-
The present invention relates to stainless steel-made structural members, excellent in corrosion resistance at welded heat-affected zones and deflection-resistance, of two-wheeled vehicles such as bicycles, motorcycles and wheelchairs.
-
Tire rims and frames of two-wheeled vehicles such as bicycles, motorcycles and wheelchairs are often exposed to a corrosive atmosphere. In order to prolong lifetime, material for such structural members have been changed from galvanized steel sheets to ferritic stainless steel sheets, e.g. SUS304. The material shall be also good of weldability, since the structural . members are usually fabricated by welding.
-
JP61-73866A proposes a 10-20 mass % Cr-ferritic stainless steel improved in toughness, ductility and corrosion-resistance even at a welded part without buckling during welding by addition both of Ti and Nb at ratios of 0.1∼0.3 mass % and 0.15-0.3 mass %, respectively. However, the proposed stainless steel has the disadvantage that titanium inclusions often cause Ti streaks, due to addition of Ti at a high ratio.
-
JP62-164857A proposes another ferritic stainless steel for use as a tire rim member, wherein an austenite former(s), e.g. Ni, Mn or Cu, is added at a proper ratio to 12.5-17 mass % Cr-ferritic stainless steel with reduction of C and N contents so as to improve intergranular corrosion-resistance at a welded part without necessity of a stabilizing element such as Ti or Nb for toughness and workability. Control of a value-CE within a predetermined range is also reported for generation of a martensite phase. But, the stainless steel has poor strength regardless generation of martensite due to reduction of C and N contents to 0.04 mass % or less in total. The steel may be strengthened by addition of alloying elements, but addition of the alloying elements raises steel costs.
-
The present invention aims at provision of cheap structural members such as tire rims and frames of two-wheeled vehicles, e.g. bicycles, motorcycles and wheelchairs, made of a stainless steel sheet or pipe improved in weldability, strength and deflection-resistance as well as corrosion-resistance at both of a welded heat-affected zone and a base metal part.
-
The present invention proposes a structural member made of a ferrite/martensite dual-phase stainless steel sheet.
-
A stainless steel for the purpose has a chemical composition consisting of C up to 0.04 mass %, Si up to 2.0 mass %, Mn up to 2.0 mass %, 10.0-20.0 mass % of Cr, Ni up to 4.0 mass %, Cu up to 3.0 mass %, N up to 0.12 mass %, optionally one or more of B up to 0.015 mass %, Mo up to 3.0 mass %, Ti up to 0.10 mass %, Nb up to 0.40 mass % and V up to 0.30 mass %, and the balance being Fe except inevitable impurities.
-
The stainless steel sheet has a dual-phase structure composed of 5-75 vol. % ferrite and 25-95 vol.% martensite, with the provision that a sensitizing index (St) defined by the formula of St=100C + 30N - 0.32γ is adjusted to a value of from -31 to -7, wherein γ represents a ratio (vol. %) of a martensite phase in a dual-phase annealed state, by controlling a ratio (γ) of martensite in relation with C and N contents.
-
Tire rim members are usually fabricated from a stainless steel sheet, while frame members are usually fabricated from a stainless steel pipe. In any case, surface hardness of the stainless steel sheet or pipe is adjusted to HV 270 or more except welded parts.
-
The stainless steel sheet for use as the structural members is manufactured as follows: A steel strip having the specified composition is cold-rolled and then dual-phase annealed in a continuous annealing furnace. The dual-phase annealing is performed as finish heat-treatment by heating the steel strip at 850-1100°C in a ferrite/martensite dual-phase zone and then cooling the heated steel strip.
-
The inventors have researched and examined properties of stainless steel sheets necessary for structural members of two-wheeled vehicles, e.g. bicycles, motor cycles and wheelchairs, especially corrosion-resistance at a welded heat-affected zone and deflection-resistance from various aspects. The following explanation is directed to members of bicycles, but the same properties are of course necessary for members of motorcycles and wheelchairs.
