EP1396552B1 - Double phase stainless steel strip for steel belt - Google Patents
Double phase stainless steel strip for steel belt Download PDFInfo
- Publication number
- EP1396552B1 EP1396552B1 EP02738626A EP02738626A EP1396552B1 EP 1396552 B1 EP1396552 B1 EP 1396552B1 EP 02738626 A EP02738626 A EP 02738626A EP 02738626 A EP02738626 A EP 02738626A EP 1396552 B1 EP1396552 B1 EP 1396552B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- mass
- stainless steel
- steel strip
- grains
- martensite
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
Definitions
- the present invention relates to the use of a dual phase stainless steel strip as steel belts with fine external appearance free from Lüders band, which are likely to occur during straightening a steel sheet in a steel belt-manufacturing process.
- Stainless steel belts have been manufactured from work-hardening austenitic stainless steels such as SUS301 and SUS304, which are strengthened by cold-rolling, low-C martensitic stainless steels as disclosed in JP 51-31085B or precipitation-hardening martensitic stainless steels as disclosed in JP 59-49303B.
- the work-hardening stainless steel has a semi-stable austenite phase, which is transformed to a martensite phase by application of strains during plastic forming.
- the strain-induced transformation causes Lüders band (as reported in Journal of the Japan Institute of Metals Vol. 55, No. 4, pp376-382 and Nisshin Steel Technical Report No. 69, pp.1-14), so that a steel sheet has a rugged surface unsuitable as a material for steel belts.
- the martensitic or precipitation-hardening martensitic stainless steel is substantially transformed to a single martensite phase in a cooling step of annealing, but often deformed by volumetric expansion during transformation. A deformed profile is difficult to rectify, once a steel sheet is formed to a belt shape.
- the present invention aims to provision of the use of a stainless steel strip as steel belts with fine external appearance, without occurrence of Lüders band during straightening a steel sheet to a belt shape or transformation to a complete martensite phase difficult to rectify profiles of steel belts.
- the present invention proposes the use of a martensite/ferrite dual-phase stainless steel strip as steel belts.
- the stainless steel has a chemical composition as defined in claim 1. Its metallurgical structure is composed of 20-85 vol. % martensite grains and the balance being ferrite grains.
- the steel strip is conditioned to hardness of HV 300 or more.
- Grain size of prior austenite grains is preferably controlled to 10 ⁇ m or less, so as to suppress volumetric expansion not more than 9% in average during martensitic transformation in a cooling step of annealing.
- steel strips in this specification involves steel sheets.
- the inventors have researched effects of various factors such as chemical compositions, metallurgical structures and materialistic properties on occurrence of Lüders band, and discovered that Lüders band is significantly influenced by distribution of strains and volumetric expansion during martensitic transformation. From experimental results, the inventors have reached the conclusion that Lüders band is effectively suppressed by reduction of residual austenite and uniform distribution of expansion strains to a whole of a steel strip during martensitic transformation in a cooling step of annealing.
- the dual-phase stainless steel strip used by the invention contains various alloying elements at specified ratios, as follows:
- C is an austenite former, which hardens a martensite phase.
- a ratio of martensite grains, which are formed after heating the steel strip at a temperature higher than Ac 1 is controlled by C content.
- An effect of C on hardening is noted at 0.04 mass % or more. However, excess C above 0.15 mass % causes precipitation of chromium carbide at grain boundaries during cooling in a dual-phase annealing step, resulting in degradation of intergranular corrosion-resistance and fatigue strength.
- Cr is an essential alloying element for imparting corrosion-resistance to a stainless steel.
- An effect of Cr on corrosion-resistance is noted at 10.0 mass % or more.
- excess Cr above 20.0 mass % degrades toughness and workability of the stainless steel strip.
- excess Cr necessitates increase of austenite formers such as C, N, Ni, Mn and Cu. Increase of austenite formers raises a steel cost but also stabilizes an austenite phase at a room temperature, resulting in poor strength. In this sense, an upper limit of Cr is determined at 20.0 mass %.
