-
The invention relates to a self-locking mounting bracket for fastening on a pipeline, in
particular on a heat exchanger manifold. Brackets of this kind are used as support
points for fastening the exchanger to the bearing structure or as a basis for fixing
other elements to the heat exchanger body, therefore the suitable rigidity, reliability
of the attachment and resistance to mechanical vibrations generated during
operation of the heat exchanger are necessary. The required reliability of the
attachment is commonly achieved by brazing brackets to the manifold. To provide
suitable stability during brazing, special holders are applied or the components are
preliminarily stitched together by a number of short welds. Self-locking brackets are
also used.
-
The patent US 5,183,103 discloses a mounting bracket comprising a pair of
embracing portions capable of resiliently engaging the exterior of the manifold to
keep the bracket in place prior to brazing of the components of the heat exchanger
together. The bracket may be preliminarily connected to the heat exchanger
manifold, without the need of using any special tools before the "one-shot" brazing
operation, thus facilitating the manufacture of the heat exchanger. Since no
additional appliances are necessary, it is possible to accommodate a larger number
of heat exchangers in a furnace, hence substantially increasing production yield.
-
However, the locking of such a bracket does not secure its vertical position. Bracket
may be accidentally displaced e.g. during transport of a heat exchanger to a furnace
before brazing. Accidental swivelling around the manifold tube is also possible.
-
The aim of the present invention is to provide a single-unit bracket that enables easy,
durable and detachable fastening to an arterial pipeline of any cross-section,
preferably at a number of points along the bracket height. The aim of the present
invention is, in particular, a bracket structure for a heat exchanger, enabling
detachable preliminary fastening of the bracket to the heat exchanger manifold,
preferably at a number of points along its height, before one-shot brazing process.
-
According to the present invention there is provided a self-locking mounting bracket
for fastening on a pipeline, in particular on a heat exchanger manifold, characterised
in that it comprises at least two mounting clasps linked by a connecting surface and
having a shape at least partially reflecting the pipeline cross-section, and at least one
assembling surface, wherein the first mounting clasp comprises at least one cut-out
substantially parallel to the manifold axis and the second mounting clasp is capable
of snapping on the manifold and comprises at least one cut-out substantially
perpendicular to the manifold axis and wherein the manifold comprises mounting
projections for the cut-outs in the first and in the second clasp.
-
To attach the bracket to the manifold, one should tilt the bracket back at a certain
angle to the manifold and slide the cut-outs of the first mounting clasp onto one pair
of the mounting projections, then swivel the other end of the bracket towards the
manifold and drive the cut-outs of the second clasp onto the corresponding mounting
projections, thus locking the clasp to the manifold. Thanks to that the bracket is
reliably attached. The cut-outs perpendicular to the manifold axis secure the bracket
against displacement along the manifold axis, whereas the parallel cut-outs secure
the bracket from swivelling around the manifold axis.
-
Advantageously according to the present invention the bracket has a form of an
integral shape made by a pressing method.
-
It is also favourable according to the present invention, when the integral multiple (n)
of the distance (h) between neighbouring mounting projections of the manifold is
substantially equal to the distance (H) between the end of the parallel cut-out in the
first mounting clasp and the end of the cut-out in the second mounting
clasp (n·h ≅ H).
-
Thanks to that, the bracket can be attached to the manifold at a number of locations
along the manifold length. Under some circumstances, however, it may be
favourable to provide only one pair or several pairs of projections, in order to render
it possible to attach the bracket only at predetermined locations along the manifold
length.
-
Preferably the mounting projections have a form of convex beads on the manifold
surface.
-
This feature significantly reduces the manufacturing costs of the heat exchanger, as
no additional fixing elements are necessary.
-
Furthermore, it is favourable according to the present invention if the angular spacing
of the second mounting clasp is greater than 180°.
-
Thanks to that, the second clasp engages behind the manifold axis, thus creating a
snapping latch, which preserves the bracket from sliding out from the manifold.
