EP1651398B1 - Brush cylinder - Google Patents
Brush cylinder Download PDFInfo
- Publication number
- EP1651398B1 EP1651398B1 EP20050745728 EP05745728A EP1651398B1 EP 1651398 B1 EP1651398 B1 EP 1651398B1 EP 20050745728 EP20050745728 EP 20050745728 EP 05745728 A EP05745728 A EP 05745728A EP 1651398 B1 EP1651398 B1 EP 1651398B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- shells
- roll core
- roll
- brush
- cutting arrangement
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000005540 biological transmission Effects 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 241000196324 Embryophyta Species 0.000 description 1
- 241000904500 Oxyspora paniculata Species 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- WYTGDNHDOZPMIW-RCBQFDQVSA-N alstonine Natural products C1=CC2=C3C=CC=CC3=NC2=C2N1C[C@H]1[C@H](C)OC=C(C(=O)OC)[C@H]1C2 WYTGDNHDOZPMIW-RCBQFDQVSA-N 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 239000011258 core-shell material Substances 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 239000011087 paperboard Substances 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/20—Cutting beds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/12—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis
- B26D1/14—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a circular cutting member, e.g. disc cutter
- B26D1/22—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a circular cutting member, e.g. disc cutter coacting with a movable member, e.g. a roller
- B26D1/225—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a circular cutting member, e.g. disc cutter coacting with a movable member, e.g. a roller for thin material, e.g. for sheets, strips or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H27/00—Special constructions, e.g. surface features, of feed or guide rollers for webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/0006—Cutting members therefor
- B26D2001/0033—Cutting members therefor assembled from multiple blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/20—Cutting beds
- B26D2007/202—Rollers or cylinders being pivoted during operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2402/00—Constructional details of the handling apparatus
- B65H2402/50—Machine elements
- B65H2402/51—Joints, e.g. riveted or magnetic joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/10—Rollers
- B65H2404/11—Details of cross-section or profile
- B65H2404/115—Details of cross-section or profile other
- B65H2404/1151—Details of cross-section or profile other brush
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/50—Surface of the elements in contact with the forwarded or guided material
- B65H2404/56—Flexible surface
- B65H2404/561—Bristles, brushes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/465—Cutting motion of tool has component in direction of moving work
- Y10T83/4766—Orbital motion of cutting blade
- Y10T83/4795—Rotary tool
- Y10T83/483—With cooperating rotary cutter or backup
- Y10T83/4838—With anvil backup
- Y10T83/4841—With resilient anvil surface
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/929—Tool or tool with support
- Y10T83/9309—Anvil
- Y10T83/9312—Rotatable type
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/929—Tool or tool with support
- Y10T83/9457—Joint or connection
- Y10T83/9464—For rotary tool
Definitions
- the invention relates to a cutting device for producing cuts and / or slits in paperboard webs and a shell which is part of a corresponding cutting device, according to the preamble of claims 1 and 8.
- corrugated webs are produced and then cut to size.
- longitudinal sections are generated at predetermined positions.
- Brush rollers are also known from US 3,618,436, US 3,604,302 and US 3,942,210.
- Half shells and their compounds are known from US 3,285,642 and WO 02/102 558.
- the invention has for its object to provide a simplified cutting device for corrugated webs, which allows easy replacement of the brush rollers.
- the core of the invention is to form the brush roller of a cylindrical, rotatably mounted roller core in a cutting device, which is surrounded by shells with part-circle cross section, in particular half shells.
- the bowls carry on their outside bristles.
- On the inside means are provided to connect the shells with the roller core rotatably.
- the cups also include means for securing the cups to the roll core. This can be done by that the shells are fixed on the roll core.
- FIGS. 3-7 do not represent embodiments of the brush rollers according to the invention, but merely serve to explain the embodiments according to the invention according to FIGS. 8-15.
- a corrugated board installation has a generally known machine for producing single-sided corrugated webs, which is known, for example, from EP 0 687 552 A (corresponding to US Pat. No. 5,632,850) DE 195 36 007 A (corresponding to GB 2,305,675 A) or DE 43 05 158 A 1 is known, to which reference is made for details. It is possible that a cover sheet or one or more one-sided laminated corrugated board webs and a cover sheet are laminated on the single-faced corrugated cardboard web.
- the units for generating a corresponding, in Fig. 1st shown corrugated web 1 are on the left, that is upstream of a longitudinal cutting / creasing station 2 shown in Fig.
- the corrugated web 1 is transported along a transport direction 4.
- the longitudinal cutting / creasing station 2 has four units along the direction 4, namely a first creasing device 5, a second creasing device 6, a first cutting device 7 and a second cutting device 8.
- the creasing devices 5 and 6 are identical except for two guide tables 9, 10 and include upper creasing tools 11 and lower creasing tools 12 which cooperate to flute the corrugated board.
- the creasing devices 5 and 6 are known, for example, from DE 197 54 799 A (corresponding to US Pat. No. 6,071,222) and DE 101 31 833 A.
- Each cutting device 7 or 8 has a brush roller 16, which is arranged above the corrugated web 1 and is rotatable about a brush roller rotation axis 15.
- the brush roller 16 has a roller core 17.
- the roller core 17 consists of a cylindrical, inner hollow roller core shell 18 and at both ends 19, 20 of the same fixed roller flanges 21.
- the roller flanges 21 have a protruding into the jacket 18, annular cylindrical projection 22 which is connected to the jacket 18.
- the projection 22 is on the outside by an associated Bottom 23 is closed, from the outside center of a bearing pin 24 protrudes.
- the brush roller 16 is on both sides against two, a machine frame-forming supports 25, 26 which are supported relative to the bottom 3, stored, wherein the bearing pins 24 are mounted in associated slide bearings 27 in the carriers 25 and 26 respectively.
- the brush roller 16 is rotatably driven via a motor 28 fixed to the carrier 28.
- the motor 28 is connected via a control line 29 to a control unit 30.
- a blade shaft 32 rotatably mounted about a knife shaft axis of rotation 31.
- the blade shaft 32 is mounted endwise in corresponding plain bearings 33 in the supports 25 and 26.
- the axes of rotation 15 and 31 are parallel to each other.
- the axis of rotation 31 is slightly downstream of the axis of rotation 15.
- Numerous disc-shaped circular blade 34 are rotatably arranged on the blade shaft 32 so that they rotate together with the blade shaft 32.
- the circular blades 34 are on the blade shaft 32 by a well-known, but not shown, sliding unit on the shaft 32 slidably.
- the knife shaft 32 is connected in a torque-transmitting manner with a motor 35 which is fixed relative to the carrier 26.
- the motor 35 is connected via a control line 36 to the control unit 30.
- a single shell 37 in the present case fourteen pairs of two shells 37, composite brush jacket 38 is attached.
- the shells 37 have the shape of a partial arc in cross section. In this case, it is a semicircular arc, why the shells 37 are also referred to as half shells.
- Two mutually associated shells 37 abut each other along two straight parallel columns 58. It is also possible to provide more than two shells, for example three shells each with a center angle of 120 °, over the circumference of the roller core 17.
- the shells 37 have a main body 57 in the form of a circular cylinder sector with an outwardly facing outer side 39 and an inner surface 40 facing the roller core 17.
- the shells 37 are made of plastic and have the circumference substantially the same thickness.
- each bristle bundle 41 consists of individual, not shown in detail bristles.
- a typical bundle of bristles 41 has a cross section of about 5.5 mm at its base and widens conically in the radial direction.
- Each individual bristle has, for example, a diameter of 0.6 mm. Due to the conical expansion of the bristle bundles, a substantially uniform distribution of bristle tips is produced on the outer surface of the brush roller 16.
- the bristle bundles 41 are arranged in rows running parallel to the axis of rotation 15, wherein the rows are arranged offset to one another. This can be seen in more detail in FIG. 13.
- the bristles of the bristle bundles 41 are flexible and consist for example of polyamide.
- the bristle bundle 41 covers the outside 39 flat.
- the bristle bundle 41 has in the present case a length of about 20 mm.
- other bristle lengths can be used in accordance with the dimensions of the circular blade 34 and the brush roller 16.
- the shells 37 are shown for simplicity without bristle bundle 41.
- the term brush roller is used in this application in the broadest sense as any roller which is suitable to support the corrugated web during cutting and in the cutting blade when the circular blade can penetrate.
- the term brush roller thus also includes rollers with a soft, for example made of rubber surface.
- each shell 37 For tangential fixation of the shells 37 on the roll core 17, that is, for fixing in the circumferential direction and torque transmission, holes are provided in the roll core 17 outwardly open 44, each receiving a locking pin 45, which after insertion into the bore 44 in the radial direction protrudes from the roller core 17.
- a locking pin 45 is provided for each shell 37.
- Two locking pins 45 are thus opposite to each other with respect to the axis 15.