- Ni is an austenite former for formation of a ferrite/austenite structure in a high-temperature zone (which is transformed to a ferrite/martensite structure at a room temperature). As increase of Ni, a ratio of martensite grains becomes larger, and a steel sheet is more hardened. The element Ni promotes nucleation for austenite grains during austenite/ferrite dual-phase annealing, so as to form a fine austenite/ferrite microduplex structure.
- Ni content on formation of the fine microduplex structure probably explained, as follows: As increase of Ni, growth of nuclei for austenitizing is retarded beyond critical nuclei determined by classic nucleation theory, and nuclear sites for austenite grains increase in number due to dynamic motion for formation of an austenite phase until an equilibrium state. The effect of Ni on refinement of the microduplex structure is noted at 0.5 mass % or more. However, Ni is an expensive element, and excess Ni leads to existence of residual austenite harmful on strength of a stainless steel due to incomplete transformation of high-temperature austenite to a martensite phase in a cooling step to a room temperature. In this sense, an upper limit of Ni content is determined at 4.0 mass %.
- the dual-phase stainless steel may further contain one or more austenite formers, e.g. Mn, Cu and N, and/or one or more ferrite formers, e.g. Si, Ti, Nb and Al, other than C, Cr and Ni, so as to produce a ferrite/martensite dual-phase structure at a room temperature.
- austenite formers e.g. Mn, Cu and N
- ferrite formers e.g. Si, Ti, Nb and Al, other than C, Cr and Ni
- Other elements e.g. Mo for corrosion-resistance, Y, Ca and REM (rare earth metals) for hot-workability, B and V, may be added to the stainless steel. Ratios of these optional elements are determined, as follows:
- Si is an element, which is added as a deoxidizing agent in a steelmaking process. Due to a solution-hardening power of Si, excess Si above 2.0 mass % solution-hardens a stainless steel too much and degrades its ductility.
- Mn is an austenite former for promotion of austenitizing while suppressing formation of ⁇ -ferrite in a high-temperature zone.
- excess Mn above 2.0 mass % allows existence of residual austenite in an annealed state.
- the residual austenite causes unfavorable strain-induced martensitic transformation during plastically forming a stainless steel sheet to a product shape, resulting in occurrence of strains.
- P is an impurity disadvantageous for hot-workability of a stainless steel strip.
- the effect of P on hot-workability is typically noted at 0.050 mass % or more.
- S is also an impurity, which is likely to segregate at grain boundaries. Segregation of S makes the grain boundaries brittle and degrades hot-workability of a stainless steel strip. These defects are suppressed by controlling S content to 0.020 mass % or less.
- Al is an element, which is added as a deoxidizing agent in a steelmaking process. However, excess Al above 0.10 mass % increases non-metallic inclusions, which cause degradation of toughness and occurrence of surface defects.
- N is an austenite former for promoting formation of an austenite phase while suppressing formation of ⁇ -ferrite in a high-temperature zone. But, excess N above 0.10 mass % allows existence of residual austenite in an annealed state. The residual austenite causes unfavorable strain-induced martensitic transformation during plastically forming a stainless steel sheet to a product shape, resulting in occurrence of strains. Furthermore, ductility of a cold-rolled stainless steel sheet is degraded in an annealed state as increase of N.
- Mo is an alloying element effective for corrosion-resistance, but excess Mo above 1.0 mass % degrades hot-workability of a stainless steel strip due to its effect on solution-hardening and retarding dynamic recrystallization.
- Cu is an impurity included in a stainless steel from raw materials such as scraps. Since excess Cu degrades hot-workability and corrosion-resistance of the stainless steel, Cu content is determined at 2.0 mass % or less.
- Ti, Nb, V and Zr are elements effective for workability and toughness.
- Ti, Nb and V stabilize dissolved C as carbides, while Zr captures O as an oxide in a steel matrix. Ratios of these elements are preferably determined to 0.01-0.50 mass % of Ti, 0.01-0.50 mass % of Nb, 0.01-0.30 mass % of V and 0.01-0.30 mass % of Zr, since excess addition of these elements degrades productivity of a stainless steel strip.
