EP1489194A1 - Procédé de fabrication de demi-produits en alliages CuZnPbSn destinés au matriçage à chaud - Google Patents
Procédé de fabrication de demi-produits en alliages CuZnPbSn destinés au matriçage à chaud Download PDFInfo
- Publication number
- EP1489194A1 EP1489194A1 EP04356098A EP04356098A EP1489194A1 EP 1489194 A1 EP1489194 A1 EP 1489194A1 EP 04356098 A EP04356098 A EP 04356098A EP 04356098 A EP04356098 A EP 04356098A EP 1489194 A1 EP1489194 A1 EP 1489194A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- alloy
- process according
- cuznpbsn
- content
- finished product
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910045601 alloy Inorganic materials 0.000 title claims abstract description 99
- 239000000956 alloy Substances 0.000 title claims abstract description 99
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 20
- 238000000034 method Methods 0.000 title claims description 25
- 238000009987 spinning Methods 0.000 claims abstract description 6
- 238000003754 machining Methods 0.000 claims abstract description 4
- 239000000047 product Substances 0.000 claims description 27
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 claims description 23
- 229910052785 arsenic Inorganic materials 0.000 claims description 17
- RQNWIZPPADIBDY-UHFFFAOYSA-N arsenic atom Chemical compound [As] RQNWIZPPADIBDY-UHFFFAOYSA-N 0.000 claims description 15
- 239000000203 mixture Substances 0.000 claims description 15
- 229910001369 Brass Inorganic materials 0.000 claims description 12
- 239000010951 brass Substances 0.000 claims description 12
- 239000011701 zinc Substances 0.000 claims description 12
- 239000003651 drinking water Substances 0.000 claims description 10
- 235000020188 drinking water Nutrition 0.000 claims description 10
- 239000011265 semifinished product Substances 0.000 claims description 10
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 9
- 239000010949 copper Substances 0.000 claims description 9
- 229910052802 copper Inorganic materials 0.000 claims description 8
- 238000010438 heat treatment Methods 0.000 claims description 8
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 8
- 238000005553 drilling Methods 0.000 claims description 7
- 229910052725 zinc Inorganic materials 0.000 claims description 6
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 5
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 claims description 5
- 238000005336 cracking Methods 0.000 claims description 4
- 238000009826 distribution Methods 0.000 claims description 4
- 229910052782 aluminium Inorganic materials 0.000 claims description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 2
- 229910052787 antimony Inorganic materials 0.000 claims description 2
- WATWJIUSRGPENY-UHFFFAOYSA-N antimony atom Chemical compound [Sb] WATWJIUSRGPENY-UHFFFAOYSA-N 0.000 claims description 2
- 229910052742 iron Inorganic materials 0.000 claims description 2
- 230000001105 regulatory effect Effects 0.000 claims description 2
- 229910052710 silicon Inorganic materials 0.000 claims description 2
- 239000010703 silicon Substances 0.000 claims description 2
- 238000012669 compression test Methods 0.000 claims 1
- 238000007669 thermal treatment Methods 0.000 abstract 2
- 239000011133 lead Substances 0.000 description 19
- 238000012360 testing method Methods 0.000 description 13
- 238000005260 corrosion Methods 0.000 description 12
- 230000007797 corrosion Effects 0.000 description 12
- 238000013467 fragmentation Methods 0.000 description 11
- 238000006062 fragmentation reaction Methods 0.000 description 11
- 238000010586 diagram Methods 0.000 description 6
- 230000015572 biosynthetic process Effects 0.000 description 5
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 5
- 241000920340 Pion Species 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 229910001340 Leaded brass Inorganic materials 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- 210000004027 cell Anatomy 0.000 description 2
- 230000001627 detrimental effect Effects 0.000 description 2
- 101150034785 gamma gene Proteins 0.000 description 2
- 229910002804 graphite Inorganic materials 0.000 description 2
- 239000010439 graphite Substances 0.000 description 2
- 238000010191 image analysis Methods 0.000 description 2
- 238000002386 leaching Methods 0.000 description 2
- 238000005461 lubrication Methods 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 239000002609 medium Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000005086 pumping Methods 0.000 description 2
- 238000011282 treatment Methods 0.000 description 2
- 229910000967 As alloy Inorganic materials 0.000 description 1
- 241001275902 Parabramis pekinensis Species 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 239000012736 aqueous medium Substances 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000004512 die casting Methods 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 230000035622 drinking Effects 0.000 description 1
- 238000007731 hot pressing Methods 0.000 description 1
- 229910052745 lead Inorganic materials 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 238000005272 metallurgy Methods 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000001000 micrograph Methods 0.000 description 1
- 231100000989 no adverse effect Toxicity 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 238000005070 sampling Methods 0.000 description 1
- 238000007873 sieving Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 239000011573 trace mineral Substances 0.000 description 1
- 235000013619 trace mineral Nutrition 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/08—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of copper or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
- C22C9/04—Alloys based on copper with zinc as the next major constituent
Definitions
- the present invention relates to the field of copper base alloys for stamping for the manufacture of parts used primarily in drinking water distribution pipes (valves, valves, fittings).
