EP1536199B1 - Keramische ballistische Schutzschicht - Google Patents
Keramische ballistische Schutzschicht Download PDFInfo
- Publication number
- EP1536199B1 EP1536199B1 EP03027067A EP03027067A EP1536199B1 EP 1536199 B1 EP1536199 B1 EP 1536199B1 EP 03027067 A EP03027067 A EP 03027067A EP 03027067 A EP03027067 A EP 03027067A EP 1536199 B1 EP1536199 B1 EP 1536199B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- layer
- shielding layer
- ballistic shielding
- ballistic
- shelling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000000919 ceramic Substances 0.000 title claims abstract description 26
- 239000000463 material Substances 0.000 claims description 53
- 238000000034 method Methods 0.000 claims description 28
- 229910010293 ceramic material Inorganic materials 0.000 claims description 25
- 238000004519 manufacturing process Methods 0.000 claims description 22
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 claims description 20
- 229910010271 silicon carbide Inorganic materials 0.000 claims description 20
- PNEYBMLMFCGWSK-UHFFFAOYSA-N Alumina Chemical compound [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 claims description 10
- 239000000203 mixture Substances 0.000 claims description 10
- 230000001681 protective effect Effects 0.000 claims description 10
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 9
- 229910052799 carbon Inorganic materials 0.000 claims description 9
- 230000008569 process Effects 0.000 claims description 9
- 239000011226 reinforced ceramic Substances 0.000 claims description 9
- 238000005520 cutting process Methods 0.000 claims description 8
- 238000001035 drying Methods 0.000 claims description 8
- 229910052710 silicon Inorganic materials 0.000 claims description 8
- 239000010703 silicon Substances 0.000 claims description 8
- 229910052582 BN Inorganic materials 0.000 claims description 5
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 claims description 5
- 229910052751 metal Inorganic materials 0.000 claims description 5
- 239000002184 metal Substances 0.000 claims description 5
- 229920003043 Cellulose fiber Polymers 0.000 claims description 4
- 238000003763 carbonization Methods 0.000 claims description 4
- 238000011049 filling Methods 0.000 claims description 4
- 230000015572 biosynthetic process Effects 0.000 claims description 3
- 230000006378 damage Effects 0.000 claims description 3
- 230000004048 modification Effects 0.000 claims description 3
- 238000012986 modification Methods 0.000 claims description 3
- 229910052580 B4C Inorganic materials 0.000 claims description 2
- 229910052581 Si3N4 Inorganic materials 0.000 claims description 2
- WYTGDNHDOZPMIW-RCBQFDQVSA-N alstonine Natural products C1=CC2=C3C=CC=CC3=NC2=C2N1C[C@H]1[C@H](C)OC=C(C(=O)OC)[C@H]1C2 WYTGDNHDOZPMIW-RCBQFDQVSA-N 0.000 claims description 2
- INAHAJYZKVIDIZ-UHFFFAOYSA-N boron carbide Chemical compound B12B3B4C32B41 INAHAJYZKVIDIZ-UHFFFAOYSA-N 0.000 claims description 2
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 claims description 2
- 239000004033 plastic Substances 0.000 claims description 2
- 229920003023 plastic Polymers 0.000 claims description 2
- 238000000197 pyrolysis Methods 0.000 claims description 2
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 claims description 2
- 229910001928 zirconium oxide Inorganic materials 0.000 claims description 2
- 229960005363 aluminium oxide Drugs 0.000 claims 3
- 230000001747 exhibiting effect Effects 0.000 claims 2
- 239000011204 carbon fibre-reinforced silicon carbide Substances 0.000 claims 1
- 238000002144 chemical decomposition reaction Methods 0.000 claims 1
- 238000002485 combustion reaction Methods 0.000 claims 1
- 238000004090 dissolution Methods 0.000 claims 1
- 238000011068 loading method Methods 0.000 claims 1
- 238000000926 separation method Methods 0.000 claims 1
- 239000000126 substance Substances 0.000 claims 1
- 238000005979 thermal decomposition reaction Methods 0.000 claims 1
- 239000002759 woven fabric Substances 0.000 claims 1
- 238000007747 plating Methods 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 94
- 239000011241 protective layer Substances 0.000 description 45
- 230000011218 segmentation Effects 0.000 description 15
- 229920000049 Carbon (fiber) Polymers 0.000 description 13
- 239000004917 carbon fiber Substances 0.000 description 13
- 239000000835 fiber Substances 0.000 description 13
- 238000000465 moulding Methods 0.000 description 8
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 7
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 6
- 238000005245 sintering Methods 0.000 description 6
- 238000003825 pressing Methods 0.000 description 5
- 239000012783 reinforcing fiber Substances 0.000 description 5
- 238000006243 chemical reaction Methods 0.000 description 4
- 150000001875 compounds Chemical class 0.000 description 4
- 238000001816 cooling Methods 0.000 description 4
- 239000004744 fabric Substances 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 239000011230 binding agent Substances 0.000 description 3
- 239000013013 elastic material Substances 0.000 description 3
- 239000011159 matrix material Substances 0.000 description 3
- 230000002829 reductive effect Effects 0.000 description 3
- 230000002787 reinforcement Effects 0.000 description 3
- 206010041662 Splinter Diseases 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000004760 aramid Substances 0.000 description 2
- 238000005336 cracking Methods 0.000 description 2
- 230000003628 erosive effect Effects 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 239000012778 molding material Substances 0.000 description 2
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 238000005475 siliconizing Methods 0.000 description 2
- 238000007669 thermal treatment Methods 0.000 description 2
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 229920006231 aramid fiber Polymers 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000011093 chipboard Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 235000013312 flour Nutrition 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 239000012634 fragment Substances 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 230000008595 infiltration Effects 0.000 description 1
- 238000001764 infiltration Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000003698 laser cutting Methods 0.000 description 1
- 239000012633 leachable Substances 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 229910052575 non-oxide ceramic Inorganic materials 0.000 description 1
- 239000011225 non-oxide ceramic Substances 0.000 description 1
- 239000011224 oxide ceramic Substances 0.000 description 1
- 229910052574 oxide ceramic Inorganic materials 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000004634 thermosetting polymer Substances 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F41—WEAPONS
- F41H—ARMOUR; ARMOURED TURRETS; ARMOURED OR ARMED VEHICLES; MEANS OF ATTACK OR DEFENCE, e.g. CAMOUFLAGE, IN GENERAL
- F41H5/00—Armour; Armour plates
- F41H5/02—Plate construction
- F41H5/04—Plate construction composed of more than one layer
- F41H5/0414—Layered armour containing ceramic material
Definitions
- the invention relates to a ceramic ballistic protective layer for protecting persons and objects, for example vehicles from bombardment, in particular multiple bombardment, and other punctiform attacking mechanical loads, as well as methods for their production.
- ballistic protection systems in addition to the lowest possible weight per unit area and the ability to stop or destroy the projectile core, it is above all the ability to stop several, or possibly also closely adjacent, hits without breaking through.
- a classic ballistic material is steel in specific alloy forms. These alloys withstand hit distances of about three calibers even withstand multiple fire.
- the biggest disadvantage of such systems is the ballistic resistance class related basis weight of eg about 70 kg / m 2 for the fire class FB 7.
- ceramic materials based on the density and the basis weight a higher ballistic protective effect (about 35-45 kg / m 2 ).
- One solution to this problem is to build protective armor from discrete ceramic segments, so-called tiles, with lateral dimensions of the order of 100 mm x 100 mm to 20 mm x 20 mm. If hit, only the tile hit in each case is destroyed, the surrounding system decoupled by the gap between the adjacent tiles remains largely intact. The destroyed area corresponds to the extent of the tile hit.
- Such made of individual tile-like armor elements protective armor are known for example from the patent applications DE 39 40 623 A1 and DE 198 34 393.
- the protective armor according to DE 39 40 623 consists of individual armor elements, preferably ceramic tiles, which are connected by means of an adhesive with a protective backing, for example, a high modulus material made of aramid fibers.
- a protective backing for example, a high modulus material made of aramid fibers.
- the bombardment surface of an armor element according to this prior art is raised towards the direction of impact of the projectile and falls off towards the edges of the armor element.
- the bombardment area is called Spherical surface portion or formed as a pyramid or conical surface.
- a ceramic ballistic protective layer which can be represented as a large-area, optionally curved component and withstands multiple bombardment with a small hit distance. Furthermore, the present invention relates to methods for producing such a protective layer.
- the ceramic ballistic protective layer according to the invention has a closed surface on the side facing the bombardment, whereas the surface facing away from the bombardment is characterized by a segmentation which extends from this surface into the interior of the protective layer but does not extend to the opposite side. penetrates the surface facing the bombardment.
- the segment structure is produced either by means of material-removing methods or by means of material-displacing methods or by means of placeholders.
- the layer not in its entire thickness crossing segmentation obtainable by the fact that in a running at elevated temperature process two firmly interconnected layers whose thermal expansion coefficients are different, are generated, so that in the subsequent cooling phase in the layer of the material with the higher expansion coefficient cracks, which this layer in split individual segments, while the adjacent layer of the material with the lower expansion coefficient remains crack-free.
- a one-sided crack formation during drying for the production of the protective layer according to the invention can be used. This variant is possible both in two-layered as well as in a homogeneous structure.
- the protective layer according to the invention is also suitable for preventing other punctiform attacking mechanical loads.
- the term “bombardment” is therefore to be understood only as an example of such charges. Further details, advantages and embodiments of the invention are disclosed in the following detailed description, claims and drawings.
- the protective layer 1 according to the invention shown in Figures 1 to 4 is a total of about 5 to 150 mm thick.
- the layer On the side facing the bombardment P, the layer has a closed surface 2, whereas the surface 3 facing away from the bombardment is characterized by a segmentation which extends from this surface into the interior of the protective layer 1 but faces the opposite one, facing the bombardment Surface 2 does not penetrate. That is, the depth T of the gaps 4, 4 'between the individual segments 5, from which the side facing away from the bombardment 3 is formed, is smaller than the thickness D of the protective layer 1.
- the depth T of the gaps 4, 4 'between the segments 5 is at least 0.15 mm smaller than the thickness D.
- the entire layer, ie between the bottoms 6, 6 'of the columns 4, 4' and the surface 2 facing the bombardment material with a thickness d of at least 0.15 mm must remain standing.
- the dimensions of the individual segments 5 are between 5 mm ⁇ 5 mm and 250 mm ⁇ 250 mm, with segments having expansions between 10 mm ⁇ 10 mm to 150 mm ⁇ 150 mm being preferred. As already described, larger segments are unsuitable for protection against multiple bombardments with a small hit distance, while for smaller segments the production outlay increases strongly.
- the width of the gaps between the individual segments is between a few ⁇ m when the gaps are obtained as cracks due to uneven thermal expansion or drying, and in the 1/10 mm range when manufactured by mechanical working methods, however, should not exceed 5 mm.
