EP1464241A1 - Verfahren zur Herstellung eines Vlieses für die Herstellung von Filtern der tabakverarbeitenden Industrie sowie Filterstrangherstelleinrichtung - Google Patents
Verfahren zur Herstellung eines Vlieses für die Herstellung von Filtern der tabakverarbeitenden Industrie sowie Filterstrangherstelleinrichtung Download PDFInfo
- Publication number
- EP1464241A1 EP1464241A1 EP04003359A EP04003359A EP1464241A1 EP 1464241 A1 EP1464241 A1 EP 1464241A1 EP 04003359 A EP04003359 A EP 04003359A EP 04003359 A EP04003359 A EP 04003359A EP 1464241 A1 EP1464241 A1 EP 1464241A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- filter
- fibers
- fiber
- fluidized bed
- strand
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images













Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0204—Preliminary operations before the filter rod forming process, e.g. crimping, blooming
- A24D3/0208—Cutting filter materials
Definitions
- the invention relates to a method for producing a nonwoven fabric for the manufacture of filters of the tobacco processing industry.
- the invention further relates to a filter strand manufacturing device of the tobacco processing Industry comprising at least one filter material supply device, from the dosed metered the filter material and a strand building apparatus in which the filter material is too a train can be formed, in particular aufschauerbar is.
- a process for producing a nonwoven fabric for the production of Filter the tobacco processing industry and a corresponding Filterstrangherstell appears the tobacco processing industry is from GB 718 332. This will be done by means of a tobacco cutting machine Snippets of a material made and these a stranding machine, similar to a cigarette rod machine, supplied, wherein the chips are impregnated with a chemical agent to prevent unwanted taste and to prevent the snippets from the tails of the corresponding fall out made filter.
- the cut Snippets are by means of a drum in the effective range of Spiked roller promoted and by means of the spiked roller of the drum promoted on a conveyor belt, then another To be supplied to the conveyor drum, from which the snippets by means of another barbed or racket roller are knocked out and a format in which the filter strand with a Serving strip is formed.
- the snippets of materials like paper, cellulose, textiles, synthetic materials or similar, have a similar structure as cut tobacco.
- a fluidized bed the manufacture of filters of the tobacco processing industry.
- a fluidized bed also called fluid bed distributor it is targeted and easily possible to filter material, and in particular isolated filter material, dosed in Direction of a strand building device to promote, with a very uniform promotion is possible, whereby the homogeneity of the produced filter is high.
- the Fluidized bed upstream in the conveying direction of the filter materials a strand building device is arranged, wherein the Fluidized bed comprises a curved wall carrying the filter materials, It is especially possible to use a possibly used one To separate transport air flow from the filter material, whereby very good strand properties of the quenched filter material is enabled on the strand building device, whereby a homogeneous filter can be generated.
- the curved Wall initially directed downward in the conveying direction, in the Moving horizontally and then upwards his.
- a strand conveyor is suitable as a strand building device.
- the air-permeable conveying medium such as, for example, a conveyor belt includes.
- the inventive method it is possible very homogeneous Nonwovens for the production of filters of tobacco processing Manufacture industry so that the filter produced from this fleece are also very homogeneous. If the filter material comprises fibers, is also a particularly high variability of the setting of the filter properties possible.
- a stream of isolated fibers resembles that of a snowstorm, that is, a stream of fibers, the one homogeneous statistical distribution of fibers both spatially and also temporally. In particular, this means complete separation the fibers, that are essentially no groups of fibers, which are interconnected, more are available.
- a composite of the fibers is formed again For example, a non-woven structure produced. By dissolution of the Fiber groups, by singling the fibers in individual fibers, can Subsequently, a nonwoven be made, which does not have bridges and Contains cavities.
- the isolated Fibers without forming fiber groups are transported.
- a then particularly preferred embodiment of the method is when the singulation of the fibers at least partially by means of an airflow happens. As a result, the degree of separation very high. A lot of air is used to separate the fibers. In the fluidized bed area, excess air then becomes from the fiber stream at least partially deposited.
- one having a plurality of apertures provided device is a high efficiency possible during singulation.
- feeding the fibers at least partially by means of an air flow remain pre-separated fibers when feeding substantially isolated.
- the singulated fibers and also the fiber groups are processed, essentially only with transport air or fed to an air flow.
- At least two separation steps are provided, is achieved a higher degree of singulation of the fibers.
- a pre-separation of present in a network finite fibers preferably a hammer mill or a bale breaker used.
- a hammer mill finds then application when a fiber felt is provided.
- a bale breaker then applies when a fiber bale is made available.
- At least one metering step is provided by means of which the amount of fibers, in particular predeterminable, is metered. It In this case, a predosing and / or a main dosage can be provided his. By means of the predosing is roughly the throughput of adjusted fibers to be prepared. By means of the main dosage a finer adjustment is possible.
- fiber materials are, for example, cellulose acetate, cellulose, Carbon fibers and multicomponent fibers, in particular Bicomponent fibers in question.
- components are referred to DE 102 17 410.5 of the Applicant.
- the different fiber types are mixed. It it is also possible to add at least one additive.
- Additive is, for example, a binder such as latex or to Granular material, the most effective ingredients of cigarette smoke binds such as coal active granules.
- the treatment process happens a complete separation with or following a second or third dosing step, wherein this after a third dosing step especially when providing a pre-dosage is possible.
- the fiber length is smaller than that Length of the filter to be made.
- the length of the fibers should therefore be between 0.1 mm and 60 mm and in particular between 0.2 mm and 10 mm.
- the fiber thickness is 1 to 20 dtex, preferably 2 to 6 dtex, amount.
- the average fiber diameter is in the range of 10 to 40 microns, especially 20 to 38 microns, and is particularly preferred between 30 and 35 ⁇ m, is a very homogeneous filter after the preparable preparation according to the invention.
- a method of making filters is the tobacco processing Industrial, comprising a process for treatment of filter material of the type described above thereby provided that also subsequently formed a fiber strand and the strand is divided into filter rods.
- a fleece formed from the isolated finite fibers is provided.
- To the Strand construction of finite fibers are these via a fluidized bed transported and fed to a suction belt conveyor. This forms a fleece on the surface of the suction belt conveyor.
- the strand structure corresponds essentially to the strand structure of a tobacco rod, however, corresponding Measures or variations are introduced to the material of finite size and structure Fibers in a homogeneous strand compared to tobacco fibers convict.
- different filter materials in the transport direction the filter materials fed successively to the fluidized bed, so that a homogeneous mixing is achieved.
- many different filter materials supply In a particularly preferred embodiment of the The method according to the invention is the filter material during feeding sporadically.
- the transport air flow is particularly preferred used, which flows through the fluidized bed.
- This transport air stream may be attached to a means for feeding filter material to flow past the fluidized bed, which from this conveyor element or feeding element filter material occasionally triggered.
- the the feed element supplied filter material can already be completely isolated or only partially, such as Filter material that from a bale breaker from the composite was broken or torn.
- the method comprises the production of filters the tobacco processing industry, a method for producing a Vlieses, which has been described above, wherein also the fleece is transferred into a filter strand and the filter strand in Filter rods is divided.
- a Filterstrangherstell insightful the tobacco processing industry comprising at least one filter material supply device, from the dosed metered the filter material and a strand building apparatus in which the filter material formable to a strand, in particular aufschauerbar, is dissolved, wherein the filter material in a fluidized bed of the Filtermaterialzu Glassvorides is conveyable to the strand building device.
- FilterstrangherstellINA invention is a Filter production possible, which produces very homogeneous filter.
- the Filtermaterialzu Foodvorraum is configured to by means of at least a conveying element, in particular a roller, filter material from a filter material supply to the fluid bed, Can the Filterstrangherstell responded without many complex separation devices produce homogeneous filter strands.
- a conveying element in particular a roller
- filter material from a filter material supply to the fluid bed
- the Filterstrangherstell Preferably serves a transport air flow or conveying air flow thereto, the filter materials fed to the fluidized bed from the conveying element detach and separate.
- This filter material supply device thus also has a separation function.
- the filter material supply singulated fibers or Essentially isolated fibers can be fed, so that no further complicated singulation step for feeding the filter material is necessary.
- the supply of isolated fibers In addition, a very homogeneous filter strand with good filter properties manufacture.
- the invention follows the fluidized bed downstream of the conveying direction of the filter material upstream of the strand building apparatus Channel on. Due to this embodiment of the FilterstrangherstellISS can essentially no inhomogenization of the supplied filter material or no final mixture of different Filter materials in the conveying direction after the fluidized bed happen.
- the fluidized bed is at least partially channel-like. If the fluidized bed is curved in such a way that in the conveying direction of the filter material initially directed the fluidized bed downwards is, goes to the horizontal and then upwards can be a very simple and effective regulation of the Flow rates are made in a fluidized bed. This is only the amount of transport air or the strength of the transport air adjust or regulate or control.
- Preferably that has Fluidized bed the shape of an ellipse whose curvature in the transport direction gets bigger.
- the fluid bed can be quite general act a fluidized bed, for example, in DE 33 01 031 C2 is described.
- the fluidized bed described in this document serves to form a tobacco rod.
- a particularly preferred embodiment of the invention Filterstrangherstell Surprise is present when the Filtermaterialzu Bacvorraum a separating device comprising a Nonwoven of a starting material separated into fibers. It can then, for example, cellulose fibers in a simple manner also be used for filter production.
- the separating device suitably comprises a fiber mill, preferably a milling drum or a hammer mill comprises.
- a corresponding fiber mill is, for example, from a company Diatec made.
- the dosage of the filter material is preferably done via the Feed of the filter material in the separating device.
- the filter material is initially in the form of a Fleece before.
- the feed of the fleece in the separating device then controls the dosage of the filter material that is the fluidized bed is supplied.
- At least two Filtermaterialzu Documentvoriquesen provided.
- Other filter material supply devices may also be used be provided, such as those containing granules, in particular activated carbon granules directly to the Feed the fluidized bed.
- Regarding the fiber mill is still on the US 4,673,136 A, in which a corresponding fiber mill described is.
- this processing device is one of the corresponding recycled filter material produced filter with very homogeneous Properties can be realized.
- the means for supplying comprises an air flow, whereby an even more homogeneous filter can be produced.
- the processing device is for separating the fiber through an air flow and / or required in the device.
- the degree of separation very high. If the device for separating a Includes a plurality of openings through which the fibers from the device sporadically is a particularly effective Processing device given.
- a particularly easy to implement metering device comprises a chute from which a rotating roller carries out fibers. If in the lower part of the metering device a pair Feed rollers is provided, can gently filter material be dosed.
- the metering device or the at least one metering device additionally a Separation function, whereby the degree of separation of the whole Processing device can be further increased.
