EP1380663A1 - Kaltband aus ULC - Stahl und Verfahren zu seiner Herstellung - Google Patents
Kaltband aus ULC - Stahl und Verfahren zu seiner Herstellung Download PDFInfo
- Publication number
- EP1380663A1 EP1380663A1 EP02014692A EP02014692A EP1380663A1 EP 1380663 A1 EP1380663 A1 EP 1380663A1 EP 02014692 A EP02014692 A EP 02014692A EP 02014692 A EP02014692 A EP 02014692A EP 1380663 A1 EP1380663 A1 EP 1380663A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- weight
- cold strip
- cold
- strip
- content
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000000034 method Methods 0.000 title claims abstract description 13
- 229910000831 Steel Inorganic materials 0.000 title description 40
- 239000010959 steel Substances 0.000 title description 40
- 229910052799 carbon Inorganic materials 0.000 claims abstract description 31
- 229910052758 niobium Inorganic materials 0.000 claims abstract description 28
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims abstract description 12
- 229910052757 nitrogen Inorganic materials 0.000 claims abstract description 9
- 229910052717 sulfur Inorganic materials 0.000 claims abstract description 7
- 229910052742 iron Inorganic materials 0.000 claims abstract description 6
- 238000004519 manufacturing process Methods 0.000 claims abstract description 6
- 229910052796 boron Inorganic materials 0.000 claims abstract description 5
- 229910052804 chromium Inorganic materials 0.000 claims abstract description 5
- 229910052802 copper Inorganic materials 0.000 claims abstract description 5
- 239000012535 impurity Substances 0.000 claims abstract description 5
- 229910052759 nickel Inorganic materials 0.000 claims abstract description 5
- 229910052698 phosphorus Inorganic materials 0.000 claims abstract description 5
- 229910052718 tin Inorganic materials 0.000 claims abstract description 5
- 229910052750 molybdenum Inorganic materials 0.000 claims abstract description 4
- 238000010438 heat treatment Methods 0.000 claims description 18
- 239000000203 mixture Substances 0.000 claims description 8
- 238000005246 galvanizing Methods 0.000 claims description 6
- 229910052748 manganese Inorganic materials 0.000 claims description 5
- 238000005098 hot rolling Methods 0.000 claims description 3
- 239000000956 alloy Substances 0.000 claims description 2
- 229910045601 alloy Inorganic materials 0.000 claims description 2
- 238000005244 galvannealing Methods 0.000 claims description 2
- 239000000463 material Substances 0.000 claims description 2
- 239000007858 starting material Substances 0.000 claims description 2
- 239000000161 steel melt Substances 0.000 claims description 2
- 238000005496 tempering Methods 0.000 claims description 2
- 239000010936 titanium Substances 0.000 abstract description 55
- 239000010955 niobium Substances 0.000 abstract description 41
- 229910052719 titanium Inorganic materials 0.000 abstract description 22
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 abstract description 13
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 abstract description 12
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 abstract description 8
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 abstract description 8
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 abstract description 4
- 229910052782 aluminium Inorganic materials 0.000 abstract description 4
- 239000010949 copper Substances 0.000 abstract description 4
- 230000008569 process Effects 0.000 abstract description 4
- 229910052710 silicon Inorganic materials 0.000 abstract description 4
- 239000011593 sulfur Substances 0.000 abstract description 4
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 abstract description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 abstract 4
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 abstract 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 abstract 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 abstract 2
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 abstract 2
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 abstract 2
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 abstract 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 abstract 2
- 239000011651 chromium Substances 0.000 abstract 2
- 239000011733 molybdenum Substances 0.000 abstract 2
- 239000011574 phosphorus Substances 0.000 abstract 2
- 239000010703 silicon Substances 0.000 abstract 2
- 239000011135 tin Substances 0.000 abstract 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 abstract 1
- 238000000137 annealing Methods 0.000 description 15
- 239000011572 manganese Substances 0.000 description 10
- 238000010586 diagram Methods 0.000 description 6
- 238000000576 coating method Methods 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 4
- 239000011248 coating agent Substances 0.000 description 4
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- 229910052725 zinc Inorganic materials 0.000 description 3
- 239000011701 zinc Substances 0.000 description 3
- 230000032683 aging Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000011835 investigation Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 230000029142 excretion Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 150000001247 metal acetylides Chemical class 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 230000008092 positive effect Effects 0.000 description 1
- 239000002243 precursor Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000001953 recrystallisation Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- CADICXFYUNYKGD-UHFFFAOYSA-N sulfanylidenemanganese Chemical compound [Mn]=S CADICXFYUNYKGD-UHFFFAOYSA-N 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/004—Very low carbon steels, i.e. having a carbon content of less than 0,01%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0273—Final recrystallisation annealing
Definitions
- the invention relates to a cold strip from a ULC steel, which have good bake hardening properties and good ones Deformation properties with a high yield strength having.
- the invention relates to a Process for producing such a cold strip.
- the cold strip according to the invention is intended in particular Suitable for a zinc coating.
- a cold strip of the type mentioned above which especially for the production of panels with a excellent surface quality and are a process for its production known for example from EP 0 816 524 A1.
- the well-known steel sheet is made of an extremely little Carbon-containing steel manufactured, which (in % By weight) 0.0010 to 0.01% C, ⁇ 0.2% Si, 0.1 to 1.5% Mn, 0 to 0.05% P, ⁇ 0.02 S, 0.03 to 0.1% sol.
- Nb is in the range of 0.005 to 0.08% by weight and Ti in contents of 0.01 to 0.07% by weight available.
- EP 0 816 524 A1 known steel sheets for example from Automotive industry in terms of formability and general mechanical properties of such sheets not meet the requirements set out safely.
- the object of the invention was therefore a good malleable and at the same time for a zinc coating suitable steel sheet and a method for the same Creating manufacturing.
- a cold strip which (in% by weight) ⁇ 0.0030% C, ⁇ 0.005% Nb with the proviso that the content of Nb is ⁇ 93/12 *% C, with " % C "denotes the C content in% by weight, ⁇ 0.0050% Ti and optionally one or more of the following Alloying elements: Si: ⁇ , 10%, Mn: ⁇ 0.20%, P: ⁇ 0.015%, S: ⁇ 0.015%, Al g : 0.005 - 0.05%, N: ⁇ 0.0040%, Cr: ⁇ 0.05%, Cu: ⁇ 0.05%, Ni: ⁇ 0.05%, Mo: ⁇ 0.020%, Sn: ⁇ 0.020%, B: ⁇ 0.0004, and the balance contains iron and usual impurities.
- the steel sheet composed in this way according to the invention has good galvanizability and bake hardening properties of BH 0 > 15 N / mm 2 and BH 2 > 20 N / mm 2 , good deformation properties which are reflected in the n value ⁇ 0.18 and a Yield strength from 170 N / mm 2 to 230 N / mm.
- the tensile strength of cold strips according to the invention is regularly in the range from 280 to 340 N / mm 2 . Strains A 80 of ⁇ 35% and r m values> 1.3 are also achieved.
- Bake hardening values BH 0 of 25 N / mm 2 - 45 N / mm 2 and BH 2 of 25 N / mm 2 - 45 N / mm 2 can be achieved by using one or more of the options for optimizing the composition according to the invention explained below become.
