EP1528837B1 - Elektrisch beheizbare Kunststoffmatrix - Google Patents
Elektrisch beheizbare Kunststoffmatrix Download PDFInfo
- Publication number
- EP1528837B1 EP1528837B1 EP04022246A EP04022246A EP1528837B1 EP 1528837 B1 EP1528837 B1 EP 1528837B1 EP 04022246 A EP04022246 A EP 04022246A EP 04022246 A EP04022246 A EP 04022246A EP 1528837 B1 EP1528837 B1 EP 1528837B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- contact
- structure according
- honeycomb
- electrically conductive
- contact means
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000004033 plastic Substances 0.000 title claims abstract description 14
- 229920003023 plastic Polymers 0.000 title claims abstract description 14
- 239000011159 matrix material Substances 0.000 title description 4
- 239000006260 foam Substances 0.000 claims abstract description 31
- 239000010410 layer Substances 0.000 claims description 36
- 229910052751 metal Inorganic materials 0.000 claims description 25
- 239000002184 metal Substances 0.000 claims description 25
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 20
- 238000000576 coating method Methods 0.000 claims description 12
- 239000011248 coating agent Substances 0.000 claims description 10
- 239000000463 material Substances 0.000 claims description 10
- 125000006850 spacer group Chemical group 0.000 claims description 9
- 239000000853 adhesive Substances 0.000 claims description 8
- 230000001070 adhesive effect Effects 0.000 claims description 8
- 238000009413 insulation Methods 0.000 claims description 6
- 239000002245 particle Substances 0.000 claims description 6
- 238000004026 adhesive bonding Methods 0.000 claims description 5
- 238000004544 sputter deposition Methods 0.000 claims description 5
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 claims description 4
- 239000012790 adhesive layer Substances 0.000 claims description 4
- 229910052709 silver Inorganic materials 0.000 claims description 4
- 239000004332 silver Substances 0.000 claims description 4
- 210000001520 comb Anatomy 0.000 claims description 3
- 238000009713 electroplating Methods 0.000 claims description 3
- 239000004922 lacquer Substances 0.000 claims description 3
- 208000007101 Muscle Cramp Diseases 0.000 claims description 2
- 238000010849 ion bombardment Methods 0.000 claims description 2
- 238000005240 physical vapour deposition Methods 0.000 claims description 2
- 238000001179 sorption measurement Methods 0.000 claims 3
- 231100000167 toxic agent Toxicity 0.000 claims 1
- 239000003440 toxic substance Substances 0.000 claims 1
- 238000009834 vaporization Methods 0.000 claims 1
- 239000012530 fluid Substances 0.000 abstract description 6
- 239000011888 foil Substances 0.000 description 52
- 241000264877 Hippospongia communis Species 0.000 description 51
- 238000010438 heat treatment Methods 0.000 description 44
- 239000003570 air Substances 0.000 description 24
- 230000000694 effects Effects 0.000 description 8
- 229910010293 ceramic material Inorganic materials 0.000 description 4
- 239000003344 environmental pollutant Substances 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 239000002985 plastic film Substances 0.000 description 4
- 229920006255 plastic film Polymers 0.000 description 4
- 231100000719 pollutant Toxicity 0.000 description 4
- 239000000919 ceramic Substances 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 239000003463 adsorbent Substances 0.000 description 2
- 239000012080 ambient air Substances 0.000 description 2
- 239000004020 conductor Substances 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 238000007598 dipping method Methods 0.000 description 2
- 238000005485 electric heating Methods 0.000 description 2
- 239000006261 foam material Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 239000003973 paint Substances 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 208000031872 Body Remains Diseases 0.000 description 1
- 229910021536 Zeolite Inorganic materials 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- HNPSIPDUKPIQMN-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Al]O[Al]=O HNPSIPDUKPIQMN-UHFFFAOYSA-N 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000010292 electrical insulation Methods 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 229910021645 metal ion Inorganic materials 0.000 description 1
- 239000012811 non-conductive material Substances 0.000 description 1
- 239000002984 plastic foam Substances 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- 239000010457 zeolite Substances 0.000 description 1
Images






Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/10—Heating elements characterised by the composition or nature of the materials or by the arrangement of the conductor
- H05B3/12—Heating elements characterised by the composition or nature of the materials or by the arrangement of the conductor characterised by the composition or nature of the conductive material
- H05B3/14—Heating elements characterised by the composition or nature of the materials or by the arrangement of the conductor characterised by the composition or nature of the conductive material the material being non-metallic
- H05B3/146—Conductive polymers, e.g. polyethylene, thermoplastics
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01C—RESISTORS
- H01C7/00—Non-adjustable resistors formed as one or more layers or coatings; Non-adjustable resistors made from powdered conducting material or powdered semi-conducting material with or without insulating material
- H01C7/02—Non-adjustable resistors formed as one or more layers or coatings; Non-adjustable resistors made from powdered conducting material or powdered semi-conducting material with or without insulating material having positive temperature coefficient
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B2203/00—Aspects relating to Ohmic resistive heating covered by group H05B3/00
- H05B2203/02—Heaters using heating elements having a positive temperature coefficient
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B2203/00—Aspects relating to Ohmic resistive heating covered by group H05B3/00
- H05B2203/022—Heaters specially adapted for heating gaseous material
- H05B2203/024—Heaters using beehive flow through structures
Definitions
- the invention relates to an electrically heatable structure made of an electrically conductive plastic according to the preamble of claim 1.
- Such independent heaters consist of a register of heating elements, which are overflowed by ambient air, which is then passed into the vehicle interior.
- the heating of the air via electrically heated PTC elements, which increase their resistance with increasing temperature and are thus self-regulating.
- the PTC elements which are made of a ceramic material, are arranged in heating elements and release their heat to the ambient air via corrugated fins, ie secondary heat exchange surfaces.
- Integrated systems were created by the DE-A 44 33 814 , the DE-A 198 35 225 or the EP-B 0 707 434 known. Also these integrated electric booster heaters use secondary heat exchange surfaces to release the heat generated by the PTC elements into the air. This requires a corresponding design and circuit complexity.
- a resistance heating element for a vehicle air conditioner having a honeycomb body made of a positive temperature coefficient resistance material is known.
- the honeycomb body is formed from at least two honeycombs, which are electrically connected in parallel and arranged in the same flow directions of the heat carrier in series, wherein the resistance heating element is formed from a piezoceramic material having a positive temperature coefficient.
- an electrical resistance heating element with a honeycomb body made of a resistive material having a positive temperature coefficient wherein the channels to be heated by a medium to be heated channels have metallized walls which are contacted from the end faces of the honeycomb body forth by a Stirn vommetallmaschine checkerboard alternately electrically.
- the honeycomb body is formed of a ceramic material.
- a resistor for a fluid heater formed of a ceramic resistor material having a positive temperature coefficient is known.
- a body which is formed of a ceramic electrical resistance material having a positive temperature coefficient.
- organic foam material is provided with a ceramic material powder. The organic foam is then heated to position the ceramic material powder on the walls of the passageways in the foam. Subsequently, the foam material is burned off, so that after sintering, only the ceramic structure of the body remains.
- the first solution according to the invention relates to a honeycomb structure, the second solution to a foam structure and the third solution to a structure produced from an endless film by corrugation, folding or winding.
- All three structures have in common the advantage that they provide a large number of channels, in particular air channels, which are separated from one another by thin walls in a given space or a predetermined cross section.
- These channel walls are made of an electrically conductive plastic, in particular with PTC effect are directly heated by the electric heating with direct or alternating current and thus can deliver this heat directly to a fluid, especially air.
- the channel walls be it in the honeycomb or foam structure or in the film structure thus form primary surfaces for heat exchange or heat transfer. Secondary heat exchange surfaces are thus eliminated. All three structures can be produced in terms of production technology simply and in large quantities, ie inexpensively.
- the structures comprise contact means by which the plastic structure is connected to the electrical terminals.
- electrically conductive combs with prongs are provided for the honeycomb structure as contact means, which are provided on two connection sides of the structure in the channel openings, i. H. the honeycombs are introduced and thus make electrical contact with the honeycomb structure.
- This type of contacting has the advantage that the honeycomb structure does not need to be separately prepared and processed.
- connection foils in particular metal foils.
- the honeycomb structure has contact surfaces, on which metal layers are applied, for.
- sputtering d. H. by "bombardment" with appropriate metal ions. This eliminates one operation, namely the gluing.
- the honeycomb structure is contacted frontally, d. H. on the sides with the honeycomb openings.
- These end faces of the honeycomb structure are provided with a metallic coating, for. B. by dipping, by electroplating or chemical methods.
- the contacting of the end faces on the front and the back of a honeycomb element can be effected by electrically conductive frame, which contact the metallic coating.
- brackets are provided for the contacting of the foam structure, which engage in the edge regions of the foam structure and thus produce the electrical contact. This represents a particularly simple type of contacting, especially since the foam structure does not have to be specially prepared here.
- the foam structure is formed as a block with opposing contact surfaces, on which metal foils are glued to produce the electrical contact, with an electrically conductive adhesive such.
- FIG. 1 A block diagram illustrating an omega-shaped fold of the endless foil.
- FIG. 1 A block diagram illustrating an omega-shaped fold of the endless foil.
- FIG. 1 A block diagram illustrating an omega-shaped fold of the endless foil.
- FIG. 1 A block diagram illustrating an omega-shaped fold of the endless foil.
- FIG. 1 Advantageous in an omega-shaped fold of the endless foil are spacer knobs, which are mutually pronounced before folding from the endless foil according to a predetermined pattern and engage after folding in such a way that the foil sections kept at a distance and thus air ducts are formed.
- an elastic metal fleece is provided for contacting a film structure, which rests on the wave crests or folding edges of the film structure and produces an electrically conductive connection to the electrical connections.
- a further advantageous embodiment of the invention provides for contacting a marginal metallic coating of the endless film, d. H. before it is folded or curled.
- the contacting of the film structure takes place here so frontally, so that the current flows in the longitudinal direction of the fluid or air channels.
- the endless film is on its top and bottom each with an electrically conductive contact layer covered so that the current passes across the thickness of the film.
- the contact layers can advantageously be covered with insulation layers to the outside.
- an advantageous development provides that activated carbon particles are applied to the insulation layer or layers, so that the structure can be used as a filter, in particular an odor filter. When heating the structure due to current flow, the filter is desorbed, that is, the particle-laden filter is cleaned and gets its full filtering action back.
