EP1644546B1 - Use of pipes made from al/zn/mg/cu alloys with improved compromise between static mechanical properties and tolerance to damage - Google Patents
Use of pipes made from al/zn/mg/cu alloys with improved compromise between static mechanical properties and tolerance to damage Download PDFInfo
- Publication number
- EP1644546B1 EP1644546B1 EP04767427.0A EP04767427A EP1644546B1 EP 1644546 B1 EP1644546 B1 EP 1644546B1 EP 04767427 A EP04767427 A EP 04767427A EP 1644546 B1 EP1644546 B1 EP 1644546B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- preferentially
- use according
- hours
- stage
- mpa
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/10—Alloys based on aluminium with zinc as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/053—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys with zinc as the next major constituent
Definitions
- the present invention relates to alloys of Al-Zn-Mg-Cu type with compromised static mechanical characteristics - improved damage tolerance, as well as structural elements for aeronautical construction incorporating wrought half-products made from these alloys.
- Al-Zn-Mg-Cu alloys (belonging to the family of 7xxx alloys) are commonly used in aircraft construction, and in particular in the construction of civil aircraft wings.
- a skin made of alloy plates 7150, 7055, 7449, and possibly stiffeners profiles of alloys 7150, 7055 or 7449.
- the alloys 7150, 7050 and 7349 are also used for the manufacture of fuselage stiffeners.
- the 7475 alloy is sometimes used for the manufacture of lower wing panels, in particular by machining of heavy plates, whereas the spun wing stiffeners are usually made of alloys of 2xxx type (eg 2024, 2224, 2027).
- alloys 7075 and 7175 (zinc content between 5.1 and 6.1% by weight), 7475 (zinc content between 5.2 and 6.2%) , 7050 (zinc content between 5.7 and 6.7%), 7150 (zinc content between 5.9 and 6.9%) and 7049 (zinc content between 7.2 and 8.2%). These alloys have different compromises between toughness and yield strength.
- the patent application EP 0 257 167 A1 discloses an alloy developed specifically for the reverse spin fabrication of pressure-resistant hollow bodies.
- This alloy has the composition (in percent by mass): Zn 6.25 - 8.0 Mg 1,2 - 2,2 Cu 1,7 - 2,8 Zr ⁇ 0.05 Fe ⁇ 0.20 (Fe + Si) ⁇ 0.40 Cr 0.15 - 0.28 Mn ⁇ 0.20 Ti ⁇ 0.05.
- R m 530 MPa
- values of R p0.2 480 MPa
- A 15.4%.
- Also known alloy 7040 whose standardized chemical composition is: Zn 5.7 - 6.7 Mg 1.7 - 2.4 Cu 1,5 - 2,3 Zr 0.05 - 0.12 If ⁇ 0.10 Fe ⁇ 0.13 Ti ⁇ 0.06 Mn ⁇ 0.04 other elements ⁇ 0.05 each and ⁇ 0.15 in total.
- Alloy 7085 is also known whose standardized chemical composition is: Zn 7.0 - 8.0 Mg 1,2 - 1,8 Cu 1,3 - 2,0 Zr 0.08 - 0.15 If ⁇ 0.06 Fe ⁇ 0.08 Ti ⁇ 0.06 Mn ⁇ 0.04 Cr ⁇ 0.04 other elements ⁇ 0.05 each and ⁇ 0.15 in total.
- the problem to which the present invention attempts to respond is to propose a wrought product of Al-Zn-Mg-Cu type alloy which makes it possible to achieve very high levels of static mechanical resistance while presenting a level of sufficient in other properties of use, including toughness, corrosion resistance and fatigue crack propagation resistance (cracking) for use in the manufacture of structural parts or components that meet high requirements such as frames, forks and handlebars of cycles or baseball bats.
- the metallurgical states are defined in the European standard EN 515.
- the chemical composition of standardized aluminum alloys is defined for example in the standard EN 573-3.
- the static mechanical characteristics ie the breaking strength R m , the yield stress R p0,2 , and the elongation at break A, are determined by a tensile test according to EN 10002-1 standard, the location and direction of specimen collection being defined in EN 485-1.
- the yield strength in compression was measured by a test according to ASTM E9.
- Toughness K IC was measured according to ASTM E 399.
- the R-curve is determined according to ASTM 561-98 standard. From the curve R, the critical stress intensity factor K C is calculated, ie the intensity factor which causes the instability of the crack.
- the stress intensity factor K CO is also calculated by assigning to the critical load the length initial crack, at the beginning of monotonous loading. These two values are calculated for a specimen of the desired shape. K app denotes the K CO corresponding to the test piece used to perform the R curve test. The resistance to exfoliating corrosion was determined according to the EXCO test described in the ASTM G34 standard.
- machining includes any material removal process such as turning, milling, drilling, reaming, tapping, EDM, grinding, polishing.
- spun product also includes products that have been drawn after spinning, for example by cold drawing through a die. It also includes drawn products.
- structural element refers to an element used in mechanical engineering for which the static and / or dynamic mechanical characteristics are of particular importance for the performance and integrity of the structure, and for which a calculation of the structure is usually prescribed or performed. It is typically a mechanical part whose failure is likely to endanger the safety of said construction, its users, its users or others.
- these structural elements include the elements that make up the fuselage (such as fuselage skin (fuselage skin in English), stiffeners or stringers, bulkheads, fuselage (circumferential frames), wings (such as wing skin), stiffeners (stiffeners), ribs (ribs) and spars) and empennage including horizontal stabilizers and vertical stabilizers horizontal or vertical stabilizers, as well as floor beams, seat tracks and doors.
- fuselage such as fuselage skin (fuselage skin in English
- stiffeners or stringers such as fuselage skin
- bulkheads fuselage (circumferential frames)
- wings such as wing skin
- stiffeners stiffeners (stiffeners), ribs (ribs) and spars
- empennage including horizontal stabilizers and vertical stabilizers horizontal or vertical stabilizers, as well as floor beams, seat tracks and doors.
- monolithic structure element refers to a structural element that has been obtained from a single piece of semi-finished product, rolled, forged or molded, without assembly, such as riveting, welding, bonding, with another room.
- TEQ 160 ° VS exp Q R 1 160 + 273 1 t real + 273 ⁇ t real
- TEQ (160 ° C) is the time equivalent to 160 ° C corresponding to an income of a duration of real t at real T (in ° K)
- Q is an activation energy of 132000 kJ / mol
- R 8.31 kJ / mol / (° K).
- the problem is solved by the use of products spun in the form of a tube having the combination of a fine adjustment of the content of alloying elements and conditions of the heat treatment, in particular the homogenization of the raw forms. , as well as the solution and the income of the products obtained by hot transformation.
- the content of alloying elements must not significantly exceed their solubility limit, otherwise the persistence of intermetallic phases during the dissolution process, which can adversely affect damage tolerance.
- the copper content can be brought to a level fairly close to the solubility limit, which depends on the magnesium content.
- a composition in which 3.8 ⁇ Cu + Mg ⁇ 4.8, and preferably 3.9 ⁇ Cu + Mg ⁇ 4.7 is preferred.
- 4.0 ⁇ Cu + Mg ⁇ 4.8 is chosen.
- 4.1 ⁇ Cu + Mg ⁇ 4.7 is chosen below a magnesium content of about 1.6% there is a risk of slits forming during casting, and a minimum content of about 1.7% or even 1.8% is preferred.
- the ratio Cu / Mg must be at least 1.0 in order to obtain a good compromise of properties, and in particular a good tolerance to damage, but must not exceed 1.5 to ensure acceptable flowability. It is preferred that it be between 1.1 and 1.5, and even more preferably between 1.1 and 1.4. The applicant has found that above a magnesium content of about 2.2%, it no longer obtains acceptable toughness properties.
- the magnesium and copper content is chosen such that 4.2 ⁇ Cu + Mg ⁇ 4.7 and Cu / Mg are between 1.15 and 1.45.
- the addition of zirconium at a level of 0.08-0.20% limits the recrystallization.
- a Zr content of not more than 0.15% is preferred to avoid the formation of primary phases.
- these antirecrystallizing elements are added, their sum is limited by the appearance of the same phenomenon.
- only zirconium is added.
- This alloy is then cast according to one of the techniques known to those skilled in the art to obtain a raw form, such as a spinning billet or a rolling plate.
- This raw form is then homogenized.
- the purpose of this heat treatment is threefold: (i) to dissolve the coarse soluble phases formed on solidification (ii) to reduce the concentration gradients to facilitate the dissolution stage and (iii) to precipitate the dispersoids in order to limit / to suppress the recrystallization phenomena during the dissolution stage.
- the Applicant has found that the alloy according to was characterized by a particularly low end of solidification temperature compared to the 7040, 7050 or 7475 type alloys. The same is true of the temperature above which the partial melting is observed. from the alloy to the thermodynamic equilibrium (so-called solidus temperature).
- the homogenization is carried out in two stages, with a first stage between 452 and 473 ° C., typically for a period of between 4 and 30 hours (preferably between 4 and 15 hours), followed by second step between 465 and 484 ° C, and preferably between 467 and 481 ° C, typically for a period of between 4 and 30 hours (preferably between 4 and 16 hours).
- the first step is carried out between 457 and 463 ° C, and the second between 467 and 474 ° C.
- the homogenization is carried out in a single stage with a linear rise at 40 ° C. per hour to a temperature of between 467 and 481 ° C., preferably between 471 and 481 ° C., and typically during a duration of between 4 and 30 hours. It is also possible to homogenize in three stages.
- the homogenization can also be carried out in a single step, with a temperature rise below 200 ° C./h, and preferably between 20 and 50 ° C./h up to a plateau between 465 and 484 ° C., and preferentially between 471 and 481 ° C.
- the raw form is then hot processed to form products spun in the form of tubes.
- the spinning is preferably done at a die temperature included between 380 and 430 ° C, and preferably between 390 and 420 ° C, by one of the methods known to those skilled in the art, such as direct spinning or reverse spinning. It is preferred that the hot-spinning process be carried out with a billet temperature between 400 and 460 ° C, and preferably between 420 ° C and 440 ° C. It is thus possible to obtain spun products which nowhere show a coarse cortical layer with a thickness greater than 3 mm, and preferably limited to 1 mm, especially in the case of less thick spun products.
- the hot transformation can optionally be followed by a cold transformation.
- spun and drawn tubes can be made.
