EP1529648A1 - Verfahren zur Herstellung von Informationsträgern, z.B. von Karten, und Einrichtung zur Durchführung - Google Patents
Verfahren zur Herstellung von Informationsträgern, z.B. von Karten, und Einrichtung zur Durchführung Download PDFInfo
- Publication number
- EP1529648A1 EP1529648A1 EP03025586A EP03025586A EP1529648A1 EP 1529648 A1 EP1529648 A1 EP 1529648A1 EP 03025586 A EP03025586 A EP 03025586A EP 03025586 A EP03025586 A EP 03025586A EP 1529648 A1 EP1529648 A1 EP 1529648A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- processing unit
- information carrier
- printing
- transport device
- transport
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000000034 method Methods 0.000 title claims abstract description 59
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 17
- 238000009434 installation Methods 0.000 title 1
- 239000000969 carrier Substances 0.000 claims abstract description 33
- 238000012545 processing Methods 0.000 claims description 113
- 239000002904 solvent Substances 0.000 claims description 9
- 238000001035 drying Methods 0.000 claims description 8
- 238000012546 transfer Methods 0.000 claims description 6
- 238000010894 electron beam technology Methods 0.000 claims description 3
- 238000003851 corona treatment Methods 0.000 claims description 2
- 238000009832 plasma treatment Methods 0.000 claims description 2
- 238000006116 polymerization reaction Methods 0.000 claims description 2
- 238000007669 thermal treatment Methods 0.000 claims description 2
- 230000000284 resting effect Effects 0.000 claims 1
- 239000000976 ink Substances 0.000 description 28
- 238000005259 measurement Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 2
- 238000001228 spectrum Methods 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000002146 bilateral effect Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000000295 emission spectrum Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000000123 paper Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J13/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, specially adapted for supporting or handling copy material in short lengths, e.g. sheets
- B41J13/10—Sheet holders, retainers, movable guides, or stationary guides
- B41J13/14—Aprons or guides for the printing section
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J11/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form
- B41J11/0015—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form for treating before, during or after printing or for uniform coating or laminating the copy material before or after printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J11/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form
- B41J11/0015—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form for treating before, during or after printing or for uniform coating or laminating the copy material before or after printing
- B41J11/002—Curing or drying the ink on the copy materials, e.g. by heating or irradiating
- B41J11/0021—Curing or drying the ink on the copy materials, e.g. by heating or irradiating using irradiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J11/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form
- B41J11/0015—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form for treating before, during or after printing or for uniform coating or laminating the copy material before or after printing
- B41J11/002—Curing or drying the ink on the copy materials, e.g. by heating or irradiating
- B41J11/0021—Curing or drying the ink on the copy materials, e.g. by heating or irradiating using irradiation
- B41J11/00214—Curing or drying the ink on the copy materials, e.g. by heating or irradiating using irradiation using UV radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J11/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form
- B41J11/0015—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form for treating before, during or after printing or for uniform coating or laminating the copy material before or after printing
- B41J11/002—Curing or drying the ink on the copy materials, e.g. by heating or irradiating
- B41J11/0021—Curing or drying the ink on the copy materials, e.g. by heating or irradiating using irradiation
- B41J11/00216—Curing or drying the ink on the copy materials, e.g. by heating or irradiating using irradiation using infrared [IR] radiation or microwaves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J13/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, specially adapted for supporting or handling copy material in short lengths, e.g. sheets
- B41J13/08—Conveyor bands or like feeding devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J13/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, specially adapted for supporting or handling copy material in short lengths, e.g. sheets
- B41J13/10—Sheet holders, retainers, movable guides, or stationary guides
- B41J13/12—Sheet holders, retainers, movable guides, or stationary guides specially adapted for small cards, envelopes, or the like, e.g. credit cards, cut visiting cards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/407—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for marking on special material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0041—Digital printing on surfaces other than ordinary paper
Definitions
- the invention relates to a method for producing information carriers, e.g. of cards, incidentally in the preamble of claim 1 mentioned type.
- the invention is based on the object, a method of the aforementioned To design a style that produces a sharp and clean print image becomes and also with large transport performance and high throughput one Reliable, trouble-free processing when transporting the information carrier is guaranteed.
- the object is in a method of the type mentioned in accordance with Invention solved by the features in claim 1.
- Advantageous further Invention features and embodiments thereof will be apparent from the Claims 2 to 11.
- the serving of this treatment Process stage may be an independent stage in the pursuit of the production of Be information carriers. It can also be a treatment step instead which follow further treatment steps, e.g. are turned off. Further This process step can also be summarized with any process be, e.g. already done with the supply of information carriers.
- Another independent measure according to the invention comprises claim 37 with an advantageous embodiment according to claim 38. This is a reliable drying or hardening of the ink used during printing reached.
- the invention further relates to a device for the production of Information carriers, e.g. of cards, having the features in claim 39.
- a Such device can be used to carry out the method according to the invention serve. Further advantageous features of the invention and embodiments thereof contain the claims 40 to 51.
- These Information carriers 11 may be made of flexible material, e.g. also in the form of rolls or sheets. It can be advantageous if the Information carrier 11 are reasonably rigid so that this means at least one transport device 12 between at least one-sided or two-sided guides 13 and 14 in a transport direction according to arrow 15th moved forward, and pushed forward, can be.
- these Information carriers 11 are in particular cards, and this order any kind of cards, e.g. Credit cards, telephone cards, loyalty cards, Check cards or the like with any information providable cards.
- These Information carriers 11 are processed by the device 10 in the manner that these are on a surface 16, e.g. on the surface, to be worked on. These Processing can take place in several consecutive processing stages done, with the information carrier 11 to each fixed Machining units are moved past. Instead, the editing can the information carrier 11 only in a processing stage and this only take place by means of at least one processing unit.
- the serving for treatment is at least one Processing unit 20 along the transport path according to arrow 15 e.g. before the arranged at least one processing unit 30 for printing.
- the two Processing units 30 and 40 so is the at least one for drying or curing the ink serving processing unit 40 along the Transport path according to arrow 15 e.g. after the at least one processing unit 30 arranged for printing.
- the device 10 further has an initially arranged, only schematically indicated investors 17, in which the information carrier 11 are inserted and stacked and from the information carrier 11 in succession taken from below the stack and transferred to the transport device 12 and are transported through the device 10 by the latter.
- the Device 10 is controlled by at least one control device 18, which the Control of the individual processing units and other elements causes and provides all information and data necessary for the production of the Information carrier 11 are required in the usual way.
- the at least a processing unit 20 in the feeder 17 or this also be upstream.
- the serving for printing at least one processing unit 30 has one or more, e.g. along the Transport path according to arrow 15 spaced, printheads 31, 32, in particular DoD printheads, on.
- the device 10 may further comprise at least one further processing device 50 for non-contact direct speed determination of the information carrier 11, which are e.g. the processing unit 30 for printing is assigned and by means of a determination of the speed of transported information carrier 11 can take place, and this particular e.g. according to the differential doubler principle.
- the transport device 12 explained in more detail here instead of a unilateral bilateral guides 13 and 14 which are substantially parallel to each other and with such sufficient distance from each other that in between the individual information carrier 11 was added, against lifting held up and falling down and secured in Transport direction according to arrow 15 can be moved forward one after the other.
- the guides 13 and 14 each have e.g. a lying U corresponding Longitudinal grooves 19, 21, between which the information carrier 11 at its two approximately parallel to the transport direction according to arrow 15 extending sides are guided displaceably.
- the transport device 12 also has an intermediate two guides 13, 14 and below the transport plane of the Information carrier 11 extending transport chain 22 or a corresponding Tape on, e.g.
- driver 23 carries over the Top of the upper run of the chain 22 so far upright that the drivers 23 at the back edge of the individual information carrier 11 and strike the circulation of the chain 22 thereby take the information carrier 11 and forward push.
- the drivers 23 are at such intervals along the Transport direction arranged according to arrow 15, which is greater than that in this Direction measured length of the information carrier 11 is.
- Fig. 1 yields, the chain 22 or the band in this embodiment over Guided pulleys 24 and driven circumferentially.
- a special transport device 60 In the area of the at least one processing unit 30 for printing is a special transport device 60 is provided, the processing unit 30th is assigned and incorporated in the transport device 12. These Transport device 60 causes the information carrier at the inlet III of taken over the transport device 12, slightly raised above, through the Processing unit 30 passed and lowered slightly at the outlet IV and be transferred again to the transport device 15. These Transport device 60 ensures precise guidance of the information carrier 11 during the passage through the printing for serving Processing unit 30 and thus ensures a precise printing of the Surface 16. By means of the transport device 60 will take the circumstance into account supported, that in the DoD method, the active side of the processing unit 30, in particular the print heads 31, 32, with a very small distance directly above be arranged to be printed surface 16 of the information carrier 11 have to.
- the transport device 60 comprises e.g. circulating conveyor belt 61, which is guided over deflection rollers 62, from which e.g. a the drive of the conveyor belt 61 is used.
- the conveyor belt 61 may be provided with passages 63, through which the in Figs.
- Vacuum device 64 e.g. Suction chamber
- the vacuum device 64 has e.g. a vacuum pump 65, not shown, and corresponding Connecting lines, which are not shown on.
- the on the conveyor belt 61st transferred information carrier 11 are on top of the conveyor belt 61 and extend at a distance above the by the guides 13, 14, in particular longitudinal grooves 19, 21, defined guide plane of the transport device 12. At this raised level, the information carriers go through 11, the processing unit 30 for printing.
- the longitudinal grooves 19, 21 of the guides 13, 14 terminate at a distance from the beginning III the conveyor belt 61 (Fig. 3), wherein the guides 13, 14 at least are open on the upper side, such that the information carrier 11 from the longitudinal grooves 19, 21 can be lifted out upwards.