-
Furthermore it is favourable if the second mounting clasp ends with mounting
tongues that embrace the manifold cross-section.
-
Said tongues enable the attachment of the bracket to manifolds of various
cross-sections. The only requirement is that arms of the clasp should provide
sufficient clamping force on the side of the manifold which is opposite the bracket.
-
In a preferred embodiment of the bracket according to the present invention, the cut-out
that is substantially perpendicular to the manifold axis may turn upwardly, thus
creating a snap fastener.
-
Such construction of the bracket enables the application of the second clasps having
angular spacing of less than 180°. This makes it possible to attach the bracket e.g.
on a two-part partitioned manifold.
-
Furthermore, it is favourable if the connecting surface of the bracket comprises
corrugations substantially perpendicular to the bracket axis.
-
The main purpose of said corrugations is to increase the crosswise rigidity of the
bracket mounting surfaces, which serve either as attachment points for additional
components of a heat exchanger, or support points for the heat exchanger itself.
Moreover, such corrugations reduce the longitudinal rigidity of the bracket and render
it possible to squeeze the bracket axially and attach it to the manifold even if the
spacing between the corresponding mounting projections is slightly different to the
distance between the end of the vertical cut-out of the first clasp and the cut-out of
the second clasp.
-
After the preliminary attachment of the bracket it is advantageous to fasten the
bracket permanently to the manifold by means of brazing.
-
In such a case, according to the present invention it is advantageous if the
connecting surface contacts the surface of the manifold, and the connecting surface
and/or the manifold are coated with a brazing agent.
-
During the furnace brazing said coating melts, providing a reliable and permanent
fastening of the bracket to the manifold.
-
The bracket according to the present invention is presented below by way of
examples of preferred embodiments with reference to figures of the drawing, in
which:
- Fig. 1 shows a fragment of a heat exchanger with manifold and the self-locking
mounting bracket according to the present invention, in axonometric view, prior to an
attachment,
- Fig. 2 shows a fragment of a heat exchanger with its manifold and the self-locking
mounting bracket according to the present invention mounted on it, in lateral view,
- Fig. 3 shows the A-A section of Fig. 2,
- Fig. 4 shows the B-B section of Fig. 2,
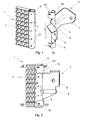
- Fig. 5 shows another embodiment of the bracket according to the present invention,
applicable to a two-part partitioned manifold, in axonometric view, prior to
attachment,
- Fig. 6 shows the bracket from Fig. 5 after attachment to the manifold in a lateral
view, and
- Fig. 7 shows yet another embodiment of the bracket according to the present
invention, applicable to pipeline having pentagonal cross-sections.
-
-
The embodiments shown in Fig. 1 to Fig. 7 relate to a typical heat exchanger 1,
having a cooling core 2 fluidly connected with two manifolds 3.
-
The bracket 4 illustrated in Fig. 1 to Fig. 4 has the form of a single-unit profiled
element manufactured of an aluminium sheet by a pressing method. Within the
profiled element, the connecting surface 5 is shaped, from which two mounting
surfaces 6 and 7 fork in two different directions. Each of the mounting surfaces has
openings serving as mounting places of the bracket 4 after its attachment to a
bearing structure, which is not shown in the drawings. Both the connecting surface 5
and the mounting surfaces 6 and 7 comprise corrugations 8 which increase the
crosswise rigidity of the bracket.
-
The connecting surface 5 develops, from its bottom side, to the first mounting
clasp 9, and from its top side ― to the second mounting clasp 10. The shapes of
mounting clasps 9 and 10 correspond to the round cross-section of the manifold 3,
wherein the angular spacing of clasps is greater than 180°, so that they engage
around the manifold 3, behind its central axis.
-
The first mounting clasps 9 has two cut-outs 91 (drawing Fig. 3) parallel and
symmetrical to the manifold 3 axis, wherein the second mounting clasp 10 has two
cut-outs 101 (drawing Fig. 4), perpendicular and symmetrical to the manifold 3 axis.