- the peculiarity of the steel sheet according to the invention lies in addition to its improved over the prior art mechanical properties in that the titanium content is largely reduced and the Nb content in Relationship to the C content is chosen so that after a corresponding heat treatment more dissolved carbon is present than is the case with higher Ti contents. This is especially true when compared to such titanium and Steels containing niobium in which at least one is used for sufficient nitrogen stoichiometric binding Amount of titanium added to the steel. Therefore has a sheet according to the invention Taking into account his prescribed according to the invention Ratio of the Nb content of C added at least 0.005% by weight. They are particularly safe effects achieved by the invention reached when the Nb content remains unchanged The addition requirements are at least 0.008% by weight.
- Nb which is substoichiometric with respect to carbon
- the addition of Nb which is substoichiometric with respect to carbon is essential for reliably achieving such good values for the bake hardening property.
- Compliance with this Nb / C ratio is of particular importance if the heat treatment of the steel is to be carried out at temperatures below 850 ° C.
- annealing carried out at these temperatures leads to improved bake hardening properties compared to the prior art.
- BH 2 values can be guaranteed, which are safely in the range from 20 N / mm 2 to 40 N / mm 2 .
- the ratio of the contents of niobium and carbon above stoichiometric compositions such good bake hardening properties are only achieved at annealing temperatures well above 850 ° C.
- Ti-free steels Ti content ⁇ 0.0010% by weight
- Ti contents> 0.0050% by weight Mechanical properties that are only marginal increased Ti contents
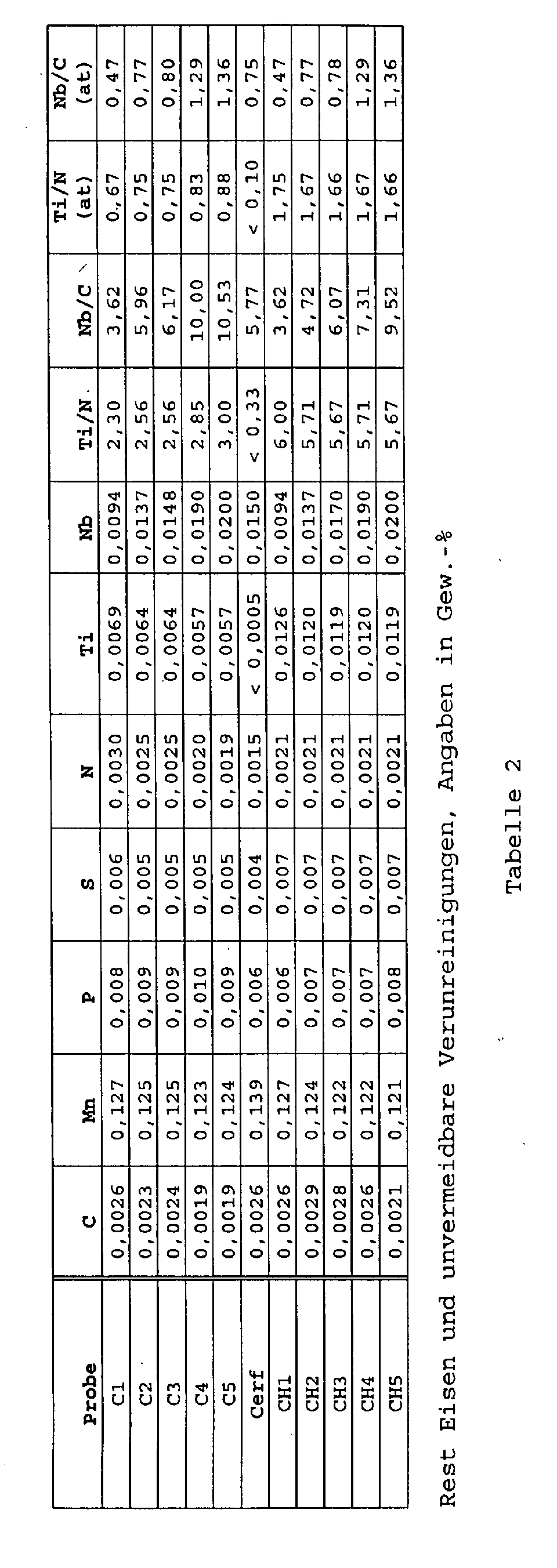
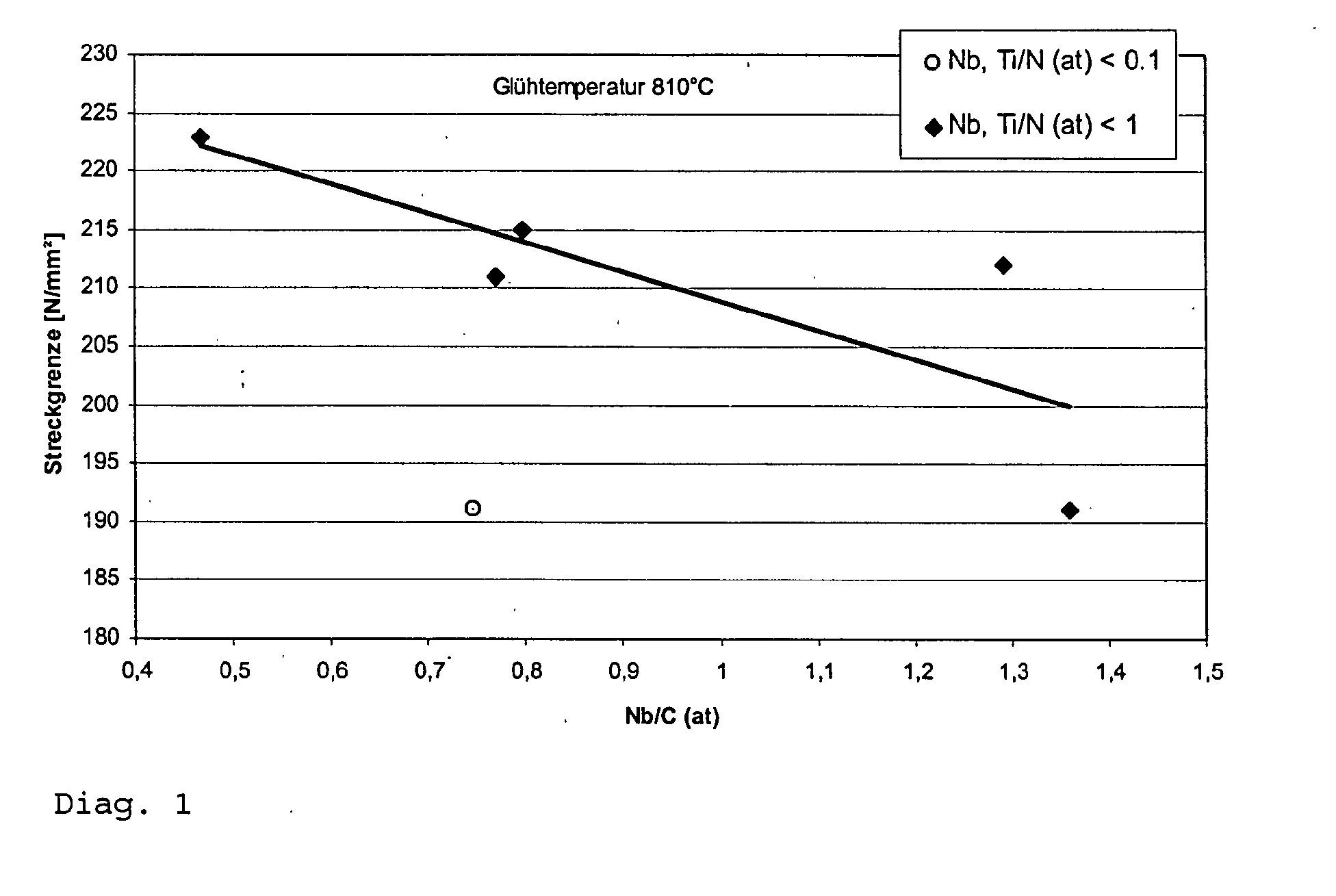
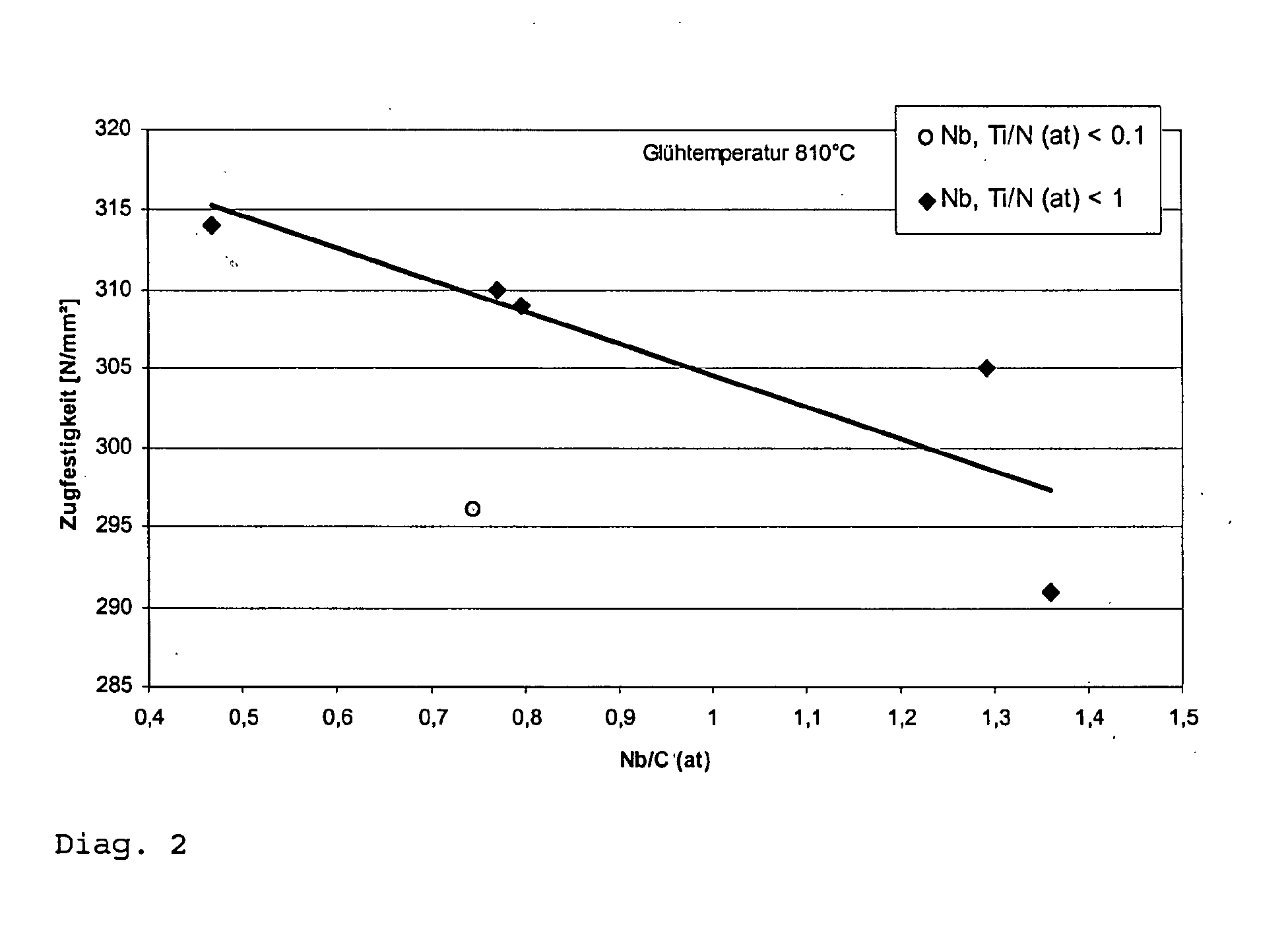
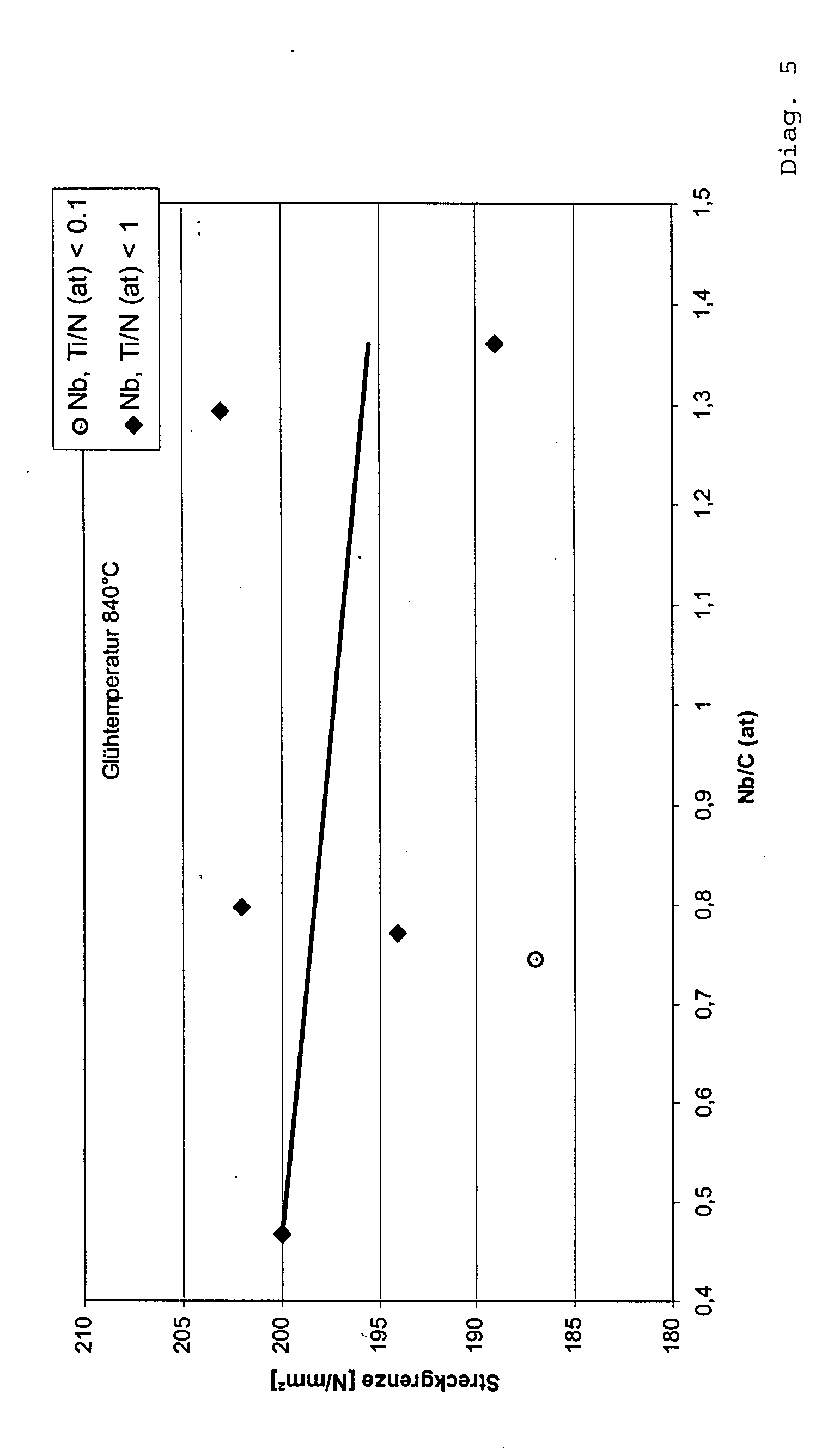
- the yield strength and tensile strength according to the invention were largely Ti-free steels 10 to 20 N / mm 2 lower than in steels, the Ti contents of> 0.0050 to 0.0070% by weight at (Ti / N) atomic ratios from 0.67 to 0.90.