-
Main structural members of a bicycle are tire rims and frames. These members shall keep original shapes without strains, in order to stabilize a bicycling position.
-
Tire rims, which come near surfaces of roads during bicycling, are exposed to a corrosive atmosphere, and also subjected to friction with a rubber brake. Pebbles or the like knock against the tire rims and frames. Accounting these practical conditions, the tire rims and frames shall have properties good of rigidity, corrosion-resistance, abrasion-resistance and dent-resistance.
-
Since semi-stable austenitic stainless steel, which has a metallurgical structure of strain-induced martensite and austenite, is poor of rigidity and dent-resistance necessary for the purpose, the inventors have researched applicability of ferrite/martensite dual-phase stainless steel, which contains C up to 0.04 mass %, N up to 0.12 mass % and 10.0-20.0 mass % of Cr, to the structural members. Rigidity, dent-resistance and corrosion-resistance suitable for the purpose are attained by properly controlling a ratio of martensite in a dual-phase-annealed state as well as a sensitizing index St in relation with C and N contents.
-
Rigidity (deflection-resistance) is improved by hardening the stainless steel at Vickers hardness of 270 or more and grain-refining a ferrite/martensite dual-phase so as to raise Young's modulus. Generation of martensite phase results in increase of strength and improvement of dent- and corrosion-resistance.
-
When a stainless steel sheet is welded, it is heated up to 600-900°C with a welding heat. In such a high temperature zone, chromium carbonitride precipitates from a steel matrix and causes Cr-depleted zones in return. The Cr-depleted zones unfavorably accelerate sensitization and degrade corrosion-resistance.
-
Ferrite and martensite phases are of b.c.c. (body-centered-cubic) crystalline structure, wherein C and N are not substantially dissolved and carbonitride is likely to precipitate due to diffusion rates faster than an austenite phase of f.c.c. (face-centered-cubic) crystalline structure. The martensite phase reverse-transforms to an austenite phase, wherein fairly large amounts of C and N are dissolved as compared with the ferrite or martensite phase, at a high temperature.
-
Carbonitride, which has once precipitated in the ferrite or martensite phase, dissolves again in the austenite phase during reverse-transformation. Precipitation of carbonitride, which causes Cr-depleted zones and degrades sensitivity, is also avoided by rapidly heating the stainless steel to a high-temperature austenite zone so as to complete reverse-transformation in a short time. Completion of reverse-transformation before precipitation of carbonitride is well explained by a kinetic theory. That is, when a stainless steel is heated up to the austenite zone, it passes through a temperature zone, wherein carbonitride precipitates in a ferrite or martensite phase, in a heating step, but precipitation of carbonitride begins after a certain incubation period.
-
In a succeeding cooling step, a C-dissolved austenite phase transforms to martensite without precipitation of carbides. Consequently, the martensite phase is strengthened.
-
The behaviors of C and N atoms during reverse-transformation means that sensitization is accelerated as increase of C and N contents, but suppressed as increase of a ratio of reverse-transformed martensite (in other words, a ratio of reverse-transformable martensite at a room temperature) in a dual-phase annealed state. In this sense, a ratio of reverse-transformable martensite at a room temperature is controlled in a specified relationship with C and N contents for dissolution of C and N atoms in the reverse-transformed austenite at an elevated temperature, in order to inhibit precipitation of chromium carbide and generation of Cr-depleted zones.
- Fig. 1 is a sectional view illustrating a product shape imitating a tire rim.
- Fig. 2 is a graph for showing corrosion-resistance of a welded part in relation with C and N contents and a ratio of martensite.
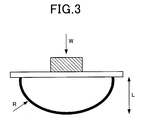
- Fig. 3 is a view for explaining a flexure test.