-
The manifold 3 has on its both sides a number of pairs of mounting projections 31,
disposed within equal distances along the length of the manifold. Integral multiple of
the distance h between two neighbouring mounting projections is approximately
equal to the distance H between the ends of the vertical cut-outs 91 in the first
mounting clasp 9 and the cut-outs 101 in the second mounting clasp 10 (n·h ≅ H).
That enables attaching the bracket to the manifold at a number of locations along the
manifold 3 length. The mounting projections 31 are shaped here as convex beads on
the manifold 3 wall, made by means of chiselling the manifold 3 at certain points
along its surface. In the presented embodiment, the total height H includes five
mounting beads 31 located within equal distances h from one another.
-
Attaching the bracket 4 to the manifold 3 is relatively simple. Firstly, having the
bracket 4 tilted back at some angle to the manifold axis one should slide the cut-outs
91 of the firsts mounting clasp 9 onto one pair of the mounting projections 31.
Then, having the one end of the bracket attached, one should swivel the bracket
towards the manifold 3 and drive the cut-outs of the second clasp 10 till the clasp
latches on around the manifold 3. The cut-outs 101 secure the bracket against
displacement along the manifold axis, whereas the cut-outs 91 secure the bracket
against rotation and detachment.
-
Fig. 5 and Fig. 6 present another embodiment of the bracket according to the
present invention. The bracket components that correspond to the ones from Fig. 1
to Fig. 4 are marked by the same reference numerals.
-
The bracket 4, as shown in Fig. 5, has only one mounting surface 6, which is used
for mounting a fan shroud (not shown in the drawing).
-
In this case, the manifold 3 is manufactured as a two-part unit, composed of two
semicircular plates 32 and 33, whereas the mounting projections have a form of
cylindrical rods 31'.
-
The shape of the mounting clasps 9 and 10 substantially reflect round cross-section
of the manifold 3, however its angular spacing is less than 180°, so the clasp ends
reach the protruding joint 34 between the plates 32 and 33 of the manifold 3.
-
The first mounting clasp 9 comprises a pair of cut-outs 91 parallel to the manifold 3
axis, whereas the second clasp 10 has two cut-outs 101' which turn upwardly at their
ends, thus creating a snap fastener 102.
-
Attaching the bracket 4 to the manifold 3 consists of sliding the cut-outs 91 of the first
mounting clasp 9 onto one pair of fixing rods 31'; swivelling the bracket towards the
manifold 3; sliding the cut-outs 101' onto the corresponding pair of fixing rods 31' and
finally lowering the bracket in order to lock the second mounting clasp 10 onto the
manifold 3.
-
For both embodiments described above, the connecting surface 5 contacts the
manifold surface and is coated from its inner side by a brazing agent, which during
furnace brazing of the heat exchanger melts, providing a reliable and permanent
fastening of the bracket 4 to the manifold 3. The above approach enables the
manufacturing of a heat exchanger in a one-shot brazing process. After assembling
of all the heat exchanger components, such as tubes, cooling fins, manifolds and
side supports together and attaching necessary brackets to the exchanger, the
exchanger is placed into a furnace, where it undergoes the one-shot brazing
process.
-
Fig. 7 presents one more embodiment of the bracket according to the present
invention. In this case the bracket was designed to be attached to the pipeline 3"
having a pentagonal cross-section. As shown, despite the fact that the angular
spacing of the second clasp is less than 180°, and the bracket does not engage
behind the pipeline 3" central axis, the appropriate snapping latch arises exclusively
by virtue of matching the clasp 10 with the arterial pipeline 3" shape.
-
The application of clasps with cut-outs secures the bracket against displacement and
rotation. The bracket can easily be attached and detached before brazing. Moreover,
no additional supporting facilities are necessary for brazing, which significantly
reduces the working time and decreases the number of additional components
required for assembling the heat exchanger, hence enabling manufacturing of the
heat exchanger by means of the one-shot brazing operation.