- an inwardly open blind bore 46 is provided, in each of which a locking pin 45 engages and locks the shell 37 in the circumferential direction.
- the locking pin 45 thus acts as a torque transfer means for transmitting a torque from the roller core 17 to the shells 37.
- the torque-transmitting means can also be provided by frictional engagement between the roller core 17 and the shells 37.
- the pin 45 would not be required.
- Each shell 37 has at its front and rear end in the axial direction in the circumferential direction open slots 47, in the radially outwardly inwardly extending blind holes 48 open.
- the slots 47 are located at the circumferential ends of the shell 37, are in the present case So offset by 180 ° to each other.
- connection plates 49 each provided with two holes 50. To connect a first half-shell 37 with a second, the first opposing half-shell 37, a small plate 49 is inserted in half in the slot 47 and fixed by a pin 51 pushed into the blind bore 48 from the outside.
- the other half of the plate 49 is inserted into the opposite slot 47 of the other shell 37 and there also locked by a pin 51. 5, at both axial ends of the shell 37 and on both sides, so that for connection, as shown in Fig. 5, a total of four plates 49 are required.
- elastic members such as springs, may be used to ensure that the two opposed shells 37 to be joined together are biased against each other. In this way, even after prolonged operation, there is no play between the two shells 37, since both are pulled towards each other by the spring element.
- the circular knives 34 are moved to the corresponding transverse positions and then immersed in the corrugated web 1.
- the circular blade 34 penetrates the corrugated web 1, so that a complete severing of the corrugated web 1 is ensured. So that the corrugated web 1 does not yield, it is supported from above by the bristle bundle 41 of the brush roller 16.
- the bristle bundle 41 is flexibly compressed. In the present case, the circular blade 34 dives about 5 mm into the approximately 20 mm long bristles.
- An advantage of the support of the corrugated web 1 by bristles is that can be cut at any transverse positions with the circular knives 34.
- the transverse positions of the blades 34 are based on the specifications for the corrugated sheets to be cut.
- the blades 34 are thus never blocked by a corresponding rigid counter-stop. If a format change takes place, the inactive blades are moved to a new position and immersed in the corrugated web 1, while the still active blades are pulled out of the corrugated web 1.
- the roller core 17 may remain in the associated bearings 27. It is not necessary to remove the entire brush roller from the bearings to renew the brush part.
- the brush shell 38 consisting of the individual shells 37 is removed by pulling the pins 51, whereby respective opposite shells 37 are removable from the roller core 17, as shown in the exploded view in Fig. 5. This can be done for all shells 37. Subsequently, new shells 37 are mounted with unused bristles in exactly the reverse manner.
- FIGS. 6 and 7 Structurally identical parts are given the same reference numerals as in the previous embodiment, to the description of which reference is hereby made. Structurally different but functionally similar parts receive the same reference numerals with a following a.
- the main difference with respect to the previous embodiment is that the webs 42a are not completely formed differently than in the previous embodiment, but have an interruption 52 on two opposite sides, where no web 42a is arranged.
- the webs 42a thus consist of two non-connected sections 55 and 56 with a center angle of less than 180 °, in particular approximately 170 °. Accordingly, on the inside 40 of the shell 37a annular groove portions 53 are provided with a center angle of less than 90 °.
- each shell 37a receives a tangential fixation, so that a torque transmission from the roller core 17a to the brush casing 38a is possible.
- the locking pins 45 are not required here.
- the replacement of the brush jacket 38a is the same as in the previous embodiment.
- Structurally identical parts are given the same reference numerals as in the previous embodiment, to the description of which reference is hereby made.
- Structurally different, but functionally similar parts receive the same reference numerals with a trailing b.
- two 180 ° half shells 37 b are provided at a height of the brush roller, which completely surround the roller core 17.
- the bristle bundle 41 is normal radially from the axis 15 as in the previous embodiment.
- two mutually associated half shells do not collide with each other along a straight parallel gap 58. Rather, a meandering or serpentine or zigzag gap 58b is provided.
- the gap 58 b defining end surfaces 59,60 of the two shells 37b are formed so that they engage alternately or finger-like into one another.
- the arranged in the region of the end faces 59 and 60 bristle bundles 61 and 62 are located in the region of the respective projections 63 and 64 of the end faces 59 and 60. In this way, when joining the half-shells 37b, the distance of immediately adjacent bristle bundles 61 and 62 different Semi-shells 37b reduced, so that the bristle bundles 61 and 62 cover the gap 58b as well as possible and thus the rotation of the brush roller 16 as uniform as possible support behavior of the corrugated web 1 is achieved.
- each projection 63 or 64 is assigned its own bristle bundle 61 or 62, which is located at least partially on the projection. This means that the edge 59 of the bristle bundle 61 facing the end face 59 protrudes with respect to the adjacent recesses of the same end face 59.
- the distance to the two delimiting bristle bundles 62 of the adjacent half-shell can be minimized, wherein a constant minimum edge distance to the end face 59 is maintained can be so as not to affect the attachment of the bristle bundle 61 in the ground.
- FIGS. 9 to 12 Structurally identical parts receive the same reference numerals as in the embodiment according to FIGS. 3 to 5, to the description of which reference is hereby made. Structurally different, but functionally similar parts receive the same reference numerals with a c.
- the difference with respect to the embodiment according to FIGS. 3 to 5 is that the bundles of bristles 61 c and 62 c, which adjoin the gap 58 between the two half-shells 37 c, do not extend radially outwards relative to the axis 15, but around one Angles b are inclined in the direction of the gap 58.
- next bristles adjacent to the bristle bundles 61 c and 62 c can be arranged obliquely in the direction of the gap 58.
- the oblique arrangement described above can apply to the bundles of bristles overall as well as to the individual bristles.
- the advantage achieved thereby is that, as in the embodiment according to FIG. 8, the gap 58 is better covered and thus the function of the brush roller 16 over the circumference at each point is equally good.
- the bristles 65 in the region of the axial end faces 66 of the half shells 37 are also at an angle b there placed obliquely outwards. In this way, the gaps between the end faces 66 of two half-shells 37 arranged one behind the other in the axial direction are better covered.
- the axial edges 67 of the annular grooves 43d are chamfered to facilitate demolding of the plastic part 37d. However, it is in principle possible to form the edges 67 running perpendicular to the axis 15. Between two ring webs 42 d on the roller core 17 d a corresponding formed as an annular groove 68 return is provided. This has two, arranged on diametrically opposite sides of holes 44d, are inserted into the pins 45d, for example by Pressitz or by screw. Each half-shell 37d has in its two end faces 59, 60 in the middle half a half outwardly open, half blind hole 46d. The half blind holes 46d of two adjacent half-shells 37d enclose the pin 45d in the mounted state.
- a bore 69 is provided.
- a threaded insert 70 is screwed, which has an external thread and an internal thread.
- the threaded insert 70 is a standard component.
- the threaded insert 70 has outwardly radially projecting spines 71, which after the complete screwing of the threaded insert 70 in the bore 69 in the direction be hit on the axis 15.
- the domes 71 destroy part of the internal thread in the bore 69 of the existing aluminum roll core 17 d, whereby the threaded insert 70 is permanently fixed in the bore 69.
- Each half-shell 37d has centrally between the end faces 59 and 60 and also centrally in the axial direction a through bore 72.
- the bore 72 has an internal thread 73, for example of the type M8.
- the threaded insert 70 has an internal thread 74 of type M 12. It is essential that the pitch of the internal thread 74 in the threaded insert 70 is greater than the pitch of the thread 73 in the half-shell 73d.
- Matching to the two threads 73, 74 is provided a threaded pin 75 having an outer threaded portion 76 which mates with the thread 73 and an inner threaded portion 77 of larger diameter which mates with the inner thread 74.
- the bristle bundles 41 are, as described in the embodiment of FIG. 9, in the region of the gap 58 by an angle b> 0 ° inclined towards each other. This can also apply to the bristles in the region of the axial end faces 66.
- the pins 45d are fixed in the corresponding holes 44d.
- the threaded pin 75 is screwed with the outer threaded portion 76 until it stops in the bore 72 in a half-shell 37d.
- the half-shell 37d is placed on the roll core 18d, the pins 45d engaging with the half-open blind holes 46d and fixing the half-shells 37d in a predetermined position on the core 18d.
- the threaded pin 75 having an inner hexagon at the outer end with an associated tool is passed through the bore 72 from the outside screwed with the inner threaded portion 77 in the internal thread 74 of the threaded insert 70.
- the set screw 75 rotates per revolution in the roller core 17d faster than it is unscrewed from the half-shell 37d. As a result, the half-shell 37d is tightened on the roll core 17d.
- a gap should remain in the radial direction in the region of the two bores 69 and 72 when the half-shell 37d is placed on the roller core 18d. This gap is then tightened when screwing the threaded pin 75.