- B is an element, which disperses transformed grains uniformly in a hot-rolled steel sheet and minimizes the transformed grains during dual phase-annealing.
- the effect of B is typically noted at 0.0010 mass % or more, but excess B above 0.0100 mass % degrades hot-workability and weldability of the stainless steel strip.
- Y, Ca and REM are alloying elements effective for hot-workability, but excess addition of these elements causes surface defects.
- upper limits of Y, Ca and REM are preferably determined at 0.02, 0.05 and 0.1 mass %, respectively.
- Metallurgical structure prior austenite grains and an expansion ratio during martensitic transformation are controlled in addition to the specified alloying design, in order to suppress effects of strains and volumetric expansion, which are originated in the martensitic transformation, on occurrence of Lüders band.
- Metallurgical structure 20-85 vol. % martensite grains and the balance being ferrite grains.
- a ratio 20-85 vol. % of martensite grains at a room temperature corresponds to the same ratio % of austenite grains in a high-temperature zone.
- a high-temperature austenite phase is transformed to a martensite phase in a cooling step to a room temperature, but transformation strains, which derived from dislocations in the martensite phase and volumetric expansion during the transformation, are introduced into a cooled stainless steel strip.
- Transformation strains are uniformly dispersed and absorbed in soft ferrite grains in the vicinity of martensite grains by minimization of prior austenite grains so as to enlarge intergranular areas between the prior austenite and ferrite grains in a high-temperature zone. As a result, an external surface of a steel strip is prevented from deformation originated in the transformation.
- the stainless steel strip formed to a belt shape is straightened by application of 1-2% tensile strain after uniform dispersion and absorption of the transformation strains, the transformation strains are absorbed in strains caused by straightening. Consequently, the steel strip is plastically formed to the objective belt shape without occurrence of Lüders band.
- Efficient absorption of the uniformly dispersed transformation strains in work strains without occurrence of Lüders band is realized by controlling a ratio of martensite grains, which accumulates the transformation strains, to 20 vol. % or more. If a ratio of martensite grains is less than 20 vol. %, tensile strains of 1-2%, which are applied to a stainless steel strip during straightening, exceeds a capacity for accumulation of transformation strains and causes appearance of Lüders band on a surface of the stainless steel strip. A small ratio of martensite grains also means presence of excess soft ferrite grains, resulting in poor strength of the steel strip. But, a ratio of martensite grains above 85 voL % is substantially equal to complete martensitic transformation, which produces large strains, degrades a profile and transubstantiates the steel strip to a difficult-straightening state.
- Ferrite grains and martensite grains which are formed in a cooling step of annealing, become smaller in size as minimization of prior austenite grains, so that domains for martensitic transformation are advantageously distributed to a state suitable for uniform dispersion of strains originated in the martensitic transformation. Consequently, a steel strip is straightened to a belt shape without inhomogeneous deformation or Lüders band.
- the effect of prior austenite grains on uniform dispersion of transformation strains in other words suppression of Lüders band, is noted at grain size of 10 ⁇ m or less.
- a stainless steel strip changes its crystalline structure from f.c.c. to b.c.c. or b.c.t. and number of atoms packed in one crystalline structure, resulting in volumetric expansion.
- An expansion ratio caused by the martensitic transformation is not simply proportional to a ratio of martensite grains formed by transformation, but depends on distribution of martensite and ferrite grains. As the formed martensite grains are distributed in finer size, transformation strains are efficiently absorbed and accumulated in soft ferrite grains in the vicinity of the martensite grains. Such distribution of fine martensite grains is attained by minimizing prior austenite grains so as to enlarge intergranular areas between ferrite grains and martensite grains formed by the transformation.
- a total expansion rate of a stainless steel strip is reduced by absorption and accumulation of transformation strains. Due to the effect of fine martensite grains on suppression of transformation strains, the stainless steel strip is formed to a belt shape without inhomogeneous deformation or Lüders band during straightening. In this meaning, prior austenite grains are minimized to 10 ⁇ m or less in size, a martensite/ferrite dual-phase structure is refined in grain size so as to enlarge intergranular areas between martensite and ferrite grains, and an expansion rate of martensitic transformation is controlled not more than 9% in average.
