EP1515857B1 - Schichtverbund für sicherheitselement - Google Patents
Schichtverbund für sicherheitselement Download PDFInfo
- Publication number
- EP1515857B1 EP1515857B1 EP03759917A EP03759917A EP1515857B1 EP 1515857 B1 EP1515857 B1 EP 1515857B1 EP 03759917 A EP03759917 A EP 03759917A EP 03759917 A EP03759917 A EP 03759917A EP 1515857 B1 EP1515857 B1 EP 1515857B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- carrier
- carrier foil
- film
- security
- register
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/30—Identification or security features, e.g. for preventing forgery
- B42D25/355—Security threads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/40—Manufacture
- B42D25/45—Associating two or more layers
- B42D25/465—Associating two or more layers using chemicals or adhesives
- B42D25/47—Associating two or more layers using chemicals or adhesives using adhesives
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S428/00—Stock material or miscellaneous articles
- Y10S428/916—Fraud or tamper detecting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/24917—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.] including metal layer
Definitions
- the invention relates to a multilayer security element, a layer composite for further production of such a security element, a method for producing the layer composite and the security element and an object equipped with the security element, in particular value document such as banknotes and the like.
- Security elements in the sense of the invention are, for example, security threads and strips for banknotes and for other value documents, tear-open threads for packaging, labels and tags, which are suitable for recognizing the authenticity of an item connected to them, in particular a value document.
- Security documents within the meaning of the invention may be banknotes, identity cards, checks, passports, tickets, entrance tickets and the like.
- the invention is also suitable for securing any other valuables and their packaging, e.g. Books, CDs and the like.
- Multilayer security elements are widely used in the form of security threads in banknotes. They comprise at least one - usually formed as a transparent plastic film - carrier substrate on which further layers are applied. These further layers are predominantly printed on and, in particular in the case of metallic layers, also vapor-deposited, but can also be sputtered or sprayed, for example.
- layers are always fully applied. They can be arranged side by side and / or one above the other. They may form characters or patterns or may have recesses from the outset or by subsequent partial removal of material, for example to form a negative writing that is barely visible when viewed in incident light when viewed in transmitted light but because of the transparency of the carrier substrate produces a clearly visible contrast.
- the layers can also have optically variable effects and, for this purpose, in particular have diffraction structures in the form of lattice patterns or holograms, etc.
- the layers may also have machine-readable security features, such as electrical conductivity in the case of continuous metallic coatings or in the case of printed layers doped with electrically conductive particles. Additionally or alternatively, magnetic properties and / or luminescent properties may be present, in particular luminescent substances are frequently used in the non-visible range.
- the machine-readable security features can also be locally limited as a machine-readable code, for example as a bar code.
- a page-independent appearance can be easily achieved by, for example, first printing a carrier substrate with the magnetic layer and subsequently metallizing it on both sides over the entire surface.
- first metallize a film to apply the magnetic layer on the metal layer the film then to cut, superimposed and glued in a roller laminating so that a thread-like film composite with two outer foils, two inner metal layers and a central, lying between the metal layers, double magnetic layer is formed ( EP 0 374 763 A2 ).
- the two outer foils protect the coatings from external influences.
- the absolutely symmetrical layer structure of the film composite prevents curling of the produced thread leading to garlanding.
- this laminating method is not suitable for complex layer structures in which different layers are locally limited at different, exactly to each other arranged locations. Because the cutting and superimposing of the individual composite films inevitably leads to the fact that the different, localized layers in the final layer composite will not be arranged exactly evenly to each other.
- the negative writing is generated identically in the magnetic layer and in two metal layers covering the magnetic layer.
- an activatable ink in the area of the later negative writing is first applied to a transparent plastic film in the usual way. Then, a first metal layer is vapor-deposited and a magnetic layer over the entire surface is printed over it, which is finally covered with a second vapor-deposited metal layer.
- a first metal layer is vapor-deposited and a magnetic layer over the entire surface is printed over it, which is finally covered with a second vapor-deposited metal layer.
- the Printing ink creates congruent recesses in the three layers above the printing ink.
- the inner metal coating ensures that the security thread has the same external appearance regardless of the page due to the transparency of the carrier film.
- both metallic layers are printed in register in the desired areas ( WO 92/11142 ).
- metallic printing inks such as supersilver
- supersilver are less brilliant than evaporated metal layers and supersilver also has no good e-lectric conductivity.
- one of the two metallic layers printed and the other is a real, eg vapor-deposited metal layer, thus results in no exact page-independent appearance.
- the visual appearance is identical regardless of page, but overall not as brilliant as one would wish, and also not electrically conductive.
- Object of the present invention is therefore to provide a multilayer security element available, which can be produced in a simple manner with a complex layer structure with a side-independent appearance. It is likewise an object of the present invention to provide a layer composite for the further production of such a security element and corresponding production methods as well as an article, in particular value document, equipped with the security element.
- At least one security feature is produced on a first carrier foil, and likewise at least one security feature is produced on a second carrier foil different therefrom.
- the two films are now laminated to form a laminate.
- the carrier films each have register marks in the film longitudinal direction and / or transverse direction by means of which register-accurate joining of the two films is controlled.
- a first of the two carrier films is held under a predetermined, preferably constant tensile stress, and the second carrier film is controlled in the film longitudinal direction by means of their register marks register exactly to the register marks of the first film.
- security elements can be separated out in the desired shape, for example as labels, or the layer composite can be divided into threads or strips and wound on so-called endless rolls.
- the carrier films may be plastic substrates, for example made of PET; but it is also conceivable a plastic / paper composite in which at least one carrier sheet made of paper, for example made of cotton paper.
- the security features may be any machine-readable features, such as electrically conductive, magnetic, luminescent, in particular in the non-visible spectral region luminescent security features. But any other security features, such as a negative font or a print, are possible.
- the advantage achieved by the invention lies in the fact that the generation of the respective security features regardless of their shape and arrangement in the final layer structure under the optimum for the security feature process conditions can be produced. Their production is at no time dependent on the shape, location or production method of other security features of the same composite layer. As far as it is easily possible, of course, different security features can be generated on a common carrier film. On the other hand, it is also not excluded that the layer composite comprises more than two films, if, for example, the production of three different security features can not otherwise be combined without difficulty.
- This may be, for example, a security element comprising two different colored metals, which are arranged in a specific pattern. Each of the metals is vapor-deposited on a carrier film and patterned by etching or washing process accordingly. Subsequently, the carrier film are laminated by the method according to the invention. Preferably, the metal layers come to lie inside, so that they are protected by the carrier films.
- the invention can also be used very advantageously in the manufacture of security elements which have internal security features which are accessible exclusively to the machine test and which due to their inherent color or other properties disturb the visual appearance of the security element and therefore need to be covered by additional layers.
- the cover can be made in register and only in the required areas.
- the invention is also advantageously for the production of security elements, which are composed of two carrier films and have security features that must be arranged congruent. This is the case, for example, with a security element which has a different diffraction structure on both sides, whose reflection layers, in particular metal layers, have a congruent negative writing.
- the control of the second carrier film in the longitudinal direction of the film relative to the first carrier film under tension is preferably carried out by stretching the second carrier film in the film longitudinal direction.
- two preferred embodiments of the invention provide that either the second carrier foil to be controlled by stretching is shorter than the first carrier foil under tension or that the two carrier foils have basically the same length but the first carrier foil is under constant tension constantly stretched at least slightly.
- the latter variant has the advantage that both carrier films are normally loaded and stretched with approximately the same tensile stress, wherein the tension on the strain-controlled second carrier foil is reduced or increased depending on the deviation direction of the registration.
- either the first or the second carrier foil can be controlled by stretching, depending on which foil precedes the other.
- the stretching of the carrier foils is preferably achieved by controlled braking of the roll from which the carrier foil is pulled off and with the withdrawal speed remaining otherwise the same.
- the increased tensile stress caused thereby in the carrier foil leads to a controlled stretching of the carrier foil material.
- a pull group is provided, which is preferably likewise controlled on the basis of the register marks in the two carrier foils.
- the register marks are preferably read without contact by means of light guides or CCD cameras, either in reflected light or in transmitted light.
- the security features themselves can also serve as register marks.
- FIG. 1 shows a Doppelbandkaschiervorraum.
- a first carrier film 1 and a second carrier film 2 are withdrawn from supply rolls 3, 4, laminated together in a double belt press 5 and then wound up as a film composite 6 on a further supply roll 7 for intermediate storage before further processing.
- a radiation-curable, transparent adhesive is applied to the first carrier film 1 in an adhesive station 8, which is radiation-cured by combining the two carrier films 1, 2 in the double belt press 5 by means of the radiation source.
- a radiation-curing adhesive and other adhesives can be used, for example, thermosetting adhesive, for which the double belt press 5 is preferably heated.
- the withdrawal speed of the carrier films 1 and 2 from the supply rolls 3 and 4 is first determined by the transport speed of the double belt press 5.
- the supply roll 3 of the first carrier sheet 1 is so controlled, i. braked or driven, that it is under a defined tension. This tension should be constant throughout the process. Because of the enormous weight of such supply rolls at the beginning of the unwinding process and the weight which is constantly decreasing during the unwinding process, it may happen that the supply roll 3 is initially driven and optionally braked in the further course of the unwinding process.