- the disassembly of the half-shell 37d is correspondingly simple.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Brushes (AREA)
- Harvester Elements (AREA)
- Motor Or Generator Current Collectors (AREA)
- Rolls And Other Rotary Bodies (AREA)
Abstract
Description
Die Erfindung betrifft eine Schneid-Vorrichtung zum Erzeugen von Schnitten und/oder Schlitzen in Weilpappebahnen sowie eine Schale, die Bestandteil einer entsprechenden Schneid-Vorrichtung ist, gemäß des Oberbegriffs der Ansprüche 1 und 8.The invention relates to a cutting device for producing cuts and / or slits in paperboard webs and a shell which is part of a corresponding cutting device, according to the preamble of claims 1 and 8.
In Wellpappe-Anlagen werden Wellpappe-Bahnen hergestellt und anschließend zugeschnitten. Hierbei werden unter anderem Längsschnitte an vorbestimmten Positionen erzeugt.In corrugated board plants, corrugated webs are produced and then cut to size. Among other things, longitudinal sections are generated at predetermined positions.
Aus der DE 2 225 152 A1 ist eine derartige Vorrichtung bzw. Schale zum Schneiden von Wellpappe-Bahnen in Längsstreifen bekannt.From DE 2 225 152 A1 such a device or shell for cutting corrugated webs in longitudinal strips is known.
Aus der EP 443 396 B1 ist es bekannt, bei einer Längsschneide-Vorrichtung die angetriebenen Kreismesser auf einer Seite einer Wellpappe-Bahn anzuordnen. Auf der gegenüberliegenden Seite befindet sich eine Bürstenwalze, die die Wellpappe bei dem Längsschnitt abstützt und in die gleichzeitig das Kreismesser bei dem Schnitt eintauchen kann.From EP 443 396 B1 it is known to arrange the driven circular knives on one side of a corrugated web in a longitudinal cutting device. On the opposite side is a brush roller, which supports the corrugated board in the longitudinal section and in the same time the circular blade can dip in the cut.
Bürstenwalzen sind außerdem aus der US 3,618,436, der US 3,604,302 sowie der US 3,942,210 bekannt.Brush rollers are also known from US 3,618,436, US 3,604,302 and US 3,942,210.
Halbschalen sowie deren Verbindungen sind aus der US 3,285,642 und der WO 02/102 558 bekannt.Half shells and their compounds are known from US 3,285,642 and WO 02/102 558.
Schließlich ist aus der US 5,378,051 ein Verfahren bekannt, Bürstenelemente für eine Bürstenwalze herzustellen.Finally, from US 5,378,051 a method is known to produce brush elements for a brush roller.
Bei dem Erzeugen der Längsschnitte treten Verschleißerscheinungen der Kreismesser sowie der gegenüberliegenden Bürstenwalzen auf, so dass die Bürstenwalzen in regelmäßigen Abständen ausgetauscht werden müssen. Dies ist zeit- und kostenaufwändig.When generating the longitudinal cuts occur wear of the circular blade and the opposite brush rollers, so that the brush rollers must be replaced at regular intervals. This is time consuming and costly.
Der Erfindung liegt die Aufgabe zugrunde, eine vereinfachte Schneid-Vorrichtung für Wellpappe-Bahnen zu schaffen, welche ein einfaches Austauschen der Bürstenwalzen ermöglicht.The invention has for its object to provide a simplified cutting device for corrugated webs, which allows easy replacement of the brush rollers.
Die Aufgabe wird durch die Merkmale der Ansprüche 1 und 8 gelöst. Der Kern der Erfindung besteht darin, bei einer Schneid-Vorrichtung die Bürstenwalze aus einem zylindrischen, drehbar gelagerten Walzenkern zu bilden, der von Schalen mit Teilkreis-Querschnitt, insbesondere Halbschalen, umgeben ist. Die Schalen tragen auf ihrer Außenseite Borsten. Auf der Innenseite sind Mittel vorgesehen, um die Schalen mit dem Walzenkern drehfest zu verbinden. Die Schalen weisen ferner Mittel auf, um die Schalen auf dem Walzenkern zu befestigen. Dies kann dadurch geschehen, dass die Schalen auf dem Walzenkern festgelegt werden.The object is solved by the features of claims 1 and 8. The core of the invention is to form the brush roller of a cylindrical, rotatably mounted roller core in a cutting device, which is surrounded by shells with part-circle cross section, in particular half shells. The bowls carry on their outside bristles. On the inside means are provided to connect the shells with the roller core rotatably. The cups also include means for securing the cups to the roll core. This can be done by that the shells are fixed on the roll core.
Weitere vorteilhafte Ausgestaltungen der Erfindung ergeben sich aus den Unteransprüchen.Further advantageous embodiments of the invention will become apparent from the dependent claims.
Zusätzliche Merkmale und Einzelheiten der Erfindung ergeben sich aus der nachfolgenden Beschreibung von verschiedenen Ausgestaltungen anhand der Zeichnungen. Es zeigen:
- Fig. 1
- einen Querschnitt einer Schneidvorrichtung,
- Fig. 2
- einen Querschnitt der Schneidvorrichtung gemäß der Schnittlinie II-II in Fig. 1,
- Fig. 3
- einen Ausschnitt einer Bürstenwalze aus der gleichen Perspektive wie in Fig. 2,
- Fig. 4
- eine um 90° gedrehte Querschnittsdarstellung einer Bürstenwalze gemäß der Schnittlinie IV-IV in Fig. 3,
- Fig. 5
- eine Explosionsdarstellung einer Bürstenwalze gemäß Fig. 2 ohne Bürsten,
- Fig. 6
- eine Fig. 4 entsprechende Darstellung einer weiteren Bürstenwalze,
- Fig. 7
- eine Fig. 5 entsprechende Darstellung der in Fig. 6 gezeigten Bürstenwalze,
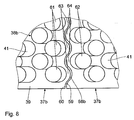
- Fig. 8
- eine Ausschnittvergrößerung einer Draufsicht auf eine erfindungsgemäße Bürstenwalze,
- Fig. 9
- einen Querschnitt einer Bürstenwalze gemäß einem weiteren Ausführungsbeispiel,
- Fig. 10
- eine Ausschnittvergrößerung der Borsten der Bürstenwalze gemäß Fig. 9,
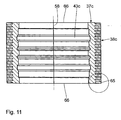
- Fig. 11
- einen Schnitt gemäß der Schnittlinie XI-XI in Fig. 9,
- Fig. 12
- eine Ausschnittvergrößerung der Borsten der Bürstenwalze gemäß Fig. 11, und
- Fig. 13
- eine Explosionsdarstellung einer Bürstenwalze gemäß einem weiteren Ausführungsbeispiel,
- Fig. 14
- ein Längsschnitt der Bürstenwalze gemäß Fig. 13 und
- Fig. 15
- einen Querschnitt gemäß der Schnittlinie XV-XV in Fig. 14.
- Fig. 1
- a cross section of a cutting device,
- Fig. 2
- a cross section of the cutting device according to the section line II-II in Fig. 1,
- Fig. 3
- a section of a brush roller from the same perspective as in Fig. 2,
- Fig. 4
- a 90 ° rotated cross-sectional view of a brush roller according to the section line IV-IV in Fig. 3,
- Fig. 5
- an exploded view of a brush roller according to FIG. 2 without brushes,
- Fig. 6
- 4 a representation corresponding to another brush roller,
- Fig. 7
- 5 a representation of the brush roller shown in FIG. 6, FIG.
- Fig. 8
- a detail enlargement of a plan view of a brush roller according to the invention,
- Fig. 9
- a cross section of a brush roller according to another embodiment,
- Fig. 10
- a detail enlargement of the bristles of the brush roller of FIG. 9,
- Fig. 11
- a section along the section line XI-XI in Fig. 9,
- Fig. 12
- a detail enlargement of the bristles of the brush roller of FIG. 11, and
- Fig. 13
- an exploded view of a brush roller according to another embodiment,
- Fig. 14
- a longitudinal section of the brush roller of FIG. 13 and
- Fig. 15
- a cross section along the section line XV-XV in Fig. 14.
Die Fig. 3-7 stellen keine erfindungsgemäßen Ausführungsformen der Bürstenwalzen dar, sondern dienen lediglich der Erläuterung der erfindungsgemäßen Ausführungsformen gemäß Fig. 8-15.FIGS. 3-7 do not represent embodiments of the brush rollers according to the invention, but merely serve to explain the embodiments according to the invention according to FIGS. 8-15.
