EP1513970B2 - Verfahren und vorrichtung zur auswertung von signalen eines sensors an einer textilmaschine - Google Patents
Verfahren und vorrichtung zur auswertung von signalen eines sensors an einer textilmaschine Download PDFInfo
- Publication number
- EP1513970B2 EP1513970B2 EP03732580.0A EP03732580A EP1513970B2 EP 1513970 B2 EP1513970 B2 EP 1513970B2 EP 03732580 A EP03732580 A EP 03732580A EP 1513970 B2 EP1513970 B2 EP 1513970B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- signals
- sensor
- digital
- signal
- sliver
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H5/00—Drafting machines or arrangements ; Threading of roving into drafting machine
- D01H5/18—Drafting machines or arrangements without fallers or like pinned bars
- D01H5/32—Regulating or varying draft
- D01H5/38—Regulating or varying draft in response to irregularities in material ; Measuring irregularities
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G31/00—Warning or safety devices, e.g. automatic fault detectors, stop motions
- D01G31/006—On-line measurement and recording of process and product parameters
Definitions
- the invention relates to a method for evaluating signals of a microwave sensor for detecting the thickness, mass, density and / or moisture of at least one moving with respect to the sensor sliver at a drafting system, wherein a sensor associated with the high-frequency device per unit time a number of first signals on the current state of the at least one sliver in digital form and generates a corresponding device for evaluating signals of such a sensor. Furthermore, the invention comprises a textile machine with such a device.
- slivers which in their cross-section consist of a plurality of individual fibers, are often measured for their thickness, mass, density and / or moisture. This is necessary, for example, in the area of a drafting system, in order to draw one or more slivers, i. reduce the number or mass of their fibers in cross section.
- the aim is often to produce a particularly uniform sliver, i. a sliver, which over its entire length as possible the same number of fibers or mass in cross-section.
- Such drafting systems are used, for example, at the exit of cards, in lines or in spinning machines.
- band sensors are arranged, for example, at distances, which measure the band thickness or the band mass and their fluctuations and pass on this information to a regulating unit. At least one of the drafting devices of the drafting system is activated via the regulating unit. In addition, it is often examined at the exit of the drafting equipment whether the stretching operation has been carried out as desired, i. whether the sliver was made uniform in terms of its mass.
- a microwave sensor As a particularly advantageous sensor for measuring the fiber ribbon quality, a microwave sensor has been found (see, for example WO 00/12974 A ). With microwave sensors, the thickness, mass, density and / or humidity of one or more slivers moving in relation to the sensor can be determined very reliably.
- the sensor delivers a large number of signals per unit of time, which provide information about the current state of the at least one sliver.
- the signals are output by a microwave device - more precisely the microwave resonator - downstream high-frequency device in digital form and per unit time.
- the disadvantage here is that when assigning the time-dependent signals to the corresponding location in the sliver, a large computational effort due to the wealth of information supplied is required.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Spinning Or Twisting Of Yarns (AREA)
- Preliminary Treatment Of Fibers (AREA)
- Treatment Of Fiber Materials (AREA)
Description
- Die Erfindung betrifft ein Verfahren zur Auswertung von Signalen eines Mikrowellensensors zur Erfassung der Dicke, Masse, Dichte und/oder Feuchtigkeit mindestens eines in Bezug auf den Sensor bewegten Faserbandes an einem Streckwerk, wobei eine dem Sensor zugeordnete Hochfrequenzeinrichtung pro Zeiteinheit eine Anzahl erster Signale über den aktuellen Zustand des mindestens einen Faserbandes in digitaler Form erzeugt sowie eine entsprechende Vorrichtung zur Auswertung von Signalen eines solchen Sensors. Weiterhin umfaßt die Erfindung eine Textilmaschine mit einer derartigen Vorrichtung.
- In der Textilindustrie werden Faserbänder, welche in ihrem Querschnitt aus einer Vielzahl einzelner Fasern bestehen, häufig auf ihre Dicke, Masse, Dichte und/oder Feuchtigkeit gemessen. Dies ist beispielsweise im Bereich eines Streckwerks erforderlich, um ein oder mehrere Faserbänder zu verstrecken, d.h. die Anzahl oder Masse ihrer Fasern im Querschnitt zu verringern. Ziel ist dabei häufig, ein besonders gleichmäßiges Faserband zu erzeugen, d.h. ein Faserband, welches über seine gesamte Länge möglichst die gleiche Faseranzahl oder Masse im Querschnitt aufweist. Derartige Streckwerke werden beispielsweise am Ausgang von Karden, in Strecken oder in Spinnmaschinen eingesetzt. Um die Bandmasseschwankungen der Faserbänder ausregulieren zu können, sind beispielsweise an Strecken Bandsensoren angeordnet, welche die Banddicke bzw. die Bandmasse und deren Schwankungen messen und diese Informationen an eine Reguliereinheit weitergeben. Über die Reguliereinheit wird mindestens eines der Verzugsorgane des Streckwerks angesteuert. Zusätzlich wird häufig am Ausgang der Streckwerke untersucht, ob der Streckvorgang wunschgemäß erfolgt ist, d.h. ob das Faserband bezüglich seiner Masse vergleichmäßigt wurde.
- Zur Messung der Banddickenschwankung sind insbesondere mechanische Abtastungen bekannt. Nachteilig sind diese mechanischen Abtastungen insbesondere bei extrem hohen Liefergeschwindigkeiten von mehr als 1.000 m pro Minute, wie sie in modernen Hochleistungsstrecken vorliegen. Außerdem ist die starke mechanische Verdichtung, welche bei den mechanischen Sensoren erforderlich ist, negativ für den anschließenden Verzugsvorgang.
- Neben der mechanischen Abtastung der Banddickenschwankungen sind Abtastprinzipien, wie die Banddicke berührungslos durchdringende optische Strahlung, kapazitiv oder pneumatisch arbeitende Meßmethoden, Röntgenstrahlung oder ähnliche Methoden bekannt geworden. Diese Meßmethoden weisen jedoch individuelle Nachteile auf, welche sie bisher für den dauerhaften industriellen Einsatz in der Textilindustrie nicht tauglich erscheinen ließen.
- Als besonders vorteilhafter Sensor zur Messung der Faserbandqualität hat sich ein Mikrowellensensor herausgestellt (siehe z.B.
WO 00/12974 A - Wird im übrigen ein Mikrowellensensor, wie er beispielsweise bekanntermaßen zur Feuchtigkeitsmessung von Zigarettenpapier eingesetzt wird, bei einer herkömmlichen Textilmaschine, beispielsweise einer Strecke des Typs RSB-D 35 der Firma Rieter, zum Einsatz gebracht, werden die ersten digitalen, vom Ausgang der Hochfrequenzeinrichtung gelieferten Signale nach Frequenzverschiebung und Halbwertsbreite analysiert und die entsprechenden Werte mittels eines D/A-Wandlers in analoge Signale gewandelt und diese analogen Signale anschließend auf den Regulierrechner der Strecke geschaltet, der eingangsseitig einen A/D-Wandler aufweist. Die digitalen Ausgangsdaten des Regulierrechners werden dann wiederum mit Hilfe eines DIA-Wandlers in analoge Signale umgeformt und dem analogen Eingang des Servoreglers aufgeschaltet, welcher die unteren Eingangs- und Mittelwalzen regelt. Diese aufwendige Prozedur ist kostenträchtig und fehlerbehaftet, da beispielsweise unerwünschte Phasenverschiebungen und Quantisierungsfehler auftreten.