- a dual-phase stainless steel strip is conditioned to proper hardness by controlling C and Ni contents as well as a ratio of martensite grains.
- the steel strip is used as a material for a steel belt, which is driven at a high speed with rapid response under the condition that a demand for fatigue strength is intensified in response to miniaturization of pulleys, it is hardened to HV 300 or more.
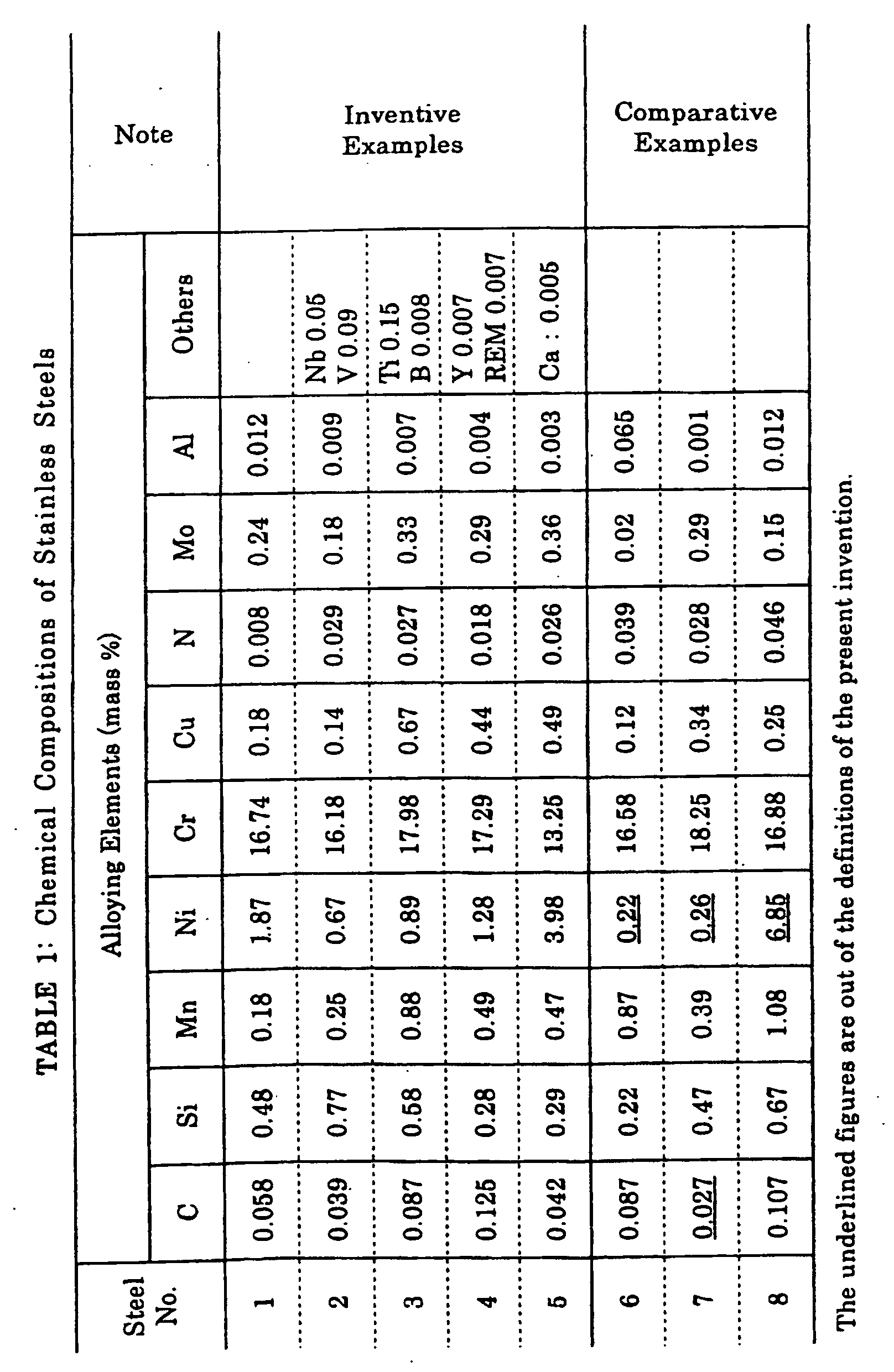
- Hot-rolled steel strips Nos. 1-7 were diffusion-annealed 8 hours at 780°C, pickled, cold-rolled to thickness of 1.0 mm, dual-phase annealed 1 minute at 1050°C and then pickled again.