- the invention is not bound to any particular shape of the segments 5.
- the segments are, for example, square, rectangular, parallelogram, polygonal, honeycomb, circular or elliptical.
- the segmented surface, facing away from the bombardment, of the protective layer according to the invention is optionally on a backing (so-called “backing"), which serves to catch bullet fragments (splinters, projectile parts) and to reduce residual energy.
- backing so-called "backing”
- Suitable materials for producing such backings are z. As metal, aramid fabric or Dyneemagelege.
- the closed, non-segmented surface of the protective layer according to the invention is exposed directly to the bombardment.
- the surface of the ballistic protective layer according to the invention facing the bombardment may be coated with one or more further layers, for example ceramic layers.
- such an outer layer can also be produced from individual tiles, but this variant is not preferred because of the economic disadvantages mentioned in the introduction.
- the surface 2 of the protective layer according to the invention closer to the bombardment (facing the bombardment) has no segmentation in contrast to the rear surface 3 of the protective layer facing away from the bombardment.
- the protective layer according to the invention contains at least one ceramic material.
- Suitable materials for protective layers according to the invention are both oxide ceramics such as aluminum oxide and zirconium oxide and non-oxide ceramics such as boron carbide, boron nitride in one of the diamond-shaped high-temperature modifications, silicon nitride, silicon carbide and silicon-infiltrated silicon carbide (SiSiC).
- Particularly suitable are fiber-reinforced ceramics, such as aluminum oxide reinforced alumina, silicon carbide reinforced silicon carbide (SiC / SiC), or carbon fiber reinforced silicon carbide (C / SiC).
- Silicon carbide reinforced with carbon fibers is particularly preferred for the production of the protective layers according to the invention, because during the siliconization-in contrast to the material shrinkage during sintering of conventional ceramics-only relatively small changes in shape occur, so that a high contour accuracy can be achieved. This is particularly advantageous in the production of free-form components, for example curved components.
- the gaps between the segments are filled with a metal or / and a plastic or / and a ceramic material.
- the composition of the material in the gaps differs from the material of which the segments consist, such that the gap-filling material is different from the material whose fraction of the composition of the segments exceeds 50% by volume.
- the segments are made of siliconized ceramics, they also contain free silicon, but in a volume fraction of less than 50%.
- a protective layer according to the invention made of siliconized ceramics they can therefore be completely or partially filled with metallic silicon between the individual segments. "Partially filled” means that the gaps are not filled in their entire volume with the appropriate material.
- the protective layer 1 according to the invention is constructed homogeneously from one of the abovementioned materials and is provided with a segment structure by means of one of the methods according to the invention starting from the surface 3, the gaps 4, 4 'being interposed between the individual segments 5 do not extend through the entire thickness of the layer 1.
- the layer 1 according to the invention consists of two layers A and B lying on top of one another, firmly joined together. The first layer A faces the bombardment and the second layer B is the bombardment away.
- Layer A has on its outwardly facing, the bombardment side facing a closed surface 2 without segmentation and column, while the outwardly facing, facing away from the bombard surface 3 of the layer B is segmented.
- the gaps 4, 4 'delimiting the individual segments 5 extend maximally through the entire thickness of the layer B up to the interface with the layer A.
- the layers A and B can differ in their composition.
- the layer A which is provided for the side facing the bombardment, consists of a fiber-reinforced ceramic, while the layer B facing away from the bombardment, to be provided with the segmentation, consists of a ceramic material without fiber reinforcement or with a smaller volume fraction of reinforcing fibers.
- the layer A facing the bombardment contains a volume fraction of up to 60% of reinforcing fibers, while in the layer B facing away from the bombardment the volume fraction of the reinforcing fibers amounts to a maximum of 45%.
- the volume fraction of the reinforcing fibers in the layer A is less than 50% and in the layer B less than 20%.
- the volume fraction of the ceramic material in the fiber-reinforced layer B facing away from the bombardment is at least 55%.
- the material formulations for both layers optionally contain binders such as resins, preferably pyrolyzable binders and optionally residues of free carbide-forming metals, for example if it is a siliconized ceramic.
- the layer B provided for the side facing away from the bombardment consists of a material having a higher coefficient of thermal expansion than that of the material from which the layer A provided for the side facing the bombardment is constructed. The layers with the different coefficients of thermal expansion are produced in a process occurring at elevated temperature. Upon cooling after treatment at elevated temperature, for example after siliciding, cracks are formed in the layer with the greater coefficient of expansion, which break this layer into segments.
- the cracks extend maximally through the entire thickness of the layer B to the interface with the layer A, which in turn remains free of cracks and is provided for the side facing the bombardment.
- the layers A and B consist of carbon fiber-reinforced, carbonizable molding compositions, wherein the fiber content in the layer A is higher than in the layer B. Is this from the body to a different extent reinforced with fibers layers A and B then with liquid Silicon infiltrates, so Conversion to silicon carbide in layers A and B reaches different degrees. The lower the fiber content, the higher the degree of siliconization and the conversion to silicon carbide.
- the layers A and B which are siliconized to varying degrees, differ in their coefficients of thermal expansion.
- the fiber reinforcement of the ceramic matrix can be obtained by introducing into the molding material in the desired amount introduced short fibers.
- the layer facing the bombardment can also be reinforced by means of a fabric introduced into the ceramic matrix, for example a fabric of carbon fibers.
- felts made of carbon fibers or carbonizable products (eg pressed chipboards) made of cellulose fibers are suitable. These cellulose fibers are also carbonized in the carbonization of the molding composition. A separate carbonization of the individual coating materials and their subsequent assembly before the final high-temperature treatment is also practicable.
- the segmentation of the layer according to the invention takes place either on a suitable intermediate stage of the production process or as a final process step.
- the segment structure on the surface facing away from the bombardment for example, by material-removing processes such as milling, sawing, grinding, erosion, burnout, laser beam cutting, water jet cutting o.ä. produced.
- material-removing processes such as milling, sawing, grinding, erosion, burnout, laser beam cutting, water jet cutting o.ä. produced.
- material is removed on the side facing away from the bombardment in accordance with the desired segment structure so that individual islands of material - the segments 5 - remain, between which narrow gaps 4, 4 ', from which the material has been removed, extend.
- These methods are used when the ceramic body has already solidified, eg after drying or after sintering of the green body.
- the material-removing structuring takes place either before or after the siliconization.
- the not yet silicized starting material can be processed more easily and with simpler means than the final silicized product.
- segmentation prior to siliconization has the disadvantage that in the subsequent infiltration with liquid silicon, the gaps between the segments also at least partially fill with silicon can. This disadvantage is avoided if the columns are filled and blocked in the case of siliciding by placeholders, for example leachable materials, which are removed after the siliconizing.
- the finished siliconized product is structured on one side, for example by means of eroding or laser cutting.
- a segment structure according to the invention is obtainable by material-displacing methods, such as impressing, pressing or pressing in the segment structure into the surface facing away from the bombardment, for example by means of a suitably structured punch or pressing tool.
- material-displacing methods such as impressing, pressing or pressing in the segment structure into the surface facing away from the bombardment, for example by means of a suitably structured punch or pressing tool.
- Another material-displacing process suitable for the production of a segment structure is the separating cutting, in which the surface facing away from the bombardment is segmented by cutting.
- Another method for segmenting the surface facing away from the bombardment is to place placeholder in this surface when the ceramic material is still malleable. These placeholders are, for example, cast into the surface, inserted or pressed. The placeholders are introduced in such a pattern in the surface, which corresponds to the course of the gaps between the segments to be produced.
- bar-shaped placeholders are used which form a grid, for example an orthogonal grid. If the material has assumed a solidified state, the placeholders are removed leaving cavities in the surface. For example, the placeholders are removed after the ceramic material has dried. Subsequently, the ceramic material is sintered. The sintering process involves a certain shrinkage depending on the composition of the ceramic material. This advantageously reduces the width of the columns 4, 4 '.
- the placeholders consist of a sacrificial material, ie a dissolvable or chemically or thermally decomposable, for example pyrolyzable or combustible material and are during one of the subsequent steps of the manufacturing process, for example a thermal treatment or by treatment with a solvent from the solidified material away.
- a sacrificial material ie a dissolvable or chemically or thermally decomposable, for example pyrolyzable or combustible material and are during one of the subsequent steps of the manufacturing process, for example a thermal treatment or by treatment with a solvent from the solidified material away.
- placeholders are introduced from a virtually residue-free pyrolysable material such as polyvinyl alcohol, polyvinyl acetate, polymethyl methacrylate or polymethylmethacrylimide in the surface to be segmented. These placeholders are pyrolyzed during sintering, leaving recesses in the surface.
- a protective layer according to the invention thus constructed is cooled after a thermal treatment step, for example after sintering or after siliconizing, cracks are formed in the layer B of the material with the higher coefficient of expansion, which break this layer into segments.
- the cracks traverse the layer B at most to the interface with the layer A, which in turn remains free of cracks thanks to their lower thermal expansion.
- a ballistic protective layer according to the invention is obtained, the surface facing the bombardment is closed, while the surface facing away from the bombardment is structured into individual segments bounded by the cracks.
- crack formation occurring only on one surface of a homogeneous protective layer or only in one layer B of a two-layer protective layer during the dry process of the ceramic material can be used to produce a ballistic protective layer according to the invention.
- the one-sided cracking is caused, for example, by the fact that the green body is heated more strongly during drying from one side than from the other.
- the protective layer according to the invention is suitable for protecting persons, vehicles and aircraft and other objects from bombardment even in the case of multiple bombardment with small hit spacing, or other types of punctiform attacking mechanical stress. Another application of the protective layer according to the invention relates to the protection of satellites from mechanical destruction.
- a grid-shaped web system is introduced. This is fixed at a distance of about 1 mm above the bottom of the mold.
- the webs of which the grid is constructed have a distance of about 20 mm from each other, have a height of about 20 mm and form an orthogonal grid.
- the wall of the webs has a thickness of less than 1 mm.
- a sinterable ceramic mass is poured. Due to the distance between the grid and the mold floor, an independent leveling of the liquid mass takes place. After drying at a temperature above 80 ° C, the webs can be removed.
- the resulting green body has a closed on one side surface, whereas the opposite surface has a segmentation with the web system corresponding pattern.
- Such green bodies can be sintered in a known manner. Due to the shrinkage of the material during sintering, the width of the gaps left in the removal of the web system advantageously reduces to the range of about 0.1 to 0.3 mm.
- the mold is prepared and filled as in Example 1, but the web system consists of a residue-free pyrolysable material, which initially remains in the green body after drying and is completely pyrolyzed in the subsequent high-temperature process and column 4, 4 ', which enclose segments 5, leaves.