- the second carrier film 2 is similarly under tension.
- the carrier foils 1, 2 may have the width of the security element to be subsequently produced therefrom, for example the width of a security thread or strip for banknotes. Preferably, however, they have a multiple of the width and the security elements to be produced therefrom are subsequently divided out of the laminated film composite by cutting the film composite into threads or strips or by separating individual security elements from the film composite, for example by punching in label form.
- the register marks In the case of wide carrier films, it is advisable to place the register marks on the two outermost film edges, which will then be produced as waste in the further processing of the film composite.
- the security features present on the carrier films may themselves serve as register marks.
- the first carrier sheet 1 is held under a constant tension and the registration achieved by stretching the second carrier sheet 2. Since the width of the second carrier film 2 increases or decreases depending on the degree of its longitudinal expansion, a pull group 11 is provided in order to equalize the deviations of the second film 2 in the film transverse direction. Such Draw group is not necessary when processing foils in thread or strip widths, since the width fluctuation is minimal.
- FIG. 1 already shows a concrete example for the preparation of a two carrier films comprehensive layer composite 6, in which the security features are arranged uniformly to each other.
- the cutout A of the first film 1 comprises a carrier film 100 made of transparent plastic with a vapor-deposited, partial metal layer 101 and with a bar code 102 made of magnetic material.
- the metal layer 101 leaves a central strip 103 of the carrier film 100, through which the carrier film 100 appears transparent.
- the magnetic bar codes 102 consist of a printing ink containing magnetic particles and are printed on the metal layer 101 with an exact fit such that they are covered on one side by the metal layer 101.
- the cutout B of the second carrier film 2 likewise comprises a carrier film 200 made of transparent plastic and in turn a vapor-deposited metal layer 201.
- the metal layer 201 has recesses in the form of a negative writing 202 produced in a customary manner.
- the width of the second carrier foil 2 corresponds to the width of the first carrier foil 1.
- the negative inscription 202 is placed in the metal layer 201 at the same location at which the carrier foil 100 of the first foil 1 has the transparent region 103.
- the second carrier foil 2 is itself transparent in the region of the negative writing 202. As a result, the security thread remains transparent even after the lamination of the carrier foils 1, 2 in the region of the negative writing 202.
- the detail C in FIG. 2 shows the laminated layer composite in plan view and in two cross sections. It can be seen that the magnetic bar code 102 is hidden between the two metal layers 101 and 201 (section C 2 -C 2 ), whereas the negative sign 202 is visible from both sides of the layer composite because of the transparent area 103 (section C 1 -C 1 ).
- FIG. 1 illustrated embodiment of a composite layer 6 thus includes security features that are arranged register exactly to each other both in the longitudinal direction of the composite layer and in the transverse direction of the composite layer. Because the magnetic bar code 102 of the first carrier film 1 is always located in the film longitudinal direction exactly between the negatives 202 of the second substrate sheet 2 and the negatives 202 of the The second carrier film 2 are always exactly above the transparent region 103 of the first carrier film 1 in the film transverse direction.
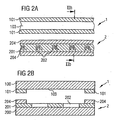
- FIGS. 2a and 2b show a simple embodiment in which the register validity of the security features in the film transverse direction is in the foreground.
- the embodiment according to FIG. 2 is different from the one in FIG. 1 only in that, instead of the magnetic bar code 102 formed on the first carrier foil 100, a magnetic strip 204 extending over the entire length of the layer composite 6 is printed on the metal layer 201 of the second carrier foil 200 parallel to the negative writing 202.
- FIG. 2b is again a cross section corresponding to the cross sections C 1 - C 1 and C 2 - C 2 of FIG. 1 shown, but at a time before the lamination of the two carrier films.
- the two carrier films 100, 200 are laminated, they are controlled such that the magnetic strips 204 lie hidden between the metal layers 101, 201 of the carrier films 100, 200, whereas the negative film 202 is perceptible from both sides of the composite due to the transparent region 103.
- FIG. 3 shows a further embodiment in which both the registration in the transverse direction and in the longitudinal direction arrives. Shown here is merely a view in cross section.
- the second carrier foil 2 is constructed identically to the second carrier foil 2 according to FIG. 2 and accordingly comprises a transparent carrier foil 200 with a metal layer 201 including negative writing 202 and two magnetic strips 204 printed on the metal layer 201 parallel to the negative lettering.
- the carrier foil 100 likewise has a full-area metal layer 101 into which a negative writing 104 is inserted.
- the negative typeface 104 of the first carrier foil 100 is identical but mirror-inverted to the negative typeface 202 of the second carrier film 200, so that the two negative writings 202,104 come to lie one above the other when laminating the films 1, 2.
- the magnetic strips 204 are concealed between the metal layers 101, 201 in the final film composite, on the other hand, the negative writing 104, 202 is visible and readable from both sides of the film composite.
- the metal layer 101 over its entire surface provided with an at least semi-transparent, preferably completely transparent coating containing fluorescent particles.
- This coating 105 could also be applied over the metal layer 201 of the other carrier film 200. Due to the semitransparency of the coating 105, the negative writing 104, 202 remains visible when viewed in transmitted light for both viewing sides of the film composite.
- the fluorescent particles form another authenticity feature of the security element to be produced from the film composite.
- the semitransparent coating can also be embodied differently, for example as an optically variable thin-film structure or other optically variable layers.
- FIG. 4 shows a further embodiment, in this case with integrated optical diffraction structure.
- the first carrier foil 1 again corresponds to the carrier foil 1 FIG. 2 comprising a first transparent carrier film 100 with a vapor-deposited metal layer 101 in the form of two strips running parallel to the film outer edges and an intermediate central transparent region 103.
- the second carrier foil 200 has a diffraction structure 206 with metal coating 201 embossed into the carrier foil 200.
- the metal coating 201 is in turn printed with a magnetic layer 204 in the form of two strips running parallel to the edge of the film. In the final layer composite, the magnetic strip 204 through the metal layers 101 and 201 hidden.
- the diffraction structures can be perceived as an optically variable authenticity feature from both sides of the layer composite.
- a diffraction-structure pattern which is folded-symmetrically in the carrier film longitudinal direction is selected, the appearance of the composite layer is identical from both viewing sides. However, if the diffraction structure shows a particular image, every other repetition of this image would have to be mirrored to produce a contiguous page composite.
- the diffraction structures 206 need not necessarily be embossed in the carrier foil 200. It is equally possible to apply a transfer element having the diffraction structures register-accurate on the carrier film 200. Instead, however, other optically variable security features may also be provided in this embodiment, such as thin-film structures and the like.
- FIG. 5 shows a further embodiment in which both carrier films 1, 2 each have diffraction structures and a negative writing, which are congruent in the final layer composite over each other.
- the carrier films 100, 200 different diffraction structures 106, 206 are impressed.
- the diffraction structures 106, 206 are in turn covered with metal layers 101, 201 which, however, in this case are not present over the entire area but each have recesses 104, 202.
- the recesses 104 of the metal layer 101 of the first carrier film 100 are identical, although mirror-inverted to the recesses 202 in the metal layer 201 of the second carrier film 200, so that they are congruent in the final composite film and from both viewing sides of the film composite at least in the transmitted light are perceptible.
- the metallized diffraction structures of the two carrier films are each through transparent paint layers 107, 207 protected. This facilitates the intermediate storage and subsequent lamination of the two carrier films 1, 2.
- the recesses 104, 202 can form random patterns and alphanumeric characters as in the preceding examples.
- the security element according to FIG. 5 is particularly suitable for use as a label over a hole in a banknote or other security document.
- the different diffraction structures 106 and 206 may be, for example, the front view and rear view of a head, building or other object, so that this object appears from the front or the back depending on the viewing side of the document.
- FIG. 6 shows a further embodiment, which in turn depends on a register-accurate lamination in the longitudinal and transverse directions of the film material.
- the first carrier foil 100 is provided in its entire surface with a metal layer 101 in circular sections.
- a circular, but magnetic layer 108 is also printed in register on these metal layer circles.
- the second carrier foil 200 has only corresponding circular metal layers 201.
- the magnetic layer circuits 108 are concealed between the two metal layers 101, 201 in the final foil composite by register-accurate lamination.
- FIG. 7 shows an embodiment in which it depends essentially on the register-accurate lamination in the film longitudinal direction.
- the first carrier film 100 carries a full-surface metal layer 101 with printed at a defined distance bar 109 of magnetic material.
- the second carrier foil 200 has metal layers 201 at a corresponding distance.
- the carrier film 2 remains transparent.
- FIG. 8 shows a further embodiment.
- the first carrier film 100 is partially coated with a first coating 110, which has a first color and is formed for example by a colored metal.
- the carrier film 100 remains uncoated in the regions 103 lying between the color layers 110 and is therefore transparent.
- the second carrier film 200 is in turn partially coated with a color layer 210, which differs in color from the ink layer 110 of the first carrier film 100.
- the intermediate regions 203 of the carrier film 200 remain transparent again.
- the transparent areas 103, 203 correspond in size and relative position to the color layer areas 110 and 210 of the respective other carrier film.
- the color layers 110, 210 in the embodiment according to FIG. 8 each recesses 104 and 202, which complement each other in the final composite film to a negative writing "PL".