- a hot-rolled steel strip No. 8 (corresponding to SUS 301) of 2.0 mm in thickness was annealed 6 hours at 1050°C and cold-rolled to thickness of 1.0 mm.
- Test pieces sampled from each steel strip were subjected to tests for quantification of metallurgical structure, measurement of surface hardness with a load of 1 kg and measurement of size of prior austenite grains. Ratios of ferrite and martensite grains were measured by etching the test piece with an etchant of hydrofluoric acid 2 : nitric acid 1 : glycerine 1, and counting number of ferrite or martensite grains. A ratio of austenite grains was measured by a magnetic method. Grain size of a prior austenite phase was measured by intercept method on a field observed with a microscope. An expansion rate originated in martensitic transformation was calculated as a volumetric expansion by measuring a rate of unidirectional expansion caused by transformation in a cooling step of dual-phase annealing and cubing the measurement values. Results are shown in Table 2.
- test piece of 50 mm in width and 200 mm in length was sampled from each stainless steel strip along its rolling direction, and subjected to a simulation test for straightening a steel sheet to a belt shape.
- a tensile strain at 5% at most was applied to the test piece at a strain rate of 1 mm/minute by a tensile tester, and a surface of the stretched test piece was observed for detection of Lüders band.
- the test piece Prior to application of the tensile strain, the test piece was repeatedly bent 10 times by bending stress with a radius of 50 mm, so as to imitate driving situation of a steel belt which was affected by bending stress at pulleys. Results are shown in Table 2.
- a ratio of martensite grains in the comparative steel strip No. 7 was smaller due to shortage of C, and transformation strains were insufficient for homogeneous deformation during straightening the steel strip to a belt shape, resulting in inhomogeneous deformation, in other words Lüders band.
- Ni content of the comparative steel No. 7 was reduced to the same level as the steel No. 6, but C content was also reduced, so that the steel strip No. 7 was not cracked during repetition of bending.
- the comparative steel No. 8 had a structure including a lot of residual austenite due to excess Ni. Since the residual austenite was transformed to a martensite phase during tensile deformation, Lüders band was detected on the stretched test piece.
- transformation strains which are generated during martensitic transformation in a cooling step of annealing, are uniformly dispersed in a steel matrix and accumulated in soft ferrite grains, by minimizing prior austenite grains so as to enlarge intergranular areas between ferrite and martensite grains.
- the transformation strains accumulated in the ferrite grains are absorbed in work strains, which are applied to a steel strip during straightening it to a belt shape, without occurrence of Lüders band. Consequently, the ferrite/martensite dual-phase stainless steel strip is useful as steel belts with good profile and fine external appearance free from Lüders band, in comparison with conventional work-hardening and precipitation-hardening stainless steel belts.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Belt Conveyors (AREA)
- Package Frames And Binding Bands (AREA)
- Cleaning And De-Greasing Of Metallic Materials By Chemical Methods (AREA)
Abstract
Description
Metallurgical structure: 20-85 vol. % martensite grains and the balance being ferrite grains.