- a sinterable ceramic mass is placed in a mold and pre-dried to a green body. Subsequently, a corresponding segmentation is introduced by impressing a pattern, for example by means of a lattice-shaped structured pressing tool or stamp, or by cutting. The resulting segmentation does not penetrate the opposite surface.
- a prepared green body is sintered in a known manner.
- a porous body of carbon fiber reinforced carbon (C / C) having a total thickness of 8 mm is cut on one side with a cutter such that the cuts form a lattice pattern.
- the cutting depth is a maximum of 7.5 mm.
- the cuts are narrower than 1 mm.
- the sections were placed orthogonally in each case at a distance of 20 mm. Subsequently, the sections were provided with a filling of boron nitride (hexagonal modification), and the porous body of carbon fiber-reinforced carbon (C / C) was infiltrated in an inert atmosphere or under protective gas with liquid silicon. The boron nitride fill in the gaps prevents them from filling with silicon.
- boron nitride acts during the silicification process as a placeholder, which is then removed by washing. After final cleaning, a plate of C / SiC was available, which has a continuous surface on one side and a corresponding segmentation on the reverse side.
- An approximately 4 mm high layer of short fiber reinforced carbonizable molding compound with a volume fraction of 50% carbon fibers is introduced into a mold (layer A).
- the first layer (layer A) has a thickness of about 1 to 1.5 mm, the entire compact has a height of about 14 mm. It is then carbonized at about 900 ° C.
- the molding compositions of the two layers are converted to silicon carbide to varying degrees due to their different fiber content in the subsequent siliconization.
- a protective layer composed of two carbon fiber reinforced ceramic layers A and B having different degrees of siliconization is prepared, but the matrix in the first layer (layer A) is reinforced with a carbon fiber fabric rather than short fibers.
- Example 5 a protective layer composed of two carbon fiber reinforced ceramic layers A and B having different degrees of siliconization is produced, but in the second layer (layer B), the fibers are in the form of felt of carbon fibers.
- a protective layer composed of two carbon fiber reinforced ceramic layers A and B having different levels of siliconization is produced.
- the molding compound used for the preparation of the layer B contains no carbon fibers, but cellulose fibers, which are also carbonized in the carbonization of the molding material.
- a shaped body is prepared and cured.
- these moldings are arranged at a distance of 15 mm orthogonal to each other arranged saw cuts with a cutting width of about 0.5 mm (saw blade width) such that the depth of cut is about 2 mm lower than the component thickness.
- the saw blade side facing away is thus not broken.
- shrinkage occurs by about 50%.
- the gap dimensions of the sawing also change to approx. 50% of their original width. During the subsequent siliconization, these reduced gap widths are retained.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Aiming, Guidance, Guns With A Light Source, Armor, Camouflage, And Targets (AREA)
- Laminated Bodies (AREA)
- Chemically Coating (AREA)
- Inorganic Insulating Materials (AREA)
Description
- Die Erfindung betrifft eine keramische ballistische Schutzschicht zum Schutz von Personen und Objekten, beispielsweise Fahrzeugen vor Beschuss, insbesondere Mehrfachbeschuss, und anderen punktförmig angreifenden mechanischen Belastungen, sowie Verfahren zu ihrer Herstellung.
- Bei ballistischen Schutzsystemen spielt neben einem möglichst geringen Flächengewicht und dem Vermögen, den Projektilkern zu stoppen bzw. zu zerstören, vor allem die Fähigkeit eine Rolle, mehrere, ggf. auch eng nebeneinander liegende Treffer ohne Durchschuss aufzuhalten. Ein klassischer ballistischer Werkstoff ist Stahl in spezifischen Legierungsformen. Diese Legierungen halten bei Trefferabständen von etwa drei Kalibern noch einem Mehrfachbeschuss stand. Der größte Nachteil derartiger Systeme ist das auf die ballistischen Widerstandsklasse bezogene Flächengewicht von z.B. ca. 70 kg/m2 für die Beschussklasse FB 7. Demgegenüber weisen keramische Werkstoffe bezogen auf die Dichte und das Flächengewicht eine höhere ballistische Schutzwirkung auf (ca. 35 - 45 kg/m2). Einem Mehrfachbeschuss (Multi-Hit) mit einem Trefferabstand von etwa drei Kalibern halten solche Schutzpanzerungen jedoch wegen des großflächigen und totalen Versagensverhaltens konventioneller monolithischer Keramiken nicht stand.
Eine Lösung dieses Problems besteht darin, Schutzpanzerungen aus diskreten keramischen Segmenten, sogenannten Kacheln, mit lateralen Abmessungen in der Größenordnung 100 mm x 100 mm bis 20 mm x 20 mm aufzubauen. Bei einem Treffer wird nur die jeweils getroffene Kachel zerstört, das umliegende, durch den Spalt zwischen den benachbarten Kacheln entkoppelte System bleibt weitgehend unversehrt. Die zerstörte Fläche entspricht der Ausdehnung der getroffenen Kachel. Derartige aus einzelnen kachelförmigen Panzerungselementen zusammengesetzte Schutzpanzerungen sind beispielsweise aus den Patentanmeldungen DE 39 40 623 A1 und DE 198 34 393 bekannt. Die Schutzpanzerung nach DE 39 40 623 besteht aus einzelnen Panzerungselementen, bevorzugt Keramikkacheln, die mittels eines Klebstoffs mit einer Schutzunterlage, beispielsweise einem Hochmodulwerkstoff aus Aramidfasern, verbunden sind. Die Beschussfläche eines Panzerungselements nach diesem Stand der Technik ist zur Auftreffrichtung des Geschosses hin erhaben ausgebildet und fällt zu den Rändern des Panzerungselementes hin ab. Beispielsweise ist die Beschussfläche als Kugelflächenabschnitt oder als Pyramiden- oder Kegelmantelfläche ausgebildet. Dadurch wird ein auf das Panzerungselement auftreffendes Geschoss seitlich abgelenkt, seine Auftrefffläche vergrößert und die Durchschlagswirkung herabgesetzt. - WO 91/07632, die eine Basis für den Oberbegriff des Anspruchs 1 bildet, offenbart eine Panzerung bestehend umfassend
- (a) eine harte Aufprallschicht bestehend aus mindestens einem, bevorzugt mehreren keramischen Körpern, die als Kacheln ausgebildet sind
- (b) Mittel aus einem elastischen Material, welche die harte Aufprallschicht am Rand festhalten, wobei diese Mittel um den Rand der Aufprallschicht herum angeordnet sind und mit der Aufprallschicht verbunden sind
- (c) Mittel aus einem elastischen Material, um den (mindestens einen) keramischen Körper festzuhalten, wobei diese Mittel rund um den Rand eines jeden der keramischen Körper, welche die harte Aufprallschicht bilden, angeordnet sind und ein verbundenes Netzwerk aus dem elastischen Material bilden.
- Mit der vorliegenden Erfindung wird eine keramische ballistische Schutzschicht bereit gestellt, welche als großflächiges, gegebenenfalls gekrümmtes Bauteil darstellbar ist und einem Mehrfachbeschuss mit geringem Trefferabstand Stand hält. Weiterhin betrifft die vorliegende Erfindung Verfahren zur Herstellung einer solchen Schutzschicht.
Die erfindungsgemäße keramische ballistische Schutzschicht weist auf der dem Beschuss zugewandten Seite eine geschlossene Oberfläche auf, wohingegen die dem Beschuss abgewandte Oberfläche durch eine Segmentierung gekennzeichnet ist, die von dieser Oberfläche ausgehend sich in das Innere der Schutzschicht erstreckt, jedoch die Schicht nicht bis zur gegenüberliegenden, dem Beschuss zugewandte Oberfläche durchdringt. Die Segmentstruktur wird entweder mittels Material abtragender Verfahren oder mittels Material verdrängender Verfahren oder mittels Platzhaltern hergestellt. Alternativ ist eine von einer Seite ausgehende, die Schicht nicht in ihrer gesamten Dicke durchquerende Segmentierung dadurch erhältlich, dass in einem bei erhöhter Temperatur ablaufenden Prozess zwei fest miteinander verbundene Schichten, deren thermische Ausdehnungskoeffizienten verschieden sind, erzeugt werden, so dass in der anschließenden Abkühlphase in der Schicht aus dem Material mit dem höheren Ausdehnungskoeffizienten Risse entstehen, welche diese Schicht in einzelne Segmente zerteilen, während die angrenzende Schicht aus dem Material mit dem geringeren Ausdehnungskoeffizienten rissfrei bleibt.
Ebenso ist eine einseitige Rissbildung beim Trocknen zur Herstellung der erfindungsgemäßen Schutzschicht nutzbar. Diese Variante ist sowohl bei zweischichtigem als auch bei homogenem Aufbau möglich.
Obwohl im folgenden die erfindungsgemäße Schutzschicht vorwiegend unter dem Aspekt ihrer Verwendung zum Schutz gegen Beschuss beschrieben wird, ist die Erfindung nicht auf diesen Verwendungszweck beschränkt. Die erfindungsgemäße Schutzschicht ist auch geeignet, andere punktförmig angreifende mechanische Belastungen abzuhalten. In der folgenden Beschreibung ist der Begriff "Beschuss" daher nur als ein Beispiel für derartige Belastungen zu verstehen.
Weitere Einzelheiten, Vorteile und Ausführungsformen der Erfindung werden in der folgenden detaillierten Beschreibung, den Ansprüchen und den Zeichnungen offenbart. - In den Figuren zeigen
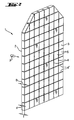
- Figur 1
- eine perspektivische Darstellung einer erfindungsgemäße Schutzschicht aus der Richtung des Beschusses P gesehen
- Figur 2
- eine perspektivische Darstellung einer erfindungsgemäße Schutzschicht von der dem Beschuss abgewandten Seite aus gesehen
- Figur 3
- eine vergrößerte perspektivische Darstellung einer erfindungsgemäßen Schutzschicht gemäß Figur 2, teilweise aufgebrochen
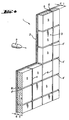
- Figur 4
- eine vergrößerte perspektivische Darstellung einer weiteren Ausführungsform der erfindungsgemäßen Schutzschicht, teilweise aufgebrochen
- Die in den Figuren 1 bis 4 dargestellte erfindungsgemäße Schutzschicht 1 nach Anspruch 1 ist insgesamt etwa 5 bis 150 mm dick. Auf der dem Beschuss P zugewandten Seite weist die Schicht eine geschlossene Oberfläche 2 auf, wohingegen die dem Beschuss abgewandte Oberfläche 3 durch eine Segmentierung gekennzeichnet ist, die von dieser Oberfläche ausgehend sich in das Innere der Schutzschicht 1 erstreckt, jedoch die gegenüberliegende, dem Beschuss zugewandte Oberfläche 2 nicht durchdringt. D.h. die Tiefe T der Spalten 4, 4' zwischen den einzelnen Segmenten 5, aus denen die dem Beschuss abgewandte Seite 3 ausgebildet ist, ist kleiner als die Dicke D der Schutzschicht 1. Um eine zuverlässige Funktion und Stabilität der erfindungsgemäßen Schutzschicht zu gewährleisten, sollte die Tiefe T der Spalten 4, 4' zwischen den Segmenten 5 um mindestens 0,15 mm kleiner sein als die Dicke D der gesamten Schicht, d.h. zwischen den Böden 6, 6' der Spalten 4, 4' und der dem Beschuss zugewandten Oberfläche 2 muss Material mit einer Dicke d von mindestens 0,15 mm stehen bleiben.