- the temperature is continuously increased for a period of between 2 and 6 hours, and preferably approximately 4 hours, up to a temperature of between 470 and 500 ° C. (preferentially not exceeding 485 ° C.). ° C), preferably between 474 and 484 ° C, and even more preferably between 477 and 483 ° C, and maintains the product at this temperature for a period of between 1 and 10 hours, and preferably about 2 to 4 hours.
- the products are quenched, preferably in a preferably liquid quenching medium such as water, said liquid preferably having a temperature not exceeding 40 ° C.
- the products can be subjected to controlled traction with a permanent elongation of the order of 1 to 5%, and preferably 1.5 to 3%.
- a first stage of between 110 ° C and 130 ° C is suitable.
- the first stage is between 115 ° C and 125 ° C.
- an equivalent TEQ treatment time (160 ° C.) of between 0.1 and 2 hours, and preferably between 0.1 and 0.5 hours, may be used.
- the second stage is advantageously between 150 and 170 ° C.
- the equivalent treatment time TEQ (160 ° C) for this second stage is advantageously between 4 and 16 hours, and preferably included between 6 and 12 o'clock. If the aim is to optimize the compromise between R 0.2 and K IC , a second longer stage at a temperature of between 150 ° C and 170 ° C is preferable, for example an equivalent treatment time TEQ (160 ° C) included between 16 and 30 hours. In an advantageous embodiment, the second stage was carried out at a temperature of 160 ° C. for 24 hours. In a first particular embodiment, the temperature of the second stage is between 155 and 165 ° C.
- this second stage is particularly important for the final properties of the product.
- the second stage is between 157 and 163 ° C, and its duration is between 6 and 10 hours.
- the second stage is carried out at a slightly lower temperature, between 150 and 160 ° C.
- a temperature of the order of 115 to 145 ° C for a duration of the order of 4 to 50 hours, for example 48 hours at 120 ° C.
- an equivalent TEQ processing time (160 ° C.) of the order of 0.6 hours to 1.20 hours can be used.
- the use according to the invention is very interesting for applications that require both a high mechanical strength, and a high tolerance against occasional overloads without leading to the sudden rupture of the part.
- the use of spun products in the form of tubes according to the invention is suitable for the manufacture of parts or structural elements which meet high safety requirements. Applicant has manufactured by spinning, possibly followed by a cold drawing, tubes for the manufacture of frames, forks and handlebar cycles (bicycles, tricycles, motorcycles etc.), or baseball bats.
- a method of manufacture is preferably chosen which leads to a fiber structure of the tubes.
- Examples 1 to 5 and the alloys N and O of Example 6 are not part of the invention but are useful for understanding the invention.
- the content of Cu, Mg and Zn was determined by chemical analysis after dissolution of a part of the sample, while the other elements were determined by solid X-ray spectroscopy.
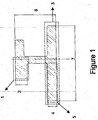
- Section sections "I" were spun (see Figure 1 : thickness of the order of 17 mm to 22 mm, width of the order of 160 mm and height of the order of 80 mm) from peeled billet diameter 270 mm, at a temperature of between 390 and 410 ° C and a container temperature of between 400 and 420 ° C, with an exit velocity of about 0.5 m / min.
- the profiles were dissolved by increasing the temperature continuously for 3 hours to 481 ⁇ 3 ° C and keeping them at this temperature for 6 hours, then quenched in water between 22 and 25 hours. ° C and tractionned with a permanent deformation between 1.5 and 3%. Over-treatment was then performed to obtain T76 products.
- the over-income was carried out in two stages: first at 120 ° C for 6 hours, then at 160 ° C for a variable period.
- the thickness of the recrystallized coarse grain layer measured in the center of the soleplate is less than 1 mm.
- To characterize the products obtained their static mechanical characteristics (R m , R p0.2 , A) according to EN 10001-2, their resistance to exfoliating corrosion according to ASTM G34 ("Exco" test), their resistance were determined.
- Table 2 shows the influence of the duration of the second income stage on certain properties measured at the end of the profile; the mechanical characteristics having been measured at 20 ° C.
- the results of the tensile test were obtained on specimen of circular section, diameter 10 mm, half-thickness and half-width in the long branch.
- the KIc toughness results were obtained on specimens taken at mid-thickness and mid-width in the long branch or the thickest branch.
- the EXCO corrosion results were obtained on specimens taken at mid-thickness and half-width in the branch.
- the results of Kapp were obtained on specimens mid-thickness and centered in the sole of the profile containing the long branch.
- the "Compact-voltage panel" type samples were taken at mid-thickness and half-width of the sole at the end of the profile.
- the products were put in solution with a rise in temperature in 35 minutes up to 479 ⁇ 2 ° C, with a step of 4 hours at this temperature.
- the quenching was carried out in cold water.
- the flats were tractionned with a permanent elongation of between 1.5 and 3%.
- the income was made in two stages: 6 hours at 120 ° C + 8 hours at 160 ° C.
- Ultrasonic testing verified the absence of internal defects (class AA MIL-STD-2154).
- the thickness of the recrystallized coarse grain layer measured at the center of the soleplate is less than 1 mm.
- results of the tensile and compressive test are given in Table 6.
- the results of the tensile test were obtained on specimens of circular section, diameter 10 mm, at mid-thickness at the end of the flat and in two positions. in the section: mid-width and edge.
- the results of the compression test were obtained on specimen of circular section, diameter 10 mm, at mid-thickness at the end of the flat and at two positions in the section: at mid-width and edge.
- the T6 state is close to the 6 hour point at 120 ° C + 1 h at 160 ° C.
- Table 10 shows some tenacity-static mechanical characteristics compromise for some points corresponding to T7x states. The test conditions are the same as those presented in Example 1.
- Table 10 Duration of the 2nd stage of income 8 am 12 h 24 h TEQ (160 ° C) 8.71 h 12.71 h 24.71
- EXCO surface P P P EXCO: T / 2 EB EB EA / EB K app (LT) [MPa ⁇ m] 86.4 83.1 80.0 R m (L) [MPa] 619 614 576 R p0.2 (L) [MPa] 588 577 522 A (L) [%] 12.5 10.9 11.7
- EXCO resistance to exfoliating corrosion, determined by EXCO surface test; mid-thickness (T / 2)
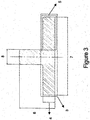
- Inverted section 'T' sections were spun (see Figure 3 : thickness of the sole of the order of 25 mm, width of the reinforcement of the order of 40 mm, width of the sole of the order of 180 mm and height of the order of 70 mm) from billets of composition K (see example 2).
- the spinning conditions were similar to those of Example 2.
- the profiles labeled X, Y and Z have separately undergone the stages of solution dissolution, quenching and traction.
- the profiles X and Y have been dissolved as in Example 2.
- the Z profile has been dissolved in a temperature rise between 1h and 2h and maintaining 3 hours at 480 ⁇ 2 ° C.
- the three sections were soaked in cold water and triturated between 1.5% and 3%.
- the profiles have been rectified to improve their straightness.
- the income was made in two stages with a first 6 hour stage at 120 ° C.
- Ultrasonic testing was performed to check for internal defects (Class A, MIL-STD-2154).
- the thickness of the recrystallized coarse grain layer measured at the center of the soleplate is less than 1 mm.
- Tables 11, 12 and 13 show the influence of the duration of the second income stage on certain properties of the product for the three profiles respectively X, Y and Z; the mechanical characteristics having been measured at 20 ° C.
- the test conditions are the same as those presented in Example 1.
- the results of the tensile test were obtained on specimen of circular section, diameter 10 mm, half-thickness and half-width in the long limb. .
- the KIc toughness results and EXCO corrosion was obtained on specimens taken at mid-thickness and mid-width in the long limb.
- the results of Kapp were obtained on specimens centered in the sole of the profile containing the long branch.
- the products were dissolved with a rise in temperature between 1h and 2h up to 480 ⁇ 2 ° C, with a plateau of 3 hours at this temperature.
- the quenching was carried out in cold water between 21 and 22 ° C. Then the extruded sections and quenched were triturated with a permanent elongation of between 1.5 and 3%.
- the profiles have been rectified to improve their straightness.
- a first income of 6h at 120 ° C was achieved.
- Ultrasonic testing was performed to check for internal defects (Class A, MIL-STD-2154).
- a second income was made for 8 hours at 160 ° C.
- the thickness of the recrystallized coarse grain layer measured at the center of the soleplate is less than 1 mm.
- the results of the tensile test (on specimen of circular section, diameter 10 mm, taken at the end of the profile, at mid-thickness and half-width in the long branch) are collated in table 16.
- This table also contains the toughness results and Kapp both taken from the soleplate.
- the test conditions are the same as those presented in Example 1 except for the thickness B of the CCT test specimen for Kapp characterization which is 5 mm.
- Bills with L, M, N and O compositions were cast with diameters of 200 mm (see Table 17). All the compositions have undergone the same homogenization between 473 ° C. and 481 ° C. for 15 hours. After homogenization the billets were crimped and drilled in the center to allow needle spinning. Seamless tubes were spun. The spinning blanks were cold drawn to produce tubes with a diameter of between 20 and 30 mm and a wall thickness between 2 and 5 mm. Cold drawing increases the stored energy that is the main driver of recrystallization. The variation of the transition elements (see Table 17) made it possible to generate different microstructures. After stretching; the tubes were dissolved at temperatures above 480 ° C for 1 h before cold water quenching ( ⁇ 20 ° C).
- the T6 state is close to the 6 hour point at 120 ° C + 1 h at 160 ° C.
- alloy tube L is used for sports and leisure market applications: frames, forks and handlebars cycles, baseball bats, such use of alloy tube L being according to the invention.
Description
La présente invention concerne les alliages de type Al-Zn-Mg-Cu à compromis caractéristiques mécaniques statiques - tolérance aux dommages améliorée, ainsi que des éléments structuraux pour construction aéronautique incorporant des demi-produits corroyés élaborés à partir de ces alliages.The present invention relates to alloys of Al-Zn-Mg-Cu type with compromised static mechanical characteristics - improved damage tolerance, as well as structural elements for aeronautical construction incorporating wrought half-products made from these alloys.