- the information carrier 11 are thus in the range of this beginning III of the transport device 12th released and from the transport device 60, in particular its Conveyor belt 61, taken over and then by means of this by the processing unit 30 passed.
- the longitudinal grooves 19, 21 continued, so that the Information carrier 11 can be retracted in this again.
- the speed of the conveyor belt 61 is set larger, e.g. at about 5%, as the speed of the chain 22 of the transport device 12. This is in the area of the outlet IV of the information carrier 11 ensures that the latter safe and reproducible before the drivers 23 back into the chain pass.
- the at least one processing unit 20 for the treatment of the area 16 of the information carrier 11 is such, by means of which the Information carrier 11 are pretreated on the surface 16 so that this Surface 16 on subsequent printing with ink, e.g. by means of at least one Processing unit 30, is well wetted, in particular the wettability increased and thus the subsequent print image is improved.
- the treatment by means of the at least one processing device 20 takes place such that the Surface energy of the surface 16 of the information carrier 11 is increased, namely is increased so that it is greater than the surface tension of the later printing ink.
- the surface 16 of the information carrier 11th is oxidized or ionized by this treatment.
- the area can be 16 of the information carrier 11 by means of the processing unit 20 a Corona treatment be subjected.
- the processing unit 20 also be designed so that by means of this the surface 16 of the information carrier 11 a thermal Treatment, e.g. by open flame, like one Gas flame od. Like. Instead, may also be a plasma treatment respectively. Since this treatment of the information carrier 11 by means of at least a processing unit 20 serves to improve the subsequent printing, It is beneficial if this treatment is a treatment step on the Transport path of the information carrier 11 in the transport direction 15 is or Part of the feeder is. This treatment by means of at least one Processing unit 20 is based on the following considerations.
- the Information carrier 11 are by means of the device 10 in the area of the surface 16, especially on the surface, printed by means of a special ink, which the Application of the DoD method in a trouble-free manner makes possible.
- a special ink which the Application of the DoD method in a trouble-free manner makes possible.
- it is such an ink that is at least substantially free from Solvents, at least volatile solvents.
- Such an ink has the advantage that in the at the nozzle outlet opening at the print heads 31, 32 pending ink droplets no solvent is present, which before evaporate as it exits, drying the ink in the head and in this condition would clog the nozzle exit opening.
- the printing of the surfaces 16 of the Information carrier 11 takes place with such an ink, which by means of polymerization hardens and in this case in particular due to the application of UV rays, Electron beams, due to thermal loading od. Like. is dried. If it is a UV-curable ink, then the Exposure after printing with UV rays with such intense UV light whose emission spectrum is matched to the ink.
- the at least one serving for drying or curing the ink Processing unit 40 consists e.g. from at least one UV lamp in the case of desired exposure to UV rays. It can be advantageous, several Provide UV lamps. These can be arranged and / or with regard to their Spectrum are chosen such that an increase in intensity occurs and / or different spectra are covered.
- the printing of the surfaces 16 of the Information carrier 11 is a further treatment stage, which is based on the Treatment step in the form of the explained treatment by means of at least a processing unit 20 follows.
- the information carriers 11 are located at Transport in the transport direction 15 by means of the transport device 12 not on the Top of the belt or chain 22, but the latter with the drivers 23 only serves the drag movement of the information carrier 11, the distance be advanced above the belt or chain 22.
- the information carrier 11 of the transport device 12 associated with the processing unit 30 pass other transport device 60 and after passing through the Processing unit 30 of the transport device 60 back to the Transfer device 12 handed over.
- the speed of the relative to the fixed printheads 31, 32 moving information carrier eleventh determined by direct non-contact scanning of the information carrier 11, and this in the immediate vicinity of the at least one processing unit 30. Further At least one not further shown position sensor is provided by the position of the information carrier 11 in the movement along the Processing unit 30 is detected. According to the determined speed the information carrier 11 together with the information of the position sensor becomes the printing unit serving at least one processing unit 30th controlled.
- the speed of the information carrier 11 by means of to determine at least one rotary encoder, in particular one of the the transport device 60, e.g. a deflection roller 62, this is driven.
- the speed may be due to the indirect Speed measurement come to a concatenation of multiple tolerances which can lead to a bad print, because the individual Ink droplets then u.U. do not have the correct phase position.
- the speed is not am Location of printing but at another more distant location, why this speed measurement is also not very accurate.
- the at least one processing unit 50 is more advantageous, by means of the speed of the information carrier 11 directly by direct Non-contact scanning of this, and this in the immediate vicinity of the printheads 31, 32, is determined.
- This processing unit 50 can advantageously after the Differential Doppler principle work.
- the Speed measurement of the information carrier 11 an the printing of this associated treatment level.
- the information carrier 11 are at their Movement by means of the special transport device 60 through the at least a printing processing unit 30 on the processing unit 50, by means of the direct speed determination, passed.
- the at least one processing unit 50 is shown in FIG. 1 between the spaced printheads 31, 32 are arranged. You can also do it instead the printheads 31, 32 may be placed.
- the differential doubler principle is on known.
- a laser beam generated by a laser source not shown becomes split into two parts a and b, which then relatively steep to be measured Area 16 hit.
- the one beam b has a directional component that is parallel in the transport direction according to arrow 15 of the information carrier 11 runs.
- the other ray a has a directional component that exactly opposite to the transport direction according to arrow 15 of the information carrier 11th runs.
- This at least one speed determination processing unit 50 is not particularly shown in FIG. 2, but only in FIG. 1 indicated schematically.
- the device 10 and the explained method for the production of information carriers 11 have many advantages.
- the device 10 is simple, small, compact and cost-effective.
- the device 10 has a very high capacity of e.g. 40,000 to 50,000 information carriers 11 per hour or more.
- the Device 10 is highly suitable for component construction the e.g. only the at least one processing unit 20 serving for the treatment and / or the at least one processing unit 30 serving for printing and / or the at least one serving to dry or cure the ink Processing unit 40 may be provided, as needed and User request.
- Another advantage is that the device to a great extent safe working and printing with very good, especially very sharp, printed image in the information carriers 11 is possible.
Landscapes
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Ink Jet (AREA)
- Printing Methods (AREA)
Abstract
Die Erfindung betrifft ein Verfahren zur Herstellung von Informationsträgern (11),
z.B. von Karten, die mittels einer Transporteinrichtung (12) vorwärts und an
mindestens einer zur Bearbeitung auf einer Fläche (16), z.B. auf der Oberfläche,
dienenden Bearbeitungseinheit (20) vorbeibewegt werden. Die Informationsträger
(11) werden auf einer Fläche (16) derart behandelt, dass diese Fläche (16) beim
späteren Bedrucken mit Tinte gut benetzt wird und ein gutes, scharfes Druckbild
entsteht (Fig. 1).
Description
Die Erfindung bezieht sich auf ein Verfahren zur Herstellung von Informationsträgern,
z.B. von Karten, der im übrigen im Oberbegriff des Anspruchs 1
genannten Art.
Bei derartigen Verfahren wird angestrebt, dass beim Bedrucken einer Fläche der
Informationsträger ein möglichst scharfes und sauberes Druckbild erzeugt wird.
Außerdem wird eine große Leistung z.B. mit einem Durchsatz von etwa 40.000 bis
50.000 Informationsträgern pro Stunde, angestrebt. Bei allem soll die Behandlung
der Informationsträger in hohem Maße störungsfrei und zuverlässig, dabei mit
reproduzierbarer Qualität, erfolgen, wobei zugleich der dafür erforderliche
Aufwand so gering wie möglich sein soll.
Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren der eingangs genannten
Art so zu gestalten, dass ein möglichst scharfes und sauberes Druckbild erzeugt
wird und zudem auch bei großer Transportleistung und großem Durchsatz eine
zuverlässige, störungsfreie Bearbeitung beim Transport der Informationsträger
gewährleistet ist.
Die Aufgabe ist bei einem Verfahren der eingangs genannten Art gemäß der
Erfindung durch die Merkmale im Anspruch 1 gelöst. Vorteilhafte weitere
Erfindungsmerkmale und Ausgestaltungen dazu ergeben sich aus den
Ansprüchen 2 bis 11. Durch diese Behandlung der zu bedruckenden Flächen der
Informationsträger wird ein gutes und scharfes Druckbild erreicht unter
gleichzeitiger Vermeidung etwaiger Störungen. Die dieser Behandlung dienende
Verfahrensstufe kann eine eigenständige Stufe im Verfolg der Herstellung von
Informationsträgern sein. Sie kann statt dessen aber auch eine Behandlungsstufe
sein, der weitere Behandlungsstufen folgen, die z.B. darauf abgestellt sind. Ferner
kann diese Verfahrensstufe auch mit irgendeinem Vorgang zusammengefasst
sein, z.B. bereits bei der Zufuhr der Informationsträger erfolgen.
Eine andere vorteilhafte Erfindungslösung ergibt sich aus Anspruch 12 mit
weiteren vorteilhaften Erfindungsmerkmalen dazu gemäß den Ansprüchen 13 bis
20. Das Bedrucken der Informationsträger mit Tinte in dieser Weise kann eine
eigenständige Bearbeitungsstufe sein oder auch gleichermaßen eine weitere
Bearbeitungsstufe, die z.B. auf diejenige der Behandlung folgt. Aufgrund dieser
Behandlung des Bedruckens mit Tinte insbesondere nach dem DoD-Verfahren
wird zuverlässig ein sauberes und scharfes Druckbild erreicht.
Eine weitere eigenständige Erfindungslösung ergibt sich aus Anspruch 21 und
unabhängig davon aus Anspruch 22, wodurch in besonders einfacher und
zuverlässiger Weise der Transport der Informationsträger erreicht wird.
Vorteilhafte Weiterbildungen hierzu ergeben sich aus den Ansprüchen 23 bis 27.