-
A stainless steel for use as structural members such as tire rims and frames contains various alloying elements at predetermined ratios as follows:
- C up to 0.04 mass %
C is an austenite former effective for strengthening a martensite phase. A ratio of martensite, which is generated by heating a stainless steel at a temperature higher than Ac1 and then cooling it to a room temperature, is controlled by C content. The effects of C on strength of the martensite phase and the ratio of martensite are noted at 0.01 mass % or more of C. But, excess C above 0.04 mass % causes precipitation of chromium carbide at grain boundaries in a cooling step of dual-phase annealing or during aging, and degrades intergranular corrosion-resistance. - Si up to 2.0 mass %
Si is an element, which is added as a deoxidizing agent during steelmaking, and raises age hardenability of a steel sheet due to promotion of strain-aging. As increase of Si content, a martensite phase is hardened, an austenite phase is solution-hardened, and a cold-worked steel sheet is strengthened. However, excess Si above 2.0 mass % often causes hot cracks and troubles in a manufacturing process. An upper limit of Si content is preferably determined at 1.5 mass %. - 10.0-20.0 mass % of Cr
Cr is an essential element for corrosion-resistance. Cr content is determined at 10.0 mass % or more, to bestow a stainless steel with corrosion-resistance necessary for the purpose. But, excess Cr above 20.0 mass % not only worsens toughness of the stainless steel but also requires addition of austenite formers, e.g. C, N, Ni, Mn and Cu, for generation of martensite grains. Addition of austenite formers raises steel costs and unfavorably stabilizes an austenite phase at a room temperature. Cr content is preferably controlled within the range of 13.5-18.5 mass %
Ni, Mn and Cu as austenite formers are necessary for generation of a ferrite/austenite dual-phase structure (which is transformed to a ferrite/martensite structure at a room temperature) at a high temperature. Since a ratio of martensite becomes larger as increase of Ni, Mn and Cu contents, a stainless steel sheet is more hardened. However, excessive addition of Ni above 4.0 mass %, Mn above 2.0 mass % and Cu above 3.0 mass % impedes transformation of austenite to martensite and allows existence of residual austenite at a room temperature, resulting in poor strength. In this sense, it is preferably to control Ni, Mn and Cu contents within ranges of 0.50-3.0 mass %, 0.01-2.0 mass % and 0.02-2.5 mass %, respectively. - N up to 0.12 mass %
N is the same austenite former as C, although its effect on strength of a steel sheet is slightly weaker than C. A ratio of martensite, which is generated by heating a stainless steel at a temperature higher than Ac1 and then cooling it to a room temperature, is controlled by N content. But, the stainless steel is more sensitized by N than by C, and nitrides, which precipitate at grain boundaries in a cooling step of dual-phase annealing or during aging, unfavorably degrades corrosion-resistance. Furthermore, excess N causes internal defects such as blowholes. In this sense, an upper limit of N content is determined at 0.12 mass % (preferably 0.08 mass %). - B up to 0.015 mass %
B is an optional alloying element, which prevent a hot-rolled steel sheet from edge-cracking caused by difference of deformation-resistance between ferrite and austenite phases in an elevated temperature zone for hot-rolling. However, excess B above 0.015 mass % promotes generation of low-melting point borides harmful on hot-workability and hot crack-resistance during welding. - Mo up to 3.0 mass %
Mo is also an optional element effective for corrosion-resistance, but excess Mo above 3.0 mass % degrades hot-workability and raises steel costs. An upper limit of Mo content is preferably 2.0 mass %. - Ti up to 0.10 mass %, Nb up to 0.40 mass %, and V up to 0.30 mass %
Ti, Nb and V are optional elements, which stabilize C and N as carbonitrides and improve corrosion-resistance of a welded heat-affected zone. These elements are also effective for minimization of crystal grains and strengthening of a stainless steel. However, excess Ti above 0.10 mass % causes generation of titanium clusters and occurrence of surface defects, excess Nb above 0.40 mass % promotes generation of low-melting point alloyed layers or oxides and degrades resistance of a stainless steel to welding hot cracking, and excess V above 0.30 mass % extremely raises high-temperature strength of a stainless steel sheet and causes troubles in a manufacturing process.