- the negative writing is alternately read-correct and mirror-inverted so that it is readable independently of the viewing page.
Landscapes
- Credit Cards Or The Like (AREA)
- Laminated Bodies (AREA)
- Transition And Organic Metals Composition Catalysts For Addition Polymerization (AREA)
- Polyoxymethylene Polymers And Polymers With Carbon-To-Carbon Bonds (AREA)
- Casings For Electric Apparatus (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Materials For Medical Uses (AREA)
Description
- Die Erfindung betrifft ein mehrschichtiges Sicherheitselement, einen Schichtverbund zur weiteren Herstellung zu einem solchen Sicherheitselement, ein Verfahren zur Herstellung des Schichtverbunds und des Sicherheitselements sowie einen mit dem Sicherheitselement ausgestatteten Gegenstand, insbesondere Wertdokument, wie Banknoten und dergleichen.
- Sicherheitselemente im Sinne der Erfindung sind beispielsweise Sicherheitsfäden und -streifen für Banknoten und für andere Wertdokumente, Aufreißfäden für Verpackungen, Etiketten und Anhänger, die sich für die Erkennung der Echtheit eines mit ihnen verbundenen Gegenstands, insbesondere Wertdokuments, eignen. Wertdokumente im Sinne der Erfindung können Banknoten, Ausweiskarten, Schecks, Pässe, Fahrkarten, Eintrittskarten und dergleichen sein. Die Erfindung eignet sich aber auch zur Sicherung beliebiger anderer Wertgegenstände und deren Verpackungen, wie z.B. Bücher, CDs und dergleichen.
- Mehrschichtige Sicherheitselemente finden in Form von Sicherheitsfäden in Banknoten breite Verwendung. Sie umfassen zumindest ein - in der Regel als transparente Kunststofffolie ausgebildetes - Trägersubstrat, auf welchem weitere Schichten aufgebracht sind. Diese weiteren Schichten werden überwiegend aufgedruckt und insbesondere im Falle metallischer Schichten auch aufgedampft, können aber beispielsweise auch gesputtert oder gesprüht sein.
- Nicht immer sind alle Schichten vollflächig aufgebracht. Sie können nebeneinander und/oder übereinander angeordnet sein. Sie können Zeichen oder Muster bilden oder von vornherein oder durch nachfolgenden teilweisen Materialabtrag Aussparungen aufweisen, um beispielsweise eine Negativschrift zu bilden, die bei Betrachtung im Auflicht kaum sichtbar ist, bei Betrachtung im Durchlicht aber wegen der Transparenz des Trägersubstrats einen deutlich sichtbaren Kontrast erzeugt. Darüber hinaus können die Schichten auch optisch variable Effekte aufweisen und zu diesem Zweck insbesondere Beugungsstrukturen in Form von Gittermustern oder Hologrammen etc. aufweisen. Die Schichten können auch maschinenlesbare Sicherheitsmerkmale besitzen, wie z.B. elektrische Leitfähigkeit im Falle von kontinuierlichen metallischen Beschichtungen oder im Falle von mit elektrisch leitfähigen Partikeln dotierten Druckschichten. Zusätzlich oder alternativ können magnetische Eigenschaften und/oder lumineszierende Eigenschaften vorhanden sein, insbesondere werden im nicht sichtbaren Bereich lumineszierende Stoffe häufig verwendet. Die maschinenlesbaren Sicherheitsmerkmale können auch lokal begrenzt als maschinenlesbarer Code, beispielsweise als Balkencode, ausgebildet sein.
- Ein grundsätzliches Anliegen bei der Herstellung solcher mehrschichtiger Sicherheitselemente besteht darin, ein seitenunabhängiges Erscheinungsbild zu erzielen, damit bei ihrer Anbringung an oder Einbettung in die damit zu sichernden Gegenstände keine besonderen Maßnahmen für ihre seitenrichtige Applikation erforderlich werden. Diese Problematik stellt sich in besonderem Maße bei der Einbringung von Sicherheitsfäden als so genannte Fensterfäden in Wertpapiere, insbesondere Banknoten, da diese Fäden und Streifen zum Verdrehen neigen.
- Im Falle eines einfachen metallisierten Sicherheitsfadens mit verborgener Magnetschicht ist ein seitenunabhängiges Erscheinungsbild ohne weiteres zu erreichen, indem beispielsweise ein Trägersubstrat zunächst mit der Magnetschicht bedruckt und anschließend beidseitig vollflächig metallisiert wird. In diesem Zusammenhang ist es auch bekannt, eine Folie zunächst zu metallisieren, die Magnetschicht auf die Metallschicht aufzubringen, die Folie dann zu zerschneiden, übereinander zu legen und in einer Rollenkaschieranlage so zu verkleben, dass ein fadenförmiger Folienverbund mit zwei außen liegenden Folien, zwei innen liegenden Metallschichten und einer zentralen, zwischen den Metallschichten liegenden, doppelten Magnetschicht entsteht (
EP 0 374 763 A2 ). Durch die beiden äußeren Folien werden die Beschichtungen vor äußeren Einflüssen geschützt. Darüber hinaus verhindert der absolut symmetrische Schichtaufbau des Folienverbunds eine zur Girlandenbildung führende Rollneigung des hergestellten Fadens. - Dieses Kaschierverfahren eignet sich jedoch nicht für komplexe Schichtaufbauten, bei denen unterschiedliche Schichten lokal begrenzt an unterschiedlichen, exakt zueinander angeordneten Stellen vorliegen. Denn das Zerschneiden und Übereinanderlegen der einzelnen Verbundfolien führt unweigerlich dazu, dass die unterschiedlichen, lokal begrenzten Schichten im endgültigen Schichtverbund nicht exakt gleichmäßig zueinander angeordnet sein werden.
- Komplexe Schichtstrukturen werden daher auf einem einzigen Trägermaterial aufgebaut. Beispielsweise sind in der
WO 92/11142 - Im einfachsten Fall wird die Negativschrift identisch in der Magnetschicht und in zwei die Magnetschicht verdeckenden Metallschichten erzeugt. Dazu wird auf einer transparenten Kunststofffolie in üblicher Weise zunächst eine aktivierbare Druckfarbe im Bereich der späteren Negativschrift aufgebracht. Dann wird eine erste Metallschicht aufgedampft und eine Magnetschicht vollflächig darüber gedruckt, die schließlich mit einer zweiten aufgedampften Metallschicht abgedeckt wird. Durch nachfolgendes Aktivieren der Druckfarbe entstehen kongruente Aussparungen in den drei über der Druckfarbe liegenden Schichten. Die innere Metallbeschichtung gewährleistet, dass der Sicherheitsfaden aufgrund der Transparenz der Trägerfolie seitenunabhängig das gleiche äußere Erscheinungsbild aufweist.
- Bei komplexen Schichtaufbauten, bei denen die Negativschrift nicht kongruent in allen Schichten erzeugt wird, ist es jedoch schwierig, ein exakt gleiches äußeres Erscheinungsbild von beiden Betrachtungsseiten zu erzielen.
- Im Falle solcher komplexen Schichtaufbauten wird daher mindestens eine, gegebenenfalls auch beide metallischen Schichten in den gewünschten Bereichen registerhaltig aufgedruckt (
WO 92/11142 - Aus dem
US-Patent 3,601,913 ist ferner die Herstellung von Identitätskarten bekannt, die zwischen zwei außen liegenden Folien eingeschweißt werden, wobei die Folien jeweils ein Sicherheitsmerkmal in Form einer magnetischen Beschichtung auf der innen liegenden Seite der Folie angrenzend an die Karte besitzen. Die eingeschweißte Karte wird hergestellt, indem die beiden Deckfolien mittels Heißsiegelelementen vor und hinter der Karte verschweißt werden, so dass die Karte in den Folien eingeschlossen ist. Um sicherzustellen, dass die Deckfolien mit der Bewegung der Karte koordiniert werden, sind Führungslöcher vorgesehen. - Aufgabe der vorliegenden Erfindung ist es daher, ein mehrschichtiges Sicherheitselement zur Verfügung zu stellen, welches mit einem komplexen Schichtaufbau bei seitenunabhängigem Erscheinungsbild in einfacher Weise herstellbar ist. Aufgabe der vorliegenden Erfindung ist es gleichermaßen, einen Schichtverbund zur weiteren Herstellung eines solchen Sicherheitselements und entsprechende Herstellungsverfahren sowie einen mit dem Sicherheitselement ausgestatteten Gegenstand, insbesondere Wertdokument, zur Verfügung zu stellen.
- Diese Aufgabe wird erfindungsgemäß mit den Merkmalen der nebengeordneten Ansprüche gelöst. In davon abhängigen Ansprüchen sind vorteilhafte Ausgestaltungen und Weiterbildungen der Erfindung angegeben.