Weitere vorteilhafte Erfindungsmaßnahmen ergeben sich aus Anspruch 28
und/oder Anspruch 29 mit weiteren Ausgestaltungen gemäß den Ansprüchen 30
bis 36. Auf diese Weise wird das erzielbare Druckbild noch verbessert.
Eine weitere eigenständige Maßnahme gemäß der Erfindung enthält Anspruch 37
mit einer vorteilhaften Ausgestaltung gemäß Anspruch 38. Dadurch ist eine
zuverlässige Trocknung bzw. Härtung der beim Bedrucken verwendeten Tinte
erreicht.
Gegenstand der Erfindung ist ferner eine Einrichtung zur Herstellung von
Informationsträgern, z.B. von Karten, mit den Merkmalen im Anspruch 39. Eine
solche Einrichtung kann zur Durchführung des erfindungsgemäßen Verfahrens
dienen. Weitere vorteilhafte Erfindungsmerkmale und Ausgestaltungen dazu
enthalten die Ansprüche 40 bis 51.
Weitere Einzelheiten und Vorteile der Erfindung ergeben sich aus der
nachfolgenden Beschreibung, auf die zur Vermeidung unnötiger Wiederholungen
verwiesen wird.
Der vollständige Wortlaut der Ansprüche ist vorstehend allein zur Vermeidung
unnötiger Wiederholungen nicht wiedergegeben, sondern statt dessen lediglich
durch Hinweise auf die Ansprüche darauf Bezug genommen, wodurch jedoch alle
diese Anspruchsmerkmale als an dieser Stelle ausdrücklich und erfindungswesentlich
offenbart zu gelten haben. Dabei sind alle in der vorstehenden und
folgenden Beschreibung erwähnten Merkmale sowie auch die allein aus der
Zeichnung entnehmbaren Merkmale weitere Bestandteile der Erfindung, auch
wenn sie nicht besonders hervorgehoben und insbesondere nicht in den
Ansprüchen erwähnt sind.
Die Erfindung ist nachfolgend anhand von in den Zeichnungen gezeigten
Ausführungsbeispielen näher erläutert. Es zeigen:
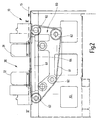
- Fig. 1
- eine schematische Seitenansicht einer Einrichtung zur Herstellung von Informationsträgern,
- Fig. 2
- eine schematische Seitenansicht der Einzelheit II in Fig. 1 in demgegenüber größerem Maßstab,
- Fig. 3 und 4
- eine schematische Draufsicht von Teilen des Anfangsbereichs III bzw. des Endbereichs IV in Fig. 2,
- Fig. 5
- einen schematischen Schnitt entlang der Linie V - V in Fig. 3,
- Fig. 6
- eine schematische Darstellung mit Seitenansicht einer Bearbeitungseinheit zur direkten Geschwindigkeitsmessung der Einrichtung in Fig. 1.
In den Zeichnungen ist schematisch eine Einrichtung 10 zur Herstellung von
beliebigen Informationsträgern 11 gezeigt, die aus verschiedenen Materialien, z.B.
Textilien, Papier, Kunststoff, Holz, Metall od.dgl. bestehen können. Diese
Informationsträger 11 können aus flexiblem Material bestehen, und dabei z.B.
auch in Form von Rollen oder Bögen vorliegen. Vorteilhaft kann es sein, wenn die
Informationsträger 11 einigermaßen derart biegesteif sind, dass diese mittels
zumindest einer Transporteinrichtung 12 zwischen zumindest einseitigen oder
beidseitigen Führungen 13 und 14 in einer Transportrichtung gemäß Pfeil 15
vorwärts bewegt, und zwar vorwärts geschoben, werden können. Bei diesen
Informationsträgern 11 handelt es sich insbesondere um Karten, und hierbei um
jede beliebige Art von Karten, z.B. Kreditkarten, Telefonkarten, Kundenkarten,
Scheckkarten od. dgl. mit irgendwelchen Informationen versehbare Karten. Diese
Informationsträger 11 werden mittels der Einrichtung 10 in der Weise bearbeitet,
dass diese auf einer Fläche 16, z.B. auf der Oberfläche, bearbeitet werden. Diese
Bearbeitung kann in mehreren hintereinander folgenden Bearbeitungsstufen
geschehen, wobei die Informationsträger 11 an einzelnen feststehenden
Bearbeitungseinheiten vorbei bewegt werden. Statt dessen kann die Bearbeitung
der Informationsträger 11 auch lediglich in einer Bearbeitungsstufe und hierbei nur
mittels zumindest einer Bearbeitungseinheit erfolgen.
Beim gezeigten Ausführungsbeispiel weist die Einrichtung 10 für die Behandlung
der Fläche 16, insbesondere Oberfläche, der einzelnen Informationsträger 11
zumindest eine in Fig. 1 schematisch angedeutete Bearbeitungseinheit 20 für die
Behandlung der Fläche 16 zur Steigerung der Benetzbarkeit mit Tinte und/oder
mindestens eine weitere Bearbeitungseinheit 30 zum Bedrucken mit Tinte,
insbesondere nach dem DoD-Verfahren (Drop on Demand-Verfahren), und/oder
mindestens eine Bearbeitungseinheit 40 zum Trocknen oder Aushärten der Tinte
auf. Weist die Einrichtung entsprechend dem gezeigten Ausführungsbeispiel
sowohl die mindestens eine Bearbeitungseinheit 20 als auch die mindestens eine
Bearbeitungseinheit 30 auf, so ist die zur Behandlung dienende mindestens eine
Bearbeitungseinheit 20 entlang des Transportweges gemäß Pfeil 15 z.B. vor der
mindestens einen Bearbeitungseinheit 30 zum Bedrucken angeordnet. Weist die
Einrichtung 10 entsprechend dem gezeigten Ausführungsbeispiel die beiden
Bearbeitungseinheiten 30 und 40 auf, so ist die mindestens eine zum Trocknen
bzw. Aushärten der Tinte dienende Bearbeitungseinheit 40 entlang dem
Transportweg gemäß Pfeil 15 z.B. nach der mindestens einen Bearbeitungseinheit
30 zum Bedrucken angeordnet.
Die Einrichtung 10 weist ferner einen zu Beginn angeordneten, lediglich
schematisch angedeuteten Anleger 17 auf, in dem die Informationsträger 11
eingelegt und gestapelt sind und aus dem die Informationsträger 11 nacheinander
von unten dem Stapel entnommen und der Transporteinrichtung 12 übergeben
und von letzterer durch die Einrichtung 10 hindurch transportiert werden. Die
Einrichtung 10 wird von mindestens einer Steuereinrichtung 18 gesteuert, die die
Steuerung der einzelnen Bearbeitungseinheiten und sonstigen Elemente bewirkt
und sämtliche Informationen und Daten liefert, die für die Herstellung der
Informationsträger 11 in üblicher Weise erforderlich sind.
Bei einem nicht gezeigten, vorteilhaften Ausführungsbeispiel kann die mindestens
eine Bearbeitungseinheit 20 im Anleger 17 enthalten oder diesem auch
vorgeschaltet sein.
Beim gezeigten Ausführungsbeispiel weist die zum Bedrucken dienende
mindestens eine Bearbeitungseinheit 30 eine oder mehrere, z.B. längs des
Transportweges gemäß Pfeil 15 beabstandete, Druckköpfe 31, 32, insbesondere
DoD-Druckköpfe, auf.
Die Einrichtung 10 kann ferner mindestens eine weitere Bearbeitungseinrichtung
50 zur berührungslosen direkten Geschwindigkeitsermittlung der Informationsträger
11 aufweisen, die z.B. der Bearbeitungseinheit 30 zum Bedrucken
zugeordnet ist und mittels der eine Ermittlung der Geschwindigkeit der
transportierten Informationsträger 11 erfolgen kann, und dies insbesondere z.B.
nach dem Differenzdopplerprinzip.
Bevor Einzelheiten des Herstellungsverfahrens erläutert werden, ist insbesondere
anhand Fig. 3 bis 5 die Transporteinrichtung 12 näher erläutert, die hier statt einer
einseitigen beidseitige Führungen 13 und 14 aufweist, die im wesentlichen parallel
zueinander und mit derart ausreichendem Abstand voneinander verlaufen, dass
dazwischen die einzelnen Informationsträger 11 aufgenommen, gegen Abheben
nach oben und Herunterfallen nach unten gesichert gehalten und in
Transportrichtung gemäß Pfeil 15 nacheinander vorwärts bewegt werden können.
Die Führungen 13 und 14 weisen jeweils z.B. einem liegenden U entsprechende
Längsnuten 19, 21 auf, zwischen denen die Informationsträger 11 an ihren beiden
etwa parallel zur Transportrichtung gemäß Pfeil 15 verlaufenden Seiten
verschiebbar geführt sind. Die Transporteinrichtung 12 weist ferner eine zwischen
beiden Führungen 13, 14 und dabei unterhalb der Transportebene der
Informationsträger 11 verlaufende Transportkette 22 oder ein entsprechendes
Band auf, die z.B. an beiden Längsseiten Mitnehmer 23 trägt, die über die
Oberseite des oberen Trums der Kette 22 so weit hochstehen, dass die Mitnehmer
23 an der rückseitigen Kante der einzelnen Informationsträger 11 anschlagen und
beim Umlauf der Kette 22 dadurch die Informationsträger 11 mitnehmen und
vorwärtsschieben. Die Mitnehmer 23 sind in derartigen Abständen entlang der
Transportrichtung gemäß Pfeil 15 angeordnet, der größer als die in dieser
Richtung gemessene Länge der Informationsträger 11 ist. Wie sich aus Fig. 1
ergibt, ist die Kette 22 oder das Band bei diesem Ausführungsbeispiel über
Umlenkrollen 24 geführt und umlaufend angetrieben.