-
One or more ferrite formers such as Al may be further added in addition to the above-mentioned elements under an alloying design for formation of a ferrite/martensite dual-phase structure at a room temperature. One or more of Y, Ca and REM (rare earth metals) may be also added for improvement of corrosion-resistance and hot-workability, as far as strength of a stainless steel sheet is not reduced by addition of these elements.
-
The stainless steel sheet is further defined by a sensitizing index and surface hardness, as follows:
A sensitizing index St within a range of from -31 to -7
-
When a stainless steel sheet is exposed to a high-temperature atmosphere during welding, chromium carbide precipitates in a steel matrix. Precipitation of chromium carbide means generation of Cr-depleted zones, sensitization and degradation of corrosion-resistance in the end. Factors for promotion of sensitization are C and N contents, while a factor for suppression of sensitization is a ratio of reverse-transformed austenite in a dual-phase annealed state, i.e. a ratio γ (vol. %) of reverse-transformable martensite at a room temperature. In short, a stainless steel is less sensitized but improved in corrosion-resistance by properly controlling a sensitizing index St, which represents relationship of a ratio of martensite at a room temperature with C and N contents.
-
The inventors have discovered that the sensitizing index St is typically defined by the formula of St=100C + 30N - 0.32γ from various experiments and that sensitization is suppressed by controlling the sensitizing index St not more than -7. However, a sensitizing index St less than -31 means reduction of C and N contents to levels insufficient for hardness of HV 270. A preferable sensitizing index St is within a range of from -28 to -10.
-
A stainless steel sheet with the controlled ratio of martensite is manufactured by annealing a hot-rolled steel sheet 12 hours at 780°C, cooling it as such in an oven, cold-rolling it at a reduction ratio of 80%, annealing the cold-rolled steel sheet 1 hour at 950°C and then cooling it in the open air, for instance.
Base metal with surface hardness of HV 270 or more
-
Hardness of a stainless steel sheet is controlled by C and N contents in addition to a ratio of martensite. The stainless steel sheet necessarily has surface hardness of HV 270 or more (preferably HV 300 or more) at a part free from weld heat-affection, in order to provide light-weighed structural members good of spring elasticity. If surface hardness is less than HV 270, use of thick structural members is unavoidable for fabrication of two-wheeled vehicles, resulting in heavy products.
-
A ratio of martensite not less than 25 vol. % (preferably 40 vol. %) at a room temperature is necessary for surface hardness of HV 270 or more. Such a ratio of martensite is also effective for imparting dent- and abrasion-resistance to structural members of two-wheeled vehicles.
-
The other features of the present invention will be clearly understood from the following Examples.
Example 1
-
Several steels with chemical compositions shown in Table 1 were melted in a vacuum furnace, cast to slabs, hot-rolled to thickness of 4.5mm, annealed 12 hours at 780°C in an oven and then cooled as such. The annealed steel sheets were pickled, cold-rolled to thickness of 1.5 mm, intermediate-annealed 1 minute at 800°C, cooled in the open air, cold-rolled again to final thickness of 0.5 mm, and then dual-phase annealed 1 minute at 950°C.
-
Each dual-phase annealed steel sheet was observed by a microscope to detect martensite in a view of 200 µm × 200 µm along its thickness direction. Volume ratios of martensite were calculated in 10 views every steel sheet and averaged.
-
A test piece sampled from each dual-phase annealed steel sheet was plastically formed and TIG-welded for fabrication of a tire rim member with a shape shown in Fig. 1. TIG-welding was performed by a butt welding without use of a welding wire under the conditions of:
- A welding current of 70 A,
- A torch travelling speed of 300 mm/minutes,
- A volume of argon as a sealing gas at 10 liter/minute, and
- A wolfram electrode of 1.6 mm in diameter.
-
A welded part was flattened by grinding weld beads and finished together with a base metal part by #400 abrasive paper.
-
A test piece of 100 mm × 150mm in size was sampled from the welded and finished steel sheet and examined by CASS test (whereby a test piece was immersed in a (5% NaCl + 0.26 g/l CuCl2 + acetic acid) solution of pH 3.0-3.1 at 35±2°C) regulated under JIS H8502. After 200 hours-CASS test, the test piece was observed to detect rusts at a welded heat-affected zone. Results were evaluated as follows and illustrated in Fig. 2.
