EP1391410A2 - Falzeinheit für Rollenrotationsdruckmaschinen mit kombinierter Zeitungs- und Selected Commercialproduktion - Google Patents
Falzeinheit für Rollenrotationsdruckmaschinen mit kombinierter Zeitungs- und Selected Commercialproduktion Download PDFInfo
- Publication number
- EP1391410A2 EP1391410A2 EP03017494A EP03017494A EP1391410A2 EP 1391410 A2 EP1391410 A2 EP 1391410A2 EP 03017494 A EP03017494 A EP 03017494A EP 03017494 A EP03017494 A EP 03017494A EP 1391410 A2 EP1391410 A2 EP 1391410A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- folding
- newspaper
- folder
- folding unit
- unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F13/00—Common details of rotary presses or machines
- B41F13/54—Auxiliary folding, cutting, collecting or depositing of sheets or webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/22—Longitudinal folders, i.e. for folding moving sheet material parallel to the direction of movement
- B65H45/221—Longitudinal folders, i.e. for folding moving sheet material parallel to the direction of movement incorporating folding triangles
- B65H45/225—Arrangements of folding triangles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/10—Selective handling processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/40—Identification
- B65H2511/415—Identification of job
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2513/00—Dynamic entities; Timing aspects
- B65H2513/40—Movement
- B65H2513/42—Route, path
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2515/00—Physical entities not provided for in groups B65H2511/00 or B65H2513/00
- B65H2515/84—Quality; Condition, e.g. degree of wear
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/19—Specific article or web
- B65H2701/1932—Signatures, folded printed matter, newspapers or parts thereof and books
Definitions
- the invention relates to a folding unit for web offset printing presses Combined newspaper and selected commercial production according to claim 1.
- semi-commercial production is also known as selected commercial production. In the following only the term Selected Commercial is used. While newspaper printing can be characterized by the printing of coldset inks, the characteristic of illustration printing is the processing of heatset inks.
- the semi-commercial production or selected commercial production is intended to close the production area between newspaper and illustration printing.
- the still relatively new term originated from the constantly expanding range of printed products and their diverse quality requirements.
- pure newspaper printing coldset
- absorbent, quickly setting off natural papers are processed, which only allow the printing ink to dry physically, no thermal drying support is required.
- thermal support for the drying is often necessary to prevent smearing or depositing and to be able to process the web at all in the folder.
- the Selected Commercial production is characterized above all by the processing of heatset inks and corresponding papers, on the one hand, and on the other hand, a greater variety of options for producing a wide variety of printed products due to possible fold variants for processing in the heatset or and / or in the coldset printed paper webs.
- Selected commercial production also means a combination of coldset and heatset printing, whereby it is possible to merge the webs printed in the coldset or heatset into one printed product, but only coldset or heatset productions can be planned.
- the disadvantage is that the above-mentioned facilities for improving the folding quality in selected commercial production have a disadvantageous effect in pure newspaper production and make the conversion of the folding unit more difficult when changing production.
- at least two folding units are used on the above-mentioned newspaper printing presses with the possibility of producing selected commercials, with the aim of one folding unit each for a corresponding production (one folding unit for heatset and another for coldset productions ) to use.
- the disadvantage is that two folding units are required in this case, one folding unit being used specifically for newspaper production and the other only for selected commercial production. This requires a space requirement that corresponds to the number of folding units, as well as higher expenditure on web guiding devices and, in addition, more installation space for the entire printing system.
- the invention is based on the object of eliminating the disadvantages mentioned above and a folding unit that is easy to convert for changing productions to create little space, by means of which newspaper and selected commercial products can be produced.
- the proposed folding unit can be used to produce pure newspaper folding products with typical characteristics as well as selected commercials of variable product quality with newspaper printing machines.
- Newspaper products are generally characterized by broadsheet or tabloid format, fixed signature width, high number of pages, coldset, fold quality according to IFRA.
- IFRA is the abbreviation of "INCA-FIEJ Research Association”.
- Selected commercial products are characterized by different fold types, variable signature widths, small to medium page numbers, printed in coldset or heatset or combined coldset / heatset production.
- the fold quality lies in the border area between newspaper (IFRA) and illustration (according to FOGRA).
- Broadsheet is the name for a newspaper page or for a newspaper format in Web offset newspaper printing.
- Tabloid or magazine is the name for one Magazine page in web offset newspaper printing.
- the proposed folding unit with the newspaper presses mentioned above can be used to produce folding products with folding types that are common in the illustration, especially for the production of selected commercials.
- fold products with 1st longitudinal fold, 1st transverse fold, 2nd transverse fold double parallel, 2nd transverse fold delta, 1st transverse fold + 2nd longitudinal fold, 1st + 2nd transverse fold delta + 2nd longitudinal fold as well as using a cutter folding products with only a 1st longitudinal fold.
- the folding unit offers the possibility of processing paper strands entering the folding unit that are highly variable in width due to the use of a displaceable former.
- the folding unit according to the invention, the production possibilities of the newspaper printing press are expanded, in particular for filler productions outside the typical newspaper production. Another advantage is that the construction of the folding unit enables effective use of the space and helps to reduce the space costs of a printing press system.
- folding unit Another advantage of the folding unit according to the invention is that the folding quality that can be achieved is sufficient for selected commercials of higher quality, in particular, for example, during subsequent bookbinding further processing. Another advantage is that the folding unit both meets the requirements of newspaper production and can be optimally set up or converted to special Selected Commercial productions.