- a mixing device is provided, it is possible to process different materials and also different fibers.
- the fibers may be cellulose fibers, fibers thermoplastic starch, flax fibers, hemp fibers, flax fibers, Sheep wool fibers and cotton fibers or, as already explained above, Multicomponent fibers, act.
- the mixing device additionally a separation and / or Dosing of the fibers.
- the processing device is designed such that finite fibers with a length smaller than that of a filter to be prepared is to be prepared. Further preferably the processing device is designed to be finite Fibers of natural origin with a mean fiber diameter in the range of 10 to 40 .mu.m, in particular 20 to 38 microns, to process. A particularly preferred fiber diameter is in a range of 30 to 35 microns.
- the fiber strength of artificial Fibers are between 1 and 20 dtex, in particular between 2 to 6 dtex.
- a filter manufacturing device expediently comprises a processing device, which has been described above.
- a filter according to the invention is according to one of the above-described Process produced.
- Fig. 1 shows a schematic representation of a process flow from the preparation to the strand production of a filter of tobacco processing Industry.
- a fiber preparation 1 in the first place, the transfer of all compressed forms of delivery made of fibrous materials in a airy woolly state becomes. This should be loosened fiber groups. In addition to these fiber groups can also be single fibers be generated.
- the fiber preparation 1 is, for example, with a device performed according to FIG. 2. Such a device is known in itself.
- To the festgepressten forms of delivery include, for example. Fiber bales and fiber mats 10 or a fiber felt 10 fiber bales are usually unpacked by means of bale breaker and fiber mats 10 or fiber felt 10 by means of a hammer mill 13th
- bale breaker for fibrous materials is, for example.
- Trützschler acquirable and a hammer mill for fibrous materials for example, from the company Kamas.
- a pre-dosage occurs 2.
- a pre-dosage is 2
- the predosing serves a coarse dosage of the fiber material and another Singling to the effect that in groups or as dense packing present fibers continue to be loosened up. Also on At this point further completely separated fibers can be formed.
- the predosing 2 can also be a main dosage or a dosing 4 are carried out alone. Whether a pre-dosage 2 is necessary depends on the nature of the fiber preparation derived material.
- the goal of dosage 4 or the predosing 2 is the realization of a defined stable uniform mass flow of fibers and also partly already a pre-separation.
- the dosing step 4 leads to a further separation of the fiber groups. It is possible, before the dosing step 4, a mixing step and / or dosing 3 provide. In this step, several Filter materials, as in Fig. 1 by the in the box 3rd suggesting ways in, and possibly an additive such as a Binder, for example, or an activated carbon granules mixed become.
- the method is structured differently or the same parallel preparation and dosing sections perform so that several different fibers processed in parallel and can be dosed.
- the goal of mixing it is a homogeneous mixing of the individual fiber components and to achieve various additions.
- a mixing and / or dosing is, for example, with a device according to FIG. 5 possible.
- a main dosage is, for example, with a device according to Fig. 4 possible.
- the various Fiber materials continuous or discontinuous mixed together As an example of Fig. 5 is a continuous Mixer 111 shown.
- the mixing device 111 fulfills also a buffer storage function for the fibers. In that Process step of mixing and / or dosing is not only possible to mix different fibers together, but also to add additives in solid or liquid form. This Additives serve to bind and / or influence the fibers the filtration properties of the fiber filter low.
- the discharge from the mixing device 111 is defined, whereby a dosing function is given.
- dosing 4 it would be possible to dosing 4 to be avoided by mixing and / or dosing 5.
- the Fiber material fed to a step of singulating 6.
- the goal the isolation is a complete dissolution of the remaining fiber groups in single fibers. This serves to in the subsequent Step of strand production 7 the individual fibers so new group that an optimal nonwoven structure can arise in the no bridges and cavities are included.
- fiber by fiber can be put together and so a fleece can be formed. It is thus possible according to FIG. 1, up to three Use dosing steps. There may also be other dosage levels be preceded by the separation.
- the emerging from the separation fiber stream consists of individual Fibers that are conducted in air or in an air stream.
- the appearance of the air flow with the entrained fibers or a fiber stream laden with fibers is that of a blizzard very similar.
- the isolated Fibers for example, with a fluidized bed, the suction belt of a special Suction belt conveyor supplied.
- Strangherstellen 7 is a Strand produced with constant cross section, the cross section is in particular constant square, wherein at the same time a uniform density is produced.
- the fibers are in a non-woven structure.
- the finished one Fiber filter strand has a sufficient hardness, draw resistance, weight constancy, Retention and processability.
- FIG. 2 shows a fiber preparation device 114.
- a fiber field 10 is by means of feed rollers 11 in the effective range of a hammer mill 13 promoted with hammers 12.
- the hammers 12 of the hammer mill 13 are housed in a housing 14.
- In the tear-off area 15 hit the hammers 12 on the fiber felt and form so Fiber groups 16.
- the fiber groups 16 are in a tube 18th transported by means of air flow 17. It creates one with fiber groups loaded airflow 19. At this point can also already isolated fibers have been created.
- the hammers 12 of the Hammer mill 13 rotate in the direction of fall, allowing the fibers in the rotor rotation direction tangentially from the housing 14 of the hammer mill 13 are ejected.
- a predosing 113 is shown schematically.
- An air stream loaded with fiber material 41 becomes a separator 20 supplied, which separates the fiber material 41 from the air flow, so that fiber material 42 through the shaft 21 in the Storage tank 22 falls.
- two spiked rollers 23 are arranged.
- the spiked rollers 23 rotate Slow and lead the fiber material of a third spiked roller 24 too.
- the third spiked roller 24 rotates rapidly and ruptures fiber groups out of the fiber material. These fiber groups arrive into the funnel 25 by sliding down.
- a rotary valve 26 is arranged.
- the Fiber groups slip into the cells of the cellular wheel sluice 26 and are transported in the channel 27.
- Air flow 28 the fibers discharged into the channel 27 or Fiber groups.
- the air flow 28 is already taking from the process recycled fibers with the fiber groups be supplied.
- the airflow 29 is full of fibers and fiber groups loaded. With the air flow becomes a fiber / fiber group mixture 29 transported.
- the fiber / fiber group mixture 29 is by means of an air flow in the Separator 30 e.g. transported a rotary separator. There the fiber / fiber group mixture is separated from the air stream.
- the deposited fiber material 31 enters the stowage bay 32 and falls in this down to the feed rollers 34th It can also be provided or a plurality of pairs of rollers Einzugsb speciespar or several Einzugsb speciespare. In one Section of the jam 32 vibration elements 33 are provided, by means of a complete supply of the fiber / fiber group mixture 31 is allowed to the feed rollers 34.
- the feed rollers 34 convey the fiber material between the scrapers 35 in the metering channel formed by this 36.
- a rotating Roller 37 for example, a spiked roller, tears the fibers from the Fiber material out and enters this in the channel 38.
- the channel 38 there is an air flow 39, the fibers or the fiber material 40 detected and transported accordingly in the arrow direction.
- the mass flow rate the metering channel 36 predetermined.
- a mixing device 111 is in a schematic, three-dimensional Illustration shown.
- Various fiber materials 43 and 44 and other fiber materials or additives 45 in liquid or solid phase are introduced into the mixing chamber 46.
- the fiber materials may be cellulose fibers, fibers of thermoplastic Starch, flax fibers, hemp fibers, flax fibers, sheep wool fibers, Cotton fibers or multicomponent fibers, in particular Bicomponent fibers, that act a length of 2 to 100 mm and a thickness, for example. In the range of 25 and 30 microns have.
- cellulose fibers stora fluff EF are untreated by the company StoraEnso Pulp AB usable, the average Have a cross section of 30 microns and a length between 0.4 and 7.2 mm.
- synthetic fibers such as bicomponent fibers, can Trevira fibers, 255 3.0 dtex HM with a length of 6 mm Fa. Trevira GmbH find use. These have one Diameter of 25 ⁇ m.
- synthetic fibers can cellulose acetate fibers, polypropylene fibers, polyethylene fibers and polyethylene terephthalate fibers find use.
- additives may affect the taste or smoke affecting materials Be used as carbon reactive granules or flavorings and further binder, by means of which the fibers together can be glued.
- the introduced into the mixing chamber 46 fiber material 43 and 44th or the corresponding additives 45 are fed to rollers 50-52, during the filling and the mixing process with suitable Rotate speeds.
- the position of the rollers 50-52 is preferably both horizontally and vertically adjustable. In order to the center distances of the rollers are mutually adjustable. It can also arranged several rollers in different floors his.
- the components to be mixed are from the rollers 50 - 52 detected, accelerated and swirled in the mixing chamber 46. The confusion causes mixing of the Components.
- the residence time of the components to be mixed in the mixing chamber 46 is due to the geometric nature of Sieves 47 adjustable. In addition, the residence time is the one to be mixed Components in the mixing chamber 46 by the position of a Thrust aperture, by means of which the openings of the screen 47 partially or can be completely closed, determined.
- the thrust hood is not shown in the figure.
- the fiber mixture 53 or in general the mixture 53 is through the openings of the screen 47 conveyed into the chamber 54. This can be done continuously or at intervals.
- the chamber 54 is preferably swivels and is traversed by an air flow 55.
- the air flow 55 detects the mixture 53 and entrains it yourself.
- the loaded air stream 56 leaves the chamber 54 and leads the mixture 53 on.
- Fig. 6 is a separating device 115 in more schematic Representation in connection with a dosing device 112 shown.
- the metering device 112 essentially corresponds to the Dosing device of Fig. 4, but with the vibrating elements 33 are shown as separate sections of the chute 32 and the scrapers 35 have a slightly different shape than that in Fig. 4.
- the through the rotating roller 37 from the metering 36th Torn fiber material is directly a separation chamber 61 supplied.
- About the speed of the feed rollers 34 is the mass flow rate of the metering channel 36 determined.
- the whole Separation device is traversed by air.
- This flow 133 is caused by the negative pressure at the fluid bed end. This negative pressure is due to the one in the exhaust 71 guided air flow 72 and the other by the flow in the suction belt conveyor, which is arranged at the fluidized bed end 69 is and is not shown in this figure.
- the fibers or Fiber groups Under the influence of gravity and flow through the Air flow 63 and the air inlet 63, through the ventilation openings 62 happens in the area of the rollers 60.
- the rollers 60 of the series of rollers 60 detect the ununsulated fibers (and of course already partially isolated fibers), accelerate them and hit them against the sieve 64 of the separation chamber 61.
- a sieve with appropriate Siebaustritts vom can also perforated plates or Rundstabgitter Find use.