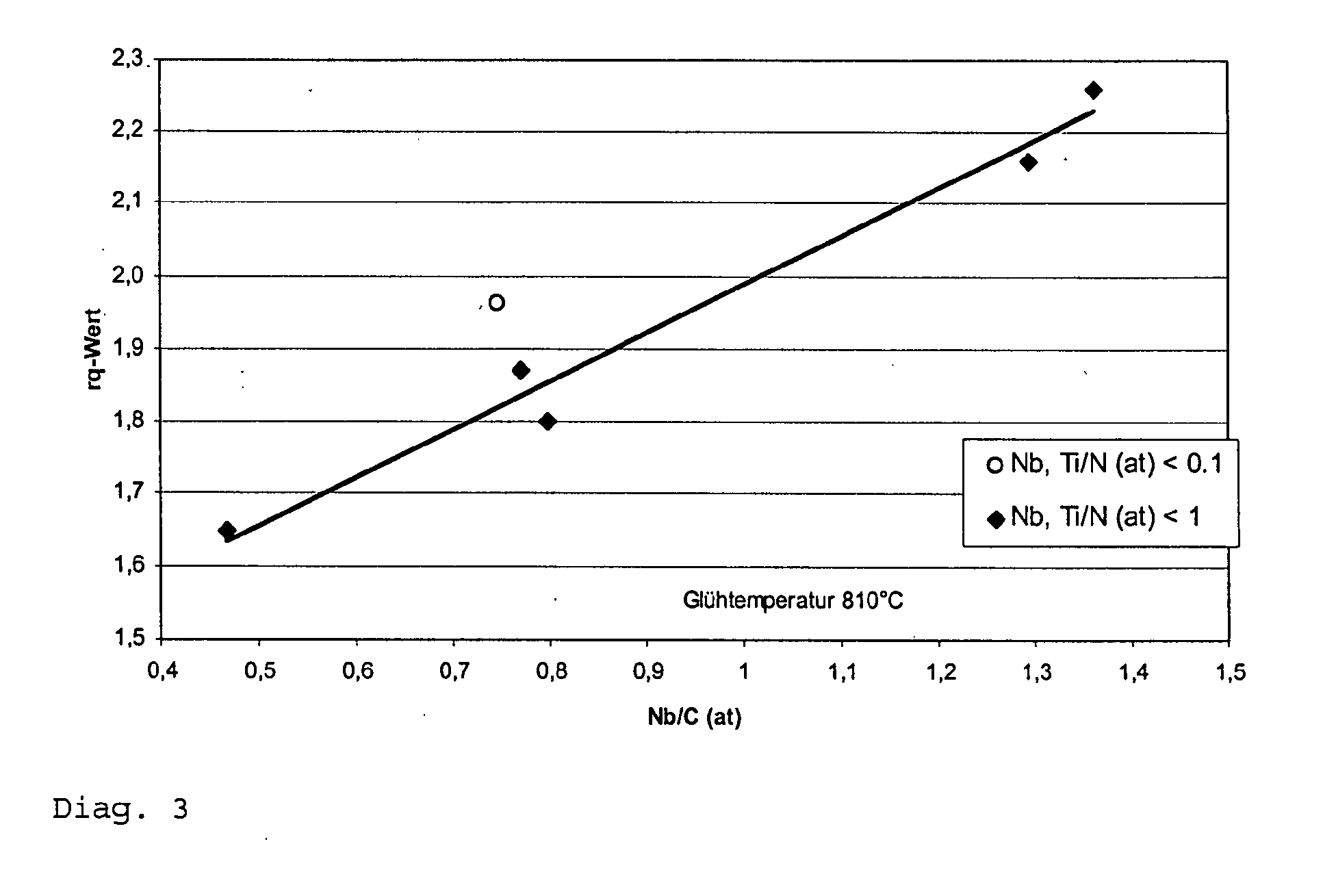
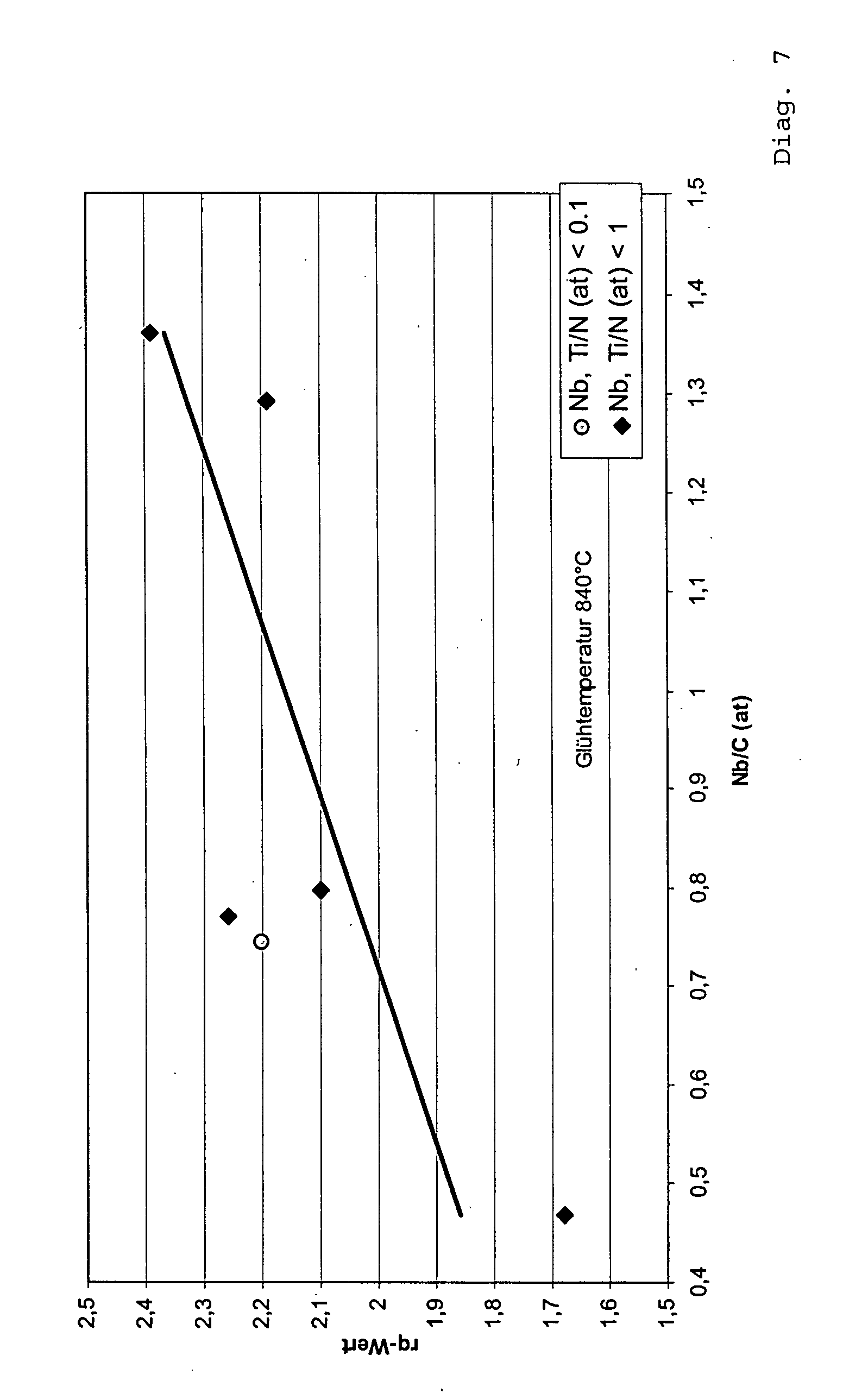
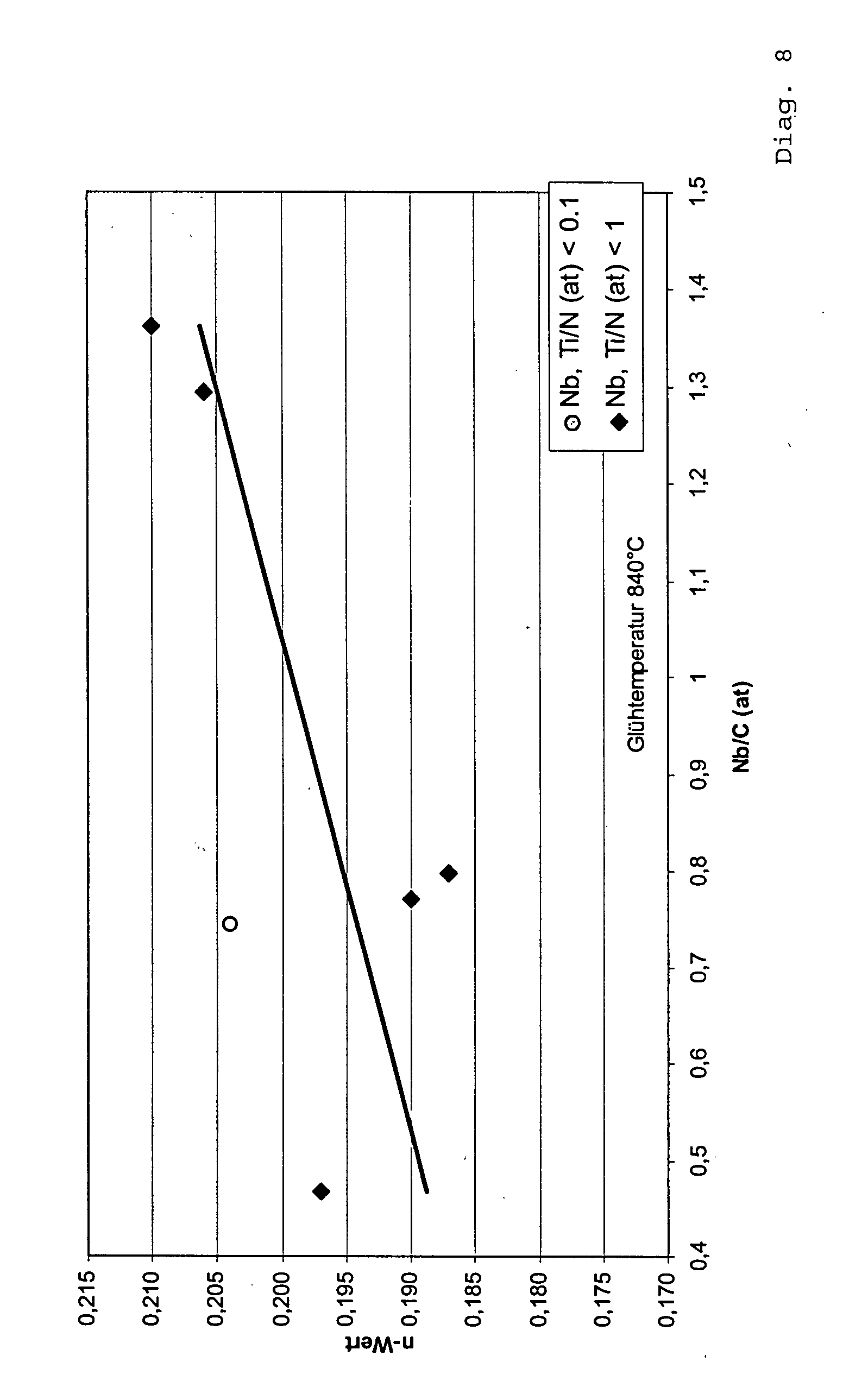
- the elongation at break of steels according to the invention was 2% to 3%, the rq value by 0.1 to 0.4 and the n value by 0.01 to 0.02 higher than in the compared low-Ti steels.
- the operational testing of the alloy concept according to the invention confirmed its advantages over the low-Ti steel compositions.
- the Ti content is therefore preferably limited to ⁇ 0.0015% by weight, in particular ⁇ 0.0010% by weight.
- the Mn content is up according to the invention at most 0.2% by weight, but preferably at most 0.15% by weight of Mn or lower values are limited. In order to safely set sulfur however, the Mn content should not be less than 0.11% by weight.
- the above mentioned object is achieved in that a steel melt having a composition of the invention, preferably in the strand is cast into a precursor material, that the starting material to hot band with a preferably above the A r3 temperature, in particular above 900 ° C, lying hot rolling end temperature is hot rolled, that the hot strip is coiled with a reel temperature that is preferably more than 650 ° C, in particular more than 700 ° C, that the hot strip is cold rolled into cold strip, and that the cold strip is subjected to a heat treatment in a continuous process , the temperature T HZ in the holding zone of the heat treatment device used for this is> 820 ° C.
- Annealing temperatures make the process according to the invention especially for combination with hot-dip galvanizing suitable. So the one that takes place in the run Heat treatment in the course of a hot-dip galvanizing treatment the cold strip.
- the cold strip obtained has good bake hardening properties without it annealing at high, 850 ° C considerably exceeding temperatures.