- FIG. 1 is a diagram which gives the evolution of the weight percentages of the ⁇ , ⁇ 'and ⁇ phases as a function of the weight concentration of tin, the CuZnPbSn alloys according to the invention being those for which Sn is between 1.3 and 1.7% by weight.
- This diagram was obtained from the following 6 alloys with increasing Sn content: Sn% weight Pb% weight Fe% weight Zn% weight Cu% weight 0 2.16 0.19 38.6 Rest 0.59 2.06 0.20 39.9 Rest 1.13 2.12 0.19 39.1 Rest 1.71 2.19 0.17 38.5 Rest 2.19 2.08 0.20 38.1 Rest 2.73 2.02 0.18 37.5 Rest
- FIG. 2 is a diagram giving the weight concentration of tin of the ⁇ phases, ⁇ 'and ⁇ , CuZnPbSn alloys according to the invention, concentration obtained on section micrograph of a half-product obtained according to alloy No. 2 by point analysis with a scanning microscope.
- On the ordinate is the weight content of Sn
- abscissa is the distance in ⁇ m between the different points of analysis, distance taken along a straight line from an origin point taken in a phase ⁇ , line that cuts successively from left to right, phases ⁇ / ⁇ '/ ⁇ / ⁇ / / / / ⁇ .
- This diagram puts a phenomenon of pumping tin from the ⁇ , ⁇ 'phases by the ⁇ phase.
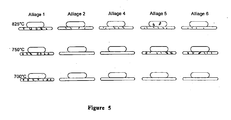
- Figure 3 is a photograph for highlighting hot malleability alloys according to the invention (alloys 2 and 4) by crushing tests of 55% (pions higher) and 80% (lower pions), made at 700, 750 and 825 ° C.
- FIG. 4 is a diagram showing a section of a coin stamped according to the invention in contact with water, explanation of the mechanism of accelerating action of arsenic on the lead release rate in drinking water
- FIG. 5 is a diagram which shows the elements of the photograph of FIG.
- the tin content of the CuZnPbSn alloy can be between 1.4 and 1.6%.
- the lead content can be between 1.9 and 2.1%.
- the iron content may be less than or equal to 0.2%.
- the arsenic content can be between 5 and 500 ppm.
- the aluminum content can be between 5 and 500 ppm.
- the antimony content can be between 5 and 100ppm.
- the silicon content may be between 5 and 500 ppm.
- Another subject of the invention comprises the semi-products obtained from the CuZnPbSn alloy according to the invention, in which the microstructure of the alloy is composed of three intermetallic phases: ⁇ , ⁇ 'and ⁇ .
- said CuZnPbSn alloy can have a composition chosen so that, according to ISO 6509, said semi-finished product obtained from this alloy has an average depth of dezincification less than 200 .mu.m, and even typically less than 150 microns, so that said alloy CuZnPbSn, which is not arsenic, is much higher than the alloy CW617N and even approaches the performances of the CW602N arsenic alloy.
- said CuZnPbSn alloy can have a composition chosen so that the half-product obtained from this alloy present, for a drilling operation performed under the usual conditions according to standard NF E66-520-7 of the 2000 edition, an average size of chips typically two times smaller than that obtained with CW602N alloy which is a brass with arsenic.
- said CuZnPbSn alloy may have a composition chosen so that the hot-pressing test according to the ASTM E209-00 standard of the 2000 edition. , and made in the range of 600 ° C to 750 ° C, causes no cracking of said half-product obtained from this alloy.
- the semi-finished products according to the invention have a large latitude of hot deformation, as regards both the temperature range and the crushing rate, without the appearance of cracks or cracks in the metal.
- These semi-products have a great ability to deform without cracking or cracks, which is extremely advantageous in practice.
- said CuZnPbSn alloy of said half-product can present a composition chosen so that the release rate lead in drinking water is below the regulatory threshold according to the Directive 98/83 / EC on the quality of water intended for human consumption. It is important to note also the very low rate of release of Zn compared to that of alloys 5 and 6.
- said CuZnPbSn alloy may have a composition chosen so that said half-product has a high heat malleability, and so that its crush resistance is lower. to that obtained with the CW602N alloy, and preferably two times less than that of said CW602N alloy. It goes without saying that the power installed on the machines or devices for manufacturing the finished products, in particular when such manufacture comprises deformation of the half-product by crushing, will be less in the case of the semi-finished products according to the invention than in the case of the semi-finished products of the state of the art formed from alloys Nos. 5 and 6.
- Another object of the invention is formed by the finished product obtained from the semi-finished product.
- the half-product being typically selected from: a valve, a valve, a fitting.
- Another object of the invention is formed by the method of manufacturing the finished product according to the invention, wherein said finished product is typically formed by deformation or machining said half-product, said method not comprising a treatment step which is very advantageous and economical in practice compared to comparable processes of the state of the art.