- the fiber groups in Single fibers dissolved and finally pass through the sieve 64th Das means that the fibers are after sufficient separation of the detected by the sieve leading flow 133 and through the Screen 64 guided or sucked.
- the speed of the rollers 60 and the Area as well as the magnitude of the flow 133 determine the mass flow rate the separating chamber 61 of the openings of the screen 64th
- the separated fibers 65 reach the fluidized bed 66. There they are formed by a at the air nozzle, which is designed as a nozzle bar 67 is detected, exiting airflow 68 and on the fluidized bed 66 moves. It can also be several nozzle strips 67 are provided his. Mainly the created at the fluid bed 69 end Negative pressure for a sufficient flow 133 to promote the isolated fibers to the fluidized bed end 69 out.
- the flow 133 is partially through the flow divider 70 at the fluidized bed 69th separated from the fiber flow and enters the suction 71st
- the flow generated by the negative pressure and the nozzle bar 67 withdraws the separation chamber 61 air.
- the separated fibers are then in the air stream the flow 133, which previously served the separation, transported. This happens almost perpendicular to the fluidized bed and then along the same.
- the flow 133 may be through further Air flows, for example, air flow 68 are supplemented.
- the fluidized bed 66 is followed by a Saugband modifier, in this Figure is not shown (see in particular Fig. 10 and 12).
- a Saugband modifier on the suction belt, the scattered fibers are heaped up. It can also find two Saugb options use or even more suction belts.
- Fig. 7 shows a further embodiment of a separating device.
- a roller 60 is provided in this Embodiment.
- a plurality of air streams 74 which are generated by air nozzles 73.
- Air nozzles 73 are used in the separation chamber 61 .
- This not only have to be arranged on the chamber outer surface, but may also be distributed in the separating chamber 61.
- the air streams supply the fibers of the roller 60.
- a Roller can also be used by several rollers.
- the function the roller 60 or more rollers 60 corresponds to the function from Fig. 6.
- By the air currents 74 is an increased turbulence in the separating chamber 61, so that the singulation the fibers compared to the embodiment of FIG. 6 is improved.
- the individual fibers 65 pass accordingly through the screen 64 as in the example of FIG. 6.
- Fig. 8 is another embodiment of a separating device 115 shown.
- the air flow is here by the on Fluidized 69 applied negative pressure and from the nozzle bar 67 flowing air flow 68 generated. It can too find multiple nozzle strips use.
- the main air flow begins above the sieve 64, passes the rows of stirrers 82 and 83 and the screen 64. Thereafter, the main air flow enters the Fluidized bed region 66 and passes through the fluidized bed 66 to its The End.
- the essentially unaccompanied fiber material or fiber / fiber group mixture 31 passes above the screen 64 in the Casing. This can instead of the illustration in Fig. 8 in a Angle inclined as for example. With 45 ° to the horizontal.
- the Fiber / fiber group mixture 31 passes under the influence of Gravity and under the influence of the main air flow in the area the agitating tools 82 and 83.
- the stirrer rows 82 and 83 consist of successively arranged Rhackstäben that a suitable Drive stirring tool.
- the stirring tools are upside down 90 ° offset from one another. There may also be other displacement angles be provided.
- the unclassified fiber groups are from the torn, accelerated and against the rotating agitating tools Beaten 64 of the housing.
- the sieve 64 can also find a perforated plate or a round bar grid use.
- the Fiber groups or the fiber group mixture 31 is so long thrown against the sieve 64 until it dissolves into individual fibers and have passed the screen 64 in the main airflow. After that arrive the fibers as in the previous embodiments to the fluidized bed 66 and to a Saugband makeuper, the also not shown in Fig. 8.
- the disclosure of EP 0 616 056 B1 is intended to be complete be included in this patent application.
- a further preferred embodiment of the separating device 115 is shown in a schematic three-dimensional view in FIG Presentation disclosed.
- the essentially unripened fiber material or fiber / fiber group mixture is through the air streams 76 transported in the screening drums 78. This is done via lateral Openings 77 in the housing 79.
- the fiber material is in the direction the longitudinal axes of the screening drums 78 injected.
- By the blowing the fiber material on both sides counterclockwise results in a circumferential ring flow 80.
- Superimposed is the Ring flow 80 from a flow normal or substantially perpendicular to this, by an applied at the fluidized bed 69 end Vacuum and an air flow 68 is caused.
- the am Fluidized 69 prevailing negative pressure is created by the negative pressure in a suction belt conveyor, not shown, at the fluidized bed end 69 is arranged and the other on the air flow 72, which is funded by the suction 71.
- the normal flow starts above the sieve drums 78 and passes the sieve drums 78 via their shell openings. The normal flow then passes into the fluidized bed region 66 and passes the same until the end 69, where part of the normal flow at Wedge 70 is deposited from the fibers.
- the unclad fiber material enters the drums 78 the inner circumferential surfaces of the drums 78.
- the drums 78 rotate with a direction of rotation 81 of the screening drums 78 in a clockwise direction.
- the stored on the drum shell surfaces, essentially unripe fiber material is from the rotating drums fed to the separating rollers 85.
- the separating rollers 85 rotate in the direction of rotation 84 of the separating rollers 85th counterclockwise. It would also be an alternative rotation clockwise possible.
- the separating rollers 85 and Nadelwalzen capture the unclear fiber groups and rip these as well as accelerate these.
- the fiber groups will be as long thrown against the inner surface of the drums 78 until they have dissolved into individual fibers and the mantle openings have passed, i. detected by the air flow (the normal flow) and be guided or sucked through the sieve drum 78.
- a screen drum 78 can also be a drum with perforated plates or Rundstabgitter be provided.
- the fibers or individual fibers are from an air flow detected and guided through the radial openings of the drum or sucked.
- the airflow causes the fibers to go down promoted to the fluidized bed. Once the fiber-laden flow at Fluidized bed is reached, this is deflected and along the curved Fluidized bed led. Due to acting on the fibers Centrifugal forces move the fibers to the curved baffle and flow to the suction belt conveyor. The above the fibers co-flowing air is deposited on the wedge or separator 70 and discharged via the suction 71.
- Fig. 9 the corresponding fiber streams 75 are shown schematically. There are scattered fibers from one of the nozzle bar 67 emerging airflow 68 detected and accordingly fed to the fluid bed end 69, as well as the fluidized bed 66th passing individual fibers through the air flow 68. Es can also be provided more nozzle strips.
- the openings 132 are thus such designed so that only a few fibers pass through can.
- the separating device shown in Fig. 9 corresponds at least some of those described in WO 01/54873 A1 or the US 4,640,810 A of Messrs. Scanweb, Denmark, and USA, respectively are.
- the disclosure of the aforementioned patent application or of the aforementioned US Patent is intended in its entirety to the disclosure This patent application be included.
- 10 shows a schematic representation of a strand production machine 110th
- Fig. 11 shows a part of the strand making machine 110 in one Top view in the direction of arrow A and Fig. 12 is a side view the strand making machine 110 of FIG. 10 in the direction of Arrow B.
- the unclarified fiber material passes over the stowage bay 32 to the metering device 34, which in this example a feed roller pair 34 with a rotating roller 32 is.
- the direction of the Material entry 100 is in Fig. 11 in drawing plane down, such is shown there schematically.
- the unripe fiber material is singulated in the separation chamber 61.
- the one by the air flow in the suction nozzle 71 and the air flow 72 'in Saugband makeuper 89 generated air flow on the fluidized bed 66 promotes the isolated Fibers 65.
- the air flow 72 in the suction pipe 71 is relative to their direction in Fig. 11 up out of the plane, as shown in Fig. 11.
- the airflow 72 also transports excess Fibers off.
- the air flow 72 ' is used to hold on the suction belt 89 queued fibers 65th
- the separated fibers 65 move in the direction of the fluidized bed 66 to the fluid bed end 69 at which, as shown in the figures is a suction belt conveyor 89, is arranged.
- a suction belt conveyor 89 prevails by continuous air suction vacuum.
- This Air suction is shown schematically by the air stream 72 '.
- the negative pressure sucks the separated fibers 65 and holds them on air-permeable suction belt of Saugband makeupers 89 firmly.
- the individual fibers 65 are correspondingly on the air-permeable Suction belt of Saugband makeupers 89 customschauert.
- the Suction belt 116 moves in the direction of strand production machine 110, ie in Fig. 10 to the left. It forms an extrusion machine 110 towards strength linearly increasing fiber cake or fiber flow 86 on the suction belt.
- the heaped fiber stream 86 is varies greatly and will be at the end of the landfill zone of the Saugband makeupers 89 by trimming by a trimmer 88 trimmed to a uniform strength.
- the trimming device 88 may be a mechanical such as Trimmerusionn or a pneumatic by means of, for example, air nozzles.
- the mechanical Trim is known per se in cigarette rod making machines.
- the pneumatic trim is done in such a way that horizontally on End of the fiber stream 86, a nozzle is arranged, from the one Air jet exits and a part of the fiber stream 86 tears out, so that excess fibers 87 are discharged. It can be one Spot jet nozzle or a flat jet nozzle find use.
- the fiber stream 86 is split into a trimmed one Fiber strand 90 and a strand of excess fibers 87. It is also possible to have all fibers below a trim measure from a jet to capture and tear away. The excess Fibers are recycled to the fiber preparation process and are later formed again into a fiber strand.
- the trimmed fiber strand 90 is held on the suction belt 116 and moved in the direction of the stranding machine 110.
- a Compression belt 92 is compressed.
- the compaction belt 92 may also find a role use. It can also find several bands or roles use. It takes place also laterally a compression of the fiber cake, in particular is shown by Fig. 11.
- Fig. 11 the densification belts 101 shown, which taper conically to each other and in Saugband york with the fiber cake.
- the toothed Form of the compression bands 101 create zones of different Density in the compacted fiber cake. In the higher zones Density, the filter strand is cut later.
- a compression belt 92 is provided for compacting in vertical Direction. Instead the compression belt 92 may also be provided rollers.
- the trimmed and compacted fiber strand 91 is fed to the stranding machine 110 handed over.
- the transfer takes place by the detachment of the compacted fiber strand 91 from the suction belt 116 and the order of the fiber strand 91 onto a format strip of the stranding machine 110.
- the format tape is not shown in the figures. It can This is a common format tape, which is synonymous with a normal filter rod machine or cigarette rod machine Use finds.
- the handover will be from one of the top of the compacted fiber strand 91 directed nozzle 93 through which a Air flow 94 leads, supported.
- a fiber filter strand 95 is produced, wherein from a reel 98, a wrapping material strip 99 um the fiber material is wound as usual.
- a certain internal pressure builds up in the fiber filter strand 95.