On sait que lors de la fabrication de demi-produits et éléments structuraux pour construction aéronautique, les diverses propriétés recherchées ne peuvent pas être optimisées toutes en même temps et les unes indépendamment des autres. Lorsque l'on modifie la composition chimique de l'alliage ou les paramètres des procédés d'élaboration des produits, plusieurs propriétés critiques peuvent même montrer des tendances antagonistes. Tel est parfois le cas des propriétés rassemblées sous le terme « résistance mécanique statique » (notamment la résistance à la rupture Rm et la limite d'élasticité Rp0.2) d'une part, et des propriété rassemblées sous le terme « tolérance aux dommages » (notamment la ténacité et la résistance à la propagation des fissures) d'autre part. Certaines propriétés d'usage comme la résistance à la fatigue, la résistance à la corrosion, l'aptitude à la mise en forme et l'allongement à rupture sont liées d'une façon compliquée et souvent imprévisible aux propriétés (ou « caractéristiques ») mécaniques. L'optimisation de l'ensemble des propriétés d'un matériau pour construction aéronautique fait donc très souvent intervenir un compromis entre plusieurs paramètres-clé.It is known that during the manufacture of semi-finished products and structural elements for aeronautical construction, the various desired properties can not be optimized all at the same time and independently of each other. When modifying the chemical composition of the alloy or the parameters of the product development processes, several critical properties can even show antagonistic tendencies. This is sometimes the case of the properties grouped under the term "static mechanical resistance" (in particular the tensile strength R m and the yield strength R p0.2 ) on the one hand, and the properties gathered under the term "tolerance". damage "(including toughness and resistance to crack propagation) on the other hand. Some common properties such as fatigue strength, corrosion resistance, formability and elongation to failure are complicated and often unpredictable to the properties (or "characteristics") mechanical. The optimization of all the properties of a material for aircraft construction therefore very often involves a compromise between several key parameters.
Les alliages de type Al-Zn-Mg-Cu (appartenant à la famille des alliages 7xxx) sont utilisés couramment en construction aéronautique, et notamment dans la construction des ailes d'avions civils. Pour les extrados des ailes on utilise par exemple une peau en tôles fortes en alliages 7150, 7055, 7449, et éventuellement des raidisseurs en profilés en alliages 7150, 7055 ou 7449. Les alliages 7150, 7050 et 7349 sont aussi utilisés pour la fabrication de raidisseurs de fuselage. L'alliage 7475 est utilisé parfois pour la fabrication de panneaux intrados de voilure, notamment par usinage de tôles fortes, alors que les raidisseurs intrados de voilure filés sont habituellement en alliages de type 2xxx (p.ex. 2024, 2224, 2027).Al-Zn-Mg-Cu alloys (belonging to the family of 7xxx alloys) are commonly used in aircraft construction, and in particular in the construction of civil aircraft wings. For the extrados of the wings is used for example a skin made of alloy plates 7150, 7055, 7449, and possibly stiffeners profiles of alloys 7150, 7055 or 7449. The alloys 7150, 7050 and 7349 are also used for the manufacture of fuselage stiffeners. The 7475 alloy is sometimes used for the manufacture of lower wing panels, in particular by machining of heavy plates, whereas the spun wing stiffeners are usually made of alloys of 2xxx type (eg 2024, 2224, 2027).
Certains de ces alliages sont connus depuis des décennies, comme par exemple les alliages 7075 et 7175 (teneur en zinc entre 5,1 et 6,1 % en poids), 7475 (teneur en zinc entre 5,2 et 6,2 %), 7050 (teneur en zinc entre 5,7 et 6,7 %), 7150 (teneur en zinc entre 5,9 et 6,9 %) et 7049 (teneur en zinc entre 7,2 et 8,2 %). Ces alliages présentent différents compromis entre ténacité et limite élastique.Some of these alloys have been known for decades, such as alloys 7075 and 7175 (zinc content between 5.1 and 6.1% by weight), 7475 (zinc content between 5.2 and 6.2%) , 7050 (zinc content between 5.7 and 6.7%), 7150 (zinc content between 5.9 and 6.9%) and 7049 (zinc content between 7.2 and 8.2%). These alloys have different compromises between toughness and yield strength.
La demande de brevet
La demande de ![]()
![]()
Le brevet
Zn 5,9 - 6,7 ,Mg 1,6 - 1,86 ,Cu 1,8 - 2,4 , Zr 0,08 - 0,15
- Zn 5.9 - 6.7, Mg 1.6 - 1.86, Cu 1.8 - 2.4, Zr 0.08 - 0.15
La demande de brevet
- et comportant chacun
Mg
- and each having Mg 1.5 Zr 0.11,
On connaît par ailleurs l'alliage 7040 dont la composition chimique normalisée est :
On connaît également l'alliage 7085 dont la composition chimique normalisée est :
Plus récemment, la demanderesse a constaté l'intérêt de réduire la concentration en Cu et Mg par rapport à un alliage type 7050 (voir
Le problème auquel essaye de répondre la présente invention est de proposer un produit corroyé en alliage de type Al-Zn-Mg-Cu permettant d'atteindre des niveaux très élevés de résistance mécanique statique tout en présentant un niveau suffisant dans d'autres propriétés d'usage, notamment la ténacité, la résistance à la corrosion et la résistance à la propagation de fissures de fatigue (fissuration) pour être utilisé pour la fabrication de pièces ou éléments de structure qui répondent à des hautes exigences de sécurité comme des cadres, fourches et guidons de cycles ou de battes de baseball.The problem to which the present invention attempts to respond is to propose a wrought product of Al-Zn-Mg-Cu type alloy which makes it possible to achieve very high levels of static mechanical resistance while presenting a level of sufficient in other properties of use, including toughness, corrosion resistance and fatigue crack propagation resistance (cracking) for use in the manufacture of structural parts or components that meet high requirements such as frames, forks and handlebars of cycles or baseball bats.
L'objet de la présente invention est constitué par l'utilisation d'un produit filé, sous forme de tube en alliage d'aluminium, caractérisé en ce qu'il comprend (en % massiques) :
Zn 6,7 - 7,5 %Cu 2,0 - 2,8 %Mg 1,6 - 2,2 %- Zr 0,08 - 0,20 %
- Fe + Si < 0,20 %
le reste aluminium
pour la fabrication de cadres, fourches et guidons de cycles ou de battes de baseball.The object of the present invention is constituted by the use of a spun product, in the form of an aluminum alloy tube, characterized in that it comprises (in mass%):
- Zn 6.7 - 7.5% Cu 2.0 - 2.8% Mg 1.6 - 2.2%
- Zr 0.08 - 0.20%
- Fe + Si <0.20%
the rest aluminum
for the manufacture of frames, forks and handlebars of cycles or baseball bats.
-
La
figure 1 montre la section de profilés en « I » dont la fabrication est décrite dans l'exemple 1.- 1 = branche épaisse, 2 = Epaisseur de la branche épaisse 1, 3 = semelle,
- 4 = épaisseur de la semelle 3, 5 = branche longue, 6 = hauteur, 7 = largeur.
figure 1 shows the section of "I" profiles whose manufacture is described in Example 1.- 1 = thick branch, 2 =
Thick branch thickness - 4 = thickness of the sole 3, 5 = long branch, 6 = height, 7 = width.
-
La
figure 2 montre la section de profilés dont la fabrication est décrite dans les exemples 3 et 5.Thefigure 2 shows the section of profiles whose manufacture is described in Examples 3 and 5. -
La
figure 3 montre la section de profilés en « T inversé » dont la fabrication est décrite dans l'exemple 4 (mêmes symboles quefigure 1 , 8 = largeur renfort).Thefigure 3 shows the section of "inverted T" sections whose manufacture is described in example 4 (same symbols asfigure 1 , 8 = reinforcement width).
Sauf mention contraire, toutes les indications relatives à la composition chimique des alliages sont exprimées en pourcent massique. Par conséquent, dans une expression mathématique, « 0,4 Zn » signifie : 0,4 fois la teneur en zinc, exprimée en pourcent massique ; cela s'applique mutatis mutandis aux autres éléments chimiques. Sauf indication contraire, toutes les compositions chimiques indiquées dans la présente description et les exemples ont été déterminées sur des échantillons obtenus par prélèvement d'un échantillon représentatif de métal liquide au cours de la coulée, suivi de la solidification du métal liquide prélevé dans une forme qui assure une bonne homogénéité de la concentration des éléments dans le solide. La détermination de la concentration des éléments chimiques a été faite par spectroscopie aux rayons X sur solide ou par analyse en solution. La désignation des alliages suit les règles de The Aluminum Association, connues de l'homme du métier. Les états métallurgiques sont définis dans la norme européenne EN 515. La composition chimique d'alliages d'aluminium normalisés est définie par exemple dans la norme EN 573-3. Sauf mention contraire, les caractéristiques mécaniques statiques, c'est-à-dire la résistance à la rupture Rm, la limite élastique Rp0,2, et l'allongement à la rupture A, sont déterminées par un essai de traction selon la norme EN 10002-1, l'endroit et le sens du prélèvement des éprouvettes étant définis dans la norme EN 485-1. La limite élastique en compression a été mesurée par un essai selon ASTM E9. La ténacité KIC a été mesurée selon la norme ASTM E 399. La courbe R est déterminée selon la norme ASTM 561-98. A partir de la courbe R, on calcule le facteur d'intensité de contrainte critique KC, c'est à dire le facteur d'intensité qui provoque l'instabilité de la fissure. On calcule également le facteur d'intensité de contrainte KCO, en affectant à la charge critique la longueur initiale de la fissure, au début du chargement monotone. Ces deux valeurs sont calculées pour une éprouvette de forme voulue. Kapp désigne le KCO correspondant à l'éprouvette ayant servi à faire le test de courbe R. La résistance à la corrosion exfoliante a été déterminée selon l'essai EXCO décrit dans la norme ASTM G34.Unless stated otherwise, all the information relating to the chemical composition of the alloys is expressed in percent by weight. Therefore, in a mathematical expression, "0.4 Zn" means: 0.4 times the zinc content, expressed in mass percent; this applies mutatis mutandis to other chemical elements. Unless otherwise indicated, all the chemical compositions indicated in the present description and the examples were determined on samples obtained by taking a representative sample of liquid metal during the casting, followed by the solidification of the liquid metal taken in a form. which ensures a good homogeneity of the concentration of the elements in the solid. Determination of the concentration of the chemical elements was made by solid-state X-ray spectroscopy or by solution analysis. The designation of the alloys follows the rules of The Aluminum Association, known to those skilled in the art. The metallurgical states are defined in the European standard EN 515. The chemical composition of standardized aluminum alloys is defined for example in the standard EN 573-3. Unless otherwise stated, the static mechanical characteristics, ie the breaking strength R m , the yield stress R p0,2 , and the elongation at break A, are determined by a tensile test according to EN 10002-1 standard, the location and direction of specimen collection being defined in EN 485-1. The yield strength in compression was measured by a test according to ASTM E9. Toughness K IC was measured according to ASTM E 399. The R-curve is determined according to ASTM 561-98 standard. From the curve R, the critical stress intensity factor K C is calculated, ie the intensity factor which causes the instability of the crack. The stress intensity factor K CO is also calculated by assigning to the critical load the length initial crack, at the beginning of monotonous loading. These two values are calculated for a specimen of the desired shape. K app denotes the K CO corresponding to the test piece used to perform the R curve test. The resistance to exfoliating corrosion was determined according to the EXCO test described in the ASTM G34 standard.
