EP1533418A2 - Auftragsvorrichtung - Google Patents
Auftragsvorrichtung Download PDFInfo
- Publication number
- EP1533418A2 EP1533418A2 EP04104338A EP04104338A EP1533418A2 EP 1533418 A2 EP1533418 A2 EP 1533418A2 EP 04104338 A EP04104338 A EP 04104338A EP 04104338 A EP04104338 A EP 04104338A EP 1533418 A2 EP1533418 A2 EP 1533418A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- application medium
- application
- degassing
- curtain
- applicator
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H23/00—Processes or apparatus for adding material to the pulp or to the paper
- D21H23/02—Processes or apparatus for adding material to the pulp or to the paper characterised by the manner in which substances are added
- D21H23/22—Addition to the formed paper
- D21H23/46—Pouring or allowing the fluid to flow in a continuous stream on to the surface, the entire stream being carried away by the paper
- D21H23/48—Curtain coaters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/005—Curtain coaters
Definitions
- the invention relates to a device for one or both sides applying a highly viscous coating medium on a running surface, comprising a Curtain applicator and a degassing device for degassing the Order medium, wherein the curtain applicator the order medium as in im essentially gravity-induced moving curtain to the running surface and the surface when directly applied, the surface of a web especially paper or cardboard, and for indirect application, the surface a transfer element, preferably an applicator roll, which is the Application medium to the surface of the web emits.
- the surface quality of a coating layer depends significantly on the application medium. Gas bubbles present in the application medium appear on the surface of the application layer, where they burst and form uncovered areas on the material web. One of the reasons for this is the requirement for gas-free order media.
- the invention has the object of a device of the type mentioned To improve that in the future, even highly viscous order media can be processed as free of bubbles as possible.
- the invention solves the problem by a device with the characterizing features of claim 1 and a method according to Claim 10.
- the device according to the invention has at least one additional Degassing device for degassing and / or venting of the application medium.
- the degassing performance of the device is significantly improved, so that the unwanted inclusion of gas bubbles in the application medium is avoided. Consequently, with such a degassed according to the invention the application medium Application layer on a high surface quality.
- the Degassing devices arranged one behind the other and / or parallel to each other be.
- the degassing be per se known vacuum degasser.
- the device may also include a pulsation damper to compensate for Have pressure fluctuations.
- a filter which is arranged in the supply line for the application medium immediately before the application nozzle. It filters out the unwanted deposits from the application medium.
- Such a filter acts as a kind of "police filter” and can be formed as a sieve or protective cage. It can be installed directly in the interior of the pipeline and can be retrofitted in existing systems.
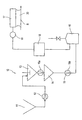
- the sole FIGURE shows a device 10 for applying a coating medium on a paper or board web B.
- the apparatus 10 has a container 11, in which the order medium is stored.
- the order medium is with a Entry pump 12 of a first degassing 13 is supplied.
- From there the application medium to a second degassing device 14.
- the two Degassing 13 and 14 is withdrawn from the application medium gas to when applied to a here only indicated to be coated web B a ensure optimum surface quality of the coating.
- the Degassing 13 and 14 vacuum degasser are the Degassing 13 and 14 vacuum degasser.
- a discharge pump 15a and 15b each guide the application medium from the Degassing 13 and 14 from. Pump 15b feeds the application medium first filter 16 too. Since the degassing 13 and 14 a very high Generate negative pressure, there is the danger of before the discharge pumps 15a and 15b Cavitations. The cavitations lead to pressure fluctuations, whereby the Surface quality of the coating is adversely affected. To avoid that, is at least the discharge pump 15b in a certain height difference of the Venting device 14 spaced. In practice, a minimum distance of proven two meters, but can also be larger than three meters.
- the filter 16 provides another contribution to Improvement of the surface quality of the coating.
- a pulsation damper 18 After the filter 16 flows through the application medium in the selected Embodiment, a pulsation damper 18.
- the pulsation damper 18 has the Task to compensate for pressure fluctuations in the device 10, and thus also to ensure a uniform application of the coating.
- a further filter 19 is arranged, which filters out of the pipe system between the filter 16 and the curtain applicator 17 originating deposits from the application medium.
- This filter 19 acts as the last safe link immediately before the commissioned work. From the filter 19 now passes the degassed and held free from impurities application medium finally to the curtain applicator 17, where it can be applied in the form of a closed curtain 20 either indirectly to an applicator roll, which emits the application medium to the surface of the material web to be coated, or the curtain 20 is applied directly (as also shown) directly to the surface of the material web B to be coated.
- the lines between the filter 16 and the curtain applicator 17 are arranged upwardly ascending. In this way, gas can be better discharged from the lines between the filter 16 and applicator 17. The gas accumulates in the lines after the device 10 has been emptied and must therefore be removed when starting the device 10, so that a satisfactory surface quality of the order is achieved.