Im Bereich der mindestens einen Bearbeitungseinheit 30 zum Bedrucken ist eine
besondere Transportvorrichtung 60 vorgesehen, die der Bearbeitungseinheit 30
zugeordnet ist und in die Transporteinrichtung 12 eingegliedert ist. Diese
Transportvorrichtung 60 bewirkt, dass die Informationsträger am Einlass III von
der Transporteinrichtung 12 übernommen, etwas nach oben angehoben, durch die
Bearbeitungseinheit 30 hindurchgeführt und am Auslauf IV geringfügig abgesenkt
und wieder auf die Transporteinrichtung 15 übergeben werden. Diese
Transportvorrichtung 60 gewährleistet eine präzise Führung der Informationsträger
11 während des Durchlaufs durch die zum Bedrucken dienende
Bearbeitungseinheit 30 und gewährleistet damit ein präzises Bedrucken der
Fläche 16. Mittels der Transportvorrichtung 60 wird dem Umstand Rechnung
getragen, dass beim DoD-Verfahren die Aktivseite der Bearbeitungseinheit 30,
insbesondere die Druckköpfe 31, 32, mit sehr geringem Abstand unmittelbar über
der zu bedruckenden Fläche 16 der Informationsträger 11 angeordnet sein
müssen. Durch Anheben der Informationsträger 11 im Bereich der
Bearbeitungseinheit 30 wird verhindert, dass beim Durchlauf des Bandes oder der
Kette 22 deren Mitnehmer 23 im Bereich der Bearbeitungseinheit 30,
insbesondere der Druckköpfe 31, 32, anschlagen. Mittels dieser besonderen
Transportvorrichtung 60 sind die Informationsträger 11 vor Erreichen der
Bearbeitungseinheit 30 unter Freigabe von der Transporteinrichtung 12,
insbesondere von deren Führungen 13, 14, übernehmbar, weiter in Transportrichtung
gemäß Pfeil 15 transportierbar und nach dem Passieren der
Bearbeitungseinheit 30 wieder auf die Transporteinrichtung 12, insbesondere
deren Führungen 13, 14, übergebbar. Die Transportvorrichtung 60 weist ein z.B.
umlaufendes Transportband 61 auf, das über Umlenkrollen 62 geführt ist, von
denen z.B. eine dem Antrieb des Transportbandes 61 dient. Das Transportband
61 kann mit Durchlässen 63 versehen sein, durch die hindurch der in Fig. 2 und 6
oben verlaufende Trum des Transportbandes 61 mit einer darunter befindlichen
Vakuumeinrichtung 64, z.B. Saugkammer, in Verbindung steht, so dass die auf
das Transportband 61 gelangenden Informationsträger 11 durch die Durchlässe
63 hindurch mit einem Vakuum beaufschlagbar und dadurch zuverlässig auf der
Oberseite des Transportbandes 61 halterbar sind. Die Vakuumeinrichtung 64
weist z.B. eine nicht weiter dargestellte Vakuumpumpe 65 sowie entsprechende
Verbindungsleitungen, die nicht gezeigt sind, auf. Die auf das Transportband 61
übergebenen Informationsträger 11 liegen auf der Oberseite des Transportbandes
61 auf und verlaufen dabei mit Abstand oberhalb der durch die Führungen 13, 14,
insbesondere Längsnuten 19, 21, definierten Führungsebene der Transporteinrichtung
12. Auf diesem angehobenem Niveau durchlaufen die Informationsträger
11 die Bearbeitungseinheit 30 zum Bedrucken.
Die Längsnuten 19, 21 der Führungen 13, 14 enden in Abstand vor dem Anfang III
des Transportbandes 61 (Fig. 3), wobei die Führungen 13, 14 zumindest
oberseitig offen sind, derart, dass die Informationsträger 11 aus den Längsnuten
19, 21 heraus nach oben angehoben werden können. Die Informationsträger 11
werden somit im Bereich dieses Anfangs III von der Transporteinrichtung 12
freigegeben und von der Transportvorrichtung 60, insbesondere dessen
Transportband 61, übernommen und dann mittels dieses durch die Bearbeitungseinheit
30 hindurchgeführt. Im Bereich des Endes des Transportbandes 61 (Fig. 4)
sind bei den Führungen 13, 14 die Längsnuten 19, 21 fortgeführt, so dass die
Informationsträger 11 in diese wieder eingefahren werden können. Zunächst
werden die Informationsträger 11 durch oberseitige Leitelemente 66, 67 in Fig. 2
nach unten geleitet, so dass sie in die Längsnuten 19, 21 einlaufen können.
Die Geschwindigkeit des Transportbandes 61 ist größer gewählt, z.B. um etwa
5%, als die Geschwindigkeit der Kette 22 der Transporteinrichtung 12. Dadurch ist
im Bereich des Auslaufs IV der Informationsträger 11 sichergestellt, dass letztere
sicher und reproduzierbar vor den Mitnehmern 23 wieder in den Kettenlauf
übergehen.
Bei der mindestens einen Bearbeitungseinheit 20 für die Behandlung der Fläche
16 der Informationsträger 11 handelt es sich um eine solche, mittels der die
Informationsträger 11 auf der Fläche 16 so vorbehandelt werden, dass diese
Fläche 16 beim späteren Bedrucken mit Tinte, z.B. mittels der mindestens einen
Bearbeitungseinheit 30, gut benetzt wird, insbesondere die Benetzbarkeit
gesteigert und damit das spätere Druckbild verbessert wird. Die Behandlung
mittels der mindestens einen Bearbeitungseinrichtung 20 erfolgt derart, dass die
Oberflächenenergie der Fläche 16 der Informationsträger 11 erhöht wird, und zwar
so weit erhöht wird, dass diese größer ist als die Oberflächenspannung der beim
späteren Bedrucken dienenden Tinte. Die Fläche 16 der Informationsträger 11
wird durch diese Behandlung oxidiert oder ionisiert. Insbesondere kann die Fläche
16 der Informationsträger 11 mittels der Bearbeitungseinheit 20 einer
Coronabehandlung unterworfen werden. Statt dessen kann bei einem anderen
Ausführungsbeispiel die Bearbeitungseinheit 20 auch so gestaltet sein, dass
mittels dieser die Fläche 16 der Informationsträger 11 einer thermischen
Behandlung unterworfen wird, z.B. mittels offener Flamme, wie einer
Gasbeflammung od. dgl. Statt dessen kann auch eine Plasma-Behandlung
erfolgen. Da diese Behandlung der Informationsträger 11 mittels der mindestens
einen Bearbeitungseinheit 20 zur Verbesserung des späteren Bedruckens dient,
ist es vorteilhaft, wenn diese Behandlung eine Behandlungsstufe auf dem
Transportweg der Informationsträger 11 in Transportrichtung 15 ist oder auch
Bestandteil der Zuführung ist. Dieser Behandlung mittels der mindestens einen
Bearbeitungseinheit 20 liegen folgende Überlegungen zugrunde. Die
Informationsträger 11 werden mittels der Einrichtung 10 im Bereich der Fläche 16,
insbesondere auf der Oberfläche, mittels einer besonderen Tinte bedruckt, die die
Anwendung des DoD-Verfahrens in störungsfreier Weise möglich macht. Hierbei
handelt es sich um eine solche Tinte, die zumindest im wesentlichen frei ist von
Lösungsmitteln, zumindest leichtflüchtigen Lösungsmitteln. Eine derartige Tinte
hat den Vorteil, dass in den an der Düsenaustrittsöffnung bei den Druckköpfen 31,
32 anstehenden Tintentröpfchen kein Lösungsmittel enthalten ist, welches vor
dem Austritt verdampfen würde, wodurch die im Kopf befindliche Tinte trocknen
und in diesem Zustand die Düsenaustrittsöffnung verstopfen würde. Der Einsatz
solcher Tinten, die zumindest im wesentlichen frei von Lösungsmitteln, zumindest
von leichtflüchtigen Lösungsmitteln, sind, vermeidet also die Gefahr etwaiger
Verstopfungen der Düsenaustrittsöffnungen bei den einzelnen Düsen des
jeweiligen Druckkopfes 31 bzw. 32. Eine derartige vorteilhafte Tinte hat jedoch
eine größere Oberflächenspannung als lösungsmittelhaltige Tinten, bei denen die
Oberflächenspannung mehr oder weniger durch das Lösungsmittel selbst
bestimmt wird. Diese höhere Oberflächenspannung der beim DoD-Verfahren zum
Einsatz kommenden Tinte birgt die Gefahr in sich, dass die damit zu bedruckenden
Oberflächen von der Tinte nicht ausreichend benetzt werden und sich daher
ein unzulängliches Druckbild ergibt. Durch die mittels der mindestens einen
Bearbeitungseinheit 20 erfolgende Behandlung der Flächen 16 der
Informationsträger 11 wird dem Rechnung getragen und die Benetzbarkeit mit
Tinte durch Steigerung der Oberflächenenergie erhöht, wobei die
Oberflächenenergie so weit erhöht wird, dass sie größer ist als die
Oberflächenspannung der verwendeten Tinte. Das Bedrucken der Flächen 16 der
Informationsträger 11 erfolgt mit einer solchen Tinte, die mittels Polymerisation
aushärtet und hierbei insbesondere aufgrund der Beaufschlagung mit UV-Strahlen,
Elektronenstrahlen, aufgrund thermischer Beaufschlagung od. dgl.
getrocknet wird. Handelt es sich um eine UV-härtende Tinte, so muss die
Beaufschlagung nach dem Drucken mit UV-Strahlen mit einem solchen intensiven
UV-Licht erfolgen, dessen Emissionsspektrum auf die Tinte abgestimmt ist. Die
dem Trocknen bzw. Aushärten der Tinte dienende mindestens eine
Bearbeitungseinheit 40 besteht z.B. aus mindestens einer UV-Lampe im Falle der
gewünschten Beaufschlagung mit UV-Strahlen. Vorteilhaft kann es sein, mehrere
UV-Lampen vorzusehen. Diese können so angeordnet und/oder hinsichtlich ihres
Spektrums derart gewählt werden, dass eine Erhöhung der Intensität erfolgt
und/oder verschiedene Spektren abgedeckt werden.