- Aufgabe der vorliegenden Erfindung ist es somit, ein schnelles, genaues und kostengünstiges Auswerteverfahren und eine entsprechende Vorrichtung zu schaffen, wodurch die Mikrowellentechnik bei der Beurteilung des Faserbandzustandes industriell einsetzbar ist.
- Die Aufgabe wird gelöst mit einem Verfahren und einer Vorrichtung mit den Merkmalen der unabhängigen Ansprüche.
- Erfindungsgemäß liefert die Hochfrequenzeinrichtung pro Zeiteinheit eine Anzahl erster Signale in digitaler Form, aus welchen gemäß einem vorbestimmten Algorithmus zweite digitale Signale gebildet werden, welche die momentane Bandfeinheit oder die Bandmasse des mindestens einen Faserbandes wiedergeben. Die den Resonanzkurvenverlauf repräsentierenden ersten digitalen Signale beinhalten hierbei Informationen zur Phasenverschiebung und zur Halbwertsbreite der Resonanzsignale des Mikrowellensensors. Aus diesen Signalen lassen sich anhand von mathematischen Korrelationen insbesondere die zugehörigen Bandfeinheiten oder Bandmassen als zweite digitale Signale berechnen.
- Im Gegensatz zum Stand der Technik werden somit keine einzelnen Parameter zur Frequenzverschiebung und Halbwertsbreite in analoger Form ausgegeben, sondern ein zweites digitales Signal, das die momentane Bandmasse oder Bandfeinheit wiedergibt. Diese zweiten digitalen Signale werden anschließend zur Regulierung des Streckwerks und/oder zur Beurteilung der Faserbandqualität am Ein- oder Auslauf des Streckwerks verwendet. Hierbei werden die zweiten digitalen Signale ohne zwischenzeitliche D/A-Wandlung zur Berechnung von Regulierungswerten, welche in dieser Terminologie als dritte digitale Signale bezeichnet werden, zur Einstellung des regelbaren Streckwerks verwendet. Diese Berechnung kann aus Kostengründen mittels desselben Prozessors vorgenommen werden, welcher auch die Hochfrequenzeinrichtung taktet und/oder die zweiten digitalen Signale erzeugt. In einer Alternative wird zur Erzeugung der dritten digitalen Signale ein separater Prozessor verwendet.
- Die Bezeichnung "zweite digitale Signale" (für Werte zur Bandfeinheit oder zur Bandmasse) und "dritte digitale Signale" (für Regulierungswerte) sind selbstverständlich dahingehend zu verstehen, daß digitale Zwischensignale zwischen dem ersten und dem zweiten bzw. dem zweiten und dem dritten Signal erzeugt werden können.
- Zwischen den ersten und den zweiten digitalen Signalen sowie zwischen den zweiten und den dritten digitalen Signalen findet demnach keine Umwandlung in analoge Signale statt. Es handelt sich dann um eine reine digitale Verarbeitung der von dem Sensor gelieferten Signale. Der vorbestimmte Algorithmus zur Umwandlung der ersten digitalen in die zweiten digitalen Signale und ggf. der Algorithmus zur Umwandlung der zweiten digitalen in die dritten digitalen Signale wird ausgewählt entsprechend den Anforderungen an die Analyse des Zustandes des Faserbandes, die Geschwindigkeit des Durchlaufs des Faserbandes durch den Sensor und die Verarbeitungsgeschwindigkeit der Computer, welche den Algorithmus anwenden.
- Mit dem erfindungsgemäßen Verfahren kann die Fülle der ersten digitalen Signale auf wenige zweite digitale Signale reduziert werden. Im allgemeinen ist daher die Anzahl der zweiten Signale wesentlich geringer als die Anzahl der ersten Signale, beispielsweise 1/50 der ersten Signale. Hierdurch ist eine geringere Datenflut von dem Mikroprozessor des Computers zu bewältigen. Die ausgewerteten zweiten Signale können somit schneller an die Regulierung weitergegeben werden. Darüber hinaus kann die Regulierung des Faserbandes eindeutiger reagieren, wenn die Anzahl der zu verarbeitenden Signale geringer ist.
- Eine Datenreduktion kann auch im Falle der Qualitätsüberwachung am Auslauf der Textilmaschine erfolgen. Es ist jedoch vorteilhaft, bei Bildung der zweiten digitalen Signale aus den ersten digitalen Signalen keine derartige große oder gar keine Reduktion vorzunehmen, sondern mehr Informationen bzw. alle Informationen zu verarbeiten, um - bei einer Abtastrate von beispielsweise 10 kHz - hochpräzise CV-Wertberechnungen und Spektrogramme im kurzwelligen Wellenlängenbereich zu erhalten.
- Bei der kostengünstigen Verwendung lediglich eines Prozessors zur Berechnung der zweiten digitalen Signale aus den Daten eines einlaufseitigen Sensors einerseits (mit Datenreduktion) und eines auslaufseitigen Sensors andererseits (ohne Datenreduktion), steht für die Qualitätsüberwachung der Daten des auslaufseitigen Sensors eine relativ große Rechenkapazität zur Verfügung. Auf diese Weise sind Dick- und Dünnstellen, am Auslauf präzise erfaßbar.
- Vorteilhafterweise ist der Algorithmus zur Bildung des zweiten Signals eine Funktion der Geschwindigkeit des Faserbandes. Dies bedeutet beispielsweise für den Fall, wenn das Faserband schneller an dem Sensor entlang läuft, daß eine größere Anzahl.zweiter Signale pro Zeiteinheit benötigt wird, als wenn das Faserband mit einer geringeren Liefergeschwindigkeit produziert wird.
- Für einzelne Anwendungsfälle ist es vorteilhaft, wenn der Algorithmus zur Bildung des zweiten Signals abhängig vom Material des Faserbandes ist. Viscose, Baumwolle, Polyester oder andere Materialien reagieren sehr unterschiedlich auf die Verzugskräfte im Streckwerk. Die unterschiedliche Verarbeitung der ersten digitalen Signale kann hier hinsichtlich der Geschwindigkeit der Verarbeitung der Signale oder auch der Größe der Signale einen Ausgleich schaffen.
- Besonders vorteilhaft ist es, wenn jeweils eine vorbestimmte Anzahl erster Signale unter Berücksichtigung der Materialgeschwindigkeit übersprungen wird, und daß das so ausgewählte Signal als zweites Signal dient. Dies bedeutet, daß aus der zur Verfügung gestellten großen Anzahl erster digitaler Signale nur einzelne Signale ausgewählt werden. Dies reduziert die Menge der Signale und somit den Aufwand bei der Weiterverarbeitung. Wird beispielsweise nur jedes 50. erste Signal ausgewählt, so ist der Weiterverarbeitungsaufwand entsprechend geringer. Bei einer Vielzahl der Anwendungen führt dies trotzdem zu sehr guten Ergebnissen und Aussagen über den Zustand des mindestens einen Faserbandes.