Sauf mention contraire, les définitions de la norme européenne EN 12258-1 s'appliquent. Le terme « tôle » est utilisé ici pour des produits laminés de toute épaisseur.Unless otherwise stated, the definitions of the European standard EN 12258-1 apply. The term "sheet metal" is used here for rolled products of any thickness.
Le terme « usinage » comprend tout procédé d'enlèvement de matière tel que le tournage, le fraisage, le perçage, l'alésage, le taraudage, l'électroérosion, la rectification, le polissage.The term "machining" includes any material removal process such as turning, milling, drilling, reaming, tapping, EDM, grinding, polishing.
Le terme « produit filé » comprend également les produits qui ont été étirés après filage, par exemple par étirage à froid à travers une filière. Il comprend également les produits tréfilés.The term "spun product" also includes products that have been drawn after spinning, for example by cold drawing through a die. It also includes drawn products.
Le terme « élément de structure » se réfère à un élément utilisé en construction mécanique pour lequel les caractéristiques mécaniques statiques et / ou dynamiques ont une importance particulière pour la performance et l'intégrité de la structure, et pour lequel un calcul de la structure est généralement prescrit ou effectué. Il s'agit typiquement d'une pièce mécanique dont la défaillance est susceptible de mettre en danger la sécurité de ladite construction, de ses utilisateurs, des ses usagers ou d'autrui. Pour un avion, ces éléments de structure comprennent notamment les éléments qui composent le fuselage (tels que la peau de fuselage (fuselage skin en anglais), les raidisseurs ou lisses de fuselage (stringers), les cloisons étanches (bulkheads), les cadres de fuselage (circumferential frames), les ailes (tels que la peau de voilure (wing skin), les raidisseurs (stringers ou stiffeners), les nervures (ribs) et longerons (spars)) et l'empennage composé notamment de stabilisateurs horizontaux et verticaux (horizontal or vertical stabilisers), ainsi que les profilés de plancher (floor beams), les rails de sièges (seat tracks) et les portes.The term "structural element" refers to an element used in mechanical engineering for which the static and / or dynamic mechanical characteristics are of particular importance for the performance and integrity of the structure, and for which a calculation of the structure is usually prescribed or performed. It is typically a mechanical part whose failure is likely to endanger the safety of said construction, its users, its users or others. For an aircraft, these structural elements include the elements that make up the fuselage (such as fuselage skin (fuselage skin in English), stiffeners or stringers, bulkheads, fuselage (circumferential frames), wings (such as wing skin), stiffeners (stiffeners), ribs (ribs) and spars) and empennage including horizontal stabilizers and vertical stabilizers horizontal or vertical stabilizers, as well as floor beams, seat tracks and doors.
Le terme « élement de structure monolithique » se réfère à un élément de structure qui a été obtenu à partir d'une seule pièce de demi-produit laminé, filé, forgé ou moulé, sans assemblage, tel que rivetage, soudage, collage, avec une autre pièce.The term "monolithic structure element" refers to a structural element that has been obtained from a single piece of semi-finished product, rolled, forged or molded, without assembly, such as riveting, welding, bonding, with another room.
Dans la détermination des temps de revenu à température donnée, on utilise la notion de temps équivalent à une température de référence (par exemple à 160°C). Le calcul ci-dessous donne la formule utilisée : 
Selon l'invention, le problème est résolu par l'utilisation de produits filés sous forme de tube présentant la combinaison entre un ajustement fin de la teneur en éléments d'alliage et des conditions du traitement thermique, notamment de l'homogénéisation des formes brutes, ainsi que de la mise en solution et du revenu des produits obtenus par transformation à chaud.According to the invention, the problem is solved by the use of products spun in the form of a tube having the combination of a fine adjustment of the content of alloying elements and conditions of the heat treatment, in particular the homogenization of the raw forms. , as well as the solution and the income of the products obtained by hot transformation.
Dans l'utilisation selon l'invention, on prépare d'abord un alliage de composition
Zn 6,7 - 7,5 (de préférence : 6,9 - 7,3) ;Cu 2,0 - 2,8 (de préférence : 2,2 - 2,6) ;Mg 1,6 - 2,2 (de préférence 1,8 - 2,0) ;- Zr 0,08-0,20,
- Fe + Si < 0,20 et préférentiellement < 0,15 ;
le reste aluminium.In the use according to the invention, an alloy of composition is first prepared
- Zn 6.7 - 7.5 (preferably 6.9 - 7.3);
- Cu 2.0 - 2.8 (preferably: 2.2 - 2.6);
- Mg 1.6 - 2.2 (preferably 1.8 - 2.0);
- Zr 0.08-0.20,
- Fe + Si <0.20 and preferentially <0.15;
the rest aluminum.
Dans le cadre de la présente invention, la teneur en éléments d'alliage ne doit pas dépasser de façon significative leur limite de solubilité, car dans le cas contraire, on observe la persistance de phases intermétalliques lors de la mise en solution qui peuvent nuire à la tolérance aux dommages. Pour une teneur en magnésium donnée, la teneur en cuivre peut être portée à un niveau assez proche de la limite de solubilité, qui dépend de la teneur en magnésium. Ainsi, on préfère une composition dans laquelle 3,8 < Cu + Mg < 4,8, et de manière préférentielle 3,9 < Cu + Mg < 4,7 . Dans une réalisation avantageuse de l'invention, on choisit 4,0 < Cu + Mg < 4,8. Dans un autre réalisation avantageuse, on choisit 4,1 < Cu + Mg < 4,7
Au-dessous d'une teneur en magnésium d'environ 1,6 %, on constate un risque de formation de fentes lors de la coulée, et on préfère une teneur minimale d'environ 1,7 % ou même 1,8 %. Le rapport Cu / Mg doit être d'au moins 1,0 afin d'obtenir un bon compromis de propriétés, et notamment une bonne tolérance aux dommages, mais ne doit pas dépasser 1,5 pour assurer une coulabilité acceptable. On préfère qu'il soit compris entre 1,1 et 1,5, et encore plus préférentiellement entre 1,1 et 1,4.
La demanderesse a constaté qu'au-dessus d'une teneur en magnésium d'environ 2,2 %, on n'obtient plus de propriétés de ténacité acceptables.In the context of the present invention, the content of alloying elements must not significantly exceed their solubility limit, otherwise the persistence of intermetallic phases during the dissolution process, which can adversely affect damage tolerance. For a given magnesium content, the copper content can be brought to a level fairly close to the solubility limit, which depends on the magnesium content. Thus, a composition in which 3.8 <Cu + Mg <4.8, and preferably 3.9 <Cu + Mg <4.7 is preferred. In an advantageous embodiment of the invention, 4.0 <Cu + Mg <4.8 is chosen. In another advantageous embodiment, 4.1 <Cu + Mg <4.7 is chosen
Below a magnesium content of about 1.6% there is a risk of slits forming during casting, and a minimum content of about 1.7% or even 1.8% is preferred. The ratio Cu / Mg must be at least 1.0 in order to obtain a good compromise of properties, and in particular a good tolerance to damage, but must not exceed 1.5 to ensure acceptable flowability. It is preferred that it be between 1.1 and 1.5, and even more preferably between 1.1 and 1.4.
The applicant has found that above a magnesium content of about 2.2%, it no longer obtains acceptable toughness properties.
Dans une réalisation avantageuse de l'invention, on choisit la teneur en magnésium et cuivre telle que 4,2 < Cu + Mg < 4,7 et Cu / Mg compris entre 1,15 et 1,45.
L'ajout de zirconium à hauteur de 0,08 - 0,20 % limite la recristallisation. Une teneur en Zr ne dépassant pas 0,15 % est préférée pour éviter la formation de phases primaires. Lorsque plusieurs de ces éléments antirecristallisants sont ajoutés, leur somme est limitée par l'apparition du même phénomène. Dans une réalisation avantageuse, on n'ajoute que du zirconium.In an advantageous embodiment of the invention, the magnesium and copper content is chosen such that 4.2 <Cu + Mg <4.7 and Cu / Mg are between 1.15 and 1.45.
The addition of zirconium at a level of 0.08-0.20% limits the recrystallization. A Zr content of not more than 0.15% is preferred to avoid the formation of primary phases. When several of these antirecrystallizing elements are added, their sum is limited by the appearance of the same phenomenon. In an advantageous embodiment, only zirconium is added.
Cet alliage est ensuite coulé selon l'une des techniques connues de l'homme du métier pour obtenir une forme brute, tel qu'une billette de filage ou une plaque de laminage. Cette forme brute est ensuite homogénéisée. Le but de ce traitement thermique est triple: (i) dissoudre les phases solubles grossières formées à la solidification (ii) réduire les gradients de concentration afin de faciliter l'étape de mise en solution et (iii) précipiter les dispersoides afin de limiter/supprimer les phénomènes de recristallisation pendant l'étape de mise en solution. La demanderesse a constaté que l'alliage selon était caractérisé par une température de fin de solidification particulièrement basse par rapport aux alliages de type 7040, 7050 ou 7475. Il en est de même de la température au-dessus de laquelle on observe la fusion partielle de l'alliage à l'équilibre thermodynamique (température dite de solidus). Pour ces raisons, une homogénéisation avec une montée rapide à une seule température engendre un risque de brûlure, et ne donne pas une dissolution satisfaisante des particules. Une homogénéisation en au moins deux étapes permet de diminuer ce risque et améliore le résultat. Dans un mode de réalisation préféré, on effectue l'homogénéisation en deux étapes, avec une première étape entre 452 et 473°C , typiquement pendant une durée comprise entre 4 et 30 heures (préférentiellement entre 4 et 15 heures), suivie d'une deuxième étape entre 465 et 484°C, et préférentiellement entre 467 et 481 °C , typiquement pendant une durée comprise entre 4 et 30 heures (préférentiellement entre 4 et 16 heures). Dans un mode de réalisation particulier, la première étape est effectuée entre 457 et 463 °C, et la seconde entre 467 et 474 °C. Dans un autre mode de réalisation, on effectue l'homogénéisation en un seul palier avec une montée linéaire à 40°C par heure jusqu'à une température comprise entre 467 et 481 °C, préférentiellement entre 471 et 481°C, et typiquement pendant une durée comprise entre 4 et 30 heures.