Beim gezeigten Ausführungsbeispiel stellt das Bedrucken der Flächen 16 der
Informationsträger 11 eine weitere Behandlungsstufe dar, die auf die
Behandlungsstufe in Form der erläuterten Behandlung mittels der mindestens
einen Bearbeitungseinheit 20 folgt.
Wie sich insbesondere aus Fig. 5 ergibt, liegen die Informationsträger 11 beim
Transport in Transportrichtung 15 mittels der Transporteinrichtung 12 nicht auf der
Oberseite des Bandes oder der Kette 22 auf, sondern letztere mit den Mitnehmern
23 dient allein der Schleppbewegung der Informationsträger 11, die mit Abstand
oberhalb des Bandes oder der Kette 22 vorwärtsbewegt werden. Im Verlauf des
Vorwärtstransports und zum Passieren der zum Bedrucken vorgesehenen
mindestens einen Bearbeitungseinheit 30 werden die Informationsträger 11 von
der Transporteinrichtung 12 auf die der Bearbeitungseinheit 30 zugeordnete
andere Transportvorrichtung 60 übergeben und nach Durchlauf durch die
Bearbeitungseinheit 30 von der Transporteinrichtung 60 wieder auf die
Transporteinrichtung 12 übergeben. Da die Transportgeschwindigkeit der
Informationsträger 11 beim Transport mittels der besonderen Transportvorrichtung
60 größer ist als diejenige beim Transport mittels der Transporteinrichtung 12, ist
im Übergabebereich IV eine störungsfreie Überführung in die Führungen 13, 14,
insbesondere Längsnuten 19, 21 und Mitnahme mittels der Mitnehmer 23 des
Bandes oder der Kette 22 gewährleistet. Da die Informationsträger 11 bei der
Übergabe von der Transporteinrichtung 12 auf die Transportvorrichtung 60 von
den Führungen 13, 14 freigegeben und zumindest geringfügig hochbewegt
werden auf das Niveau der Oberseite des Transportbandes 61, ist sichergestellt,
dass die Informationsträger 11 mit nur sehr geringem Abstand von der Aktivseite
der zum Bedrucken dienenden Bearbeitungseinheit 30, insbesondere von den
Druckköpfen 31, 32, daran vorbeibewegt werden, wobei letztere nicht mit den
Mitnehmern 23 in Berührung und etwaige Kollision gelangen. Die
Informationsträger 11 werden so weit angehoben, dass sie außer Reichweite der
Mitnehmer 23 sind.
Beim Bedrucken der Informationsträger 11 wird mittels der mindestens einen
Bearbeitungseinheit 50 zur Geschwind igkeitsermittlung die Geschwindigkeit der
relativ zu den feststehenden Druckköpfen 31, 32 bewegten Informationsträger 11
ermittelt durch direkte berührungslose Abtastung der Informationsträger 11, und
dies in unmittelbarer Nähe der mindestens einen Bearbeitungseinheit 30. Ferner
ist zumindest ein nicht weiter gezeigter Positionssensor vorgesehen, durch den
die Position der Informationsträger 11 bei der Bewegung entlang der
Bearbeitungseinheit 30 erfasst wird. Entsprechend der ermittelten Geschwindigkeit
der Informationsträger 11 zusammen mit der Information des Positionssensors
wird die zum Drucken dienende mindestens eine Bearbeitungseinheit 30
gesteuert. Dies hat den Vorteil, dass ein gutes Druckbild beim Bedrucken erreicht
wird; denn damit ein bestimmtes Druckbild entsteht, muss die Geschwindigkeit der
Informationsträger 11 zu jedem Zeitpunkt genau bekannt sein, um zusammen mit
der Information des Positionssensors berechnen zu können, wann genau ein
Tintentröpfchen eine Druckdüse bei den Druckköpfen 31, 32 bei der nach dem
DoD-Verfahren arbeitenden Bearbeitungseinheit 30 verlassen muss.
Es ist zwar möglich, die Geschwindigkeit der Informationsträger 11 mittels
mindestens eines Drehgebers zu ermitteln, insbesondere eines solchen, der von
der Transportvorrichtung 60, z.B. einer Umlenkrolle 62 dieser, angetrieben wird.
Dabei kann es allerdings aufgrund der dadurch vorgenommenen indirekten
Geschwindigkeitsmessung zu einer Verkettung mehrerer Toleranzen kommen,
welche zu einem schlechten Druckbild führen können, da die einzelnen
Tintentröpfchen dann zueinander u.U. nicht die korrekte Phasenlage haben.
Mittels eines derartigen Drehgebers wird im übrigen die Geschwindigkeit nicht am
Ort des Bedruckens ermittelt, sondern an einem anderen weiter entfernten Ort,
weswegen diese Geschwindigkeitsmessung ebenfalls nicht sehr genau ist.
Demgegenüber vorteilhafter ist die mindestens eine Bearbeitungseinheit 50,
mittels der die Geschwindigkeit der Informationsträger 11 direkt durch direkte
berührungslose Abtastung dieser, und dies in unmittelbarer Nähe der Druckköpfe
31, 32, ermittelt wird. Diese Bearbeitungseinheit 50 kann mit Vorteil nach dem
Differenzdopplerprinzip arbeiten. Beim gezeigten Ausführungsbeispiel ist die
Geschwindigkeitsmessung der Informationsträger 11 eine dem Bedrucken dieser
zugeordnete Behandlungsstufe. Die Informationsträger 11 werden bei ihrer
Bewegung mittels der besonderen Transportvorrichtung 60 durch die mindestens
eine dem Bedrucken dienende Bearbeitungseinheit 30 an der Bearbeitungseinheit
50, mittels der die direkte Geschwindigkeitsermittlung erfolgt, vorbeibewegt. Die
mindestens eine Bearbeitungseinheit 50 ist gemäß Fig. 1 zwischen den
beabstandeten Druckköpfen 31, 32 angeordnet. Sie kann statt dessen auch vor
den Druckköpfen 31, 32 platziert sein.
Einzelheiten der mindestens einen Bearbeitungseinheit 50 zur Geschwindigkeitsermittlung
nach dem Differenzdopplerprinzip sind anhand von Fig. 6 erläutert,
wobei die direkte Geschwindigkeitsermittlung hierbei in unmittelbarer Nähe des
Ortes erfolgt, an dem das Bedrucken geschieht. Das Differenzdopplerprinzip ist an
sich bekannt. Ein von einer nicht gezeigten Laserquelle erzeugter Laserstrahl wird
in zwei Anteile a und b aufgespaltet, die dann relativ steil auf die zu messende
Fläche 16 auftreffen. Der eine Strahl b hat eine Richtungskomponente, die parallel
in Transportrichtung gemäß Pfeil 15 des Informationsträgers 11 verläuft. Der
andere Strahl a hat hingegen eine Richtungskomponente, die genau
entgegengesetzt zur Transportrichtung gemäß Pfeil 15 des Informationsträgers 11
verläuft. Aufgrund des Dopplereffekts kommt es nun bei der Reflektion der beiden
Strahlen a, b zu einer jeweiligen Frequenzverschiebung um den gleichen Betrag,
jedoch aufgrund der unterschiedlich gerichteten Geschwindigkeitskomponenten
mit unterschiedlichem Vorzeichen, wobei der Betrag der Frequenzverschiebung
proportional zur Geschwindigkeit des Informationsträgers 11 ist. Der diffus
reflektierte Anteil beider Strahlen a, b gelangt auf eine Fotodiode 51, wo ein
Mischprozess beider Komponenten stattfindet. Am Ausgang der Fotodiode 51
entsteht ein niederfrequentes Signal mit genau der doppelten
Frequenzverschiebung. Bei der Messung der Frequenz dieses Signals kann somit
direkt auf die Geschwindigkeit des Informationsträgers 11 geschlossen werden.
Diese mindestens eine der Geschwindigkeitsermittlung dienende Bearbeitungseinheit
50 ist in Fig. 2 nicht besonders dargestellt, sondern lediglich in Fig. 1
schematisch angedeutet.
Die Einrichtung 10 und das erläuterte Verfahren zur Herstellung von Informationsträgern
11 haben vielfältige Vorteile. Die Einrichtung 10 ist einfach, klein, kompakt
und kostengünstig. Die Einrichtung 10 hat eine sehr große Leistungsfähigkeit von
z.B. 40.000 bis 50.000 Informationsträgern 11 pro Stunde oder auch mehr. Die
Einrichtung 10 eignet sich in hohem Maße für eine Komponentenbauweise, bei
der z.B. nur die mindestens eine der Behandlung dienende Bearbeitungseinheit 20
und/oder die mindestens eine dem Bedrucken dienende Bearbeitungseinheit 30
und/oder die mindestens eine dem Trocknen bzw. Aushärten der Tinte dienende
Bearbeitungseinheit 40 vorgesehen werden können, je nach Bedarf und
Benutzerwunsch. Von Vorteil ist ferner, dass die Einrichtung in hohem Maße
bestriebssicher arbeitet und ein Bedrucken mit sehr gutem, insbesondere sehr
scharfem, Druckbild bei den Informationsträgern 11 möglich ist.