Claims (1)
- Use of a dual-phase stainless steel strip consisting of 0.04-0.15 mass % of C, 10.0-20.0 mass % of Cr, 0.5-4.0 mass % of Ni optionally one or more of Si up to 2.0 mass %, Mn up to 2.0 mass %, not more than 0.050 mass % of P, not more than 0.020 mass % of S, 0-0.10 mass % of Al, 0-0.10 mass % of N, 0-1.0 mass % of Mo, 0-2.0 mass % of Cu, 0.01-0.50 mass % of Ti, 0.01-0.50 mass % of Nb, 0.01-0.30 mass % of V, 0.01-0.30 mass % of Zr, 0.0010-0.0100 mass % of B, 0-0.02 mass % of Y, 0-0.05 mass % of Ca and 0-0.1 mass % of REM (rare earth metals) and the balance being Fe except inevitable impurities, and having
a transformed structure composed of 20-85 vol. % of martensite with the balance being ferrite with prior austenite grains controlled to 10 µm or less in size; and
a hardness of HV 300 or more, as steel belts.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001175109 | 2001-06-11 | ||
| JP2001175109 | 2001-06-11 | ||
| PCT/JP2002/005572 WO2002101108A1 (en) | 2001-06-11 | 2002-06-06 | Double phase stainless steel strip for steel belt |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1396552A1 EP1396552A1 (en) | 2004-03-10 |
| EP1396552A4 EP1396552A4 (en) | 2004-12-22 |
| EP1396552B1 true EP1396552B1 (en) | 2005-08-31 |
Family
ID=19016298
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02738626A Expired - Lifetime EP1396552B1 (en) | 2001-06-11 | 2002-06-06 | Double phase stainless steel strip for steel belt |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20040168750A1 (en) |
| EP (1) | EP1396552B1 (en) |
| JP (1) | JP4252893B2 (en) |
| KR (1) | KR20040014492A (en) |
| CN (1) | CN1227383C (en) |
| AT (1) | ATE303458T1 (en) |
| DE (1) | DE60205896D1 (en) |
| WO (1) | WO2002101108A1 (en) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005248263A (en) * | 2004-03-04 | 2005-09-15 | Daido Steel Co Ltd | Martensitic stainless steel |
| FR2872825B1 (en) * | 2004-07-12 | 2007-04-27 | Industeel Creusot | MARTENSITIC STAINLESS STEEL FOR MOLDS AND CARCASES OF INJECTION MOLDS |
| JP5001520B2 (en) * | 2005-03-30 | 2012-08-15 | 日新製鋼株式会社 | Stainless steel for strain detection sensor substrate and sensor using the same |
| JP5098552B2 (en) * | 2007-10-08 | 2012-12-12 | 大同特殊鋼株式会社 | Duplex stainless steel, and steel bar, steel wire, wire rod, and steel parts using the same |
| KR101606946B1 (en) * | 2008-02-07 | 2016-03-28 | 닛신 세이코 가부시키가이샤 | High-strength stainless steel material and process for production of the same |
| CN101867234B (en) * | 2009-01-13 | 2014-12-10 | 日新制钢株式会社 | Hysteresis motor and manufacturing method of rotor for hysteresis motor |
| US9862168B2 (en) | 2011-01-27 | 2018-01-09 | Nippon Steel & Sumikin Stainless Steel Corporation | Alloying element-saving hot rolled duplex stainless steel material, clad steel plate having duplex stainless steel as cladding material therefor, and production method for same |
| EP2677054B1 (en) * | 2011-02-14 | 2020-03-25 | Nippon Steel Corporation | Duplex stainless steel plate or pipe, and process for production thereof |
| KR101632516B1 (en) * | 2011-10-21 | 2016-06-21 | 닛폰 스틸 앤드 스미킨 스테인레스 스틸 코포레이션 | Duplex stainless steel, duplex stainless steel slab, and duplex stainless steel material |
| CN104080936B (en) | 2011-11-28 | 2016-09-21 | 新日铁住金株式会社 | Rustless steel and manufacture method thereof |
| WO2015064128A1 (en) * | 2013-10-31 | 2015-05-07 | Jfeスチール株式会社 | Ferrite-martensite two-phase stainless steel exhibiting low-temperature toughness, and method for producing same |
| CN104281774B (en) * | 2014-09-02 | 2017-06-13 | 上海交通大学 | Forecasting Methodology of the Q&P steel in different strain rate Dan Lahou residual austenite contents |
| JP6369284B2 (en) * | 2014-10-20 | 2018-08-08 | 新日鐵住金株式会社 | Duplex stainless steel and method for producing the same |
| AT516453B1 (en) * | 2014-11-03 | 2018-02-15 | Berndorf Band Gmbh | Metallic strips and their manufacturing processes |
| JP6129140B2 (en) * | 2014-11-05 | 2017-05-17 | 日新製鋼株式会社 | Stainless steel for diffusion bonding |
| CN107532259A (en) * | 2015-04-21 | 2018-01-02 | 杰富意钢铁株式会社 | Martensitic stain less steel |