- In einer weiteren vorteilhaften Ausgestaltung wird aus einer vorbestimmter Anzahl erster digitaler Signale der Mittelwert gebildet, welcher sodann das zweite digitale Signal darstellt. Kurzzeitige Schwankungen im Zustand des mindestens einen Faserbandes, welche für die Weiterverarbeitung oder Bewertung des oder der Faserbänder unberücksichtigt bleiben können, werden auf diese Weise gemittelt und stellen eine ausreichende Beschreibung des Faserbandzustandes dar.
- Entsprechen die übersprungenen oder den Mittelwert bildenden ersten Signale einer vorbestimmten Länge des mindestens einen Faserbandes, so kann davon ausgegangen werden, daß entsprechend dieser vorbestimmten Länge jeweils ein Meßwert zur Charakterisierung des Faserbandzustandes gebildet wird. Als besonders vorteilhaft hat sich eine Länge zwischen 1 und 10 mm des mindestens einen Faserbandes erwiesen, innerhalb welcher zumindest ein Zustandssignal erzeugt werden soll.
- Eine Datenreduktion kann alternativ oder zusätzlich auch vom Übergang der zweiten zu den dritten digitalen Signalen erfolgen. Die obigen Ausführungen zur Verarbeitung der ersten digitalen Signale zu zweiten digitalen Signalen sind entsprechend übertragbar auf die Verarbeitung der zweiten digitalen Signale zu dritten digitalen Signalen.
- Bei entsprechend - vorliegend nicht beanspruchten - ausgebildeten Einrichtungen, welche das zweite bzw. das dritte Signal verarbeiten müssen, kann es angebracht sein, wenn das zweite bzw. dritte digitale Signal vor seiner Weiterverwendung in ein analoges Signal umgewandelt wird. Im Falle des dritten digitalen Signals kann es nach Analogwandlung beispielsweise einem Servoregler zugeführt werden, welcher z.B. über ein Differentialgetriebe einzelne Streckwerkswalzen des Streckwerks mit variierender Geschwindigkeit antreibt. In einer Alternative sind Einzelantriebe für die Streckwerkswalzen vorgesehen, die in entsprechenden Regelkreisen angeordnet sind und bei denen die Regler die Signale erhalten
- Das dritte Signal wird erfindungsgemäß als digitales Signal in einem zur Einstellung mindestens einer Streckwerkswalze dienenden Regler mit digitalen Eingängen weiterverarbeitet. Der Regler kann hierbei wiederum ein Servoregler oder ein Regler für einen Einzelantrieb sein.
- Bei der erfindungsgemäßen Vorrichtung zur Auswertung von Signalen eines Sensors ist dessen Resonator die genannte Hochfrequenzeinrichtung zur Erzeugung eines ersten digitalen Signals aus den Hochfrequenzsignalen des Mikrowellensensors zugeordnet. Eine derartige Hochfrequenzeinrichtung stellt insbesondere eine Mikrowellenkarte dar. Weiterhin weist die erfindungsgemäße Vorrichtung eine Prozessoreinheit zur Erzeugung des zweiten und ggf. des dritten digitalen Signals auf, wobei das zweite digitale Signal die momentane Bandfeinheit oder Bandmasse repräsentiert. Der Sensor kann am Einlauf und/oder am Auslauf des Streckwerks angeordnet sein. Ist er am Einlauf des Streckwerks angeordnet, so dient er insbesondere der Messung des mindestens einen einlaufenden Faserbandes und der Regulierung der Geschwindigkeit von Streckwerkwalzen des Streckwerks. Am Auslauf wird der Sensor zur Überprüfung der Qualität des verstreckten Faserbandes verwendet. Darüber hinaus kann das Signal zur Regelung des Streckwerks verwendet werden.
- Ist die Hochfrequenzeinrichtung gemäß der Erifindung in unmittelbarer Nähe des Sensors angeordnet, so ist es möglich, eine besonders kurze Kabelverbindung zwischen Sensor und Hochfrequenzeinrichtung zu verwenden. Das Kabel, welches Hochfrequenzsignale überträgt, wirkt als Antenne und könnte bei einer zu großen Länge die Signale verfälschen. Die Genauigkeit der Messung des Faserbandes würde darunter leiden. Nachdem die modernen Streckwerke extrem genau arbeiten, würde dies zu unzulässigen Meßergebnissen, insbesondere bei den hochpräzisen Regulierstrecken, führen. Im Falle eines Auslaufsensors bietet zudem die unmittelbare Nähe von Sensor und Hochfrequenzeinrichtung erhebliche Vorteile hinsichtlich der Präzision der Qualitätsinformationen über das auslaufende Faserband, wenn die von der Hochfrequenzeinrichtung erzeugten ersten digitalen Signale ohne Datenreduktion zu zweiten digitalen Signalen verarbeitet werden.
- Als besonders vorteilhaft hat sich erwiesen, den Abstand der Hochfrequenzeinrichtung von dem Sensor, d.h. insbesondere die Kabellänge zwischen Hochfrequenzeinrichtung und Sensor möglichst kurz, jedoch nicht länger als 1,5 m zu wählen. Je kürzer das Kabel ist, desto präziser und mit geringeren Übertragungsfehlern können die analogen Mikrowellenresonanzsignale an die Hochfrequenzeinrichtung übertragen werden und somit eine entsprechend präzisere Messung des Faserbandes bewirken.
- Besonders vorteilhaft ist es, wenn die Hochfrequenzeinrichtungen und/oder Prozessoreinheiten für Einlauf- und Auslaufsensor über Kommunikationsleitungen miteinander verbunden sind. Die jeweiligen Ergebnisse der Auswertung der Faserbandzustände vor dem Streckwerk und nach dem Streckwerk können verglichen und gegebenenfalls korrigiert werden. Es besteht hierdurch auch die Möglichkeit einen geschlossenen Regelkreis zu bilden, um eine präzise Vergleichmäßigung des Faserbandes zu ermöglichen.
- Besonders kostengünstig ist es, wenn die Hochfrequenzeinrichtungen und/oder Prozessoreinheiten für Einlauf- und Auslaufsensor in einer Baueinheit zusammengefaßt
- sind. Nachdem die Resonatoren der Mikrowellensensoren im Gegensatz zu den herkömmlichen Sensoren sehr nahe an dem Streckwerk,angeordnet werden können, ist es möglich, die Kabellängen entsprechend kurz auszuführen, so daß keine Störsignale einwirken oder erzeugt werden. Aus diesem Grunde ist es möglich, die Hochfrequenzeinrichtungen und Prozessoreinheiten des Einlauf- und Auslaufsensors in einer Baueinheit zusammenzufassen. Reaktionsgeschwindigkeiten auf Grund von Verarbeitungszeiten und Herstellkosten werden hierdurch günstig beeinflußt.
- Mit einer entsprechend hochwertigen Technik ist es auch möglich und im Einzelfall vorteilhaft, wenn für den Einlauf- und Auslaufsensor eine einzige Hochfrequenzeinrichtung und/oder eine einzige Prozessoreinheit verwendet wird. Sind die Hochfrequenzeinrichtung und die Prozessoreinheit so ausgeführt, daß sie die eingehenden Signale entsprechend schnell verarbeiten können, so kann es ausreichend sein, jeweils nur eine Einrichtung bzw. Einheit zu verwenden, welche sowohl für den Einlauf- als auch für den Auslaufsensor zuständig ist. Bei einer sinnvollen Aufteilung der Rechen- und Speicherkapazität für die Daten des Einlaufsensors einerseits und des Auslaufsensors andererseits können somit Kosten für weitere Hochfrequenzeinrichtungen und Prozessoren eingespart werden.