Claims (51)
- Verfahren zur Herstellung von Informationsträgern (11), z.B. von Karten, die mittels zumindest einer Transporteinrichtung (12) vorwärts und an mindestens einer zur Bearbeitung auf einer Fläche (16), z.B. auf der Oberfläche, dienenden Bearbeitungseinheit vorbei bewegt werden,
dadurch gekennzeichnet, dass die Informationsträger (11) auf einer Fläche (16) derart behandelt werden, dass diese Fläche (16) beim späteren Bedrucken mit Tinte gut benetzt wird. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet, dass die Behandlung derart erfolgt, dass dadurch die Benetzbarkeit mit Tinte gesteigert und das spätere Druckbild verbessert wird. - Verfahren nach Anspruch 1 oder 2,
dadurch gekennzeichnet, dass die Behandlung derart erfolgt, dass die Oberflächenenergie der Fläche (16) der Informationsträger (11) erhöht wird. - Verfahren nach Anspruch 3,
dadurch gekennzeichnet, dass die Oberflächenenergie so weit erhöht wird, dass diese größer ist als die Oberflächenspannung der zum späteren Bedrucken dienenden Tinte. - Verfahren nach einem der Ansprüche 1 bis 4,
dadurch gekennzeichnet, dass die Fläche (16) der Informationsträger (11) durch die Behandlung oxidiert wird. - Verfahren nach einem der Ansprüche 1 bis 4,
dadurch gekennzeichnet, dass die Fläche (16) der Informationsträger (11) einer Ionisierung unterworfen wird. - Verfahren nach einem der Ansprüche 1 bis 6,
dadurch gekennzeichnet, dass die Fläche (16) der Informationsträger (11) einer Coronabehandlung unterworfen wird. - Verfahren nach einem der Ansprüche 1 bis 6,
dadurch gekennzeichnet, dass die Fläche (16) der Informationsträger (11) einer thermischen Behandlung unterworfen wird, z.B. mittels offener Flamme, wie z.B. einer Gasbeflammung. - Verfahren nach einem der Ansprüche 1 bis 6,
dadurch gekennzeichnet, dass die Fläche (16) der Informationsträger (11) einer Plasma-Behandlung unterworfen wird. - Verfahren nach einem der Ansprüche 1 bis 9,
dadurch gekennzeichnet, dass die Behandlung der Fläche (16) der Informationsträger (11) eine Behandlungsstufe auf deren Transportweg ist. - Verfahren nach einem der Ansprüche 1 bis 10,
dadurch gekennzeichnet , dass die Informationsträger (11) auf ihrem Transportweg an mindestens einer Bearbeitungseinheit (20) vorbeibewegt werden, mittels der die Behandlung erfolgt. - Verfahren zur Herstellung von Informationsträgern (11), z.B. von Karten, die mittels zumindest einer Transporteinrichtung (12) vorwärts und an mindestens einer zur Bearbeitung auf einer Fläche (16), z.B. auf der Oberfläche, dienenden Bearbeitungseinheit vorbei bewegt werden,
dadurch gekennzeichnet, dass die Informationsträger (11) auf einer Fläche (16), insbesondere auf ihrer Oberfläche, mit Tinte bedruckt werden. - Verfahren nach Anspruch 12,
dadurch gekennzeichnet, dass das Bedrucken mit Tinte nach dem DoD-Verfahren (Drop on Demand-Verfahren) erfolgt. - Verfahren nach Anspruch 12 oder 13,
dadurch gekennzeichnet, dass das Bedrucken mit einer solchen Tinte erfolgt, die zumindest im wesentlichen frei von Lösungsmitteln, zumindest von leichtflüchtigen Lösungsmitteln, ist. - Verfahren nach einem der Ansprüche 12 bis 14,
dadurch gekennzeichnet, dass das Bedrucken mit einer solchen Tinte erfolgt, die mittels Polymerisation aushärtet. - Verfahren nach einem der Ansprüche 12 bis 15,
dadurch gekennzeichnet, dass das Bedrucken mit einer solchen Tinte erfolgt, die aufgrund Beaufschlagung mit UV-Strahlen, Elektronenstrahlen, aufgrund thermischer Beaufschlagung od. dgl. getrocknet oder gehärtet werden kann. - Verfahren nach einem der Ansprüche 12 bis 16,
dadurch gekennzeichnet, dass das Bedrucken der Fläche (16) der Informationsträger (11) eine weitere Behandlungsstufe auf deren Transportweg ist. - Verfahren nach einem der Ansprüche 12 bis 17,
dadurch gekennzeichnet, dass die Informationsträger (11) auf ihrem Transportweg an mindestens einer Bearbeitungseinheit (30) vorbeibewegt werden, mittels der das Bedrucken erfolgt. - Verfahren nach Anspruch 18,
dadurch gekennzeichnet, dass die dem Bedrucken dienende Bearbeitungseinheit (30) ein oder mehrere Druckköpfe (31, 32), vorzugsweise DoD-Druckköpfe, aufweist. - Verfahren nach einem der Ansprüche 1 bis 19,
dadurch gekennzeichnet, dass die weitere, dem Bedrucken dienende Behandlungsstufe längs des Transportweges der Informationsträger (11) auf die der Behandlung der Fläche (16) dienende Behandlungsstufe folgt. - Verfahren zur Herstellung von Informationsträgern (11), z.B. von Karten, die mittels zumindest einer Transporteinrichtung (12) vorwärts und an mindestens einer zur Bearbeitung auf einer Fläche (16), z.B. auf der Oberfläche, dienenden Bearbeitungseinheit vorbei bewegt werden,
dadurch gekennzeichnet, dass die Informationsträger (11) entlang zumindest einseitiger Führungen (13, 14), insbesondere in Längsnuten (19, 21) dieser, geführt und mittels der Transporteinrichtung (12), z.B. eines hochstehenden, an den Informationsträgern (11) anschlagenden und diese mitnehmende Mitnehmer (23) aufweisenden Bandes oder einer entsprechenden Kette (22), mit Abstand oberhalb des Bandes bzw. der Kette (22) vorwärtsbewegt werden. - Verfahren zur Herstellung von Informationsträgern (11), z.B. von Karten, die mittels zumindest einer Transporteinrichtung (12) vorwärts und an mindestens einer zur Bearbeitung auf einer Fläche (16), z.B. auf der Oberfläche, dienenden Bearbeitungseinheit vorbei bewegt werden,
dadurch gekennzeichnet, dass die Informationsträger (11) im Verlauf des Vorwärtstransports und zum Passieren einer Bearbeitungseinheit, insbesondere einer zum Bedrucken dienenden Bearbeitungseinheit (30), von der Transporteinrichtung (12) auf eine dieser Bearbeitungseinheit (30) zugeordnete Transportvorrichtung (60) übergeben und nach Durchlauf durch diese Bearbeitungseinheit (30) von der Transportvorrichtung (60) wieder auf die Transporteinrichtung (12) übergeben werden. - Verfahren nach Anspruch 22,
dadurch gekennzeichnet, dass die Transportgeschwindigkeit der mittels der Transportvorrichtung (60) bewegten Informationsträger (11) größer ist, z.B. etwa 5% größer ist, als diejenige der mittels der Transporteinrichtung (12) bewegten Informationsträger (11). - Verfahren nach Anspruch 22 oder 23,
dadurch gekennzeichnet, dass die Transportvorrichtung (60) ein umlaufend angetriebenes Transportband (61) aufweist, insbesondere ein mit Durchlässen (63) darin versehenes Transportband (61), durch das hindurch die Informationsträger (11) mit einem Vakuum beaufschlagbar und auf diese Weise am Transportband (61) haftbar sind. - Verfahren nach einem der Ansprüche 22 bis 24,
dadurch gekennzeichnet, dass das Transportband (61) die Informationsträger (11) mit sehr kleinem Abstand von der Aktivseite der zugeordneten Bearbeitungseinheit, insbesondere der zum Bedrucken dienenden Bearbeitungseinheit (30), an dieser vorbeibewegt. - Verfahren nach einem der Ansprüche 22 bis 25,
dadurch gekennzeichnet, dass die Informationsträger (11) zur Übergabe auf die Transportvorrichtung (60) von den Führungen (13, 14) der Transporteinrichtung (12) freigegeben, zumindest geringfügig hochbewegt und auf das Transportband (61) übergeben werden. - Verfahren nach einem der Ansprüche 21 bis 26,
dadurch gekennzeichnet, dass die Informationsträger (11) zur Übergabe zurück auf die Transporteinrichtung (12) zumindest geringfügig abwärtsbewegt, in die Führungen (13, 14) eingeführt und dann von den Mitnehmern (23) der Transporteinrichtung (12) mitgenommen werden. - Verfahren zur Herstellung von Informationsträgern (11), z.B. von Karten, die mittels zumindest einer Transporteinrichtung (12) vorwärts und an mindestens einer zur Bearbeitung auf einer Fläche (16), z.B. auf der Oberfläche, dienenden Bearbeitungseinheit vorbei bewegt werden,