| US10988825B2 (en) * | 2016-04-12 | 2021-04-27 | Jfe Steel Corporation | Martensitic stainless steel sheet |
| US10953465B2 (en) * | 2016-11-01 | 2021-03-23 | The Nanosteel Company, Inc. | 3D printable hard ferrous metallic alloys for powder bed fusion |
| CN107523759A (en) * | 2017-08-25 | 2017-12-29 | 苏州双金实业有限公司 | A kind of new two phase stainless steel |
| CN109128166B (en) * | 2018-09-27 | 2020-05-12 | 北京科技大学 | A near-net-shape method for ultra-high strength and corrosion-resistant soft magnetic ferrite stainless steel |
| CN109457193A (en) * | 2018-11-16 | 2019-03-12 | 襄阳五二五泵业有限公司 | A kind of wear-resisting two phase stainless steel |
| CN111763893A (en) * | 2020-07-13 | 2020-10-13 | 南阳师范学院 | A kind of corrosion-resistant composite metal material and preparation method thereof |
| CN116623080B (en) * | 2023-05-09 | 2025-08-26 | 山西太钢不锈钢股份有限公司 | Low chromium ferritic stainless steel for highway guardrails and preparation method thereof |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0273279B1 (en) * | 1986-12-30 | 1993-10-27 | Nisshin Steel Co., Ltd. | Process for the production of a strip of a chromium stainless steel of a duplex structure having high strength and elongation as well as reduced plane anisotropy |
| JP2756549B2 (en) * | 1989-07-22 | 1998-05-25 | 日新製鋼株式会社 | Manufacturing method of high strength duplex stainless steel strip with excellent spring properties. |
| JPH07138704A (en) * | 1993-11-12 | 1995-05-30 | Nisshin Steel Co Ltd | High strength and high ductility dual-phase stainless steel and its production |
| JPH09263912A (en) * | 1996-03-29 | 1997-10-07 | Nisshin Steel Co Ltd | High strength double phase structure chromium stainless steel sheet for punching and its production |
| JP3253256B2 (en) * | 1997-03-25 | 2002-02-04 | 日本金属株式会社 | Method for producing steel with excellent stress corrosion resistance, strength and toughness |
| JP3421265B2 (en) * | 1998-06-12 | 2003-06-30 | 日新製鋼株式会社 | Metastable austenitic stainless steel sheet for continuously variable transmission belt and method of manufacturing the same |
| JP4209513B2 (en) * | 1998-10-21 | 2009-01-14 | 日新製鋼株式会社 | Martensitic stainless steel annealed steel with good strength, toughness and spring properties |
| JP4209514B2 (en) * | 1998-10-21 | 2009-01-14 | 日新製鋼株式会社 | High toughness tempered rolled martensitic stainless steel sheet with high spring characteristics and method for producing the same |
-
2002
- 2002-06-06 JP JP2003503853A patent/JP4252893B2/en not_active Expired - Lifetime
- 2002-06-06 US US10/480,205 patent/US20040168750A1/en not_active Abandoned
- 2002-06-06 DE DE60205896T patent/DE60205896D1/en not_active Expired - Lifetime
- 2002-06-06 AT AT02738626T patent/ATE303458T1/en not_active IP Right Cessation
- 2002-06-06 CN CNB028115821A patent/CN1227383C/en not_active Expired - Fee Related
- 2002-06-06 KR KR10-2003-7013354A patent/KR20040014492A/en not_active Ceased
- 2002-06-06 WO PCT/JP2002/005572 patent/WO2002101108A1/en not_active Ceased
- 2002-06-06 EP EP02738626A patent/EP1396552B1/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| CN1514885A (en) | 2004-07-21 |
| WO2002101108A1 (en) | 2002-12-19 |
| JP4252893B2 (en) | 2009-04-08 |
| EP1396552A4 (en) | 2004-12-22 |
| KR20040014492A (en) | 2004-02-14 |
| ATE303458T1 (en) | 2005-09-15 |
| CN1227383C (en) | 2005-11-16 |
| US20040168750A1 (en) | 2004-09-02 |
| DE60205896D1 (en) | 2005-10-06 |
| JPWO2002101108A1 (en) | 2004-09-24 |
| EP1396552A1 (en) | 2004-03-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1396552B1 (en) | Double phase stainless steel strip for steel belt | |
| KR100957664B1 (en) | Austenitic Ferritic Stainless Steel Sheets | |
| US20020153070A1 (en) | High carbon steel pipe excellent in cold formability and high frequency hardenability and method for producing the same | |
| TWI773346B (en) | Vostian iron-based stainless steel material, method for producing the same, and leaf spring | |
| JPH07138704A (en) | High strength and high ductility dual-phase stainless steel and its production | |
| EP1215298A2 (en) | A high-strength austenitic stainless steel strip excellent in flatness of shape and its manufacturing method | |
| WO2018033960A1 (en) | Hot press-formed member | |
| JP4910898B2 (en) | High strength steel plate and manufacturing method thereof | |
| EP1156125A2 (en) | Austenitic stainless steel excellent in fine blankability | |
| JP2023527390A (en) | 780 MPa grade cold rolled and annealed duplex steel and its manufacturing method | |
| JP3317303B2 (en) | High tensile strength thin steel sheet with excellent local ductility and its manufacturing method | |
| JPH0814004B2 (en) | Method for producing high-ductility and high-strength dual-phase chrome stainless steel strip with excellent corrosion resistance | |
| JP3470660B2 (en) | Chromium stainless steel material for spring and multi-layered structure for spring and method for producing the same | |
| CN114729436A (en) | Austenitic stainless steel with improved yield ratio and method for manufacturing same | |
| JP2962038B2 (en) | High tensile strength steel sheet and its manufacturing method | |
| JP7820521B2 (en) | Austenitic stainless steel sheet and method for manufacturing the same | |
| JPH07100822B2 (en) | Manufacturing method of high ductility and high strength dual phase structure chromium stainless steel strip with small in-plane anisotropy. | |
| JPH07107178B2 (en) | Method for producing high strength dual phase chromium stainless steel strip with excellent ductility | |
| KR20240019756A (en) | High-strength cold-rolled steel sheet for automobiles with excellent overall formability and bending properties | |
| JPH07100824B2 (en) | Method for producing high strength dual phase chromium stainless steel strip with excellent ductility | |
| JPH07100821B2 (en) | Manufacturing method of high ductility and high strength dual phase structure chromium stainless steel strip with small in-plane anisotropy. | |
| JPH07100823B2 (en) | Manufacturing method of high ductility and high strength dual phase structure chromium stainless steel strip with small in-plane anisotropy. | |
| JP2658706B2 (en) | Manufacturing method of high strength and high ductility cold rolled steel sheet with excellent aging resistance | |
| CN100372961C (en) | Austenitic high Mn stainless steel with excellent workability | |
| JPH0841594A (en) | Duplex stainless steel sheet with excellent elongation characteristics and method for producing the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20030828 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20041105 |
|
| 17Q | First examination report despatched |
Effective date: 20041115 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050831 Ref country code: LI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050831 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050831 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050831 Ref country code: CH Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050831 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050831 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 60205896 Country of ref document: DE Date of ref document: 20051006 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051130 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060223 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060606 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060630 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20060601 |
|
| EN | Fr: translation not filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061027 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20060606 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050831 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050831 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050831 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20100610 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20100609 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110606 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 303458 Country of ref document: AT Kind code of ref document: T Effective date: 20110606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110607 |