Eine Wellpappe-Anlage weist eine allgemein bekannte Maschine zur Herstellung einseitiger Wellpappe-Bahnen auf, die beispielsweise aus der EP 0 687 552 A (entspricht US-Patent 5,632,850) der DE 195 36 007 A (entspricht GB 2,305,675 A) oder der DE 43 05 158 A 1 bekannt ist, worauf bezüglich der Einzelheiten verwiesen wird. Es ist möglich, dass auf die einseitig kaschierte Wellpappebahn eine Deckbahn oder noch eine oder mehrere einseitig kaschierte Wellpappe-Bahnen und eine Deckbahn aufkaschiert sind. Die Einheiten zur Erzeugung einer entsprechenden, in Fig. 1 dargestellten Wellpappe-Bahn 1 befinden sich links, das heißt stromaufwärts einer in Fig. 1 dargestellten Längschneide-/Rill-Station 2, die gegenüber einem Maschinenboden 3 abgestützt ist. Die Wellpappe-Bahn 1 wird entlang einer Transport-Richtung 4 transportiert. Die Längsschneide-/Rill-Station 2 weist entlang der Richtung 4 vier Einheiten auf, nämlich eine erste Rill-Vorrichtung 5, eine zweite Rill-Vorrichtung 6, eine erste Schneid-Vorrichtung 7 sowie eine zweite Schneid-Vorrichtung 8 auf. Die Rill-Vorrichtungen 5 und 6 sind abgesehen von zwei Führungs-Tischen 9, 10 identisch ausgebildet und umfassen obere Rillwerkzeuge 11 sowie untere Rillwerkzeuge 12, die zum Rillen der Wellpappe zusammenwirken. Die Rill-Vorrichtungen 5 und 6 sind beispielsweise aus der DE 197 54 799 A (entspricht US 6,071,222) sowie der DE 101 31 833 A bekannt. Es sind jeweils zwei Rill-Vorrichtungen 5, 6 und zwei Schneid-Vorrichtungen 7 beziehungsweise 8 vorgesehen, damit bei einem Formatwechsel der zu schneidenden Wellpappebögen eine Vorrichtung in die neuen Positionen gefahren werden kann, während die jeweils andere Vorrichtung noch im Eingriff mit der Wellpappe-Bahn 1 ist.A corrugated board installation has a generally known machine for producing single-sided corrugated webs, which is known, for example, from
Im Folgenden werden die Schneid-Vorrichtungen 7, 8, die abgesehen von den Führungs-Tischen 13, 14, auf denen die Wellpappe-Bahn 1 geführt ist, identisch aufgebaut sind, näher beschrieben. Jede Schneid-Vorrichtung 7 beziehungsweise 8 weist eine oberhalb der Wellpappe-Bahn 1 angeordnete, um eine Bürstenwalzen-Drehachse 15 drehbar gelagerte Bürstenwalze 16 auf. Die Bürstenwalze 16 weist einen Walzenkern 17 auf. Der Walzenkern 17 besteht aus einem zylindrischen, innen hohlen Walzenkern-Mantel 18 sowie an beiden Enden 19, 20 desselben befestigten Walzenflanschen 21. Die Walzenflansche 21 weisen einen in den Mantel 18 vorspringenden, ringzylindrischen Vorsprung 22 auf, der mit dem Mantel 18 verbunden ist. Der Vorsprung 22 wird auf der Außenseite durch einen damit verbundenen Boden 23 geschlossen, von dem nach außen mittig ein Lagerzapfen 24 vorspringt.In the following, the cutting devices 7, 8, which are identically constructed apart from the guide tables 13, 14, on which the corrugated web 1 is guided, are described in more detail. Each cutting device 7 or 8 has a
Die Bürstenwalze 16 ist beidseitig gegenüber zwei, ein Maschinengestell mit-bildenden Trägern 25, 26, die gegenüber dem Boden 3 abgestützt sind, gelagert, wobei die Lagerzapfen 24 in zugeordneten Gleitlagern 27 in den Trägern 25 beziehungsweise 26 gelagert sind. Die Bürstenwalze 16 ist über einen am Träger 26 befestigten Motor 28 drehantreibbar. Der Motor 28 ist über eine Steuerleitung 29 mit einer Steuereinheit 30 verbunden.The
Unterhalb der Bürstenwalze 16 und unterhalb der Wellpappe-Bahn 1 befindet sich eine um eine Messerwellen-Drehachse 31 drehbar gelagerte Messerwelle 32. Die Messerwelle 32 ist endseitig in entsprechenden Gleitlagern 33 in den Trägern 25 und 26 gelagert. Die Drehachsen 15 und 31 verlaufen parallel zueinander. Bezogen auf die Transport-Richtung 4 liegt die Drehachse 31 geringfügig stromabwärts von der Drehachse 15. Auf der Messerwelle 32 sind zahlreiche scheibenförmige Kreismesser 34 drehfest angeordnet, so dass sich diese zusammen mit der Messerwelle 32 drehen. Die Kreismesser 34 sind auf der Messerwelle 32 durch eine allgemein bekannte, aber nicht näher dargestellte, Verschiebe-Einheit auf der Welle 32 verschiebbar. Die Messerwelle 32 ist in drehmomentübertragender Weise mit einem Motor 35 verbunden, der gegenüber dem Träger 26 festgelegt ist. Der Motor 35 ist über eine Steuerleitung 36 mit der Steuereinheit 30 verbunden.Below the
Auf dem Walzenkern 17 ist ein aus einzelnen Schalen 37, im vorliegenden Fall vierzehn Paare zu je zwei Schalen 37, zusammengesetzter Bürstenmantel 38 befestigt. Die Schalen 37 haben im Querschnitt die Form eines Teilkreisbogens. Im vorliegenden Fall handelt es sich um einen Halbkreisbogen, weshalb die Schalen 37 auch als Halbschalen bezeichnet werden. Zwei zueinander gehörige Schalen 37 stoßen entlang zweier gerader Parallel-Spalten 58 aufeinander. Es ist möglich, über den Umfang des Walzenkems 17 auch mehr als zwei Schalen, beispielsweise drei Schalen jeweils mit einem Zentrumswinkel vom 120°, vorzusehen. Die Schalen 37 besitzen einen Grundkörper 57 in der Form eines Kreiszylinder-Sektors mit einer nach außen weisenden Außenseite 39 und einer dem Walzenkern 17 zugewandten Innenseite 40. Die Schalen 37 bestehen aus Kunststoff und verfügen über den Umfang im Wesentlichen über dieselbe Dicke. Auf der Außenseite jeder Schale 37 befinden sich radial nach außen abstehende, mit der Schale 37 verbundene Borstenbündel 41. Jedes Borstenbündel 41 besteht aus einzelnen, nicht im Einzelnen dargestellten Borsten. Ein typisches Borstenbündel 41 weist an seinem Fuß einen Querschnitt von ungefähr 5,5 mm auf und erweitert sich in radialer Richtung kegelförmig. Jede einzelne Borste weist beispielsweise einen Durchmesser von 0,6 mm auf. Durch die kegelartige Erweiterung der Borstenbündel wird an der Außenoberfläche der Bürstenwalze 16 eine im Wesentlichen gleichmäßige Verteilung von Borstenspitzen erzeugt. Die Borstenbündel 41 sind in parallel zur Drehachse 15 verlaufenden Reihen angeordnet, wobei die Reihen versetzt zueinander angeordnet sind. Dies ist in Fig. 13 genauer zu erkennen. Die Borsten der Borstenbündel 41 sind flexibel und bestehen beispielsweise aus Polyamid. Das Borstenbündel 41 bedeckt die Außenseite 39 flächig. Das Borstenbündel 41 weist im vorliegenden Fall eine Länge von circa 20 mm auf. Entsprechend der Dimensionierung der Kreismesser 34 und der Bürstenwalze 16 können natürlich auch andere Borstenlängen verwendet werden. In Fig. 5 sind die Schalen 37 zur Vereinfachung ohne Borstenbündel 41 gezeigt. Der Begriff Bürstenwalze wird in dieser Anmeldung im weitesten Sinne verwendet als jede Walze, die geeignet ist, die Wellpappe-Bahn beim Schneiden abzustützen und in die beim Schneiden das Kreismesser eindringen kann. Unter den Begriff Bürstenwalze fallen somit auch Walzen mit einer weichen, beispielsweise aus Gummi bestehenden Oberfläche.On the