- the folding unit for Selected proposed for newspaper presses Commercial consists of at least one illustration folder in combination with at least one newspaper folding unit, the folding unit constructed in this way due to your configuration for both pure newspaper production and for special selected commercial productions are suitable or intended.
- the Folders are designed according to their design characteristics Production - either newspaper or selected commercial productions - used.
- the newspaper printing press equipped with the folding unit according to the invention can be used in addition to newspaper production - due to the achievable printing and folding quality - also for the production of printed products which have been produced by illustration machines according to the prior art and which are in the lower to medium quality range associated with the illustration.
- the set-up time required to convert the folding units from newspaper to selected commercial production can be significantly reduced because the effort for the change of production is reduced to the commissioning of the folding unit required for the production order.
- a newspaper printing system with the Possibility for selected commercial production assigned to two folding units, an illustration folder in one folder and a folder in the other Newspaper folder is arranged.
- Each folder consists of folder and folding structure typical of the folding mechanism (folding former, turning unit etc.), the Folding units are typically arranged side by side in the machine longitudinal axis become.
- a newspaper folding unit is a pin folding unit, designed for the production of folding products in the 1st transverse fold with page numbers in the range of predominantly 16 to 96 pages of broadsheet or 32 to 192 pages of tabloid and optionally in the 2nd longitudinal fold with page numbers in the range of approx 16 to 64 pages of magazine.
- the signature dimensions of the typical folded products are characterized by little variability in the width of the folded products.
- the folding tolerances that can be achieved with newspaper folding units meet the requirements of the IFRA standards.
- a newspaper folding mechanism achieves a minimum folding tolerance of + / - 0.8mm without folding aid (perforation etc.) or + / - 0.5mm with folding aid.
- Newspaper folding units are preferably suitable for processing paper webs printed in coldset.
- newspaper folding machines can also process printed paper webs in the heatset.
- newspaper folding units can optionally be equipped with a second cross fold (according to the state of the art, only as a double parallel).
- All components of the newspaper folder are designed for processing large numbers of pages (up to 96 pages of broadsheet).
- the arrangement of product-carrying elements - for example punctures, tapes, sliding elements - along the width of the folded products to be processed is largely asymmetrical, because of the fixed former, which is typical in newspaper printing.
- the former tip has a fixed distance with respect to the folder walls, ie the position of the 1st longitudinal fold on the folded product is always fixed and independent of the width of the paper web to be processed.
- the position of the open side opposite the first longitudinal fold on the folded product depends on the width of the paper web folded over the former, the amount of change in the position of the open side being equal to half the amount of change in the width of the paper web being processed.
- newspaper folding units can also be optionally equipped with a sliding former.
- an illustration folder is a pin folder or a pinless folder, designed for the production of fold products in the 1st cross fold with page numbers in the range from predominantly 8 to approx. 48 pages A2 (broadsheet) or 16 to approx. 96 pages A3 ( Tabloid), and in the 2nd longitudinal fold with page numbers in the range from approx. 8 to 48 pages A4 (magazine) and optionally in the 2nd cross fold with page numbers in the range from 8 to approx. 48 pages A5 as double parallel or from 6 to approx. 24 pages as a delta, as well as with the possibility of processing products folded in the 2nd cross fold in 2. Longitudinal fold.
- the signature dimensions of the typical folded products are characterized by great variability in the width of the folded products.
- the folding tolerances that can be achieved with illustration folding units meet the requirements of FOGRA standards.
- a state-of-the-art illustration folder achieves a maximum folding tolerance of + / - 0.5mm without folding aid (perforation etc.) or + / - 0.3mm with folding aid.
- Illustration folders are preferably suitable for processing paper webs printed in the heatset.
- All components of the illustration folder are designed for the processing of folded products with high accuracy.
- the arrangement of product-carrying elements - for example punctures, grippers, belts, sliding elements - along the width of the folded products to be processed is largely symmetrical, because of the movable former, which is typical in illustration printing.
- the funnel tip can be moved along the direction of the paper web and thus has a variable distance with respect to the folder walls, i.e. the position of the 1st longitudinal fold and the open side opposite the 1st longitudinal fold on the folded product is variable and depends on the width of the paper web to be processed, whereby the Slidable former is the means to enable optimal product guidance of the folding products with regard to the product guide elements arranged in the width of the folding unit through the folding unit.
- the illustration folder can also be equipped with a fixed former, for example for single-purpose production.
- Single-purpose production is understood to mean that the format is fixed and that only one paper web width is processed with the printing press, in particular a web-fed rotary printing press. This variant is often used for long runs, for example in catalog or telephone book production.
- Processing from 1 to approx. 2 - 3 preferably paper webs printed in the heatset to magazines, catalogs, direct mails, brochures, advertising supplements (so-called advertising flyers) etc.
- paper webs printed in the coldset can also be processed. Folding quality corresponds to the FOGRA specifications, the folding products are usually processed further.
- Folding quality complies with the IFRA requirements, whereby in some cases the quality level is required according to FOGRA standards, the folding products can be processed further and leave the folding unit as finished products.
- the web-fed rotary printing press 1 shows a web-fed rotary printing press 1, in particular one Newspaper printing machine, according to the prior art with a folding unit 2, consisting of a newspaper folder 3 in combination with a fixed, i.e. Not movable, former 4, for newspaper and selected commercial production.
- the web-fed rotary printing press 1 consists of printing units 5 to 7, with 5 selected commercial products are printed and with the Printing units 6; 7 newspaper products can be printed. For all printing units 5 to 7 are newspaper printing units.
- the Selected Commercial products i.e. the webs printed in selected commercial quality are made via a web path 8 (Heatset web path) through a drying device 9 to the folding unit 2 spent.
- the newspaper products, i.e. the webs printed in newspaper quality are brought to the folding unit 2 via a path 10 (coldset path).
- FIG. 2 shows a web-fed rotary printing press 1 'according to the prior art two folding units 2.1 '; 2.2 ', each consisting of a newspaper folder 3.1'; 3.2 ' in combination with a fixed, i.e. not displaceable, folding former 4.1 ', 4.2', one folding unit 2.2 'each for newspaper production and one folding unit 2.1' for selected commercial production.
- the Selected commercial products i.e. those printed in selected commercial quality Webs
- the newspaper products i.e. that printed in newspaper quality Lanes are brought to the folding unit 2.2 'via the lane 10'.
- Fig. 3 shows a web-fed rotary printing press 1 "with an at least two-part folding unit 2", a first part of the folding unit 2 “consisting of a newspaper folder 3" in combination with a fixed, ie non-displaceable, former 4 "for newspaper production and at least another part of the folding unit 2 ", consisting of an illustration folder 12 in combination with a displaceable folder 13, is provided for the selected commercial production.
- the selected commercial products ie the webs printed in selected commercial quality, are brought via the web path 8 "through the drying device 9" to the folding unit 2 ".
- the newspaper products, ie the webs printed in newspaper quality are transported via the web path 10" to the folding unit 2 ".
- either the selected commercial products are processed in the company's own illustration folding unit 12 with a sliding former 13
- the newspaper products in the own folding unit 2" or the newspaper products are processed together with the selected commercial products via a common folding unit 2 ", ie pulled over the common fixed former 4 "and processed in the newspaper folder 3".
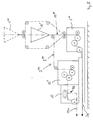
- Fig. 4 shows a web-fed rotary printing press 1 '"with a folding unit 2'", consisting of a newspaper folder 3 "'for newspaper production and an illustration folder 12' for selected commercial production in combination with a displaceable folder 13 'above the folders 3 "'; 12 'and an optional fixed, ie non-displaceable, folding former 4 "', for example designed as a balloon former, in vertical order.
- the web-fed rotary printing press 1 "' consists of the printing units 5"' to 7 “', with the printing unit 5"' printing selected commercial products and with the printing units 6 "';7"' newspaper products being printed. All printing units 5 '"to 7'" are newspaper printing units.
- the selected commercial products ie the webs printed in selected commercial quality
- the newspaper products ie the webs printed in newspaper quality
- Both the newspaper products and the selected commercial products are pulled over the common former 13 'and further processed either in the newspaper folder 3 "' and / or in the illustration folder 12 '.
- the optional former 4 "' the newspaper products are brought to the former 4"' via an optional path 14. The newspaper products are pulled over the former 4 "', then fed to the newspaper folder 3"' and further processed there.
- the folding unit 2 ′′ ′′ described in FIG. 4 is explained in more detail in FIGS. 5 and 6.
- Fig. 5 shows a folding unit 2 "" in an arrangement as a double folding unit
- the front folder an illustration folder 12 "with standard Device 15 for the 2nd longitudinal fold is.
- the illustration folder 12 has one Product delivery 12a for the 1st and / or 2nd cross fold, as well as a product delivery 12b for the 2nd longitudinal fold.
- the rear folder is a newspaper folder 3 "" with one product delivery 3a passed under the illustration folder 12 ".
- FIG. 6 shows, analogously to FIG. 5, a folding unit 2 '"" in an arrangement as a piggyback folding unit, the upper folder is an illustration folder 12 "'with standard existing equipment for the 2nd longitudinal fold and the lower folder Newspaper folder 3 '"" is, with the possibility of optional equipment of the Newspaper folder 3 "" 'with a device 16 for the second longitudinal fold and one associated product display 3b.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
Abstract
Die Falzeinheit (2) besteht aus mindestens einem Zeitungs- (3) und mindestens einem Illustrationsfalzwerk (12), wobei mit Druckeinheiten (5 bis 7) der Rollenrotationsdruckmaschine (1) Bahnen sowohl in Zeitungsqualität als auch in Selected Commmercial-Qualität bedruckbar sind, und die jeweilige bedruckte Bahn entsprechend einer geforderten Falzqualität sowohl dem Zeitungsfalzwerk (3) als auch dem Illustrationsfalzwerk (12) zuführbar ist.
Description
- Rollenoffsetdruck für den Zeitungsdruck (Coldset)
- Rollenoffsetdruck für den Illustrationsdruck (Heatset)
- Rollenoffsetdruck für die Semicommercial-Produktion
Während der Zeitungsdruck charakterisiert werden kann durch das Verdrucken von Coldset-Farben, ist das Merkmal des Illustrationsdruckes die Verarbeitung von Heatset-Farben.
Sobald aber Papiere zur Verarbeitung kommen, die etwas Strich aufweisen, oder Papiere, die durch Satinage eine Verdichtung erfahren haben, ist vielfach bereits eine thermische Unterstützung der Trocknung notwendig, um ein Abschmieren oder Ablegen zu verhindern und die Bahn überhaupt im Falzwerk verarbeiten zu können. Die Selected Commercial-Produktion ist gekennzeichnet vor allem durch die Verarbeitung von Heatset-Farben und entsprechenden Papieren zum Einen, sowie zum Anderen einer größeren Vielfalt an Möglichkeiten zur Erzeugung von verschiedensten Druckprodukten infolge möglicher Falzvarianten zur Verarbeitung der im Heatset bzw. und/oder im Coldset bedruckten Papierbahnen.
Selected Commercial-Produktion heißt aber auch eine Kombination von Coldset- und Heatsetdruck, wobei die Möglichkeit einer Zusammenführung der im Coldset bzw. im Heatset bedruckten Bahnen zu einem Druckerzeugnis besteht, aber auch nur Coldset - bzw. Heatset - Produktionen geplant werden können.
Die Möglichkeiten zur Herstellung von Falzprodukten hängen im starken Maße von der Ausführung des eingesetzten Falzwerkes ab, d. h. dass für typische Zeitungsfalzwerke die Möglichkeiten zur Produktion in unterschiedlichen Falzarten und Falzvarianten aufgrund der technischen Charakteristik eines Zeitungsfalzwerkes begrenzt sind.
Nach dem Stand der Technik werden oben genannte Zeitungsfalzwerke zur Realisierung sowohl von Zeitungs- wie auch Selected Commercial-Produktionen aufwendig mit Einrichtungen versehen, welche insbesondere für die Selected Commercial-Produktionen Verbesserungen in den Falzmöglichkeiten und der Falzqualität erreichen sollen. Nachteil ist, dass sich oben genannte Einrichtungen zur Verbesserung der Falzqualität bei Selected Commercial-Produktion nachteilig bei reinen Zeitungsproduktionen auswirken und die Umstellung des Falzwerkes bei Produktionswechsel erschweren.
In einer weiteren Ausführung nach dem Stand der Technik werden an oben genannten Zeitungsdruckmaschinen mit der Möglichkeit zur Herstellung von Selected Commercials mindestens zwei Falzwerke mit dem Ziel eingesetzt, je ein Falzwerk für eine entsprechende Produktion (ein Falzwerk für Heatset- , ein weiteres für Coldset - Produktionen) zu verwenden. Nachteil ist, dass in diesem Fall zwei Falzwerke benötigt werden, wobei ein Falzwerk speziell zur Zeitungsproduktion und das andere nur für Selected Commercial-Produktion benutzt wird. Dies erfordert einen der Falzwerkanzahl entsprechenden Platzbedarf sowie höhere Aufwände an Bahnleiteinrichtungen und im Weiteren mehr Bauraum für die gesamte Druckanlage.
Zeitungsprodukte sind in der Regel charakterisiert durch Broadsheet- oder Tabloid-Format, fixe Signaturbreite, hohe Seitenzahl, Coldset, Falzqualität nach IFRA.
IFRA ist die Abkürzung von "INCA-FIEJ Research Association".
Selected Commercial-Produkte sind charakterisiert durch verschiedene Falzarten, variable Signaturbreiten, geringe bis mittlere Seitenzahlen, in Coldset- oder Heatset- oder kombinierter Coldset-/Heatset-Produktion gedruckt. Die Falzqualität liegt im Grenzbereich zwischen Zeitung (IFRA) und derer der Illustration (nach FOGRA).
Besonders hervorzuheben ist, dass mittels der Falzeinheit die Möglichkeit besteht, in das Falzwerk einlaufende Papierstränge von hoher Breitenvariabilität bedingt durch die Verwendung eines verschiebbaren Falztrichters zu verarbeiten.
Somit werden mittels der erfindungsgemäßen Falzeinheit die Produktionsmöglichkeiten der Zeitungsdruckmaschine insbesondere für Füllproduktionen außerhalb der typischen Zeitungsproduktion erweitert.
Ein weiterer Vorteil ist, dass der Aufbau der Falzeinheit eine effektive Ausnutzung des Raumes ermöglicht und zur Verminderung von Platzkosten einer Druckmaschinenanlage beiträgt.
Ein weiterer Vorteil ist, dass die Falzeinheit sowohl den Anforderungen der Zeitungsproduktion entspricht, als auch optimal auf spezielle Selected Commercial-Produktionen einricht- bzw. umstellbar ist.
Die zur Umrüstung der Falzwerke von Zeitungs- auf Selected Commercial-Produktion erforderliche Rüstzeit kann deutlich verkürzt werden, da sich die Aufwände für den Produktionswechsel lediglich auf die Inbetriebnahme des für den Produktionsauftrag erforderlichen Falzwerkes reduzieren.
Die Signaturabmessungen der typischen Falzprodukte sind von geringer Variabilität bezüglich der Breite der Falzprodukte gekennzeichnet.
Die mit Zeitungsfalzwerken erreichbaren Falztoleranzen genügen den Anforderungen nach den IFRA-Standards.
Ein Zeitungsfalzwerk erreicht nach dem Stand der Technik eine minimale Falztoleranz im Falzrücken von +/- 0,8mm ohne Falzhilfe (Perforation etc.) bzw. +/- 0,5mm mit Falzhilfe.
Zeitungsfalzwerke sind vorzugsweise geeignet zur Verarbeitung von im Coldset bedruckten Papierbahnen.
Für Selected-Commercial-Produktionen können Zeitungsfalzwerke auch im Heatset bedruckte Papierbahnen verarbeiten.
Für Selected-Commercial-Produktionen können Zeitungsfalzwerke optional auch mit einem 2.Querfalz (nach dem Stand der Technik nur als Doppelparallel) ausgerüstet werden.
Die Anordnung produktführender Elemente - beispielsweise Punkturen, Bänder, Gleitelemente - längs der Breite der zu verarbeitenden Falzprodukte ist weitestgehend asymmetrisch, wegen dem im Zeitungsdruck typischen festen Falztrichter. Die Trichterspitze hat einen fixen Abstand bezüglich den Falzwerkwänden, d.h. die Lage des 1. Längsfalzes am Falzprodukt ist immer fix und unabhängig von der Breite der zu verarbeitenden Papierbahn. Die Lage der dem 1. Längsfalz gegenüber liegenden offenen Seite am Falzprodukt dagegen ist abhängig von der Breite der über den Falztrichter gefalzten Papierbahn, wobei der Betrag der Änderung der Lage der offenen Seite gleich dem halben Betrag der Änderung der Breite der verarbeiteten Papierbahn entspricht.
Für Selected-Commercial-Produktionen können Zeitungsfalzwerke optional auch mit einem verschiebbaren Falztrichter ausgerüstet werden.
2. Längsfalz.
Die Signaturabmessungen der typischen Falzprodukte sind von großer Variabilität bezüglich der Breite der Falzprodukte gekennzeichnet.
Die mit Illustrationsfalzwerken erreichbaren Falztoleranzen genügen den Anforderungen nach den FOGRA-Standards.
Illustrationsfalzwerke sind vorzugsweise geeignet zur Verarbeitung von im Heatset bedruckten Papierbahnen.
Optional besteht die Möglichkeit auch im Coldset bedruckte Papierbahnen zu verarbeiten.
Sämtliche Baugruppen des Illustrationsfalzwerk sind ausgelegt für die Verarbeitung von Falzprodukten mit hoher Genauigkeit.
Die Anordnung produktführender Elemente - beispielsweise Punkturen, Greifer, Bänder, Gleitelemente - längs der Breite der zu verarbeitenden Falzprodukte ist weitestgehend symmetrisch, wegen dem im Illustrationsdruck typischen verschiebbaren Falztrichter. Die Trichterspitze ist längs der Papierbahnlaufrichtung verschiebbar und hat somit einen veränderbaren Abstand bezüglich den Falzwerkwänden, d.h. die Lage des 1. Längsfalzes sowie der dem 1. Längsfalz gegenüber liegenden offenen Seite am Falzprodukt ist variabel und abhängig von der Breite der zu verarbeitenden Papierbahn, wobei der verschiebbare Falztrichter das Mittel dazu ist, um eine optimale Produktführung der Falzprodukte hinsichtlich der in der Breite des Falzwerkes angeordneten Produktführungselemente durch das Falzwerk zu ermöglichen.
Unter einer Einzweckproduktion versteht man, dass das Format fix ist und mit der Druckmaschine, insbesondere Rollenrotationsdruckmaschine, nur eine Papierbahnbreite verarbeitet wird. Diese Variante findet häufig bei hohen Auflagen Anwendung, beispielsweise in der Katalog- oder Telefonbuch-Produktion.
Optional können bis zu 3 im Heatset bedruckte Papierbahnen den Zeitungsbahnen zum Zweck einer qualitativen Aufwertung des Enderzeugnisses beigemischt werden. Falzqualität entspricht den IFRA-Vorgaben, die Falzprodukte werden in der Regel nicht weiterverarbeitet.
Optional können auch im Coldset bedruckte Papierbahnen verarbeitet werden. Falzqualität entspricht den FOGRA-Vorgaben, die Falzprodukte werden in der Regel weiterverarbeitet.
Falzqualität entspricht den IFRA-Vorgaben, wobei in einzelnen Fällen das Qualitätsniveau nach den FOGRA-Standards erforderlich ist, die Falzprodukte können weiterverarbeitet werden wie auch als Fertigprodukte das Falzwerk verlassen.
- Fig. 1
- Rollenrotationsdruckmaschine nach dem Stand der Technik mit einer Falzeinheit für Zeitungs- und Selected Commercial-Produktion,
- Fig. 2
- Rollenrotationsdruckmaschine nach dem Stand der Technik mit zwei Falzeinheiten für Zeitungs- und Selected Commercial-Produktion,
- Fig. 3
- Rollenrotationsdruckmaschine mit zwei Falzeinheiten für Zeitungs- und Selected Commercial-Produktion,
- Fig. 4
- Rollenrotationsdruckmaschine mit einer Falzeinheit für Zeitungs- und Selected Commercial-Produktion,
- Fig. 5
- Falzeinheit in einer Anordnung als Doppel-Falzwerk und
- Fig. 6
- Falzeinheit in einer Anordnung als Huckepack-Falzwerk.
Die Selected Commercial-Produkte, d.h. die in Selected Commercial-Qualität bedruckten Bahnen, werden über den Bahnweg 8" durch die Trocknungseinrichtung 9" an die Falzeinheit 2" verbracht. Die Zeitungsprodukte, d.h. die in Zeitungsqualität bedruckten Bahnen, werden über den Bahnweg 10" an die Falzeinheit 2" verbracht. Somit werden entweder die Selected Commercial-Produkte im eigenen Illustrationsfalzwerk 12 mit verschiebbarem Falztrichter 13, die Zeitungsprodukte in der eigenen Falzeinheit 2" oder die Zeitungsprodukte gemeinsam mit den Selected Commercial-Produkten über eine gemeinsame Falzeinheit 2" verarbeitet, d.h. über den gemeinsamen festen Falztrichter 4" gezogen und im Zeitungsfalzwerk 3" weiterverarbeitet.
Die Rollenrotationsdruckmaschine 1"' besteht aus den Druckwerken 5"' bis 7"', wobei mit dem Druckwerk 5"' Selected Commercial-Produkte gedruckt werden und mit den Druckwerken 6"'; 7"' Zeitungsprodukte gedruckt werden. Bei allen Druckwerken 5'" bis 7'" handelt es sich um Zeitungsdruckwerke. Die Selected Commercial-Produkte, d.h. die in Selected Commercial-Qualität bedruckten Bahnen, werden über den Bahnweg 8'" durch die Trocknungseinrichtung 9"' an den Falztrichter 13' verbracht. Die Zeitungsprodukte, d.h. die in Zeitungsqualität bedruckten Bahnen, werden über den Bahnweg 10"' ebenfalls an den Falztrichter 13' verbracht.
Sowohl die Zeitungsprodukte, als auch die Selected Commercial-Produkte werden über den gemeinsamen Falztrichter 13' gezogen und entweder im Zeitungsfalzwerk 3"' und/oder im Illustrationsfalzwerk 12' weiterverarbeitet.
Bei Einsatz des optionalen Falztrichter 4"' werden die Zeitungsprodukte über einen optionalen Bahnweg 14 an den Falztrichter 4"' verbracht. Die Zeitungsprodukte werden über den Falztrichter 4"' gezogen, anschließend dem Zeitungsfalzwerk 3"' zugeführt und dort weiterverarbeitet. Somit werden entweder die Selected Commercial-Produkte und die Zeitungsprodukte jeweils über einen eigenen Falztrichter 4"'; 13' gezogen und in jeweils eigenen Falzwerken 3"'; 12' weiterverarbeitet, oder die Zeitungsprodukte und auch die Selected Commercial-Produkte werden über einen gemeinsamen Falztrichter 13' gezogen und dann jeweils in eigenen dem Produkt bzw. den Produkteigenschaften zugeordneten Falzwerken 3"'; 12'weiterverarbeitet.
- 1,1', 1", 1"'
- Rollenrotationsdruckmaschine
- 2, 2', 2", 2"', 2"", 2""'
- Falzeinheit
- 2.1'
- Falzeinheit
- 2.2'
- Falzeinheit
- 3, 3', 3", 3"', 3"", 3""'
- Zeitungsfalzwerk
- 3a
- Produktauslage
- 3b
- Produktauslage für den 2. Längsfalz
- 3.1'
- Zeitungsfalzwerk
- 3.2'
- Zeitungsfalzwerk
- 4, 4', 4", 4"', 4"", 4""'
- Falztrichter
- 4.1'
- Falztrichter
- 4.2'
- Falztrichter
- 5, 5', 5", 5"'
- Druckwerk / Druckeinheit
- 6, 6', 6", 6"'
- Druckwerk / Druckeinheit
- 7, 7', 7", 7"'
- Druckwerk / Druckeinheit
- 8, 8', 8", 8'", 8"", 8"'"
- Bahnweg
- 9, 9', 9", 9"'
- Trocknungseinrichtung
- 10, 10', 10", 10"', 10"", 10'""
- Bahnweg
- 11 12, 12', 12", 12'"
- Illustrationsfalzwerk
- 12a
- Produktauslage für 1.bzw.2.Querfalz
- 12b
- Produktauslage für 2.Längsfalz
- 13, 13', 13", 13"'
- Falztrichter
- 14
- Bahnweg
- 15, 15'
- Einrichtung für den 2. Längsfalz
- 16
- Einrichtung für den 2. Längsfalz
Claims (9)
- Falzeinheit (2) einer Rollenrotationsdruckmaschine (1), insbesondere Zeitungsdruckmaschine, wobei mit Druckeinheiten (5 bis 7) der Rollenrotationsdruckmaschine (1) Bahnen sowohl in Zeitungsqualität als auch in Selected Commmercial-Qualität bedruckbar sind, dadurch gekennzeichnet, dass die Falzeinheit aus mindestens einem Zeitungs- (3) und mindestens einem Illustrationsfalzwerk (12) besteht und die jeweilige bedruckte Bahn entsprechend einer geforderten Falzqualität sowohl dem Zeitungsfalzwerk (3) als auch dem Illustrationsfalzwerk (12) zuführbar ist.
- Falzeinheit (2) nach Anspruch 1, dadurch gekennzeichnet, dass bedruckte Bahnen, bei denen eine hohe Falzqualität gefordert wird, dem Illustrationsfalzwerk (12) zugeführt werden, und dass bedruckte Bahnen, bei denen eine geringere Falzqualität gefordert wird, dem Zeitungsfalzwerk (3) zugeführt werden.
- Falzeinheit (2) nach einem der Ansprüche 1 oder 2, dadurch gekennzeichnet, dass das Zeitungsfalzwerk (3) und das Illustrationsfalzwerk (12) in Richtung Maschinenlängsachse nebeneinander angeordnet ist, wobei jedem Falzwerk (3; 12) ein Falzaufbau zugeordnet ist.
- Falzeinheit (2) nach Anspruch 3, dadurch gekennzeichnet, dass beide Falzwerke (3; 12) entweder unmittelbar oder durch mindestens eine Maschinenkomponente, insbesondere eine Druckeinheit, ein Bahnführungsaggregat, eine Abrollung, eine Trockeneinrichtung oder ein Kühlaggregat, voneinander getrennt in Maschinenlängsachse nebeneinander angeordnet sind, wobei die Falzwerke (3; 12) entweder in einer Aufstellungsebene oder in zwei Ebenen angeordnet sind.
- Falzeinheit (2) nach einem der Ansprüche 1 oder 2, dadurch gekennzeichnet, dass beide Falzwerke (3; 12) in Richtung Produktauslage hintereinander angeordnet sind, wobei beiden Falzwerken (3; 12) nur ein Falzaufbau zugeordnet ist.
- Falzeinheit (2; 2"") nach Anspruch 5, dadurch gekennzeichnet, dass das hintere Falzwerk als Zeitungsfalzwerk (3; 3"") ausgestaltet ist und das vordere Falzwerk als Illustrationsfalzwerk (12; 12") ausgestaltet ist.
- Falzeinheit (2) nach einem der Ansprüche 1 oder 2, dadurch gekennzeichnet, dass beide Falzwerke (3; 12) übereinander in zwei unterschiedlichen Ebenen angeordnet sind.
- Falzeinheit (2; 2""') nach Anspruch 7, dadurch gekennzeichnet, dass das obere Falzwerk als Illustrationsfalzwerk (12; 12"') ausgestaltet ist und das untere Falzwerk als Zeitungsfalzwerk (3; 3"'") ausgestaltet ist.
- Falzeinheit nach einem der Ansprüche 5 bis 8, dadurch gekennzeichnet, dass die jeweiligen Mittenachsen der Falzwerke (3; 12) in einer Flucht zueinander liegen.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10238010 | 2002-08-20 | ||
| DE2002138010 DE10238010B4 (de) | 2002-08-20 | 2002-08-20 | Falzeinheit für Rollenrotationsdruckmaschinen mit kombinierter Zeitungs- und Selected Commercial-Produktion |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1391410A2 true EP1391410A2 (de) | 2004-02-25 |
| EP1391410A3 EP1391410A3 (de) | 2009-03-11 |
Family
ID=30775441
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03017494A Withdrawn EP1391410A3 (de) | 2002-08-20 | 2003-08-02 | Falzeinheit für Rollenrotationsdruckmaschinen mit kombinierter Zeitungs- und Selected Commercialproduktion |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1391410A3 (de) |
| CN (1) | CN100482466C (de) |
| DE (1) | DE10238010B4 (de) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006020054A1 (de) * | 2006-04-29 | 2007-11-08 | Man Roland Druckmaschinen Ag | Rollenrotationsdruckmaschine |
| EP1832420A3 (de) * | 2006-03-06 | 2009-10-21 | WIFAG Maschinenfabrik AG | Falzvorrichtung mit auf unterschiedlichen Höhen angeordneten Falzapparaten |
| WO2010108870A3 (de) * | 2009-03-27 | 2011-01-20 | Koenig & Bauer Aktiengesellschaft | Verfahren zur herstellung eines druckprodukts |
| US8001891B2 (en) | 2005-12-15 | 2011-08-23 | Koenig & Bauer Aktiengesellschaft | Printing machine system |
| US8141485B2 (en) * | 2005-08-18 | 2012-03-27 | Koenig & Bauer Aktiengesellschaft | Printing machine system |
| EP1683634B1 (de) * | 2005-01-20 | 2016-04-13 | manroland web systems GmbH | Rollenrotationsdruckmaschine |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005037730B4 (de) * | 2005-04-19 | 2007-02-15 | Koenig & Bauer Ag | Druckmaschinen |
| EP1733988B1 (de) * | 2005-06-16 | 2008-04-16 | Hunkeler AG | Verfahren und Vorrichtung zur Herstellung von Zeitungen |
| CN101213079B (zh) * | 2005-08-18 | 2010-06-09 | 柯尼格及包尔公开股份有限公司 | 印刷机设备 |
| DE102005039073B4 (de) * | 2005-08-18 | 2009-12-31 | Koenig & Bauer Aktiengesellschaft | Druckmaschinenanlage |
| DE102005053652A1 (de) * | 2005-11-10 | 2007-05-31 | Man Roland Druckmaschinen Ag | Druckmaschine und Verfahren zum Herstellen von Zeitungen |
| DE102006038638A1 (de) | 2005-12-15 | 2007-06-28 | Koenig & Bauer Aktiengesellschaft | Druckmaschinenanlage |
| US7926421B2 (en) | 2005-12-15 | 2011-04-19 | Koenig & Bauer Aktiengesellschaft | Printing press system |
| DE102007028970A1 (de) * | 2007-06-23 | 2008-12-24 | Manroland Ag | Druckmaschinenleitstand |
| DE102017107820B4 (de) | 2017-04-11 | 2024-06-27 | Manroland Goss Web Systems Gmbh | Zeitungsdruckmaschine |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19856422A1 (de) | 1998-12-08 | 2000-06-21 | Koenig & Bauer Ag | Warenbahnzuführung für einen Falzapparat |
| US6279890B1 (en) | 2000-04-11 | 2001-08-28 | Goss Graphic Systems, Inc. | Combination rotary and jaw folder for a printing press |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5171203A (en) * | 1990-09-12 | 1992-12-15 | The Tranzonic Companies | Seat cover forming machine |
| DE4344362C2 (de) * | 1993-12-24 | 1998-02-26 | Koenig & Bauer Albert Ag | Vorrichtung zum Herstellen von Falzprodukten |
| DE19516445A1 (de) * | 1995-05-04 | 1996-11-07 | Wifag Maschf | Rotationsdruckmaschine mit frei aufstellbarem Falzapparat |
-
2002
- 2002-08-20 DE DE2002138010 patent/DE10238010B4/de not_active Expired - Fee Related