- binding components which in the Fiber mixture are included, superficially heated and melted. Accordingly, the outer layers of Bicomponent fibers are melted, leaving a connection between the fibers arises. This is in particular to the patent application of the applicant DE 102 17 410.5 referenced.
- the curing device 96 may also include microwave heating, a laser heating, heating plates or sliding contacts include.
- the binding components By heating the binding components connect the Individual fibers in the fiber strand with each other and merge superficially. Upon cooling of the fiber strand harden the melted Areas again. The resulting lattice framework gives the fiber strand stability and hardness. In conclusion, the hardened fiber filter strand 95 cut into fiber filter rods 97. The curing of the fiber filter is also after cutting into the Fiber filter rods 97 possible.
- the air flow 102 still shown in FIG. 12 serves as the air streams the previous embodiments also for transport of the fiber material.
- Fig. 13 is a three-dimensional schematic representation of a Fifth embodiment of the separating device according to the invention which is similar to that of FIG. 9.
- the granule dosing device 120 scatters over the entire width of the separating device 115 a granulate between the screening drums 78 in the separating device 115.
- the interspersed granules 121 mix in the field of sieve drums 78 with the out of the sieve drums 78th exiting fibers.
- the result is a mixture of isolated fibers and granules, which in the air stream on the fluidized bed to Saugstrang makeuper, in the conveying direction behind the Saugstrangende 79th is arranged, is promoted.
- Fig. 14 shows a schematic cross-sectional view of another Separating device 115.
- the Air flow improves, so that more uniform fiber streams 75 or 75 'are generated.
- An airflow 122 enters the upper one Area of the screening drum 78 in the device.
- the from the screening drums 78 emergent isolated fibers enter channels 123 and 124 and are due to the corresponding air flow guided down into the region of the fluidized bed 66.
- the fiber streams 75 become a fiber stream 75 'united. In this area, much of the Transport air separated from the fiber stream, resulting from the air flow 122 'is shown.
- a suction nozzle 125 in Rolling of the fluidized bed 66 is provided.
- the fiber stream 75 passes after the union of the two fiber streams 75 into one channel, formed by the fluidized bed 66 and the separator 127 becomes. At this point it may be possible depending on the procedure be that already has formed a fleece or it can also be that the fibers are still isolated.
- the fiber stream 75 'becomes then by the voltage applied to Saugband redesigner 89 vacuum transported to the fluidized bed end 69 and the suction belt conveyor 89.
- FIG. 15 shows a corresponding schematic sectional representation, which is similar to that of FIG. 14.
- Fig. 14 is a Granulatdosiervorraum 120 above the screening drums 78 arranged. From two sampling nozzle is the respective sieve drums 78 granules 121 fed. The educated one Fiber / granule stream 128 which is in channels 123 and 124 is transported 66 is combined in the lower part of the fluidized bed and to a fiber / granule stream 128 '.
- Fig. 16 illustrates another embodiment of the invention Separation device 115.
- the addition of granules 121 from the Granulatdosiervortechnik 120 is in the vicinity of Fluidized 69 performed.
- Granules 121 reaches an accelerating element 129, which is a roller, a brush or a Can be nozzle.
- the accelerated granules 121 passes through the Line 130 in the fluidized bed in a vertical fluidized bed section 131st
- a Filterstrangherstell listening invention is in side view shown schematically in Fig. 17. That with this device to be carried out process is used to produce cigarette filters from suitable fibrous materials biological and / or of synthetic origin and also other materials such as granules
- the filter materials may be those act, which are already described above. This is in particular also refer to EP 03 004 594.2 of the Applicant entitled "Cigarette filter and method of making the same". It should both filter from the fibers of a single material be prepared as well as any mixture of fibers different materials. Filter made of fibers of a single material need only in the Filterstrangherstell annoying of FIG. 17 a Filtermaterialzu Switzerlandvortechnisch 201 and 209.
- the produced Filters which can also be called fiber filters, are depending on the fiber mixture z.T. or completely biodegradable.
- the filter strand or as a filter strand shape can be a round or oval cigarette filter to be sought, the end of the manufacturing process is produced.
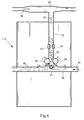
- the device shown in Fig. 17 processes two different ones Fibers, which are at two metering points of two Filtermaterialzu Foodvoriquesen, namely a metering opener 209 and a fiber mill 201 are fed to the fluidized bed 216.
- the first metering point is the transition of the fiber mill 201 into a fiber channel 215, which is immediately followed by the fluidized bed 216.
- a cellulose raw material As cellulose acetate fibers are in the form of a nonwoven 223, rolled up on a bobbin 202, before.
- the fiber fleece 223 via a feed roller pair 204, which by a motor 203 is driven, fed to the fiber mill 201.
- a rotating one Milling drum 207 which is driven by a motor 205, fibrillates cellulose plates or cellulose nonwoven fabric at high speed.
- the milling drum 207 has a plurality of milling discs on.
- the plurality of milling discs 207 is shown in FIG a plan view of the device of FIG. 17 in schematic Representation is to recognize more clearly.
- the cellulose fibers are via separator plates 208 in a strong transport air stream 206th given.
- the second metering point is at a point 214 in the region of the fiber channel 215, in which the output of the Dosieröffners 209 is located.
- the dosing opener 209 is preceded by a bale opener 226, which is shown in Fig. 19.
- a corresponding bale opener 226 can be purchased, for example, from Trützschler, Germany become.
- the fiber material in the form of bales or stacks is isolated in the bale opener 226 or isolated to a high degree.
- the fiber material may be, for example, bicomponent fibers include.
- the isolated or pre-separated fibers become via transport air via a pipeline 210 to the metering opener 209 supplied.
- Dosieröffner 209 the fibers by means of Siebes 228 separated from the transport air and fall into one Reservoir shaft 211.
- the reservoir or the reservoir shaft 211 into which the fibers be deposited or fall into it, is used to compensate fluctuating flow rates of the bale opener, for example can result from a bale change.
- the reservoir is thus necessary for a continuous dosage of fibers in to enable a production process.
- Benadelte transport rollers 212 convey the fibers by their rotational movement the needled metering roller 213. By speed variation of the rotating Parts is the mass flow rate adjustable.
- the fibers through the transport air flow 206 combed out of the needles and completely isolated. This can also by appropriate Abscheiderbleche, not shown are supported. Subsequently, the fibers in the fiber channel 215 and fed to the fluidized bed 216.
- the mass flow rate of the fiber mill 201 is done by control or regulation of the feed of the material in the form of the fleece 223 in the fiber mill 201.
- the transport air stream 206 flows through the two shown in FIG Feed channels 229 and 230, so first in each feed channel different filter material separated from the other Filter material is promoted.
- the feed channels are through a Partition 231 separated from each other.
- the two feed channels 229 and 230 connect at location 232 to a fiber channel 215. This is preferably rectangular. From this point on is the fiber channel to designate as fluidized bed 216.
- the at least two fiber materials unite in the fluidized bed 216 to a homogeneous Fiber mixture.
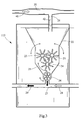
- the fluidized bed 216 describes a uniform curve function, the is tangentially adapted to the fiber channel 215. About the bottom or the lowest point 217 to the vertical inlet cheek of the Saugstrangkanals 218 describes the curve the quadrant an ellipse. At the end point of the fluidized bed 216 at the the fluidized bed goes into the Saugstrangkanal 218, prevails the strongest curvature of the curve.
- the increasingly narrowing Curve radius in conjunction with the speed of the Fibers attach themselves to the fibers by the centrifugal force increasingly to the lower sheet wall or fluidized bed wall 227. In the area The strongest curve curvature is dominated by the largest centrifugal force.
- the lower, fiber-leading, Channel opens into the Saugstrangkanal 218.
- the upper, ideally largely fiber-free, channel is used for removal the large transport air flow from the system. Not discharged Fibers can meet the requirements of a separator be deposited and used again.
- the transport air flow 206 is in part by a to the Saugstrang Wegner 221 connected fan generated in the Saugstrangdecier and creates a negative pressure in the fluidized bed. Of the necessary air flow 206 for the operation of the fiber mill 201 or the Dosieröffners 209 is not only by the Saugstrangventilator generated alone. Also a second on the fluidized bed separator 220 connected additional fan generates the additional necessary transport air stream 206.
- the ratio of the volume of air to be extracted at the point of separation or location 219 is determined by the desired air speeds and affects the line cross section. Furthermore you can the air volume flows in the two lines after the separation be adjusted by controlling the two fans.
- a bicomponent fiber is the different fiber types via different dosing systems in different places fed to the feed channel of a fluidized bed or a fluidized bed.
- the transport air for the fibers is sent to the fan via the fan Fluid bed subsequent Saugstrangenseers and a fan generated at the fluidized bed.
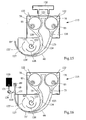
- Fig. 19 is an arrangement of corresponding machines to be used for a Filterstrangherstell Surprise invention shown. After the fluidized bed 216, a filter rod machine closes 222, the structure of a cigarette rod machine similar, however, to the characteristics of the comparison to tobacco fibers other material (different filter fiber materials, or granules or powder) is adjusted.
- Fig. 20 is another Filterstrangherstell worn invention shown schematically.
- the Binding fibers such as bicomponent fibers to the filter manufacturing process added in a first place
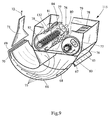
- Filler fibers such as cellulose fibers from a fiber mat 303 or a nonwoven 303 of a reel 302 the binder fiber stream on a fiber mill rotor or milling drum 307 fed and mixed by the action of the cutterhead 307 become.
- the mode of operation here is as follows.
- binding fibers are dosed and processed.
- the dosing and conditioning device 309 is disposed upstream of a fiber mill 301.
- the dosage and Conditioning device 309 delivers binding fibers from roller 328 323 to an airflow 306 from.
- the operation of the dosing and processing device 309 will be in the following described in more detail.
- binder fibers multicomponent fibers, especially bicomponent fibers come into question. For this purpose, in particular to DE 102 17 410.5 of the applicant directed.
- the air stream 306 is guided in the channel 326.
- the airflow 306 in channel 326 and also in fluidized bed channel 316 becomes either alone or substantially by the rotation of the cutterhead 307 in the Channel region 325 of the channel 326 generated.
- the airflow 306 is further by the fan or a Saugluftgebläse to the Saugstrangmer 321 and the fan or a circulating air blower, the air from the fluidized bed 320 sucks, supports and led out of the process.
- the blower or the fan 329 optionally supports airflow 306.
- the laden with binding fibers 323 air flow 306 enters the Channel area 325 on the milling drum 307.
- the feed rollers 304 promote a fiber mat or a non-woven fabric 303 of the reel 302 to the cutterhead 307.
- the cutterhead 307 unravels the Fleece 303 to single fibers 324.