- Another object of the invention is formed by the use of a CuZnPbSn alloy according to the invention, or a semi-finished product according to the invention or obtained according to the invention, for the manufacture of finished products or components used for sanitary water distribution such as valves, valves and fittings.
- Table 1 gives the chemical compositions of the alloys tested according to the invention (% by weight).
- the alloys of Table 1 were made according to a conventional range comprising the steps listed in Table 2 .
- the machinability of the alloys according to the invention has been studied in comparison with the CW617N and the CW602N.
- CM intermediate chip
- Table 4 gives the opening of the square meshes (in mm) of each sieve as well as an arbitrary index which refers to it (index sieves). Characteristics of the sieves used No. sieve Opening of the stitches (mm) Sieve index 1 2.5 7 2 2 6 3 1.6 5 4 1.25 4 5 0.9 3 6 0.56 2 7 0 (Background - No aperture) 1
- the screens are mounted on a vibratory support that is vibrated for five minutes for each sieving operation.
- CM average chip
- Table 5 summarizes the results obtained. Each parameter is calculated using the average of the results of five different measurements Machining test results (drilling) Drilling force (N) CM Alloy 1 2739 ⁇ 25 4.2 ⁇ 0.2 Alloy 2 2940 ⁇ 36 3.80 ⁇ 0.2 Alloy 3 3082 ⁇ 41 3.75 ⁇ 0.1 Alloy 4 3193 ⁇ 48 3.70 ⁇ 0.2 Alloy 5 3232 ⁇ 42 4.5 ⁇ 0.2 Alloy 6 2642 ⁇ 30 7.3 ⁇ 0.2
- Table 6 presents the results for lead, copper and zinc.
- alloy according to the invention gives less release (Pb, Cu and Zn) that the CW602N alloy (alloy 6) and much less Zn release than the CW617N (alloy 5).
- Table 7 presents the results of visual examinations of hot-crushed samples.
- FIG. 3 shows the photograph of a part of the crushed pieces,
- FIG. 5 being a schematic representation of the crushed samples of FIG.
- Hot crush test results (+: No cracks, -: Cracked) Rate No. Alloy T (° C)
- Overwrite% 1 2 3 4 5 6 55 + + + + + + - 600 80 - + + + - - 700 55 + + + + + + - 80 - + + + + + + + + + + + + + + + + + + - 80 - + + + + + 750 55 + + + + + + + + + 80 - + + + + - - 825 55 + + + + + - + 80 - - - - - - - - - - - - - -
- alloys according to The invention are very well molded between 600 and 750 ° C and this for both crash rate tested.
- Table 8 summarizes the results obtained (expressed in Kg) for a crush rate of 55%.
- Results of crushing forces (kg) No. alloy T (° C) 1 2 3 4 5 6 700 1725 1000 735 700 720 1650 750 1025 650 540 500 550 995 825 460 530 420 400 390 425
- Table 8 shows that the alloys according to the invention exhibit stress levels smaller than those of alloy No. 6 (CW602N), and close to those of alloy No. 5 (CW617N).
- alloys according to the invention alloys Nos. 2 to 4
- alloys of the state of the art alloys of the state of the art
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Domestic Plumbing Installations (AREA)
- Heat Treatment Of Steel (AREA)
- Conductive Materials (AREA)
- Inorganic Fibers (AREA)
- Crystals, And After-Treatments Of Crystals (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Forging (AREA)
- Metal Extraction Processes (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Catalysts (AREA)
- Manufacture Of Alloys Or Alloy Compounds (AREA)
Abstract
- cuivre : de 59.5 à 61.5 %,
- plomb : de 1.8 à 2.2 %,
- étain : de 1.3 à 1.7 %,
- somme des autres éléments sauf Zn < 0.3%.
- zinc : reste.
Description
Suite aux points a) et b) précités, l'utilisation des laitons à l'étain, objet du brevet susmentionné, nécessite la modification structurelle des presses de matriçage existantes.
Cette dernière condition est motivée par les nouvelles réglementations concernant la qualité de l'eau potable.
- cuivre : de 59.5 à 61.5 %,
- plomb : de 1.8 à 2.2 %,
- étain : de 1.3 à 1.7 %,
- somme des autres éléments sauf Zn < 0.3%.
- zinc : reste.
Un objet de l'invention est formé par le procédé de fabrication d'un demi-produit selon l'invention, procédé qui comprend typiquement une étape de filage, ladite étape de filage n'étant pas suivie d'une étape de traitement thermique. A cet égard, le procédé selon l'invention est donc particulièrement économique.
- Excellente résistance à la dézincification
- Très bonne usinabilité (fragmentation de copeaux)
- Excellente forgeabilité à chaud
- Pas d'effet néfaste sur le taux de relargage du plomb dans l'eau potable
- Gamme de fabrication simple et économique (pas de nécessité de procéder à un traitement thermique ni chez le fabricant de laiton, ni chez les matriceurs après le matriçage des pièces)
- Recyclage simple.