- the contact layers on the top and bottom of the films are contacted by laterally arranged staples or extending through in the longitudinal direction of the foil connecting wires.
- the film coated on both sides can advantageously be wound up into a spiral, which is connected on its two end faces to conductive frame crosses, so-called supply frames. Each frame forms an electrical connection, wherein the contacting takes place at the interfaces between the spiral and the frame cross.
- the abovementioned structures can be used as carrier structures (carrier matrices) for desorbable filters. These are adsorbed on the surface of the structure, z. B. applied activated carbon particles.
- the fixation of the adsorbent or activated carbon grains by means of an electrically insulating adhesive, paint or a film.
- non-conductive adsorbents such as zeolite or the like, can also be applied directly to the foam structure in the warm and especially soft state.
- the filter, z. B. an odor filter for the interior of a motor vehicle can thus be regenerated at any time.
- the plastic of the structure that is optionally the matrix, additionally crosslinked. This is particularly preferably achieved in the production by means of high-energy ⁇ -rays.
- all structures are covered with an electrical insulation layer.
- electrically conductive fluids eg. As water or a water-glycol mixture can be heated by the various structural forms.
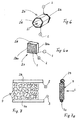
- Fig. 1 shows schematically a section of a honeycomb structure 1, which is made of an electrically conductive plastic with PTC effect.
- the preparation is preferably carried out by known methods, ie by adhering films together, which are then pulled apart to form the honeycomb channels. By this manufacturing method, relatively thin wall thicknesses can be realized for the honeycomb structure.
- the honeycomb structure 1 is connected on opposite sides to a positive electrical connection rail 2 and to a negative electrical connection rail 3.
- FIG. 1 a shows a section of the honeycomb structure 1 according to FIG. 1 in a view from the front, that is to say with a view of an end face 4, which is represented by a plurality is formed by honeycomb openings 5.
- the honeycomb openings 5, shown here in simplified form as rectangles or squares, are formed by zig-zag.
- Foils 6 are formed, which extend from the positive rail 2 to the negative rail 3.
- the individual foils 6 are electrically contacted at the connection points 2a, 2b or 3a, 3b, ie the structure 1 is constructed from a multiplicity of parallel-connected conductors 6, which are traversed by current in parallel. This results in a calculable resistance and at a given voltage at the electrical terminals 2, 3, a certain heating of the structure 1.
- the temperature of the films 6 and the channel walls can be about 100 degrees Celsius.
- the resistance of the films 6 increases with increasing temperature, so that upon reaching a predetermined maximum temperature no further heating takes place. The heating is thus self-regulating.
- FIG. 1b shows the honeycomb structure 1 in a closed frame 7, wherein two mutually opposite frame strips 7a, 7b form the electrical connections 2, 3.
- a honeycomb element 8 can be used as auxiliary heating in motor vehicles for heating the indoor air.
- Another application which will be discussed in more detail later, is the use of the heatable honeycomb structure 1 as a carrier matrix for a filter, which can be desorbed by the heating.
- Fig. 2 shows a further basic embodiment of the invention, a foam structure 9, which is constructed of electrically conductive plastic foam, also with PTC effect and air-permeable pores. Trained as a cuboid block foam structure 9 is traversed in the direction of the arrow L of air and has opposite sides on contact surfaces 10, 11, which are connected to electrical terminals 2, 3. The foam structure 9 is thus - in relation to the illustration in Fig. 2 - in the vertical direction through which current flows, wherein a heating the structure occurs, which has a heating of the air flowing through it.
- FIG. 2 a shows the foam structure 9 inserted into a frame 12, which is connected to a support grid 13 for stabilizing the foam structure 9.
- the frame 12 is connected via the contact surfaces 10, 11 with the electrical terminals 2, 3.
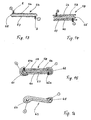
- FIG. 3 shows a section of the honeycomb structure 1, which is contacted by a comb 14, which is connected to the electrical connection 2.
- the comb 14 has two staggered rows of tines 15, which are inserted into the honeycomb openings 5. Due to a slight interference fit of the tines 15 in the honeycomb 5 results in a sufficient contact.
- Fig. 3a shows the comb 14 with the tines 15 as a single part.
- Fig. 3b shows the assembly of the comb 14 with the structure 1, wherein on the opposite side of the comb 14, a holding plate 16 is arranged, which is jammed with the protruding ends of the prongs 15.
- Another comb which is not shown in Fig. 3b, is attached to the lower end of the structure 1, not shown, so that the structure 1 is traversed from top to bottom of current.
- Fig. 3c shows another embodiment of the contacting of the structure 1 with two ridges 17, 18 which are inserted from opposite sides into the structure 1 and wedge each other with their teeth, ie hold frictionally.
- FIG. 4 shows an approximately cube-shaped honeycomb structure 1 with an end face 4, which contains the honeycomb openings 5.
- conductive connecting foils 19, 20, preferably metal foils are adhesively bonded, ie by means of adhesive layers 21, 22, e.g. B. a silver adhesive.
- the metal foils 19, 20 are connected to the electrical terminals 2, 3, so that the cube 1 uniformly in the vertical direction, related on the representation in the drawing, is traversed by current, ie transverse to the longitudinal direction of the flow channels. 5
- the structural block 1 has an upper contact surface 23, on which a metal layer, not shown, is applied, preferably by sputtering, ie ion bombardment, z. B. with copper.
- a metal layer not shown
- the lower surface opposite the upper contact surface 23 is provided with a metal layer. The current for heating the structure 1 is uniformly introduced into the block via these metal layers.
- Fig. 6 shows a single honeycomb 24, the front and rear end face of a metallic coating 25, 26 has.
- a metallic coating 25, 26 can be applied by dipping, electroplating, by chemical means, by sputtering or gluing.
- the coatings 25, 26 are connected to the electrical terminals 2, 3, so that the honeycomb 24 is traversed in the air flow direction L from the stream.
- Fig. 6a shows a honeycomb element 27 with a frame 28 which, isolated from each other, has a front frame part 28a and a rear frame part 28b.
- the honeycomb structure 1 is, corresponding to the individual honeycomb 24 in FIG. 6, provided on both the front and the rear end face completely with the metallic coating 25, 26, which in each case in conductive connection with the front or rear frame 28 a, 28 b stands.
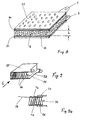
- Fig. 7 shows the contacting of the foam structure 9 according to Fig. 2.
- the foam structure 9 is formed as a plate here, which is at its upper and lower narrow side by means of brackets 29, 30 connected to the electrical terminals 2, 3.
- Fig. 7a shows a side view with the brackets 29, 30, which engage in the upper and lower narrow side of the foam structure 9 and thus the make electrical contact.
- the foam structure 9 is thus traversed transversely to the air flow direction L from the stream.
- Fig. 8 shows a further possibility of contacting the foam structure 9, which is formed here as a horizontal plate with a bottom and a top as contact surfaces. Electrically conductive metal foils 32, 33, which are connected to the electrical terminals 2, 3, are applied to these contact surfaces by means of electrically conductive adhesive layers 30, 31. The current flow through the foam structure thus takes place here over the shortest dimension of the plate-shaped foam structure 9, ie over the height h.
- FIG. 9 shows a so-called film structure 35, ie a matrix produced from an endless film by folding.
- film air channels 36 are formed, which are traversed by air in the direction of the arrow L. Due to the triangular fold 35 contact surfaces are formed on the top and bottom of the film structure, on which metal foils 37, 38 are glued to the contact.
- Fig. 9a shows a detail of the structure 35 with an endless foil 39.
- the contact surfaces of the film structure 35 are coated with an electrically conductive adhesive or paint, for. B. a Silberleitkleber 40 coated, via which an electrically conductive adhesive bond with the metal foils 37, 38 is produced.
- FIG. 10 shows a further embodiment of a film structure 41, which is produced from an endless foil 42 by folding.
- the structure 41 has planar, mutually parallel channel walls 41 a and omega-shaped folds 41 b, which lie against each other and form a contact surface 41 c to the outside.
- the flat channel walls 41 a are held by Diestanznoppen 42 a at a distance.
- 41 a air channels 43 are formed between the channel walls, which are traversed by air (or other medium) in the direction of the arrow L.
- Fig. 10a shows a piece of continuous film 42 ', which consists of an electrically conductive plastic with PTC effect, immediately before the fold, ie still stretched.
- Two frusto-conical spacer knobs 42a ' are alternately formed downwards from the foil 42' and then two likewise frustoconical spacer knobs 42a ", etc.
- bending regions 41b' are marked which correspond to the finished omega profiles 41b of the structure 41 in FIG.
- FIG. 10 b shows the film structure 41 in a schematic section through the spacer knobs 42 a, wherein it becomes clear that the individual frustoconical spacer knobs 42 a engage in one another in a force-locking manner.
- electrically conductive layers 44 are applied, which are connected to the electrical terminals, not shown here.
- FIG. 11 shows a further embodiment of a film structure 45, which in turn is produced from an endless plastic film by folding.
- the film structure 45 consists of a folded layer, the top and bottom contact an elastic metal fleece 46, 47.
- the film structure 45 with the two metal webs 46, 47 is received in a closed frame 48, from which the two electrical connections are led out 2.3.
- the flow of current thus takes place here via the two metal fleeces 46, 47, which consist of a large number of fine wires and which, owing to their elasticity, cause a distortion of the structure within the frame 48.
- Fig. 12 shows a piece of endless foil 49, the longitudinal extent of which extends in the direction of the center line m.
- the film 49 has two edge regions 49a, 49b, on each of which in the longitudinal direction m extending strips 50, 51 of a metallic coating are applied.
- FIG. 12 a shows a film structure 52, which is produced by corrugation of the edge-coated film 49.
- air channels 52a are formed, which are traversed by air or other medium in the direction of the arrow L.
- the corrugated film structure 52 is received in a frame (not shown in full) 53, which is made of a non-conductive material.
- the current is supplied here via the slightly outwardly projecting coated edge strips 50, 51, which are connected to the electrical terminals 2, 3.
- the current flows through the structure 52 in the direction of the channels 52a and in the direction of the arrow L.
- FIG. 12 b shows a somewhat modified film structure 80, in which a contact material in accumulated form is applied to the end-side edge regions 81, 82.
- a lid 83 has two contact rails 84, 85, which are placed on the film structure 80 and the edge-side contact areas 81, 82.
- the two contact rails 84, 85 form the main distribution for the power supply and discharge.