Auf dem Walzenkern-Mantel 18 sind umlaufende, axial voneinander beabstandete, radial vorspringende, ringförmige Stege 42 vorgesehen. Auf der Innenseite 40 der Schale 37 sind entsprechende halbkreisförmige Ringnuten 43 vorgesehen, in die die Stege 42 eingreifen. Für jede Schale 37 sind zwei Stege 42 vorgesehen. Durch das formschlüssige Ineinandergreifen der Stege 42 und der Ringnuten 43 werden die Schalen 37 auf dem Walzenkern 17 in axialer Richtung, das heißt entlang der Drehachse 31 fixiert. Zur tangentialen Fixierung der Schalen 37 auf dem Walzenkern 17, das heißt zur Fixierung in Umfangsrichtung und Drehmomentübertragung, sind in dem Walzenkern 17 nach außen offene Bohrungen 44 vorgesehen, die jeweils einen Arretierstift 45 aufnehmen, der nach der Einführung in die Bohrung 44 in radialer Richtung gegenüber dem Walzenkern 17 absteht. Im vorliegenden Fall ist für jede Schale 37 ein Arretierstift 45 vorgesehen. Zwei Arretierstifte 45 liegen somit bezüglich der Achse 15 einander gegenüber. Auf der Innenseite 40 jeder Schale 37 ist eine nach innen offene Sacklochbohrung 46 vorgesehen, in die jeweils ein Arretierstift 45 eingreift und die Schale 37 in Umfangsrichtung arretiert. Der Arretierstift 45 fungiert somit als Drehmoment-Übertagungs-Mittel zur Übertragung eines Drehmoments von dem Walzenkern 17 auf die Schalen 37. Anders als durch Formschluss kann das Drehmoment-Übertragungs-Mittel auch durch Reibschluss zwischen dem Walzenkern 17 und den Schalen 37 geschaffen werden. In diesem Fall wäre der Stift 45 nicht erforderlich. Jede Schale 37 weist an ihrem in axialer Richtung vorderen und hinteren Ende in Umfangsrichtung offene Schlitze 47 auf, in die radial von außen nach innen verlaufende Sacklochbohrungen 48 münden. Die Schlitze 47 befinden sich an den umfangsseitigen Enden der Schale 37, sind im vorliegenden Fall also um 180° gegeneinander versetzt. Es sind Verbindungs-Plättchen 49 mit jeweils zwei Bohrungen 50 vorgesehen. Zur Verbindung einer ersten Halbschale 37 mit einer zweiten, der ersten gegenüberliegenden Halbschale 37 ist ein Plättchen 49 hälftig in den Schlitz 47 eingeführt und durch einen von außen in die Sackbohrung 48 eingeschobenen Stift 51 festgelegt. Die andere Hälfte des Plättchens 49 ist in den gegenüberliegenden Schlitz 47 der anderen Schale 37 eingeführt und dort ebenfalls durch einen Stift 51 arretiert. Die Verbindung zweier einander gegenüberliegender Schalen 37 erfolgt, wie Fig. 5 zu entnehmen ist, an beiden axialen Enden der Schale 37 und auf beiden Seiten, so dass zur Verbindung, wie in Fig. 5 dargestellt, insgesamt vier Plättchen 49 benötigt werden. An der Stelle von Plättchen 49 können auch elastische Elemente, wie zum Beispiel Federn, verwendet werden, die sicherstellen, dass die beiden einander gegenüberliegenden und miteinander zu verbindenden Schalen 37 gegeneinander vorgespannt sind. Auf diese Weise kommt es auch nach einem längeren Betrieb nicht zu einem Spiel zwischen den beiden Schalen 37, da beide durch das Federelement aufeinander zu gezogen werden.On the
Im Folgenden werden der Betrieb der Schneid-Vorrichtungen 7, 8 sowie das Auswechseln der Schalen 37 beschrieben. Sollen in eine Wellpappe-Bahn 1 an bestimmten Positionen Längsschnitte eingebracht werden, so werden in einer der beiden Schneid-Vorrichtungen 7 beziehungsweise 8 die Kreismesser 34 an die entsprechenden Querpositionen gefahren und anschließend in die Wellpappe-Bahn 1 eingetaucht. Hierbei durchdringt das Kreismesser 34 die Wellpappe-Bahn 1, so dass ein vollständiges Durchtrennen der Wellpappe-Bahn 1 gewährleistet ist. Damit die Wellpappe-Bahn 1 nicht ausweicht, wird diese von oben durch das Borstenbündel 41 der Bürstenwalze 16 abgestützt. Hierbei wird das Borstenbündel 41 flexibel zusammengedrückt. Im vorliegenden Fall taucht das Kreismesser 34 ungefähr 5 mm in die ungefähr 20 mm langen Borsten ein. Vorteilhaft an der Stützung der Wellpappe-Bahn 1 durch Borsten ist, dass an beliebigen Querpositionen mit den Kreismessern 34 geschnitten werden kann. Die Querpositionen der Messer 34 richten sich nach den Vorgaben für die zu schneidenden Wellpappebögen. Die Messer 34 werden somit nie durch einen entsprechenden starren Gegenhalt blockiert. Soll ein Formatwechsel erfolgen, so werden die inaktiven Messer in eine neue Position gefahren und in die Wellpappe-Bahn 1 eingetaucht, während die noch aktiven Messer aus der Wellpappe-Bahn 1 herausgezogen werden.The operation of the cutting devices 7, 8 and the replacement of the
Durch die Zusammenwirkung der Messer 34 mit dem Borstenbündel 41 verschleißen diese und nutzen sich zunehmend ab. Nach einer gewissen Zeit ist deshalb eine Erneuerung der Borsten erforderlich. Hierfür kann der Walzenkern 17 in den zugehörigen Lagern 27 verbleiben. Es ist nicht erforderlich, die gesamte Bürstenwalze aus den Lagern zu entfernen, um den Bürstenteil zu erneuern. Der Bürstenmantel 38 bestehend aus den einzelnen Schalen 37 wird entfernt, indem die Stifte 51 gezogen werden, wodurch jeweils gegenüberliegende Schalen 37 vom Walzenkern 17 abziehbar sind, wie dies in der Explosionsdarstellung in Fig. 5 dargestellt ist. Dies lässt sich für alle Schalen 37 durchführen. Anschließend werden neue Schalen 37 mit noch unverbrauchten Borsten in genau der umgekehrten Weise montiert. Dies bedeutet, dass jeweils eine Schale 37 auf den Walzenkern 17 gesetzt wird, so dass der Arretierstift 45 in den Bohrungen 44 und 46 sitzt. Die zugehörige zweite Halbschale 37 wird mit der ersten über die Plättchen 49 und die Stifte 51 fixiert. Der Austausch der Schalen 37 und damit des gesamten Bürstenmantels 38 ist somit einfach und kosteneffizient möglich, ohne dass der Walzenkern 17 aus seinen Lagern und dem gesamten Umfeld entfernt werden muss.Due to the interaction of the
Im Folgenden wird unter Bezugnahme auf die Fig. 6 und 7 eine weitere Ausgestaltung beschrieben. Konstruktiv identische Teile erhalten dieselben Bezugszeichen wie bei der vorherigen Ausgestaltung, auf deren Beschreibung hiermit verwiesen wird. Konstruktiv unterschiedliche, jedoch funktionell gleichartige Teile erhalten dieselben Bezugszeichen mit einem nachgestellten a. Der wesentliche Unterschied gegenüber der vorherigen Ausgestaltung besteht darin, dass die Stege 42a anders als bei der vorherigen Ausgestaltung nicht ganz umlaufend ausgebildet sind, sondern auf zwei gegenüberliegenden Seiten eine Unterbrechung 52 besitzen, wo kein Steg 42a angeordnet ist. Die Stege 42a bestehen somit aus zwei miteinander nicht verbundenen Abschnitten 55 und 56 mit einem Zentrumswinkel kleiner 180°, insbesondere ungefähr 170°. Entsprechend sind auf der Innenseite 40 der Schale 37a Ringnut-Abschnitte 53 mit einem Zentrumswinkel kleiner 90° vorgesehen. Zwischen zwei auf demselben Umfang befindlichen Ringnut-Abschnitten 53 verbleibt ein relativ zum Grund der Nuten 53 vorspringender Steg 54. Die unterbrochenen Stege 42a greifen in die Ringnut-Abschnitte 53 ein. Dies gilt insbesondere auch für den verbleibenden Steg 54, der in die Unterbrechung 52 des Stegs 42a eingreift. Hierdurch erhält jede Schale 37a eine tangentiale Fixierung, so dass eine Drehmomentübertragung vom Walzenkern 17a auf den Bürstenmantel 38a möglich ist. Anders als bei der vorherigen Ausgestaltung sind hier die Arretierstifte 45 nicht erforderlich. Der Austausch des Bürstenmantels 38a erfolgt wie bei der vorherigen Ausgestaltung.In the following, a further embodiment will be described with reference to FIGS. 6 and 7. Structurally identical parts are given the same reference numerals as in the previous embodiment, to the description of which reference is hereby made. Structurally different but functionally similar parts receive the same reference numerals with a following a. The main difference with respect to the previous embodiment is that the
Im Folgenden wird unter Bezugnahme auf Fig. 8 ein erfindungsgemäßes Ausführungsbeispiel beschrieben. Konstruktiv identische Teile erhalten dieselben Bezugszeichen wie bei der vorherigen Ausgestaltung, auf deren Beschreibung hiermit verwiesen wird. Konstruktiv unterschiedliche, jedoch funktionell gleichartige Teile erhalten dieselben Bezugszeichen mit einem nachgestellten b. Wie bei der vorherigen Ausgestaltung sind auf einer Höhe der Bürstenwalze 16 zwei 180°-Halb-Schalen 37b vorgesehen, die den Walzenkern 17 vollständig umgeben. Das Borstenbündel 41 steht wie bei der vorherigen Ausgestaltung normal radial von der Achse 15 ab. Anders als bei der vorherigen Ausgestaltung stoßen zwei zueinander gehörige Halb-Schalen jedoch nicht entlang eines geraden Parallel-Spalts 58 aufeinander. Vielmehr ist ein mäanderförmiger oder schlangenlinienförmiger oder zickzackförmiger Spalt 58b vorgesehen. Die den Spalt 58b definierenden Stirnflächen 59,60 der beiden Schalen 37b sind so ausgebildet, dass sie alternierend oder auch fingerartig ineinander greifen. Die im Bereich der Stirnflächen 59 und 60 angeordneten Borstenbündel 61 bzw. 62 befinden sich im Bereich der jeweiligen Vorsprünge 63 bzw. 64 der Stirnflächen 59 bzw. 60. Hierdurch wird beim Zusammenfügen der Halb-Schalen 37b der Abstand unmittelbar benachbarter Borstenbündel 61 und 62 