Landscapes
- Coating Apparatus (AREA)
- Paper (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
Description
Es besteht unter anderem deshalb die Forderung nach gasfreien Auftragsmedien.
Um die unerwünschten Kavitationen und die damit verbundenen Schwankungen zu vermeiden, ist es zweckmäßig die Austragspumpe in einer bestimmten Höhendifferenz zwischen ihr und der Entgasungseinrichtung anzuordnen.
Bei größerer Höhendifferenz ergibt sich ein höherer hydrostatischer Druck, wodurch die Kavitation sich verringert.
In der Praxis haben sich Höhendifferenzen von ca. zwei Metern bewährt, die aber auch mehr als drei Meter betragen können.
Ein solcher Filter, wirkt quasi als "Polizeifilter" und ist als Sieb- oder Schutzkorb ausbildbar. Er lässt sich direkt in das Innere der Rohrleitung einbauen und ist nachrüstbar in bereits bestehenden Anlagen.
Es versteht sich, dass Totzonen, wie T-Rohleitungsstücke, beispielsweise vor Spülleitungen zu vermeiden sind.
Dieser Filter 19 wirkt dabei als letztes sicheres Glied unmittelbar vor dem Auftragswerk.
Vom Filter 19 gelangt nun das entgaste und frei von Verunreinigungen gehaltene Auftragsmedium schließlich zum Vorhangauftragswerk 17, wo es in Form eines geschlossenen Vorhangs 20 entweder in indirekter Weise auf eine Auftragswalze aufgebracht werden kann, die das Auftragsmedium an die Oberfläche der zu beschichtenden Materialbahn abgibt, oder der Vorhang 20 wird in direkter Weise (so wie auch dargestellt) direkt auf die Oberfläche der zu beschichteten Materialbahn B aufgetragen.
Das Gas sammelt sich nach dem Leerfahren der Vorrichtung 10 in den Leitungen an und muss deshalb beim Anfahren der Vorrichtung 10 entfernt werden, damit eine zufriedenstellende Oberflächenqualität des Auftrages erreicht wird.
- 10
- Vorrichtung
- 11
- Vorratsbehälter
- 12
- Eintragspumpe
- 13
- erste Entgasungseinrichtung
- 14
- zweite Entgasungseinrichtung
- 15a
- Austragspumpe
- 15b
- Austragspumpe
- 16
- erster Filter
- 17
- Vorhang-Auftragswerk
- 18
- Pulsationsdämpfer
- 19
- Filter
- 20
- Vorhang
- B
- Materialbahn
Claims (11)
- Vorrichtung (10) zum ein- oder beidseitigen Auftragen eines hochviskosen Auftragsmediums auf eine laufende Oberfläche, aufweisend ein Vorhangauftragswerk (17) und eine Engasungseinrichtung (13) zur Entgasung des Auftragsmediums, wobei das Vorhangauftragswerk (17) das Auftragsmedium als sich im wesentlichen schwerkraftbedingt bewegenden Vorhang (20) an die laufende Oberfläche abgibt, und die Oberfläche bei direktem Auftrag die Oberfläche einer Materialbahn (B), insbesondere aus Papier oder Karton ist, und bei indirektem Auftrag die Oberfläche eines Übertragungselements, vorzugsweise eine Auftragswalze ist, welches das Auftragsmedium an die Oberfläche der Materialbahn (B) abgibt, dadurch gekennzeichnet, dass die Vorrichtung (10) mindestens eine zusätzliche Entgasungseinrichtung (14) des Auftragsmediums aufweist.
- Vorrichtung (10) nach Anspruch 1, dadurch gekennzeichnet, dass die Entgasungseinrichtungen (13, 14) hintereinander und/oder parallel zueinander angeordnet sind.
- Vorrichtung (10) nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Entlüftungseinrichtungen (13, 14) Vakuumentgaser sind.
- Vorrichtung (10) nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass eine Austragspumpe (15a, 15b) jeweils nach einer Entgasungseinrichtung (13, 14) angeordnet ist, wobei zumindest die zweite vorhanden Austragspumpe (15b) zur zweiten Entgasungseinrichtung (14) eine Höhendifferenz aufweist, die vorzugsweise => 2m beträgt.
- Vorrichtung (10) nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass sie wenigstens einen zusätzlichen Filter (19) aufweist, der in Durchflussrichtung betrachtet nach einem Pulsationsdämpfer (18) angeordnet ist.
- Vorrichtung (10) nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass der Filter (19) unmittelbar vor dem Auftragswerk (17) angeordnet ist
- Vorrichtung (10) nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass mindestens ein Filter (16) vor dem Pulsationsdämpfer (18) und der zusätzliche Filter (19) nach dem Pulsationsdämpfer (18) angeordnet ist.