- Demnach wird auf einer ersten Trägerfolie wenigstens ein Sicherheitsmerkmal erzeugt, und auf einer davon verschiedenen zweiten Trägerfolie ebenfalls wenigstens ein Sicherheitsmerkmal erzeugt. Die beiden Folien werden nun zu einem Schichtverbund laminiert. Um sicherzustellen, dass die beiden Sicherheitsmerkmale eine vorbestimmte, gleichmäßig angeordnete Position zueinander einnehmen, ist vorgesehen, dass die Trägerfolien jeweils in Folienlängsrichtung und/ oder -querrichtung Registermarken besitzen, anhand derer das registergenaue Verbinden der beiden Folien gesteuert wird. Zu diesem Zweck wird eine erste der beiden Trägerfolien unter einer vorgegebenen, vorzugsweise konstanten Zugspannung gehalten, und die zweite Trägerfolie wird in Folienlängsrichtung anhand ihrer Registermarken registergenau zu den Registermarken der ersten Folie gesteuert. Aus dem Schichtverbund können anschließend Sicherheitselemente in der gewünschten Form herausgetrennt werden, beispielsweise als Etiketten, oder der Schichtverbund kann in Fäden oder Streifen aufgeteilt und auf so genannten Endlosrollen aufgewickelt werden.
- Bei den Trägerfolien kann es sich um Kunststoffsubstrate handeln, z.B. aus PET; denkbar ist aber auch ein Kunststoff/Papierverbund, bei dem zumindest eine Trägerfolie aus Papier besteht, z.B. aus Baumwollpapier.
- Bei den Sicherheitsmerkmalen kann es sich um beliebige maschinenlesbare Merkmale, wie elektrisch leitfähige, magnetische, lumineszierende, insbesondere im nicht sichtbaren Spektralbereich lumineszierende Sicherheitsmerkmale handeln. Aber auch beliebige andere Sicherheitsmerkmale, wie eine Negativschrift oder ein Aufdruck, sind möglich.
- Der mit der Erfindung erzielte Vorteil ist darin zu sehen, dass die Erzeugung der jeweiligen Sicherheitsmerkmale unabhängig von ihrer Gestalt und Anordnung im endgültigen Schichtaufbau unter den für das Sicherheitsmerkmal optimalen Verfahrensbedingungen hergestellt werden kann. Ihre Herstellung ist zu keinem Zeitpunkt abhängig von der Gestalt, Lage oder Herstellungsweise anderer Sicherheitsmerkmale desselben Schichtverbunds. Soweit es problemlos möglich ist, können selbstverständlich auch unterschiedliche Sicherheitsmerkmale auf einer gemeinsamen Trägerfolie erzeugt werden. Andererseits ist es auch nicht ausgeschlossen, dass der Schichtverbund mehr als zwei Folien umfasst, wenn sich beispielsweise die Herstellung von drei unterschiedlichen Sicherheitsmerkmalen ansonsten nicht ohne weiteres kombinieren lässt. Hierbei kann es sich beispielsweise um ein Sicherheitselement handeln, das zwei unterschiedlich farbige Metalle aufweist, die in einem bestimmten Muster angeordnet sind. Jedes der Metalle wird auf eine Trägerfolie aufgedampft und durch Ätz- oder Waschverfahren entsprechend strukturiert. Anschließend werden die Trägerfolie nach dem erfindungsgemäßen Verfahren laminiert. Vorzugsweise kommen hierbei die Metallschichten innen zu liegen, so dass sie durch die Trägerfolien geschützt werden.
- Die Erfindung kann aber auch sehr vorteilhaft bei der Herstellung von Sicherheitselementen angewendet werden, die innen liegende, ausschließlich der maschinellen Prüfung zugängliche Sicherheitsmerkmale aufweisen, die aufgrund ihrer Eigenfarbe oder sonstiger Eigenschaften das optische Erscheinungsbild des Sicherheitselements stören und daher durch zusätzliche Schichten abgedeckt werden müssen. Mit Hilfe der Erfindung kann die Abdeckung registerhaltig und nur in den benötigten Bereichen erfolgen.
- Schließlich eignet sich die Erfindung auch in vorteilhafter Weise für die Herstellung von Sicherheitselementen, die sich aus zwei Trägerfolien zusammensetzen und Sicherheitsmerkmale aufweisen, die deckungsgleich angeordnet werden müssen. Dies ist beispielsweise bei einem Sicherheitselement der Fall, das auf beiden Seiten eine unterschiedliche Beugungsstruktur aufweist, deren Reflexionsschichten, insbesondere Metallschichten eine deckungsgleiche Negativschrift aufweisen.
- Die Steuerung der zweiten Trägerfolie in Folienlängsrichtung relativ zu der unter Zugspannung stehenden ersten Trägerfolie erfolgt vorzugsweise durch Dehnung der zweiten Trägerfolie in Folienlängsrichtung. Bei Verwendung zweier gleich langer Trägerfolien stellt sich jedoch das Problem der Anpassung bei Abweichungen der Registerhaltigkeit entgegen der Folienlängsrichtung. Aus diesem Grunde sehen zwei bevorzugte Ausführungsformen der Erfindung vor, dass entweder die durch Dehnung zu steuernde zweite Trägerfolie kürzer ist als die erste, unter Zugspannung stehende Trägerfolie oder dass die beiden Trägerfolien zwar grundsätzlich die gleiche Länge besitzen, die unter ständiger Zugspannung stehende erste Trägerfolie aber ständig zumindest geringfügig gedehnt wird. Die letztgenannte Variante besitzt den Vorteil, dass beide Trägerfolien im Normalfall mit etwa derselben Zugspannung belastet und gedehnt werden, wobei die Zugspannung auf die dehnungsgesteuerte zweite Trägerfolie je nach Abweichungsrichtung der Registerhaltigkeit reduziert oder erhöht wird.
- Als dritte Ausführungsform kann auch entweder die erste oder die zweite Trägerfolie durch Dehnung gesteuert werden, je nachdem welche Folie der anderen vorauseilt.
- Das Dehnen der Trägerfolien wird vorzugsweise durch gesteuertes Bremsen der Rolle, von der die Trägerfolie abgezogen wird, und bei im Übrigen gleich bleibender Abzugsgeschwindigkeit erreicht. Die dadurch in der Trägerfolie hervorgerufene erhöhte Zugspannung führt zu einer kontrollierten Dehnung des Trägerfolienmaterials.
- Das passgenaue Laminieren der beiden Trägerfolien in Querrichtung stellt ein geringeres Problem dar, ist aber vor allem bei breiten Trägerfolien nicht unberücksichtigt zu lassen, da diese aufgrund der Längsdehnung eine nicht unerhebliche Reduzierung ihrer Querabmessungen erfahren. Zum Ausgleich dieser Dimensionsschwankungen ist eine Zuggruppe vorgesehen, die vorzugsweise ebenfalls anhand der Registermarken in den beiden Trägerfolien gesteuert wird.
- Die Registermarken werden vorzugsweise mittels Lichtleitern oder CCD-Kameras berührungslos gelesen, entweder im Auflicht oder im Durchlicht. Als Registermarken können auch die Sicherheitsmerkmale selbst dienen.
- Nachfolgend wird die Erfindung anhand der begleitenden Zeichnungen beispielhaft erläutert. Darin zeigen:
- Figur 1
- eine Doppelbandkaschiervorrichtung und
- Figuren 2-8
- verschiedene Ausführungsformen eines Zwei-Folien- Schichtverbunds.
-
Figur 1 zeigt eine Doppelbandkaschiervorrichtung. Eine erste Trägerfolie 1 und eine zweite Trägerfolie 2 werden von Vorratsrollen 3, 4 abgezogen, in einer Doppelbandpresse 5 miteinander laminiert und anschließend als Folienverbund 6 auf einer weiteren Vorratsrolle 7 zur Zwischenlagerung vor der weiteren Verarbeitung aufgewickelt. Dazu wird auf die erste Trägerfolie 1 in einer Kleberstation 8 ein strahlungshärtender, transparenter Kleber aufgetragen, der nach Zusammenführen der beiden Trägerfolien 1, 2 in der Doppelbandpresse 5 mittels der Strahlungsquelle 9 strahlungsgehärtet wird. Anstelle eines strahlungshärtenden Klebers können auch andere Kleber verwendet werden, beispielsweise warm aushärtende Kleber, wozu die Doppelbandpresse 5 vorzugsweise beheizt ist. - Die Abzugsgeschwindigkeit der Trägerfolien 1 und 2 von den Vorratsrollen 3 und 4 wird zunächst durch die Transportgeschwindigkeit der Doppelbandpresse 5 bestimmt. Gemäß einer ersten Ausführungsform wird die Vorratsrolle 3 der ersten Trägerfolie 1 so gesteuert, d.h. gebremst oder angetrieben, dass sie unter einer definierten Zugspannung steht. Diese Zugspannung sollte während des gesamten Prozesses konstant sein. Aufgrund des enormen Gewichts solcher Vorratsrollen zu Beginn des Abwickelprozesses und des während des Abwickelprozesses ständig abnehmenden Gewichts kann es vorkommen, dass die Vorratsrolle 3 zunächst angetrieben und im weiteren Verlauf des Abwickelprozesses gegebenenfalls gebremst wird. Auch die zweite Trägerfolie 2 steht in ähnlicher Weise unter Zugspannung.