Il est également possible de faire l'homogénéisation en trois paliers. L'homogénéisation peut également être effectuée en une seule étape, avec une montée en température inférieure à 200°C/h, et préférentiellement entre 20 et 50°C/h jusqu'à un palier entre 465 et 484 °C, et préférentiellement entre 471 et 481 °C.This alloy is then cast according to one of the techniques known to those skilled in the art to obtain a raw form, such as a spinning billet or a rolling plate. This raw form is then homogenized. The purpose of this heat treatment is threefold: (i) to dissolve the coarse soluble phases formed on solidification (ii) to reduce the concentration gradients to facilitate the dissolution stage and (iii) to precipitate the dispersoids in order to limit / to suppress the recrystallization phenomena during the dissolution stage. The Applicant has found that the alloy according to was characterized by a particularly low end of solidification temperature compared to the 7040, 7050 or 7475 type alloys. The same is true of the temperature above which the partial melting is observed. from the alloy to the thermodynamic equilibrium (so-called solidus temperature). For these reasons, homogenization with a rapid rise to a single temperature creates a risk of burning, and does not give a satisfactory dissolution of the particles. Homogenization in at least two steps reduces this risk and improves the result. In a preferred embodiment, the homogenization is carried out in two stages, with a first stage between 452 and 473 ° C., typically for a period of between 4 and 30 hours (preferably between 4 and 15 hours), followed by second step between 465 and 484 ° C, and preferably between 467 and 481 ° C, typically for a period of between 4 and 30 hours (preferably between 4 and 16 hours). In a particular embodiment, the first step is carried out between 457 and 463 ° C, and the second between 467 and 474 ° C. In another embodiment, the homogenization is carried out in a single stage with a linear rise at 40 ° C. per hour to a temperature of between 467 and 481 ° C., preferably between 471 and 481 ° C., and typically during a duration of between 4 and 30 hours.
It is also possible to homogenize in three stages. The homogenization can also be carried out in a single step, with a temperature rise below 200 ° C./h, and preferably between 20 and 50 ° C./h up to a plateau between 465 and 484 ° C., and preferentially between 471 and 481 ° C.
La forme brute est ensuite transformée à chaud pour former des produits filés sous forme de tubes. Le filage est fait de préférence à une température de filière comprise entre 380 et 430 °C, et préférentiellement entre 390 et 420 °C, par un des procédés connus de l'homme du métier, tels que le filage direct ou le filage inverse. On préfère que la transformation à chaud par filage se fasse avec une température de lopin comprise entre 400 et 460°C, et préférentiellement comprise entre 420°C et 440 °C.
On peut ainsi obtenir des produit filés qui ne montrent nulle part une couche corticale à gros grain d'une épaisseur supérieure à 3 mm, et préférentiellement limitée à 1 mm, notamment dans le cas des produits filés moins épais.The raw form is then hot processed to form products spun in the form of tubes. The spinning is preferably done at a die temperature included between 380 and 430 ° C, and preferably between 390 and 420 ° C, by one of the methods known to those skilled in the art, such as direct spinning or reverse spinning. It is preferred that the hot-spinning process be carried out with a billet temperature between 400 and 460 ° C, and preferably between 420 ° C and 440 ° C.
It is thus possible to obtain spun products which nowhere show a coarse cortical layer with a thickness greater than 3 mm, and preferably limited to 1 mm, especially in the case of less thick spun products.
La transformation à chaud peut éventuellement être suivie d'une transformation à froid. A titre d'exemple, on peut fabriquer des tubes filés et étirés.The hot transformation can optionally be followed by a cold transformation. For example, spun and drawn tubes can be made.
Les produits obtenus sont ensuite mis en solution. Dans une réalisation préférée de l'invention, on augmente la température de façon continue pendant une durée comprise entre 2 et 6 heures, et préférentiellement environ 4 heures, jusqu'à une temperature comprise entre 470 et 500 °C (préférentiellement ne dépassant pas 485°C), préférentiellement entre 474 et 484 °C, et encore plus préférentiellement entre 477 et 483 °C, et maintient le produit à cette température pendant une durée comprise entre 1 et 10 heures, et préférentiellement environ 2 à 4 heures. Ensuite, les produits sont trempés, de préférence dans un milieu de trempe de préférence liquide tel que l'eau, ledit liquide ayant préférentiellement une température ne dépassant pas 40 °C.The products obtained are then dissolved. In a preferred embodiment of the invention, the temperature is continuously increased for a period of between 2 and 6 hours, and preferably approximately 4 hours, up to a temperature of between 470 and 500 ° C. (preferentially not exceeding 485 ° C.). ° C), preferably between 474 and 484 ° C, and even more preferably between 477 and 483 ° C, and maintains the product at this temperature for a period of between 1 and 10 hours, and preferably about 2 to 4 hours. Then, the products are quenched, preferably in a preferably liquid quenching medium such as water, said liquid preferably having a temperature not exceeding 40 ° C.
Ensuite, les produits peuvent être soumis à une traction contrôlée avec un allongement permanent de l'ordre de 1 à 5 %, et préférentiellement 1,5 à 3 %.Then, the products can be subjected to controlled traction with a permanent elongation of the order of 1 to 5%, and preferably 1.5 to 3%.
Ensuite, les produits sont soumis à un traitement de revenu, qui influe de façon importante sur les propriétés finales du produit. La demanderesse a constaté qu'un revenu à double palier donnait de bons résultats. Toutefois, le revenu peut être réalisé en trois étapes, ou comme revenu « en rampe » (ramp annealing). On peut même envisager un revenu en une seule étape.
Pour un procédé en deux étapes, un premier palier compris entre 110 °C et 130 °C convient. Dans une réalisation avantageuse de la présente invention, le premier palier se situe entre 115 °C et 125 °C. Pour cette plage de température préférée, on peut utiliser un temps de traitement équivalent TEQ(160°C) compris entre 0.1 et 2 heures, et préférentiellement entre 0,1 et 0,5 heures. Le deuxième palier se situe avantageusement entre 150 et 170 °C. Selon les constatations de la demanderesse, si l'on vise à optimiser le compromis entre R0.2 et Kapp, le temps de traitement équivalent TEQ(160°C) pour ce second palier est avantageusement compris entre 4 et 16 heures, et préférentiellement comprise entre 6 et 12 heures. Si l'on vise à optimiser le compromis entre R0.2 et KIC, un deuxième palier plus long à une température comprise entre 150 °C et 170 °C est préférable, par exemple un temps de traitement équivalent TEQ(160°C) compris entre 16 et 30 heures. Dans une réalisation avantageuse, on a effectué le deuxième palier à une température de 160 °C pendant 24 heures.
Dans un premier mode de réalisation particulier, la température du deuxième palier est comprise entre 155 et 165 °C. Le contrôle de la durée de ce deuxième palier est particulièrement important pour les propriétés finales du produit. Dans une réalisation particulièrement avantageuse de ce premier mode de réalisation particulier, le deuxième palier se situe entre 157 et 163 °C, et sa durée est comprise entre 6 et 10 heures. Dans un autre mode de réalisation particulier de l'invention, le deuxième palier est effectué à une température un peu plus basse, comprise entre 150 et 160 °C.Then, the products are subjected to a treatment of income, which influences in a big way on the final properties of the product. The plaintiff found that double-income income was good. However, income can be realized in three stages, or as ramping income. One can even consider an income in one step.
For a two-step process, a first stage of between 110 ° C and 130 ° C is suitable. In an advantageous embodiment of the present invention, the first stage is between 115 ° C and 125 ° C. For this preferred temperature range, an equivalent TEQ treatment time (160 ° C.) of between 0.1 and 2 hours, and preferably between 0.1 and 0.5 hours, may be used. The second stage is advantageously between 150 and 170 ° C. According to the findings of the applicant, if one aims to optimize the compromise between R 0.2 and K app , the equivalent treatment time TEQ (160 ° C) for this second stage is advantageously between 4 and 16 hours, and preferably included between 6 and 12 o'clock. If the aim is to optimize the compromise between R 0.2 and K IC , a second longer stage at a temperature of between 150 ° C and 170 ° C is preferable, for example an equivalent treatment time TEQ (160 ° C) included between 16 and 30 hours. In an advantageous embodiment, the second stage was carried out at a temperature of 160 ° C. for 24 hours.
In a first particular embodiment, the temperature of the second stage is between 155 and 165 ° C. The control of the duration of this second stage is particularly important for the final properties of the product. In a particularly advantageous embodiment of this first particular embodiment, the second stage is between 157 and 163 ° C, and its duration is between 6 and 10 hours. In another particular embodiment of the invention, the second stage is carried out at a slightly lower temperature, between 150 and 160 ° C.
Si on envisage un revenu monopalier, on utilisera avantageusement une température de l'ordre de 115 à 145 °C pour une durée de l'ordre de 4 à 50 heures, par exemple 48 heures à 120 °C. A titre d'exemple, on peut utiliser un temps de traitement équivalent TEQ(160°C) de l'ordre de 0,6 heures à 1,20 heures. Ces traitements mono-palier permettent d'obtenir des produits à l'état T6.If one considers a monogonal income, it will be advantageous to use a temperature of the order of 115 to 145 ° C for a duration of the order of 4 to 50 hours, for example 48 hours at 120 ° C. For example, an equivalent TEQ processing time (160 ° C.) of the order of 0.6 hours to 1.20 hours can be used. These single-stage treatments make it possible to obtain products in the T6 state.