- Die Abmessungen der einzelnen Segmente 5 liegen zwischen 5 mm x 5 mm und 250 mm x 250 mm, wobei Segmente mit Ausdehnungen zwischen 10 mm x 10 mm bis 150 mm x 150 mm bevorzugt werden. Größere Segmente sind wie bereits beschrieben ungeeignet für den Schutz gegen Mehrfachbeschuss mit geringem Trefferabstand, während für kleinere Segmente der Herstellungsaufwand stark zunimmt. Die Breite der Spalte zwischen den einzelnen Segmenten liegt zwischen wenigen µm, wenn die Spalte als Risse infolge ungleicher thermischer Ausdehnung oder beim Trocknen erhalten werden und im 1/10 mm Bereich, wenn sie mittels mechanischer Bearbeitungsverfahren hergestellt werden, sollte jedoch 5 mm nicht überschreiten.
- Die Erfindung ist nicht an eine bestimmte Form der Segmente 5 gebunden. Die Segmente sind beispielsweise quadratisch, rechteckig, parallelogrammförmig, vieleckig, wabenförmig, kreisrund oder elliptisch. Es sind auch frei gestaltete Formen mit unregelmäßigen, beispielsweise schlangenförmigen Konturen möglich, jedoch erhöhen sich für eine komplizierte Formgebung der Fertigungsaufwand bzw. die Anforderungen an die dafür verwendeten Maschinen und Werkzeuge.
- Die segmentierte, dem Beschuss abgewandte Oberfläche der erfindungsgemäßen Schutzschicht liegt ggf. auf einer Unterlage (sog. "backing") auf, welche zum Auffangen von Geschossbruchstücken (Splitter, Projektilteile) und zum Abbau von Restenergie dient. Aufbau und Herstellung solcher backings sind in der Fachwelt bekannt. Geeignete Materialien zur Herstellung solcher backings sind z. B. Metall, Aramidgewebe oder Dyneemagelege.
- Es ist für die Funktion der Erfindung nicht zwingend erforderlich, dass die geschlossene, nicht segmentierte Oberfläche der erfindungsgemäßen Schutzschicht direkt dem Beschuss ausgesetzt ist. Die dem Beschuss zugewandte Oberfläche der erfindungsgemäßen ballistischen Schutzschicht ist ggf. mit einer oder mehreren weiteren Schichten überzogen, beispielsweise keramischen Schichten. Prinzipiell kann eine solche äußere Schicht auch aus einzelnen Kacheln hergestellt werden, wobei diese Variante jedoch wegen der eingangs erwähnten ökonomischen Nachteile nicht bevorzugt ist.
- Entscheidend für die Funktion der erfindungsgemäßen Schutzschicht ist nur, dass die näher zum Beschuss liegende (dem Beschuss zugewandte) Oberfläche 2 der erfindungsgemäßen Schutzschicht im Gegensatz zu der dem Beschuss abgewandten, rückwärtigen Oberfläche 3 der Schutzschicht keine Segmentierung aufweist.
- Die erfindungsgemäße Schutzschicht enthält mindestens ein keramisches Material. Die Herstellung solcher Materialien ist in der Fachwelt bekannt. Geeignete Materialien für erfindungsgemäße Schutzschichten sind sowohl oxidische Keramiken wie Aluminiumoxid und Zirkoniumoxid als auch nichtoxidische Keramiken wie Borcarbid, Bornitrid in einer der diamantförmigen Hochtemperaturmodifikationen, Siliciumnitrid, Siliciumcarbid und mit Silicium infiltriertes Siliciumcarbid (SiSiC). Besonders geeignet sind mit Fasern verstärkte Keramiken, wie mit Aluminiumoxidfasern verstärktes Aluminiumoxid, mit Siliciumcarbidfasern verstärktes Siliciumcarbid (SiC/SiC) oder mit Kohlenstofffasern verstärktes Siliciumcarbid (C/SiC). Mit Kohlenstofffasern verstärktes Siliciumcarbid ist besonders bevorzugt für die Herstellung der erfindungsgemäßen Schutzschichten, weil während der Silicierung - im Gegensatz zur Materialschrumpfung beim Sintern konventioneller Keramiken - nur relativ geringe Formveränderungen eintreten, so dass eine hohen Konturtreue erreichbar ist. Dies ist besonders vorteilhaft bei der Herstellung von Freiformbauteilen, beispielsweise gekrümmten Bauteilen.
In einer Variante der erfindungsgemäßen ballistischen Schutzschicht werden die Spalte zwischen den Segmenten mit einem Metall oder/und einem Kunststoff oder/und einem keramischen Material, aufgefüllt. Dabei unterscheidet sich die Zusammensetzung des Materials in den Spalten von den Material aus dem die Segmente bestehen derart, dass das spaltfüllende Material verschieden ist von dem Material, dessen Anteil an der Zusammensetzung der Segmente 50 vol% überschreitet. Bestehen die Segmente beispielsweise aus silicierter Keramik, so enthält diese auch freies Silicium, jedoch in einem Volumenanteil von weniger als 50 %. In einer erfindungsgemäßen Schutzschicht auss silicierter Keramik können sie Spalten zwischen den einzelnen Segmenten also vollständig oder teilweise mit metallischem Silicium gefüllt werden. "Teilweise gefüllt" bedeutet, dass die Spalte nicht in ihrem ganzen Volumen mit dem entsprechenden Material gefüllt sind. - In der in den Figuren 1 bis 3 dargestellten Variante der Erfindung ist die erfindungsgemäße Schutzschicht 1 homogen aus einem der vorgenannten Materialien aufgebaut und wird mittels eines der erfindungsgemäßen Verfahren von der Oberfläche 3 ausgehend mit einer Segmentstruktur versehen, wobei die Spalte 4 ,4' zwischen den einzelnen Segmenten 5 sich nicht durch die gesamte Dicke der Schicht 1 erstrecken.
In einer zweiten Variante, die in Figur 4 dargestellt ist, besteht die erfindungsgemäße Schicht 1 aus zwei aufeinander liegenden, fest miteinander verbundenen Schichten A und B. Die erste Schicht A ist dem Beschuss zugewandt und die zweite Schicht B ist dem Beschuss abgewandt. Schicht A verfügt auf ihrer nach außen weisenden, dem Beschuss zugewandten Seite über eine geschlossene Oberfläche 2 ohne Segmentierungen und Spalte, während die nach außen weisende, dem Beschuss abgewandte Oberfläche 3 der Schicht B segmentiert ist. Die Spalte 4, 4', welche die einzelnen Segmente 5 begrenzen, erstrecken sich maximal durch die gesamte Dicke der Schicht B bis zur Grenzfläche zur Schicht A.
Die Schichten A und B können sich in ihrer Zusammensetzung unterscheiden.
Beispielsweise besteht die Schicht A, die für die dem Beschuss zugewandte Seite vorgesehen ist, aus einer faserverstärkten Keramik, während die dem Beschuss abgewandte, mit der Segmentierung zu versehende Schicht B aus einem keramischen Material ohne Faserverstärkung oder mit einem geringeren Volumenanteil an Verstärkungsfasern besteht. In dieser Ausführungsform enthält die dem Beschuss zugewandte Schicht A einen Volumenanteil von bis zu 60 % an Verstärkungsfasern, während in der dem Beschuss abgewandten Schicht B der Volumenanteil der Verstärkungsfasern maximal 45 % beträgt. Besonders bevorzugt liegt der Volumenanteil der Verstärkungsfasern in der Schicht A unter 50 % und in der Schicht B unter 20 %. Der Volumenanteil des keramischen Materials in der dem Beschuss abgewandten faserverstärkten Schicht B beträgt mindestens 55 %. Zusätzlich zu dem matrixbildenden keramischen Material und den Verstärkungsfasern enthalten die Materialformulierungen für beide Schichten ggf. Bindemittel wie Harze, bevorzugt pyrolysierbare Bindemittel und gegebenenfalls Reste freier carbidbildender Metalle, z.B. wenn es sich um eine silicierte Keramik handelt.
In einer weiteren Ausführungsform besteht die für die dem Beschuss abgewandte Seite vorgesehene Schicht B aus einem Material mit einem höheren thermischen Ausdehnungskoeffizienten als der des Materials, aus dem die für die dem Beschuss zugewandte Seite vorgesehene Schicht A aufgebaut ist. Die Schichten mit den unterschiedlichen thermischen Ausdehnungskoeffizienten werden in einem bei erhöhter Temperatur ablaufenden Prozess erzeugt. Beim Abkühlen nach der Behandlung bei erhöhter Temperatur, beispielsweise nach dem Silicieren, bilden sich in der Schicht mit dem größeren Ausdehnungskoeffizienten Risse, welche diese Schicht in Segmente zerteilen. Die Risse erstrecken sich maximal durch die gesamte Dicke der Schicht B bis an die Grenzfläche zur Schicht A, welche ihrerseits rissfrei bleibt und für die dem Beschuss zugewandte Seite vorgesehen ist.
Beispielsweise bestehen die Schichten A und B aus mit Kohlenstofffasern verstärkten, carbonisierbaren Formmassen, wobei der Fasergehalt in der Schicht A höher ist als in der Schicht B. Wird dieser aus den in unterschiedlich hohem Maße mit Fasern verstärkten Schichten A und B bestehende Körper anschließend mit flüssigem Silicium infiltriert, so erreicht die Konvertierung zu Siliciumcarbid in den Schichten A und B unterschiedliche Grade. Je geringer der Faseranteil, desto höher ist der Grad der Silicierung und der Konvertierung zu Siliciumcarbid. Die in unterschiedlich hohem Grade silicierten Schichten A und B unterscheiden sich in ihren thermischen Ausdehnungskoeffizienten. Wegen des höheren Silicierungsgrades ist die thermische Ausdehnung der Schicht B größer, so dass sich beim Abkühlen Risse bilden, die zu einer Segmentierung dieser Schicht führen, während die Schicht A geschlossen bleibt. Die Rissbildung lässt sich über den Silicierungsgrad bzw. Konvertierungsgrad gezielt steuern.