- Auch für den Fall, daß eine Prozessoreinheit für die Erzeugung der zweiten sowie der dritten digitalen Signale (sowie ggf. zusätzlich für die Taktung der Hochfrequenzeinrichtung) zuständig ist, welche von den Signalen eines Einlaufsensors stammen, ist eine effiziente Aufteilung der Speicher- und Rechenleistung sinnvoll. Wird beispielsweise nur jedes fünfte Signal der ersten digitalen Signale zur Erzeugung des zweiten digitalen Signals verwendet, bleibt in aller Regel genügend Rechenleistung zur Berechnung der dritten digitalen Signale, d.h. der Regulierungswerte.
- Vorteilhafterweise dient der Einlaufsensor zur Erzeugung von Signalen, welche zur Regulierung des Streckwerks verwendet werden. Der Auslaufsensor dient im allgemeinen der Erzeugung von Signalen zur Qualitätsüberwachung des versteckten Faserbandes. Diese Signale können zusätzlich verwendet werden zur Regelung des Streckwerks.
- Vorteilhafterweise wird der digitale Datentransfer zumindest teilweise mittels Bussystemen realisiert, z.B. mittels CAN-Busverbindungen.
- Weitere Vorteile der Erfindung sind in Verbindung mit den nachfolgenden Ausführungsbeispielen beschrieben. Es zeigen:
- Figur 1
- ein vereinfachtes Blockbild eines Streckwerks mit Mikrowellensensoren;
- Figur 2
- eine Prinzipdarstellung einer Elektronikschaltung mit Mikrowellensensor am Einlauf und am Auslauf eines Streckwerks;
- Figur 3
- eine Prinzipdarstellung einer zusammengefaßten Elektronikschaltung für einen Ein- und einen Auslaufsensor;
- Figur 4
- eine Prinzipdarstellung einer einzigen Verarbeitungseinrichtung für einen Ein- und einen Auslaufsensor;
- Figur 5
- eine Prinzipdarstellung einer teilweise getrennt aufgebauten Elektronik- schaltung für einen Ein- und einen Auslaufsensor, und
- Figur 6
- eine Prinzipdarstellung einer teilweise getrennt aufgebauten Elektronik- schaltung für einen Ein- und einen Auslaufsensor mit einer zusätzlichen Prozessoreinheit.
- In
Figur 1 ist ein vereinfachtes Blockbild eines Streckwerks 1 mit Mikrowellensensoren dargestellt. In das Streckwerk 1 läuft ein Faserband 2 in Pfeilrichtung hinein und als verstrecktes Faserband 2' wieder heraus. Üblicherweise befinden sich am Einlauf des Streckwerks 1 mehrere Faserbänder 2, welche durch das Streckwerk 1 zu einem Faserband 2' am Auslauf des Streckwerks 1 zusammengefaßt bzw. verstreckt wurden. - Am Einlauf des Streckwerks 1 ist ein Einlaufsensor 3 angeordnet. Der Einlaufsensor 3 arbeitet mit Mikrowellentechnologie und ermittelt den Zustand des oder der einlaufenden Faserbänder 2. Das von der dem Einlaufsensor 3 nachgeschalteten Verarbeitungseinheit 12 erzeugte Signal wird an eine Steuerung 5 der Maschine weitergeleitet. In die Steuerung 5 wird bei dem hier dargestellten Blockbild auch das Signal einer dem einem Auslaufsensor 4 nachgeschalteten Verarbeitungseinheit 12' geleitet. Der fakultative Auslaufsensor 4 ist hierbei am Auslauf des Streckwerks 1 angeordnet ist. Es ist nicht in jedem Falle erforderlich, daß an dem Streckwerk 1 sowohl ein Einlauf- als auch ein
- Auslaufsensor 3, 4 angeordnet sind. Üblicherweise ist der Auslaufsensor 4 nur dann erforderlich, wenn das Streckergebnis des Streckwerks 1 überprüft und ausgewertet oder in eine Regelung des Streckwerks 1 eingebracht werden soll.
- Das in der Verarbeitungseinheit 12 digital verarbeitete Signal wird von dessen Ausgang in der Steuerung 5 einer Regulierung 6 und anschließend einem Servoverstärker bzw. Servoregler 8 und einem damit verbundenen Servomotor 9 übermittelt. Der Servomotor 9 treibt über ein Differentialgetriebe 10 Teile des Streckwerks 1 mit variierender Geschwindigkeit an, um unterschiedliche Zustände der Faserbänder 2 am Einlauf des Streckwerks 1 auszugleichen.
- Das Signal der Verarbeitungseinheit 12' des Mikrowellenauslaufsensors 4 wird einer Qualitätsüberwachung 7 zugeführt, die in einer nicht dargestellten Ausführungsform auch in der Verarbeitungseinheit 12' integriert sein kann. Hier können statistische Auswertungen oder visuelle Darstellungen des erzielten Streckergebnisses erzeugt werden. Alternativ oder zusätzlich können diese Ergebnisse in die Regulierung 6 oder eine Regelung des Streckwerks 1 einfließen.
- Die Bedienung und/oder Visualisierung der gewünschten und erhaltenen Streckergebnisse sowie eventuell die Eingabe verschiedener Parameter erfolgt über eine Bedienoberfläche 11, welche mit der Steuerung 5 verbunden ist.
-
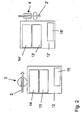
Figur 2 zeigt den prinzipiellen Aufbau einer Elektronikschaltung für einen Einlaufsensor 3 und einen Auslaufsensor 4, von denen in allen Figuren lediglich die Resonatoren angedeutet sind. Die üblichen, zur Erzeugung der Mikrowellen benötigten Einrichtungen (Mikrowellengenerator) sowie Ein- und Auskoppelelemente, Zirkulatoren usw. sind der Einfachheit nicht dargestellt. Mit dem Einlaufsensor 3 ist eine Verarbeitungseinheit 12 verbunden. In der Verarbeitungseinheit 12 sind eine als Mikrowellenkarte ausgebildete Hochfrequenzeinrichtung 13, eine Prozessorkarte 14 eines Mikroprozessors, eine Stromversorgung 15 und eventuell weitere, nicht dargestellte Auswerte- oder Versorgungseinrichtungen oder Schnittstellen angeordnet. Die mit dem Einlaufsensor 3 erzeugten analogen Signale werden der Mikrowellenkarte 13 zugeführt. Die Mikrowellenkarte 13 arbeitet mit Hochfrequenztechnik. Ein kurzer Abstand zwischen dem Sensor 3 und der Mikrowellenkarte 13 ist wichtig, da aufgrund der kurzen Kabellänge eventuell auftretende Störsignale und Übertragungsfehler vermieden werden können. Mit Hilfe der Mikrowellenkarte 13 werden erste digitale Signale erzeugt. Diese ersten digitalen Signale werden in der darauffolgenden Prozessorkarte 14 weiter verarbeitet in zweite digitale Signale. Diese zweiten digitalen Signale, welche nach einem vorbestimmten Algorithmus erzeugt werden, repräsentieren die momentane Bandfeinheit oder Bandmasse des mindestens einen Faserbandes 2. Aus den zweiten digitalen Signale werden dritte digitale Signale berechnet, welche zur Regulierung des Streckwerks 1 dienen, wobei die eigentlichen Regulierungssignale in digitaler Form bleiben. - Mit einem ähnlichen Aufbau wie beim Einlaufsensor 3 arbeitet auch der Auslaufsensor 4. Die Signale des Auslaufsensor 4 werden der Mikrowellenkarte 13' zugeführt. Diese ersten digitalen Signale werden schließlich in der Prozessorkarte 14' in zweite digitale Signale gemäß einem auch hier vorbestimmten, gegebenenfalls von dem Einlaufsensor 3 abweichenden Algorithmus weiter verarbeitet. Diese weiterverarbeiteten zweiten Signale dienen der Qualitätsüberwachung des auslaufenden Faserbandes 2' und repräsentieren ebenfalls die Bandfeinheit oder Bandmasse. Eine Stromversorgung und eventuell weitere Ein- oder Ausgänge sind mit dem Kasten 15' angedeutet.