L'utilisation selon l'invention, grâce au compromis de propriétés, est très intéressant pour les applications qui exigent à la fois une haute résistance mécanique, et une haute tolérance vis à vis des surcharges occasionnelles sans conduire à la rupture brutale de la pièce. L'utilisation de produits filés sous forme de tube selon l'invention convient pour la fabrication de pièces ou éléments de structure qui répondent à des hautes exigences de sécurité. demanderesse a fabriqué par filage, suivi éventuellement d'un étirage à froid, des tubes pour la fabrication de cadres, fourches et guidon de cycles (vélos, tricyles, motos etc), ou de battes de baseball. On choisit de préférence un procédé de fabrication qui conduit à une structure fibrée des tubes.The use according to the invention, thanks to the compromise of properties, is very interesting for applications that require both a high mechanical strength, and a high tolerance against occasional overloads without leading to the sudden rupture of the part. The use of spun products in the form of tubes according to the invention is suitable for the manufacture of parts or structural elements which meet high safety requirements. Applicant has manufactured by spinning, possibly followed by a cold drawing, tubes for the manufacture of frames, forks and handlebar cycles (bicycles, tricycles, motorcycles etc.), or baseball bats. A method of manufacture is preferably chosen which leads to a fiber structure of the tubes.
L'invention sera mieux comprise à l'aide des exemples, qui n'ont toutefois pas de caractère limitatif.The invention will be better understood with the aid of the examples, which are however not limiting in nature.
Les exemples 1 à 5 et les alliages N et O de l'exemple 6 ne font pas partie de l'invention mais sont utiles à la compréhension de l'invention.Examples 1 to 5 and the alloys N and O of Example 6 are not part of the invention but are useful for understanding the invention.
On a coulé par coulée semi-continue des billettes de filage de diamètre 291 mm (alliage A) dont la composition est indiquée dans le Tableau 1. Ces billettes ont été homogénéisées en deux étapes :
- 1) 13 heures à 460 °C
- 2) 14 heures à 470 °C.
- 1) 13 hours at 460 ° C
- 2) 14 hours at 470 ° C.
La teneur en Cu, Mg et Zn a été déterminée par analyse chimique après dissolution d'une partie de l'échantillon, tandis que les autres éléments ont été déterminés par spectroscopie aux rayons X sur solide.The content of Cu, Mg and Zn was determined by chemical analysis after dissolution of a part of the sample, while the other elements were determined by solid X-ray spectroscopy.
On a filé des profilés de section « I » (voir
Le tableau 2 montre l'influence de la durée de la deuxième étape de revenu sur certaines propriétés mesurées en fin de profilé; les caractéristiques mécaniques ayant été mesurées à 20 °C. Les résultats de l'essai de traction ont été obtenus sur éprouvette de section circulaire, diamètre 10 mm, à mi-épaisseur et mi-largeur dans la branche longue. Les résultats de ténacité KIc ont été obtenus sur éprouvettes prélevés à mi-épaisseur et mi-largeur dans la branche longue ou la branche la plus épaisse. Les résultats de corrosion EXCO ont été obtenus sur éprouvettes prélevés à mi-épaisseur et mi-largeur dans la branche. Les résultats de Kapp ont été obtenus sur éprouvettes à mi-épaisseur et centrés dans la semelle du profilé contenant la branche longue.
On constate qu'une durée de 8 heures ou 12 heures donne de très bons résultats.We note that a duration of 8 hours or 12 hours gives very good results.
La ténacité KapP(L-T) à -50 °C était de 87,6 MPa√m pour un revenu de 8 heures, et de 83,5 MPa√m pour une durée de revenu de 24 heures (sur des éprouvettes avec B=6 mm).
Pour un produit ayant subi une deuxième étape de revenu à 160 °C pendant 8 heures, les propriétés au sens LT étaient à 20 °C : ![]()
For a product having undergone a second stage of recovery at 160 ° C for 8 hours, the LT properties were at 20 ° C: ![]()
Le tableau 3 montre la vitesse de propagation de fissures mesurée dans le sens L-T avec B = 7,61 mm, W = 96,6 mm, R = 0,10 , et Pmin = 600 N et Pmax = 6000 N , pour un durée de revenu de 6 heures à 120 °C et 8 heures à 160 °C . Les échantillons de type « Compact-tension panel » ont été prélevés à mi-épaisseur et mi-largeur de la semelle en fin de profilé.
Des éprouvettes de corrosion sous contrainte ont été prélevées en fin de profilé à mi-épaisseur de la semelle en deux positions dans la section : à mi-largeur de la branche longue et à mi-largeur de la branche opposée dans la semelle. Les résultats de résistance à la corrosion sous contrainte constante dans le sens TL avec σ = 300, 350 et 400 MPa de contrainte imposée sont présentés dans le tableau 4. Le suivi de ces essais s'est arrêté après 30 jours.
Des éprouvettes de corrosion sous contrainte en milieu corrosif ont été prélevées à mi-épaisseur et mi-largeur de la branche longue en fin de profilé. La propagation de fissure en milieu corrosif dans le sens de l'épaisseur (déterminé par la méthode dite DCB (double cantilever beam) selon la norme EN ISO 7539-6) était de l'ordre de 5 10-9 m/s pour un deuxième palier de revenu de 8 heures à 160 °C.Stress corrosion samples in a corrosive medium were taken at mid-thickness and half-width of the long branch at the end of the profile. The crack propagation in corrosive medium in the thickness direction (determined by the so-called double cantilever beam (DCB) method according to EN ISO 7539-6) was of the order of 5 10 -9 m / s for a second income level of 8 hours at 160 ° C.
On a élaboré un alliage dont la composition est indiquée au tableau 5. On a coulé des billettes de filage d'un diamètre de 410 mm. Les conditions d'homogénéisation ont été les mêmes que dans l'exemple 1. Après écroûtage, on a obtenu des billettes d'un diamètre de 390 mm. Elles ont été filées avec une température de lopins comprise entre 410 et 430 °C et une température de conteneur comprise de l'ordre de 420°C avec une vitesse de sortie de 0,65 à 0,8 m/mn, en méplats de section 279 x 22 mm.
Les produits ont été mis en solution avec une montée en température en 35 mn jusqu'à 479 ± 2 °C, avec un palier de 4 heures à cette température. La trempe a été effectuée dans de l'eau froide. Ensuite, les méplats ont été tractionnées avec un allongement permanent compris entre 1,5 et 3%. Le revenu a été effectué en deux étapes : 6 heures à 120 °C + 8 heures à 160 °C. Un contrôle ultra-sons a permis de vérifier l'absence de défauts internes (classe AA MIL-STD-2154). L'épaisseur de la couche recristallisée à gros grains mesurée au centre de la semelle est inférieure à 1 mm.The products were put in solution with a rise in temperature in 35 minutes up to 479 ± 2 ° C, with a step of 4 hours at this temperature. The quenching was carried out in cold water. Then, the flats were tractionned with a permanent elongation of between 1.5 and 3%. The income was made in two stages: 6 hours at 120 ° C + 8 hours at 160 ° C. Ultrasonic testing verified the absence of internal defects (class AA MIL-STD-2154). The thickness of the recrystallized coarse grain layer measured at the center of the soleplate is less than 1 mm.
Les résultats de l'essai de traction et compression sont rassemblés dans le tableau 6. Les résultats de l'essai de traction ont été obtenus sur éprouvette de section circulaire, diamètre 10 mm, à mi-épaisseur en fin du méplat et en deux positions dans la section : à mi-largeur et en bord. Les résultats de l'essai de compression ont été obtenus sur éprouvette de section circulaire, diamètre 10 mm, à mi-épaisseur en fin du méplat et en deux positions dans la section : à mi-largeur et en bord.
Les résultats de ténacité KIC, Kapp et de corrosion EXCO ont été obtenus sur éprouvettes prélevés à mi-épaisseur et mi-largeur en fin du méplat. Les résultats de ténacité et de corrosion sont rassemblés dans le tableau 7. Les conditions d'essai sont les mêmes que celles présentées dans l'exemple 1.
Des éprouvettes de corrosion sous contrainte ont été prélevées en fin de profilé à mi-épaisseur et de part et d'autre de la mi-largeur. Les résultats de résistance à la corrosion sous contrainte constante dans le sens TL avec σ = 300, 350 et 400 Mpa de contrainte imposée sont présentés dans le tableau 8. Le suivi de ces essais s'est arrêté après 40 jours.
On a filé des profilés de différentes géométries à partir de billettes de composition A (voir exemple 1). La
L'état T6 se trouve proche du point 6 heures à 120 °C + 1 h à 160 °C.
Le tableau 10 montre quelques compromis ténacité - caractéristiques mécaniques statiques pour quelques points correspondant à des états T7x. Les conditions d'essai sont les mêmes que celles présentées dans l'exemple 1.
Table 10 shows some tenacity-static mechanical characteristics compromise for some points corresponding to T7x states. The test conditions are the same as those presented in Example 1.
Ces profilés ont été utilisés pour la fabrication de cadres de fuselage.These profiles were used for the manufacture of fuselage frames.
On a filé des profilés de section 'T' inversé (voir
Trois profilés libellés X, Y et Z ont subi séparément les étapes de mise en solution, trempe et traction. Les profilés X et Y ont subi une mise en solution similaire a l'exemple 2. Le profil Z a subi une mise en solution avec une montée en température entre 1h et 2h et un maintien de 3heures à 480± 2 °C. Les trois profilés ont été trempés dans de l'eau froide et tractionnés entre 1.5% et 3%. Les profilés ont été rectifiés pour améliorer leur rectitude. Le revenu a été effectué en deux étapes avec un premier palier de 6 heures à 120 °C. Un contrôle ultra-sons a été réalisé pour vérifier l'absence de défauts internes (classe A, MIL-STD-2154). L'épaisseur de la couche recristallisée à gros grains mesurée au centre de la semelle est inférieure à 1 mm.Three profiles labeled X, Y and Z have separately undergone the stages of solution dissolution, quenching and traction. The profiles X and Y have been dissolved as in Example 2. The Z profile has been dissolved in a temperature rise between 1h and 2h and maintaining 3 hours at 480 ± 2 ° C. The three sections were soaked in cold water and triturated between 1.5% and 3%. The profiles have been rectified to improve their straightness. The income was made in two stages with a first 6 hour stage at 120 ° C. Ultrasonic testing was performed to check for internal defects (Class A, MIL-STD-2154). The thickness of the recrystallized coarse grain layer measured at the center of the soleplate is less than 1 mm.