dadurch gekennzeichnet, dass die Geschwindigkeit der Informationsträger (11) bei der Bewegung entlang einer Bearbeitungseinheit, insbesondere einer zum Bedrucken dienenden Bearbeitungseinheit (30), gemessen wird. - Verfahren zur Herstellung von Informationsträgern (11), z.B. von Karten, die mittels zumindest einer Transporteinrichtung (12) vorwärts und an mindestens einer zur Bearbeitung auf einer Fläche (16), z.B. auf der Oberfläche, dienenden Bearbeitungseinheit vorbei bewegt werden,
dadurch gekennzeichnet, dass die Position der Informationsträger (11) bei der Bewegung entlang einer Bearbeitungseinheit, insbesondere einer zum Bedrucken dienenden Bearbeitungseinheit (30), von mindestens einem Positionssensor erfasst wird. - Verfahren nach Anspruch 28 und/oder 29,
dadurch gekennzeichnet, dass entsprechend der gemessenen Geschwindigkeit der Informationsträger (11) zusammen mit der Information des Positionssensors zumindest eine Bearbeitungseinheit, insbesondere eine zum Bedrucken dienende Bearbeitungseinheit (30), gesteuert wird. - Verfahren nach einem der Ansprüche 28 bis 30,
dadurch gekennzeichnet, dass die Geschwindigkeit der Informationsträger (11) durch direkte, insbesondere berührungslose,Abtastung dieser und dies in unmittelbarer Nähe einer zum Bedrucken dienenden Bearbeitungseinheit (30) gemessen wird. - Verfahren nach einem der Ansprüche 28 bis 31,
dadurch gekennzeichnet, dass die Geschwindigkeit der Informationsträger (11) mittels des Differenzdopplerprinzips ermittelt wird. - Verfahren nach einem der Ansprüche 28 bis 30,
dadurch gekennzeichnet, dass die Geschwindigkeit der Informationsträger (11) mittels mindestens eines Drehgebers ermittelt wird, insbesondere mittels eines solchen_Drehgebers, der von der Transportvorrichtung (60) angetrieben wird. - Verfahren nach einem der Ansprüche 28 bis 33,
dadurch gekennzeichnet, dass die Geschwindigkeitsermittlung der Informationsträger (11) eine dem Bedrucken zugeordnete Behandlungsstufe ist. - Verfahren nach einem der Ansprüche 28 bis 34,
dadurch gekennzeichnet, dass die Informationsträger (11) bei der Bewegung mittels der Transportvorrichtung (60) durch die zum Bedrucken dienende Bearbeitungseinheit (30) an zumindest einer Bearbeitungseinheit (50), mittels der die Geschwindigkeitsermittlung erfolgt, vorbeibewegt werden. - Verfahren nach Anspruch 35,
dadurch gekennzeichnet, dass die der Geschwindigkeitsermittlung dienende Bearbeitungseinheit (50) nahe oder vor den Druckköpfen (31, 32), vorzugsweise DoD-Druckköpfen, angeordnet ist. - Verfahren zur Herstellung von Informationsträgern (11), z.B. von Karten, die mittels zumindest einer Transporteinrichtung (12) vorwärts und an mindestens einer zur Bearbeitung auf einer Fläche (16), z.B. auf der Oberfläche, dienenden Bearbeitungseinheit vorbei bewegt werden,
dadurch gekennzeichnet, dass nach einem Bedrucken der Informationsträger (11) mit Tinte die Informationsträger (11) an mindestens einer Bearbeitungseinheit (40) zum Trocknen oder Härten der Tinte vorbeibewegt werden. - Verfahren nach Anspruch 37,
dadurch gekennzeichnet, dass die Tinte durch Beaufschlagung mit UV-Strahlen, Elektronenstrahlen, durch thermische Beaufschlagung od. dgl. getrocknet, insbesondere gehärtet, wird. - Einrichtung zur Herstellung von Informationsträgern (11), z.B. von Karten, die mittels zumindest einer Transporteinrichtung (12) vorwärts und an mindestens einer zur Bearbeitung auf einer Fläche (16), z.B. auf der Oberfläche, dienenden Bearbeitungseinheit vorbei bewegt werden,
dadurch gekennzeichnet, dass für die Behandlung einer Fläche (16), insbesondere der Oberfläche, der Informationsträger (11) mindestens eine Bearbeitungseinheit (20) für die Behandlung zur Steigerung der Benetzbarkeit mit Tinte und/oder mindestens eine Bearbeitungseinheit (30) zum Bedrucken mit Tinte, insbesondere nach dem DoD-Verfahren, und/oder mindestens eine Bearbeitungseinheit (40) zum Trocknen oder Härten der Tinte vorgesehen sind. - Einrichtung nach Anspruch 39,
dadurch gekennzeichnet, dass die mindestens eine Bearbeitungseinheit (20) für die Behandlung entlang dem Transportweg der Informationsträger (11) vor der mindestens einen Bearbeitungseinheit (30) zum Bedrucken angeordnet ist. - Einrichtung nach Anspruch 39 oder 40,
dadurch gekennzeichnet, dass die mindestens eine Bearbeitungseinheit (40) zum Trocknen oder Härten entlang dem Transportweg der informationsträger (11) nach der mindestens einen Bearbeitungseinheit (30) zum Bedrucken angeordnet ist. - Einrichtung nach Anspruch 39,
dadurch gekennzeichnet, dass die mindestens eine Bearbeitungseinheit (30) zum Bedrucken einen oder mehrere Druckköpfe (31, 32), insbesondere DoD-Druckköpfe, aufweist. - Einrichtung nach einem der Ansprüche 39 bis 42,
dadurch gekennzeichnet, dass der mindestens einen Bearbeitungseinheit (30) zum Bedrucken mindestens eine Bearbeitungseinheit (50) zugeordnet ist, mittels der eine Ermittlung der Geschwindigkeit der transportierten Informationsträger (11), insbesondere nach dem Differenzdopplerprinzip, erfolgt. - Einrichtung nach Anspruch 42 und 43,
dadurch gekennzeichnet, dass die mindestens eine Bearbeitungseinheit (50) zur Geschwindigkeitsermittlung nahe oder vor den Druckköpfen (31, 32) angeordnet ist. - Einrichtung nach einem der Ansprüche 39 bis 44,
dadurch gekennzeichnet, dass die Transporteinrichtung (12) zumindest einseitige Führungen (13, 14), insbesondere mit Längsnuten (19, 21), aufweist, zwischen denen die Informationsträger (11) an ihren beiden etwa parallel zur Transportrichtung verlaufenden Seiten verschiebbar geführt sind. - Einrichtung nach einem der Ansprüche 39 bis 45,
dadurch gekennzeichnet, dass die Transporteinrichtung (12) ein zwischen den Führungen (13, 14) und unterhalb der Transportebene der Informationsträger (11) verlaufendes, vorzugsweise umlaufendes, Band oder eine entsprechende Transportkette (22) aufweist, die in Abständen angeordnete hochstehende Mitnehmer (23) zum Anschlag an der rückseitigen Kante der einzelnen Informationsträger (11) und zur Mitnahme dieser aufweist. - Einrichtung nach einem der Ansprüche 39 bis 46,
dadurch gekennzeichnet, dass im Bereich der mindestens einen Bearbeitungseinheit (30) zum Bedrucken eine dieser zugeordnete Transportvorrichtung (60) vorgesehen ist, mittels der die Informationsträger (11) vor Erreichen der mindestens einen Bearbeitungseinheit (30) zum Bedrucken unter Freigabe von der Transporteinrichtung (12), insbesondere von deren Führungen (13, 14), übernehmbar, transportierbar und nach Passieren der mindestens einen Bearbeitungseinheit (30) zum Bedrucken wieder auf die Transporteinrichtung (12), insbesondere deren Führungen (13, 14), übergebbar sind. - Einrichtung nach Anspruch 47,
dadurch gekennzeichnet, dass die Transportvorrichtung (60) ein z.B. umlaufend angetriebenes Transportband (61) aufweist, insbesondere ein mit Durchlässen (63) versehenes Transportband (61), durch das hindurch die darauf aufliegenden Informationsträger (11) mit Vakuum beaufschlagbar und dadurch halterbar sind. - Einrichtung nach Anspruch 48,
dadurch gekennzeichnet, dass die Oberseite des Transportbandes (61) mit Abstand oberhalb der Führungsebene der Führungen (13, 14), insbesondere der Längsnuten (19, 21) dieser, verläuft. - Einrichtung nach einem der Ansprüche 47 bis 49,
dadurch gekennzeichnet, dass die Längsnuten (19, 21) der Führungen (13, 14) in Abstand vor dem Anfang des Transportbandes (61) enden oder oberseitig offen sind und die Informationsträger (11) randseitig freigeben und dass im Bereich des Endes des Transportbandes (61) die Längsnuten (19,21) fortgesetzt sind und diesen die Informationsträger (11) in die Längsnuten (19,21) einweisende oberseitige Leitelemente (66, 67) zugeordnet sind. - Einrichtung nach einem der Ansprüche 47 bis 50,
dadurch gekennzeichnet, dass die Geschwindigkeit des Transportbandes (61) größer ist, z.B. etwa 5% größer ist, als diejenige der Transportkette (22).