- Um nun zu gewährleisten, dass die auf der ersten Trägerfolie 1 aufgebrachten Sicherheitsmerkmale mit den auf der zweiten Trägerfolie 2 aufgebrachten Sicherheitsmerkmalen registergenau zusammengeführt werden, ist jede Trägerfolie 1, 2 mit Registermarken ausgestattet, welche mittels Registermarkendetektoren 10 erfasst werden. Wird durch Auswertung der erfassten Registermarkenpositionen ermittelt, dass die Registermarken der ersten Trägerfolie 1 relativ zu den Registermarken der zweiten Trägerfolie 2 nicht mehr innerhalb eines noch akzeptablen Toleranzbereichs liegen, so wird erfindungsgemäß eine der beiden Trägerfolien 1, 2 gedehnt. Dazu bieten sich die drei folgenden Varianten an:
- Beide Trägerfolien 1, 2 stehen normalerweise unter derselben Zugspannung, unter welcher sich die Trägerfolien nicht dehnen. Sobald mittels der Registermarkendetektoren 10 festgestellt wird, dass die Sicherheitsmerkmale auf einer der beiden Trägerfolien relativ zu den Sicherheitsmerkmalen auf der anderen der beiden Trägerfolien nachlaufen, wird diese andere der beiden Trägerfolien geringfügig gedehnt, bis die Sicherheitsmerkmale der beiden Trägerfolien wieder innerhalb eines vorgegebenen Toleranzbereichs zueinander positioniert sind. Das Dehnen erfolgt vorzugsweise durch kontrolliertes Bremsen derjenigen Vorratsrolle, von der die zu dehnende Trägerfolie abgezogen wird.
- Alternativ dazu kann die zweite Trägerfolie 2 kürzer ausgebildet sein als die erste Trägerfolie 1, so dass die zweite Folie 2 relativ zur ersten Trägerfolie 1 grundsätzlich gedehnt werden muss, um eine registergenaue Laminierung der beiden Trägerfolien zu gestatten. Der notwendige Grad der Dehnung wird wiederum anhand der Registermarkendetektoren 10 ermittelt.
- Gemäß einer weiteren Alternative kann die erste Trägerfolie 1 unter einer solchen Zugspannung abgezogen werden, dass sie sich grundsätzlich um einen vorgegebenen Prozentsatz dehnt. Im Normalfall wird dann die zweite Trägerfolie 2 mit derselben Dehnung von der Vorratsrolle 4 abgezogen. Wird nun wiederum anhand der Registermarkendetektoren 10 eine Abweichung von der Registerlage festgestellt, so wird die Vorratsrolle 4 je nach Abweichungsrichtung mehr oder weniger gebremst, um die Dehnung der zweiten Trägerfolie 2 entsprechend zu verstärken oder zu reduzieren.
- Die Trägerfolien 1, 2 können die Breite des später daraus zu fertigenden Sicherheitselements besitzen, beispielsweise die Breite eines Sicherheitsfadens oder -streifens für Banknoten. Vorzugsweise besitzen sie aber ein Vielfaches der Breite und die daraus zu fertigenden Sicherheitselemente werden anschließend aus dem laminierten Folienverbund herausgeteilt, indem der Folienverbund beispielsweise in Fäden oder Streifen geschnitten wird oder indem einzelne Sicherheitselemente aus dem Folienverbund, beispielsweise durch Ausstanzen in Etikettenform, herausgetrennt werden.
- Im Falle von breiten Trägerfolien bietet es sich an, die Registermarken jeweils an den beiden äußersten Folienrändern zu platzieren, die dann bei der Weiterverarbeitung des Folienverbunds als Abfall anfallen werden. Alternativ dazu können die auf den Trägerfolien vorliegenden Sicherheitsmerkmale selbst als Registermarken dienen.
- Zur berührungslosen Detektierung der Registermarken im Auflicht oder im Durchlicht eignen sich insbesondere Lichtleiter oder CCD-Kameras.
- Bei der in
Figur 1 konkret dargestellten Doppelbandlaminiervorrichtung wird die erste Trägerfolie 1 unter einer konstanten Zugspannung gehalten und die Registerhaltigkeit durch Dehnung der zweiten Trägerfolie 2 erzielt. Da die Breite der zweiten Trägerfolie 2 je nach dem Grad ihrer Längsdehnung zu- oder abnimmt, ist eine Zuggruppe 11 vorgesehen, um die Abweichungen der zweiten Folie 2 in Folienquerrichtung zu egalisieren. Eine solche Zuggruppe ist bei der Verarbeitung von Folien in Faden- oder Streifenbreiten nicht notwendig, da die Breitenschwankung minimal ist. Im Falle breiter Folien mit einer Vielzahl nebeneinander angeordneter Sicherheitselemente addieren sich diese minimalen Breitenschwankungen jedoch zu einem nicht mehr zu vernachlässigenden Wert, der sich in seinem vollen Ausmaß auf die jeweils äußersten Sicherheitselemente auswirkt, so dass zwar die Sicherheitselemente in der Mitte der beiden Trägerfolien registergenau laminiert würden, im Randbereich der Trägerfolien ergäbe sich aber eine nicht zu vernachlässigende Abweichung der Registerlage in Folienquerrichtung. Zuggruppen, die auch im laufenden Prozess individuell einstellbar sind, sind als so genannte Expanderbreitstreckwalzen erhältlich. Diese Breitstreckwalzen besitzen Scheiben, deren Neigung einstellbar ist, um dadurch auf die Trägerfolien wirkende Profilbänder zu spannen. Je stärker die Neigung der Scheiben ist, desto größer ist die Ausbreitwirkung auf die Folien. Die Breitstreckwalzeneinstellung zur Dehnung der Trägerfolie in Querrichtung wird ebenfalls anhand der Registermarken gesteuert. - Es versteht sich, dass auch mehr als zwei Trägerfolien miteinander laminiert werden können, indem die in
Figur 1 dargestellte Doppelbandpressvorrichtung durch äquivalente Einrichtungen ergänzt wird, insbesondere also durch eine oder mehrere weitere Vorratsrollen. -
Figur 1 zeigt bereits ein konkretes Beispiel zur Herstellung eines zwei Trägerfolien umfassenden Schichtverbunds 6, bei dem die Sicherheitsmerkmale gleichmäßig zueinander angeordnet sind. Hergestellt wird hier ein Sicherheitsfaden in Endlosform. Der Ausschnitt A der ersten Folie 1 umfasst eine Trägerfolie 100 aus transparentem Kunststoff mit einer aufgedampften, partiellen Metallschicht 101 und mit einem Balkencode 102 aus magnetischem Material. Die Metallschicht 101 lässt einen zentralen Streifen 103 der Trägerfolie 100 frei, durch den hindurch die Trägerfolie 100 transparent erscheint. Die Magnetbalkencodes 102 bestehen aus einer Magnetpartikel enthaltenden Druckfarbe und sind auf die Metallschicht 101 passgenau so aufgedruckt, dass sie einseitig durch die Metallschicht 101 verdeckt sind. - Der Ausschnitt B der zweiten Trägerfolie 2 umfasst ebenfalls eine Trägerfolie 200 aus transparentem Kunststoff und wiederum eine aufgedampfte Metallschicht 201. Die Metallschicht 201 weist in üblicher Weise erzeugte Aussparungen in Form einer Negativschrift 202 auf. Die Breite der zweiten Tägerfolie 2 entspricht der Breite der ersten Trägerfolie 1. Die Negativschrift 202 ist in der Metallschicht 201 an derselben Stelle platziert, an der die Trägerfolie 100 der ersten Folie 1 den transparenten Bereich 103 besitzt. Die zweite Trägerfolie 2 ist im Bereich der Negativschrift 202 ihrerseits transparent. Dadurch bleibt der Sicherheitsfaden auch nach der Laminierung der Trägerfolien 1, 2 im Bereich der Negativschrift 202 transparent.