Dans le cadre de ses travaux, la demanderesse a émis l'hypothèse suivante pour expliquer l'effet bénéfique de l'étain.
Le mécanisme en jeu serait le suivant : fortement "γ-gène", l'étain une fois ajouté au laiton provoquerait la formation de la nouvelle phase "γ" au sein de la microstructure duplex α-β'. Cette formation se ferait au détriment de la phase β' comme illustré sur la figure 1. A cause de la solubilité élevée de l'étain dans la phase "γ", la formation de celle-ci s'accompagnerait d'un phénomène, à cinétique très rapide, de pompage de l'étain de la matrice (phases α et β'), comme illustré sur la figure 2.
La présence de l'étain au sein de la phase "γ" conduirait ainsi à :
- une baisse du potentiel de corrosion de "γ" ce qui se traduirait par une susceptibilité à la corrosion accrue de cette phase. En présence d'un milieu corrosif, la phase "γ" s'attaquerait donc préférentiellement (démarrage de la corrosion) en protégeant le reste de la matrice. Autrement dit, la phase "γ" jouerait le rôle d'anode sacrificiel et protègerait le reste de l'alliage,
- une cinétique lente de corrosion (progression du front de dézincification). Ainsi, à cause de cette baisse de cinétique (et malgré la susceptibilité très élevée à la corrosion de la phase "γ") l'intensité globale de dézincification des alliages contenant de l'étain selon l'invention, se trouverait significativement baissée. Cependant, pour obtenir les propriétés recherchées selon l'invention, la phase "γ" doit d'une part être présente en faible quantité relative comme illustré sur la figure 1, et doit d'autre part présenter une morphologie fine et discontinue, comme cela apparaít sur la figure 2. En effet, la figure 2 montre que la phase "γ" est présente au joint de grain entre les phases α et β' sur une faible épaisseur et qu'elle est discontinue puisqu'elle est absente dans les deux autres jonctions de phases α et β' (à droite et à gauche) présentes sur la figure 2.
Ce diagramme a été obtenu à partir des 6 alliages suivants à teneur croissante en Sn :
| Sn % poids | Pb % poids | Fe % poids | Zn % poids | Cu % poids |
| 0 | 2,16 | 0,19 | 38,6 | Reste |
| 0,59 | 2,06 | 0,20 | 39,9 | Reste |
| 1,13 | 2,12 | 0,19 | 39,1 | Reste |
| 1,71 | 2,19 | 0,17 | 38,5 | Reste |
| 2,19 | 2,08 | 0,20 | 38,1 | Reste |
| 2,73 | 2,02 | 0,18 | 37,5 | Reste |
De même, la teneur en arsenic peut être comprise entre 5 et 500ppm.
La teneur en aluminium peut être comprise entre 5 et 500ppm.
La teneur en antimoine peut être comprise entre 5 et 100ppm.
La teneur en silicium peut être comprise entre 5 et 500ppm.
Par analyse d'image de la microstructure, il a été observé que le pourcentage surfacique de la phase γ de ces demi-produits peut être compris entre 5 et 9%, et que le pourcentage surfacique de la phase β' peut être compris entre 25 et 40%.
Ainsi, les demi-produits selon l'invention présentent une grande latitude de déformation à chaud, tant en ce qui concerne la plage de température que le taux d'écrasement, sans qu'apparaissent des fissures ou des criques dans le métal. Ces demi-produits présentent une grande aptitude à se déformer sans fissurations ou criques, ce qui est extrêmement avantageux dans la pratique.
Il va de soi que la puissance installée sur les machines ou dispositifs de fabrication des produits finis, en particulier lorsque une telle fabrication comprend une déformation du demi-produit par écrasement, sera moindre dans le cas des demi-produits selon l'invention que dans le cas des demi-produits de l'état de la technique formés à partir des alliages No 5 et 6.



Les essais de dézincification ont été réalisés dans le sens longitudinal (sens du filage) selon la norme ISO 6509. Les profondeurs moyennes de dézincification ont été mesurées à l'aide d'un système d'analyse d'images (moyenne de vingt mesures)

résistance à la dézincification. Cette résistance est, en effet, la conséquence d'une part, de la microstructure monophasée de cet alliage (100% alpha) et d'autre part, de la présence de l'arsenic dans l'alliage. Il est à noter cependant que l'alliage CW602N nécessite la réalisation de deux traitements thermiques (à ∼500°C) l'un au cours de sa fabrication (chez le fabricant de l'alliage), et l'autre, après l'opération de matriçage.
- Vitesse de coupe (Vc) = 280 m/min
- Avance par tour (f) = 0,56 mm/tour
- Foret :
- Monobloc en carbure
- Diamètre 10 mm
- Profondeur de perçage (pp) = 25 mm
- Lubrification : à l'aide du LACTUCUT 2, lubrifiant commercialisé par TOTAL®.