- the degree of forming achieved by dressing is 0.5% to 2.0%, preferably 1.0% to 1.5%.
- the hot strips were then cold-rolled into cold strips KB1, KB2, KB3, KB4, KB5 with a thickness of 0.8 mm suitable for processing into body components and subjected to annealing in a continuous furnace, in which the cold strips are placed in the holding zone of the furnace Temperature T HZ have been kept.
- the cold strips KB1 - KB5 were dressed at skin pass degrees G.
- the mechanical and technological properties of the yield strength R p , tensile strength R m , uniform elongation A g1, elongation A 80 , r value, n value, BH 0 value and BH 2 are for the sheets KB1 - KB5 that do not have yield strength in this state -Value of cold strips KB1, KB2 have been determined. Subsequently, samples of the cold strips KB1 - KB5 were subjected to an artificial aging treatment, in which they were kept at a temperature of 100 ° C. for one hour.
- Table 1.2 contains the mechanical-technological Properties of the cold strips KB1 to KB5 in the trained state.
- Table 1.4 shows the mechanical-technological properties of the samples of the Cold strips KB1 to KB5 indicated in the aged condition.
- the heat treatment of the cold strips KB1 to KB5 was part a coating process within which the Cold strips KB1 to KB5 in a known manner with a Galvannealed coating has been provided.
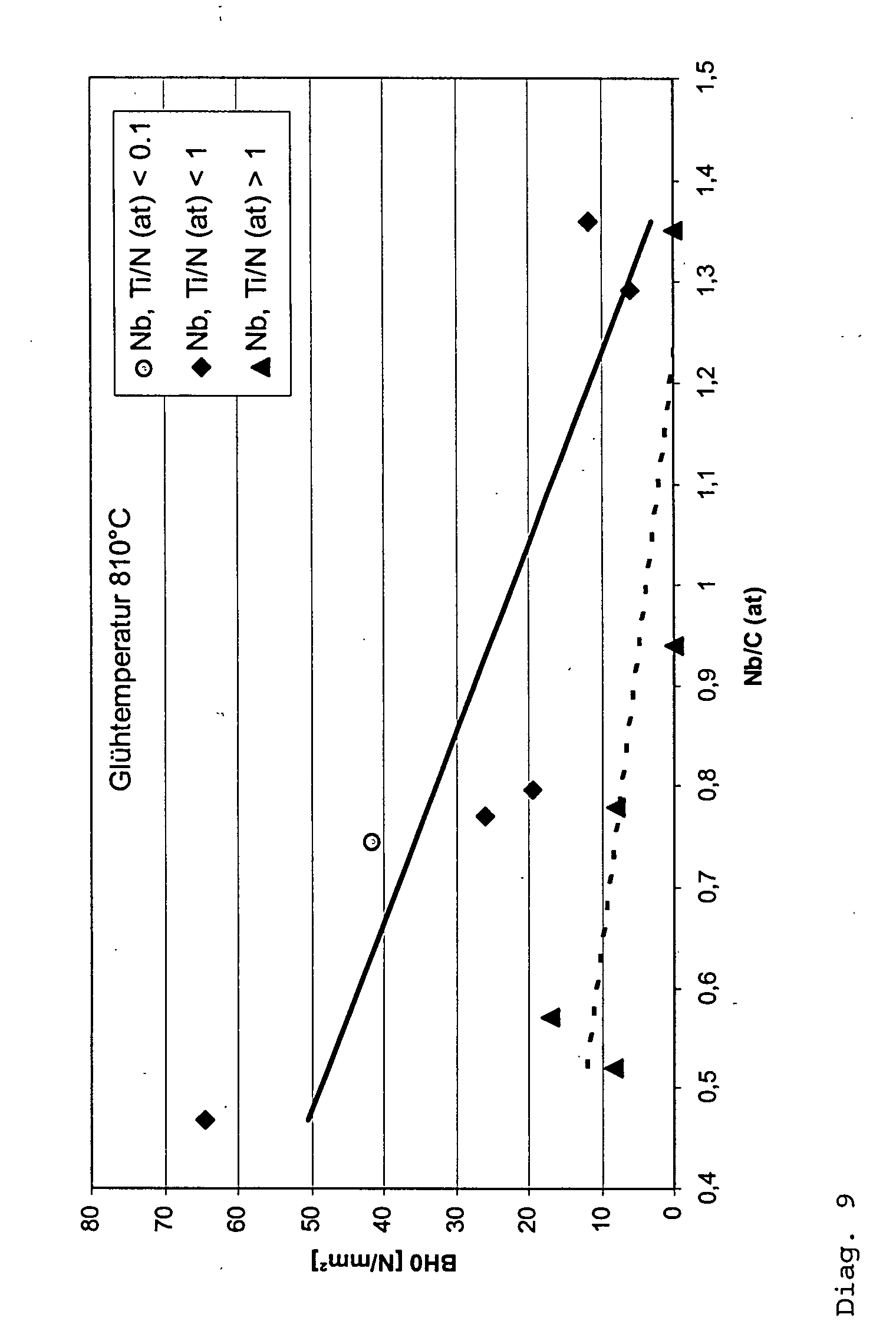
- Diag. 9 and in the diagram Diag. 10 are those after an annealing of 810 ° C and in the diagrams Diag. 11 and Diag. 12 the BH 0 - (Diag. 9,11) or BH 2 values (Diag. 10,12) that can be determined after annealing at 840 ° C for the samples C1 - C5, CH1 - CH5 and Cerf via the ratio Nb- Content / C content applied.
- the bake hardening properties the titanium-free sample Cerf according to the invention with the same Nb / C ratio at the level of the bake hardening values the low titanium variant ((Ti / N) at ⁇ 1).
- the inventive has Sample Cerf at the same time compared to the low Ti ones Samples improved mechanical properties.
- Diag. 9 to 12 are recognizable much worse bake hardening values with one too Nitrogen overstoichiometric addition of titanium.
- Table 3 shows the properties of the Cold strips produced according to the invention Properties from a conventional, a higher Ti content of ULC steel (C: 0.002%, Mn: 0.20%, P: 0.01%, S: 0.006%, Si: 0.046%, Al: 0.035%, N: 0.0022%, Cu: 0.011%, Cr: 0.026%, Ni: 0.019%, Nb: 0.002%, Ti: 0.012%, Mo: 0.002%, B: 0.0003%, Sn: 0.010 % (all figures in% by weight)) of cold rolled strip juxtaposed.
- the cold strips according to the invention were free from elongation limit. Even after artificial aging, it can be deduced from the mechanical properties that there is sufficient security to avoid flow figures when pressing components up to a period of at least 3 months (after the sheet has been produced).