- Fig. 12c shows an endless foil 86 with a one-sided multiple contact.
- contact strips 87a to 87e are arranged, running in the longitudinal direction and with different polarity, z. B. in the form of metallic coatings.
- the electrical resistance is reduced transversely to the longitudinal direction of the film 86, ie in the direction of the double arrow Z.
- Fig. 12d shows a modified embodiment of an endless film 88, with a Mehrfachrome ist on the top 88a and the bottom 88b.
- On top 88a are three contact strips 89a, 89b, 89c negative polarity and on the bottom 88b are two staggered contact strips (shown in phantom) 89d, 89e arranged.
- Even with this form of Mehrfachrome ist results in a similar effect as in the embodiment of FIG. 12c.
- Fig. 12e shows an endless foil 90 with triple contacting and an insulating layer 91, which in particular with electrically conductive fluids, for. B. a water-glycol mixture is used.
- Fig. 12f shows a modified endless foil 92, in which contact strips 93a, 93b, 93c are stored, which on top of the film 92 at three locations 94a, 94b, 94c for making a main contact by local FreiMlen or are exposed by recesses in the film production.
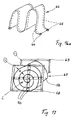
- FIG. 13 shows a further embodiment of a plastic film, ie a so-called heating foil 54.
- the latter consists of an electrically conductive plastic film 55, preferably with PTC effect and is on its upper side with a highly electrically conductive contact layer 56 and on its underside with an electric well-conductive contact layer 57 covered.
- the contact layers 56, 57 are each connected to the electrical terminals 2, 3.
- FIG. 14 shows a modified heating foil 58 which, in addition to the heating foil 54 according to FIG. 13, is additionally provided with an upper and a lower insulating layer 59, 60.
- the electrical connections 2, 3 penetrate the insulation layers 59, 60 and contact the contact layers 56, 57.
- the electrically highly conductive contact layers 55, 56 can be made of graphite, copper, another metal or even a self-conducting plastic.
- the application of the contact layers can be done for example by sputtering, PVD or other known methods.
- a similar heating foil - however for Schuman and Kraftschitzmaschine GmbH - is in the DE-A 199 39 174 described.
- the heating foil 58 can - which is not shown here - activated carbon particles, eg. B. be applied in the form of beads, z. B. by gluing.
- a film with activated carbon can then be used as a carrier film or as a support structure for odor or pollutant filter for motor vehicles. This results in the advantage that these filters can be heated due to the heating foil and thus are desorbable. The loaded with pollutants activated carbon particles are thus "cleaned” or regenerated by these pollutants are discharged by heating.
- Fig. 15 shows the possibility of contacting the heating foil 58 described above, which here by two laterally arranged, the film 58 embracing, approximately semicircular formed staples 61, 62 takes place.
- the staples 61, 62 each have a contact tip 61 a and 62 a, which the penetrate outer insulating layers 59, 60 and the contact layers 56, 57 contact.
- the staples 61, 62 are connected to the electrical terminals 2, 3, not shown.
- FIG. 16 shows a further embodiment of a heating foil 63, which is similar to the above heating foil 58.
- the contact layers on the top and the bottom are here connected to connection wires 64, 65 (shown in cross section), which lead to the electrical terminals 2, 3, not shown.
- FIG. 16 a shows a corrugated film structure 66, which is formed from the heating foil 63.
- the edge-dashed lines mark the position of the connecting wires 64, 65th
- the heating foils 54, 58, 63 described above have in common that the current flows transversely through the thickness of the central plastic film 55, i. H. This results in an extremely short conductor path, which on the one hand a fairly uniform current flow and on the other hand, a relatively strong heating can be achieved.
- the heating foils are also usable for a surface heating, d. H. as surface heating elements.
- Fig. 17 shows a spiral-shaped film structure 67, in which the above-mentioned heating foil 58 wound spirally while maintaining a distance a and in the direction of the arrow L of air or other medium can be flowed through.
- On the inflow and the outflow side of the spiral structure 67 are electrically conductive frame in the form of a window cross, so-called feed frame 68, 69 are arranged, which are frontally welded to the heating foil 58, that are electrically connected, namely at the intersection points 70 of Spiral with the "window cross".
- the feed frames 68, 69 are connected to the electrical terminals.
- Embodiments of an electric heating can be used not only DC but also AC generally.
Landscapes
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Ceramic Engineering (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Resistance Heating (AREA)
- Developing Agents For Electrophotography (AREA)
- Superconductors And Manufacturing Methods Therefor (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
- Exhaust Gas After Treatment (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Laminated Bodies (AREA)
Description
- Die Erfindung betrifft eine elektrisch beheizbare Struktur aus einem elektrisch leitenden Kunststoff nach dem Oberbegriff des Patentanspruches 1.
- Kraftfahrzeuge mit verbrauchsoptimierten Motoren, z. B. Dieselmotoren benötigen heute vielfach eine Zusatzheizung, um die aufgrund des hohen thermischen Wirkungsgrades fehlende Heizleistung zu kompensieren. Bei diesen Zusatzheizungen, so genannten Zuheizem haben sich insbesondere elektrische Heizungen durchgesetzt, die ihre elektrische Energie aus dem Bordnetz des Kraftfahrzeuges beziehen. Zu unterscheiden sind dabei unabhängige Zuheizer mit elektrischer Widerstandsheizung und integrierte Systeme, bei denen die elektrische Zusatzheizung in den Heizkörper einer Heizungsanlage integriert ist.
- Durch die
DE-A 199 11 547 und dieDE-A 199 57 452 wurden solche unabhängigen Zuheizer bekannt, welche aus einem Register von Heizelementen bestehen, welche von Umgebungsluft überströmt werden, die dann in den Fahrzeuginnenraum geleitet wird. Die Erwärmung der Luft erfolgt über elektrisch beheizte PTC-Elemente, die bei steigender Temperatur ihren Widerstand erhöhen und somit selbstregelnd sind. Die PTC-Elemente, die aus einem keramischen Werkstoff bestehen, sind in Heizelementen angeordnet und geben ihre Wärme an die Umgebungsluft über Wellrippen, d. h. Sekundärwärmeaustauschflächen ab. - Integrierte Systeme wurden durch die
DE-A 44 33 814 , dieDE-A 198 35 225 oder dieEP-B 0 707 434 bekannt. Auch diese integrierten elektrischen Zusatzheizungen verwenden sekundäre Wärmeaustauschflächen, um die durch die PTC-Elemente erzeugte Wärme an die Luft abzugeben. Dies erfordert einen entsprechenden konstruktiven und schaltungstechnischen Aufwand. - Durch die
US-A 5,206,476 sowie dieDE-C 42 13 510 wurden Luftheizeinrichtungen in Form von Luftkanalelementen und Lüftungsgittem bekannt, die aus einem Kunststoffmaterial, z. B. einem Polymer mit elektrischer Leitfähigkeit und PTC-Effekt hergestellt sind. Die Luftkanalwände werden durch den Stromdurchfluss erwärmt und treten in direkten Wärmeaustausch mit der Luft. Diese bekannten Luftheizer aus Kunststoff sind mit dem Nachteil einer geringen Heizleistung und einem verhältnismäßig großen Bauvolumen behaftet. - Aus der
DE 102 01 262 A1 ist ein Widerstandsheizelement für eine Fahrzeugklimaanlage mit einem Wabenkörper aus einem Widerstandsmaterial mit positivem Temperaturkoeffizienten bekannt. Der Wabenkörper ist aus mindestens zwei Waben ausgebildet, die elektrisch parallel geschaltet und zu gleichen Strömungsrichtungen des Wärmeträgers in Reihe angeordnet sind, wobei das Widerstandsheizelement aus einem piezokeramischen Material mit positivem Temperaturkoeffizienten ausgebildet ist. - Aus der
DE 100600301 A1 ist ein elektrisches Widerstandsheizelement mit einem Wabenkörper aus einem Widerstandsmaterial mit einem positiven Temperaturkoeffizienten bekannt, wobei die von einem zu erwärmende Medium zu durchströmenden Kanäle metallisierte Wandungen aufweisen, die von den Stirnflächen des Wabenkörpers her durch eine Stimflächenmetallisierung schachbrettartig wechselseitig elektrisch kontaktiert sind. Der Wabenkörper ist aus einem Keramikwerkstoff ausgebildet. - Aus der
US 4,717,813 ist ein Widerstand für einen Fluiderwärmer bekannt, der aus einem keramischen Widerstandsmaterial mit einem positiven Temperaturkoeffizienten ausgebildet ist. - Aus der
US 4,633,069 ist ferner ein Körper bekannt, der aus einem elektrischen Widerstandsmaterial aus Keramik mit einem positiven Temperaturkoeffizienten ausgebildet ist. Dabei wird organisches Schaummaterial mit einem Keramikmaterialpulver versehen. Der organische Schaum wird dann erhitzt, um das Keramikmaterialpulver an den Wänden der Durchgänge im Schaum zu positionieren. Anschließend wird das Schaummaterial abgebrannt, so dass nach dem Sintern lediglich die Keramikstruktur des Körpers übrig bleibt. - Es ist Aufgabe der vorliegenden Erfindung, eine elektrisch beheizbare Struktur der eingangs genannten Art bezüglich ihrer Heizleistung und ihres Bauraumes zu verbessern.
- Diese Aufgabe wird durch die Merkmale der nebengeordneten Patentansprüche 1, 2 und 3 gelöst. Die erste erfindungsgemäße Lösung betrifft eine Wabenstruktur, die zweite Lösung eine Schaumstruktur und die dritte Lösung eine aus einer Endlosfolie durch Wellung, Falzen oder Wickeln hergestellte Struktur. Allen drei Strukturen ist der Vorteil gemeinsam, dass sie in einem gegebenen Raum oder einem vorgegebenen Querschnitt eine Vielzahl von Kanälen, insbesondere Luftkanälen bereitstellen, die durch dünne Wände voneinander getrennt sind. Diese Kanalwände bestehen aus einem elektrisch leitenden Kunststoff, insbesondere mit PTC-Effekt, werden durch die elektrische Beheizung mit Gleich- oder Wechselstrom direkt erwärmt und können somit diese Wärme direkt an ein Fluid, insbesondere Luft abgeben. Die Kanalwände, sei es bei der Waben- oder Schaumstruktur oder bei der Folienstruktur bilden somit Primärflächen für den Wärmeaustausch bzw. die Wärmeübertragung. Sekundäre Wärmeaustauschflächen entfallen somit. Alle drei Strukturen lassen sich produktionstechnisch einfach und in großen Mengen, d. h. preisgünstig herstellen.