- Die Algorithmen zur Erzeugung des zweiten digitalen Signals sind vorzugsweise zur Datenreduzierung der ersten digitalen Signale ausgelegt, wobei beispielsweise einzelne erste digitale Signale übersprungen oder gemittelt werden. Hierdurch lassen sich Rechnerkapazitäten sparen bzw. für andere Aufgaben einsetzen, beispielsweise der Berechnung der dritten digitalen Signale und/oder der Taktung der Mikrowellenkarte(n) 13. Auch die Berechnung der dritten digitalen Signale aus den zweiten digitalen Signalen kann von einer Datenreduktion Gebrauch maschen.
- Des weiteren kann der Algorithmus zur Bildung des zweiten Signals und/oder des dritten Signals eine Funktion der Geschwindigkeit des mindestens einen Faserbandes 2 und/oder abhängig von dessen Material sein.
- In
Figur 3 ist ein weiteres Ausführungsbeispiel als Prinzipskizze dargestellt. Die Auswerteeinheiten 13, 13' und 14, 14' sind in einer gemeinsamen Verarbeitungseinheit 12" angeordnet. Die Mikrowellenkarten 13 des Einlaufsensors und 13' des Auslaufsensors 4 kommunizieren miteinander und können somit Ergebnisse austauschen und gegebenenfalls für die eigene Auswertung einsetzen. Gleiches gilt für die Prozessorkarte 14 des Einlaufsensors 3 und die Prozessorkarte 14' des Auslaufsensors 4. Auch diese kommunizieren miteinander und können gegebenenfalls die Qualitätsdaten des auslaufenden Faserbandes 2' für die Regulierungssignale einsetzen. Auch ist es bei einer derartigen Verschaltung der Prozessorkarten 14, 14' gegebenenfalls möglich, deren Rechenkapazitäten besser auszunutzen. Bei einer derartigen Bauausführung ist ein schneller Datenaustausch und darüber hinaus eine kostengünstige Bauweise zu erzielen. In den meisten Fällen ist es ausreichend, eine gemeinsame Stromversorgung und Datenschnittstelle 15" einzusetzen. -
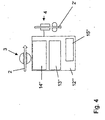
Figur 4 zeigt eine weitere Zusammenfassung in Form der Verarbeitungseinheit 12"'. Bei einer entsprechend leistungsfähigen Technik ist es ausreichend, wenn lediglich eine Mikrowellenkarte 13" und eine Prozessorkarte 14" für den Einlaufsensor 3 und den Auslaufsensor 4 verwendet wird. Die entsprechenden Signale der Sensoren 3 und 4 können in einer einzigen Mikrowellenkarte 13" verarbeitet und an die Prozessorkarte 14" übergeben werden. Die Prozessorkarte 14" kann gleichzeitig die Signale der Mikrowellenkarte 13" verarbeiten und einerseits in Bandfeinheitssignale und anschließend in Regulierungssignale und andererseits in Qualitätsüberwachungssignale (also auch Bandfeinheitssignale) umwandeln. Die Auswertung der Signale des Einlauf- und Auslaufsensors 3, 4 ist auf diese Weise besonders schnell durchführbar. Eine derartige Lösung erfordert jedoch entsprechend leistungsstarke Mikrowellen- und Prozessorkarten, welche hauptsächlich für sehr anspruchsvolle Anwendungen vorteilhaft sind. -
Figur 5 zeigt ein weiteres Ausführungsbeispiel des Aufbaus eines Mikrowellensensors am Einlauf und am Auslauf in Verbindung mit der Weiterverarbeitung der Signale. Am Einlaufsensor 3 ist lediglich die Mikrowellenkarte 13 angeordnet. Gleiches gilt für den Auslaufsensor 4. Auch hier ist lediglich die Mikrowellenkarte 13' vorgesehen. Die erforderlichen Kabellängen von dem Sensor 3, 4 zur jeweiligen Mikrowellenkarte 13 bzw. 13' können hierdurch sehr kurz gehalten werden. Das in der Mikrowellenkarte 13 bzw. 13' erzeugte Signal wird an eine gemeinsame Prozessorkarte 14" in einer Verarbeitungseinheit 12"" gesandt. Die gemeinsame Prozessorkarte 14" verarbeitet die so erhaltenen Signale und gibt sie als Regulierungssignale, die aus zunächst berechneten Bandfeinheitssignalen ermittelt wurden, oder als Qualitätsüberwachungssignate weiter (s. Pfeil). Bei dieser Ausführung der Erfindung ist lediglich ein leistungsstarker Mikroprozessor erforderlich, welcher die beiden Signale vom Einlaufsensor 3 und Auslaufsensor 4 schnell verarbeiten kann. Es kann eine einzige Stromversorgung 15" vorgesehen sein, welche über die Verbindungsleitungen auch die Sensoren 3, 4 und die entsprechenden Mikrowellenkarten 13 und 13' versorgt. - Eine alternative Ausführungsform ist in der
Figur 6 dargestellt. Hierbei berechnet die gemeinsame Prozessorkarte 14" lediglich die Bandfeinheitswerte zumindest der Signale des Einlaufsensors 3. Diese Bandfeinheitswerte stellen entweder die von der Prozessorkarte 14" erzeugten zweiten digitalen Signale dar oder sind aus diesen zweiten digitalen Signalen berechnet. Die Bandfeinheitswerte werden dann in digitaler Form einer weiteren Prozessoreinheit 24 zugeführt, um Regulierungswerte, welche in der gewählten Terminologie die dritten digitalen Signale darstellen, zur Einstellung des regulierbaren Streckwerks zu berechnen (s. Pfeil). Zu diesen Regulierungswerten zählen insbesondere Werte bezüglich Regeleinsatzpunkt und/oder Regulierintensität. Die Signale vom Auslaufsensors 4 werden entweder ausschließlich in der gemeinsamen Prozessorkarte 14"oder in der Prozessoreinheit 24 verarbeitet. Mit der Prozessorkarte 14" und/oder der Prozessoreinheit 24 ist zweckmäßigerweise ein nicht dargestelltes Display verbunden, um einem Bediener eine Visualisierung zu ermöglichen, ggf. zusätzlich mit der Möglichkeit der Eingabe von Maschinen-Parameterwerten über eine Bedieneroberfläche (s.Figur 1 ). - Bei den in den Figuren dargestellten Ausführungsformen wird die Taktung der Mikrowellenkarten vorzugsweise von einem der dargestellten Prozessoreinheiten bzw. Prozessorkarten mitübernommen.