-
2003
- 2003-08-02 EP EP03017494A patent/EP1391410A3/de not_active Withdrawn
- 2003-08-20 CN CNB03155105XA patent/CN100482466C/zh not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19856422A1 (de) | 1998-12-08 | 2000-06-21 | Koenig & Bauer Ag | Warenbahnzuführung für einen Falzapparat |
| US6279890B1 (en) | 2000-04-11 | 2001-08-28 | Goss Graphic Systems, Inc. | Combination rotary and jaw folder for a printing press |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1683634B1 (de) * | 2005-01-20 | 2016-04-13 | manroland web systems GmbH | Rollenrotationsdruckmaschine |
| US8141485B2 (en) * | 2005-08-18 | 2012-03-27 | Koenig & Bauer Aktiengesellschaft | Printing machine system |
| US8001891B2 (en) | 2005-12-15 | 2011-08-23 | Koenig & Bauer Aktiengesellschaft | Printing machine system |
| EP1832420A3 (de) * | 2006-03-06 | 2009-10-21 | WIFAG Maschinenfabrik AG | Falzvorrichtung mit auf unterschiedlichen Höhen angeordneten Falzapparaten |
| DE102006020054A1 (de) * | 2006-04-29 | 2007-11-08 | Man Roland Druckmaschinen Ag | Rollenrotationsdruckmaschine |
| WO2010108870A3 (de) * | 2009-03-27 | 2011-01-20 | Koenig & Bauer Aktiengesellschaft | Verfahren zur herstellung eines druckprodukts |
Also Published As
| Publication number | Publication date |
|---|---|
| CN100482466C (zh) | 2009-04-29 |
| DE10238010A1 (de) | 2004-03-11 |
| DE10238010B4 (de) | 2006-04-13 |
| CN1486843A (zh) | 2004-04-07 |
| EP1391410A3 (de) | 2009-03-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE10238010B4 (de) | Falzeinheit für Rollenrotationsdruckmaschinen mit kombinierter Zeitungs- und Selected Commercial-Produktion | |
| EP2293940B2 (de) | Rollenoffsetdruckmaschine | |
| EP2148779B1 (de) | Verfahren und vorrichtung zur erzeugung eines produktabschnittes in einer bahnverarbeitenden maschine | |
| DE102005053652A1 (de) | Druckmaschine und Verfahren zum Herstellen von Zeitungen | |
| DE102005037731B4 (de) | Druckmaschinenanlagen | |
| EP1634833B1 (de) | Druckmaschine mit mindestens einem Druckwerk | |
| EP1896266A2 (de) | Druckprodukte und rollenrotationsdruckmaschine mit formzylinderbelegung | |
| DE102005036451B4 (de) | Vorrichtung zur Erzeugung eines Produktabschnittes in einer bahnverarbeitenden Maschine | |
| DE102007032831A1 (de) | Druckmaschine, Druckmaschinenanlage sowie Verfahren zur Verwendung der Druckmaschinenanlage bzw. der Druckmaschine | |
| EP1871602B1 (de) | Druckmaschine | |
| EP1401661B1 (de) | Druckmaschine mit mehreren sektionen | |
| DE102010003363B4 (de) | Rollenoffsetdruckmaschine und Verfahren zur Herstellung eines Produktes | |
| EP1467941A1 (de) | Vorrichtung zur herstellung von falzprodukten | |
| EP1888337A1 (de) | Druckmaschinenanlagen | |
| DE10164778A1 (de) | Vorrichtung zur Herstellung von Falzprodukten | |
| DE102008001722A1 (de) | Produkt einer Rollenrotationsdruckmaschine sowie Verfahren und Rollenrotationsdruckmaschine zu dessen Herstellung | |
| DE102008001872B4 (de) | Verfahren und eine Vorrichtung zur Erzeugung eines Produktabschnittes in einer bahnverarbeitenden Maschine | |
| DE10163211C2 (de) | Vorrichtung zur Herstellung von Falzprodukten | |
| EP2344335B1 (de) | Druckmaschine und Verfahren mit einem Wendeturm | |
| DE102009049215A1 (de) | Sonderwerbeform für Zeitungen, sowie Falztrichter- und Wendestangenanordnung zur Herstellung der Sonderwerbeform auf Zeitungsdruckmaschinen | |
| DE102007016494B4 (de) | Rollenoffsetdruckmaschine zur Herstellung mehrseitiger Zeitungen | |
| DE202014100704U1 (de) | Druckprodukt | |
| DE102008015889A1 (de) | Verfahren zur Herstellung eines Druckprodukts auf einer Rollendruckmaschine | |
| DE102014113745A1 (de) | Rollendruckmaschine zur umlenkfreien Produktion von Zeitungen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MANROLAND AG |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20090905 |
|
| AKX | Designation fees paid |
Designated state(s): DE FR GB SE |
|
| 17Q | First examination report despatched |
Effective date: 20090126 |
|
| R17C | First examination report despatched (corrected) |
Effective date: 20100126 |
|
| 19U | Interruption of proceedings before grant |
Effective date: 20120201 |
|
| 19W | Proceedings resumed before grant after interruption of proceedings |
Effective date: 20140203 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Effective date: 20140311 |