- the individual fibers 324 are of the Milling drum 307 in the channel region 325 of the channel 326 thrown and there mixed with the binding fibers 323.
- the fiber mixture 327 is discharged from the channel 326 in FIG transported to the fluidized bed channel 316. It is in this invention Device possible between the channel 326 and the Fluid Bed Channel 316 via a feed shaft 330 granules the Mix fiber mixture 327.
- the binding fibers 323 may also be a mixture of different Fibers, such as a blend of polypropylene fibers and bicomponent fibers. For mixing and dosing this Fibers may serve as the dosing and conditioning device 309.
- Fig. 21 shows the detail A of the device according to the invention from Fig. 20 in a schematic view, wherein the Sheath of the fiber mill 301 was removed. It's special good the mixture of the bicomponent fibers 323 or binder fibers 323 shown with the individual fibers 324 by means of the milling drum 307.
- the conveying direction 323 'of the binding fibers 323 and the conveying direction 327 'of the fiber mixture 327 are also shown.
- the conveying direction 310 of the fleece 303 is shown.
- the dosage and Conditioning device 309 is shown in FIG. 22 in a particular Embodiment shown schematically in more detail.
- the fibers 323 move down the shaft 331. At the lower end of the shaft 331 are the fibers 323 of the slowly running feed roller 332 recorded.
- the feed roller 332 promotes the fibers 323 against a spring-mounted trough 333. In this case, the fibers are drawn 323 and a thin compact fiber cake, not shown, compacted.
- the fan 338 generates a recirculated airflow 339.
- the air flow 339 is in the channel 340 and then at the Feed roller 332 passed over. This cleans the air flow 339th the feed roller 332. Subsequently, the air flow takes 339 fibers 332 and transports them in the shaft 335 down.
- the shaft 335 After the diversion of the shaft 335 in the direction of the horizontal the shaft 335 is in the area 336 designed so that the Shaft walls are formed at the top and bottom in comb shape, the means that recesses are provided there, through the air can flow.
- this area 336 the air flow 339 over the combs, which are not shown in Fig. 22, of the fibers 323rd deposited.
- the fan 338 sucks the air flow 339 from the Comb portion 336 via the pipes 337 from. The cycle of airflow 339 is thus closed.
- the fibers deposited by the air stream 339 become the end from the shaft 335, namely behind the comb portion 336, from the slow-moving feed roller 343 detected and against the trough 341 and then a leaf spring battery 342 promoted.
- the Trough 341 is spring-mounted. It creates a thinner, more compact Fiber cake, which is not shown and that between the feed roller 343, the trough 341 and the leaf spring battery 342 promoted and compacted.
- rollers 344, 345 and 328 are with sawtooth or Trapeze tooth sets equipped.
- the rolling speeds are from Roller 344 rising toward roller 328.
- the fibers 323 After the fibers 323 for a rotation of about 180 ° in the With the roller 344 held, the fibers 323 become passed tangentially to the counter rotating roller 345. There the roller 345 rotates faster than the roller 344 and in particular has a finer Sge leopard- or Trapez leopardgarnitur done a longitudinal alignment, parallelization and separation of the fibers at the handover.
- the fibers 323 in the clothing of the roller 345 After the fibers 323 in the clothing of the roller 345 about 180 ° have been held long, the fibers 323 are tangent to the turn pass in opposite directions rotating roller 328. Because the roller Turns 328 faster than the roller 345 and in particular a finer Has sawtooth or Trapez leopardgarnitur, takes a longitudinal alignment, Parallelization and separation of the fibers in the Handing over. After the fibers 323 in the clothing of the roller 328th held at about 180 °, the fibers 323 become tangent ejected upward in the air stream 306 in the channel 326.
Landscapes
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
Abstract
Description
- Zuführen von vereinzelten Filtermaterialien zu einem Fließbett,
- Transportieren bzw. Fördern des Filtermaterials in dem Fließbett im Wesentlichen mittels eines Transportluftstromes in Richtung einer Strangaufbauvorrichtung und
- Aufschauern des Filtermaterials auf der Strangaufbauvorrichtung.
- Zuführen endlicher Fasern zu einer Vereinzelungsvorrichtung,
- Vereinzeln der Fasern und
- Transportieren der vereinzelten Fasern in Richtung einer Strangaufbauvorrichtung.
- Fig. 1
- eine schematische Darstellung des Verfahrensablaufs zur Aufbereitung von Filtermaterial,
- Fig. 2
- eine schematische Darstellung einer Vorrichtung zur Faservorbereitung,
- Fig. 3
- eine schematische Darstellung einer Vorrichtung zur Vordosierung,
- Fig. 4
- eine schematische Darstellung einer Vorrichtung zur Hauptdosierung,
- Fig. 5
- eine schematische Darstellung einer Mischtrommel,
- Fig. 6
- eine schematische Darstellung einer Dosiervorrichtung mit einer Vereinzelungsvorrichtung in einer ersten Ausführungsform,
- Fig. 7
- eine schematische Darstellung einer Hauptdosiervorrichtung mit einer Vereinzelungsvorrichtung in einer zweiten Ausführungsform,
- Fig. 8
- eine schematische Darstellung einer Vereinzelungsvorrichtung in einer dritten Ausführungsform,
- Fig. 9
- eine dreidimensionale schematische Darstellung einer Vereinzelungsvorrichtung in einer vierten Ausführungsform,
- Fig. 10
- eine schematische Ansicht einer Vorrichtung zur Filterstrangherstellung,
- Fig. 11
- einen Teil der Fig. 10 in einer Aufsicht in Richtung A, und
- Fig. 12
- einen Teil der Fig. 10 in schematischer Darstellung in Seitenansicht, in Richtung B,
- Fig. 13
- eine schematische dreidimensionale Ansicht einer Vereinzelungsvorrichtung in einer fünften Ausführungsform,
- Fig. 14
- eine schematische Querschnittsdarstellung durch eine weitere erfinderische Ausführungsform einer Vereinzelungsvorrichtung,
- Fig. 15
- eine entsprechende schematische Darstellung wie in Fig. 14, wobei die Zufuhr von Granulat zusätzlich dargestellt ist,
- Fig. 16
- eine schematische Darstellung entsprechend der Fig. 15, wobei die Granulatzufuhr in einem anderen Bereich vorgenommen wird,
- Fig. 17
- eine schematische Seitenansicht einer erfindungsgemäßen Filterstrangherstelleinrichtung,
- Fig. 18
- eine schematische Draufsicht auf die Filterstrangherstelleinrichtung aus Fig. 17,
- Fig. 19
- eine schematische dreidimensionale Darstellung einer erfindungsgemäßen Filterstrangherstelleinrichtung,
- Fig. 20
- eine weitere schematische Darstellung einer erfindungsgemäßen Filterstrangherstelleinrichtung,
- Fig. 21
- eine schematische Ausschnittsvergrößerung eines Teils der Einrichtung gemäß Fig. 20, wobei der Ausschnitt A dargestellt ist, und
- Fig. 22
- eine schematische Ausschnittsvergrößerung eines weitern Teils der Fig. 20
- 1
- Faservorbereitung
- 2
- vordosieren
- 3
- mischen und/oder dosieren
- 4
- dosieren
- 5
- mischen und/oder dosieren
- 6
- vereinzeln
- 7
- Strang herstellen
- 10
- Faserfilz-Einzugswalze
- 12
- Hammer
- 13
- Hammermühle
- 14
- Gehäuse
- 15
- Abreißbereich
- 16
- Fasergruppen
- 17
- Luftstrom
- 18
- Rohr
- 19
- Luftstrom
- 20
- Abscheider
- 21
- Schacht
- 22
- Speicherbehälter
- 23
- Stachelwalze
- 24
- Stachelwalze
- 25
- Trichter
- 26
- Zellradschleuse
- 27
- Kanal
- 28
- Luftstrom
- 29
- Fasern-/Fasergruppen-Gemisch
- 30
- Abscheider
- 31
- Fasern-/Fasergruppen-Gemisch
- 32
- Stauschacht
- 33
- Vibrationselement
- 34
- Einzugswalze
- 35
- Abstreifer
- 36
- Dosierkanal
- 37
- Walze
- 38
- Kanal
- 39
- Luftstrom
- 40 - 44
- Fasermaterial
- 45
- Additiv
- 46
- Mischraum
- 47
- Sieb
- 50 - 52
- Walzen
- 53
- Fasergemisch
- 54
- Kammer
- 55
- Luftstrom
- 56
- beladener Luftstrom
- 60
- Walze
- 61
- Vereinzelungskammer
- 62
- Ventilationsöffnung
- 63
- Lufteintritt
- 64
- Sieb
- 65
- vereinzelte Fasern
- 66
- Fließbett
- 67
- Düsenleiste
- 68
- Luftstrom
- 69
- Fließbettende
- 70
- Strömungsteiler
- 71
- Absaugstutzen
- 72
- Luftstrom
- 73
- Luftdüse
- 74
- Luftstrom
- 75
- Faserstrom
- 76
- Luftstrom
- 77
- Öffnung
- 78
- Siebtrommel
- 79
- Gehäuse
- 80
- Ringströmung
- 81
- Rotationsrichtung der Siebtrommel
- 82
- Rührerreihe
- 83
- Rührerreihe
- 84
- Rotationsrichtung der Vereinzelungswalze
- 85
- Vereinzelungswalze
- 86
- Faserstrom
- 87
- überschüssige Fasern
- 88
- Trimmvorrichtung
- 89
- Saugbandförderer
- 90
- getrimmter Faserstrang
- 91
- verdichteter Faserstrang
- 92
- Verdichtungsband
- 93
- Düse
- 94
- Luftstrom
- 95
- Faserfilterstrang
- 96
- Aushärtevorrichtung
- 97
- Faserfilterstäbe
- 98
- Bobine
- 99
- Umhüllungsmaterialstreifen
- 100
- Materialeintrag
- 101
- Verdichtungsband
- 102
- Luftstrom
- 103
- Luftstrom
- 110
- Strangherstellungsmaschine
- 111
- Mischvorrichtung
- 112
- Dosiervorrichtung
- 113
- Vordosiervorrichtung
- 114
- Faservorbereitungsvorrichtung
- 115
- Vereinzelungsvorrichtung
- 116
- Saugband
- 120
- Granulatdosiervorrichtung
- 121
- Granulat
- 122
- Luftstrom
- 122'
- Luftstrom
- 123
- Kanal
- 124
- Kanal
- 125
- Absaugstutzen
- 126
- Trennelement
- 127
- Abscheider
- 128
- Faser-/Granulatstrom
- 128'
- Faser-/Granulatstrom
- 129
- Beschleunigungselement
- 130
- Leitung
- 131
- Vertikaler Fließbettabschnitt
- 132
- Öffnung
- 133
- Strömung
- 201
- Fasermühle
- 202
- Bobine
- 203
- Motor
- 204
- Einzugswalzenpaar
- 205
- Motor
- 206
- Transportluftstrom
- 207
- Fräsertrommel
- 208
- Abscheiderblech
- 209
- Dosieröffner
- 210
- Rohrleitung
- 211
- Reservoirschacht
- 212
- Transportwalze
- 213
- Dosierwalze
- 214
- Abscheidepunkt
- 215
- Faserkanal
- 216
- Fließbett
- 217
- tiefste Stelle
- 218
- Saugstrangkanal
- 219
- Ort
- 220
- Fließbettabscheider
- 221
- Saugstrangförderer
- 222
- Filterstrangmaschine
- 223
- Vlies
- 224
- Förderrichtung
- 225
- Filterstrang
- 226
- Ballenöffner
- 227
- Fließbettwand
- 228
- Sieb
- 229, 230
- Zuführkanal
- 231
- Trennwand
- 232
- Stelle
- 301
- Fasermühle
- 302
- Bobine
- 303
- Vlies
- 304
- Einzugswalze
- 306
- Luftstrom
- 307
- Fräsertrommel
- 309
- Dosierungs- und Aufbereitungsvorrichtung
- 310
- Förderrichtung des Vlieses
- 316
- Fließbettkanal
- 320
- Fließbettabscheider
- 321
- Saugstrangförderer
- 323
- Bindefasern
- 323'
- Förderrichtung der Bindefasern
- 324
- Einzelfasern
- 325
- Kanalbereich / Stelle
- 326
- Kanal
- 327
- Fasergemisch
- 327'
- Förderrichtung des Fasergemisches
- 328
- Walze
- 329
- Ventilator
- 330
- Zufuhrschacht
- 331
- Schacht
- 332
- Einzugswalze
- 333
- Mulde
- 334
- Schlägerwalze
- 335
- Schacht
- 336
- Kammbereich
- 337
- Rohr
- 338
- Ventilator
- 339
- Luftstrom
- 340
- Kanal
- 341
- Mulde
- 342
- Blattfederbatterie
- 343
- Einzugswalze
- 344
- Walze
- 345
- Walze
- A
- Ausschnitt
Claims (25)
- Verwendung eines Fließbettes (66, 216) bei der Herstellung von Filtern der tabakverarbeitenden Industrie.