- Mittels der Erfindung ist es beispielsweise möglich, in einer vorbetrieblichen Phase automatische Maschineneinstellungen vorzunehmen, insbesondere den Regeleinsatzpunkt und die Regelintensität bei einem Regulierstreckwerk zumindest grob voreinzustellen.
- Die vorliegende Erfindung ist nicht auf die dargestellten Ausführungsbeispiele beschränkt. Die Erfindung läßt sich insbesondere bei Karden, Strecken sowie Kämmmaschinen mit einem Streckwerk einsetzen.
Claims (20)
- Verfahren zur Auswertung von Signalen eines Mikrowellensensors (3) zur Erfassung der Dicke, Masse, Dichte und/oder Feuchtigkeit mindestens eines in Bezug auf den Mikrowellensensor (3) bewegten Faserbandes (2), wobei eine dem Mikrowellensensor (3) zugeordnete Hochfrequenzeinrichtung (13) pro Zeiteinheit eine Anzahl erster digitaler Signale über den aktuellen Zustand des mindestens einen Faserbandes (2) in digitaler Form erzeugt, dadurch gekennzeichnet, daß der Mikrowellensensor (3) am Einlauf, und vorzugsweise auch ein Mikrowellensensor (4) am Auslauf, eines Streckwerks (1) angeordnet ist, und daß aus den zur Verfügung gestellten ersten digitalen Signalen gemäß einem Algorithmus ein zweites digitales Signal gebildet wird, welches die momentane Bandfeinheit oder die Bandmasse des mindestens einen Faserbandes (2) repräsentiert und welches anschließend zur Regulierung des Streckwerks (1) verwendet wird, wobei ohne zwischenzeitliche Wandlung in analoge Signale aus dem zweiten digitalen Signal gemäß einem Algorithmus ein drittes digitales Signal erzeugt wird, welches Regulierungswerte zur Regulierung des Streckwerks repräsentiert, und daß das dritte digitale Signal in digitaler Form auf den Eingang eines Reglers (8) zur Regulierung des Streckwerks (1) geschaltet wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß der Algorithmus zur Bildung des zweiten Signals und/oder des dritten Signals eine Funktion der Geschwindigkeit des mindestens einen Faserbandes (2) ist.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, daß der Algorithmus zur Bildung des zweiten Signals und/oder des dritten Signals abhängig vom Material des mindestens einen Faserbandes (2) ist.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, daß jeweils eine vorbestimmte Anzahl erster Signale übersprungen wird, und daß das so ausgewählte Signal als zweites Signal dient.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, daß jeweils eine vorbestimmte Anzahl zweiter Signale übersprungen wird, und daß das so ausgewählte Signal als drittes Signal dient.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, daß aus einer vorbestimmten Anzahl erster Signale der Mittelwert gebildet wird, welcher als zweites Signal dient.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, daß aus einer vorbestimmten Anzahl zweiter Signale der Mittelwert gebildet wird, welcher als drittes Signal dient.
- Verfahren nach einem oder mehreren der vorherigen Ansprüche, dadurch gekennzeichnet, daß die übersprungenen oder den Mittelwert bildenden ersten oder zweiten Signale einer vorbestimmten Länge des mindestens einen Faserbandes (2), vorzugsweise einer Länge zwischen 1 mm und 10 mm, entsprechen.
- Vorrichtung zur Auswertung von Signalen des Mikrowellensensors (3) zur Erfassung der Dicke, Masse, Dichte und/oder Feuchtigkeit mindestens eines in Bezug auf den Mikrowellensensor (3) bewegten Faserbandes (2), dadurch gekennzeichnet, daß der Mikrowellensensor (3) am Einlauf, und vorzugsweise auch ein Mikrowellensensor (4) am Auslauf, eines Streckwerks (1) angeordnet ist, daß dem Mikrowellensensor (3) eine Hochfrequenzeinrichtung (13) zur Erzeugung erster digitaler Signale und eine Prozessoreinheit (14) zur Erzeugung zweiter digitaler Signale aus den ersten digitalen Signalen zugeordnet ist, wobei die zweiten digitalen Signale die momentane Bandfeinheit oder die Bandmasse wiedergeben und wobei zumindest die Hochfrequenzeinrichtung (13) in unmittelbarer Nähe des Mikrowellensensors (3) angeordnet ist, wobei die die zweiten digitalen Signale erzeugende Prozessoreinheit (14) oder eine weitere Prozessoreinheit (24) zur Berechnung von Regulierungswerten als dritte digitale Signale zur Einstellung des regulierbaren Streckwerks (1) anhand der digitalen Bandfeinheits- oder Bandmassewerte ausgebildet ist, und wobei das dritte digitale Signal in digitaler Form auf den Eingang eines Reglers (8) zur Regulierung des Streckwerks (1) geschaltet ist.
- Vorrichtung nach dem vorherigen Anspruch, dadurch gekennzeichnet, daß die Prozessoreinheit (14; 24) zur Reduzierung der Anzahl der ersten bzw. zweiten digitalen Signale mittels des Algorithmus ausgebildet ist.
- Vorrichtung nach dem vorherigen Anspruch, dadurch gekennzeichnet, daß der Abstand der Hochfrequenzeinrichtung (13) von dem Mikrowellensensor (3) nicht größer als 1,5 m ist.
- Vorrichtung nach einem oder mehreren der vorherigen Vorrichtungsansprüche, dadurch gekennzeichnet, daß die Hochfrequenzeinrichtung(en) (13) und/oder Prozessoreinheit(en) (14) für Einlauf- und Auslaufsensor (3) über Kommunikationsleitungen miteinander verbunden sind.
- Vorrichtung nach einem oder mehreren der vorherigen Vorrichtungsansprüche, dadurch gekennzeichnet, daß die Hochfrequenzeinrichtung(en) (13) und/oder Prozessoreinheit(en) (14) für Einlauf- und Auslaufsensor (3, 4) in einer Baueinheit (12) zusammengefaßt sind.
- Vorrichtung nach einem oder mehreren der vorherigen Vorrichtungsansprüche, dadurch gekennzeichnet, daß für Einlauf- und Auslaufsensor (3, 4) eine einzige Hochfrequenzeinrichtung (13) und/oder Prozessoreinheit (14) vorgesehen ist.
- Vorrichtung nach einem oder mehreren der vorherigen Vorrichtungsansprüche, dadurch gekennzeichnet, daß der Einlaufsensor (3) Signale zur Regulierung des Streckwerks (1) und der Auslaufsensor (4) Signale zur Qualitätsüberwachung des mindestens einen Faserbandes (2) liefert.
- Vorrichtung nach einem oder mehreren der vorherigen Vorrichtungsansprüche, dadurch gekennzeichnet, daß der Auslaufsensor (4) Signale zur Regulierung des Streckwerks (1) liefert.
- Vorrichtung nach einem oder mehreren der vorherigen Vorrichtungsansprüche, dadurch gekenntzeichnet, daß der Einlauf- und/oder der Auslaufsensor (3, 4) Signale zur automatischen Einstellung von Maschineneinstellungen liefert.