Les copeaux issus du perçage sont ajoutés sur une série de 7 tamis superposés repérés de 1 à 7. Le tableau 4 donne l'ouverture des mailles carrées (en mm) de chaque tamis ainsi qu'un indice arbitraire qui s'y réfère (indice de tamis).
| Caractéristiques des tamis utilisés | ||
| N° tamis | Ouverture des mailles (mm) | Indice de tamis |
| 1 | 2.5 | 7 |
| 2 | 2 | 6 |
| 3 | 1.6 | 5 |
| 4 | 1.25 | 4 |
| 5 | 0.9 | 3 |
| 6 | 0.56 | 2 |
| 7 | 0 (Fond - Sans ouverture) | 1 |

mi = poids des copeaux du tamis n° "i".
| Résultats des essais d'usinabilité (perçage) | ||
| Force de perçage (N) | C.M. | |
| Alliage 1 | 2739±25 | 4,2±0,2 |
| Alliage 2 | 2940 ± 36 | 3,80 ± 0,2 |
| Alliage 3 | 3082 ± 41 | 3,75 ± 0,1 |
| Alliage 4 | 3193 ± 48 | 3,70 ± 0,2 |
| Alliage 5 | 3232 ± 42 | 4,5 ± 0,2 |
| Alliage 6 | 2642 ± 30 | 7,3 ± 0,2 |

Afin d'évaluer la forgeabilité, des essais d'écrasement à chaud ont été réalisés à l'aide d'une machine de traction. Les conditions opératoires utilisées sont les suivantes :
- Géométrie des échantillons : cylindres de 15mm de diamètre et de 15mm de hauteur,
- Lubrification à l'aide d'un bâton de graphite,
- Température : 600, 700, 750 et 825°C,
- Taux d'écrasement* (ε) : 55 et 80% ¨,
- ε = [(H0-h)/H0] 100%
- Vitesse de déformation généralisée : ε0 = 34 s-1
Celle-ci a été directement mesurée par la machine de traction. Elle reflète la puissance nécessaire au matriçage des échantillons.
Elle est évaluée à l'oeil à l'aide de l'aspect extérieur des pions comprimés (fissuration, peaux d'orange, ...).
| Résultats des tests d'écrasement à chaud (+ :Pas de fissures, - : Fissuré) | |||||||
| Taux | N° Alliage | ||||||
| T (°C) | D'écrasement % | 1 | 2 | 3 | 4 | 5 | 6 |
| 55 | + | + | + | + | + | - | |
| 600 | 80 | - | + | + | + | - | - |
| 700 | 55 | + | + | + | + | + | - |
| 80 | - | + | + | + | + | + | |
| 750 | 55 | + | + | + | + | + | + |
| 80 | - | + | + | + | - | - | |
| 825 | 55 | + | + | + | + | - | + |
| 80 | - | - | - | - | - | - |
| Résultats d'efforts d'écrasement (kg) | ||||||
| N° alliage | ||||||
| T (°C) | 1 | 2 | 3 | 4 | 5 | 6 |
| 700 | 1725 | 1000 | 735 | 700 | 720 | 1650 |
| 750 | 1025 | 650 | 540 | 500 | 550 | 995 |
| 825 | 460 | 530 | 420 | 400 | 390 | 425 |
Claims (19)
- Procédé de fabrication d'un demi-produit en un alliage CuZnPbSn, dans lequel ledit alliage présente la composition pondérale suivante :procédé caractérisé en ce qu'il comprend une étape de filage, ladite étape de filage ne comprenant pas ou n'étant pas suivie d'une étape de traitement thermique.cuivre : de 59.5 à 61.5 %,plomb : de 1.8 à 2.2 %,étain : de 1.3 à 1.7 %,somme des autres éléments sauf Zn < 0.3%.zinc : reste,
- Procédé selon la revendication 1 dans lequel la teneur en étain est comprise entre 1.4 et 1.6%.
- Procédé selon une quelconque des revendications 1 à 2 dans lequel la teneur en plomb est comprise entre 1.9 et 2.1 %.
- Procédé selon une quelconque des revendications 1 à 3 dans lequel la teneur en fer est inférieure ou égale à 0,2%.
- Procédé selon l'une quelconque des revendications 1 à 4 dans lequel la teneur en arsenic est comprise entre 5 et 500ppm.
- Procédé selon l'une quelconque des revendications 1 à 5 dans lequel la teneur en aluminium est comprise entre 5 et 500ppm.
- Procédé selon l'une quelconque des revendications 1 à 6 dans lequel la teneur en antimoine est comprise entre 5 et 100ppm.
- Procédé selon l'une quelconque des revendications 1 à 7 dans lequel la teneur en silicium est comprise entre 5 et 500ppm.
- Procédé selon l'une quelconque des revendications 1 à 8 dans lequel ledit demi-produit présente une microstructure d'alliage composée de trois phases intermétalliques : α, β' et γ.