- Gemäß der Erfindung weisen die Strukturen Kontaktmittel auf, durch welche die Kunststoffstruktur mit den elektrischen Anschlüssen verbunden wird. Dadurch wird ein wirksamer Stromdurchfluss und eine effektive Beheizung der Struktur erreicht.
- Gemäß der Erfindung sind für die Wabenstruktur als Kontaktmittel elektrisch leitende Kämme mit Zinken vorgesehen, die an zwei Anschlussseiten der Struktur in die Kanalöffnungen, d. h. die Waben eingeführt werden und somit den elektrischen Kontakt mit der Wabenstruktur herstellen. Dieser Art der Kontaktierung hat den Vorteil, dass die Wabenstruktur nicht gesondert vorbereitet und bearbeitet werden muss.
- Nach einer weiteren vorteilhaften Ausgestaltung der Erfindung erfolgt die Kontaktierung der Wabenstruktur durch aufgeklebte Anschlussfolien, insbesondere Metallfolien. Damit erreicht man den Vorteil, dass eine relativ große Fläche der Wabenstruktur mit einfachen Mitteln wie Kleben kontaktiert wird.
- Nach einer weiteren vorteilhaften Ausgestaltung der Erfindung weist die Wabenstruktur Kontaktflächen auf, auf welche Metallschichten aufgebracht werden, z. B. durch Sputtern, d. h. durch "Beschuss" mit entsprechenden Metallionen. Hierbei entfällt ein Arbeitsgang, nämlich das Kleben.
- Nach einer weiteren vorteilhaften Ausgestaltung der Erfindung wird die Wabenstruktur stirnseitig kontaktiert, d. h. auf den Seiten mit den Wabenöffnungen. Diese Stirnseiten der Wabenstruktur werden mit einem metallischen Überzug versehen, z. B. durch Tauchen, durch Galvanisieren oder chemische Verfahren. Die Kontaktierung der Stirnseiten auf der Vorder- und der Rückseite eines Wabenelementes kann durch elektrisch leitende Rahmen erfolgen, die den metallischen Überzug kontaktieren.
- In weiterer Ausgestaltung der Erfindung sind für die Kontaktierung der Schaumstruktur Klammern vorgesehen, die in die Randbereiche der Schaumstruktur eingreifen und somit den elektrischen Kontakt herstellen. Dies stellt eine besonders einfache Art der Kontaktierung dar, zumal auch hier die Schaumstoffstruktur nicht gesondert vorbereitet werden muss.
- Nach einer weiteren vorteilhaften Ausgestaltung der Erfindung ist die Schaumstruktur als Block mit sich gegenüber liegenden Kontaktflächen ausgebildet, auf welche Metallfolien zur Herstellung des elektrischen Kontaktes aufgeklebt sind, und zwar mit einem elektrisch leitenden Kleber wie z. B. einem Silberkleber. Durch diese einfache vollflächige Kontaktierung ergibt sich ein gleichmäßiger Stromdurchfluss durch die Schaumstruktur.
- Weitere vorteilhafte Ausgestaltungen der Erfindung betreffen die Kontaktierung einer Struktur, die aus einer Endlosfolie durch Wellung oder Falzung hergestellt ist. Dabei liegen die Wellenkämme oder omegaförmige Falzungen dicht aneinender und bilden Kontaktflächen, auf welche elektrisch leitende Klebschichten, z. B. ein Silberleitkleber oder -lack aufgebracht werden, welcher elektrisch leitend mit den elektrischen Anschlüssen verbunden ist. Vorteilhaft bei einer omegaförmigen Falzung der Endlosfolie sind Distanznoppen, die vor der Falzung aus der Endlosfolie nach einem vorgegebenen Muster wechselseitig ausgeprägt werden und nach der Falzung derart ineinander greifen, dass die Folienabschnitte auf Abstand gehalten und somit Luftkanäle gebildet werden.
- Nach einer weiteren vorteilhaften Ausgestaltung der Erfindung ist für die Kontaktierung einer Folienstruktur ein elastisches Metallvlies vorgesehen, welches auf den Wellenkämmen oder Faltkanten der Folienstruktur aufliegt und eine elektrisch leitende Verbindung zu den elektrischen Anschlüssen herstellt. Durch das elastische Metallvlies können Unebenheiten ausgeglichen und Unterbrechungen in den Kontaktflächen vermieden werden.
- Eine weitere vorteilhafte Ausgestaltung der Erfindung sieht zur Kontaktierung eine randseitige metallische Beschichtung der Endlosfolie vor, d. h. bevor diese gefaltet oder gewellt wird. Die Kontaktierung der Folienstruktur erfolgt hier also stirnseitig, sodass der Strom in Längsrichtung der Fluid- bzw. Luftkanäle fließt.
- Nach einer vorteilhaften Weiterbildung der Erfindung ist die Endlosfolie auf ihrer Ober- und Unterseite jeweils mit einer elektrisch leitenden Kontaktschicht bedeckt, sodass der Strom quer durch die Dicke der Folie geht. Es ergibt sich somit ein extrem kurzer Weg für den Stromdurchfluss. Die Kontaktschichten können vorteilhafterweise mit Isolationsschichten nach außen abgedeckt sein. Dabei sieht eine vorteilhafte Weiterbildung vor, dass auf der oder den Isolationsschichten Aktivkohlepartikel aufgebracht sind, sodass die Struktur als Filter, insbesondere Geruchsfilter verwendet werden kann. Bei Erhitzung der Struktur infolge Stromdurchfluss wird das Filter desorbiert, das heißt der mit Partikeln beladene Filter wird gereinigt und erhält seine volle Filterwirkung zurück.
- In weiterer vorteilhafter Ausgestaltung der Erfindung werden die Kontaktschichten auf der Ober- und der Unterseite der Folien durch seitlich angeordneten Krampen kontaktiert oder durch in Längsrichtung der Folie verlaufenden Anschlussdrähte. Die beidseitig beschichtete Folie kann vorteilhafterweise zu einer Spirale aufgewickelt werden, welche auf ihren beiden Stirnseiten mit leitenden Rahmenkreuzen, so genannte Zufuhrrahmen, verbunden ist. Jeder Rahmen bildet einen elektrischen Anschluss, wobei die Kontaktierung an den Schnittstellen zwischen der Spirale und dem Rahmenkreuz erfolgt.
- Nach einer Weiterbildung der Erfindung können die vorgenannten Strukturen als Trägerstrukturen (Trägermatrizen) für desorbierbare Filter verwendet werden. Dazu werden auf die Oberfläche der Struktur Adsorptionsmittel, z. B. Aktivkohlepartikel aufgebracht. Die Fixierung der Adsorptionsmittel bzw. Aktivkohlekörner erfolgt mittels eines elektrisch isolierenden Klebers, Lackes oder einer Folie. Insbesondere nichtleitende Adsorptionsmittel, wie beispielsweise Zeolith oder dergleichen, können auch direkt auf die Schaumstruktur im warmen und insbesondere weichen Zustand aufgebracht werden. Durch Erwärmung der Struktur infolge Beheizung können die mit Schadstoffen beladenen Aktivkohlepartikel desorbiert werden. Das Filter, z. B. ein Geruchsfilter für den Innenraum eines Kraftfahrzeuges kann somit jederzeit regeneriert werden. Es ergibt sich somit der Vorteil, dass die erfindungsgemäßen Strukturen zusätzlich auch als Trägerstrukturen für Filter einsetzbar sind.
- Insbesondere um das PTC-Verhalten der erfindungsgemäßen Struktur über einen längeren Zeitraum zu stabilisieren, ist gemäß einer Ausführungsform der Kunststoff der Struktur, das heißt gegebenenfalls die Matrix, zusätzlich vernetzt. Besonders bevorzugt wird dies bei der Herstellung mit Hilfe von energiereichen β-Strahlen bewerkstelligt.
- Nach einer weiteren vorteilhaftren Ausgestaltung der Erfindung sind alle Strukturen mit einer elektrischen Isolationsschicht überzogen. Dadurch wird der Vorteil erreicht, dass auch elektrisch leitende Fluide, z. B. Wasser oder ein Wasser-Glykolgemisch durch die verschiedenen Strukturformen beheizt werden können.
- Ausführungsbeispiele der Erfindung sind in der Zeichnung dargestellt und werden im Folgenden näher beschrieben. Es zeigen
- Fig. 1
- eine Wabenstruktur,
- Fig.1 a
- einen Ausschnitt aus einer Wabenstruktur,
- Fig. 1b
- eine Wabenstruktur mit Rahmen,
- Fig. 2
- eine Schaumstruktur mit Kontaktierung,
- Fig. 2a
- eine Schaumstruktur mit Stützgitter und Rahmen,
- Fig. 3
- die Wabenstruktur mit Kamm zur Kontaktierung,
- Fig. 3a
- den Kamm zur Kontaktierung,
- Fig. 3b
- die Wabenstruktur mit Kamm und Halteplatte,
- Fig. 3c
- die Wabenstruktur mit zwei Kämmen zur Kontaktierung,
- Fig. 4
- eine Wabenstruktur mit Anschlussfolien,
- Fig. 5
- eine Wabenstruktur mit Kontaktflächen zum Aufbringen einer Metallschicht,
- Fig. 6
- eine einzelne Wabe mit stirnseitigem Überzug,
- Fig. 6a
- ein Wabenelement mit Rahmen,
- Fig. 7
- die Schaumstruktur mit Kontaktierung,
- Fig. 7a
- Seitenansicht der Schaumstruktur gemäß Fig. 7 mit Klammern,
- Fig. 8
- die Schaumstruktur mit aufgeklebten Metallfolien,
- Fig. 9
- eine Folienstruktur mit elektrischen Anschlüssen,
- Fig. 9a
- einen Ausschnitt aus der Folienstruktur gemäß Fig. 9,
- Fig. 10
- eine Folienstruktur mit Distanznoppen,
- Fig. 10a
- eine Endlosfolie mit ausgeprägten Distanznoppen,
- Fig. 10b
- eine Kontaktierung der Folienstruktur gemäß Fig. 10,
- Fig. 11
- eine Folienstruktur mit Metallvlies in Rahmen,
- Fig. 12
- eine randseitig beschichtete Endlosfolie,
- Fig. 12a
- eine Folienstruktur mit Folie gemäß Fig. 12,
- Fig. 12b
- eine abgewandelte Folienstruktur mit Deckel,
- Fig. 12c
- eine abgewandelte Endlosfolie mit Mehrfachkontaktierung auf einer Seite,
- Fig. 12d
- eine abgewandelte Endlosfolie mit Mehrfachkontaktierung auf beiden Seiten,
- Fig. 12e
- eine abgewandelte Endlosfolie mit Isolationsüberzug,
- Fig. 12f
- eine abgewandelte Endlosfolie mit eingelagerten Kontaktierungen und freigeschälten Kontaktstellen,
- Fig. 13
- eine beidseitig beschichtete Endlosfolie (Heizfolie),
- Fig. 14
- eine beidseitig beschichtete und isolierte Endlosfolie,
- Fig. 15
- die beidseitig beschichtete und isolierte Folie mit Krampen zur Kontaktierung,
- Fig. 16
- eine beidseitig beschichtete und isolierte Endlosfolie mit Anschlussdrähten,
- Fig. 16a
- eine gewellte Struktur mit Folie gemäß Fig. 16 und
- Fig. 17
- eine spiralförmig aufgewickelte Folienstruktur mit elektrischen Anschlussrahmen.