verschiedener Halb-Schalen 37b reduziert, so dass die Borstenbündel 61 und 62 den Spalt 58b möglichst gut überdecken und damit bei der Rotation der Bürstenwalze 16 ein möglichst gleichmäßiges Abstützverhalten der Wellpappe-Bahn 1 erreicht wird. Für das Abstützen der Wellpappe-Bahn 1 spielt es somit eine erhebliche geringere Rolle, ob sich das Borstenbündel 41 irgendwo auf der Oberfläche der Schale 37b oder in der Nähe des Spalts 58b befinden. Insbesondere ist jedem Vorsprung 63 bzw. 64 ein eigenes Borstenbündel 61 bzw. 62 zugeordnet, das sich zumindest teilweise auf dem Vorsprung befindet. Dies bedeutet, dass der der Stirnfläche 59 zugewandte Rand des Borstenbündels 61 gegenüber den benachbarten Rücksprüngen derselben Stirnfläche 59 hervorsteht. Durch das Platzieren des Borstenbündels 61 zumindest teilweise auf dem Vorsprung 63 kann der Abstand zu den beiden abgrenzenden Borstenbündeln 62 der angrenzenden Halbschale minimiert werden, wobei ein konstanter Mindestrandabstand zur Stirnfläche 59 eingehalten werden kann, um die Befestigung des Borstenbündels 61 im Untergrund nicht zu beeinträchtigen.In the following, an embodiment of the invention will be described with reference to FIG. Structurally identical parts are given the same reference numerals as in the previous embodiment, to the description of which reference is hereby made. Structurally different, but functionally similar parts receive the same reference numerals with a trailing b. As in the
Im Folgenden wird unter Bezugnahme auf die Fig. 9 bis 12 ein weiteres Ausführungsbeispiel der Erfindung beschrieben. Konstruktiv identische Teile erhalten dieselben Bezugszeichen wie bei der Ausgestaltung gemäß Fig. 3 bis 5, auf deren Beschreibung hiermit verwiesen wird. Konstruktiv unterschiedliche, jedoch funktionell gleichartige Teile erhalten dieselben Bezugszeichen mit einem nachgestellten c. Der Unterschied gegenüber der Ausgestaltung gemäß Fig. 3 bis 5 besteht darin, dass die Borstenbündel 61 c und 62c, die an den Spalt 58 zwischen den beiden Halb-Schalen 37c angrenzen, nicht radial bezogen auf die Achse 15 nach außen verlaufen, sondern um einen Winkel b in Richtung auf den Spalt 58 geneigt sind. Es gilt: 1° ≤ b ≤ 15°, insbesondere 2° ≤ b ≤ 10°, insbesondere b ≈ 5°. Es können auch noch die nächsten, an die Borstenbündel 61 c und 62c angrenzenden Borsten in Richtung auf den Spalt 58 schräg angeordnet sein. Die oben beschriebene Schräganordnung kann für die Borstenbündel insgesamt sowie für die einzelnen Borsten gelten. Der hierdurch erreichte Vorteil ist, dass, wie bei der Ausgestaltung gemäß Fig. 8, der Spalt 58 besser bedeckt ist und somit die Funktion der Bürstenwalze 16 über den Umfang an jedem Punkt gleichermaßen gut ist.In the following, a further embodiment of the invention will be described with reference to FIGS. 9 to 12. Structurally identical parts receive the same reference numerals as in the embodiment according to FIGS. 3 to 5, to the description of which reference is hereby made. Structurally different, but functionally similar parts receive the same reference numerals with a c. The difference with respect to the embodiment according to FIGS. 3 to 5 is that the bundles of
Da die Halb-Schalen 37 nicht nur tangential im Bereich der Spalten 58 aufeinander stoßen, sondern auch in axialer Richtung, d. h. entlang der Drehachse 15, sind auch dort die Borsten 65 im Bereich der axialen Stirnflächen 66 der Halb-Schalen 37 um einen Winkel b schräg nach außen gestellt. Auf diese Weise werden auch die Spalten zwischen den Stirnflächen 66 zweier in axialer Richtung hintereinander angeordneter Halb-Schalen 37 besser überdeckt.Since the
Im Folgenden wird unter Bezugnahme auf die Fig. 13 bis 15 ein weiteres Ausführungsbeispiel der Erfindung beschrieben. Konstruktiv identische Teile erhalten dieselben Bezugszeichen, wie bei der Ausgestaltung gemäß Fig. 3 bis 5, auf deren Beschreibung hiermit verwiesen wird. Konstruktiv unterschiedliche, jedoch funktionell gleichartige Teile erhalten dieselben Bezugszeichen mit einem nachgestellten d. Der wesentliche Unterschied gegenüber der Ausgestaltung gemäß Fig. 3 bis 5 besteht darin, wie die Halb-Schalen 37d auf dem Walzenkern 17d befestigt sind. Der Walzenkern 17d weist wie bei der Ausgestaltung gemäß Fig. 3 bis 5 radial vorstehende Ring-Stege 42d auf, die in zugehörige Ringnuten 43d in den Halb-Schalen 37d eingreifen und die Halb-Schalen 37d auf diese Weise in axialer Richtung fixieren. Die axialen Ränder 67 der Ringnuten 43d sind abgeschrägt ausgebildet, um ein Entformen des Kunststoffteils 37d zu erleichtern. Es ist jedoch grundsätzlich möglich, die Ränder 67 senkrecht zur Achse 15 verlaufend auszubilden. Zwischen zwei Ring-Stegen 42d auf dem Walzenkern 17d ist ein entsprechender als Ringnut 68 ausgebildeter Rücksprung vorgesehen. Dieser weist zwei, auf diametral gegenüberliegenden Seiten angeordnete Bohrungen 44d auf, in die Stifte 45d beispielsweise durch Pressitz oder durch Schraubverbindung eingesetzt sind. Jede Halb-Schale 37d weist in ihren beiden Stirnflächen 59, 60 mittig eine hälftig nach außen offene, halbe Sacklochbohrung 46d auf. Die halben Sacklochbohrungen 46d zweier angrenzender Halb-Schalen 37d umschließen im montierten Zustand den Stift 45d. Mittig zwischen zwei gegenüberliegenden, auf selber axialer Höhe liegenden Stiften 45d, das heißt um 90 ° zu diesen versetzt, ist eine Bohrung 69 vorgesehen. In diese ist ein Gewindeeinsatz 70 eingeschraubt, der ein Außengewinde sowie ein Innengewinde aufweist. Bei dem Gewindeeinsatz 70 handelt es sich um ein Standardbauteil. Der Gewindeeinsatz 70 weist nach außen radial vorstehende Dornen 71 auf, die nach dem vollständigen Einschrauben des Gewindeeinsatzes 70 in die Bohrung 69 in Richtung auf die Achse 15 eingeschlagen werden. Die Domen 71 zerstören einen Teil des in der Bohrung 69 befindlichen Innengewindes des aus Aluminium bestehenden Walzenkerns 17d, wodurch der Gewindeeinsatz 70 permanent in der Bohrung 69 fixiert wird. Jede Halb-Schale 37d weist mittig zwischen den Stirnflächen 59 und 60 und auch mittig in axialer Richtung eine durchgehende Bohrung 72 auf. Die Bohrung 72 weist ein Innengewinde 73 beispielsweise vom Typ M8 auf. Der Gewindeeinsatz 70 weist ein Innengewinde 74 vom Typ M 12 auf. Wesentlich ist, dass die Steigung des Innengewindes 74 im Gewindeeinsatz 70 größer ist, als die Steigung des Gewindes 73 in der Halb-Schale 73d. Zu den beiden Gewinden 73, 74 passend ist ein Gewindestift 75 vorgesehen mit einem äußeren Gewindeabschnitt 76, der zum Gewinde 73 passt sowie einem inneren Gewindeabschnitt 77 größeren Durchmessers, der zum Innengewinde 74 passt.In the following, another embodiment of the invention will be described with reference to Figs. Structurally identical parts are given the same reference numerals as in the embodiment according to FIGS. 3 to 5, to the description of which reference is hereby made. Structurally different, but functionally similar parts receive the same reference numerals with a d followed. The main difference with respect to the embodiment according to FIGS. 3 to 5 is how the half-
Die Borstenbündel 41 sind, wie bei dem Ausführungsbeispiel gemäß Fig. 9 beschrieben, im Bereich des Spalts 58 um einen Winkel b > 0° aufeinander zugeneigt. Dies kann auch für die Borsten im Bereich der axialen Stirnflächen 66 gelten.The bristle bundles 41 are, as described in the embodiment of FIG. 9, in the region of the