Die Faserverstärkung der Keramikmatrix kann durch in die Formmasse in der gewünschten Menge eingebrachte Kurzfasern erhalten werden. Die dem Beschuss zugewandte Schicht kann aber auch mittels eines in die Keramikmatrix eingebrachten Gewebes, beispielsweise eines Gewebes aus Kohlenstofffasern, verstärkt werden. Für die Faserverstärkung der dem Beschuss abgewandten, zu segmentierenden Schicht sind Filze aus Kohlenstofffasern oder carbonisierbare Produkte (z.B. Pressspanplatten) aus Cellulosefasern geeignet. Diese Cellulosefasern werden bei der Carbonisierung der Formmasse ebenfalls carbonisiert. Praktikabel ist auch eine getrennte Carbonisierung der einzelnen Schichtwerkstoffe und deren anschließendes Zusammenfügen vor der abschließenden Hochtemperaturbehandlung. - Die Segmentierung der erfindungsgemäßen Schicht erfolgt entweder auf einer geeigneten Zwischenstufe des Herstellungsprozess oder als abschließender Verfahrensschritt.
Die Segmentstruktur auf der dem Beschuss abgewandten Oberfläche ist beispielsweise durch Material abtragende Verfahren wie Fräsen, Sägen, Schleifen, Erodieren, Ausbrennen, Laserstrahlschneiden, Wasserstrahlschneiden o.ä. herstellbar. Mittels eines dieser Verfahren wird auf der dem Beschuss abgewandten Seite entsprechend der gewünschten Segmentstruktur Material entfernt, so dass einzelne Materialinseln - die Segmente 5 - stehenbleiben, zwischen denen sich schmale Spalte 4, 4', aus denen das Material abgetragen wurde, erstrecken. Diese Verfahren werden angewendet, wenn sich der keramische Körper bereits verfestigt hat, also z.B. nach dem Trocknen oder nach dem Sintern des Grünkörpers.
Soll die erfindungsgemäße Schutzschicht aus silicierter Keramik hergestellt werden, dann erfolgt die materialabtragende Strukturierung entweder vor oder nach der Silicierung. Das noch nicht silicierte Ausgangsmaterial lässt sich leichter und mit einfacheren Mitteln bearbeiten als das silicierte Endprodukt. Jedoch hat eine vor der Silicierung erfolgte Segmentierung den Nachteil, dass sich bei der anschließenden Infiltration mit flüssigem Silicium auch die Spalte zwischen den Segmenten zumindest teilweise mit Silicium füllen können. Dieser Nachteil wird vermieden, wenn die Spalten beim Silicieren durch Platzhalter, beispielsweise auswaschbare Materialien aufgefüllt und blockiert werden, die nach dem Silicieren entfernt werden. Alternativ wird das fertig silicierte Produkt einseitig strukturiert, beispielsweise mittel Erodieren oder Laserstrahlschneiden.
Weiterhin ist eine erfindungsgemäße Segmentstruktur durch materialverdrängende Verfahren wie Einprägen, Eindrücken oder Einpressen der Segmentstruktur in die dem Beschuss abgewandte Oberfläche, beispielsweise mittels eines entsprechend strukturierten Stempels oder Presswerkzeugs erhältlich.
Ein anderes für die Herstellung einer Segmentstruktur geeignetes materialverdrängendes Verfahren ist das Trennschneiden, bei dem die dem Beschuss abgewandte Oberfläche durch Einschneiden segmentiert wird.
Eine weitere Methode zur Segmentierung der dem Beschuss abgewandten Oberfläche besteht darin, in diese Oberfläche Platzhalter einzubringen, wenn das keramische Material noch formbar ist. Diese Platzhalter werden beispielsweise in die Oberfläche eingegossen, eingelegt oder eingepresst. Die Platzhalter werden in einem solchen Muster in die Oberfläche eingebracht, das dem Verlauf der Spalte zwischen den herzustellenden Segmenten entspricht. Bevorzugt werden stegförmige Platzhalter verwendet, die ein Gitter, beispielsweise ein orthogonales Gitter, bilden. Wenn das Material einen verfestigten Zustand angenommen hat, werden die Platzhalter unter Zurücklassen von Vertiefungen in der Oberfläche wieder entfernt. Beispielsweise werden die Platzhalter nach dem Trocknenlassen des keramischen Materials abgenommen. Anschließend wird das keramische Material gesintert. Der Sinterprozess ist mit einer gewissen, in ihrem Ausmaß von der Zusammensetzung des keramischen Materials abhängigen Schrumpfung verbunden. Dadurch verringert sich vorteilhafterweise die Breite der Spalten 4, 4'.
In einer Variante dieses Verfahrens bestehen die Platzhalter aus einem Opfermaterial, d. h. einem auflösbaren oder chemisch oder thermisch zersetzbaren, beispielsweise pyrolysierbaren oder brennbaren Material und werden während eines der nachfolgenden Schritte des Herstellungsprozesses, beispielsweise einer thermischen Behandlung oder durch Behandlung mit einem Lösungsmittel aus dem verfestigten Material entfernt. Beispielsweise werden Platzhalter aus einem nahezu rückstandfrei pyrolysierbaren Material wie Polyvinylalkohol, Polyvinylacetat, Polymethylmetacrylat oder Polymethylmetacrylimid in die zu segmentierende Oberfläche eingebracht. Diese Platzhalter werden während des Sinterns pyrolysiert und lassen dabei in der Oberfläche Vertiefungen zurück. Alternativ werden Platzhalter verwendet, die aus einem Material bestehen, das während der Hochtemperaturbehandlung herausbrennt.
Material abtragende, Material verdrängende und auf dem Einsatz von Platzhaltern basierende Segmentierungsverfahren sind sowohl für die Herstellung von erfindungsgemäßen Schutzschichten mit homogenem Aufbau nach den Figuren 1 bis 3 als auch für die Herstellung zweischichtiger Schutzschichten nach Figur 4 anwendbar. Bei zweischichtigen Schutzschichten wird die Schicht B, die für die dem Beschuss abgewandten Seite vorgesehen ist, mit einem der vorgenannten Verfahren bearbeitet, so dass eine Segmentstruktur erhalten wird.
Eine weitere Methode, zweischichtig aufgebaute erfindungsgemäße Schutzschichten mit einer einseitigen Segmentierung zu versehen, ist anwendbar, wenn sich bei erhöhter Temperatur zwei aufeinander haftende Schichten A und Schicht B mit unterschiedlichen thermischen Ausdehnungskoeffizienten erzeugen lassen. Die für die dem Beschuss zugewandte Seite vorgesehene Schicht A hat den kleineren thermischen Ausdehnungskoeffizienten. Wird eine so aufgebaute erfindungsgemäße Schutzschicht nach einem thermischen Behandlungsschritt, beispielsweise nach dem Sintern oder nach dem Silicieren, abgekühlt, so bilden sich in der Schicht B aus dem Material mit dem höheren Ausdehnungskoeffizienten Risse, welche diese Schicht in Segmente zerteilen. Die Risse durchqueren die Schicht B maximal bis hin zur Grenzfläche zur Schicht A, die ihrerseits dank ihrer geringeren thermischen Ausdehnung rissfrei bleibt. Auf diese Weise wird eine erfindungsgemäße ballistische Schutzschicht erhalten, deren dem Beschuss zugewandte Oberfläche geschlossen ist, während die dem Beschuss abgewandte Oberfläche in einzelne, durch die Risse begrenzte Segmente strukturiert ist.
Ebenso ist eine nur an einer Oberfläche einer homogenen Schutzschicht oder nur in einer Schicht B einer zweischichtigen Schutzschicht auftretende Rissbildung beim Trockenprozess des keramischen Materials zur Herstellung einer erfindungsgemäßen ballistischen Schutzschicht nutzbar. Die einseitige Rissbildung wird beispielsweise dadurch hervorgerufen, dass der Grünkörper beim Trocknen von einer Seite her stärker beheizt wird als vom der anderen. - Die erfindungsgemäße Schutzschicht ist geeignet zum Schutz von Personen, Fahr- und Flugzeugen und anderen Objekten vor Beschuss auch im Fall von Mehrfachbeschuss mit geringem Trefferabstand, oder anderen Arten von punktförmig angreifender mechanischer Belastung. Eine weitere Anwendung der erfindungsgemäßen Schutzschicht betrifft den Schutz von Satelliten vor mechanischer Zerstörung.
- In eine Gussform wird ein gitterförmiges Stegsystem eingebracht. Dieses wird in einem Abstand von ca. 1 mm über dem Boden der Form fixiert. Die Stege, aus denen das Gitter aufgebaut ist, weisen untereinander einen Abstand von ca. 20 mm auf, haben eine Höhe von ca. 20 mm und bilden ein orthogonales Gitter. Die Wandung der Stege hat eine Dicke von weniger als 1 mm.
In eine derart vorbereitete Form wird eine sinterfähige keramische Masse eingegossen. Durch den Abstand zwischen Gitter und Formboden findet eine selbständige Nivellierung der flüssigen Masse statt. Nach dem Trocknen bei einer Temperatur oberhalb von 80 °C lassen sich die Stege entfernen. Der so entstandene Grünkörper weist eine einseitig geschlossene Oberfläche auf, wohingegen die gegenüberliegende Oberfläche eine Segmentierung mit einem dem Stegsystems entsprechenden Muster aufweist.
Derartige Grünkörper lassen sich in bekannter Weise sintern. Aufgrund der Schrumpfung des Materials beim Sintern verringert sich die Breite der Spalte, die bei der Entfernung des Stegsystems zurück geblieben sind, in vorteilhafter Weise auf den Bereich von ca. 0,1 bis 0,3 mm. - Die Form wird wie in Beispiel 1 vorbereitet und gefüllt, jedoch besteht das Stegsystem aus einem rückstandsfrei pyrolysierbaren Material, welches nach der Trocknung zunächst im Grünkörper verbleibt und bei dem nachfolgenden Hochtemperaturprozess vollständig pyrolysiert wird und dabei Spalte 4, 4', welche Segmente 5 umschließen, hinterlässt.
- Eine sinterfähige keramische Masse wird in eine Form gegeben und zu einem Grünkörper vorgetrocknet. Anschließend wird eine entsprechende Segmentierung durch Einprägen eines Musters, beispielsweise mittels eines gitterförmig strukturierten Presswerkzeugs oder Stempels, oder durch Trennschneiden eingebracht. Die so entstandene Segmentierung durchdringt nicht die gegenüber liegende Oberfläche. Ein derart präparierter Grünkörper wird in bekannter Weise gesintert.
- Ein poröser Körper aus mit Kohlenstofffasern verstärktem Kohlenstoff (C/C) mit einer Gesamtdicke von 8 mm wird einseitig mit einer Schneidevorrichtung so eingeschnitten, dass die Schnitte ein gitterförmiges Muster bilden. Die Schnitttiefe beträgt maximal 7,5 mm. Die Schnitte sind schmaler als 1 mm. Die Schnitte wurden orthogonal in jeweils 20 mm Abstand zueinander eingebracht.