- Vorrichtung (10) nach einem der Ansprüche 4 bis 6, dadurch gekennzeichnet, dass die Leitungen nach der Austragspumpe (15) ansteigend angeordnet sind.
- Vorrichtung (10) nach einem der Ansprüche 5 bis 7, dadurch gekennzeichnet, dass der zusätzliche Filter (19) als Sieb ausbildbar ist und in das Innere einer zum Vorhangauftragswerk (17) führenden Rohrleitung auch nachträglich einbaubar ist.
- Verfahren zum ein- oder beidseitigen Auftragen eines hochviskosen Auftragsmediums auf eine laufende Oberfläche, unter Verwendung eines Vorhangauftragswerkes (17) und einer Engasungseinrichtung (13) zur Entgasung des Auftragsmediums, wobei das Vorhangauftragswerk (17) das Auftragsmedium als sich im wesentlichen schwerkraftbedingt bewegenden Vorhang (20) an die laufende Oberfläche abgibt, und die Oberfläche bei direktem Auftrag die Oberfläche einer Materialbahn, insbesondere aus Papier oder Karton ist, und bei indirektem Auftrag die Oberfläche eines Übertragungselements, vorzugsweise eine Auftragswalze ist, welches das Auftragsmedium an die Oberfläche der Materialbahn abgibt, dadurch gekennzeichnet, dass mit wenigstens einer zusätzlichen Entgasungseinrichtung (14) das Auftragsmedium entgast wird.
- Verfahren nach Anspruch 11,
dadurch gekennzeichnet, dass eine Entgasung des Auftragsmediums beim Anfahren des Vorhangauftragswerkes (17) durchgeführt wird.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE2003152807 DE10352807A1 (de) | 2003-11-12 | 2003-11-12 | Auftragsvorrichtung |
| DE10352807 | 2003-11-12 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1533418A2 true EP1533418A2 (de) | 2005-05-25 |
| EP1533418A3 EP1533418A3 (de) | 2009-08-05 |
Family
ID=34428689
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04104338A Ceased EP1533418A3 (de) | 2003-11-12 | 2004-09-09 | Auftragsvorrichtung |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1533418A3 (de) |
| DE (1) | DE10352807A1 (de) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1811084A3 (de) * | 2005-12-16 | 2011-07-13 | Voith Paper Patent GmbH | Verfahren und Vorrichtung zum Entgasen eines flüssigen bis pastösen Mediums |
| WO2012010511A1 (de) * | 2010-07-20 | 2012-01-26 | Voith Patent Gmbh | Vorhangauftragswerk |
| WO2012041662A1 (de) * | 2010-09-30 | 2012-04-05 | Voith Patent Gmbh | Verfahren zum betreiben einer vorrichtung zum direkten oder indirekten auftrag von flüssigem oder pastösem auftragsmedium und vorrichtung |
| CN103882775A (zh) * | 2012-12-24 | 2014-06-25 | 中国制浆造纸研究院 | 一种用于涂料除气的方法 |
| WO2021239310A1 (de) * | 2020-05-27 | 2021-12-02 | Voith Patent Gmbh | Beschichtungsvorrichtung |
| CN115613385A (zh) * | 2022-09-29 | 2023-01-17 | 东莞建晖纸业有限公司 | 一种预涂和中涂废水零排放系统 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005017952B4 (de) * | 2005-04-18 | 2013-03-07 | Voith Patent Gmbh | Verfahren zum Entgasen von Streichfarbe |
| DE102005060847A1 (de) * | 2005-12-16 | 2007-06-28 | Voith Patent Gmbh | Verfahren und Vorrichtung zum Entgasen eines flüssigen bis pastösen Mediums |
| DE102008000451A1 (de) | 2008-02-29 | 2009-09-03 | Voith Patent Gmbh | Streichstation |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5792317A (en) * | 1996-02-07 | 1998-08-11 | Gl&V-Paper Machine Group, Inc. | Wet end starch application |
| DE19700633B4 (de) * | 1997-01-10 | 2005-06-02 | Voith Sulzer Papiermaschinen Gmbh | Vorrichtung zum Auftragen eines flüssigen oder pastösen Mediums auf eine laufende Materialbahn, vorzugsweise aus Papier oder Karton, und Maschine zur Papier- oder Kartonherstellung |
| JP2001087698A (ja) * | 1999-09-22 | 2001-04-03 | Ishikawajima Harima Heavy Ind Co Ltd | カーテンコータ用カラー脱泡装置 |
| DE10032430A1 (de) * | 2000-07-04 | 2002-01-17 | Voith Paper Patent Gmbh | Auftragsvorrichtung |
| JP2004520496A (ja) * | 2001-02-16 | 2004-07-08 | ボイス ペ−パ− パテント ゲ−エムベ−ハ− | コート紙またはボール紙を製造するための塗布染料および方法 |