- Verwendung nach Anspruch 1, dadurch gekennzeichnet, dass das Fließbett (66, 216) in Förderrichtung (224) der Filtermaterialien (16, 29, 31, 40 - 44, 53, 65, 75, 223) stromaufwärts einer Strangaufbauvorrichtung (89, 221) angeordnet ist, wobei das Fließbett (66, 216) eine die Filtermaterialien (16, 29, 31, 40 - 44, 53, 65, 75, 223) führende gekrümmte Wand (227) umfasst.
- Verwendung nach Anspruch 2, dadurch gekennzeichnet, dass die gekrümmte Wand (227) in Förderrichtung (224) zunächst abwärts gerichtet ist, in die Waagerechte übergeht, um anschließend aufwärts gerichtet zu sein.
- Verfahren zur Herstellung eines Vlieses für die Herstellung von Filtern der tabakverarbeitenden Industrie mit den folgenden Verfahrensschritten:Zuführen von vereinzelten Filtermaterialien (16, 29, 31, 40 - 44, 53, 65, 75, 223) zu einem Fließbett (66, 216),Transportieren des Filtermaterials (16, 29, 31, 40 - 44, 53, 65, 75, 223) in dem Fließbett (66, 216) im Wesentlichen mittels eines Transportluftstromes (68, 75, 128, 206) in Richtung einer Strangaufbauvorrichtung (89, 221) undAufschauern des Filtermaterials (16, 29, 31, 40 - 44, 53, 65, 75, 223) auf der Strangaufbauvorrichtung (89, 221).
- Verfahren nach Anspruch 4, dadurch gekennzeichnet, dass das Filtermaterial (16, 29, 31, 40 - 44, 53, 65, 75, 223) Fasern umfasst.
- Verfahren nach Anspruch 5, dadurch gekennzeichnet, dass verschiedene Fasersorten (43, 44) vorgesehen sind.
- Verfahren nach Anspruch 4 und/oder 5, dadurch gekennzeichnet, dass wenigstens ein Additiv (45) hinzugefügt wird.
- Verfahren nach einem oder mehreren der Ansprüche 5 bis 7, dadurch gekennzeichnet, dass die Faserlänge 2 bis 100 mm beträgt.
- Verfahren nach einem oder mehreren der Ansprüche 5 bis 8, dadurch gekennzeichnet, dass der mittlere Faserdurchmesser im Bereich von 10 bis 40 µm, insbesondere 20 bis 38 µm, liegt.
- Verfahren nach einem oder mehreren der Ansprüche 5 bis 9, dadurch gekennzeichnet, dass die Faserstärke bei künstlich hergestellten Fasern zwischen 1 bis 20 dtex, insbesondere zwischen 2 bis 6 dtex, beträgt.
- Verfahren nach einem oder mehreren der Ansprüche 4 bis 10, dadurch gekennzeichnet, dass unterschiedliche Filtermaterialien (43 - 45) in Transportrichtung (224) der Filtermaterialien (16, 29, 31, 40 - 44, 53, 65, 75, 223) nacheinander dem Fließbett (66, 216) zugeführt werden.
- Verfahren nach einem oder mehreren der Ansprüche 4 bis 11, dadurch gekennzeichnet, dass das Filtermaterial (16, 29, 31, 40 - 44, 53, 65, 75, 223) beim Zuführen vereinzelt wird.
- Verfahren zur Herstellung von Filtern (97) der tabakverarbeitenden Industrie, umfassend ein Verfahren zur Herstellung eines Vlieses nach einem oder mehreren der Ansprüche 4 bis 12, wobei außerdem das Vlies in einen Filterstrang (225) überführt wird und der Filterstrang (225) in Filterstäbe (97) zerteilt wird.
- Filterstrangherstelleinrichtung der tabakverarbeitenden Industrie, umfassend wenigstens eine Filtermaterialzuführvorrichtung (115, 201, 209), aus der das Filtermaterial (16, 29, 31, 40 - 44, 53, 65, 75, 223) dosiert abgebbar ist und eine Strangaufbauvorrichtung (89, 221), in der das Filtermaterial (16, 29, 31, 40 - 44, 53, 65, 75, 223) zu einem Strang (225) ausbildbar ist, dadurch gekennzeichnet, dass das Filtermaterial (16, 29, 31, 40 - 44, 53, 65, 75, 223) in einem Fließbett (66, 216) von der Filtermaterialzuführvorrichtung (115, 201, 209) zu der Strangaufbauvorrichtung (89, 221) förderbar ist.
- Filterstrangherstelleinrichtung nach Anspruch 14, dadurch gekennzeichnet, dass die Filtermaterialzuführvorrichtung (115, 201, 209) ausgestaltet ist, um mittels wenigstens eines Förderelements, insbesondere einer Walze (212, 213), Filtermaterial (16, 29, 31, 40 - 44, 53, 65, 75, 223) aus einem Filtermaterialvorrat (211) dem Fließbett (66, 216) zuzufördern.
- Filterstrangherstelleinrichtung nach Anspruch 15, dadurch gekennzeichnet, dass dem Filtermaterialvorrat (211) vereinzelte Fasern zuführbar sind.
- Filterstrangherstelleinrichtung nach einem oder mehreren der Ansprüche 14 bis 16, dadurch gekennzeichnet, dass sich an das Fließbett (66, 216) stromabwärts der Förderrichtung (224) des Filtermaterials (16, 29, 31, 40 - 44, 53, 65, 75, 223) ein der Strangaufbauvorrichtung (89, 221) vorgeschalteter Kanal (218) anschließt.
- Filterstrangherstelleinrichtung nach einem oder mehreren der Ansprüche 14 bis 17, dadurch gekennzeichnet, dass das Fließbett (66, 216) wenigstens teilweise kanalartig (215) ausgebildet ist.
- Filterstrangherstelleinrichtung nach einem oder mehreren der Ansprüche 14 bis 18, dadurch gekennzeichnet, dass das Fließbett (66, 216) dergestalt gekrümmt ist, dass in Förderrichtung (224) des Filtermaterials (16, 29, 31, 40 - 44, 53, 65, 75, 223) das Fließbett (66, 216) zunächst abwärts gerichtet ist, in die Waagerechte übergeht und anschließend aufwärts gerichtet ist.
- Filterstrangherstelleinrichtung nach Anspruch 19, dadurch gekennzeichnet, dass das Fließbett (66, 216) die Kurvenform einer Ellipse hat, deren Krümmung in Transportrichtung (224) größer wird.
- Filterstrangherstelleinrichtung nach einem oder mehreren der Ansprüche 14 bis 20, dadurch gekennzeichnet, dass die Filtermaterialzuführvorrichtung (115, 201, 209) eine Vereinzelungsvorrichtung (201) umfasst, die ein Vlies (223) in Fasern vereinzelt.
- Filterstrangherstelleinrichtung nach Anspruch 21, dadurch gekennzeichnet, dass die Vereinzelungsvorrichtung (201) eine Fasermühle umfasst.
- Filterstrangherstelleinrichtung nach Anspruch 22, dadurch gekennzeichnet, dass die Fasermühle (201) eine Fräsertrommel (207) oder eine Hammermühle (13) umfasst.
- Filterstrangherstelleinrichtung nach einem oder mehreren der Ansprüche 21 bis 23, dadurch gekennzeichnet, dass die Dosierung des Filtermaterials (16, 29, 31, 40 - 44, 53, 65, 75, 223) über den Vorschub des Filtermaterials (223) in die Vereinzelungsvorrichtung (201) geschieht.