- Fig. 1 zeigt schematisch einen Ausschnitt aus einer Wabenstruktur 1, welche aus einem elektrisch leitenden Kunststoff mit PTC-Effekt hergestellt ist. Die Herstellung erfolgt vorzugsweise nach bekannten Verfahren, d. h. durch Aufeinanderkleben von Folien, die anschließend zur Formung der wabenförmigen Kanäle auseinander gezogen werden. Durch dieses Herstellungsverfahren können relativ dünne Wandstärken für die Wabenstruktur realisiert werden. Die Wabenstruktur 1 ist auf gegenüber liegenden Seiten an eine positive elektrische Anschlussschiene 2 und an eine negative elektrische Anschlussschiene 3 angeschlossen.
- Fig. 1a zeigt einen Ausschnitt der Wabenstruktur 1 gemäß Fig. 1 in einer Ansicht von vorne, d. h. mit Blick auf eine Stirnfläche 4, die durch eine Vielzahl von Wabenöffnungen 5 gebildet wird. Die Wabenöffnungen 5, hier vereinfacht als Rechtecke bzw. Quadrate dargestellt, werden durch zick-zackförmig ausgebildete. Folien 6 gebildet, welche sich von der positiven Schiene 2 bis zur negativen Schiene 3 erstrecken. Die einzelnen Folien 6 werden an den Anschlusspunkten 2a, 2b bzw. 3a, 3b elektrisch kontaktiert, d. h. die Struktur 1 ist aus einer Vielzahl von parallel geschalteten Leitern 6 aufgebaut, die parallel von Strom durchflossen werden. Damit ergibt sich ein berechenbarer Widerstand und bei vorgegebener Spannung an den elektrischen Anschlüssen 2, 3 eine bestimmte Erwärmung der Struktur 1. Die Temperatur der Folien 6 bzw. der Kanalwände kann etwa 100 Grad Celsius betragen. Infolge des PTC-Effektes (Positiver Temperatur Coeffizient) steigt der Widerstand der Folien 6 mit zunehmender Temperatur, sodass bei Erreichen einer vorgegebenen Maximaltemperatur keine weitere Erwärmung mehr stattfindet. Die Beheizung ist somit selbstregelnd.
- Fig. 1b zeigt die Wabenstruktur 1 in einem geschlossenen Rahmen 7, wobei zwei sich gegenüber liegende Rahmenleisten 7a, 7b die elektrischen Anschlüsse 2, 3 bilden. Struktur 1 und Rahmen 7 bilden in Verbindung mit dem elektrischen Anschlüssen 2, 3 ein Wabenelement 8, welches zur Beheizung von Luft, welche durch die Stirnfläche 4 eintritt, verwendet werden kann. Vorzugsweise kann ein solches Wabenelement 8 als Zusatzheizung bei Kraftfahrzeugen für die Erwärmung der Innenraumluft verwendet werden. Eine weitere Anwendung, auf die später noch genauer eingegangen wird, ist der Einsatz der beheizbaren Wabenstruktur 1 als Trägermatrix für ein Filter, welches durch die Erwärmung desorbiert werden kann.
- Fig. 2 zeigt als weiteres grundsätzliches Ausführungsbeispiel der Erfindung eine Schaumstruktur 9, welche aus elektrisch leitendem Kunststoffschaum, ebenfalls mit PTC-Effekt und luftdurchlässigen Poren aufgebaut ist. Die als quaderförmiger Block ausgebildete Schaumstruktur 9 wird in Richtung des Pfeils L von Luft durchströmt und weist an sich gegenüber liegenden Seiten Kontaktflächen 10, 11 auf, welche mit elektrischen Anschlüssen 2, 3 verbunden sind. Die Schaumstruktur 9 wird somit - bezogen auf die Darstellung in Fig. 2 - in senkrechter Richtung von Strom durchflossen, wobei eine Erwärmung der Struktur auftritt, die eine Erwärmung der durchströmenden Luft zur Folge hat.
- Fig. 2a zeigt die Schaumstruktur 9, eingesetzt in einen Rahmen 12, welcher zur Stabilisierung der Schaumstruktur 9 mit einem Stützgitter 13 verbunden ist. Der Rahmen 12 ist über die Kontaktflächen 10, 11 mit den elektrischen Anschlüssen 2, 3 verbunden.
- Fig. 3 zeigt einen Ausschnitt der Wabenstruktur 1, die durch einen Kamm 14, welcher mit dem elektrischen Anschluss 2 verbunden ist, kontaktiert wird. Der Kamm 14 weist zwei versetzt angeordnete Reihen von Zinken 15 auf, welche in die Wabenöffnungen 5 eingesetzt sind. Aufgrund eines leichten Presssitzes der Zinken 15 in den Waben 5 ergibt sich eine hinreichende Kontaktierung.
- Fig. 3a zeigt den Kamm 14 mit den Zinken 15 als Einzelteil.
- Fig. 3b zeigt den Zusammenbau des Kammes 14 mit der Struktur 1, wobei auf der dem Kamm 14 gegenüberliegenden Seite eine Halteplatte 16 angeordnet ist, die mit den überstehenden Enden der Zinken 15 verklemmt ist. Ein weiterer Kamm, der in Fig. 3b nicht dargestellt ist, wird am unteren nicht dargestellten Ende der Struktur 1 angebracht, sodass die Struktur 1 von oben nach unten von Strom durchflossen wird.
- Fig. 3c zeigt ein weiteres Ausführungsbeispiel der Kontaktierung der Struktur 1 mit zwei Kämmen 17, 18, die von gegenüber liegenden Seiten in die Struktur 1 eingeschoben werden und sich mit ihren Zinken gegenseitig verkeilen, d. h. reibschlüssig halten.
- Fig. 4 zeigt eine etwa würfelförmig ausgebildete Wabenstruktur 1 mit einer Stirnfläche 4, welche die Wabenöffnungen 5 enthält. Auf der unteren und oberen Fläche des Würfels sind leitende Anschlussfolien 19, 20, vorzugsweise Metallfolien aufgeklebt, d. h. mittels Klebschichten 21, 22, z. B. einem Silberkleber. Die Metallfolien 19, 20 sind mit den elektrischen Anschlüssen 2, 3 verbunden, sodass der Würfel 1 gleichmäßig in senkrechter Richtung, bezogen auf die Darstellung in der Zeichnung, von Strom durchflossen wird, d. h. quer zur Längsrichtung der Strömungskanäle 5.
- Fig. 5 zeigt eine weitere Möglichkeit der Kontaktierung der Wabenstruktur 1, die wiederum würfelförmig ausgebildet ist und auf ihrer Vorderseite die Stirnfläche 4 aufweist. Der Strukturblock 1 weist eine obere Kontaktfläche 23 auf, auf welche eine nicht dargestellte Metallschicht aufgebracht wird, vorzugsweise durch Sputtern, d. h. Ionenbeschuss, z. B. mit Kupfer. In gleicher Weise wird die der oberen Kontaktfläche 23 gegenüber liegende untere Fläche mit einer Metallschicht versehen. Über diese Metallschichten wird der Strom zur Beheizung der Struktur 1 gleichmäßig in den Block eingeleitet.
- Fig. 6 zeigt eine einzelne Wabe 24, deren vordere und hintere Stirnseite einen metallischen Überzug 25, 26 aufweist. Ein solcher metallischer Überzug 25, 26 kann durch Tauchen, Galvanisieren, auf chemischem Wege, durch Sputtern oder Kleben aufgebracht werden. Die Überzüge 25, 26 werden mit den elektrischen Anschlüssen 2, 3 verbunden, sodass die Wabe 24 in Luftströmungsrichtung L vom Strom durchflossen wird.
- Fig. 6a zeigt ein Wabenelement 27 mit einem Rahmen 28, welcher, von einander isoliert, ein vorderes Rahmenteil 28a und eine hinteres Rahmenteil 28b aufweist. Die Wabenstruktur 1 ist, entsprechend der einzelnen Wabe 24 in Fig. 6, sowohl auf der vorderen als auch auf der hinteren Stirnfläche vollständig mit dem metallischen Überzug 25, 26 versehen, welcher jeweils in leitender Verbindung mit dem vorderen bzw. hinteren Rahmen 28a, 28b steht.
- Fig. 7 zeigt die Kontaktierung der Schaumstruktur 9 gemäß Fig. 2. Die Schaumstruktur 9 ist hier als Platte ausgebildet, die an ihrer oberen und unteren Schmalseite mittels Klammern 29, 30 an die elektrischen Anschlüsse 2, 3 angeschlossen ist.
- Fig. 7a zeigt eine Seitenansicht mit den Klammern 29, 30, die in die obere und untere Schmalseite der Schaumstruktur 9 eingreifen und somit den elektrischen Kontakt herstellen. Die Schaumstruktur 9 wird somit quer zur Luftströmungsrichtung L vom Strom durchflossen.
- Fig. 8 zeigt eine weitere Möglichkeit der Kontaktierung der Schaumstruktur 9, die hier als liegende Platte mit einer Unter- und einer Oberseite als Kontaktflächen ausgebildet ist. Auf diese Kontaktflächen sind mittels elektrisch leitender Klebeschichten 30, 31 elektrisch leitende Metallfolien 32, 33 aufgebracht, die mit den elektrischen Anschlüssen 2, 3 verbunden sind. Der Stromdurchfluss durch die Schaumstruktur erfolgt also hier über die kürzeste Dimension der plattenförmigen Schaumstruktur 9, d. h. über deren Höhe h.