| DE10120818A1 (de) * | 2001-04-27 | 2002-10-31 | Giesecke & Devrient Gmbh | Verfahren und Vorrichtung zum Einbringen von Merkmalsstoffen in eine Papierbahn |
-
2003
- 2003-11-12 DE DE2003152807 patent/DE10352807A1/de not_active Ceased
-
2004
- 2004-09-09 EP EP04104338A patent/EP1533418A3/de not_active Ceased
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1811084A3 (de) * | 2005-12-16 | 2011-07-13 | Voith Paper Patent GmbH | Verfahren und Vorrichtung zum Entgasen eines flüssigen bis pastösen Mediums |
| WO2012010511A1 (de) * | 2010-07-20 | 2012-01-26 | Voith Patent Gmbh | Vorhangauftragswerk |
| CN103080421A (zh) * | 2010-07-20 | 2013-05-01 | 福伊特专利公司 | 帘幕涂覆器 |
| CN103080421B (zh) * | 2010-07-20 | 2016-06-29 | 福伊特专利公司 | 帘幕涂覆器 |
| WO2012041662A1 (de) * | 2010-09-30 | 2012-04-05 | Voith Patent Gmbh | Verfahren zum betreiben einer vorrichtung zum direkten oder indirekten auftrag von flüssigem oder pastösem auftragsmedium und vorrichtung |
| CN103882775A (zh) * | 2012-12-24 | 2014-06-25 | 中国制浆造纸研究院 | 一种用于涂料除气的方法 |
| WO2021239310A1 (de) * | 2020-05-27 | 2021-12-02 | Voith Patent Gmbh | Beschichtungsvorrichtung |
| CN115613385A (zh) * | 2022-09-29 | 2023-01-17 | 东莞建晖纸业有限公司 | 一种预涂和中涂废水零排放系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1533418A3 (de) | 2009-08-05 |
| DE10352807A1 (de) | 2005-06-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2096209B1 (de) | Streichstation | |
| EP1533418A2 (de) | Auftragsvorrichtung | |
| EP1253241A2 (de) | Verfahren und Vorrichtung zum Einbringen von Merkmalsstoffen in eine Papierbahn | |
| EP1825922B1 (de) | Vorrichtung zum Beschichten | |
| EP2550111B1 (de) | Vorrichtung und verfahren zum beidseitigen auftragen eines mediums auf eine bewegte faserstoffbahn | |
| DE102005060846A1 (de) | Verfahren und Vorrichtung zum Entgasen eines flüssigen bis pastösen Mediums, insbesondere einer Streichfarbe | |
| DE102005017952B4 (de) | Verfahren zum Entgasen von Streichfarbe | |
| DE102014211220B4 (de) | Ziehwerkzeug zur Blechbearbeitung mit wenigstens einer Rückhalteeinrichtung und Verfahren zum Betrieb dieses Ziehwerkzeugs | |
| EP0906789A1 (de) | Verfahren und Vorrichtung zur Vorhangbeschichtung eines bewegten Trägers | |
| DE2812946A1 (de) | Beschichtungsvorrichtung | |
| EP2067531A2 (de) | Randführung | |
| EP2596171B1 (de) | Vorhangauftragswerk | |
| DE102008054892A1 (de) | Vorhang-Auftragswerk | |
| EP1760195B1 (de) | Vorrichtung und Verfahren zum Beschichten einer Faserstoffbahn | |
| AT130944B (de) | Verfahren und Vorrichtung zum Wasserdichtmachen von Faserstoffbahnen, insbesondere Papier- und Pappebahnen. | |
| EP3421148B1 (de) | Reinigen eines walzguts beim kaltwalzen des walzguts | |
| DE20221974U1 (de) | Vorrichtung zum Beschichten einer Materialbahn | |
| DE10032430A1 (de) | Auftragsvorrichtung | |
| DE2333725A1 (de) | Verfahren und vorrichtung zur unterdrueckung von expansionserscheinungen in einem bett aus koernigem material | |
| DE69321537T2 (de) | Passiver Inline-Membranentgaser | |
| DE102010031576A1 (de) | Vorhang-Auftragswerk | |
| DE102018000703A1 (de) | Vorrichtung zum zumindest teilweisen Entfernen von gasförmigen Bestandteilen aus einem Fluid | |
| DE3312181A1 (de) | Streckbiegevorrichtung zum streckbiegerichten von duennen metallbaendern und -folien | |
| DE29707120U1 (de) | Vorrichtung zum Verhindern des Verstopfens einer Beschichtungsdüse | |
| DE102008042379A1 (de) | Vorhang-Auftragswerk |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL HR LT LV MK |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: VOITH PATENT GMBH |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL HR LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20100205 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20100623 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN REFUSED |
|
| 18R | Application refused |
Effective date: 20110224 |