- Procédé selon la revendication 9 dans lequel le pourcentage surfacique de la phase γ est compris entre 5 et 9%.
- Procédé selon une quelconque des revendications 9 à 10 dans lequel le pourcentage surfacique de la phase β' est compris entre 25 et 40%.
- Procédé selon une quelconque des revendications 9 à 11 dans lequel ledit alliage CuZnPbSn présente une composition choisie de manière à ce que, selon la norme ISO 6509, ledit demi-produit présente une profondeur moyenne de dézincification inférieure à 200µm.
- Procédé selon une quelconque des revendications 9 à 12 dans lequel ledit alliage CuZnPbSn présente une composition choisie de manière à ce que le demi-produit présente, pour une opération de perçage effectuée dans les conditions habituelles d'usinage selon la norme NF E66-520-7 de l'édition 2000, une taille moyenne de copeaux typiquement deux fois plus petite que celle obtenue avec l'alliage CW602N qui est un laiton à l'arsenic.
- Procédé selon une quelconque des revendications 9 à 13 dans lequel ledit alliage CuZnPbSn présente une composition choisie de manière à ce que le test de compression à chaud selon la norme ASTM E209-00 de l'édition 2000, et réalisé dans la plage de 600°C à 750°C, ne provoque aucune fissuration dudit demi-produit.
- Procédé selon une quelconque des revendications 9 à 14 dans lequel ledit alliage CuZnPbSn présente une composition choisie de manière à ce que le taux de relargage du plomb dans l'eau potable soit inférieur au seuil réglementaire selon la Directive européenne 98/83/EC relative à la qualité de l'eau destinée à la consommation humaine.
- Procédé selon une quelconque des revendications 9 à 15 dans lequel ledit alliage CuZnPbSn présente une composition choisie de manière à ce que ledit demi-produit présente une malléabilité à chaud élevée, et de manière à ce que sa résistance à l'écrasement soit inférieure à celle obtenue avec l'alliage CW602N, et de préférence deux fois moindre que celle dudit alliage CW602N.
- Produit fini obtenu à partir du demi-produit obtenu par le procédé selon une quelconque des revendications 1 à 16, ledit produit fini étant typiquement choisi parmi : un robinet, une valve, un raccord.
- Procédé de fabrication du produit fini selon la revendication 17 dans lequel on forme ledit produit fini typiquement par déformation ou usinage dudit demi-produit, ledit procédé ne comprenant pas d'étape de traitement thermique.
- Utilisation d'un demi-produit en alliage CuZnPbSn obtenu par le procédé selon une quelconque des revendications 1 à 16 pour la fabrication de produits finis ou composants utilisés pour la distribution d'eau sanitaire tels que robinets, valves et raccords.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL04356098T PL1489194T3 (pl) | 2003-06-17 | 2004-06-16 | Sposób wytwarzania półproduktów ze stopów CuZnPbSn do kucia matrycowego na gorąco |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0307267A FR2856411B1 (fr) | 2003-06-17 | 2003-06-17 | ALLIAGES CuZnPbSn DESTINES AU MATRICAGE A CHAUD |
| FR0307267 | 2003-06-17 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1489194A1 true EP1489194A1 (fr) | 2004-12-22 |
| EP1489194B1 EP1489194B1 (fr) | 2006-08-16 |
Family
ID=33396786
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04356098A Expired - Lifetime EP1489194B1 (fr) | 2003-06-17 | 2004-06-16 | Procédé de fabrication de demi-produits en alliages CuZnPbSn destinés au matriçage à chaud |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP1489194B1 (fr) |
| AT (1) | ATE336603T1 (fr) |
| DE (1) | DE602004001926T2 (fr) |
| DK (1) | DK1489194T3 (fr) |
| ES (1) | ES2271820T3 (fr) |
| FR (1) | FR2856411B1 (fr) |
| PL (1) | PL1489194T3 (fr) |
| PT (1) | PT1489194E (fr) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4923970B1 (fr) * | 1970-11-17 | 1974-06-19 | ||
| EP0947592A1 (fr) * | 1996-09-09 | 1999-10-06 | Toto Ltd. | Alliage de cuivre et procede de fabrication correspondant |
| EP1008664A1 (fr) * | 1997-04-08 | 2000-06-14 | Kitz Corporation | Alliage cuivreux de bonne tenue a la fissuration par corrosion sous contrainte, resistant a la corrosion, se pretant au travail a chaud, et procede de production |
| JP2000212662A (ja) * | 1998-07-24 | 2000-08-02 | Toto Ltd | 耐酸性腐食性に優れた黄銅材及び黄銅管材、黄銅製品 |
| EP1029935A1 (fr) * | 1997-11-11 | 2000-08-23 | Toto Ltd. | Materiau metallique, laiton, et son procede de production |
| JP2000257814A (ja) * | 1999-03-03 | 2000-09-22 | Toto Ltd | 黄銅製気化器及びその製造方法並びにそれを用いた温風暖房機 |
| JP2000309835A (ja) * | 1998-12-22 | 2000-11-07 | Toto Ltd | 黄銅材及び黄銅材の製造方法、黄銅材の加工方法 |
| US20020015657A1 (en) * | 2000-06-30 | 2002-02-07 | Dowa Mining Co., Ltd. | Copper-base alloys having resistance to dezincification |
-
2003
- 2003-06-17 FR FR0307267A patent/FR2856411B1/fr not_active Expired - Fee Related
-
2004
- 2004-06-16 ES ES04356098T patent/ES2271820T3/es not_active Expired - Lifetime
- 2004-06-16 PT PT04356098T patent/PT1489194E/pt unknown
- 2004-06-16 DK DK04356098T patent/DK1489194T3/da active