- Fig. 9 zeigt eine so genannte Folienstruktur 35, d. h. eine aus einer Endlosfolie durch Falzen hergestellte Matrix. Durch die Falzung der Folie werden Luftkanäle 36 gebildet, die von Luft in Richtung des Pfeils L durchströmt werden. Durch die dreieckförmige Falzung werden auf der Oberseite und der Unterseite der Folienstruktur 35 Kontaktflächen gebildet, auf welche Metallfolien 37, 38 zur Kontaktierung aufgeklebt sind.
- Fig. 9a zeigt eine Einzelheit der Struktur 35 mit einer Endlosfolie 39. Die Kontaktflächen der Folienstruktur 35 sind mit einem elektrisch leitenden Kleber oder Lack, z. B. einem Silberleitkleber 40 beschichtet, über welchen eine elektrisch leitende Klebverbindung mit den Metallfolien 37, 38 hergestellt wird.
- Fig. 10 zeigt ein weiteres Ausführungsbeispiel einer Folienstruktur 41, welche aus einer Endlosfolie 42 durch Falzung hergestellt ist. Die Struktur 41 weist ebene, parallel zueinander angeordnete Kanalwände 41 a und omegaförmige Falzungen 41 b auf, welche aneinander liegen und nach außen eine Kontaktfläche 41 c bilden. Die ebenen Kanalwände 41 a sind durch Diestanznoppen 42a auf Abstand gehalten. Somit sind zwischen den Kanalwänden 41 a Luftkanäle 43 ausgebildet, die von Luft (oder auch von einem anderen Medium) in Richtung des Pfeils L durchströmt werden.
- Fig. 10a zeigt ein Stück der Endlosfolie 42', die aus einem elektrisch leitenden Kunststoff mit PTC-Effekt besteht, unmittelbar vor der Falzung, d. h. noch gestreckt. Aus der Folie 42' sind abwechselnd zwei kegelstumpfförmige Distanznoppen 42a' nach oben und danach zwei ebenfalls kegelstumpfförmige ausgebildete Distanznoppen 42a" nach unten ausgeprägt und so weiter. Zwischen den nach oben und nach unten aus der Endlosfolie 42' ausgeprägten Distanznoppen sind Abkantbereiche 41 b' markiert, welche den fertigen Omegaprofilen 41 b der Struktur 41 in Fig. 10 entsprechen.
- Fig. 10b zeigt die Folienstruktur 41 in einem schematischen Schnitt durch die Distanznoppen 42a, wobei deutlich wird, dass die einzelnen kegelstumpfförmig ausgebildeten Distanznoppen 42a kraftschlüssig ineinander greifen. Auf die obere und untere Kontaktfläche 41c sind elektrisch leitende Schichten 44 aufgebracht, die mit den hier nicht dargestellten elektrischen Anschlüssen verbunden sind.
- Fig. 11 zeigt ein weiteres Ausführungsbeispiel einer Folienstruktur 45, die wiederum aus einer Endloskunststofffolie durch Falzung hergestellt ist. Die Folienstruktur 45 besteht aus einer gefalzten Lage, deren Ober- und Unterseite ein elastisches Metallvlies 46, 47 kontaktieren. Die Folienstruktur 45 mit den beiden Metallvliesen 46, 47 ist in einem geschlossenen Rahmen 48 aufgenommen, aus welchem die beiden elektrischen Anschlüsse 2,3 herausgeführt sind. Der Stromfluss erfolgt also hier über die beiden aus einer Vielzahl von feinen Drähten bestehenden Metallvliese 46, 47, die aufgrund ihrer Elastizität eine Verspannung der Struktur innerhalb des Rahmens 48 bewirken.
- Fig. 12 zeigt ein Stück einer Endlosfolie 49, deren Längserstreckung in Richtung der Mittellinie m verläuft. Die Folie 49 weist zwei Randbereiche 49a, 49b auf, auf welche jeweils in Längsrichtung m verlaufende Streifen 50, 51 einer metallischen Beschichtung aufgebracht sind.
- Fig. 12a zeigt eine Folienstruktur 52, welche durch Wellung der randseitig beschichteten Folie 49 hergestellt ist. Durch die Wellung der Endlosfolie 49 werden Luftkanäle 52a gebildet, welche von Luft oder einem anderen Medium in Richtung des Pfeils L durchströmt werden. Die gewellte Folienstruktur 52 ist in einem (nicht vollständig dargestellten) Rahmen 53 aufgenommen, welcher aus einem nicht leitenden Material hergestellt ist. Der Strom wird hier über die etwas nach außen vorstehenden beschichteten Randstreifen 50, 51 zugeführt, welche mit den elektrischen Anschlüssen 2, 3 verbunden sind. Der Strom fließt durch die Struktur 52 in Richtung der Kanäle 52a bzw. in Richtung des Pfeils L.
- Fig. 12b zeigt eine etwas abgewandelte Folienstruktur 80, bei welcher an den stirnseitigen Randbereichen 81, 82 ein Kontaktmaterial in angehäufter Form aufgebracht ist. Ein Deckel 83 weist zwei Kontaktschienen 84, 85 auf, welche auf die Folienstruktur 80 und deren randseitige Kontaktbereiche 81, 82 aufgesetzt werden. Die beiden Kontaktschienen 84, 85 bilden die Hauptverteiler für die Stromzu- und abfuhr.
- Fig. 12c zeigt eine Endlosfolie 86 mit einer einseitigen Mehrfachkontaktierung. Auf der Oberseite 86a der Folie 86 sind, in Längsrichtung verlaufend und mit unterschiedlicher Polarität, Kontaktstreifen 87a bis 87e angeordnet, z. B. in Form von metallischen Beschichtungen. Durch diese Mehrfachkontaktierung wird der elektrische Widerstand quer zur Längsrichtung der Folie 86, d. h. in Richtung des Doppelpfeiles Z, verringert.
- Fig. 12d zeigt eine abgewandelte Ausführungsform einer Endlosfolie 88, und zwar mit einer Mehrfachkontaktierung auf deren Oberseite 88a und der Unterseite 88b. Auf der Oberseite 88a sind drei Kontaktstreifen 89a, 89b, 89c negativer Polarität und auf der Unterseite 88b sind zwei versetzt angeordnete Kontaktstreifen (gestrichelt dargestellt) 89d, 89e angeordnet. Auch mit dieser Form der Mehrfachkontaktierung ergibt sich ein ähnlicher Effekt wie beim Ausführungsbeispiel der Fig. 12c.
- Fig. 12e zeigt eine Endlosfolie 90 mit dreifacher Kontaktierung und einer Isolationsschicht 91, welche insbesondere bei elektrisch leitenden Fluiden, z. B. einem Wasser-Glykolgemisch verwendet wird.
- Fig. 12f zeigt eine abgewandelte Endlosfolie 92, bei welcher Kontaktstreifen 93a, 93b, 93c eingelagert sind, welche auf der Oberseite der Folie 92 an drei Stellen 94a, 94b, 94c zur Herstellung eines Hauptkontaktes durch örtliches Freischälen bzw. durch Aussparungen bei der Folienherstellung freigelegt sind.
- Fig. 13 zeigt eine weitere Ausführungsform einer Kunststofffolie, d. h. einer so genannten Heizfolie 54. Letztere besteht aus einer elektrisch leitenden Kunststofffolie 55, vorzugsweise mit PTC-Effekt und ist auf ihrer Oberseite mit einer elektrisch gut leitenden Kontaktschicht 56 und auf ihrer Unterseite mit einer elektrisch gut leitenden Kontaktschicht 57 bedeckt. Die Kontaktschichten 56, 57 sind jeweils mit den elektrischen Anschlüssen 2, 3 verbunden.
- Fig. 14 zeigt eine abgewandelte Heizfolie 58, die gegenüber der Heizfolie 54 gemäß Fig. 13 zusätzlich mit einer oberen und einer unteren Isolationsschicht 59, 60 versehen ist. Die elektrischen Anschlüsse 2, 3 durchdringen dabei die Isolationsschichten 59, 60 und kontaktieren die Kontaktschichten 56, 57. Die elektrisch gut leitenden Kontaktschichten 55, 56 können aus Graphit, Kupfer, einem anderen Metall oder auch aus einem selbstleitenden Kunststoff bestehen. Das Aufbringen der Kontaktschichten kann beispielsweise durch Sputtern, PVD oder andere bekannte Verfahren erfolgen. Eine ähnliche Heizfolie - allerdings für Heizdecken und Kraftfahrzeugsitzheizungen - ist in der
DE-A 199 39 174 beschrieben. - Auf die Isolationsschichten 59, 60 der Heizfolie 58 können - was hier nicht dargestellt ist - Aktivkohlepartikel, z. B. in Form von Kügelchen aufgebracht werden, z. B. durch Klebung. Eine solche Folie mit Aktivkohle kann dann als Trägerfolie bzw. als Trägerstruktur für Geruchs- oder Schadstofffilter für Kraftfahrzeuge verwendet werden. Dabei ergibt sich der Vorteil, dass diese Filter aufgrund der Heizfolie erwärmbar und damit desorbierbar sind. Die mit Schadstoffen beladenen Aktivkohlepartikel werden somit "gereinigt" bzw. regeneriert, indem diese Schadstoffe durch Erhitzung ausgetragen werden.
- Fig. 15 zeigt die Möglichkeit einer Kontaktierung der zuvor beschriebenen Heizfolie 58, was hier durch zwei seitlich angeordnete, die Folie 58 umgreifende, etwa halbkreisförmig ausgebildete Krampen 61, 62 erfolgt. Die Krampen 61, 62 weisen jeweils eine Kontaktspitze 61 a bzw. 62a auf, welche die äußeren Isolationsschichten 59, 60 durchdringen und die Kontaktschichten 56, 57 kontaktieren. Die Krampen 61, 62 sind mit den nicht dargestellten elektrischen Anschlüssen 2, 3 verbunden.
- Fig. 16 zeigt eine weitere Ausführungsform einer Heizfolie 63, die der o. e. Heizfolie 58 ähnlich ist. Die Kontaktschichten auf der Ober- und der Unterseite sind hier mit Anschlussdrähten 64, 65 (im Querschnitt dargestellt) verbunden, die zu den nicht dargestellten elektrischen Anschlüssen 2, 3 führen.