- Der Ausschnitt C in
Figur 2 zeigt den laminierten Schichtverbund in Aufsicht und in zwei Querschnitten. Man erkennt, dass der Magnetbalkencode 102 zwischen den beiden Metallschichten 101 und 201 verborgen liegt (Schnitt C2 - C2), wohingegen die Negativschrift 202 wegen des transparenten Bereichs 103 von beiden Seiten des Schichtverbunds sichtbar ist (Schnitt C1-C1). - Das in
Figur 1 dargestellte Ausführungsbeispiel eines Schichtverbunds 6 umfasst somit Sicherheitsmerkmale, die sowohl in Längsrichtung des Schichtverbunds als auch in Querrichtung des Schichtverbunds registergenau zueinander angeordnet sind. Denn der Magnetbalkencode 102 der ersten Trägerfolie 1 liegt in Folienlängsrichtung immer exakt zwischen den Negativschriften 202 der zweiten Trägerfolie 2 und die Negativschriften 202 der zweiten Trägerfolie 2 liegen in Folienquerrichtung immer exakt über dem transparenten Bereich 103 der ersten Trägerfolie 1. - Die
Figuren 2a und 2b zeigen ein einfaches Ausführungsbeispiel, bei dem die Registerhaltigkeit der Sicherheitsmerkmale in Folienquerrichtung im Vordergrund steht. Die Ausführungsform nachFigur 2 unterscheidet sich von der inFigur 1 dargestellten Variante lediglich dadurch, dass anstelle des auf der ersten Trägerfolie 100 ausgebildeten Magnetbalkencodes 102 ein sich über die gesamte Länge des Schichtverbunds 6 erstreckender Magnetstreifen 204 auf die Metallschicht 201 der zweiten Trägerfolie 200 parallel zur Negativschrift 202 aufgedruckt ist. InFigur 2b ist wiederum ein Querschnitt entsprechend den Querschnitten C1 - C1 und C2 - C2 derFigur 1 gezeigt, jedoch zu einem Zeitpunkt vor der Laminierung der beiden Trägerfolien. Bei der Laminierung der beiden Trägerfolien 100, 200 werden diese so gesteuert, dass die Magnetstreifen 204 verborgen zwischen den Metallschichten 101, 201 der Trägerfolien 100, 200 liegen, wohingegen die Negativschrift 202 aufgrund des transparenten Bereichs 103 von beiden Seiten des Schichtverbunds wahrnehmbar ist. -
Figur 3 zeigt eine weitere Ausführungsform, bei der es sowohl auf die Registerhaltigkeit in Querrichtung als auch in Längsrichtung ankommt. Dargestellt ist hier lediglich eine Ansicht im Querschnitt. Die zweite Trägerfolie 2 ist identisch aufgebaut wie die zweite Trägerfolie 2 gemäßFigur 2 und umfasst dementsprechend eine transparente Trägerfolie 200 mit einer Metallschicht 201 einschließlich Negativschrift 202 und zwei auf die Metallschicht 201 parallel zu der Negativschrift aufgedruckte Magnetstreifen 204. Die Trägerfolie 100 besitzt ebenfalls eine vollflächige Metallschicht 101, in die wiederum eine Negativschrift 104 eingebracht ist. Die Negativschrift 104 der ersten Trägerfolie 100 ist identisch, aber spiegelbildlich zur Negativschrift 202 der zweiten Trägerfolie 200, so dass die beiden Negativschriften 202,104 beim Laminieren der Folien 1, 2 kongruent übereinander zu liegen kommen. Dadurch werden einerseits die Magnetstreifen 204 zwischen den Metallschichten 101, 201 im endgültigen Folienverbund verborgen, andererseits ist die Negativschrift 104, 202 von beiden Seiten des Folienverbunds aus sichtbar und lesbar. - Zusätzlich ist bei der Ausführungsform gemäß
Figur 3 die Metallschicht 101 vollflächig mit einer zumindest semitransparenten, vorzugsweise vollständig transparenten Beschichtung versehen, welche fluoreszierende Partikel enthält. Diese Beschichtung 105 könnte auch über der Metallschicht 201 der anderen Trägerfolie 200 aufgetragen sein. Aufgrund der Semitransparenz der Beschichtung 105 bleibt die Negativschrift 104, 202 bei Betrachtung im Durchlicht für beide Betrachtungsseiten des Folienverbunds sichtbar. Die fluoreszierenden Partikel bilden ein weiteres Echtheitsmerkmal des aus dem Folienverbund herzustellenden Sicherheitselements. Die semitransparente Beschichtung kann auch anders ausgeführt sein, beispielsweise als optisch variabler Dünnschichtaufbau oder anderen optisch variablen Schichten. -
Figur 4 zeigt ein weiteres Ausführungsbeispiel, in diesem Falle mit integrierter optischer Beugungsstruktur. Die erste Trägerfolie 1 entspricht wieder der Trägerfolie 1 ausFigur 2 , die eine erste transparente Trägerfolie 100 mit einer aufgedampften Metallschicht 101 in Form zweier parallel zu den Folienaußenkanten verlaufenden Streifen und einen dazwischen liegenden, zentralen, transparenten Bereich 103 umfasst. Die zweite Trägerfolie 200 weist eine in die Trägerfolie 200 eingeprägte Beugungsstruktur 206 mit Metallbeschichtung 201 auf. Die Metallbeschichtung 201 ist wiederum mit einer Magnetschicht 204 in Form zweier parallel zum Folienrand verlaufender Streifen bedruckt. Im endgültigen Schichtverbund sind die Magnetstreifen 204 durch die Metallschichten 101 und 201 verdeckt. Die Beugungsstrukturen sind als optisch variables Echtheitsmerkmal von beiden Seiten des Schichtverbunds wahrnehmbar. Sofern ein in Trägerfolienlängsrichtung klappsymmetrisches Beugungsstrukturmuster gewählt wird, ist das Erscheinungsbild des Schichtverbunds von beiden Betrachtungsseiten aus identisch. Falls die Beugungsstruktur jedoch ein spezielles Bild zeigt, wäre jede zweite Wiederholung dieses Bildes spiegelverkehrt vorzusehen, um einen betrachtungsseitenunabhängigen Schichtverbund herzustellen. - Die Beugungsstrukturen 206 müssen nicht notwendigerweise in die Trägerfolie 200 eingeprägt sein. Es ist genauso möglich, ein die Beugungsstrukturen aufweisendes Transferelement registergenau auf die Trägerfolie 200 zu applizieren. Stattdessen können aber auch bei dieser Ausführungsvariante andere optisch variable Sicherheitsmerkmale vorgesehen werden, wie beispielsweise Dünnschichtaufbauten und dergleichen.
-
Figur 5 zeigt ein weiteres Ausführungsbeispiel, in welchem beide Trägerfolien 1, 2 jeweils Beugungsstrukturen und eine Negativschrift aufweisen, die im endgültigen Schichtverbund kongruent übereinander liegen. In die Trägerfolien 100, 200 sind unterschiedliche Beugungsstrukturen 106, 206 eingeprägt. Die Beugungsstrukturen 106, 206 sind wiederum mit Metallschichten 101, 201 abgedeckt, die jedoch in diesem Fall nicht vollflächig vorliegen, sondern jeweils Aussparungen 104, 202 besitzen. Die Aussparungen 104 der Metallschicht 101 der ersten Trägerfolie 100 sind identisch, wenn auch spiegelverkehrt zu den Aussparungen 202 in der Metallschicht 201 der zweiten Trägerfolie 200, damit sie im fertigen Folienverbund kongruent übereinander liegen und von beiden Betrachtungsseiten des Folienverbunds zumindest im Durchlicht wahrnehmbar sind. Die metallisierten Beugungsstrukturen der beiden Trägerfolien sind jeweils durch transparente Lackschichten 107, 207 geschützt. Dies erleichtert die Zwischenlagerung und anschließende Laminierung der beiden Trägerfolien 1, 2. Die Aussparungen 104, 202 können wie in den vorangehenden Beispielen beliebige Muster und alphanumerische Zeichen bilden. - Das Sicherheitselement gemäß
Figur 5 eignet sich besonders für den Einsatz als Etikett über einem Loch in einer Banknote oder einem anderen Sicherheitsdokument. Die unterschiedlichen Beugungsstrukturen 106 und 206 können beispielsweise die Vorderansicht und Rückansicht eines Kopfes, Gebäudes oder anderen Objekts sein, so dass dieses Objekt abhängig von der Betrachtungsseite des Dokuments von vorne oder von hinten abgebildet erscheint. -
Figur 6 zeigt ein weiteres Ausführungsbeispiel, bei dem es wiederum auf eine registergenaue Laminierung in Längs- und Querrichtung des Folienmaterials ankommt. In diesem Falle ist die erste Trägerfolie 100 in kreisförmigen Abschnitten vollflächig mit einer Metallschicht 101 versehen. Registergenau auf diese Metallschichtkreise ist jeweils ebenfalls eine kreisförmige, jedoch magnetische Schicht 108 aufgedruckt. Die zweite Trägerfolie 200 besitzt lediglich entsprechende kreisförmige Metallschichten 201. Durch registergenaues Laminieren werden die Magnetschichtkreise 108 zwischen den beiden Metallschichten 101, 201 im endgültigen Folienverbund verborgen. -
Figur 7 zeigt ein Ausführungsbeispiel, bei dem es im Wesentlichen auf die registergenaue Laminierung in Folienlängsrichtung ankommt. In diesem Falle trägt die erste Trägerfolie 100 eine vollflächige Metallschicht 101 mit in definiertem Abstand aufgedruckten Balken 109 aus magnetischem Material. Die zweite Trägerfolie 200 weist in entsprechendem Abstand Metallschichten 201 auf. In den dazwischen liegenden Bereichen 203 bleibt die Trägerfolie 2 transparent. Durch registergenaues Laminieren der beiden Trägerfolien 1, 2 in Folienlängsrichtung werden die Magnetbalken 109 zwischen den Metallschichten 101 und 201 verborgen. -
Figur 8 zeigt ein weiteres Ausführungsbeispiel. In diesem Falle ist die erste Trägerfolie 100 bereichsweise mit einer ersten Beschichtung 110 beschichtet, die eine erste Farbe aufweist und beispielsweise durch ein farbiges Metall gebildet wird. Die Trägerfolie 100 bleibt in den zwischen den Farbschichten 110 liegenden Bereichen 103 unbeschichtet und daher transparent. Die zweite Trägerfolie 200 ist ihrerseits bereichsweise mit einer Farbschicht 210 beschichtet, die sich farblich von der Farbschicht 110 der ersten Trägerfolie 100 unterscheidet. Die dazwischen liegenden Bereiche 203 der Trägerfolie 200 bleiben wieder transparent. Die transparenten Bereiche 103, 203 entsprechen in ihrer Größe und relativen Lage den Farbschichtbereichen 110 bzw. 210 der jeweils anderen Trägerfolie. Beim Laminieren der beiden Trägerfolien 1,2 ergibt sich dann ein Folienverbund, der insgesamt nicht transparent ist und sich durch gleichmäßig beabstandete Bereiche unterschiedlicher Farbe auszeichnet. - Zusätzlich besitzen die Farbschichten 110, 210 bei dem Ausführungsbeispiel nach
Figur 8 jeweils Aussparungen 104 bzw. 202, die sich im endgültigen Folienverbund zu einer Negativschrift "PL" ergänzen. Die Negativschrift ist abwechselnd leserichtig und spiegelverkehrt vorgesehen, sodass sie betrachtungsseitenunabhängig lesbar ist.