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Description
Legierungselemente: Si: ≤ , 10 %, Mn: ≤ 0,20 %,
P: ≤ 0,015 %, S: ≤ 0,015 %, Alg: 0,005 - 0,05 %,
N: ≤ 0,0040 %, Cr: ≤ 0,05 %, Cu: ≤ 0,05 %, Ni: ≤ 0,05 %,
Mo: < 0,020 %, Sn: < 0,020 %, B: < 0,0004, und als Rest Eisen sowie übliche Verunreinigungen enthält.
| C | Si | Mn | P | S | Alg | Cr | Cu |
| 0,0020 | 0,08 | 0,10 | 0,008 | 0,006 | 0,031 | 0,030 | 0,006 |
| Mo | N | Ni | B | Nb | Sn | Ti | %Nb/%C |
| 0,001 | 0,0018 | 0,015 | -- | 0,010 | 0,002 | 0,001 | 5 |
| Rest Eisen und unvermeidbare Verunreinigungen, Angaben in Gew.-% |
| Kaltband | WET [°C] | THz [°C] | G [%] |
| KB1 | 926 | 845 | 1,04 - 1,20 |
| KB2 | 930 | 850 | 1,04 - 1,23 |
| KB3 | 941 | 722 | 1,05 - 1,20 |
| KB4 | 926 | 728 | 1,2 |
| KB5 | 932 | 732 | 1,2 |
| Kaltband | Rp | Rm | Agl | A80 | r | n | BH0 | BH2 |
| [N/mm2] | [%] | [N/mm2] | ||||||
| KB1 | 204 | 313 | 24,7 | 43,5 | 1,60 | 0,214 | 29 | 31 |
| KB2 | 203 | 311 | 22,6 | 39,5 | 1,63 | 0,211 | 35 | 38 |
| KB3 - | 199 | 311 | 24,6 | 42,3 | 1,58 | 0,210 | 17 | 32 |
| KB4 | 193 | 306 | 21,8 | 43,9 | 1,92 | 0,207 | 52 | 32 |
| KB5 | 201 | 310 | 23,1 | 39,6 | 1,84 | 0,202 | 47 | 47 |
| Kaltband | Rp | ReL | ReH | Rm | Agl | A80 | r | n |
| [N/mm2] | [%] | |||||||
| KB1 | -- | 210 | 211 | 318 | 21,0 | 35,1 | 1,59 | 0,196 |
| KB2 | 204 | -- | -- | 316 | 21,7 | 38,3 | 1,74 | 0,191 |
| KB3 | 201 | -- | -- | 314 | 22,7 | 40,7 | 1,55 | 0,187 |
| KB4 | 204 | -- | -- | 311 | 22,5 | 40,9 | 1,96 | 0,180 |
| KB5 | 204 | -- | -- | 320 | 20,4 | 40,6 | 1,82 | 0,177 |






Claims (20)
- Kaltband, das mit Bake-Hardening-Eigenschaften von BH0 > 15 N/mm2 und BH2 > 20 N/mm2, gute Verformungseigenschaften, eine Streckgrenze von 170 N/mm2 bis 230 N/mm sowie einen n-Wert ≥ 0,18 aufweist, enthaltend (in Gew.-%)
C: ≤ 0,0030 %,
Nb: ≥ 0,005 % mit der Maßgabe, daß der Gehalt an Nb < 93 / 12 * %C beträgt, mit %C = C-Gehalt in Gew.-%.,
Ti: < 0,0050 %,
wahlweise eines oder mehrere der folgenden Legierungselemente- Si:
- ≤ 0,10 %,
- Mn:
- ≤ 0,20 %,
- P:
- ≤ 0,015 %,
- S:
- ≤ 0,015 %,
- Alg:
- 0,005 - 0,05 %,
- N:
- ≤ 0,0040 %,
- Cr:
- ≤ 0,05 %,
- Cu:
- ≤ 0,05 %,
- Ni:
- ≤ 0,05 %,
- Mo:
- < 0,020 %,
- Sn:
- < 0,020 %,
- B:
- < 0,0004,
- Kaltband nach Anspruch 1, dadurch gekennzeichnet, daß es 0,008 - 0,020 Gew.-% Nb enthält.
- Kaltband nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, daß es 0,010 - 0,016 Gew.-% Nb enthält.
- Kaltband nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, daß für das Verhältnis %Nb/%C gilt:
%C : Gehalt an C. - Kaltband nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, daß für das Verhältnis %Nb/%C gilt:
%C : Gehalt an C. - Kaltband nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, daß es bis zu 0,15 Gew.-% Mn, vorzugsweise weniger als 0,15 Gew.-% Mn enthält.
- Kaltband nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, daß es mindestens 0,11 Gew.-% Mn enthält.
- Kaltband nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, d a ß es 0,02 - 0,04 Gew.-% Alg enthält.
- Kaltband nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, daß es < 0,0015 Gew.-% Ti enthält.
- Kaltband nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, daß es < 0,0010 Gew.-% Ti enthält.
- Kaltband nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, daß es eine Zugfestigkeit von 280 - 340 N/mm2 bei einer Dehnung A80 von ≥ 35 % aufweist.
- Kaltband nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, daß es rm-Werte > 1,3 aufweist.
- Kaltband nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, daß Bake-Hardening-Eigenschaften BH0 von 25 N/mm2 - 45 N/mm2 und BH2 von 25 N/mm2- 45 N/mm2 aufweist.
- Verfahren zur Herstellung eines gemäß einem der Ansprüche 1 bis 12 beschaffenen Kaltbands,bei dem eine Stahlschmelze der entsprechenden Zusammensetzung, vorzugsweise im Strang, zu einem Vormaterial vergossen wird,bei dem das Vormaterial zu Warmband warmgewalzt wird,bei dem das Warmband gehaspelt wird,bei dem das Warmband zu Kaltband kaltgewalzt wird, undbei dem das Kaltband einer Wärmebehandlung im Durchlauf unterzogen wird, wobei die Temperatur THZ in der Haltezone der dazu eingesetzten Wärmebehandlungseinrichtung > 820 °C beträgt.
- Verfahren nach Anspruch 14, dadurch gekennzeichnet, d a ß die Temperatur THZ 840 °C bis 860 °C beträgt.
- Verfahren nach einem der Ansprüche 13 oder 14, dadurch gekennzeichnet, d a ß die im Durchlauf erfolgende Wärmebehandlung im Zuge einer Feuerverzinkungsbehandlung des Kaltbandes durchgeführt wird.
- Verfahren nach Anspruch 16, dadurch gekennzeichnet, daß nach der Feuerverzinkung eine weitere Wärmebehandlung (Galvannealing) durchgeführt wird.
- Verfahren nach einem der Ansprüche 14 bis 17, dadurch gekennzeichnet, daß das Kaltband nach der Wärmebehandlung dressiert wird, wobei der Umformgrad während des Dressierens 0,5 % bis 2,0 %, bevorzugt 1,0 % bis 1,5 %, beträgt.
- Verfahren nach einem der Ansprüche 14 bis 18, dadurch gekennzeichnet, daß das Warmwalzen bei einer Warmwalzendtemperatur > Ar3, bevorzugt > 900 °C, beendet wird.