- Fig. 16a zeigt eine gewellte Folienstruktur 66, welche aus der Heizfolie 63 geformt ist. Die randseitigen gestrichelten Linien markieren die Lage der Anschlussdrähte 64, 65.
- Den zuvor beschriebenen Heizfolien 54, 58, 63 ist gemeinsam, dass der Strom quer durch die Dicke der mittleren Kunststofffolie 55 fließt, d. h. auf kürzestem Wege zwischen den beiden sich gegenüber liegenden Kontaktschichten 56, 57. Es ergibt sich somit ein äußerst kurzer Leiterweg, wodurch einerseits eine ziemlich gleichmäßige Stromdurchflutung und andererseits eine relativ starke Erwärmung erreichbar sind. Die Heizfolien sind auch für eine Flächenheizung verwendbar, d. h. als Flächenheizelemente.
- Fig. 17 zeigt eine spiralförmige Folienstruktur 67, bei welcher die oben erwähnte Heizfolie 58 unter Beibehaltung eines Abstandes a spiralförmig aufgewickelt und die in Richtung des Pfeils L von Luft oder einem anderen Medium durchströmbar ist. Auf der Anström- und der Abströmseite der spiralförmigen Struktur 67 sind elektrisch leitende Rahmen in Form eines Fensterkreuzes, so genannte Zufuhrrahmen 68, 69 angeordnet, welche stirnseitig mit der Heizfolie 58 verschweißt, d. h. auch elektrisch leitend verbunden sind, und zwar an den Schnittpunkten 70 der Spirale mit dem "Fensterkreuz". Die Zufuhrrahmen 68, 69 sind mit den elektrischen Anschlüssen verbunden.
- Für die o. e. Ausführungsbeispiele einer elektrischen Beheizung kann nicht nur Gleichstrom, sondern generell auch Wechselstrom verwendet werden.
Claims (23)
- Elektrisch beheizbare Struktur aus einem elektrisch leitenden Kunststoff mit PTC-Eigenschaften, wobei die Struktur von Luft durchströmbare Kanäle und elektrische Anschlüsse (2, 3) aufweist, dadurch gekennzeichnet, dass die Struktur als Wabenstruktur (1) ausgebildet ist, wobei Kontaktmittel, welche mit den elektrischen Anschlüssen (2, 3) verbunden sind und als Kämme (14, 17, 18) mit Zinken (15) ausgebildet sind, welche in die Kanäle (5) der Wabenstruktur (1) eingeführt sind, vorgesehen sind.
- Elektrisch beheizbare Struktur aus einem elektrisch leitenden Kunststoff mit PTC-Eigenschaften, wobei die Struktur von Luft durchströmbare Kanäle und elektrische Anschlüsse (2, 3) aufweist, dadurch gekennzeichnet, dass die Struktur als Schaumstruktur (9) ausgebildet ist, wobei Kontaktmittel, welche mit den elektrischen Anschlüssen (2, 3) verbunden sind, vorgesehen sind und die Schaumstruktur (9) quaderförmig mit sich gegenüber liegenden Kontaktflächen und die Kontaktmittel als Metallfolien (32, 33) ausgebildet sind, die auf die Kontaktflächen aufgeklebt sind.
- Elektrisch beheizbare Struktur aus einem elektrisch leitenden Kunststoff mit PTC-Eigenschaften, wobei die Struktur von Luft durchströmbare Kanäle und elektrische Anschlüsse (2, 3) aufweist, dadurch gekennzeichnet, dass die Struktur durch eine gewellte oder gefalzte oder gewickelte Endlosfolie (39, 42, 49, 58, 63) gebildet ist, wobei Kontaktmittel, welche mit den elektrischen Anschlüssen (2, 3) verbunden sind, vorgesehen sind und die gefalzte Folie eine Struktur (45) mit sich gegenüberliegenden Kontaktflächen bildet und dass die Kontaktmittel als elastisches Metallvlies (46, 47), welches auf den Kontaktflächen aufliegt, ausgebildet sind.
- Struktur nach Anspruch 1, dadurch gekennzeichnet, dass die Wabenstruktur (1) als quader- oder würfelförmiger Block mit Kontaktflächen und die Kontaktmittel als elektrisch leitenden Anschlussfolien, insbesondere Metallfolien (19, 20) ausgebildet sind, die auf die Kontaktflächen aufgeklebt sind.
- Struktur nach Anspruch 1, dadurch gekennzeichnet, dass die Wabenstruktur (1) sich gegenüber liegende Kontaktflächen (23) aufweist und dass die Kontaktmittel als Metallschichten ausgebildet sind, die direkt auf die Kontaktflächen (23), insbesondere durch Sputtern (Ionenbeschuss), PVD, Lichtbogenverdampfung oder Galvanisieren aufgebracht sind.
- Struktur nach Anspruch 1, dadurch gekennzeichnet, dass die Kanäle der Wabenstruktur (1) wabenförmige Ein- und Austrittsöffnungen (5) aufweisen, welche ein- und austrittsseitige Stirnflächen (4) bilden, und dass die Stirnflächen (4) einen metallischen Überzug (25, 26) als Kontaktmittel aufweisen.
- Struktur nach Anspruch 2, dadurch gekennzeichnet, dass die Schaumstruktur (9) als Platte mit sich gegenüber liegenden Schmalseiten ausgebildet und die Kontaktmittel als Klammern (29, 30), insbesondere Metallklammern ausgebildet sind, welche je eine Schmalseite umklammern.
- Struktur nach Anspruch 3, dadurch gekennzeichnet, dass die gewellte oder gefalzte Folie (39) nebeneinander angeordnete Wellenkämme oder Falzungen aufweist, welche sich gegenüber liegende Kontaktflächen bilden, und dass die Kontaktmittel als elektrisch leitende Kleberschicht, insbesondere als Silberleitlack (40) ausgebildet sind.
- Struktur nach Anspruch 3, dadurch gekennzeichnet, dass die gefalzte Folie (42) omegaförmige Falzungen (41 b) aufweist, die auf sich gegenüber liegenden Seiten und nebeneinander angeordnet sind und Kontaktflächen (41c) für die Kontaktmittel bilden.
- Struktur nach Anspruch 9, dadurch gekennzeichnet, dass zwischen den omegaförmigen Falzungen (41 b) beabstandete Kanalwände (41 a) angeordnet sind, aus welchen Distanznoppen (42a) ausgeformt sind.
- Struktur nach Anspruch 3, dadurch gekennzeichnet, dass die Kontaktmittel als in Längsrichtung m der Endlosfolie (49) verlaufende, metallisch beschichtete Randstreifen (50, 51) ausgebildet sind.
- Struktur nach Anspruch 11, dadurch gekennzeichnet, dass die Endlosfolie (49) als gewellte oder gefalzte Lage (52) in einem nicht leitenden Rahmen (53) angeordnet ist.
- Struktur nach Anspruch 3, dadurch gekennzeichnet, dass die Endlosfolie (55) eine Ober- und eine Unterseite aufweist, und dass die Kontaktmittel als elektrisch gut leitende Kontaktschicht (56, 57) auf der Ober- und der Unterseite ausgebildet sind.
- Struktur nach Anspruch 13, dadurch gekennzeichnet, dass auf eine der oder beide Kontaktschichten (56, 57) Isolationsschichten (59, 60) aufgebracht sind.
- Struktur nach Anspruch 14, dadurch gekennzeichnet, dass auf die Isolationsschichten (59, 60) Adsorptionsmittel (z. B. Aktivkohle), insbesondere durch Kleben aufgebracht sind.
- Struktur nach Anspruch 14, dadurch gekennzeichnet, dass die Kontaktschichten (56, 57) über randseitig angeordnete Krampen (61, 62) mit den elektrischen Anschlüssen (2, 3) in elektrisch leitender Verbindung stehen.
- Struktur nach Anspruch 14, dadurch gekennzeichnet, dass die Kontaktschichten der Endlosfolie (63) elektrisch leitend mit randseitig angeordneten Anschlussdrähten (64, 65) verbunden sind.
- Struktur nach Anspruch 13, 14, 16 oder 17, dadurch gekennzeichnet, dass die spiralförmig aufgewickelte Endlosfolie (58) stirnseitig über elektrisch leitende Zufuhrrahmen (68, 69) mit den elektrischen Anschlüssen (2, 3) verbunden ist.
- Verwendung einer Struktur nach Anspruch 15 als desorbierbares Filter, insbesondere Geruchs- und/oder Schadstofffilter für Kraftfahrzeuge.
- Verwendung einer Struktur nach einem der Ansprüche 1 bis 18, ausgenommen 15, als Trägerstruktur für ein desorbierbares Filter, insbesondere ein Aktivkohlefilter.
- Struktur nach einem der Ansprüche 1 bis 11, dadurch gekennzeichnet, dass die Struktur von einer elektrischen Isolationsschicht überzogen ist.
- Struktur nach einem der Ansprüche 1 bis 11, dadurch gekennzeichnet, dass auf die Strukturoberfläche Adsorptionsmittel, insbesondere Aktivkohlekörner aufgebracht sind.