Claims (10)
- Verfahren zur Herstellung eines Schichtverbunds (6) mit mindestens zwei registerhaltig zueinander angeordneten Sicherheitsmerkmalen, umfassend die folgenden Schritte:- Bereitstellen einer ersten Trägerfolie (100) mit wenigstens einem ersten Sicherheitsmerkmal und ersten Registermarken,- Bereitstellen einer zweiten Trägerfolie (200) mit wenigstens einem zweiten Sicherheitsmerkmal und zweiten Registermarke,- Verbinden der ersten Trägerfolie mit der zweiten Trägerfolie, wobei wenigstens eine der beiden Trägerfolien unter Zugspannung gehalten wird und wobei die zweite oder gegebenenfalls die erste Trägerfolie in Trägerfolienlängs- und querrichtung anhand der ersten und zweiten Registermarken derart gesteuert wird, dass ein Schichtverbund entsteht, in dem die ersten und zweiten Sicherheitsmerkmale eine registerhaltige Anordnung zueinander einnehmen, wobei die Steuerung der zweiten Trägerfolie (200) oder gegebenenfalls der ersten Trägerfolie (100) durch Dehnung der Trägerfolie in Trägerfolienlängsrichtung erfolgt.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die zweite Trägerfolie (200) kürzer ist als die erste Trägerfolie (100) und relativ zur ersten Trägerfolie (100) gedehnt wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die erste Trägerfolie (100) aufgrund der Zugspannung ständig eine Dehnung in Trägerfolienlängsrichtung erfährt und die zweite Trägerfolie (200) relativ zur Dehnung der ersten Trägerfolie (100) gedehnt wird.
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Trägerfolien (100, 200) auf Rollen (3, 4) bereitgestellt und von den Rollen abgezogen werden, und wobei die Dehnung der ersten und/oder zweiten Trägerfolie (100 bzw. 200) in Trägerfolienlängsrichtung beim Abziehen der Trägerfolie von der dazugehörigen Rolle durch gesteuertes Bremsen dieser Rolle erreicht wird.
- Verfahren nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass ein passgenaues Verbinden der beiden Trägerfolien (100, 200) bezüglich ihrer Längskanten mittels einer Zuggruppe (11) erzielt wird.
- Verfahren nach Anspruch 5, dadurch gekennzeichnet, dass die Zuggruppe anhand der ersten und zweiten Registermarken gesteuert wird.
- Verfahren nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass die Registermarken mittels Lichtleitern oder CCD-Kameras gelesen werden.
- Verfahren nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass als Registermarken die Sicherheitsmerkmale genutzt werden.
- Verfahren nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass der Schichtverbund in so genannte Endlosfäden oder -bänder aufgeteilt wird.
- Verfahren zum Herstellen eines Sicherheitselements umfassend die Verfahrensschritte gemäß einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass aus dem Schichtverbund (6) ein Sicherheitselement mit seinen endgültigen Breiten- und Längenabmessungen herausgeteilt wird.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10226177A DE10226177A1 (de) | 2002-06-12 | 2002-06-12 | Schichtverbund für Sicherheitselement |
| DE10226177 | 2002-06-12 | ||
| PCT/EP2003/005981 WO2003106185A2 (de) | 2002-06-12 | 2003-06-06 | Schichtverbund für sicherheitselement |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1515857A2 EP1515857A2 (de) | 2005-03-23 |
| EP1515857B1 true EP1515857B1 (de) | 2009-04-01 |
Family
ID=29594445
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03759917A Expired - Lifetime EP1515857B1 (de) | 2002-06-12 | 2003-06-06 | Schichtverbund für sicherheitselement |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US7744797B2 (de) |
| EP (1) | EP1515857B1 (de) |
| AT (1) | ATE427222T1 (de) |
| AU (1) | AU2003242644A1 (de) |
| DE (2) | DE10226177A1 (de) |
| RU (1) | RU2331523C2 (de) |
| WO (1) | WO2003106185A2 (de) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10226177A1 (de) | 2002-06-12 | 2003-12-24 | Giesecke & Devrient Gmbh | Schichtverbund für Sicherheitselement |
| DE10255639A1 (de) * | 2002-11-28 | 2004-06-17 | Giesecke & Devrient Gmbh | Sicherheitselement und Verfahren zur Herstellung desselben |
| GB2437941B (en) * | 2006-05-13 | 2009-07-15 | Filtrona United Kingdom Ltd | Security laminates and documents |
| DE102006023866A1 (de) | 2006-05-19 | 2007-11-22 | Giesecke & Devrient Gmbh | Sicherheitselement |
| ITMI20080053A1 (it) | 2008-01-15 | 2009-07-16 | Fabriano Securities Srl | Elemento di sicurezza, particolarmente per banconote, carte di sicurezza e simili, avente caratteristiche anti-contraffazione. |
| DE102008030409A1 (de) † | 2008-06-27 | 2009-12-31 | Giesecke & Devrient Gmbh | Sicherheitselement mit Aussparung und Verfahren zur Herstellung desselben |
| EP2349891A1 (de) * | 2008-10-27 | 2011-08-03 | Wilfried Bachmann | Verfahren zum applizieren eines streifenförmigen elements, insbesondere eines sicherheitsfadens, an einen bandförmigen träger sowie vorrichtung zur durchführung und anwendung des verfahrens |
| DE102010009976A1 (de) * | 2010-03-03 | 2011-09-08 | Giesecke & Devrient Gmbh | Wertdokument mit registergenau positioniertem Sicherheitselement |
| JP5915577B2 (ja) * | 2012-04-18 | 2016-05-11 | コニカミノルタ株式会社 | 箔転写装置および画像形成システム |
| US9081332B2 (en) * | 2012-05-17 | 2015-07-14 | Konica Minolta, Inc. | Image forming system for transferring a foil image |
| JP5915578B2 (ja) * | 2012-05-17 | 2016-05-11 | コニカミノルタ株式会社 | 画像形成システム |
| GB2516829B (en) * | 2013-07-29 | 2017-03-01 | De La Rue Int Ltd | Improvements in security elements |
| US10147030B2 (en) * | 2016-09-08 | 2018-12-04 | Capital One Services, Llc | Transaction card having internal magnetic stripe |
| RU178207U1 (ru) * | 2017-02-27 | 2018-03-26 | Алексей Алексеевич Гришаков | Этикетка для защиты упаковки товаров от подделки и привлечения внимания покупателя |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3601913A (en) * | 1968-07-22 | 1971-08-31 | Fmc Corp | Magnetic transaction card and method in forming the same |
| US3949949A (en) | 1975-04-25 | 1976-04-13 | Phillips Petroleum Company | Web tension control |
| DE2653196C3 (de) | 1976-11-23 | 1980-05-29 | I M A Industria Macchine Automatiche S.P.A., Ozzano Emilia, Bologna (Italien) | Vorrichtung zum Zentrieren der Beschriftungen auf Verpackungen |
| DE3039616A1 (de) | 1980-10-21 | 1982-05-19 | Robert Bosch Gmbh, 7000 Stuttgart | Verfahren und vorrichtung zum registerhaltigen zusammenfuehren zweier kontinuierlich vorbewegter folienbahnen |
| DE3042709A1 (de) | 1980-11-13 | 1982-06-24 | Robert Bosch Gmbh, 7000 Stuttgart | Verfahren und vorrichtung zum registerhaltigen aufbringen einer deckfolienbahn auf eine behaelterfoermige aufnahmen enthaltende folienbahn waehrend der kontinuierlichen vorbewegung beider folienbahnen |
| AU558476B2 (en) * | 1981-08-24 | 1987-01-29 | Securency Pty Ltd | Improved bank notes and the like |
| EP0283043B1 (de) | 1987-03-20 | 1992-06-17 | Kabushiki Kaisha Kubota Seisakusho | Zentrifugalseparator |
| GB8912750D0 (en) | 1989-06-02 | 1989-07-19 | Portals Ltd | Security paper |
| US5509691A (en) * | 1992-10-26 | 1996-04-23 | Gao Gesellschaft Fur Automation Und Organisation Mbh | Security element in the form of threads or strips to be embedded in security documents and a method for producing and testing the same |
| KR100362350B1 (ko) | 1994-03-16 | 2003-02-19 | 오브이디 키네그람 악티엔게젤샤프트 | 광학표지를지닌정보캐리어 |
| US5964970A (en) | 1997-10-14 | 1999-10-12 | Kimberly-Clark Worldwide, Inc. | Registration process and apparatus for continuously moving elasticized layers having multiple components |
| RU2154483C2 (ru) * | 1997-01-23 | 2000-08-20 | Даниличев Владимир Федорович | Средство для интраоперационной и временной послеоперационной тампонады сетчатки |
| DE19731968A1 (de) * | 1997-07-24 | 1999-01-28 | Giesecke & Devrient Gmbh | Sicherheitsdokument |
| DE19746823C1 (de) | 1997-10-23 | 1999-04-08 | Goedecke Ag | Vorrichtung zum Strecken einer insbesondere bedruckten Folienbahn aus Aluminium oder aus einem anderen streckbaren Material |
| DE19804735B4 (de) | 1998-02-06 | 2006-06-29 | Windmöller & Hölscher Kg | Verfahren und Vorrichtung zum Ausrichten zweier zu einer mehrlagigen Bahn zusammengeführter Bahnen |
| DE50010064D1 (de) * | 1999-08-06 | 2005-05-19 | Fofitec Ag Dottikon | Formular mit heraus- oder abtrennbarer karte sowie vorrichtung und verfahren zum aufspenden von folien und papieren |
| AT412273B (de) | 2001-12-07 | 2004-12-27 | Hueck Folien Gmbh | Verfahren zur herstellung von registergenau gedruckten multilayer-aufbauten, nach diesem verfahren hergestellte produkte und deren verwendung |
| BRPI0215181B1 (pt) * | 2001-12-21 | 2015-10-13 | Giesecke & Devrient Gmbh | método para a produção de um elemento de segurança |
| DE10226177A1 (de) | 2002-06-12 | 2003-12-24 | Giesecke & Devrient Gmbh | Schichtverbund für Sicherheitselement |