- ○: a test piece free from rusts
- × : a rusted test piece
-
The inventors have studied effects of a ratio γ of martensite and a value of 100C + 30N on occurrence of rusts, and noted that the marks ○ and × were clearly distinguished from each other by a line of 100C + 20N - 0.32γ =-7, as shown in Fig. 2. The results in Fig. 2 prove that a sensitizing index St (defined by the formula of St= 100C + 20N - 0.32γ) shall be less than -7, in order to prevent a welded part from corrosion. However, as decrease of St less than -31, a steel sheet is weakened less than HV 270 due to shortage of C and N.
Example 2
-
Several steels with chemical compositions shown in Table 2 were melted in a vacuum furnace, cast to slabs, hot-rolled to thickness of 4.5 mm, annealed 12 hours at 780°C in an oven and cooled as such. The annealed steel sheets were pickled, cold-rolled to thickness of 1.5 mm, intermediate-annealed 1 minute at 800°C, cooled in the open air, cold-rolled again to final thickness of 0.5 mm and then finish-annealed 1 minute at 1030°C. Steel K in Table 2, corresponding to SUS 430LX, was exceptionally annealed 1 minute at 1000°C in both of hot- and cold-rolled states.
-
Test pieces sampled from each stainless steel sheet were plastically formed to a tire rim with a shape shown in Fig. 1 and TIG-welded to a steel pipe of 30 mm in diameter. TIG-welding was performed with a welding current of 150 A and a torch travelling speed of 500mm/minute. A welded part was flattened by grinding weld beads and then finished together with a base metal part by #400 abrasive paper.
-
Deflection-resistance was evaluated as permanent strain by a flexure test, whereby a test body R of a height h
o along a direction L was prepared as a half-sized shape (shown in Fig. 3) imitating a tire rim, a weight W of 50 kg loaded on the test body R and unloaded, and then a height h
1 of the test body R along the direction L was measured and compared with the original height ho to calculate the permanent strain. A value of permanent strain less than 1 mm was evaluated as good deflection-resistance (○).
-
Each steel sheet was examined to measure a ratio of martensite in a dual-phase annealed state at a room temperature. The measured value was substituted for γ in the formula of St=100C + 30N - 0.32γ to calculate a sensitizing index St. Surface hardness, permanent strain and corrosion resistance were measured or evaluated in the same way as Example 1.
-
Results are shown in Table 3.
-
It is understood that any tire rim and any steel pipe made of the inventive steels had base metal hardness of HV 270 or more without occurrence of rusts at both of base metal and welded parts. The tire rims had permanent strains suppressed less than 1mm.
-
Comparative Steels H to K had chemical compositions or sensitizing indexes St out of the ranges defined by the present invention.
-
Comparative Steels H and I contained excess C and excess C + N, respectively, so that their welded heat-affected zones were poor of corrosion-resistance.
-
Tire rims and steel pipes made of Comparative Steels J was not composed of martensite/ferrite dual-phase structure and poor of hardness. Permanent strains were fairly larger than 1 mm. Comparative Steel J was also poor of corrosion- and deflection-resistance due to insufficient Cr content. Comparative Steel K was poor of corrosion-resistance at its welded heat-affected zone due to its higher sensitizing index St. Degradation of corrosion-resistance proves progress of sensitization caused by a welding heat.
-
Comparative Steel L, corresponding to SUS430LX, was poor of deflection-resistance.
-
According to the present invention as above-mentioned, a ratio of martensite, which can be reverse-transformed to austenite during dual-phase annealing, is controlled in a specified relationship with C and N contents without reduction of C and N contents so much, in a ferrite/martensite dual-phase stainless steel sheet. Due to the specified relationship, tire rims and frames of two-wheeled vehicles made of the stainless steel sheet are excellent in both of corrosion-resistance and deflection-resistance without sensitization of a welded heat-affected zone.