Im Folgenden wird die Montage der Halb-Schalen 37d beschrieben. Zunächst werden die Stifte 45d in den zugehörigen Bohrungen 44d festgelegt. Anschließend wird der Gewindestift 75 mit dem äußeren Gewindeabschnitt 76 bis zum Anschlag in die Bohrung 72 in einer Halb-Schale 37d eingeschraubt. Im Anschluss daran wird die Halb-Schale 37d auf den Walzenkern 18d aufgesetzt, wobei die Stifte 45d mit den halbseitig offenen Sacklochbohrungen 46d in Eingriff kommen und die Halb-Schalen 37d in einer bestimmten Position auf dem Kern 18d fixieren. Im Anschluss daran wird der am äußeren Ende einen Innen-Sechs-Kant aufweisende Gewindestift 75 mit einem zugehörigen Werkzeug von außen durch die Bohrung 72 hindurch mit dem inneren Gewindeabschnitt 77 in das Innengewinde 74 des Gewindeeinsatzes 70 geschraubt. Da die Steigung des Innengewindes 74 im Gewindeeinsatz 70 größer ist, als die Steigung des Gewindes 73 in der Halb-Schale 37d, dreht sich der Gewindestift 75 je Umdrehung in den Walzenkern 17d schneller ein, als er aus der Halb-Schale 37d herausgedreht wird. Hierdurch wird die Halb-Schale 37d auf dem Walzenkern 17d festgezogen. Um sicherzustellen, dass der Gewindestift 75 in ausreichend viele Gewindegänge im Gewindeeinsatz 70 eingeschraubt wird, sollte im Bereich der beiden Bohrungen 69 und 72 in radialer Richtung ein Spalt verbleiben, wenn die Halb-Schale 37d auf den Walzenkern 18d aufgelegt wird. Dieser Spalt wird dann beim Einschrauben des Gewindestifts 75 zugezogen. Die Demontage der Halb-Schale 37d ist entsprechend einfach.The following describes the assembly of the half-
Claims (8)
- A cutting arrangement which is disposed on a distance of travel of a web of corrugated board (1) that is continuously produced by a corrugating machine, the cutting arrangement comprisinga. a blade shaft (32) which is mounted for drivable rotation about a blade-shaft axis of rotation (31) and which has at least one circular blade (34); andb. a brush roll (16; 16a; 16d) which is disposed opposite the blade shaft (32) and mounted for rotation about a brush-roll axis of rotation (15), supporting the web of corrugated board (1), which passes between the blade shaft (32) and the brush roll (16; 16a; 16d), when the web of corrugated board (1) is cut by the at least one circular blade (34);c. the brush roll (16; 16a; 16d) possessing shells (37; 37a; 37b; 37c; 37d) which are disposed on a roll core (17; 17a; 17d) and have a cross-sectional shape of a segment of a circle and which havei. an outside (39) and an inside (40) that is turned towards the roll core (17; 17a; 17d);ii. bristles which stand out from the outside (39);iii. torque-transmission means (44, 45, 46; 52, 54; 75) for transmitting torque from the roll core (17; 17a; 17d) to the shells (37; 37a; 37b; 37c; 37d); andiv. fastening means (49, 51; 75) for fixing the shells (37; 37a; 37b; 37c; 37d) to the roll core (17; 17a).d. in which holes (44, 46; 69, 72) are provided in the roll core (17; 17d) and on the inside (40) of the shells (37; 37d), respectively accommodating a fastening pin (45; 75) for non-rotary connection of the shell (37; 37d) with the roll core (17; 17d),
characterized in thate. the fastening pin (75) comprises two threaded portions (76, 77) of different pitch. - A cutting arrangement according to claim 1, characterized in that the shells (37; 37a; 37b; 37c; 37d) are half-shells.
- A cutting arrangement according to claim 1 or 2, characterized in that the shells (37; 37a; 37b; 37c; 37d) form a closed brush sleeve (38; 38a) on the roll core (17; 17a).
- A cutting arrangement according to one of the preceding claims, characterized in that annular ribs (42; 42a; 42d) are provided on the roll core (17; 17a; 17d), which project radially at least along part of the periphery.
- A cutting arrangement according to claim 4, characterized in that ring grooves (43; 53; 43d) are provided on the inside (40) of the shells (37; 37a; 37b; 37c; 37d), which cooperate with the ribs (42; 42a; 42d) for fixing the shells (37; 37a; 37b; 37c; 37d) axially and/or for fixing the shells (37; 37a; 37b; 37c; 37d) tangentially.
- A cutting arrangement according to one of the preceding claims, characterized in that in the vicinity of the axial or tangential ends of the shells (37c; 37d), the bunches of bristles (61c, 62c, 65) incline towards the respective end, in particular combining with a radius to make an angle of b > 0°.
- A cutting arrangement according to one of the preceding claims, characterized in that two adjacent shells (37b) interengage in the way of fingers in the vicinity of their respective tangential ends.
- A shell for use in a cutting arrangement according to one of the preceding claims for being fixed to a roll core (17; 17a; 17d), the shell comprisinga. a basic structure (57; 57a) in the cross-sectional shape of a segment of a circle;b. an outside (39) and an inside (40);c. bristles which project outwards from the outside (40);d. torque-transmission means (44, 45, 46; 52, 54; 75) for transmitting torque from the roll core (17; 17a; 17d) to the basic structure (57; 57a) a hole (72) for accommodating the fastening pin (75); ande. fastening means (49, 51; 75) for fixing the basic structure (57; 57a) to the roll core (17; 17a; 17d),
characterized in thatf. the fastening pin (75) comprises two threaded portions (76, 77) of different pitch.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004026321 | 2004-05-26 | ||
| PCT/EP2005/005590 WO2005118238A1 (en) | 2004-05-26 | 2005-05-24 | Brush cylinder |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1651398A1 EP1651398A1 (en) | 2006-05-03 |
| EP1651398B1 true EP1651398B1 (en) | 2007-03-07 |
Family
ID=34968794
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20050745728 Active EP1651398B1 (en) | 2004-05-26 | 2005-05-24 | Brush cylinder |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8468921B2 (en) |
| EP (1) | EP1651398B1 (en) |
| CN (1) | CN100398275C (en) |
| AT (1) | ATE355942T1 (en) |
| DE (1) | DE502005000449D1 (en) |
| WO (1) | WO2005118238A1 (en) |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2315198B1 (en) * | 2007-09-14 | 2010-02-18 | Rotary Diecutting Montenegro, S.A. | COUNTER-TROQUEL FOR CYLINDERS OF ROTATING TROQUELING MACHINES. |
| ITBO20080733A1 (en) * | 2008-12-04 | 2010-06-05 | L C R Macchine Automatiche S R L | MACHINE FOR CARTON AND SIMILAR MATERIALS |
| ES2357123B1 (en) * | 2009-04-03 | 2012-05-25 | Comercial Industrial Maquinaria Carton Ondulado S.L | AGAINST TROQUEL CYLINDER FOR A TROQUELING MACHINE |
| PL2298678T3 (en) * | 2009-09-18 | 2012-07-31 | Reifenhaeuser Gmbh & Co Maschf | Coiling device |
| IT1398234B1 (en) * | 2010-02-22 | 2013-02-22 | L C R Macchine Automatiche S R L | MACHINE FOR PROCESSING MATERIAL IN SHEETS OR SHEETS. |
| EP2439028B1 (en) * | 2010-10-06 | 2013-06-19 | Lin Tzu-Che | Paperboard slitter machine |
| DE102011105911A1 (en) | 2011-06-28 | 2013-01-03 | Josef Weber | Longitudinal cutting device used for cutting corrugated cardboard sheet, has corrugator that is comprised of longitudinal grinding knives and grinding facilities that are equipped with grinding discs |
| CN103374850B (en) * | 2012-04-27 | 2016-09-21 | Bhs波纹机械和设备制造有限公司 | The method performing format change in continuous print corrugated cardboard width |
| CN103453008A (en) * | 2013-07-23 | 2013-12-18 | 杭州电子科技大学 | Freely combined brush roller |
| ES2540377B1 (en) * | 2013-12-05 | 2016-04-21 | Tkt Brainpower Engineering, S.L. | Cutting device for flexible material |
| FR3014357B1 (en) * | 2013-12-11 | 2016-03-18 | Bobst Lyon | TOOL BUTTON, SLEEVE, DEVICE FOR PROCESSING PLATE ELEMENT, PROCESSING UNIT AND PACKAGING MANUFACTURING MACHINE |
| JP6640234B2 (en) * | 2015-02-12 | 2020-02-05 | ディカー インコーポレーテッド | Cylindrical attachable rotating sleeve |
| CN107921702B (en) | 2015-08-26 | 2020-06-26 | 海克恩系统有限公司 | Method and apparatus for building 3D objects from multiple layers of pre-stripped substrates |
| CN108058204A (en) * | 2017-11-29 | 2018-05-22 | 江门市浩昌电子有限公司 | A kind of wiring board cutting device for processing |
| DE102018208607A1 (en) * | 2018-05-30 | 2019-12-05 | Bhs Corrugated Maschinen- Und Anlagenbau Gmbh | brush roll |
| IT201800002834U1 (en) * | 2018-06-21 | 2019-12-21 | CYLINDRICAL BRUSH | |
| CN110664104A (en) * | 2019-09-12 | 2020-01-10 | 安徽省潜山县富源特种制刷有限公司 | Industrial roller brush |
| EP4122660A1 (en) | 2021-07-20 | 2023-01-25 | Rodicut Industry S.A.U. | Protective cover for a counter-die cylinder of a die cutting machine |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1539826A (en) * | 1923-11-14 | 1925-06-02 | American Optical Corp | End-piece-clamping means |