- 2004-06-16 AT AT04356098T patent/ATE336603T1/de active
- 2004-06-16 EP EP04356098A patent/EP1489194B1/fr not_active Expired - Lifetime
- 2004-06-16 PL PL04356098T patent/PL1489194T3/pl unknown
- 2004-06-16 DE DE602004001926T patent/DE602004001926T2/de not_active Expired - Lifetime
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4923970B1 (fr) * | 1970-11-17 | 1974-06-19 | ||
| EP0947592A1 (fr) * | 1996-09-09 | 1999-10-06 | Toto Ltd. | Alliage de cuivre et procede de fabrication correspondant |
| EP1008664A1 (fr) * | 1997-04-08 | 2000-06-14 | Kitz Corporation | Alliage cuivreux de bonne tenue a la fissuration par corrosion sous contrainte, resistant a la corrosion, se pretant au travail a chaud, et procede de production |
| EP1029935A1 (fr) * | 1997-11-11 | 2000-08-23 | Toto Ltd. | Materiau metallique, laiton, et son procede de production |
| JP2000212662A (ja) * | 1998-07-24 | 2000-08-02 | Toto Ltd | 耐酸性腐食性に優れた黄銅材及び黄銅管材、黄銅製品 |
| JP2000309835A (ja) * | 1998-12-22 | 2000-11-07 | Toto Ltd | 黄銅材及び黄銅材の製造方法、黄銅材の加工方法 |
| JP2000257814A (ja) * | 1999-03-03 | 2000-09-22 | Toto Ltd | 黄銅製気化器及びその製造方法並びにそれを用いた温風暖房機 |
| US20020015657A1 (en) * | 2000-06-30 | 2002-02-07 | Dowa Mining Co., Ltd. | Copper-base alloys having resistance to dezincification |
Non-Patent Citations (6)
| Title |
|---|
| DATABASE CA [online] CHEMICAL ABSTRACTS SERVICE, COLUMBUS, OHIO, US; NISHIJIMA, NAOMICHI ET AL: "Improving machinability of naval brass", XP002259854, retrieved from STN Database accession no. 82:128441 CA * |
| DAVIS J R ED - AMERICAN SOCIETY FOR METALS: "Metals Handbook, CONVENTIONAL HOT EXTRUSION", 1988, FORMING AND FORGING, METALS PARK, ASM, US, PAGE(S) 315, XP002222211 * |
| J.R. DAVIS & ASS.: "Copper and Copper Alloys", 2001, ASM INTERNATIONALL, USA, ISBN: 0-87170-726-8, XP002297590 * |
| PATENT ABSTRACTS OF JAPAN vol. 2000, no. 11 3 January 2001 (2001-01-03) * |
| PATENT ABSTRACTS OF JAPAN vol. 2000, no. 12 3 January 2001 (2001-01-03) * |
| PATENT ABSTRACTS OF JAPAN vol. 2000, no. 14 5 March 2001 (2001-03-05) * |
Also Published As
| Publication number | Publication date |
|---|---|
| DE602004001926D1 (de) | 2006-09-28 |
| ES2271820T3 (es) | 2007-04-16 |
| PT1489194E (pt) | 2007-01-31 |
| DE602004001926T2 (de) | 2007-12-06 |
| FR2856411B1 (fr) | 2007-03-02 |
| ATE336603T1 (de) | 2006-09-15 |
| PL1489194T3 (pl) | 2007-01-31 |
| FR2856411A1 (fr) | 2004-12-24 |
| DK1489194T3 (da) | 2006-12-27 |
| EP1489194B1 (fr) | 2006-08-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1488018B1 (fr) | Produits en alliages al-mg pour construction soudee | |
| CA2579371C (fr) | Fil d'apport pour souder des alliages d'aluminium | |
| EP2750882B1 (fr) | Tôle plaquée pour carrosserie automobile | |
| EP2235224A1 (fr) | Produit lamine en alliage aluminium-lithium pour applications aeronautiques | |
| FR2907796A1 (fr) | Produits en alliage d'aluminium de la serie aa7000 et leur procede de fabrication | |
| EP1544315B1 (fr) | Produit corroyé sous forme de tôle laminée et élément de structure pour aéronef en alliage Al-Zn-Cu-Mg | |
| EP1170118A9 (fr) | Tôles en alliage d'aluminium plaquées pour éléments de structure d'aéronefs | |
| FR2752244A1 (fr) | Produit pour construction soudee en alliage almgmn a tenue a la corrosion amelioree | |
| TWI649438B (zh) | 易削性銅合金鑄件及易削性銅合金鑄件的製造方法(二) | |
| LU87916A1 (fr) | Procede pour le revetement au trempe d'une bande d'acier en continu | |
| EP2450470A1 (fr) | Traitement de surface par hydroxysultate | |
| FR2888854A1 (fr) | Produit en alliage d'aluminium corroye de la serie aa-7000, procede de fabrication d'un tel produit, et composant soude comportant un tel produit. | |
| EP3411508B1 (fr) | Tôles épaisses en alliage al cu li à propriétés en fatigue améliorées | |
| CA2942426A1 (fr) | Produit file en alliage 6xxx apte au decolletage et presentant une faible rugosite apres anodisation | |
| FR2808536A1 (fr) | Procede de production d'une billette semi-fondue en alliage d'aluminium pour une utilisation comme unite de transport | |
| EP1489194B1 (fr) | Procédé de fabrication de demi-produits en alliages CuZnPbSn destinés au matriçage à chaud | |
| EP2421996A1 (fr) | Alliage d'aluminium de décolletage de la série aa 6xxx | |
| FR3147815A1 (fr) | Produit épais en alliages aluminium cuivre lithium avec une ténacité améliorée et procédé d’obtention | |
| WO2023187301A1 (fr) | Tôle en alliage 6xxx de recyclage et procédé de fabrication | |
| Barker et al. | Developments of manufacturing of metal matrix composites for applications in the sports and leisure industries | |
| Zhang et al. | Effects of Si alloying and T6 treatment on mechanical properties and wear resistance of ZA27 alloys | |
| WO2025027260A1 (fr) | Produit en alliage aluminium-cuivre-lithium pour element d'intrados a proprietes ameliorees | |
| Abdelall et al. | Investigating the feasibility of depositing AA6061-T6 alloy over mild steel by friction surfacing | |
| CN1890392A (zh) | 铜基合金以及采用该合金的铸锭和接触液体部件 | |