| US6949949B2 (en) * | 2002-12-17 | 2005-09-27 | Ip-First, Llc | Apparatus and method for adjusting the impedance of an output driver |
-
2002
- 2002-06-12 DE DE10226177A patent/DE10226177A1/de not_active Withdrawn
-
2003
- 2003-06-06 RU RU2005100759/11A patent/RU2331523C2/ru not_active IP Right Cessation
- 2003-06-06 US US10/517,492 patent/US7744797B2/en not_active Expired - Fee Related
- 2003-06-06 DE DE50311372T patent/DE50311372D1/de not_active Expired - Lifetime
- 2003-06-06 EP EP03759917A patent/EP1515857B1/de not_active Expired - Lifetime
- 2003-06-06 WO PCT/EP2003/005981 patent/WO2003106185A2/de not_active Ceased
- 2003-06-06 AT AT03759917T patent/ATE427222T1/de active
- 2003-06-06 AU AU2003242644A patent/AU2003242644A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| DE50311372D1 (de) | 2009-05-14 |
| WO2003106185A3 (de) | 2004-06-03 |
| RU2331523C2 (ru) | 2008-08-20 |
| AU2003242644A8 (en) | 2003-12-31 |
| AU2003242644A1 (en) | 2003-12-31 |
| US7744797B2 (en) | 2010-06-29 |
| ATE427222T1 (de) | 2009-04-15 |
| EP1515857A2 (de) | 2005-03-23 |
| DE10226177A1 (de) | 2003-12-24 |
| WO2003106185A2 (de) | 2003-12-24 |
| RU2005100759A (ru) | 2006-06-10 |
| US20060145467A1 (en) | 2006-07-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1156927B1 (de) | Verfahren zur herstellung von mehrschichtigen sicherheitsprodukten und ein nach dem verfahren hergestelltes sicherheitsprodukt | |
| EP1458575B2 (de) | Sicherheitselement für sicherheitspapiere und wertdokumente | |
| EP1682723B1 (de) | Sicherheitselement mit farbkippeffekt | |
| EP3287296B1 (de) | Verfahren und vorrichtung zum heissprägen | |
| DE69108932T2 (de) | Sicherheitsartikel. | |
| EP1515857B1 (de) | Schichtverbund für sicherheitselement | |
| DE4334847A1 (de) | Wertdokument mit Fenster | |
| DE4334848C1 (de) | Wertpapier mit Fenster | |
| EP3505361B1 (de) | Appliziervorrichtung | |
| EP2480417A1 (de) | Langgestrecktes sicherheitselement mit maschinenlesbaren magnetischen bereichen | |
| EP3548299B1 (de) | Wertdokument | |
| DE10222433A1 (de) | Streifenförmiges Sicherheitselement | |
| EP3268235B1 (de) | Verfahren zum herstellen eines wertdokumentsubstrats, daraus erhältliches wertdokumentsubstrat und wertdokument | |
| EP2753754B2 (de) | Verfahren zur herstellung eines sicherheitspapiers und mikrolinsenfaden | |
| DE69901886T2 (de) | Verfahren zur herstellung eines sicherheitsgegenstands | |
| DE102008053096A1 (de) | Verfahren und Vorrichtung zur Herstellung von Datenträgern und Datenträgerhalbzeugen, sowie Datenträger und Datenträgerhalbzeug | |
| EP2448766B1 (de) | Sicherheitselement und herstellungsverfahren dafür | |
| EP3828640A1 (de) | Verfahren zur herstellung von sicherheitsdokumenten | |
| EP3580066B1 (de) | Datenträger mit fenstersicherheitselement | |
| EP1273705B1 (de) | Verfahren und Vorrichtung zum Herstellen eines Substrats mit Sicherheitselementen für Sicherheitsdokumente | |
| DE102008019871B3 (de) | Mehrschichtiges Sicherheitsdokument und Verfahren zu dessen Herstellung | |
| DE10134817A1 (de) | Kartenförmiger Datenträger mit Sicherheitsfaden und Verfahren zur Herstellung desselben | |
| EP4219185A1 (de) | Folie, folienbahn, wertdokument und verfahren zur herstellung der solchen | |
| EP2965918B1 (de) | Datenträger mit taktiler reliefstruktur | |
| DE102022000589A1 (de) | Vorrichtung zum Übertragen eines Sicherheitselements auf ein Zielsubstrat |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20050112 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50311372 Country of ref document: DE Date of ref document: 20090514 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090401 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090401 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090712 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090401 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090902 |
|
| BERE | Be: lapsed |
Owner name: GIESECKE & DEVRIENT G.M.B.H. Effective date: 20090630 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090401 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090401 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090630 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090401 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090401 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 26 | Opposition filed |
Opponent name: FABRIANO SECURITIES S.R.L. Effective date: 20091223 |
|
| 26 | Opposition filed |
Opponent name: HUECK FOLIEN GMBH Effective date: 20091231 Opponent name: FABRIANO SECURITIES S.R.L. Effective date: 20091223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090401 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090701 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: HUECK FOLIEN GMBH Opponent name: FABRIANO SECURITIES S.R.L. |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090630 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090630 |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090630 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PLAY | Examination report in opposition despatched + time limit |
Free format text: ORIGINAL CODE: EPIDOSNORE2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090702 |
|
| PLAH | Information related to despatch of examination report in opposition + time limit modified |
Free format text: ORIGINAL CODE: EPIDOSCORE2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090606 |
|
| PLBC | Reply to examination report in opposition received |
Free format text: ORIGINAL CODE: EPIDOSNORE3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091002 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090401 |
|
| RDAF | Communication despatched that patent is revoked |
Free format text: ORIGINAL CODE: EPIDOSNREV1 |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: FEDRIGONI S.P.A. Effective date: 20091223 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50311372 Country of ref document: DE |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| PLCK | Communication despatched that opposition was rejected |
Free format text: ORIGINAL CODE: EPIDOSNREJ1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: HUECK FOLIEN GMBH Effective date: 20091231 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 50311372 Country of ref document: DE Owner name: GIESECKE+DEVRIENT CURRENCY TECHNOLOGY GMBH, DE Free format text: FORMER OWNER: GIESECKE & DEVRIENT GMBH, 81677 MUENCHEN, DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: PD Owner name: GIESECKE+DEVRIENT CURRENCY TECHNOLOGY GMBH; DE Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), ASSIGNMENT; FORMER OWNER NAME: GIESECKE & DEVRIENT GMBH Effective date: 20171205 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20180118 AND 20180124 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: GIESECKE+DEVRIENT CURRENCY TECHNOLOGY GMBH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: PC Ref document number: 427222 Country of ref document: AT Kind code of ref document: T Owner name: GIESECKE+DEVRIENT CURRENCY TECHNOLOGY GMBH, DE Effective date: 20180425 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP Owner name: GIESECKE+DEVRIENT CURRENCY TECHNOLOGY GMBH, DE Effective date: 20180530 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20180701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180701 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R100 Ref document number: 50311372 Country of ref document: DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20190624 Year of fee payment: 17 |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| APAN | Information on closure of appeal procedure modified |
Free format text: ORIGINAL CODE: EPIDOSCNOA9O |
|
| PLBN | Opposition rejected |
Free format text: ORIGINAL CODE: 0009273 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION REJECTED |
|
| 27O | Opposition rejected |
Effective date: 20190704 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200607 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20210621 Year of fee payment: 19 Ref country code: DE Payment date: 20210630 Year of fee payment: 19 Ref country code: IT Payment date: 20210630 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20210618 Year of fee payment: 19 Ref country code: GB Payment date: 20210623 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50311372 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 427222 Country of ref document: AT Kind code of ref document: T Effective date: 20220606 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20220606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220630 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220606 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220606 |