Anschließend wurden die Schnitte mit einer Füllung aus Bornitrid (hexagonale Modifikation) versehen und der poröse Körper aus mit Kohlenstofffasern verstärktem Kohlenstoff (C/C) wird in inerter Atmosphäre oder unter Schutzgas mit flüssigem Silicium infiltriert. Die Bornitridfüllung in den Spalten verhindert, dass sich diese mit Silicium füllen. In diesem Sinne wirkt Bornitrid während des Silicierungsprozesses als Platzhalter, der anschließend durch Auswaschen entfernt wird.
Nach abschließender Reinigung stand eine Platte aus C/SiC zur Verfügung, die auf einer Seite eine durchgängige Oberfläche und auf der Kehrseite eine entsprechende Segmentierung aufweist. - Eine etwa 4 mm hohe Schicht kurzfaserverstärkten carbonisierbare Formmasse mit einem Volumenanteil von 50 % Kohlenstofffasern wird in eine Form eingebracht (Schicht A). Auf diese Schicht wird eine zweite Schicht (Schicht B) aus einer kurzfaserverstärken carbonisierbare Formmasse mit einem Volumenanteil an Kohlenstofffasern von 20 % aufgebracht und beide Schichten miteinander verpresst. Nach dem Pressvorgang besitzt die erste Schicht (Schicht A) eine Dicke von ca. 1 bis 1,5 mm, der gesamte Pressling hat eine Höhe von ca. 14 mm. Er wird anschließend bei ca. 900 °C carbonisiert.
Die Formmassen der beiden Schichten werden aufgrund ihres unterschiedlichen Fasergehaltes bei der nachfolgenden Silicierung in verschieden hohem Grad zu Siliciumcarbid konvertiert. Die Formmasse mit dem höheren Fasergehalt, deren Konvertierungsgrad geringer ist, bildet eine geschlossene Schicht A, die für die dem Beschuss zugewandte Seite vorgesehen ist.
Wegen des höheren thermischen Ausdehnungskoeffizienten des höher silicierten Materials in der Schicht B kommt es beim Abkühlen in dieser Schicht zur Bildung von Rissen, welche sich quer durch diese Schicht bis an die Grenzfläche zu Schicht A ausbreiten. Die durch das Rissmuster segmentierte Oberfläche der Schicht B ist für die dem Beschuss abgewandte Seite vorgesehen. - Wie in Beispiel 5 beschrieben, wird eine aus zwei mit Kohlenstofffasern verstärkten Keramikschichten A und B mit unterschiedlich hohem Silicierungsgrad bestehende Schutzschicht hergestellt, wobei jedoch die Matrix in der ersten Schicht (Schicht A) nicht mit Kurzfasem, sondern mit einem Gewebe aus Kohlenstofffasern verstärkt ist.
- Wie in Beispiel 5 beschrieben, wird eine aus zwei mit Kohlenstofffasern verstärkten Keramikschichten A und B mit unterschiedlich hohem Silicierungsgrad bestehende Schutzschicht hergestellt, wobei jedoch in der zweiten Schicht (Schicht B) die Fasern in Form eines Filzes aus Kohlenstofffasern vorliegen.
- Wie in Beispiel 5 beschrieben, wird eine aus zwei mit Kohlenstofffasern verstärkten Keramikschichten A und B mit unterschiedlich hohem Silicierungsgrad bestehende Schutzschicht hergestellt. Die für die Herstellung der Schicht B verwendete Formmasse enthält jedoch keine Kohlenstofffasern, sondern Cellulosefasern, die bei der Carbonisierung der Formmasse ebenfalls carbonisiert werden.
- Aus Holzmehl und einem pyrolysierbarem Bindemittel wird ein Formkörper hergestellt und ausgehärtet. In diesen Formkörper werden im Abstand von 15 mm orthogonal zueinander angeordnete Sägeschnitte mit einer Schnittbreite von ca. 0,5 mm (Sägeblattbreite) derart eingebracht, dass die Schnittiefe etwa 2 mm geringer ist als die Bauteildicke. Die dem Sägeblatt abgewandte Seite wird somit nicht durchbrochen.
Bei der anschließenden Pyrolyse tritt ein Volumenschrumpf um ca. 50 % auf. Dabei verändern sich auch die Spaltmaße der Sägung auf ca. 50 % ihrer ursprünglichen Breite. Bei der anschließenden Silicierung bleiben diese verringerten Spaltbreiten erhalten. -
- 1
- ballistische Schutzschicht
- 2
- dem Beschuss zugewandte Oberfläche
- 3
- dem Beschuss abgewandte Oberfläche
- 4,4'
- Spalte zwischen den Segmenten
- 5
- Segmente
- 6, 6'
- Böden der Spalte 4, 4'
- A
- dem Beschuss zugewandte Schicht
- B
- dem Beschuss abgewandte Schicht
- P
- Beschuss
- T
- Tiefe der Spalte 4, 4'
- D
- Gesamtdicke der Schutzschicht 1
- d
- Restdicke der nicht segmentierten Schicht
In einer Ausführungsform ist die dem Beschuss zugewandte Seite der aus einzelnen keramischen Körpern aufgebauten Schicht mit einer als Splitterschutz fungierenden Deckschicht aus einem der auch für die Herstellung der Backingschicht einsetzbaren Materialien versehen.
In der DE 198 34 393 wird ein aus einem keramischen Werkstoff bestehendes Plattenelement für eine ballistische Schutzeinrichtung beschrieben, das auf mindestens einer seiner Oberflächen - also auf der dem Beschuss zugewandten Seite oder auf der dem Beschuss abgewandten Seite oder beidseitig - mit einzelnen, voneinander durch Materialstege beabstandeten Vertiefungen versehen ist Dadurch wird eine Gewichtsreduktion der Schutzpanzerung erreicht. Außerdem wird, wenn die Vertiefungen auf der dem Beschuss zugewandten Seite angeordnet sind, der Impuls des auftreffenden Geschosses an den vorstehenden Materialstegen abgelenkt und größtenteils vernichtet. Bevorzugt sind die Vertiefungen so angeordnet, dass die stehenbleibenden Stege ein Gitterraster bilden.
Um auch bei geringen Trefferabständen eine Entkopplung der hervorgerufenen Zerstörungen zu gewährleisten, müssen die Kacheln entsprechend verkleinert werden. Damit erhöhen sich die Kosten derartiger Schutzpanzerungen. Insbesondere die Herstellung ein- oder mehrfach gekrümmter Bauteile aus diskreten Kacheln ist sehr aufwändig, da jede Kachel entsprechend ihrer individuellen Geometrie hergestellt werden muss.
Claims (24)
- Ballistische Schutzschicht (1), enthaltend mindestens ein keramisches Material,
dadurch gekennzeichnet, dass
die dem Beschuss zugewandte Seite der mindestens ein keramisches Material enthaltenden ballistischen Schutzschicht (1) eine geschlossene Oberfläche (2) aufweist und die dem Beschuss abgewandte Seite der mindestens ein keramisches Material enthaltenden ballistischen Schutzschicht (1) eine segmentierte Oberfläche (3) aufweist, die aus einzelnen, von Spalten (4, 4') begrenzten Segmenten (5) zusammengesetzt ist, wobei die Tiefe (T) der Spalten (4, 4') zwischen den Segmenten (5) mindestens um 0,15 mm kleiner ist als die Dicke (D) der Schicht (1). - Ballistische Schutzschicht (1) nach Anspruch 1, dadurch gekennzeichnet, dass die Segmente (5) quadratisch, rechteckig, parallelogrammförmig, vieleckig, wabenförmig, kreisrund oder elliptisch sind oder schlangenförmige Konturen aufweisen.
- Ballistische Schutzschicht (1) nach Anspruch 1, dadurch gekennzeichnet, dass die Spalte (4, 4') zwischen den Segmenten (5) mit einem Metall, einem Kunststoff und/oder einem keramischen Material komplett oder teilweise gefüllt sind, wobei das die Spalte (4, 4') füllende Material verschieden ist von dem Material, aus dem die Segmente (5) zu mindestens 50 % ihres Volumens bestehen.
- Ballistische Schutzschicht (1) nach Anspruch 1, dadurch gekennzeichnet, dass die dem Beschuss abgewandte segmentierte Oberfläche (3) auf einer Schutzunterlage aufliegt oder/und die nicht segmentierte Oberfläche (2) mit einer Deckschicht versehen ist.
- Ballistische Schutzschicht (1) nach Anspruch 1, dadurch gekennzeichnet, dass sie mindestens ein keramisches Material aus der Klasse der nichtoxidischen Keramiken enthält.
- Ballistische Schutzschicht (1) nach Anspruch 1, dadurch gekennzeichnet, dass sie mindestens ein keramisches Material aus der Klasse der oxidischen Keramiken enthält.
- Ballistische Schutzschicht (1) nach Anspruch 1, dadurch gekennzeichnet, dass sie mindestens eines der Materialien Aluminiumoxid, Zirkonoxid, Borcarbid, Siliciumcarbid, mit Silicium infiltriertes Siliciumcarbid, diamantförmige Hochtemperaturmodifikationen von Bornitrid oder Siliciumnitrid enthält.
- Ballistische Schutzschicht nach Anspruch 1, dadurch gekennzeichnet, dass sie mindestens ein keramisches Material aus der Klasse der faserverstärkten Keramiken enthält.
- Ballistische Schutzschicht nach Anspruch 8, dadurch gekennzeichnet, dass die faserverstärkte Keramik eines der Materialien mit Kohlenstofffasern verstärktes Siliciumcarbid, mit Siliciumcarbidfasern verstärktes Siliciumcarbid oder mit Aluminiumoxidfasern verstärktes Aluminiumoxid ist.
- Ballistische Schutzschicht (1) nach Anspruch 1, dadurch gekennzeichnet, dass die Schicht aus zwei fest miteinander verbundenen Schichten aus keramischen Materialien aufgebaut ist,
wobei die erste Schicht (A) dem Beschuss zugewandt und die zweite Schicht (B) dem Beschuss abgewandt ist,
Schicht (A) auf ihrer nach außen weisenden, dem Beschuss zugewandten Seite über eine geschlossene Oberfläche (2) verfügt und die
Schicht (B) auf ihrer nach außen weisenden, dem Beschuss abgewandten Oberfläche (3) eine Segmentstruktur aufweist, die aus einzelnen, von Spalten (4, 4') begrenzten Segmenten (5) zusammengesetzt ist. - Ballistische Schutzschicht (1) nach Anspruch 10, dadurch gekennzeichnet, dass die dem Beschuss zugewandte Schicht (A) eine faserverstärkte Keramik enthält.