| EP0064468B1 (fr) | Procédé de fabrication de feuilles en alliages d'aluminium-fer hypoeutectiques |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL HR LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20050118 |
|
| 17Q | First examination report despatched |
Effective date: 20050215 |
|
| 111Z | Information provided on other rights and legal means of execution |
Free format text: ATBEBGCHCYCZDEDKEEESFIFRGBGRHUIEITLILUMCNLPLPTROSESISKTR Effective date: 20050303 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20060816 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060816 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060816 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060816 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060816 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060816 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REF | Corresponds to: |
Ref document number: 602004001926 Country of ref document: DE Date of ref document: 20060928 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20061113 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: EP Ref document number: 20060404025 Country of ref document: GR |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: PA ALDO ROEMPLER |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20061115 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2271820 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20070518 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060816 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: ALDO ROEMPLER PATENTANWALT;BRENDENWEG 11 POSTFACH 154;9424 RHEINECK (CH) |
|
| PGRI | Patent reinstated in contracting state [announced from national office to epo] |
Ref country code: IT Effective date: 20080801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060816 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070217 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CJ Effective date: 20140404 Ref country code: FR Ref legal event code: CD Owner name: KME FRANCE SAS, FR Effective date: 20140404 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: KME FRANCE SAS, FR Free format text: FORMER OWNER: TREFIMETAUX, FR |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20140630 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20140522 Year of fee payment: 11 Ref country code: AT Payment date: 20140624 Year of fee payment: 11 Ref country code: CH Payment date: 20140625 Year of fee payment: 11 Ref country code: BG Payment date: 20140606 Year of fee payment: 11 Ref country code: GR Payment date: 20140630 Year of fee payment: 11 Ref country code: FI Payment date: 20140623 Year of fee payment: 11 Ref country code: TR Payment date: 20140528 Year of fee payment: 11 Ref country code: IT Payment date: 20140626 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20140519 Year of fee payment: 11 Ref country code: DK Payment date: 20140625 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20140829 Year of fee payment: 11 Ref country code: NL Payment date: 20140625 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20140630 Year of fee payment: 11 Ref country code: ES Payment date: 20140724 Year of fee payment: 11 Ref country code: FR Payment date: 20140630 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20140730 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20151216 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602004001926 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20150630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150616 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150616 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 336603 Country of ref document: AT Kind code of ref document: T Effective date: 20150616 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20150616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150617 Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151216 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20150701 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20160229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160331 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150630 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150616 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150701 Ref country code: DE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160101 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150616 Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160112 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150630 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: ML Ref document number: 20060404025 Country of ref document: GR Effective date: 20160112 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150630 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20160902 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150617 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150616 |