- Vorrichtung nach einem oder mehreren der vorherigen Vorrichtungsansprüche, dadurch gekennzeichnet, daß die Prozessoreinheit (14) auch zur Taktung der Hochfrequenzeinrichtung(en) (13), vorzugsweise mindestens einer Mikrowellenkarte, ausgebildet ist.
- Vorrichtung nach einem oder mehreren der vorherigen Vorrichtungsansprüche, dadurch gekennzeichnet, daß eine einzige Prozessoreinheit (14) zur Taktung der Hochfrequenzeinrichtung(en) (13), zur Berechnung der zweiten digitalen sowie der dritten digitalen Signale vorgesehen ist.
- Textilmaschine mit einem Streckwerk und mit einer Vorrichtung nach einem oder mehreren der vorherigen Vorrichtungsansprüche.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10227676 | 2002-06-20 | ||
| DE10227676A DE10227676A1 (de) | 2002-06-20 | 2002-06-20 | Verfahren und Vorrichtung zur Auswertung von Signalen eines Sensors |
| PCT/EP2003/006364 WO2004001110A1 (de) | 2002-06-20 | 2003-06-17 | Verfahren und vorrichtung zur auswertung von signalen eines sensors an einer textilmaschine |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1513970A1 EP1513970A1 (de) | 2005-03-16 |
| EP1513970B1 EP1513970B1 (de) | 2010-12-15 |
| EP1513970B2 true EP1513970B2 (de) | 2015-02-11 |
Family
ID=29719309
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03732580.0A Expired - Lifetime EP1513970B2 (de) | 2002-06-20 | 2003-06-17 | Verfahren und vorrichtung zur auswertung von signalen eines sensors an einer textilmaschine |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US6880207B2 (de) |
| EP (1) | EP1513970B2 (de) |
| CN (1) | CN100378260C (de) |
| AT (1) | ATE491831T1 (de) |
| AU (1) | AU2003238513A1 (de) |
| DE (2) | DE10227676A1 (de) |
| WO (1) | WO2004001110A1 (de) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10236778B4 (de) * | 2002-08-10 | 2011-05-05 | Rieter Ingolstadt Gmbh | Verfahren und Vorrichtung zum Verstrecken von mindestens eines Faserband |
| DE10306209A1 (de) * | 2003-02-13 | 2004-08-26 | Rieter Ingolstadt Spinnereimaschinenbau Ag | Vorrichtung mit einem Mikrowellenresonator für eine oder an einer Spinnereivorbereitungsmaschine |
| DE102004007143B4 (de) * | 2004-02-12 | 2012-04-05 | Rieter Ingolstadt Gmbh | Verfahren und Vorrichtung zum Verstrecken von mindestens einem Faserband |
| DE102004030967A1 (de) * | 2004-06-26 | 2006-01-12 | Trützschler GmbH & Co KG | Vorrichtung zur Messung der Masse eines eine Spinnereivorbereitungsmaschine oder -anlage durchlaufenden Fasermaterials |
| CN102758277B (zh) * | 2012-07-02 | 2018-09-18 | 湖北金源麻纺织科技有限公司 | 梳棉自调匀整仪及其控制方法 |
| FI125811B (en) * | 2013-05-29 | 2016-02-29 | Valmet Automation Oy | Web measurement |
| DE102018124001A1 (de) * | 2018-09-28 | 2019-08-29 | Voith Patent Gmbh | Messung von Qualitätsparametern |
| CN115787154B (zh) * | 2022-12-21 | 2025-06-10 | 沈阳宏大华明纺织机械有限公司 | 一种自调匀整并条机、控制方法及相关设备 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1988008047A1 (en) † | 1987-04-10 | 1988-10-20 | Spinlab Partners, Ltd. | Apparatus and method for measuring a property of a continuous strand of fibrous materials |
| DE4004119A1 (de) † | 1990-02-10 | 1991-08-14 | Tews Elektronik Dipl Ing Manfr | Verfahren zur messung der feuchte eines messgutes mit hilfe von mikrowellen und vorrichtung zur durchfuehrung des verfahrens |
| EP0678601A2 (de) † | 1990-06-25 | 1995-10-25 | Maschinenfabrik Rieter Ag | Regulierstreckwerk |
| US5855043A (en) † | 1996-06-29 | 1999-01-05 | Trutzschler Gmbh & Co. Kg | Carding machine having an after-connected sliver coiler provided with a sliver drawing unit |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3237357C2 (de) * | 1982-01-18 | 1985-12-19 | Zellweger Uster Ag, Uster | Vorrichtung zur Messung charakteristischer Merkmale von Fasermaterial |
| DE4039647A1 (de) * | 1990-12-12 | 1992-06-17 | Rolf Wendler | Messwertverarbeitungssystem fuer eine walzwerksanlage |
| DE4415004A1 (de) * | 1993-04-30 | 1994-11-03 | Univ Schiller Jena | Anordnung und Verfahren zur Charakterisierung von Oberflächen und zur Charakterisierung und Klassifizierung von Oberflächendefekten und oberflächennahen Defekten sowie von Inhomogenitäten im Volumen transparenter Medien |
| US5796220A (en) * | 1996-07-19 | 1998-08-18 | North Carolina State University | Synchronous drive system for automated textile drafting system |
| US6581248B1 (en) * | 1997-01-23 | 2003-06-24 | Maschinenfabrik Rieter Ag | Carding machine with drawing rollers at the outlet |
| DE59804686D1 (de) * | 1997-09-01 | 2002-08-08 | Rieter Ag Maschf | Reguliertes streckwerk |
| EP1086264B1 (de) * | 1998-06-12 | 2002-10-30 | Maschinenfabrik Rieter Ag | Regulierstreckwerk |
| EP1114299B1 (de) * | 1998-08-31 | 2005-02-02 | Malcam Ltd. | Mikrowellenresonator zur kontinuierlichen auswertung von faserigen stoffen |
| DE50006253D1 (de) * | 1999-03-04 | 2004-06-03 | Uster Technologies Ag Uster | Verfahren zur qualitätsüberwachung textiler bänder |
| CN1469945A (zh) * | 2000-08-23 | 2004-01-21 | 吕特・英格尔纺织机械制造股份公司 | 用于驱动牵伸装置的方法和牵伸装置 |
| DE10044402A1 (de) * | 2000-09-08 | 2002-04-04 | Tobias P Kurpjuhn | Verfahren zur Verbesserung der Genauigkeit von Parameterschätzverfahren |
| DE10059262A1 (de) * | 2000-11-29 | 2002-06-13 | Truetzschler Gmbh & Co Kg | Verfahren zur Optimierung der Regelung und Steuerung von Verzugseinrichtungen an Spinnereimaschinen |
| DE10162312B4 (de) * | 2001-02-16 | 2011-06-09 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung an einer Regulierstrecke für Faserbänder zum Ermitteln von Einstellwerten für den Vorverzug |
| DE20119344U1 (de) * | 2001-11-28 | 2003-04-03 | Tews Elektronik Dipl.-Ing. Manfred Tews, 22459 Hamburg | Vorrichtung zur Erfassung der Masse und des Feuchtegehaltes für Spinnereivorbereitungsmaschinen |
| DE10204328B4 (de) * | 2001-12-11 | 2016-06-02 | Rieter Ingolstadt Gmbh | Verfahren zum Ermitteln der Bandmasse eines bewegten Faserverbandes und Spinnereivorbereitungsmaschine zur Durchführung dieses Verfahrens |
-
2002
- 2002-06-20 DE DE10227676A patent/DE10227676A1/de not_active Ceased
-
2003
- 2003-06-17 WO PCT/EP2003/006364 patent/WO2004001110A1/de not_active Ceased
- 2003-06-17 CN CNB038143992A patent/CN100378260C/zh not_active Expired - Fee Related
- 2003-06-17 AU AU2003238513A patent/AU2003238513A1/en not_active Abandoned
- 2003-06-17 DE DE50313328T patent/DE50313328D1/de not_active Expired - Lifetime
- 2003-06-17 EP EP03732580.0A patent/EP1513970B2/de not_active Expired - Lifetime
- 2003-06-17 AT AT03732580T patent/ATE491831T1/de active
- 2003-06-18 US US10/464,056 patent/US6880207B2/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1988008047A1 (en) † | 1987-04-10 | 1988-10-20 | Spinlab Partners, Ltd. | Apparatus and method for measuring a property of a continuous strand of fibrous materials |
| DE4004119A1 (de) † | 1990-02-10 | 1991-08-14 | Tews Elektronik Dipl Ing Manfr | Verfahren zur messung der feuchte eines messgutes mit hilfe von mikrowellen und vorrichtung zur durchfuehrung des verfahrens |