- Filterstrangherstelleinrichtung nach einem oder mehreren der Ansprüche 21 bis 24, dadurch gekennzeichnet, dass wenigstens zwei Filtermaterialzuführvorrichtungen (115, 201, 209) vorgesehen sind.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP06011475A EP1698241A1 (de) | 2003-04-03 | 2004-03-01 | Verfahren zur Herstellung eines Vlieses für die Herstellung von Filtern der tabakverarbeitenden Industrie sowie Filterstrangherstelleinrichtung |
| EP04003359A EP1464241B1 (de) | 2003-04-03 | 2004-03-01 | Verfahren zur Herstellung eines Vlieses für die Herstellung von Filtern der tabakverarbeitenden Industrie sowie Filterstrangherstelleinrichtung |
| PL04003359T PL1464241T3 (pl) | 2003-04-03 | 2004-03-01 | Sposób wytwarzania włókniny do wytwarzania filtrów w przemyśle tytoniowym oraz urządzenie do wytwarzania pasma filtru |
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03007672A EP1464238B1 (de) | 2003-04-03 | 2003-04-03 | Verfahren zur Aufbereitung endlicher Fasern und Aufbereitungseinrichtung für endliche Fasern zur Verwedung bei der Herstellung von Filtern |
| EP03007672 | 2003-04-03 | ||
| EP03015325 | 2003-07-07 | ||
| EP03015325 | 2003-07-07 | ||
| EP04003359A EP1464241B1 (de) | 2003-04-03 | 2004-03-01 | Verfahren zur Herstellung eines Vlieses für die Herstellung von Filtern der tabakverarbeitenden Industrie sowie Filterstrangherstelleinrichtung |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06011475A Division EP1698241A1 (de) | 2003-04-03 | 2004-03-01 | Verfahren zur Herstellung eines Vlieses für die Herstellung von Filtern der tabakverarbeitenden Industrie sowie Filterstrangherstelleinrichtung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1464241A1 true EP1464241A1 (de) | 2004-10-06 |
| EP1464241B1 EP1464241B1 (de) | 2006-10-04 |
Family
ID=33454320
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06011475A Withdrawn EP1698241A1 (de) | 2003-04-03 | 2004-03-01 | Verfahren zur Herstellung eines Vlieses für die Herstellung von Filtern der tabakverarbeitenden Industrie sowie Filterstrangherstelleinrichtung |
| EP04003359A Expired - Lifetime EP1464241B1 (de) | 2003-04-03 | 2004-03-01 | Verfahren zur Herstellung eines Vlieses für die Herstellung von Filtern der tabakverarbeitenden Industrie sowie Filterstrangherstelleinrichtung |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06011475A Withdrawn EP1698241A1 (de) | 2003-04-03 | 2004-03-01 | Verfahren zur Herstellung eines Vlieses für die Herstellung von Filtern der tabakverarbeitenden Industrie sowie Filterstrangherstelleinrichtung |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US20040235631A1 (de) |
| EP (2) | EP1698241A1 (de) |
| JP (1) | JP2004337160A (de) |
| CN (1) | CN1568844A (de) |
| AT (1) | ATE341233T1 (de) |
| DE (1) | DE502004001630D1 (de) |
| ES (1) | ES2270198T3 (de) |
| PL (1) | PL1464241T3 (de) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1695636A1 (de) * | 2005-02-28 | 2006-08-30 | Hauni Maschinenbau AG | Filter für Artikel der Tabak verarbeitenden Industrie |
| EP1847185A1 (de) * | 2006-04-18 | 2007-10-24 | Hauni Maschinenbau AG | Faserfilterherstellung |
| EP1913823A1 (de) * | 2006-10-19 | 2008-04-23 | Hauni Maschinbau AG | Vorrichtung und Verfahren zur Aufbereitung von Filtermaterial für Zigarettenfilter oder dergleichen |
| EP1504681B2 (de) † | 2003-08-08 | 2011-05-11 | Hauni Maschinenbau AG | Verfahren und Vorrichtung zur Herstellung eines Filterstrangs |
| DE102010000680A1 (de) | 2010-01-05 | 2011-07-07 | Hauni Maschinenbau AG, 21033 | Herstellung von Filtersträngen und Filterstrangmaschine |
| DE102010000677A1 (de) | 2010-01-05 | 2011-07-07 | Hauni Maschinenbau AG, 21033 | Vorrichtung zur gleichzeitigen Herstellung von wenigstens zwei Faservliesen für die Herstellung von Filterstäben der Tabak verarbeitenden Industrie |
| EP2767177B1 (de) | 2013-02-15 | 2015-09-16 | International Tobacco Machinery Poland Sp. z o.o. | Verfahren, Vorrichtung und Vorrichtung zur momentanen Komprimierung von Filtermaterial |
| CN114075715A (zh) * | 2020-12-26 | 2022-02-22 | 王苗苗 | 一种温室大棚化纤保温棉及其设备 |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DK175987B1 (da) * | 2004-08-05 | 2005-10-31 | Dan Core Internat A S | Formerhoved med roterende tromle |
| DE102006047098A1 (de) * | 2006-09-28 | 2008-04-03 | Hauni Maschinenbau Ag | Verfahren und Vorrichtung zum Erwärmen und Aushärten von Filterstäben |
| TW200936065A (en) * | 2008-01-23 | 2009-09-01 | Filtrona Int Ltd | Tobacco smoke filter |
| US9386803B2 (en) * | 2010-01-06 | 2016-07-12 | Celanese Acetate Llc | Tobacco smoke filter for smoking device with porous mass of active particulate |
| CN103330283B (zh) | 2010-10-15 | 2016-08-10 | 塞拉尼斯醋酸纤维有限公司 | 形成滤烟器用多孔物质的设备、系统和相关方法 |
| DE102010063593A1 (de) | 2010-12-20 | 2012-06-21 | Hauni Maschinenbau Ag | Faservliesherstellung |
| DE102011103840A1 (de) * | 2011-06-01 | 2012-12-06 | Trützschler GmbH & Co Kommanditgesellschaft | Vorrichtung an einer Spinnereivorbereitungsmaschine, z.B. Faserflockenspeiser, Karde, Reiniger o. dgl. zum Zu- und/oder Abfördern von Fasermaterial |
| KR20150054007A (ko) * | 2011-10-14 | 2015-05-19 | 셀라네세 아세테이트 앨앨씨 | 연기 필터용 다공질을 형성하기 위한 장치, 시스템 및 관련 방법 |
| DE102012101021B3 (de) * | 2012-02-08 | 2013-08-01 | Hauni Maschinenbau Ag | Verteilervorrichtung und Verfahren zum Beschicken einer Strangmaschine der Tabak verarbeitenden Industrie |
| DE102012101024A1 (de) | 2012-02-08 | 2013-08-08 | Hauni Maschinenbau Ag | Vorrichtung und Verfahren zum Bilden mindestens eines Strangs der Tabak verarbeitenden Industrie sowie Verteilervorrichtung zum Beschicken einer Strangmaschine |
| DE102012204443A1 (de) * | 2012-03-20 | 2013-09-26 | Hauni Maschinenbau Ag | Faseraufbereitungsvorrichtung der Tabak verarbeitenden Industrie und Verfahren zur Aufbereitung von endlichen Fasern zum Herstellen eines Faserstrangs der Tabak verarbeitenden Industrie |
| CA2887527C (en) * | 2012-10-11 | 2018-01-02 | Celanese Acetate Llc | Apparatuses, systems, and associated methods for forming porous masses for smoke filters |
| DE102013219455A1 (de) | 2013-09-26 | 2015-03-26 | Hauni Maschinenbau Ag | Verfahren zum Herstellen von stabförmigen Artikeln der Tabak verarbeitenden Industrie und Saugfördervorrichtung |
| CN103657509B (zh) * | 2013-11-21 | 2015-08-26 | 山东赛特建材有限公司 | 玻璃纤维短丝分散机 |
| PL3171717T3 (pl) | 2014-07-22 | 2021-04-19 | Jt International Sa | Sposób i urządzenie do kształtowania pręta filtracyjnego |
| CN104389050B (zh) * | 2014-11-28 | 2016-09-21 | 湖北中烟工业有限责任公司 | 壳聚糖纤维烟用丝束的生产方法 |
| IT202000011041A1 (it) * | 2020-05-14 | 2021-11-14 | Minardi Piume S R L | Metodo per realizzare materiale da imbottitura |
| CN112369646B (zh) * | 2020-11-04 | 2022-02-11 | 常德长岭机械制造科技有限公司 | 一种烟草机械具有内部清理的结构 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2796810A (en) * | 1952-09-09 | 1957-06-25 | Muller Paul Adolf | Machinery for producing filter strands from fibrous pulp |
| US3644078A (en) * | 1965-06-11 | 1972-02-22 | Honshu Paper Co Ltd | Apparatus for producing nonwoven fabrics |
| US3792943A (en) | 1970-10-14 | 1974-02-19 | Ingenjorsfa Ab | Dry fiber distribution |
| US3834869A (en) | 1971-08-04 | 1974-09-10 | Creusot Loire | System for dispersing fibers in suspension including air laying web,conditioning fibers in web,dispersing web in liquid |
| GB2101642A (en) * | 1981-07-08 | 1983-01-19 | Filtrona Ltd | Tow cutter |
| GB2145918A (en) | 1980-08-04 | 1985-04-11 | Molins Plc | Producing filler material, particularly for cigarette filters |
| GB2165136A (en) | 1984-10-10 | 1986-04-09 | Hauni Werke Koerber & Co Kg | Apparatus for the treatment of tobacco fibres in the distributor of a cigarette-rod machine |
| US4640810A (en) * | 1984-06-12 | 1987-02-03 | Scan Web Of North America, Inc. | System for producing an air laid web |
| EP0546519A2 (de) * | 1991-12-09 | 1993-06-16 | Mitsubishi Rayon Co., Ltd | Luftstrahl für die Herstellung von Filterstopfen für Zigaretten |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH313367A (de) | 1951-09-12 | 1956-04-15 | Hauni Werke Koerber & Co Kg | Rauchfilterpfropfen von zylindrischer Form und Verfahren zu seiner Herstellung |
| US3050427A (en) * | 1957-04-29 | 1962-08-21 | Owens Corning Fiberglass Corp | Fibrous glass product and method of manufacture |
| US3171151A (en) * | 1961-04-04 | 1965-03-02 | Armour & Co | Cleaning and polishing article |
| US3847064A (en) * | 1972-09-11 | 1974-11-12 | American Filtrona Corp | Tobacco smoke filter |
| DE2452749A1 (de) * | 1974-11-07 | 1976-05-20 | Hauni Werke Koerber & Co Kg | Vorrichtung zum herstellen eines filterstranges aus filterstaeben unterschiedlicher komponenten |
| DE3301031A1 (de) | 1982-01-28 | 1983-07-28 | Hauni-Werke Körber & Co KG, 2050 Hamburg | Vorrichtung zum bilden eines tabakstranges |
| IT1214853B (it) | 1984-06-20 | 1990-01-18 | Fameccanica Spa | Apparecchiatura per defibrare a secco fogli di materiale cellulosico fibroso e materiali affini partico larmente per la preparazione di masse assorbenti per pannolini monouso ed affini |
| DK168670B1 (da) | 1993-03-09 | 1994-05-16 | Niro Separation As | Apparat til fordeling af fibre |
| AU776034B2 (en) | 2000-01-28 | 2004-08-26 | Scan-Web I/S | Apparatus for dry-distributing of fibrous materials |
| US6371126B1 (en) * | 2000-03-03 | 2002-04-16 | Brown & Williamson Tobacco Corporation | Tobacco recovery system |
| ATE504497T1 (de) | 2001-08-17 | 2011-04-15 | Philip Morris Prod | Doppelstation-auftragsräder zum füllen von kavitäten mit dosierten mengen von partikelförmigen stoffen |
| DE10217410A1 (de) | 2002-04-18 | 2003-10-30 | Hauni Maschinenbau Ag | Zigarettenfilter und Verfahren zur Herstellung desselben |
-
2004
- 2004-03-01 DE DE502004001630T patent/DE502004001630D1/de not_active Expired - Fee Related
- 2004-03-01 PL PL04003359T patent/PL1464241T3/pl unknown
- 2004-03-01 EP EP06011475A patent/EP1698241A1/de not_active Withdrawn
- 2004-03-01 ES ES04003359T patent/ES2270198T3/es not_active Expired - Lifetime