- Ballistische Schutzschicht (1) nach Anspruch 10, dadurch gekennzeichnet, dass beide Schichten (A) und (B) faserverstärkte Keramiken enthalten, wobei
der Volumenanteil der Fasern an der Schichtzusammensetzung in Schicht (A) größer ist als in Schicht (B) und
der Volumenanteil der Fasern in der Schicht (A) höchstens 60 % beträgt und
der Volumenanteil des keramischen Materials in der Schicht (B) mindestens 55 % beträgt. - Ballistische Schutzschicht (1) nach Anspruch 10, dadurch gekennzeichnet, dass die dem Beschuss zugewandte Schicht (A) aus einem Material besteht, dessen thermischer Ausdehnungskoeffizient geringer ist als der des Materials, aus dem die dem Beschuss abgewandte Schicht (B) besteht.
- Ballistische Schutzschicht (1) nach Anspruch 10, dadurch gekennzeichnet, dass die Schichten (A) und (B) aus mit Kohlenstofffasern verstärktem Siliciumcarbid (C/SiC) bestehen, wobei
der Volumenanteil der Kohlenstofffasern an der Schichtzusammensetzung in Schicht (A) höher ist als in Schicht (B) und
die Schicht (B) einen höheren Gehalt an Siliciumcarbid aufweist als die Schicht (A). - Ballistische Schutzschicht (1) nach Anspruch 14, dadurch gekennzeichnet, dass die Schicht (A) ein Gewebe aus Kohlenstofffasern enthält oder/und die Schicht (B) ein Filz aus Kohlenstofffasern oder ein durch Carbonisierung von Cellulosefasern erhaltenes Produkt enthält.
- Verfahren zur Herstellung einer ballistischen Schutzschicht (1) nach einem der Ansprüche 1 bis 15, dadurch gekennzeichnet, dass auf einer Zwischenstufe des Herstellungsprozesses oder in einem abschließenden Prozessschritt die Spalte (4, 4') zwischen den Segmenten (5) an der Oberfläche (3) durch ein Material abtragendes Verfahren hergestellt werden.
- Verfahren zur Herstellung einer ballistischen Schutzschicht (1) nach einem der Ansprüche 1 bis 15, dadurch gekennzeichnet, dass auf einer Zwischenstufe des Herstellungsprozesses oder in einem abschließenden Prozessschritt die Spalte (4, 4') durch Trennschneiden in die Oberfläche (3) eingebracht werden.
- Verfahren zur Herstellung einer ballistischen Schutzschicht (1) nach einem der Ansprüche 1 bis 15, dadurch gekennzeichnet, dass die Spalte (4, 4') in die Oberfläche (3) eingeprägt, eingedrückt oder eingepresst werden.
- Verfahren zur Herstellung einer ballistischen Schutzschicht (1) nach einem der Ansprüche 1 bis 15, dadurch gekennzeichnet, dass
an der zu segmentierende Oberfläche (3) an den Stellen, an denen Spalte (4, 4') erzeugt werden sollen, in das noch formbare keramische Material Platzhalter eingelegt, eingepresst oder eingegossen werden,
das keramische Material verfestigt wird und die Platzhalter entfernt werden. - Verfahren nach Anspruch 19, dadurch gekennzeichnet, dass
die Platzhalter aus einem Opfermaterial bestehen und
diese Platzhalter durch Verbrennung, Pyrolyse, chemische oder thermische Zersetzung oder Auflösen dieses Opfermaterials aus dem verfestigten keramischen Material entfernt werden. - Verfahren zur Herstellung einer ballistischen Schutzschicht nach Anspruch 1, dadurch gekennzeichnet, dass die Segmentstruktur durch einseitige Rissbildung beim Trocknen des Grünkörpers erzeugt wird.
- Verfahren zur Herstellung einer ballistischen Schutzschicht (1) nach Anspruch 13 durch Verbinden von zwei Schichten (A) und (B) aus keramischen Materialien mit unterschiedlichen thermischen Ausdehnungskoeffizienten, wobei das Material der Schicht (B) einen höheren thermischen Ausdehnungskoeffizienten hat als das Material der Schicht (A), in einem bei erhöhter Temperatur ablaufenden Prozess,
dadurch gekennzeichnet, dass
die ballistische Schutzschicht (1) anschließend nach dem Verbinden der Schichten (A) und (B) abgekühlt wird, wobei in der Schicht (B) Risse gebildet werden, die diese Schicht segmentieren. - Verwendung einer ballistischen Schutzschicht nach einem der Ansprüche 1 bis 15 für den Schutz von Personen, Fahr- oder Flugzeugen oder anderen Objekten vor Beschuss oder punktförmiger Belastung.
- Verwendung einer ballistischen Schutzschicht nach einem der Ansprüche 1 bis 15 für den Schutz von Satelliten vor mechanischer Zerstörung.
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT03027067T ATE358807T1 (de) | 2003-11-25 | 2003-11-25 | Keramische ballistische schutzschicht |
| EP03027067A EP1536199B1 (de) | 2003-11-25 | 2003-11-25 | Keramische ballistische Schutzschicht |
| DE50306975T DE50306975D1 (de) | 2003-11-25 | 2003-11-25 | Keramische ballistische Schutzschicht |
| ES03027067T ES2283701T3 (es) | 2003-11-25 | 2003-11-25 | Capa de ceramica de proteccion balistica. |
| US10/988,735 US20050217471A1 (en) | 2003-11-25 | 2004-11-15 | Ceramic antiballistic layer, process for producing the layer and protective device having the layer |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03027067A EP1536199B1 (de) | 2003-11-25 | 2003-11-25 | Keramische ballistische Schutzschicht |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1536199A1 EP1536199A1 (de) | 2005-06-01 |
| EP1536199B1 true EP1536199B1 (de) | 2007-04-04 |
Family
ID=34442868
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03027067A Expired - Lifetime EP1536199B1 (de) | 2003-11-25 | 2003-11-25 | Keramische ballistische Schutzschicht |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20050217471A1 (de) |
| EP (1) | EP1536199B1 (de) |
| AT (1) | ATE358807T1 (de) |
| DE (1) | DE50306975D1 (de) |
| ES (1) | ES2283701T3 (de) |
Families Citing this family (45)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2404739C (en) * | 2001-07-25 | 2004-01-27 | Aceram Technologies Inc. | Improved ceramic components, ceramic component systems, and ceramic armour systems |
| US7562612B2 (en) * | 2001-07-25 | 2009-07-21 | Aceram Materials & Technologies, Inc. | Ceramic components, ceramic component systems, and ceramic armour systems |
| DE102004026515A1 (de) * | 2004-05-19 | 2005-12-15 | Deutsches Zentrum für Luft- und Raumfahrt e.V. | Keramische Panzerplatte, Panzersystem und Verfahren zur Herstellung einer keramischen Panzerplatte |
| CA2483231C (en) * | 2004-09-30 | 2011-11-29 | Aceram Technologies Inc. | Ceramic armor system with diamond coating |
| EP1883779A2 (de) | 2005-05-26 | 2008-02-06 | Composix Co. | Ceramic multi-hit armor |
| USD569043S1 (en) | 2006-01-12 | 2008-05-13 | Lineweight Llc | Ballistic armor back plate |
| USD573311S1 (en) | 2006-01-26 | 2008-07-15 | Lineweight Llc | Ballistic body armor plate |
| USD569044S1 (en) * | 2006-01-26 | 2008-05-13 | Lineweight Llc | Ballistic body armor plate |
| USD569046S1 (en) * | 2006-01-26 | 2008-05-13 | Lineweight Llc | Ballistic body armor plate |
| USD569045S1 (en) * | 2006-01-26 | 2008-05-13 | Lineweight Llc | Ballistic body armor plate |
| USD568544S1 (en) * | 2006-01-26 | 2008-05-06 | Lineweight Llc | Ballistic body armor plate |
| GB2439958A (en) * | 2006-07-11 | 2008-01-16 | Np Aerospace Ltd | Armour tile arrangement |
| DE102006047110A1 (de) | 2006-09-27 | 2008-04-03 | Deutsches Zentrum für Luft- und Raumfahrt e.V. | Keramische Panzerung und Verfahren zur Herstellung einer keramischen Panzerung |
| GB2448477B (en) * | 2007-04-20 | 2012-11-07 | Np Aerospace Ltd | Vehicle armour |
| WO2009048676A1 (en) * | 2007-08-16 | 2009-04-16 | University Of Virginia Patent Foundation | Hybrid periodic cellular material structures, systems, and methods for blast and ballistic protection |
| GB0804487D0 (en) | 2008-03-11 | 2008-04-16 | Terram Ltd | Cellular structures |
| US20090235814A1 (en) * | 2008-03-24 | 2009-09-24 | Cashin Arthur H | Mobile Reconfigurable Barricade |
| US20090250675A1 (en) * | 2008-03-24 | 2009-10-08 | Arthur Henry Cashin | Vehicle Barrier |
| US20090235813A1 (en) * | 2008-03-24 | 2009-09-24 | Arthur Henry Cashin | Ballistics Barrier |
| US20090235507A1 (en) * | 2008-03-24 | 2009-09-24 | Arthur Henry Cashin | Method Of Repairing A Ballistics Barrier |
| US8375841B2 (en) | 2009-06-17 | 2013-02-19 | Industrie Bitossi, S.p.A. | Armor tile |
| ITFI20090130A1 (it) * | 2009-06-17 | 2010-12-18 | Ind Bitossi Spa | Componenti per corazze ceramiche. |
| CA2787416A1 (en) * | 2010-02-01 | 2011-08-04 | Sgl Carbon Se | Defensive, ceramic based, applique armor, device for providing anti-projectile armoring protection and process for producing ceramic based projectile armor with hollow geometry |
| WO2011101872A1 (en) | 2010-02-16 | 2011-08-25 | Tecno Drive S.R.L. | Lifting device, particularly for lifting wheelchairs |
| IT1402004B1 (it) * | 2010-10-05 | 2013-08-28 | Beretta Armi Spa | Procedimento per la realizzazione di caricatori di armi da fuoco, in particolare pistole e/o simili, e caricatore ottenuto mediante tale procedimento |
| DE102010042812B3 (de) * | 2010-10-22 | 2012-04-05 | Schott Ag | Verfahren zur Herstellung einer Schutzvorrichtung |
| WO2012063271A2 (en) | 2010-11-10 | 2012-05-18 | Petroceramics S.P.A. | Antiballistic element |
| USD701821S1 (en) | 2010-12-16 | 2014-04-01 | Industrie Bitossi, S.p.A. | Armor tile |
| US20130180393A1 (en) * | 2011-02-01 | 2013-07-18 | Sgl Carbon Se | Defensive, ceramic based, applique armor, device for providing anti-projectile armoring protection and process for producing ceramic based projectile armor with hollow geometry |
| US20130010914A1 (en) * | 2011-07-08 | 2013-01-10 | Battelle Energy Alliance, Llc | Composite materials, bodies and nuclear fuels including metal oxide and silicon carbide and methods of forming same |
| GB2493007B (en) | 2011-07-21 | 2017-08-30 | Fiberweb Holdings Ltd | Confinement structures for particulate fill materials |
| GB2494457A (en) * | 2011-09-12 | 2013-03-13 | Ten Cate Advanced Armour Uk Ltd | Armour module for a vehicle |
| US9046325B1 (en) * | 2012-11-08 | 2015-06-02 | The United States Of America As Represented By The Secretary Of The Navy | Explosive blast frequency control shield and method |