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03025586A EP1529648A1 (de) | 2003-11-08 | 2003-11-08 | Verfahren zur Herstellung von Informationsträgern, z.B. von Karten, und Einrichtung zur Durchführung |
| US10/808,116 US20050098054A1 (en) | 2003-11-08 | 2004-03-24 | Method of and device for producing information carriers, for example cards |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03025586A EP1529648A1 (de) | 2003-11-08 | 2003-11-08 | Verfahren zur Herstellung von Informationsträgern, z.B. von Karten, und Einrichtung zur Durchführung |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1529648A1 true EP1529648A1 (de) | 2005-05-11 |
Family
ID=34429295
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03025586A Withdrawn EP1529648A1 (de) | 2003-11-08 | 2003-11-08 | Verfahren zur Herstellung von Informationsträgern, z.B. von Karten, und Einrichtung zur Durchführung |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20050098054A1 (de) |
| EP (1) | EP1529648A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006052302A1 (de) * | 2006-11-03 | 2008-05-08 | Atlantic Zeiser Gmbh | Vorrichtung zum Bedrucken flächiger Teile, insbesondere von Plastik-Karten |
| CN117098668A (zh) * | 2021-04-05 | 2023-11-21 | 恩图鲁斯特有限公司 | 具备改进的打印附着力的按需喷墨身份证明文件打印 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20070103529A1 (en) * | 2003-06-16 | 2007-05-10 | Kornit Digital Ltd. | Process and system for printing images on absorptive surfaces |
| US20070103528A1 (en) * | 2003-06-16 | 2007-05-10 | Kornit Digital Ltd. | Ink composition |
| US20070104899A1 (en) * | 2003-06-16 | 2007-05-10 | Kornit Digital Ltd. | Process for printing images on dark surfaces |
| IL162231A (en) * | 2004-05-30 | 2007-05-15 | Kornit Digital Ltd | Direct digital printing process of jet propulsion inkjet on a wet fabric section |
| US11447648B2 (en) | 2004-05-30 | 2022-09-20 | Kornit Digital Ltd. | Process and system for printing images on absorptive surfaces |
| JP2008509231A (ja) * | 2004-05-30 | 2008-03-27 | コルニット ディジタル リミテッド | インク組成物 |
| US9550374B1 (en) | 2007-06-27 | 2017-01-24 | Cafepress Inc. | System and method for improved digital printing on textiles |
| US20110032319A1 (en) | 2009-08-10 | 2011-02-10 | Kornit Digital Technologies Ltd. | Digital printing device with improved pre-printing textile surface treatment |
| US8926080B2 (en) | 2010-08-10 | 2015-01-06 | Kornit Digital Ltd. | Formaldehyde-free inkjet compositions and processes |
| JP2020513345A (ja) | 2016-10-31 | 2020-05-14 | コーニット・デジタル・リミテッド | 織物のための染料昇華インクジェット印刷 |
| JP2021500437A (ja) | 2017-10-22 | 2021-01-07 | コーニット・デジタル・リミテッド | インクジェット印刷による低摩擦画像 |
| IT202100026270A1 (it) * | 2021-10-13 | 2022-01-13 | Matica Fintec S P A | Gruppo di stampa a getto d'inchiostro per carte e relativo metodo di stampa |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0705707A1 (de) * | 1994-10-07 | 1996-04-10 | Canon Kabushiki Kaisha | Druckgerät |
| US5780118A (en) * | 1996-07-01 | 1998-07-14 | Xerox Corporation | Method for increasing hydrophilicity of transparencies used as recording media in a thermal ink jet printer |
| US5980011A (en) * | 1997-05-16 | 1999-11-09 | Fargo Electronics, Inc. | Identification card printer |
| JPH11321073A (ja) * | 1998-05-11 | 1999-11-24 | Sekisui Chem Co Ltd | インクジェットプリンター用記録材料の製造方法 |
| JP2000218926A (ja) * | 1999-01-28 | 2000-08-08 | Mitsubishi Paper Mills Ltd | インクジェット記録シートおよびその製造方法 |
| US6176484B1 (en) * | 1998-02-11 | 2001-01-23 | Heidelberger Druckmaschinen Aktiengesellschaft | Device for transporting sheets or folded products |
| EP1156456A1 (de) * | 2000-05-18 | 2001-11-21 | Ascom Hasler Mailing Systems AG | Digitale Postwertzeichenfrankierung mit einer Geschwindigkeitsmessung mittels kohärentem Licht |
| US20020041787A1 (en) * | 2000-08-23 | 2002-04-11 | Wolf Thomas | Device for controlling a transport of printing products by a print-related machine |
| EP1293350A2 (de) * | 2001-09-13 | 2003-03-19 | Toshiba Tec Kabushiki Kaisha | Tintenstrahlaufzeichnungsgerät |
| US20030054145A1 (en) * | 2001-08-31 | 2003-03-20 | Yukio Tokunaga | Sheet-state ink-jet recording material |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5223852A (en) * | 1991-08-29 | 1993-06-29 | Northern Telecom Limited | Methods and apparatus for printing onto cable jacket |
| CA2239721A1 (en) * | 1996-01-26 | 1997-07-31 | Tetra Laval Holdings & Finance S.A. | Method and apparatus for printing images on packaging material |
| JP4003273B2 (ja) * | 1998-01-19 | 2007-11-07 | セイコーエプソン株式会社 | パターン形成方法および基板製造装置 |
| US6799258B1 (en) * | 2001-01-10 | 2004-09-28 | Datacore Software Corporation | Methods and apparatus for point-in-time volumes |
| US6981767B2 (en) * | 2003-01-15 | 2006-01-03 | Ssgii, Inc. | Printed item having an image with a high durability and/or resolution |
-
2003
- 2003-11-08 EP EP03025586A patent/EP1529648A1/de not_active Withdrawn
-
2004
- 2004-03-24 US US10/808,116 patent/US20050098054A1/en not_active Abandoned
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0705707A1 (de) * | 1994-10-07 | 1996-04-10 | Canon Kabushiki Kaisha | Druckgerät |
| US5780118A (en) * | 1996-07-01 | 1998-07-14 | Xerox Corporation | Method for increasing hydrophilicity of transparencies used as recording media in a thermal ink jet printer |
| US5980011A (en) * | 1997-05-16 | 1999-11-09 | Fargo Electronics, Inc. | Identification card printer |
| US6409294B1 (en) * | 1997-12-21 | 2002-06-25 | Ascom Hasler Mailing Systems Ag | Digital postage franking with coherent light velocimetry |
| US6176484B1 (en) * | 1998-02-11 | 2001-01-23 | Heidelberger Druckmaschinen Aktiengesellschaft | Device for transporting sheets or folded products |
| JPH11321073A (ja) * | 1998-05-11 | 1999-11-24 | Sekisui Chem Co Ltd | インクジェットプリンター用記録材料の製造方法 |
| JP2000218926A (ja) * | 1999-01-28 | 2000-08-08 | Mitsubishi Paper Mills Ltd | インクジェット記録シートおよびその製造方法 |
| EP1156456A1 (de) * | 2000-05-18 | 2001-11-21 | Ascom Hasler Mailing Systems AG | Digitale Postwertzeichenfrankierung mit einer Geschwindigkeitsmessung mittels kohärentem Licht |
| US20020041787A1 (en) * | 2000-08-23 | 2002-04-11 | Wolf Thomas | Device for controlling a transport of printing products by a print-related machine |
| US20030054145A1 (en) * | 2001-08-31 | 2003-03-20 | Yukio Tokunaga | Sheet-state ink-jet recording material |
| EP1293350A2 (de) * | 2001-09-13 | 2003-03-19 | Toshiba Tec Kabushiki Kaisha | Tintenstrahlaufzeichnungsgerät |
Non-Patent Citations (2)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 2000, no. 02 29 February 2000 (2000-02-29) * |
| PATENT ABSTRACTS OF JAPAN vol. 2000, no. 11 3 January 2001 (2001-01-03) * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006052302A1 (de) * | 2006-11-03 | 2008-05-08 | Atlantic Zeiser Gmbh | Vorrichtung zum Bedrucken flächiger Teile, insbesondere von Plastik-Karten |
| CN117098668A (zh) * | 2021-04-05 | 2023-11-21 | 恩图鲁斯特有限公司 | 具备改进的打印附着力的按需喷墨身份证明文件打印 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20050098054A1 (en) | 2005-05-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1529648A1 (de) | Verfahren zur Herstellung von Informationsträgern, z.B. von Karten, und Einrichtung zur Durchführung | |
| EP1428670B1 (de) | Druckvorrichtung und Druckverfahren für UV-strahlungshärtbare Tinte | |
| EP2140966B1 (de) | Vorrichtung und Verfahren zum Beschriften von Behältnissen unter Verwendung von einer Vielzahl von Direktdiodenlasern | |
| DE102010008295A1 (de) | Vorrichtung und Verfahren zum Bedrucken von Oberflächen von Werkstoffplatten, insbesondere Holzplatten, mit einer mehrfarbigen Abbildung | |
| EP2718108B1 (de) | Verfahren zum bedrucken von werkstücken und druckvorrichtung | |
| EP2225046B1 (de) | Beschichtungsvorrichtung | |
| DE3811909C2 (de) | ||
| DE102006038750A1 (de) | Vorrichtung zum Bedrucken von starren Werkstücken | |
| DE3332992A1 (de) | Drucker mit mosaikdruckkoepfen | |
| EP3763533B1 (de) | Vorrichtung und verfahren zum bedrucken von kantenbändern | |
| EP3562007B1 (de) | Verfahren zur herstellung von lamellenpaketen sowie auftrageinrichtung für ein klebemittel zur durchführung des verfahrens | |
| EP0004854A1 (de) | Verfahren zum Betrieb eines Walzband-Haspels sowie Walzband-Haspel zur Ausübung des Verfahrens | |
| EP1979170B1 (de) | Verfahren zum tintenstrahldrucken mit lichthärtender tinte | |
| WO1990005064A1 (de) | Gerät zum bestäuben von druckerzeugnissen | |
| EP0542684B1 (de) | Beschichtungsvorrichtung für Platten | |
| EP3552059B1 (de) | Verfahren und vorrichtung zum strukturierten passivieren eines endlosbandes | |
| EP2958754A1 (de) | Verfahren zur reduktion von banding-effekten | |
| AT517183B1 (de) | Umleimapparat | |
| DE102010038259B4 (de) | Verfahren und Vorrichtung zum Gravieren eines flexiblen Bands | |
| DE102011005908A1 (de) | Drucksysteme mit fortschreitendem Bildtransfer und fortschreitender Strahlungsenergiebeaufschlagung von Bildern für das Drucken mit Mehrfachdurchlauf, für entsprechende Druckvorrichtungen und zugehörige Verfahren | |
| DE102004054044B4 (de) | Verfahren und Vorrichtung zum Transport von flächigen Produkten | |
| DE4229825C2 (de) | Trockner für breitgeführte textile Warenbahnen | |
| EP4077143B1 (de) | Etikettiermaschine mit etikettansaugvorrichtung | |
| EP0046812B1 (de) | Druckverfahren unter Verwendung eines Druckwiderlagers für ein Typenband eines Zeilendruckers | |
| EP1353760B1 (de) | Vorrichtung zum auftragen eines beschictungsmediums auf einem werkstück |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| AKX | Designation fees paid | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20051112 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |