 (de) | Integral beschaufelter rotor und verfahren zur herstellung eines integral beschaufelten rotors |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 502006014631 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: F01D0005300000 Ipc: F01D0005320000 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: F01D 5/32 20060101AFI20130215BHEP Ipc: F01D 5/30 20060101ALI20130215BHEP |
|
| 17P | Request for examination filed |
Effective date: 20130918 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20150612 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH Ref country code: DE Ref legal event code: R081 Ref document number: 502006014631 Country of ref document: DE Owner name: GENERAL ELECTRIC TECHNOLOGY GMBH, CH Free format text: FORMER OWNER: ALSTOM TECHNOLOGY LTD., BADEN, CH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 760571 Country of ref document: AT Kind code of ref document: T Effective date: 20151215 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502006014631 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20160211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151111 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151111 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160311 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151111 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160311 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151111 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151111 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151111 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160212 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151111 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502006014631 Country of ref document: DE |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: GENERAL ELECTRIC TECHNOLOGY GMBH |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151111 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151111 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151111 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151111 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160216 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151111 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502006014631 Country of ref document: DE Representative=s name: RUEGER | ABEL PATENT- UND RECHTSANWAELTE, DE Ref country code: DE Ref legal event code: R082 Ref document number: 502006014631 Country of ref document: DE Representative=s name: RUEGER ABEL PATENTANWAELTE PARTGMBB, DE Ref country code: DE Ref legal event code: R082 Ref document number: 502006014631 Country of ref document: DE Representative=s name: RUEGER, BARTHELT & ABEL, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502006014631 Country of ref document: DE Owner name: GENERAL ELECTRIC TECHNOLOGY GMBH, CH Free format text: FORMER OWNER: ALSTOM TECHNOLOGY LTD., BADEN, CH Ref country code: DE Ref legal event code: R082 Ref document number: 502006014631 Country of ref document: DE Representative=s name: RUEGER ABEL PATENT- UND RECHTSANWAELTE, DE |
|
| 26N | No opposition filed |
Effective date: 20160812 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160229 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160229 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20161028 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151111 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160229 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160216 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 760571 Country of ref document: AT Kind code of ref document: T Effective date: 20160216 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160216 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20060216 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151111 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230522 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240123 Year of fee payment: 19 Ref country code: GB Payment date: 20240123 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240123 Year of fee payment: 19 |