Les tableaux 11, 12 et 13 montrent l'influence de la durée de la deuxième étape de revenu sur certaines propriétés du produit pour les trois profilés respectivement X, Y et Z; les caractéristiques mécaniques ayant été mesurées à 20 °C . Les conditions d'essai sont les mêmes que celles présentées dans l'exemple 1. Les résultats de l'essai de traction ont été obtenus sur éprouvette de section circulaire, diamètre 10 mm, à mi-épaisseur et mi-largeur dans la branche longue. Les résultats de ténacité KIc et de corrosion EXCO ont été obtenus sur éprouvettes prélevés à mi-épaisseur et mi-largeur dans la branche longue. Les résultats de Kapp ont été obtenus sur éprouvettes centrés dans la semelle du profilé contenant la branche longue.
On constate qu'une durée de 8 heures ou 24 heures pour la 2ème étape de revenu donne de très bons compromis de résultats.We note that a duration of 8 hours or 24 hours for the 2nd stage of income gives very good compromises of results.
Des éprouvettes de corrosion sous contrainte ont été prélevées en fin de profilé à mi-épaisseur de la semelle en deux positions dans la section : à mi-largeur de la branche longue et à mi-largeur de la branche opposée dans la semelle. Les résultats de résistance à la corrosion sous contrainte constante dans le sens TL avec σ = 300, 350 et 400 MPa de contrainte imposée sont présentés dans le tableau 14. Le suivi de ces essais s'est arrêté après 40 jours.
On a élaboré un alliage dont la composition est indiquée au tableau 15. On a coulé des billettes de filage d'un diamètre de 525 mm. Les conditions d'homogénéisation ont été de 15h entre 473 et 481°C après une montée en température contrôlée à 40°C/h. Après écroûtage, on a obtenu des billettes d'un diamètre de 498 mm. Elles ont été filées dans un conteneur à une température comprise entre 410 et 430 °C et un lopin entré 420 et 440°C, avec une vitesse de sortie entre 0,6 m/min et 1,0 m/min sous la forme d'une section illustrée sur la
Les produits ont été mis en solution avec une montée en température entre 1h et 2h jusqu'à 480±2°C, avec un palier de 3 heures à cette température. La trempe a été effectuée dans de l'eau froide entre 21 et 22°C. Ensuite, les sections extrudées et trempées ont été tractionnées avec un allongement permanent compris entre 1,5 et 3%. Les profilés ont été rectifiés pour améliorer leur rectitude. Un premier revenu de 6h à 120°C a été réalisé. Un contrôle ultra-sons a été réalisé pour vérifier l'absence de défauts internes (classe A, MIL-STD-2154). Un second revenu a été effectué de 8 heures à 160°C. L'épaisseur de la couche recristallisée à gros grains mesurée au centre de la semelle est inférieure à 1 mm.The products were dissolved with a rise in temperature between 1h and 2h up to 480 ± 2 ° C, with a plateau of 3 hours at this temperature. The quenching was carried out in cold water between 21 and 22 ° C. Then the extruded sections and quenched were triturated with a permanent elongation of between 1.5 and 3%. The profiles have been rectified to improve their straightness. A first income of 6h at 120 ° C was achieved. Ultrasonic testing was performed to check for internal defects (Class A, MIL-STD-2154). A second income was made for 8 hours at 160 ° C. The thickness of the recrystallized coarse grain layer measured at the center of the soleplate is less than 1 mm.
Les résultats de l'essai de traction (sur éprouvette de section circulaire, diamètre 10 mm, prélevée en fin du profilé, à mi-épaisseur et mi-largeur dans la branche longue) sont rassemblés dans le tableau 16. Ce tableau contient aussi les résultats de ténacité et Kapp tous deux prélevés dans la semelle. Les conditions d'essai sont les mêmes que celles présentées dans l'exemple 1 exceptées pour l'épaisseur B de l'éprouvette CCT pour la caractérisation des Kapp qui est de 5 mm.
Des billettes avec des compositions L, M, N et O ont été coulées avec des diamètres de 200 mm (voir tableau 17). Toutes les compositions ont subi une même homogénéisation entre 473°C et 481 °C pendant 15 heures. Après homogénéisation les billettes ont été écroutées et percées au centre pour permettre le filage sur aiguille. Des tubes sans soudure ont été filés. Les ébauches de filage ont été étirées à froid pour élaborer des tubes à diamètre entre 20 et 30 mm avec une épaisseur de paroi entre 2 et 5 mm. L'étirage à froid fait augmenter l'énergie stockée qui est le principal moteur de la recristallisation. La variation des éléments de transition (cf. tableau 17) a permis de générer des microstructures différentes. Après l'étirage ; les tubes ont été mis en solution à des températures au-dessus de 480°C pendant 1 h avant une trempe à eau froide (∼20°C).
Les tubes n'ont pas été tractionés après la trempe. Un premier palier de stabilisation pendant 6h à 120°C a été réalisé avant une cinétique complète illustrée dans les tableaux 18 à 20. Les propriétés mécaniques ont été mesurées sur des éprouvettes courbées en direction de filage L.
The tubes were not pulled after quenching. A first stabilization step for 6 hours at 120 ° C. was carried out before complete kinetics as shown in Tables 18 to 20. The mechanical properties were measured on specimens curved in the direction of spinning L.
L'état T6 se trouve proche du point 6 heures à 120 °C + 1 h à 160 °C.The T6 state is close to the 6 hour point at 120 ° C + 1 h at 160 ° C.
Ces tubes sont utilisés pour des applications du marché sports et loisir : cadres, fourches et guidons de cycles, battes de baseball, une telle utilisation de tube en alliage L étant selon l'invention.These tubes are used for sports and leisure market applications: frames, forks and handlebars cycles, baseball bats, such use of alloy tube L being according to the invention.
Claims (17)
- Use of an extruded product in the form of an aluminium alloy tube, characterised in that it comprises (as a % by mass):(a) Zn 6.7 - 7.5% Cu 2.0 - 2.8% Mg 1.6 - 2.2%;(b) Zr 0.08 - 0.20% Fe + Si < 0.20%;(c) other elements ≤ 0.05% each and ≤ 0.15% in total;(d) the remainder aluminium,for the manufacture of cycle frames, forks and handlebars or baseball bats.
- Use according to claim 1, characterised in that the magnesium and copper content thereof is such that 3.8 < (Cu + Mg) < 4.8,
and preferably 3.9 < (Cu + Mg) < 4.7,
and more preferentially 4.1 < (Cu + Mg) < 4.7. - Use according to claim 1 or 2, characterised in that the Cu:Mg ratio is between 1.0 and 1.5, preferentially between 1.1 and 1.5, and more preferentially between 1.1 and 1.4.
- Use according to any one of claims 1 to 3, characterised in that Zn is between 6.9 and 7.3%.
- Use according to any one of claims 1 to 4, characterised in that Cu is between 2.2 and 2.6%.
- Use according to any one of claims 1 to 5, characterised in that Mg is between 1.7 and 2.0%, and preferentially between 1.8 and 2.0%.
- Use according to any one of claims 1 to 6, characterised in that the alloy further contains up to 0.8% manganese.
- Use according to any one of claims 1 to 7, characterised in that Si + Fe does not exceed 0.15%.
- Use according to any one of claims 1 to 8, characterised in that the tube has undergone solution heat treatment, stretching and ageing, said ageing including a first stage at a temperature between 110°C and 125°C, and preferentially between 115 and 125°C, and a second stage at a temperature between 150 and 170°C, and preferentially between 150 and 165°C.
- Use of an extruded product in the form of an aluminium alloy tube according to any one of claims 1 to 9, characterised in that the method for manufacturing the tube comprises the following steps:(a) preparing an alloy having a composition according to any one of claims 1 to 9,(b) casting a crude form such as a rolling ingot or an extrusion or forging billet,(c) homogenising said crude form,(d) hot transformation to obtain a first intermediate product,(e) solution heat treating said first intermediate product,(f) quenching(g) optionally controlled stretching,(h) ageing.
- Use according to claim 10, characterised in that the homogenisation (step a) is performed in two steps, with a first stage between 452 and 473°C, preferentially between 457 and 473°C, and a second stage between 465 and 484°C, and preferentially between 467 and 481°C.
- Use according to claim 10, characterised in that the homogenisation (step a) is performed in a single step, with a temperature rise less than 200°C/hour, and preferentially between 20 and 50°C/hour up to a stage between 465 and 484°C, and preferentially between 471 and 481°C.
- Use according to any one of claims 10 to 12, characterised in that hot transformation is performed by extrusion with a billet temperature between 400 and 460°C, and preferentially between 420°C and 440°C.
- Use according to any one of claims 10 to 13, characterised in that the solution heat treatment temperature does not exceed 500°C, and preferably does not exceed 485°C.
- Use according to claim 14, characterised in that the solution heat treatment ends with a stage between 470 and 485°C, preferentially between 475 and 484°C, and more preferentially between 477 and 483°C for a period between 1 and 10 hours.
- Use according to any one of claims 10 to 15, characterised in that the controlled stretching results in a permanent elongation between 1 and 5%, and preferentially between 1.5 and 3%.