| EP0678601A2 (de) † | 1990-06-25 | 1995-10-25 | Maschinenfabrik Rieter Ag | Regulierstreckwerk |
| US5855043A (en) † | 1996-06-29 | 1999-01-05 | Trutzschler Gmbh & Co. Kg | Carding machine having an after-connected sliver coiler provided with a sliver drawing unit |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1662691A (zh) | 2005-08-31 |
| EP1513970A1 (de) | 2005-03-16 |
| ATE491831T1 (de) | 2011-01-15 |
| DE10227676A1 (de) | 2004-01-08 |
| WO2004001110A1 (de) | 2003-12-31 |
| US6880207B2 (en) | 2005-04-19 |
| US20040060352A1 (en) | 2004-04-01 |
| CN100378260C (zh) | 2008-04-02 |
| EP1513970B1 (de) | 2010-12-15 |
| DE50313328D1 (de) | 2011-01-27 |
| AU2003238513A1 (en) | 2004-01-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE10214955B4 (de) | Spinnereivorbereitungsmaschine | |
| EP1454133B1 (de) | Verwendung von mikrowellen in der spinnereiindustrie zur messung der faserbandmasse | |
| DE2543839B1 (de) | Vorrichtung zum erzeugen eines gleichmaessigen textilen faserbandes | |
| EP1350870B1 (de) | Vorrichtung zum Optimieren der Regulierungseinstellung einer Spinnereimaschine sowie entsprechendes Verfahren | |
| EP1513970B2 (de) | Verfahren und vorrichtung zur auswertung von signalen eines sensors an einer textilmaschine | |
| EP0631136B1 (de) | Vorrichtung zur Messung der Masse oder des Substanzquerschnitts von Faserbändern und Verwendung der Vorrichtung | |
| DE69400302T2 (de) | Verfahren und Vorrichtung zum Nachweis unregelmässiger Bereiche einer optischen Faser | |
| EP0608001A1 (de) | Ringspinnmaschine mit einem Fadenspannungssensor sowie Anwendung eines Fadenspannungssensors zur Steuerung einer Ringspinnmaschine | |
| CH699383A2 (de) | Vorrichtung für eine oder an einer Spinnereivorbereitungsmaschine, die ein Streckwerk zum Verstrecken von strangförmigem Fasermaterial aufweist. | |
| EP1595008B1 (de) | Textilmaschine | |
| EP2034059B1 (de) | Verfahren zur Ermittlung des längenbezogenen Bandgewichts eines Faserbandes sowie Spinnereivorbereitungsmaschine | |
| EP2660375B1 (de) | Verfahren und Vorrichtung zur Einstellung der Faserorientierung an Krempelanlagen | |
| DE10204328A1 (de) | Verwendung von Mikrowellen in der Spinnereiindustrie | |
| EP0978581B1 (de) | Textilverarbeitende Maschine mit einer Streckwerkseinheit | |
| EP1316630B1 (de) | Vorrichtung und Verfahren zur Erfassung der Masse und des Feuchtegehaltes des Fasermaterials in einer Spinnereivorbereitungsmaschine | |
| EP1529127B1 (de) | Verfahren und vorrichtung zum verstrecken von mindestens einem faserband | |
| DE102005019760B4 (de) | Spinnereimaschine mit einem Streckwerk zum Verstrecken eines Faserverbandes und entsprechendes Verfahren | |
| CH696121A5 (de) | Vorrichtung an einem Streckwerk für Faserbänder, z.B. einer Strecke, zum Ermitteln von Einstellwerten für den Vorverzug. | |
| CH699382A2 (de) | Vorrichtung für eine oder an einer Spinnereivorbereitungsmaschine, die ein Streckwerk zum Verstrecken von strangförmigem Fasermaterial aufweist. | |
| CH699464B1 (de) | Vorrichtung für eine Spinnereivorbereitungsmaschine, insbesondere Karde, Strecke, Kämmmaschine oder Flyer. | |
| DE102004007143B4 (de) | Verfahren und Vorrichtung zum Verstrecken von mindestens einem Faserband | |
| DE19921429B4 (de) | Verfahren und Vorrichtung zur Fehlerkorrektur eines von einem Meßorgan gelieferten Meßwertes von Faserband in einer Textilmaschine | |
| DE3035196A1 (de) | Verfahren und vorrichtung zur beseitugung eines fehlers bei der regelung der faserbanddichte auf textilmaschinen | |
| DE10041893A1 (de) | Vorrichtung an einer Regulierstrecke zum direkten Ermitteln von Einstellwerten für den Reguliereinsatzpunkt | |
| DE10153999B4 (de) | Simulationsverfahren für eine Spinnereimaschine, Spinnereimaschine, sowie Softwareprogamm-Erzeugnis |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20041123 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| DAX | Request for extension of the european patent (deleted) | ||
| 17Q | First examination report despatched |
Effective date: 20080226 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: RIETER INGOLSTADT GMBH |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 50313328 Country of ref document: DE Date of ref document: 20110127 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20101215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101215 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101215 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101215 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101215 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101215 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110315 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101215 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110415 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110326 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110316 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101215 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101215 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101215 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101215 |
|
| 26 | Opposition filed |
Opponent name: TRUETZSCHLER GMBH & CO. KG Effective date: 20110819 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101215 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 50313328 Country of ref document: DE Effective date: 20110819 |
|
| BERE | Be: lapsed |
Owner name: RIETER INGOLSTADT G.M.B.H. Effective date: 20110630 |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20110617 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20120229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110630 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110617 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 491831 Country of ref document: AT Kind code of ref document: T Effective date: 20110617 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110617 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110617 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101215 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20140616 Year of fee payment: 12 Ref country code: IT Payment date: 20140617 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20140701 Year of fee payment: 12 Ref country code: CH Payment date: 20140708 Year of fee payment: 12 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20150211 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 50313328 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: AELC |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 50313328 Country of ref document: DE Effective date: 20150211 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50313328 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150617 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160101 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150630 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150617 |