- Struktur nach Anspruch 22, dadurch gekennzeichnet, dass die Adsorptionsmittel mittels eines elektrisch nicht leitenden Klebers oder Lackes aufgebracht sind.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10351309 | 2003-10-31 | ||
| DE10351309 | 2003-10-31 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1528837A1 EP1528837A1 (de) | 2005-05-04 |
| EP1528837B1 true EP1528837B1 (de) | 2007-12-12 |
Family
ID=34399664
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04022246A Expired - Lifetime EP1528837B1 (de) | 2003-10-31 | 2004-09-17 | Elektrisch beheizbare Kunststoffmatrix |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1528837B1 (de) |
| AT (1) | ATE381241T1 (de) |
| DE (2) | DE502004005690D1 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2492115C2 (ru) * | 2008-03-14 | 2013-09-10 | Эрсель | Кромка воздухозаборника гондолы турбореактивного двигателя |
| WO2025046132A1 (de) * | 2023-08-31 | 2025-03-06 | Gentherm Gmbh | Heizelement zum temperieren von hindurchströmender flüssigkeit sowie flüssigkeitskreislauf mit darin angeordnetem heizelement |
| WO2025165360A1 (en) * | 2024-02-01 | 2025-08-07 | Hourani Ip, Llc | Apparatus, systems, and methods for trapping and destroying pathogens |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005001385B3 (de) * | 2004-12-22 | 2006-08-24 | Schütz GmbH & Co. KGaA | Elektrisches Luftheizregister |
| RU2297113C1 (ru) * | 2005-06-29 | 2007-04-10 | Валентин Михайлович Чевордаев | Электрический нагреватель (варианты) |
| EP1747917B1 (de) | 2005-07-28 | 2009-10-21 | ebm-papst St. Georgen GmbH & Co. KG | Heizaggregat |
| EP1839920B1 (de) | 2006-03-31 | 2013-02-13 | Behr GmbH & Co. KG | Elektrischer Heizer für eine Heizungs- oder Klimaanlage eines Kraftfahrzeugs |
| DE202006005745U1 (de) * | 2006-04-06 | 2007-09-27 | Eisele, Michael, Dipl.-Ing. | Heizbare Platte, Bahn, Formteil |
| EP1885159B1 (de) * | 2006-08-02 | 2014-06-25 | Behr France Rouffach SAS | Elektrische Heizungsanordnung, insbesondere für ein Kraftfahrzeug |
| EP1935684B1 (de) * | 2006-12-11 | 2016-05-04 | MAHLE Behr GmbH & Co. KG | Elektrischer Heizer oder Zuheizer, insbesondere für eine Heizungs- oder Klimaanlage eines Kraftfahrzeugs |
| EP1933598B1 (de) | 2006-12-11 | 2013-11-13 | Behr GmbH & Co. KG | Elektrischer Heizer oder Zuheizer, insbesondere für einer Heizungs- oder Klimaanlage eines Kraftfahrzeugs |
| DE102007001451A1 (de) * | 2007-01-03 | 2008-07-10 | Behr Gmbh & Co. Kg | Heizvorrichtung, insbesondere für ein Kraftfahrzeug |
| DE102007003549A1 (de) * | 2007-01-24 | 2008-07-31 | Valeo Klimasysteme Gmbh | Luftstromerwärmungsvorrichtung mit Heizvlies |
| DE102007062302A1 (de) * | 2007-12-21 | 2009-06-25 | Beru Ag | Heizvorrichtung |
| EP2109347B1 (de) | 2008-04-11 | 2015-03-11 | Behr GmbH & Co. KG | Elektrische Vorrichtung zum Heizen insbesondere eines Kraftfahrzeuges |
| RU2483493C2 (ru) * | 2011-04-05 | 2013-05-27 | Александр Николаевич Дубовой | Электронагреватель и способ изготовления сотового нагревательного элемента для него |
| PL398907A1 (pl) * | 2012-04-20 | 2013-10-28 | Formaster Spólka Akcyjna | Oporowy element grzejny |
| DE102012211173A1 (de) * | 2012-06-28 | 2014-01-16 | BSH Bosch und Siemens Hausgeräte GmbH | Haushaltsgerät |
| DE102014111615A1 (de) * | 2014-08-14 | 2016-02-18 | Deutsches Zentrum für Luft- und Raumfahrt e.V. | Durchströmungsvorrichtung und Verfahren zur Herstellung einer Durchströmungsvorrichtung |
| PL234311B1 (pl) | 2014-08-22 | 2020-02-28 | Formaster Spolka Akcyjna | Moduł grzejny |
| DE102017121039A1 (de) * | 2017-05-24 | 2018-11-29 | Webasto SE | Luftheizgerät |
| DE102019204665A1 (de) * | 2019-03-06 | 2020-09-10 | Eberspächer catem Hermsdorf GmbH & Co. KG | PTC-Heizelement und eine elektrische Heizvorrichtung |
| DE102022125856A1 (de) | 2022-10-06 | 2024-04-11 | Mahle International Gmbh | Elektrischer Heizer zur Erwärmung eines Fluids |
| CN119642410B (zh) * | 2023-09-18 | 2025-12-02 | 江阴市辉龙科技股份有限公司 | 一种薄膜在线加热器及加热控制系统 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5206476A (en) * | 1991-09-30 | 1993-04-27 | General Motors Corporation | Supplementary automobile duct heater |
| DE4213510C1 (en) * | 1992-04-24 | 1993-08-19 | Audi Ag, 8070 Ingolstadt, De | Electric heating arrangement in vehicle heating and ventilation system - is formed by grill located in air outlet and moulded in conductive polymer |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4633069A (en) * | 1985-10-21 | 1986-12-30 | Texas Instruments Incorporated | Heat-exchanger |
| US4717813A (en) * | 1986-04-16 | 1988-01-05 | Texas Instruments Incorporated | Multipassage, multiphase electrical heater |
| DE10060301B4 (de) * | 2000-12-05 | 2011-11-17 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Elektrisches Widerstandsheizelement mit einem Wabenkörper |
| DE10201262B4 (de) * | 2002-01-15 | 2006-09-07 | Webasto Ag | Widerstandsheizelement |
-
2004
- 2004-09-17 AT AT04022246T patent/ATE381241T1/de not_active IP Right Cessation
- 2004-09-17 DE DE502004005690T patent/DE502004005690D1/de not_active Expired - Lifetime
- 2004-09-17 EP EP04022246A patent/EP1528837B1/de not_active Expired - Lifetime
- 2004-09-17 DE DE102004045668A patent/DE102004045668A1/de not_active Withdrawn
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5206476A (en) * | 1991-09-30 | 1993-04-27 | General Motors Corporation | Supplementary automobile duct heater |
| DE4213510C1 (en) * | 1992-04-24 | 1993-08-19 | Audi Ag, 8070 Ingolstadt, De | Electric heating arrangement in vehicle heating and ventilation system - is formed by grill located in air outlet and moulded in conductive polymer |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2492115C2 (ru) * | 2008-03-14 | 2013-09-10 | Эрсель | Кромка воздухозаборника гондолы турбореактивного двигателя |
| WO2025046132A1 (de) * | 2023-08-31 | 2025-03-06 | Gentherm Gmbh | Heizelement zum temperieren von hindurchströmender flüssigkeit sowie flüssigkeitskreislauf mit darin angeordnetem heizelement |
| WO2025165360A1 (en) * | 2024-02-01 | 2025-08-07 | Hourani Ip, Llc | Apparatus, systems, and methods for trapping and destroying pathogens |
Also Published As
| Publication number | Publication date |
|---|---|
| DE502004005690D1 (de) | 2008-01-24 |
| ATE381241T1 (de) | 2007-12-15 |
| EP1528837A1 (de) | 2005-05-04 |
| DE102004045668A1 (de) | 2005-06-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1528837B1 (de) | Elektrisch beheizbare Kunststoffmatrix | |
| DE19805011B4 (de) | Desorbierbares Sorptionsfilter, insbesondere zur Behandlung der einem Fahrzeuginnenraum zuführbaren Luft | |
| EP1061776B1 (de) | Heizvorrichtung zur Lufterwärmung | |
| DE102019208130A1 (de) | PTC-Heizelement und eine elektrische Heizvorrichtung | |
| EP1182908B1 (de) | PTC-Heizvorrichtung mit Klebstoff | |
| EP0194507A1 (de) | Heizelement zum Erwärmen von strömenden, insbesondere gasförmigen Medien | |
| DE202018006647U1 (de) | Ausbauplatte mit einem flächigen Heizelement | |
| WO1990012951A1 (de) | Elektrisch leitfähiger wabenkörper mit mechanisch belastbaren elektrisch isolierenden zwischenschichten | |
| EP0618842B1 (de) | Wabenkörper mit einer innenstruktur, die durch eine stützstruktur gehalten ist | |
| DE102015203665A1 (de) | Folienheizkörper | |
| EP2145783A2 (de) | Fahrzeugheizung | |
| DE10201262B4 (de) | Widerstandsheizelement | |
| DE2854742C2 (de) | Elektrofilter | |
| DE10060301B4 (de) | Elektrisches Widerstandsheizelement mit einem Wabenkörper | |
| DE19804496A1 (de) | Elektrisches Widerstandsheizelement mit einem Wabenkörper aus Widerstandsmaterial mit positivem Temperaturkoeffizienten des Widerstandes (PTC-Widerstand) | |
| DE102004016434B4 (de) | Elektrischer Fluidheizer | |
| DE102007020531A1 (de) | Heißlufteinrichtung mit einem im Luftstrom angeordneten Heizelement | |
| WO2006111240A1 (de) | Elektrischer zuheizer für eine heizungs- oder klimaanlage eines kraftfahrzeugs | |
| DE102019220589A1 (de) | Wärmeerzeugendes Element und Verfahren zu dessen Herstellung | |
| DE19635276C2 (de) | Elektro-keramisches Vielschichtbauelement und Verfahren zu seiner Herstellung | |
| DE102019217453A1 (de) | PTC-Heizzelle | |
| EP3695895B1 (de) | Filterelement mit wabenkörper zur luftreinigung | |
| EP3956550B1 (de) | Abgasbehandlungseinrichtung und fahrzeug | |
| DE19915447C5 (de) | Verfahren zur Herstellung eines Aktivkohlefilters sowie Aktivkohlefilter | |
| DE102021104263A1 (de) | Heizeinrichtung zur Erwärmung eines Wärmeträgermediums, insbesondere in einem Fahrzeug |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL HR LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20051104 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20051130 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502004005690 Country of ref document: DE Date of ref document: 20080124 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071212 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071212 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071212 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071212 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071212 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080323 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071212 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071212 |
|
| EN | Fr: translation not filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080512 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071212 Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080926 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071212 |
|
| 26N | No opposition filed |
Effective date: 20080915 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080313 |
|
| BERE | Be: lapsed |
Owner name: BEHR G.M.B.H. & CO. KG Effective date: 20080930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080930 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080312 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071212 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071212 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080930 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080930 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080917 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080613 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080917 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080930 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502004005690 Country of ref document: DE Representative=s name: GRAUEL, ANDREAS, DIPL.-PHYS. DR. RER. NAT., DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502004005690 Country of ref document: DE Owner name: MAHLE INTERNATIONAL GMBH, DE Free format text: FORMER OWNER: BEHR GMBH & CO. KG, 70469 STUTTGART, DE Effective date: 20150323 Ref country code: DE Ref legal event code: R082 Ref document number: 502004005690 Country of ref document: DE Representative=s name: GRAUEL, ANDREAS, DIPL.-PHYS. DR. RER. NAT., DE Effective date: 20150323 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20181001 Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502004005690 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200401 |