- Use according to any one of claims 10 to 16, characterised in that the ageing treatment includesa) a first stage at a temperature between 110°C and 130°C, and preferentially between 115 - 125°C, and preferably, in the latter case, for a period between 2 and 10 hours, and more preferentially between 5 and 7 hours;b) a second stage at a temperature between 150°C and 170°C, and preferentially between 155 and 165°C, and more preferentially between 157 and 163°C, and preferably for a period between 4 and 12 hours, and more preferentially between 6 and 10 hours.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US48074303P | 2003-06-24 | 2003-06-24 | |
| PCT/FR2004/001571 WO2005001149A2 (en) | 2003-06-24 | 2004-06-23 | Products made from al/zn/mg/cu alloys with improved compromise between static mechanical properties and tolerance to damage |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1644546A2 EP1644546A2 (en) | 2006-04-12 |
| EP1644546B1 true EP1644546B1 (en) | 2016-04-20 |
Family
ID=33551944
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04767427.0A Active EP1644546B1 (en) | 2003-06-24 | 2004-06-23 | Use of pipes made from al/zn/mg/cu alloys with improved compromise between static mechanical properties and tolerance to damage |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US7452429B2 (en) |
| EP (1) | EP1644546B1 (en) |
| BR (1) | BRPI0411873B1 (en) |
| CA (1) | CA2528614C (en) |
| DE (1) | DE04767427T1 (en) |
| WO (1) | WO2005001149A2 (en) |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100491579C (en) * | 2003-03-17 | 2009-05-27 | 克里斯铝轧制品有限公司 | Method for producing an integrated monolithic aluminium structure and aluminium product machined from that structure |
| EP1544315B1 (en) * | 2003-12-16 | 2012-08-22 | Constellium France | Wrought product in the form of a rolled plate and structural part for aircraft in Al-Zn-Cu-Mg alloy |
| EP1683882B2 (en) * | 2005-01-19 | 2010-07-21 | Otto Fuchs KG | Aluminium alloy with low quench sensitivity and process for the manufacture of a semi-finished product of this alloy |
| CN101115856A (en) * | 2005-02-10 | 2008-01-30 | 爱尔康轧制品-雷文斯伍德有限公司 | Al-zn-cu-mg aluminum base alloys and methods of manufacture and use |
| US8083871B2 (en) | 2005-10-28 | 2011-12-27 | Automotive Casting Technology, Inc. | High crashworthiness Al-Si-Mg alloy and methods for producing automotive casting |
| US8673209B2 (en) * | 2007-05-14 | 2014-03-18 | Alcoa Inc. | Aluminum alloy products having improved property combinations and method for artificially aging same |
| US8840737B2 (en) * | 2007-05-14 | 2014-09-23 | Alcoa Inc. | Aluminum alloy products having improved property combinations and method for artificially aging same |
| US8206517B1 (en) | 2009-01-20 | 2012-06-26 | Alcoa Inc. | Aluminum alloys having improved ballistics and armor protection performance |
| US8348785B2 (en) * | 2009-03-10 | 2013-01-08 | Fusheng Precision Co., Ltd. | Golf-club head having a striking plate made of high-strength aluminum alloy |
| US9163304B2 (en) | 2010-04-20 | 2015-10-20 | Alcoa Inc. | High strength forged aluminum alloy products |
| RU2569275C1 (en) * | 2014-11-10 | 2015-11-20 | Федеральное государственное унитарное предприятие "Всероссийский научно-исследовательский институт авиационных материалов" (ФГУП "ВИАМ") | Plate from high-strength aluminium alloy and method of its production |
| DE102016001500A1 (en) * | 2016-02-11 | 2017-08-17 | Airbus Defence and Space GmbH | Al-Mg-Zn alloy for the integral construction of ALM structures |
| WO2018037390A2 (en) | 2016-08-26 | 2018-03-01 | Shape Corp. | Warm forming process and apparatus for transverse bending of an extruded aluminum beam to warm form a vehicle structural component |
| CN110114498A (en) | 2016-10-24 | 2019-08-09 | 形状集团 | Multistage aluminium alloy for producing vehicle part is formed and hot-working method |
| FR3068370B1 (en) * | 2017-07-03 | 2019-08-02 | Constellium Issoire | AL-ZN-CU-MG ALLOYS AND PROCESS FOR PRODUCING THE SAME |
| FR3071513B1 (en) * | 2017-09-26 | 2022-02-11 | Constellium Issoire | HIGH STRENGTH AL-ZN-CU-MG ALLOYS AND METHOD OF MANUFACTURING |
| CN111876638B (en) * | 2020-07-30 | 2022-01-11 | 中铝材料应用研究院有限公司 | Heat treatment method for controlling size of dispersed particles in Al-Mg-Si-Mn alloy |
| CN115821131A (en) * | 2022-12-05 | 2023-03-21 | 山东南山铝业股份有限公司 | 2-series aluminum alloy section with low fatigue crack propagation rate and manufacturing method thereof |
| CN115627396B (en) * | 2022-12-08 | 2023-03-17 | 中国航发北京航空材料研究院 | Ultra-long aluminum alloy plate with ultrahigh strength, toughness and corrosion resistance and preparation method thereof |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4305763A (en) * | 1978-09-29 | 1981-12-15 | The Boeing Company | Method of producing an aluminum alloy product |
| CA1173277A (en) * | 1979-09-29 | 1984-08-28 | Yoshio Baba | Aircraft stringer material and method for producing the same |
| US4954188A (en) * | 1981-12-23 | 1990-09-04 | Aluminum Company Of America | High strength aluminum alloy resistant to exfoliation and method of making |
| FR2601967B1 (en) | 1986-07-24 | 1992-04-03 | Cerzat Ste Metallurg | AL-BASED ALLOY FOR HOLLOW BODIES UNDER PRESSURE. |
| US5312498A (en) * | 1992-08-13 | 1994-05-17 | Reynolds Metals Company | Method of producing an aluminum-zinc-magnesium-copper alloy having improved exfoliation resistance and fracture toughness |
| FR2695942B1 (en) * | 1992-09-22 | 1994-11-18 | Gerzat Metallurg | Aluminum alloy for pressurized hollow bodies. |
| US5865911A (en) * | 1995-05-26 | 1999-02-02 | Aluminum Company Of America | Aluminum alloy products suited for commercial jet aircraft wing members |
| FR2744136B1 (en) | 1996-01-25 | 1998-03-06 | Pechiney Rhenalu | THICK ALZNMGCU ALLOY PRODUCTS WITH IMPROVED PROPERTIES |
| US6027582A (en) * | 1996-01-25 | 2000-02-22 | Pechiney Rhenalu | Thick alZnMgCu alloy products with improved properties |
| JPH11140610A (en) * | 1997-11-13 | 1999-05-25 | Furukawa Electric Co Ltd:The | Production of aluminum alloy structural material excellent in toughness and weldability |
| FR2805282B1 (en) * | 2000-02-23 | 2002-04-12 | Gerzat Metallurg | A1ZNMGCU ALLOY PRESSURE HOLLOW BODY PROCESS |
| CN1489637A (en) * | 2000-12-21 | 2004-04-14 | �Ƹ��� | Aluminum alloy products and artificial aging method |
| US20050006010A1 (en) * | 2002-06-24 | 2005-01-13 | Rinze Benedictus | Method for producing a high strength Al-Zn-Mg-Cu alloy |
-
2004
- 2004-06-23 US US10/873,635 patent/US7452429B2/en active Active
- 2004-06-23 CA CA2528614A patent/CA2528614C/en active Active
- 2004-06-23 DE DE04767427T patent/DE04767427T1/en active Pending
- 2004-06-23 EP EP04767427.0A patent/EP1644546B1/en active Active
- 2004-06-23 BR BRPI0411873A patent/BRPI0411873B1/en active IP Right Grant
- 2004-06-23 WO PCT/FR2004/001571 patent/WO2005001149A2/en active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| CA2528614C (en) | 2012-06-05 |
| EP1644546A2 (en) | 2006-04-12 |
| CA2528614A1 (en) | 2005-01-06 |
| BRPI0411873B1 (en) | 2016-11-22 |
| WO2005001149A3 (en) | 2005-05-26 |
| US20050058568A1 (en) | 2005-03-17 |
| DE04767427T1 (en) | 2006-10-12 |
| WO2005001149A2 (en) | 2005-01-06 |
| BRPI0411873A (en) | 2006-08-08 |
| US7452429B2 (en) | 2008-11-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1644546B1 (en) | Use of pipes made from al/zn/mg/cu alloys with improved compromise between static mechanical properties and tolerance to damage | |
| EP2449142B1 (en) | Aluminium-copper-lithium alloy with improved mechanical resistance and toughness | |
| EP1114877B1 (en) | Al-Cu-Mg alloy aircraft structural element | |
| EP2655680B1 (en) | Aluminium-copper-lithium alloy with improved compressive strength and toughness | |
| EP1492895B1 (en) | Al-zn-mg-cu alloy products | |
| EP1809779B1 (en) | High-strength aluminium alloy products and method for the production thereof | |
| FR3068370B1 (en) | AL-ZN-CU-MG ALLOYS AND PROCESS FOR PRODUCING THE SAME | |
| CA2560672C (en) | Structural element for aircraft engineering exhibiting a variation of performance characteristics | |
| FR2838135A1 (en) | PRODUCTS CORROYED IN A1-Zn-Mg-Cu ALLOYS WITH VERY HIGH MECHANICAL CHARACTERISTICS, AND AIRCRAFT STRUCTURE ELEMENTS | |
| EP1382698B1 (en) | Wrought product in Al-Cu-Mg alloy for aircraft structural element | |
| WO2010055225A1 (en) | Products made of an aluminium-copper-lithium alloy | |
| EP3384061B1 (en) | Aluminium-copper-lithium alloy having improved mechanical strength and improved toughness | |
| EP3526358B1 (en) | Thin sheets made of an aluminium-magnesium-scandium alloy for aerospace applications | |
| EP1544315B1 (en) | Wrought product in the form of a rolled plate and structural part for aircraft in Al-Zn-Cu-Mg alloy | |
| EP3728667B1 (en) | Improved process for manufacturing sheets made of aluminium-copper-lithium alloy for aircraft fuselage manufacture and corresponding sheet | |
| CA3064802A1 (en) | Aluminium alloy comprising lithium with improved fatigue properties | |
| EP3788178B1 (en) | Aluminium-copper-lithium alloy having improved compressive strength and improved toughness | |
| EP1544316A2 (en) | Thick sheet made of Al-Zn-Cu-Mg recrystallised alloy with low Zirconium content | |
| FR3042508A1 (en) | ALUMINUM-MAGNESIUM-ZIRCONIUM ALLOY THIN SHEETS FOR AEROSPATIAL APPLICATIONS |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20051227 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): CH DE FR GB IT LI |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: ALCAN RHENALU |
|
| GBC | Gb: translation of claims filed (gb section 78(7)/1977) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| RBV | Designated contracting states (corrected) |
Designated state(s): CH DE FR GB IT LI |
|
| DET | De: translation of patent claims | ||
| 17Q | First examination report despatched |
Effective date: 20110413 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: CONSTELLIUM FRANCE |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: C22F 1/053 20060101ALI20140328BHEP Ipc: C22C 21/10 20060101AFI20140328BHEP |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: CONSTELLIUM ISSOIRE |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20160125 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602004049114 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602004049114 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20170123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160630 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20230626 Year of fee payment: 20 Ref country code: DE Payment date: 20230626 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230620 Year of fee payment: 20 Ref country code: GB Payment date: 20230627 Year of fee payment: 20 |