| US9726459B2 (en) * | 2013-02-21 | 2017-08-08 | Rma Armament, Inc. | Multi-layer multi-impact ballistic body armor and method of manufacturing the same |
| US20180010890A1 (en) * | 2013-02-21 | 2018-01-11 | Blake Lockwood Waldrop | Multi-layer multi-impact ballistic body armor and method of manufacturing the same |
| US9389047B2 (en) * | 2013-04-26 | 2016-07-12 | E I Du Pont De Nemours And Company | Ballistic resistant armor article |
| CN103591846B (zh) * | 2013-11-18 | 2015-07-08 | 宁波伏尔肯机械密封件制造有限公司 | 一种整体式碳化硅陶瓷防弹板及其制造方法 |
| IL230775B (en) | 2014-02-02 | 2018-12-31 | Imi Systems Ltd | Pre-stressed curved ceramic panels/tiles and a method for their production |
| US10234243B2 (en) * | 2015-06-12 | 2019-03-19 | A. Jacob Ganor | Antiballistic armor comprising a super-hard strike face |
| US10942010B1 (en) * | 2017-07-27 | 2021-03-09 | Hrl Laboratories, Llc | Architected armor |
| US11378360B1 (en) * | 2018-06-07 | 2022-07-05 | Cornerstone Research Group, Inc. | Apparatuses and wearable armor systems including electrical sources |
| FR3092659B1 (fr) * | 2019-02-13 | 2022-06-17 | Protecop | Vêtement de protection, par exemple gilet pare-balles, porte-plaque ou analogue |
| CN111850559B (zh) * | 2020-07-28 | 2022-09-13 | 中航装甲科技有限公司 | 一种提高陶瓷防弹能力的织构涂层及其制备方法 |
| US11754375B1 (en) | 2020-10-29 | 2023-09-12 | Cornerstone Research Group, Inc. | Apparatuses and wearable armor systems including electrical sources |
| CN117329927A (zh) * | 2023-11-14 | 2024-01-02 | 山东宝纳新材料有限公司 | 一种碳化硅防弹陶瓷内衬、其制备方法及应用 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2348130A (en) * | 1941-02-07 | 1944-05-02 | Jr Charles J Hardy | Armor plating |
| US2718829A (en) * | 1952-10-11 | 1955-09-27 | Atlas Mineral Products Company | Protective surface |
| US3607607A (en) * | 1968-05-27 | 1971-09-21 | Coors Porcelain Co | Organic resin ceramic composite and method for making same |
| DE3122367C1 (de) * | 1981-06-05 | 1994-12-22 | Deutsche Aerospace | Wand zum Schutz gegen Hohlladungen und Wuchtgeschosse |
| GB2149482B (en) * | 1981-08-13 | 1986-02-26 | Harry Apprich | Projectile-proof material |
| US5686689A (en) * | 1985-05-17 | 1997-11-11 | Aeronautical Research Associates Of Princeton, Inc. | Lightweight composite armor |
| EP0500795A1 (de) * | 1989-11-13 | 1992-09-02 | AlliedSignal Inc. | Beschussfeste mehrschichtpanzerung |
| FR2655413B1 (fr) * | 1989-12-06 | 1994-06-03 | Europ Propulsion | Blindage de protection balistique. |
| DE3940623A1 (de) | 1989-12-08 | 1991-06-13 | Sst Sicherheits Und Systemtech | Panzerungselement fuer eine ballistische panzerplattenanordnung |
| US5326606A (en) * | 1992-08-12 | 1994-07-05 | Armorvision Plastics & Glass | Bullet proof panel |
| US5996115A (en) * | 1992-08-24 | 1999-12-07 | Ara, Inc. | Flexible body armor |
| EP0967453A1 (de) * | 1998-06-25 | 1999-12-29 | Armortec Incorporated | Flexibles, schlagbeständiges Material |
| DE19834393A1 (de) | 1998-07-30 | 2000-02-03 | Etec Ges Fuer Tech Keramik Mbh | Plattenelement für eine Schutzeinrichtung |
| US6969548B1 (en) * | 1999-08-30 | 2005-11-29 | Goldfine Andrew A | Impact absorbing composite |
| US6418832B1 (en) * | 2000-04-26 | 2002-07-16 | Pyramid Technologies International, Inc. | Body armor |
| US6532857B1 (en) * | 2000-05-12 | 2003-03-18 | Ceradyne, Inc. | Ceramic array armor |
| CA2404739C (en) * | 2001-07-25 | 2004-01-27 | Aceram Technologies Inc. | Improved ceramic components, ceramic component systems, and ceramic armour systems |
| DE10157487C1 (de) * | 2001-11-23 | 2003-06-18 | Sgl Carbon Ag | Faserverstärkter Verbundkörper für Schutzpanzerungen, seine Herstellung und Verwendungen |
| US6860186B2 (en) * | 2002-09-19 | 2005-03-01 | Michael Cohen | Ceramic bodies and ballistic armor incorporating the same |
-
2003
- 2003-11-25 EP EP03027067A patent/EP1536199B1/de not_active Expired - Lifetime
- 2003-11-25 DE DE50306975T patent/DE50306975D1/de not_active Expired - Lifetime
- 2003-11-25 AT AT03027067T patent/ATE358807T1/de not_active IP Right Cessation
- 2003-11-25 ES ES03027067T patent/ES2283701T3/es not_active Expired - Lifetime
-
2004
- 2004-11-15 US US10/988,735 patent/US20050217471A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| US20050217471A1 (en) | 2005-10-06 |
| ES2283701T3 (es) | 2007-11-01 |
| ATE358807T1 (de) | 2007-04-15 |
| DE50306975D1 (de) | 2007-05-16 |
| EP1536199A1 (de) | 2005-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1536199B1 (de) | Keramische ballistische Schutzschicht | |
| WO2005114089A1 (de) | Keramische panzerplatte, panzerungssystem und verfahren zur herstellung einer keramischen panzerplatte | |
| DE10157487C1 (de) | Faserverstärkter Verbundkörper für Schutzpanzerungen, seine Herstellung und Verwendungen | |
| DE69611458T2 (de) | Verfahren zum einbringen einer geschmolzenen zusammensetzung auf der basis von silicium in poröse substrate | |
| DE102004009262B4 (de) | Verfahren zur Herstellung eines mehrfach perforierten Teils aus einem Verbundwerkstoff mit Keramikmatrize | |
| DE69325424T2 (de) | Verbundwerkstoff Vorform und Verfahren zur Herstellung eines faserverstärkten Verbundwerkstoffes | |
| EP1314708B1 (de) | Formkörper aus faserverstärkten Verbundwerkstoffen mit segmentierter Deckschicht, seine Herstellung und seine Verwendung | |
| DE60127107T2 (de) | Verfahren zur herstellung von einer abrasions- und hochtemperaturbeständigen beschichtung und material, das verdichtete geometrische hohlkörper enthält | |
| DE69009015T2 (de) | Gepanzerter Sitz aus Verbundmaterialien und Verfahren zur Herstellung. | |
| DE60201079T2 (de) | Wärmedämmschicht mit unter der oberfläche vorliegenden einschlüssen für verbesserte temperaturwechselbeständigkeit | |
| DE102015223236A1 (de) | Keramisches Bauteil | |
| DE69403364T2 (de) | Verfahren zum Herstellen von Wärmeschutzelementen, insbesondere für Raumfahrzeuge | |
| EP1084997A2 (de) | Mit Faserbündeln verstärkter Verbundwerkstoff mit keramischen Matrix | |
| DE19621638A1 (de) | Offenzellige Schaumkeramik mit hoher Festigkeit und Verfahren zu deren Herstellung | |
| EP1268363B1 (de) | Faserverstärktes strukturbauteil | |
| DE69113340T2 (de) | Gekühlte, feuerfeste Körper und Verfahren zu ihrer Herstellung. | |
| EP2069708B1 (de) | Keramische panzerung und verfahren zur herstellung einer keramischen panzerung | |
| EP1876158B1 (de) | Verfahren zur Herstellung von Carbidkeramik-Bauteilen | |
| EP1693618B1 (de) | Porenkörpereinrichtung für einen Porenbrenner, Verfahren zur Herstellung einer Porenkörpereinrichtung für einen Porenbrenner und Porenbrenner | |
| DE102012201648A1 (de) | Faserverstärkte Siliziumcarbid-Verbundwerkstoffe | |
| EP4074676A1 (de) | Verbundformkörper aus einer reaktionsgebundenen, mit silizium infiltrierten mischkeramik | |
| DE102016219109A1 (de) | Partikel aus einem feuerfesten keramischen Werkstoff zur Beeinflussung der Rissbildung in Hochtemperaturwerkstoffen und Verfahren zu ihrer Herstellung | |
| DE10303351B3 (de) | Bauteil aus Metall/Keramik-Verbundwerkstoff mit intermetallischer Matrix, dessen Verwendung als Panzermaterial und Verfahren zu dessen Herstellung | |
| EP3141863B1 (de) | Bauteil für ballistische schutzanwendungen und verfahren zu dessen herstellung | |
| EP2918866A1 (de) | Keramikbremsscheibe |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20051201 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070404 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070404 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 50306975 Country of ref document: DE Date of ref document: 20070516 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: KELLER & PARTNER PATENTANWAELTE AG WINTERTHUR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070704 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20070614 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070904 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2283701 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070404 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070404 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070704 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070404 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070404 |
|
| 26N | No opposition filed |
Effective date: 20080107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070705 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070404 |
|
| BERE | Be: lapsed |
Owner name: SGL CARBON A.G. Effective date: 20071130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070404 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070404 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071005 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070404 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20091113 Year of fee payment: 7 Ref country code: CH Payment date: 20091124 Year of fee payment: 7 Ref country code: ES Payment date: 20091123 Year of fee payment: 7 Ref country code: IE Payment date: 20091124 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20091201 Year of fee payment: 7 Ref country code: GB Payment date: 20091119 Year of fee payment: 7 Ref country code: IT Payment date: 20091126 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20101125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101130 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101130 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20110801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101130 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101125 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20120110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101126 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20131121 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50306975 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150602 |