- Verfahren nach einem der Ansprüche 14 bis 19, dadurch gekennzeichnet, d a ß das Haspeln des Warmbands bei einer Haspeltemperatur > 650 °C, bevorzugt > 700 °C, beträgt.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP02014692A EP1380663A1 (de) | 2002-07-03 | 2002-07-03 | Kaltband aus ULC - Stahl und Verfahren zu seiner Herstellung |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP02014692A EP1380663A1 (de) | 2002-07-03 | 2002-07-03 | Kaltband aus ULC - Stahl und Verfahren zu seiner Herstellung |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1380663A1 true EP1380663A1 (de) | 2004-01-14 |
Family
ID=29724397
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02014692A Withdrawn EP1380663A1 (de) | 2002-07-03 | 2002-07-03 | Kaltband aus ULC - Stahl und Verfahren zu seiner Herstellung |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP1380663A1 (de) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55141555A (en) * | 1979-04-18 | 1980-11-05 | Kawasaki Steel Corp | Production of high tension galvanized steel sheet for press machining |
| US4496400A (en) * | 1980-10-18 | 1985-01-29 | Kawasaki Steel Corporation | Thin steel sheet having improved baking hardenability and adapted for drawing and a method of producing the same |
| EP0444967A2 (de) * | 1990-03-02 | 1991-09-04 | Kabushiki Kaisha Kobe Seiko Sho | Kaltgewalzte Stahlbleche oder kaltgewalzte und feuerverzinkte Stahlbleche zum Tiefziehen |
| EP0510718A2 (de) * | 1991-04-26 | 1992-10-28 | Kawasaki Steel Corporation | Hochfestes, kaltgewalztes, bei Raumtemperatur alterungsbeständiges, tiefziehbares Stahlblech und Herstellungsverfahren |
| EP0816524A1 (de) * | 1996-05-07 | 1998-01-07 | Nkk Corporation | Stahlblech mit gut aussehender Oberfläche und Beulfestigkeit nach der Verformung |
| EP1028172A1 (de) * | 1998-06-30 | 2000-08-16 | Nippon Steel Corporation | Kaltgewalzter stahl mit hervorragender einbrennhärtbarkeit |
-
2002
- 2002-07-03 EP EP02014692A patent/EP1380663A1/de not_active Withdrawn
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55141555A (en) * | 1979-04-18 | 1980-11-05 | Kawasaki Steel Corp | Production of high tension galvanized steel sheet for press machining |
| US4496400A (en) * | 1980-10-18 | 1985-01-29 | Kawasaki Steel Corporation | Thin steel sheet having improved baking hardenability and adapted for drawing and a method of producing the same |
| EP0444967A2 (de) * | 1990-03-02 | 1991-09-04 | Kabushiki Kaisha Kobe Seiko Sho | Kaltgewalzte Stahlbleche oder kaltgewalzte und feuerverzinkte Stahlbleche zum Tiefziehen |
| EP0510718A2 (de) * | 1991-04-26 | 1992-10-28 | Kawasaki Steel Corporation | Hochfestes, kaltgewalztes, bei Raumtemperatur alterungsbeständiges, tiefziehbares Stahlblech und Herstellungsverfahren |
| EP0816524A1 (de) * | 1996-05-07 | 1998-01-07 | Nkk Corporation | Stahlblech mit gut aussehender Oberfläche und Beulfestigkeit nach der Verformung |
| EP1028172A1 (de) * | 1998-06-30 | 2000-08-16 | Nippon Steel Corporation | Kaltgewalzter stahl mit hervorragender einbrennhärtbarkeit |
Non-Patent Citations (2)
| Title |
|---|
| BAKER L.C.; DANIEL S.R.; PARKER J.D.: "Metallurgy and processing of ultralow carbon bake hardening steels", MATERIAL SCIENCE AND TECHNOLOGY, vol. 18, April 2002 (2002-04-01), pages 355 - 368 * |
| PATENT ABSTRACTS OF JAPAN vol. 005, no. 012 (C - 040) 24 January 1981 (1981-01-24) * |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE112006003169B4 (de) | Stahlbleche zum Warmpressformen mit ausgezeichneten Wärmebehandlungs- und Schlageigenschaften, daraus hergestellte Warmpressteile und Verfahren zu deren Herstellung | |
| EP2031081B1 (de) | Dualphasenstahl, Flachprodukt aus einem solchen Dualphasenstahl und Verfahren zur Herstellung eines Flachprodukts | |
| EP2809819B1 (de) | Höchstfester mehrphasenstahl mit verbesserten eigenschaften bei herstellung und verarbeitung | |
| DE60116477T2 (de) | Warm-, kaltgewalzte und schmelz-galvanisierte stahlplatte mit exzellentem reckalterungsverhalten | |
| EP2028282B1 (de) | Dualphasenstahl, Flachprodukt aus einem solchen Dualphasenstahl und Verfahren zur Herstellung eines Flachprodukts | |
| EP1200635B1 (de) | Höherfestes stahlband oder -blech und verfahren zu seiner herstellung | |
| DE69221597T2 (de) | Hochfestes warmgewalztes Stahlfeinblech mit niedrigem Strechgrenzenverhältnis und Verfahren zu seiner Herstellung | |
| EP2836614B1 (de) | Hochfester mehrphasenstahl und verfahren zur herstellung eines bandes aus diesem stahl | |
| EP2668302B1 (de) | Verfahren zur herstellung eines stahlbandes aus einem höherfesten mehrphasenstahl mit ausgezeichneten umformeigenschaften | |
| DE69708832T2 (de) | Kaltgewalztes Stahlblech und sein Herstellungsverfahren | |
| DE69014532T2 (de) | Verfahren zur Herstellung eines Stahlbleches. | |
| DE3046941C2 (de) | Verfahren zur Herstellung eines Stahlblechs mit Zweiphasen-Struktur | |
| DE19610675C1 (de) | Mehrphasenstahl und Verfahren zu seiner Herstellung | |
| DE69228403T2 (de) | Hochfestes, kaltgewalztes, bei Raumtemperatur alterungsbeständiges, tiefziehbares Stahlblech und Herstellungsverfahren | |
| DE3126386C3 (de) | ||
| DE69130555T2 (de) | Hochfestes Stahleinblech zur Umformung durch Pressen und Verfahren zur Herstellung dieser Bleche | |
| DE69716518T2 (de) | Stahlblech mit gut aussehender Oberfläche und Beulfestigkeit nach der Verformung | |
| DE69329696T2 (de) | Kaltgewalztes Stahlblech, gegebenenfalls feuerverzinkt, mit guter Einbrenn-härtbarkeit, gute Kaltalterungsbeständigkeit und Formbarkeit und Verfahrenzur Herstellung dieser Bleche | |
| EP3658307B9 (de) | Blechbauteil, hergestellt durch warmumformen eines stahlflachprodukts und verfahren zu dessen herstellung | |
| DE3221840C2 (de) | ||
| DE69230447T3 (de) | Hochfeste,kaltgewalzte stahlplatte mit exzellenter umformbarkeit,feuerverzinktes,kaltgewalztes stahlblech und verfahren zur herstellung dieser bleche | |
| DE68908991T2 (de) | Eine mit Zink beschichtete Stahlplatte mit einer Alterungsbeständigkeit beim Feuerverzinken und Verfahren für ihre Herstellung. | |
| DE3880276T2 (de) | Kaltgewalzter feinblechstahl mit hohem r-wert und verfahren zu seiner herstellung. | |
| DE69323441T2 (de) | Herstellung von hoch zugfestem Stahlblech mit ausgezeichneter Streckbördel-Verformfähigkeit | |
| DE10130774C1 (de) | Verfahren zum Herstellen von hochfesten, aus einem Warmband kaltverformten Stahlprodukten mit guter Dehnbarkeit |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| 17P | Request for examination filed |
Effective date: 20040317 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20050401 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: THYSSENKRUPP STEEL AG |
|
| 17Q | First examination report despatched |
Effective date: 20050401 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Effective date: 20071020 |