- 2004-03-01 AT AT04003359T patent/ATE341233T1/de not_active IP Right Cessation
- 2004-03-01 EP EP04003359A patent/EP1464241B1/de not_active Expired - Lifetime
- 2004-03-31 JP JP2004104124A patent/JP2004337160A/ja not_active Withdrawn
- 2004-04-02 US US10/815,933 patent/US20040235631A1/en not_active Abandoned
- 2004-04-05 CN CNA2004100550614A patent/CN1568844A/zh active Pending
-
2005
- 2005-08-31 US US11/214,934 patent/US7318797B2/en not_active Expired - Fee Related
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2796810A (en) * | 1952-09-09 | 1957-06-25 | Muller Paul Adolf | Machinery for producing filter strands from fibrous pulp |
| US3644078A (en) * | 1965-06-11 | 1972-02-22 | Honshu Paper Co Ltd | Apparatus for producing nonwoven fabrics |
| US3792943A (en) | 1970-10-14 | 1974-02-19 | Ingenjorsfa Ab | Dry fiber distribution |
| US3834869A (en) | 1971-08-04 | 1974-09-10 | Creusot Loire | System for dispersing fibers in suspension including air laying web,conditioning fibers in web,dispersing web in liquid |
| GB2145918A (en) | 1980-08-04 | 1985-04-11 | Molins Plc | Producing filler material, particularly for cigarette filters |
| GB2101642A (en) * | 1981-07-08 | 1983-01-19 | Filtrona Ltd | Tow cutter |
| US4640810A (en) * | 1984-06-12 | 1987-02-03 | Scan Web Of North America, Inc. | System for producing an air laid web |
| GB2165136A (en) | 1984-10-10 | 1986-04-09 | Hauni Werke Koerber & Co Kg | Apparatus for the treatment of tobacco fibres in the distributor of a cigarette-rod machine |
| EP0546519A2 (de) * | 1991-12-09 | 1993-06-16 | Mitsubishi Rayon Co., Ltd | Luftstrahl für die Herstellung von Filterstopfen für Zigaretten |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1504681B2 (de) † | 2003-08-08 | 2011-05-11 | Hauni Maschinenbau AG | Verfahren und Vorrichtung zur Herstellung eines Filterstrangs |
| EP1695636A1 (de) * | 2005-02-28 | 2006-08-30 | Hauni Maschinenbau AG | Filter für Artikel der Tabak verarbeitenden Industrie |
| EP1847185A1 (de) * | 2006-04-18 | 2007-10-24 | Hauni Maschinenbau AG | Faserfilterherstellung |
| JP2007282634A (ja) * | 2006-04-18 | 2007-11-01 | Hauni Maschinenbau Ag | 繊維フィルタの製造 |
| US7588524B2 (en) | 2006-04-18 | 2009-09-15 | Hauni Maschinenbau Ag | Fiber filter production |
| JP4614985B2 (ja) * | 2006-04-18 | 2011-01-19 | ハウニ・マシイネンバウ・アクチエンゲゼルシヤフト | 繊維フィルタの製造 |
| EP1913823A1 (de) * | 2006-10-19 | 2008-04-23 | Hauni Maschinbau AG | Vorrichtung und Verfahren zur Aufbereitung von Filtermaterial für Zigarettenfilter oder dergleichen |
| DE102010000680A1 (de) | 2010-01-05 | 2011-07-07 | Hauni Maschinenbau AG, 21033 | Herstellung von Filtersträngen und Filterstrangmaschine |
| DE102010000677A1 (de) | 2010-01-05 | 2011-07-07 | Hauni Maschinenbau AG, 21033 | Vorrichtung zur gleichzeitigen Herstellung von wenigstens zwei Faservliesen für die Herstellung von Filterstäben der Tabak verarbeitenden Industrie |
| EP2342982A1 (de) | 2010-01-05 | 2011-07-13 | HAUNI Maschinenbau AG | Herstellung von Filtersträngen und Filterstrangmaschine |
| EP2356915A1 (de) | 2010-01-05 | 2011-08-17 | HAUNI Maschinenbau AG | Vorrichtung zur gleichzeitigen Herstellung von wenigstens zwei Faservliesen für die Herstellung von Filterstäben der Tabak verarbeitenden Industrie |
| EP2767177B1 (de) | 2013-02-15 | 2015-09-16 | International Tobacco Machinery Poland Sp. z o.o. | Verfahren, Vorrichtung und Vorrichtung zur momentanen Komprimierung von Filtermaterial |
| EP2767177B2 (de) † | 2013-02-15 | 2019-07-17 | International Tobacco Machinery Poland Sp. z o.o. | Verfahren, Vorrichtung und Vorrichtung zur momentanen Komprimierung von Filtermaterial |
| US11076635B2 (en) | 2013-02-15 | 2021-08-03 | International Tobacco Machinery Poland Sp. Z O. O. | Method, mechanism and apparatus for momentary compression of filter material |
| CN114075715A (zh) * | 2020-12-26 | 2022-02-22 | 王苗苗 | 一种温室大棚化纤保温棉及其设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1698241A1 (de) | 2006-09-06 |
| ATE341233T1 (de) | 2006-10-15 |
| US7318797B2 (en) | 2008-01-15 |
| CN1568844A (zh) | 2005-01-26 |
| ES2270198T3 (es) | 2007-04-01 |
| JP2004337160A (ja) | 2004-12-02 |
| EP1464241B1 (de) | 2006-10-04 |
| PL1464241T3 (pl) | 2007-02-28 |
| US20040235631A1 (en) | 2004-11-25 |
| US20060010654A1 (en) | 2006-01-19 |
| DE502004001630D1 (de) | 2006-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1464241B1 (de) | Verfahren zur Herstellung eines Vlieses für die Herstellung von Filtern der tabakverarbeitenden Industrie sowie Filterstrangherstelleinrichtung | |
| DE69013754T2 (de) | Verfahren und Apparat zur auswählenden Plazierung von faserigem Material in geformten faserigen Artikeln. | |
| DE2202955C2 (de) | Verfahren zur Herstellung einer Wirrfaservliesbahn und Vorrichtung zu seiner Durchführung | |
| EP1776496A1 (de) | Formkopf und verfahren zum herstellen eines faservlieses | |
| DE1814092A1 (de) | Verfahren und Vorrichtung zur Herstellung nichtgewebter Textilstoffe | |
| DE3885692T2 (de) | Veränderlicher Kreuzleger. | |
| DE3886320T2 (de) | Kreuzleger. | |
| EP1464239B1 (de) | Verfahren und Einrichtung zur Herstellung eines Filterstranges | |
| EP1464238B1 (de) | Verfahren zur Aufbereitung endlicher Fasern und Aufbereitungseinrichtung für endliche Fasern zur Verwedung bei der Herstellung von Filtern | |
| EP1847185B1 (de) | Faserfilterherstellung | |
| EP1464240B1 (de) | Verfahren und Vorrichtung zur Herstellung eines Vlieses für die Herstellung von Filterstäben | |
| WO1999041439A1 (de) | Vorrichtung und verfahren zur herstellung eines faserverbundes | |
| DE69027259T2 (de) | Kontrollierte Öffnung eines faserigen Materials | |
| EP2641484A2 (de) | Faseraufbereitungsvorrichtung der Tabak verarbeitenden Industrie und Verfahren zur Aufbereitung von endlichen Fasern zum Herstellen eines Faserstrangs der Tabak verarbeitenden Industrie | |
| EP1571247B1 (de) | Verfahren zur Herstellung von Produkten aus Mineralwolle, insbesondere ein- und mehrschichtige Produkte | |
| DE1635572C3 (de) | Verfahren zur Herstellung von Glasfaservliesstoffen und Vorrichtung zur Durchführung des Verfahrens | |
| EP2342982A1 (de) | Herstellung von Filtersträngen und Filterstrangmaschine | |
| WO2011029904A1 (de) | System zur überführung von holzfasern in einen durch dosiervorrichtungen verarbeitbaren zustand, sowie aufbereitetes holzfasermaterial und extrudat daraus | |
| DE2538334A1 (de) | Einrichtung zum verteilen von tabak | |
| DE3832098A1 (de) | Vorrichtung und verfahren zur herstellung eines faserkissens | |
| DE8506950U1 (de) | Vorrichtung zum Bilden von Tabakportionen | |
| DE3508498A1 (de) | Verfahren und vorrichtung zum herstellen eines faserstranges der tabakverarbeitenden industrie | |
| DE1271006B (de) | Zuteilvorrichtung fuer Tabakteilchen zu Zigarettenmaschinen | |
| EP2356915A1 (de) | Vorrichtung zur gleichzeitigen Herstellung von wenigstens zwei Faservliesen für die Herstellung von Filterstäben der Tabak verarbeitenden Industrie | |
| DE102010063593A1 (de) | Faservliesherstellung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20050307 |
|
| 17Q | First examination report despatched |
Effective date: 20050518 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| TPAC | Observations filed by third parties |
Free format text: ORIGINAL CODE: EPIDOSNTIPA |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061004 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061004 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061004 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061004 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061004 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061004 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502004001630 Country of ref document: DE Date of ref document: 20061116 Kind code of ref document: P |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20061115 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E000801 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070104 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070104 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070104 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20070226 Year of fee payment: 4 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: HU Payment date: 20070313 Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070316 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20070316 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20070326 Year of fee payment: 4 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2270198 Country of ref document: ES Kind code of ref document: T3 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20070705 |
|
| BERE | Be: lapsed |
Owner name: HAUNI MASCHINENBAU A.G. Effective date: 20070331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070105 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20070322 Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061004 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20080301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081001 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20081001 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20081125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080302 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081001 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080331 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080331 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20080303 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080303 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070301 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061004 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061004 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: LAPE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080301 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20070331 Year of fee payment: 4 |