| US2360826A (en) * | 1939-02-23 | 1944-10-24 | Economy Screw Corp | Self-locking screw or bolt |
| US2485280A (en) * | 1947-01-16 | 1949-10-18 | Worthington Pump & Mach Corp | Differential screw jack |
| US3285642A (en) * | 1962-09-17 | 1966-11-15 | Sauer Mach Co L E | Split rotary anvil, head, and the like |
| US3405751A (en) * | 1966-07-15 | 1968-10-15 | Thompson Wendell L | Element having continuous thread, portion of thread being longitudinally variable inlength |
| US3618436A (en) * | 1969-08-25 | 1971-11-09 | Donald A Brown | Brush surfaced anvil for rotary sheet-cutting equipment |
| US3604302A (en) * | 1970-02-13 | 1971-09-14 | Dovey Mfg Co | Brush anvil |
| DE2225152A1 (en) * | 1972-05-24 | 1973-12-06 | Messerfabrik Neuenkamp Gmbh | DEVICE FOR CUTTING CORRUGATED SHEETS IN LONGITUDINAL STRIPS |
| US3876318A (en) * | 1973-07-16 | 1975-04-08 | Standard Pressed Steel Co | Shaft gripping collar |
| US3942210A (en) * | 1974-02-07 | 1976-03-09 | Clark Gaylord J | Brush frame and shell |
| US4397484A (en) * | 1982-04-16 | 1983-08-09 | Mobil Oil Corporation | Locking coupling system |
| US4661031A (en) * | 1982-06-04 | 1987-04-28 | R&H Technology, Inc. | Fatigue resistant fastener assembly |
| USRE32986E (en) * | 1985-01-19 | 1989-07-18 | Reich Spezialmaschinen Gmbh | Device for scoring workpieces |
| DE3501657A1 (en) * | 1985-01-19 | 1986-07-24 | Reich Spezialmaschinen GmbH, 7440 Nürtingen | DEVICE FOR SCREWING WORKPIECES |
| US5378051A (en) * | 1989-09-18 | 1995-01-03 | Oy C.E. Lindren Ab | Method of making a brush element for a brush roller |
| CH682645A5 (en) * | 1990-02-21 | 1993-10-29 | Peters W Maschf | Splitting machine in a long strip of material that scrolls. |
| US5299375A (en) * | 1991-01-24 | 1994-04-05 | Laser Devices, Inc. | Laser diode alignment mechanism |
| DE4305158C3 (en) | 1993-02-19 | 2003-10-30 | Bhs Corr Masch & Anlagenbau | Corrugated cardboard machine for the production of single-sided corrugated cardboard |
| DE19536007A1 (en) * | 1995-09-28 | 1997-04-03 | Bhs Corr Masch & Anlagenbau | Machine for producing a web of corrugated cardboard laminated at least on one side |
| CH691038A5 (en) * | 1996-02-06 | 2001-04-12 | Hct Shaping Systems Sa | Wire sawing device for cutting thin slices. |
| US5997012A (en) * | 1996-06-27 | 1999-12-07 | Brian; Frank J. | Differential thread control of chuck gripping of work |
| US6629482B2 (en) * | 2001-06-15 | 2003-10-07 | Day International, Inc. | Boltless cutting mat lock up |
| DE10131833A1 (en) | 2001-06-30 | 2003-01-16 | Bhs Corr Masch & Anlagenbau | Skew compensation device for corrugated cardboard |
| JP4171631B2 (en) * | 2001-09-25 | 2008-10-22 | 株式会社青山製作所 | bolt |
-
2005
- 2005-05-24 WO PCT/EP2005/005590 patent/WO2005118238A1/en active IP Right Grant
- 2005-05-24 DE DE200550000449 patent/DE502005000449D1/en active Active
- 2005-05-24 CN CNB2005800012262A patent/CN100398275C/en active Active
- 2005-05-24 US US10/572,581 patent/US8468921B2/en active Active
- 2005-05-24 AT AT05745728T patent/ATE355942T1/en not_active IP Right Cessation
- 2005-05-24 EP EP20050745728 patent/EP1651398B1/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US8468921B2 (en) | 2013-06-25 |
| ATE355942T1 (en) | 2007-03-15 |
| US20070028741A1 (en) | 2007-02-08 |
| EP1651398A1 (en) | 2006-05-03 |
| DE502005000449D1 (en) | 2007-04-19 |
| CN1878643A (en) | 2006-12-13 |
| CN100398275C (en) | 2008-07-02 |
| WO2005118238A1 (en) | 2005-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1651398B1 (en) | Brush cylinder | |
| DE3685910T2 (en) | ROTATING CUTTER FOR PAPER. | |
| DE3805379C2 (en) | ||
| EP1738905B1 (en) | Cylinder of a rotary printing machine with a slit along the axis of the cylinder | |
| DE69103588T2 (en) | Ball rotation drive. | |
| WO2012117033A1 (en) | Die stock | |
| EP3609714A1 (en) | Printer for printing marking strips | |
| CH676566A5 (en) | ||
| DE102004023743A1 (en) | Milling head for milling chamfers | |
| DE2707842B2 (en) | Rasp tool for a peeling and rasp device for removing tire treads | |
| EP0318669A1 (en) | Flexible coupling with spring discs | |
| EP3234389B1 (en) | Clutch element and clutch arrangement for the axial transmission of torque, and multiple disc arrangement therefor | |
| EP3575252A1 (en) | Brush roller | |
| DE102005024425A1 (en) | Conveying apparatus for cardboard production machine has open drillings, lock pins and open pocket bores through which torque is transmitted from roller core to shells of brush roller | |
| EP0717666B1 (en) | Continuously adjustable brush carrier | |
| DE3217242C2 (en) | Device for cutting an unprofiled belt sleeve for the production of an endless power transmission belt | |
| EP1637771A2 (en) | Threaded drive unit | |
| DE102023001661B3 (en) | Knife shaft for a cutting unit of a cutting device | |
| EP0996527B1 (en) | Slitter with its own suspension for longitudinal cutting machines with scissors cutting | |
| EP0703047A2 (en) | Perforating device | |
| EP1495845B1 (en) | Rotary cutting blade | |
| DE10163968B4 (en) | Turasrad for a chain drive | |
| AT409810B (en) | Scheibenmähwerk | |
| DE102004020301B3 (en) | Deviating roller used in the sub-structure of a folding device of a rotary printing machine has a wave profile with a specified depth of the diameter of the roller | |
| DE9313723U1 (en) | Step bolt thread cleaning |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20060303 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070307 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070307 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070307 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070307 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| DAX | Request for extension of the european patent (deleted) | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 502005000449 Country of ref document: DE Date of ref document: 20070419 Kind code of ref document: P |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20070404 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070607 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070618 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070707 |
|
| ET | Fr: translation filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070807 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070307 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| BERE | Be: lapsed |
Owner name: BHS CORRUGATED MASCHINEN-UND ANLAGENBAU G.M.B.H. Effective date: 20070531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070307 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070307 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070307 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070307 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070531 |
|
| 26N | No opposition filed |
Effective date: 20071210 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070531 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070307 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070608 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070524 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070307 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070307 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070524 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070607 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070908 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070307 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090531 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090531 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230527 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240522 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240517 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240522 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240531 Year of fee payment: 20 |